EP0803446A2 - Gebindeverpackung sowie Verfahren und Vorrichtung zum Herstellen derselben - Google Patents
Gebindeverpackung sowie Verfahren und Vorrichtung zum Herstellen derselben Download PDFInfo
- Publication number
- EP0803446A2 EP0803446A2 EP97105082A EP97105082A EP0803446A2 EP 0803446 A2 EP0803446 A2 EP 0803446A2 EP 97105082 A EP97105082 A EP 97105082A EP 97105082 A EP97105082 A EP 97105082A EP 0803446 A2 EP0803446 A2 EP 0803446A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- objects
- group
- banderole
- band
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/14—Packaging paper or like sheets, envelopes, or newspapers, in flat, folded, or rolled form
- B65B25/146—Packaging paper or like sheets, envelopes, or newspapers, in flat, folded, or rolled form packaging rolled-up articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/58—Applying two or more wrappers, e.g. in succession
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/50—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material comprising a plurality of articles held together only partially by packaging elements formed otherwise than by folding a blank
Definitions
- the invention relates to a pack of several objects, in particular individual packs, which are arranged side by side in at least one layer. Furthermore, the invention relates to a method and a device for producing such packaging.
- Bundles are a widespread form of packaging for groups of individual items, in particular (small) packs, such as food packaging, cigarette packaging, paper tissue packaging, etc.
- the small or individual packs are grouped together in organized groups, usually in layers .
- the group of small or individual packs is surrounded by a large container, for example made of cardboard or corrugated cardboard. As a result, the usual packaging of containers is expensive.
- the invention is based on the object of proposing novel packagings which require significantly less material. Furthermore, it is about measures for a rational or industrial production of such packaging.
- the packaging according to the invention is characterized in that the group of objects or individual packs are combined to form a unit by at least one strip-shaped band that runs around the outside and encompasses the layer or layers of the objects or individual packs.
- the items or individual packaging are provided with their own wrapping made of paper, cardboard or (plastic) foil.
- the unit of a group of such individual packs is created by at least one banderole which comprises the layer or the group.
- the container For better cohesion of the container, further simple packaging measures are provided according to the invention, which consolidate the relative position of the individual packs within the group.
- objects or individual packs can be connected to one another by means of glue points or glue points, in the case of a layer composed of individual packs, especially the individual packs positioned inside the same, which have no direct contact with the banderole.
- the glue is preferably a known pressure sensitive adhesive which enables the individual packs to be easily detached from one another when the container is divided.
- the group of individual packs can be surrounded by at least one further, second banderole, which extends transversely to the first banderole, that is to say it surrounds it in a crossing manner.
- a container packaging according to the invention with two crossing banderoles for packaging cylindrical objects is particularly advantageous.
- two rolls are combined to form a packaging unit by means of a (film) wrapping.
- These are grouped in several layers, preferably two rows of the rollers or the packaging units lying in one layer next to one another in the axial direction of the rollers.
- the banderoles are arranged and dimensioned so that they partially cover the two adjacent rows in the middle.
- the banderoles each extend almost over the full width or length of the group.
- a package is particularly advantageous in which the crossing (two) banderoles are positioned so that the inner banderole runs transversely axially to the aligned cylindrical objects or the packaging units formed from them, while the outer, crossing banderole with two (upper and lower) Legs do not run parallel to the axes of the cylindrical objects.
- the banderoles are expediently placed around the group of objects with increased tension, so that the banderoles partially nestle in a wave-like manner on the external cylindrical objects.
- the group of objects is first conveyed in one direction through the vertical plane of a blank for the banderole provided therein and then in the transverse direction through the vertical plane of a second banderole, the banderoles successively being U-shaped to the group of objects.
- the banderole is completely wrapped around the group of objects by additional folding members.
- the ends of the banderoles are connected to one another, in particular by sealing (in the case of plastic films) or by gluing.
- a device is provided with at least two conveyor tracks arranged at right angles to one another for the groups of objects, namely packing tracks.
- folding units are positioned in a fixed position, each of which has cut-outs for the banderoles and places them around the groups of objects.
- FIG. 1 to 3 show a particularly economical embodiment of a packaging unit.
- This consists of cuboidal individual packs 10 and 11.
- the individual packs 10 and 11 are formed in a group, in the present case with three rows 12, 13, 14. Within the rows 12, 13, 14, the individual packs 10, 11 are aligned so that a regular formation, namely a layer of individual packs 10, 11 is formed.
- the group or layer is surrounded on the outside by a strip-shaped band 15 running all around. This preferably consists of a (tensile) plastic.
- the band 15 holds the group of individual packs 10, 11 together under tension in the formation shown, so that the bundle pack thus formed can be put into circulation.
- glue points 16 are attached between mutually facing sides or walls of adjacent individual packs 10, 11.
- the glue points 16 have the effect that the group or layer from the individual packs 10, 11 is additionally held together in the formation.
- the glue dots 16 preferably consist of a pressure sensitive adhesive, which enables the individual packs 10, 11 to be easily separated without damaging them when the packaging is released.
- all the individual packs 10, 11 can be mutually connected by one or more glue points 16. However, it can be sufficient if only the internal ones Individual packs 11, which are not directly covered by the band 15, are connected to one another by glue points 16 and, if appropriate, to the adjacent external individual packs 10.
- the individual packs 10 located outside the layer can additionally be connected to the band 15 by means of glue points or other glue connections.
- FIG. 5 A likewise economically constructed container packaging with increased protection of the packed objects is shown in FIG. 5 and in FIG. 6.
- individual objects are combined into a pack and held together by banderoles 17 and 18 which cross each other.
- a first band 17 lies directly against the objects and surrounds the group formed from them.
- the second banderole 18 is positioned transversely to this, accordingly crosses the first banderole 17, 18 at the bottom and top of the packaging.
- These two banderoles 17, 18 result in optimal cohesion with little use of material.
- the bands 17, 18 are dimensioned such that they cover approximately half the dimension of the group formed from the objects with a central arrangement.
- the packaging is constructed on the same principle.
- An inner band 19 extends here over almost the full width of the bundle or group of individual items.
- a transverse banderole 20 is dimensioned so that it covers the almost full length of the group of objects to be wrapped.
- the container is only provided with slot-like or slit-shaped openings on upright edges.
- the bundle of banderoles 17, 18; 19, 20 according to FIGS. 5 and 6 is particularly suitable for cylindrical objects, in the present case paper rolls 21. These can be rolls of household paper, toilet paper or the like.
- the cylindrical objects namely paper rolls 21, are also formed in rows 22 and 23. Within a row 22, 23, the paper rolls 21 are axially parallel to one another. From row 22 to row 23, the cylindrical objects are therefore arranged coaxially.
- the package here consists of two adjacent rows 22, 23. These each form a layer 24 or 25.
- the smaller container according to FIG. 5 consists of three layers 24 formed in this way one above the other. 6 consists of four layers arranged one above the other.
- the number of cylindrical objects within a row 22, 23 can also be different - depending on the size of the container.
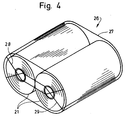
- FIG. 4 Another special feature is realized in these examples of packaging.
- two cylindrical objects paper rolls 21
- the two paper rolls 21 are arranged axially parallel to one another and surrounded by an outer covering 27, for example a plastic film. This is designed so that the two paper rolls 21 are completely enveloped.
- the wrapping 27 is folded in an envelope-like manner, forming trapezoidal folding tabs 28, 29 that partially overlap one another.
- 5 and 6 consist of such packing units 26, the paper rolls 21 of a packing unit 26 being adjacent to one another within a layer 24, 25. This creates approximately oval objects in cross-section, which are grouped in rows and layers.
- the inner band 17 is positioned so that it bears against the cylindrical outer surfaces of the objects (paper rolls 21) or the pack units 26.
- the band 17 in the embodiment according to FIG. 5 is dimensioned such that it covers approximately half the length of the adjacent objects or paper rolls 21.
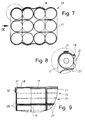
- the transverse banderole 18, which is also arranged in the center, is dimensioned such that, in the present case, it grasps the paper rolls 21 of the pack units 26 lying next to one another (FIG. 7).
- the banderole 18 is under tension and is therefore nestled in a wave shape in the area of the top and bottom of the packaging (FIG. 7).
- the bands 17..20 are formed from a finite blank, preferably made of plastic, which in turn is separated from a material web 30.
- the bands 17..20 are placed under tension around the group of objects. Protruding end tabs are connected to one another to form a fin seam 31, 32, in particular by thermal sealing.
- the fin seam 31, 32 is folded against the banderole 15, 17..20 and expediently connected to the banderole in this position by light stitching.
- FIGS. 10 ff. A machine as shown in important details in FIGS. 10 ff. Is suitable for attaching the bands 17, 18 or 19, 20.
- the exemplary embodiment shows the attachment of (narrow) banderoles 17 and 18.
- Item groups 33 in particular groups of cylindrical items, such as paper rolls 21, are conveyed through the machine on a packing track 34.
- the groups of objects 33 are formed in such a way that the axes of the cylindrical objects (paper rolls 21) point in the region of a feed line 35 in the direction of conveyance.
- the packing web 34 or its feed conveyor line 35 consists of an endless conveyor, for example a belt or a chain conveyor.
- the object groups 33 are transported at a distance from one another.
- the groups of items 33 are held together by fixed side guides 36 of the packaging web 34.
- the group of objects 33 runs against a stop which is also a side guide 37 for a transverse conveyor line 38 of the package conveyor.
- the object group 33 is transported in the direction transverse to the feed line 35.
- a slide 39 is provided, which moves the group of objects 33 to the end of the cross conveyor line 38, namely until it abuts against a further side guide 40 of a discharge line 41 of the packing line 34 which acts as a stop.
- the discharge line 41 in turn runs transversely to the cross conveyor line 38 and thus parallel to the Feed conveyor line 35, in the present example in the same conveying direction.
- a band 17, 18 is attached each time the direction of the object group 33 changes.
- the inner band 17 is attached.
- a banding unit 42 is attached in the area of the transverse conveyor line.
- a blank for the banderole 17 is kept available in an upright plane transverse to the conveying direction of the group of articles 33. Due to the conveying movement of the object group 33, the banderole 17 is applied to the object group 33 in a U-shape.
- the material web 30 is drawn off from a bobbin 43.
- the material web 30 reaches the area of the banding unit 42 via deflection rollers and compensating pendulums.
- This has suction belts 44 for transporting the material web 30 or the cutting of the banding 17, which cover the material web 30 or banding in the area of a horizontal conveying path above the packaging line 34 and after deflecting in the downward direction to the packing web 34.
- the suction belts 44 are preceded by a cutting unit with a knife roller 45 designed in the usual way. In the area of the latter, the bands 17 are separated from the material web 30.
- Preference rollers 46 are arranged in front of the cutter roller 45.
- the banding 17 In the area of the banding unit 42, the banding 17 is kept ready in a vertical plane.
- the band 17 wraps around the group of objects 33 in a U-shape.
- the paper rolls 21 point with their longitudinal axes transverse to the conveying direction.
- the (inner) sleeve 17 bears against the outer surfaces of the paper rolls 21 or the pack units 26.
- This U-shaped folding process is favored by an upper guide 48 and an underpass 49 in the movement path of the group of objects 33.
- Top guide 48 and underpass 49 act like a folding mouthpiece.
- the upper guide 48 is arranged in a funnel shape.
- the group of objects 33 is held by movable members before being wrapped by the banding 17.
- a plate 50 which can be moved up and down is provided on the upper side. This causes the objects, namely paper rolls 21 or packing units 26, to be aligned on the upper side.
- the plate 50 is raised slightly when the group of articles is pushed off by the slide 39.
- a stop plate 51 is arranged on the front side in the direction of movement. This causes the upright formation from the objects to be maintained.
- the cylindrical objects are therefore supported on all sides in the area of the cylindrical surfaces, so that the formation shown is preserved.
- the stop plate 51 is displaceable transversely to the direction of movement of the group of objects, and is therefore pulled out of the movement path of the group of objects 33 when it is pushed through the slide 39 through the banding unit 42.
- the article group 33 arrives with the banderole 17 in the initial area of the discharge line 41.
- a support plate 52 is arranged above the article group.
- End flaps 53, 54 of the band 17 are located on a rear side in the direction of movement of the article group 33.
- These end flaps 53, 54 are placed against the back of the group of articles, namely by folding and sealing members 55, 56.
- These are made up of an upper and a lower one Position moved downwards or upwards with entrainment of the end flaps 53, 54 and bearing against the object group 33.
- the bar and strip-like folding and sealing members are heated in thermoplastic plastic films and seal the ends of the band 17 together to form the fin seam 31 ( Fig. 14).
- the lower folding and sealing member 56 is moved upward, so that it places the fin seam 31 formed on the wall of the band 17, namely on the upper end tab 53.
- the group of objects 33 provided with the band 17 is fed to a second band unit 58 in the region of the line 41.
- the outer or second banderole 18 is kept ready and placed around the object group 33 in the same way as the banderole 17.
- the packaging is finished after leaving the banderole unit 58.
- the banding unit 58 is supplied with material via a bobbin 59.
- a material web 60 for the band 18 is drawn off from this, analogously to the band 17.
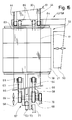
- the band units 42, 58 are designed in a special way. As can be seen in particular from FIGS. 14 and 16, the material web 30, 60 is fed from above through the suction belts 44 to the packaging web 34.
- the suction belts 44 are two parallel individual belts arranged at a distance from one another, which together transport the material web 30, 60 or the blank for the sleeve 17, 18.
- the suction belts 44 end with an upright belt leg 61 above the movement path of the object groups 33, namely above the plate 50 or the top guide 48 in the region of the banding unit 42 or 58.
- a vertical conveyor 62 which here also consists of two parallel suction belts 63, 64. These can be moved up and down as a unit.
- Each suction belt is guided over upper deflection rollers 65, which are each attached to an upright support arm 66. These in turn are connected to a lower common support frame 67 for both suction belts 63, 64.
- Lower guide rollers for the suction belts 63, 64 are also mounted on the support frame 67, namely drive rollers 68. These sit on a common drive shaft 69 which are driven by a belt 70.
- the suction belts 63, 64 of the vertical conveyor 62 are a continuation of the suction belts 44 with regard to the transport of the material web 30, 60 or the banderoles 17, 18.
- the vertical conveyor 62 can be moved up and down as a unit, in the present case by a pivotable lever 71
- the carrying frame 67 is slidably mounted on two upright guide rods 72, 73 for carrying out exact vertical movements.
- the deflection rollers 65 of the vertical conveyor 62 enter the area between the suction belts 44 of the vertical belt leg 61 which are spaced apart from one another. There is an overlap of the funding bodies.
- the vertical conveyor 62 takes over the front end of the material web 30, 60 or the banderole 17, 18 and transports it downwards in the vertical plane. Simultaneously with the transport movement through the suction belts 63, 64, the vertical conveyor 62 is moved downward as a whole to a position below the movement path of the object groups 33, namely to a position as shown in solid lines in FIG. 16. This keeps the blank for the band 17, 18 free in the vertical plane.
- the group of objects 33 can now be pushed through the "curtain" formed by the band 17, 18 to form the U-shaped fold.
- the downward movement of the vertical conveyor 62 is primarily necessary because the suction belts 63, 64 are at a smaller distance from one another than the width of the group of articles 33.
- the vertical conveyor 62 After pushing through the item group 33, taking the banderole 17, 18 with it, the vertical conveyor 62 returns to the upper starting position (FIG. 16) in order to pick up the beginning of the material web 30, 60 or the banderole 17, 18.
- the banderole unit 42, 58 also includes the folding and sealing members 55, 56 already mentioned. These carry out the folding and sealing and thus the completion of the banderole on the back of the group of objects 33 in the manner described.
- a further development of the packagings according to FIGS. 5 and 6 is to connect the bands 17, 18, on the one hand, and 19, 20, on the other hand, that cross each other in the area of the intersection.
- a plurality of parallel sealing seams 74 and 75 are provided in the region of mutually overlapping surfaces of the banderoles, so that the banderole 17 is connected to the banderole 18 and the banderole 19 is connected to the banderole 20.
- the sealing seams 74 and 75 are expediently located in the area of depressions between adjacent cylindrical objects. Said sealing seams 74, 75 can be produced by sealing elements from outside with low pressure after completion of the packaging for connecting the two layers of the bands 17..20.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Basic Packing Technique (AREA)
Abstract
Description
- Die Erfindung betrifft eine Gebindeverpackung aus mehreren Gegenständen, insbesondere Einzelpackungen, die in mindestens einer Lage nebeneinanderliegend angeordnet sind. Weiterhin betrifft die Erfindung ein Verfahren und eine Vorrichtung zum Herstellen derartiger Gebindeverpackungen.
- Gebinde sind eine weitverbreitete Form der Verpackung für Gruppen von Einzelgegenständen, insbesondere (Klein-)Packungen, wie Lebensmittel-Verpackungen, Zigaretten-Verpackungen, Papiertaschentuch-Verpackungen etc.. Die Klein- bzw. Einzelpackungen sind dabei in geordneten Gruppen zusammengefaßt, üblicherweise in Lagen. Bei den bisher bekannten Gebindeverpackungen wird die Gruppe der Klein- bzw. Einzelpackungen von einem Großbehälter umgeben, beispielsweise aus Karton bzw. Wellkarton. Die bisher üblichen Gebindeverpackungen sind dadurch materialaufwendig.
- Der Erfindung liegt die Aufgabe zugrunde, neuartige Gebindeverpackungen vorzuschlagen, die einen deutlich geringeren Materialbedarf erfordern. Des weiteren geht es um Maßnahmen für eine rationelle bzw. industrielle Fertigung derartiger Gebindeverpackungen.
- Zur Lösung dieser Aufgabe ist die erfindungsgemäße Verpackung dadurch gekennzeichnet, daß die Gruppe der Gegenstände bzw. Einzelpackungen durch mindestens eine ringsherumlaufende, die Lage oder die Lagen der Gegenstände bzw. Einzelpackungen außen umfassende streifenförmige Banderole zu einer Einheit zusammengefaßt sind.
- Die Gegenstände bzw. Einzelverpackungen sind mit einer eigenen Umhüllung aus Papier, Karton oder (Kunststoff-)Folie versehen. Die Einheit einer Gruppe derartiger Einzelpackungen wird durch mindestens eine Banderole geschaffen, die die Lage bzw. die Gruppe umfaßt.
- Für einen besseren Zusammenhalt des Gebindes sind erfindungsgemäß weitere einfache verpackungstechnische Maßnahmen vorgesehen, die die Relativstellung der Einzelpackungen innerhalb der Gruppe festigen. Zum einen können Gegenstände bzw. Einzelpackungen durch Leimstellen bzw. Leimpunkte miteinander verbunden sein, bei einer Lage aus Einzelpackungen vor allem die im Inneren derselben positionierten Einzelpackungen, die keine unmittelbare Berührung mit der Banderole haben. Der Leim ist vorzugsweise ein bekannter Haftkleber, der ein leichtes Lösen der Einzelpackungen voneinander beim Aufteilen des Gebindes ermöglicht.
- Alternativ oder zusätzlich kann die Gruppe der Einzelpackungen von mindestens einer weiteren, zweiten Banderole umgeben sein, die sich quer zu der ersten Banderole erstreckt, diese also kreuzend umgibt.
- Besonders vorteilhaft ist eine erfindungsgemäße Gebindeverpackung mit zwei einander kreuzenden Banderolen für die Verpackung von zylindrischen Gegenständen, wie Papierrollen (Küchenpapier, Toilettenpapier). Dabei sind jeweils zwei Rollen durch eine (Folien-)Umhüllung zu einer Verpackungseinheit zusammengefaßt. Diese sind in mehreren Lagen gruppiert, wobei vorzugsweise in Axialrichtung der Rollen zwei Reihen der Rollen bzw. der Verpackungseinheiten in einer Lage nebeneinander liegen. Die Banderolen sind dabei so angeordnet und bemessen, daß sie mittig jeweils die beiden nebeneinanderliegenden Reihen teilweise überdecken. Bei einer vorteilhaften Ausführungsform erstrecken sich die Banderolen jeweils nahezu über die volle Breite bzw. Länge der Gruppe.
- Besonders vorteilhaft ist eine Gebindeverpackung, bei der die einander kreuzenden (zwei) Banderolen so positioniert sind, daß die innenliegende Banderole queraxial zu den ausgerichteten zylindrischen Gegenständen bzw. den daraus gebildeten Verpackungseinheiten verläuft, während die äußere, kreuzende Banderole mit zwei (oberen und unteren) Schenkein parallel zu den Achsen der zylindrischen Gegenstände verlaufen. Die Banderolen sind dabei zweckmäßigerweise mit erhöhter Spannung um die Gruppe der Gegenstände herumgelegt, so daß sich die Banderolen teilweise wellenförmig an die außenliegenden zylindrischen Gegenstände anschmiegen.
- Bei dem erfindungsgemäßen Verfahren zum Herstellen derartiger Banderolen wird die Gruppe von Gegenständen zunächst in einer Richtung durch die vertikale Ebene eines in dieser bereitgehaltenen Zuschnitts für die Banderole hindurchgefördert und sodann in Querrichtung durch die vertikale Ebene einer zweiten Banderole, wobei sich die Banderolen nacheinander U-förmig an die Gruppe der Gegenstände anlegen. Durch weitere Faltorgane wird die Banderole jeweils vollständig um die Gruppe der Gegenstände herumgelegt. Die Enden der Banderolen werden miteinander verbunden, insbesondere durch Siegeln (bei Kunstoffolien) oder durch Klebung.
- Eine erfindungsgemäße Vorrichtung ist mit mindestens zwei unter einen rechtem Winkel zueinander angeordneten Förderbahnen für die Gruppen der Gegenstände versehen, nämlich Packungsbahnen. Im Bereich derselben sind Faltaggregate ortsfest positioniert, die jeweils Zuschnitte für die Banderolen bereithalten und diese um die Gruppen der Gegenstände herumlegen.
- Weitere Merkmale der Erfindung sind Gegenstand der Patentansprüche und werden nachfolgend anhand von in den Zeichnungen dargestellten Ausführungsbeispielen näher erläutert. Es zeigt:
- Fig. 1
- eine Gebindeverpackung in perspektivischer Darstellung,
- Fig. 2
- eine Einzelheit der Gebindeverpackung in Seitenansicht,
- Fig. 3
- einen anderen Teilbereich der Gebindeverpackung gemäß Fig. 1, ebenfalls in Seitenansicht,
- Fig. 4
- eine Verpackungseinheit aus zylindrischen Gegenständen in perspektivischer Darstellung,
- Fig. 5
- eine aus Verpackungseinheiten gemäß Fig. 4 bestehende Gebindeverpackung, ebenfalls in perspektivischer Darstellung,
- Fig. 6
- eine andere Ausführungsform einer Gebindeverpackung aus Verpackungseinheiten gemäß Fig. 4, ebenfalls in perspektivischer Darstellung,
- Fig. 7
- ein Gebinde gemäß Fig. 5 in Seitenansicht,
- Fig. 8
- eine Einzelheit einer Gebindeverpackung gemäß Fig. 7 in vergrößertem Maßstab,
- Fig. 9
- eine gegenüber Fig. 8 um 90° versetzte Seitenansicht einer Einzelheit der Gebindeverpackung gemäß Fig. 7,
- Fig. 10
- eine Vorrichtung zum Herstellen von Gebindeverpackungen gemäß Fig. 5 bzw. Fig. 7 in perspektivischem Grundriß,
- Fig. 11
- einen Teilbereich der Vorrichtung gemäß Fig. 10 im Grundriß bei vergrößertem Maßstab,
- Fig. 12
- die Vorrichtung gemäß Fig. 10 und Fig. 11 in Seitenansicht,
- Fig. 13
- einen Ausschnitt der Vorrichtung in Seitenansicht bei vergrößertem Maßstab,
- Fig. 14
- eine Einzelhelt der Vorrichtung, nämlich eine Umhüllungsstation, in Seitenansicht bzw. teilweise im Schnitt,
- Fig. 15
- ein Detail der Umhüllungsstation gemäß Fig. 14 in Seitenansicht,
- Fig. 16
- die Umhüllungsstation gemäß Fig. 14 in einer gegenüber Fig. 14 um 90° versetzten Queransicht.
- In Fig. 1 bis Fig. 3 ist eine besonders wirtschaftliche Ausführung einer Gebindeverpackung gezeigt. Diese besteht aus quaderförmigen Einzelpackungen 10 und 11. Die Einzelpackungen 10 und 11 sind in einer Gruppe formiert, im vorliegenden Fall mit drei Reihen 12, 13, 14. Innerhalb der Reihen 12, 13, 14 sind die Einzelpackungen 10, 11 ausgerichtet, so daß eine regelmäßige Formation, nämlich eine Lage aus Einzelpackungen 10, 11 gebildet ist. Die Gruppe bzw. Lage ist außen durch eine ringsherumlaufende, streifenförmige Banderole 15 umgeben. Diese besteht vorzugsweise aus einem (zugfesten) Kunststoff. Durch die Banderole 15 wird die Gruppe der Einzelpackungen 10, 11 in der gezeigten Formation unter Spannung zusammengehalten, so daß die so gebildete Gebindeverpackung in den Verkehr gegeben werden kann.
- Eine zusätzliche Verbesserung des Zusammenhalts der Einzelpackungen 10, 11 innerhalb der Gruppe bzw. Lage ist bei dem gezeigten Ausführungsbeispiel (Fig. 2, Fig. 3) durch Leimpunkte 16 gegeben. Diese sind zwischen einander zugekehrten Seiten bzw. Wandungen benachbarter Einzelpackungen 10, 11 angebracht. Die Leimpunkte 16 bewirken, daß die Gruppe bzw. Lage aus den Einzelpackungen 10, 11 in der Formation zusätzlich zusammengehalten wird. Die Leimpunkte 16 bestehen vorzugsweise aus einem Haftkleber, der beim Auflösen der Gebindeverpackung ein leichtes Trennen der Einzelpackungen 10, 11 ohne Beschädigung derselben ermöglicht.
- Je nach Größe der Einzelpackungen 10, 11 bzw. der aus diesen gebildeten Gruppe können alle Einzelpackungen 10, 11 wechselseitig durch einen oder mehrere Leimpunkte 16 miteinander verbunden sein. Es kann aber ausreichen, wenn lediglich die innenliegenden Einzelpackungen 11, die nicht unmittelbar durch die Banderole 15 erfaßt sind, durch Leimpunkte 16 miteinander sowie gegebenenfalls mit den benachbarten außenliegenden Einzelpackungen 10 verbunden sind.
- Gemäß einer weiteren, nicht dargestellten Ausführungsform können die innerhalb der Lage außenliegenden Einzelpackungen 10 durch Leimpunkte oder sonstige Leimverbindungen zusätzlich mit der Banderole 15 verbunden sein.
- Eine ebenfalls wirtschaftlich aufgebaute Gebindeverpackung mit verstärktem Schutz der verpackten Gegenstände ist in Fig. 5 und in Fig. 6 gezeigt. Bei diesen Gebindeverpackungen werden einzelne Gegenstände zu einem Gebinde zusammengefaßt und durch einander kreuzende Banderolen 17 und 18 zusammengehalten. Eine erste Banderole 17 liegt unmittelbar an den Gegenständen an und umgibt die aus diesen gebildete Gruppe. Die zweite Banderole 18 ist quer hierzu positioniert, kreuzt demnach die erste Banderole 17, 18 an der Unterseite und Oberseite der Gebindeverpackung. Durch diese beiden Banderolen 17, 18 ergibt sich ein optimaler Zusammenhalt bei geringem Materialeinsatz. Die Banderolen 17, 18 sind so bemessen, daß sie etwa die halbe Abmessung der aus den Gegenständen gebildeten Gruppe bedecken unter mittiger Anordnung.
- Bei dem Ausführungsbeispiel der Fig. 6 ist die Gebindeverpackung nach dem gleichen Prinzip aufgebaut. Eine innenliegende Banderole 19 erstreckt sich hier über nahezu die volle Breite des Gebindes bzw. der Gruppe aus den Einzelgegenständen. Gleichermaßen ist eine quer verlaufende Banderole 20 so bemessen, daß sie über die annähernd volle Länge der Gruppe der einzuhüllenden Gegenstände abdeckt.
- Lediglich an aufrechten Kanten ist das Gebinde mit schlitz- bzw. spaltförmigen Öffnungen versehen.
- Das Gebinde aus einander kreuzenden Banderolen 17, 18; 19, 20 gemäß Fig. 5 und 6 ist besonders geeignet für zylindrische Gegenstände, im vorliegenden Falle Papierrollen 21. Dabei kann es sich um Rollen von Haushaltspapier, Toilettenpapier oder dergleichen handeln.
- Die zylindrischen Gegenstände, nämlich Papierrollen 21, sind ebenfalls in Reihen 22 und 23 formiert. Innerhalb einer Reihe 22, 23 liegen die Papierrollen 21 achsparallel zueinander. Von Reihe 22 zu Reihe 23 sind demnach die zylindrischen Gegenstände gleichachsig angeordnet. Das Gebinde besteht hier aus zwei nebeneinanderliegenden Reihen 22, 23. Diese bilden jeweils eine Lage 24 bzw. 25. Das kleinere Gebinde gemäß Fig. 5 besteht aus drei in dieser Weise ausgebildeten Lagen 24 übereinander. Das größere Gebinde gemäß Fig. 6 besteht aus vier übereinander angeordneten Lagen. Die Anzahl der zylindrischen Gegenstände innerhalb einer Reihe 22, 23 kann ebenfalls unterschiedlich sein - je nach Größe des Gebindes.
- Bei diesen Beispielen von Gebindeverpackungen ist eine weitere Besonderheit verwirklicht. Mehrere, nämlich im vorliegenden Falle je zwei zylindrische Gegenstände (Papierrollen 21) sind zu einer Packungseinheit 26 zusammengefaßt (Fig. 4). Die beiden Papierrollen 21 sind achsparallel nebeneinander angeordnet und von einer äußeren Umhüllung 27, zum Beispiel einer Kunststoffolie, umgeben. Diese ist so ausgebildet, daß die beiden Papierrollen 21 vollständig umhüllt sind. Im Bereich von Stirnseiten ist die Umhüllung 27 kuvertartig gefaltet unter Bildung von einander teilweise überdeckenden trapezförmigen Faltlappen 28, 29.
- Die Gebindeverpackungen gemäß Fig. 5 und Fig. 6 bestehen aus derartigen Packungseinheiten 26, wobei innerhalb einer Lage 24, 25 die Papierrollen 21 einer Packungseinheit 26 nebeneinander liegen. Es entstehen dadurch im Querschnitt annähernd ovale Gegenstände, die reihen- und lagenweise gruppiert sind.
- Die innenliegende Banderole 17 ist so positioniert, daß sie an den zylindrischen Mantelflächen der Gegenstände (Papierrollen 21) bzw. der Packungseinheiten 26 anliegt. Die Banderole 17 ist bei dem Ausführungsbeispiel gemäß Fig. 5 so bemessen, daß sie etwa die halbe Länge der benachbarten Gegenstände bzw. Papierrollen 21 erfaßt. Die quergerichtete ebenfalls mittig angeordnete Banderole 18 ist so dimensioniert, daß sie im vorliegenden Falle die jeweils innenliegenden Papierrollen 21 der nebeneinanderliegenden Packungseinheiten 26 erfaßt (Fig. 7). Die Banderole 18 liegt unter Spannung an und ist deshalb im Bereich von Oberseite und Unterseite der Gebindeverpackung wellenförmig angeschmiegt (Fig. 7).
- Die Banderolen 17..20 werden aus einem endlichen Zuschnitt vorzugsweise aus Kunststoff gebildet, der wiederum von einer Materialbahn 30 abgetrennt wird. Die Banderolen 17..20 werden unter Spannung um die Gruppe der Gegenstände herumgelegt. Überstehende Endlappen werden unter Bildung einer Flossennaht 31, 32 miteinander verbunden, insbesondere durch thermisches Siegeln. Die Flossennaht 31, 32 wird gegen die Banderole 15, 17..20 umgelegt und zweckmäßigerweise durch leichte Heftung in dieser Stellung mit der Banderole verbunden.
- Zum Anbringen der Banderolen 17, 18 oder 19, 20 ist eine Maschine geeignet, wie sie in wichtigen Einzelheiten in Fig. 10 ff. gezeigt ist. Das Ausführungsbeispiel zeigt das Anbringen von (schmalen) Banderolen 17 und 18.
- Gegenstandsgruppen 33, insbesondere Gruppen von zylindrischen Gegenständen, wie Papierrollen 21, werden auf einer Packungsbahn 34 durch die Maschine hindurchgefördert. Die Gegenstandsgruppen 33 sind dabei so formiert, daß die Achsen der zylindrischen Gegenstände (Papierrollen 21) im Bereich eines Zuförderstrangs 35 in Förderrichtung weisen. Die Packungsbahn 34 bzw. deren Zuförderstrang 35 besteht aus einem Endlosförderer, zum Beispiel einem Gurt oder einem Kettenförderer. Die Gegenstandsgruppen 33 werden mit Abstand voneinander transportiert. Die Gegenstandsgruppen 33 werden durch feststehende Seitenführungen 36 der Packungsbahn 34 zusammengehalten.
- Am Ende des Zuförderstrangs 35 läuft die Gegenstandsgruppe 33 gegen einen Anschlag, der zugleich Seitenführung 37 für einen Querförderstrang 38 des Packungsförderers ist. Im Bereich desselben wird die Gegenstandsgruppe 33 in Richtung quer zum Zuförderstrang 35 transportiert. Hierfür ist ein Schieber 39 vorgesehen, der die Gegenstandsgruppe 33 bis zum Ende des Querförderstrangs 38 bewegt, nämlich bis zur Anlage an einer als Anschlag wirkenden weiteren Seitenführung 40 eines Abförderstrangs 41 der Packungsbahn 34. Der Abförderstrang 41 läuft wiederum quer zum Querförderstrang 38 und damit parallel zum Zuförderstrang 35, bei dem vorliegenden Beispiel in derselben Förderrichtung.
- Jeweils beim Richtungswechsel der Gegenstandsgruppe 33 wird eine Banderole 17, 18 angebracht. Beim Abschieben der Gegenstandsgruppe 33 von dem Zuförderstrang 35 in Richtung quer zu diesem wird die innenliegende Banderole 17 angebracht. Zu diesem Zweck ist im Bereich des Querförderstrangs ein Banderolenaggregat 42 angebracht. Im Bereich des Banderolenaggregats 42 wird ein Zuschnitt für die Banderole 17 in aufrechter Ebene quer zur Förderrichtung der Gegenstandsgruppe 33 bereitgehalten. Durch die Förderbewegung der Gegenstandsgruppe 33 wird die Banderole 17 U-förmig an die Gegenstandsgruppe 33 angelegt.
- Die Materialbahn 30 wird von einer Bobine 43 abgezogen. Über Umlenkwalzen und Ausgleichspendel gelangt die Materialbahn 30 in den Bereich des Banderolenaggregats 42. Dieses weist zum Transport der Materialbahn 30 bzw. des Zuschnitts der Banderole 17 Saugbänder 44 auf, die die Materialbahn 30 bzw. Banderole im Bereich einer horizontalen Förderstrecke oberhalb der Packungsbahn 34 erfassen und nach Umlenken in Abwärtsrichtung zur Packungsbahn 34 fördern. Den Saugbändern 44 ist ein Schneidaggregat vorgeordnet mit einer in üblicher Weise ausgebildeten Messerwalze 45. Im Bereich derselben werden die Banderolen 17 von der Materialbahn 30 abgetrennt. Der Messerwalze 45 vorgeordnet sind Vorzugwalzen 46.
- Im Bereich des Banderolenaggregats 42 wird die Banderole 17 in einer vertikalen Ebene bereitgehalten. Wenn die Gegenstandsgruppen 33 durch den Schieber 39 in Richtung des Pfeils 47 verschoben werden, legt sich die Banderole 17 U-förmig um die Gegenstandsgruppe 33 herum. Die Papierrollen 21 sind mit ihren Längsachsen quer zur Förderrichtung weisend. Die (innere) Banderole 17 legt sich dadurch an die Mantelflächen der Papierrollen 21 bzw. der Packungseinheiten 26 an. Dieser U-förmige Faltvorgang wird durch eine Oberführung 48 und eine Unterführung 49 in der Bewegungsbahn der Gegenstandsgruppe 33 begünstigt. Oberführung 48 und Unterführung 49 wirken wie ein Faltmundstück. Die Oberführung 48 ist dabei trichterförmig angeordnet.
- Im Bereich des Banderolenaggregats wird die Gegenstandsgruppe 33 vor der Umhüllung durch die Banderole 17 durch bewegbare Organe gehalten. An der Oberseite ist zu diesem Zweck eine auf- und abbewegbare Platte 50 vorgesehen. Diese bewirkt ein Ausrichten der Gegenstände, nämlich Papierrollen 21 bzw. Packungseinheiten 26 an der Oberseite. Die Platte 50 wird leicht angehoben, wenn die Gegenstandsgruppe durch den Schieber 39 abgeschoben wird. Auf der in Bewegungsrichtung vornliegenden Seite ist eine Anschlagplatte 51 angeordnet. Diese bewirkt, daß die aufrechte Formation aus den Gegenständen aufrechterhalten wird. Die zylindrischen Gegenstände sind demnach im Bereich der zylindrischen Flächen allseitig gestützt, so daß die gezeigte Formation erhalten bleibt. Die Anschlagplatte 51 ist quer zur Bewegungsrichtung der Gegenstandsgruppe verschiebbar, wird demnach aus der Bewegungsbahn der Gegenstandsgruppe 33 herausgezogen, wenn diese durch den Schieber 39 durch das Banderolenaggregat 42 hindurchgeschoben wird.
- Die Gegenstandsgruppe 33 gelangt mit der Banderole 17 in den Anfangsbereich des Abförderstrangs 41. Auch hier ist oberhalb der Gegenstandsgruppe eine Stützplatte 52 angeordnet. An einer in Bewegungsrichtung der Gegenstandsgruppe 33 rückwärtigen Seite befinden sich Endlappen 53, 54 der Banderole 17. Diese Endlappen 53, 54 werden an die Rückseite der Gegenstandsgruppe angelegt, und zwar durch Falt- und Siegelorgane 55, 56. Diese werden aus einer oberen und unteren Stellung abwärts- bzw. aufwärtsbewegt unter Mitnahme der Endlappen 53, 54 und Anlage an der Gegenstandsgruppe 33. Die balken- bzw. leistenartig ausgebildeten Falt- und Siegelorgane sind bei thermoplastischen Kunststoffolien beheizt und siegeln die Enden der Banderole 17 unter Bildung der Flossennaht 31 zusammen (Fig. 14). Danach wird das untere Falt- und Siegelorgan 56 aufwärtsbewegt, so daß es die gebildete Flossennaht 31 an die Wandung der Banderole 17 anlegt, nämlich an den oberen Endlappen 53.
- Durch einen am Anfang des Abförderstrangs 41 angeordneten weiteren Schieber 57 wird nun die mit der Banderole 17 versehene Gegenstandsgruppe 33 einem zweiten Banderolenaggregat 58 im Bereich des Abförderstrangs 41 zugeführt. Hier wird die äußere bzw. zweite Banderole 18 bereitgehalten und in gleicher Weise um die Gegenstandsgruppe 33 herumgelegt wie die Banderole 17.
- Die Gebindeverpackung ist nach Verlassen des Banderolenaggregats 58 fertiggestellt.
- Das Banderolenaggregat 58 wird über eine Bobine 59 mit Material versorgt. Von dieser wird eine Materialbahn 60 für die Banderole 18 abgezogen, analog zur Banderole 17.
- Die Banderolenaggregate 42, 58 sind in besonderer Weise ausgebildet. Wie insbesondere aus Fig. 14 und Fig. 16 ersichtlich, wird die Materialbahn 30, 60 von oben her durch die Saugbänder 44 der Packungsbahn 34 zugeführt. Bei den Saugbändern 44 handelt es sich um zwei parallele, im Abstand voneinander angeordnete Einzelbänder, die gemeinsam die Materialbahn 30, 60 bzw. den Zuschnitt für die Banderole 17, 18 transportieren. Die Saugbänder 44 enden mit einem aufrechten Bandschenkel 61 oberhalb der Bewegungsbahn der Gegenstandsgruppen 33, nämlich oberhalb der Platte 50 bzw. der Oberführung 48 im Bereich des Banderolenaggregats 42 bzw. 58.
- Im Bereich der Bewegungsbahn der Gegenstandsgruppen 33 wird der Transport der Materialbahn 30, 60 bzw. der Banderole 17, 18 durch einen Vertikalförderer 62 übernommen, der hier ebenfalls aus zwei parallelen Sauggurten 63, 64 besteht. Diese sind als Einheit auf- und abbewegbar. Jeder Sauggurt ist über obere Umlenkrollen 65 geführt, die jeweils an einem aufrechten Tragarm 66 angebracht sind. Diese wiederum sind mit einem unteren gemeinsamen Traggestell 67 für beide Sauggurte 63, 64 verbunden. An dem Traggestell 67 sind auch untere Umlenkrollen für die Sauggurte 63, 64 gelagert, nämlich Antriebsrollen 68. Diese sitzen auf einer gemeinsamen Antriebswelle 69, die über einen Riemen 70 angetrieben werden.
- Die Sauggurte 63, 64 des Vertikalförderers 62 sind hinsichtlich des Transports der Materialbahn 30, 60 bzw. der Banderolen 17, 18 eine Fortsetzung der Saugbänder 44. Der Vertikalförderer 62 ist dabei als Einheit auf- und abbewegbar, im vorliegenden Falle durch einen schwenkbaren Hebel 71. Das Traggestell 67 ist zur Durchführung exakter Vertikalbewegungen auf zwei aufrechten Führungsstangen 72, 73 gleitend gelagert.
- In der oberen Stellung (strichpunktiert in Fig. 16) treten die Umlenkrollen 65 des Vertikalförderers 62 in den Bereich zwischen den mit größerem Abstand voneinander angeordneten Saugbändern 44 des vertikalen Bandschenkels 61 ein. Es ist dadurch eine Überlappung der Förderorgane gegeben. Der Vertikalförderer 62 übernimmt das Vorderende der Materialbahn 30, 60 bzw. der Banderole 17, 18 und transportiert diese in vertikaler Ebene nach unten. Gleichzeitig mit der Transportbewegung durch die Sauggurte 63, 64 wird der Vertikalförderer 62 insgesamt abwärtsbewegt in eine Position unterhalb der Bewegungsbahn der Gegenstandsgruppen 33, nämlich in eine Stellung, wie sie in ausgezogenen Linien in Fig. 16 gezeigt ist. Dadurch wird der Zuschnitt für die Banderole 17, 18 in vertikaler Ebene freigehalten. Die Gegenstandsgruppe 33 kann nun durch den von der Banderole 17, 18 gebildeten "Vorhang" hindurchgeschoben werden unter Bildung der U-förmigen Faltung. Die Abwärtsbewegung des Vertikalförderers 62 ist vor allem deshalb erforderlich, weil die Sauggurte 63, 64 einen geringeren Abstand voneinander haben als die Breite der Gegenstandsgruppe 33.
- Nach dem Durchschub der Gegenstandsgruppe 33 unter Mitnahme der Banderole 17, 18 kehrt der Vertikalförderer 62 in die obere Ausgangsstellung (Fig. 16) zurück, um den Anfang der Materialbahn 30, 60 bzw. der Banderole 17, 18 aufzunehmen.
- Zu dem Banderolenaggregat 42, 58 gehören auch die bereits erwähnten Falt- und Siegelorgane 55, 56. Diese führen auf der Rückseite der Gegenstandsgruppe 33 in der beschriebenen Weise die Faltung und Siegelung und damit die Vollendung der Banderole durch.
- Eine Weiterbildung der Gebindeverpackungen gemäß Fig. 5 und Fig. 6 besteht darin, die einander kreuzenden Banderolen 17, 18 einerseits und 19, 20 andererseits im Kreuzungsbereich miteinander zu verbinden. Im vorliegenden Falle sind bei den beiden Ausführungsbeispielen mehrere parallele Siegelnähte 74 und 75 im Bereich von einander überdeckenden Flächen der Banderolen vorgesehen, so daß die Banderole 17 mit der Banderole 18 und die Banderole 19 mit der Banderole 20 verbunden ist. Bei zylindrischen Gegenständen bzw. Packungseinheiten 26 aus solchen Gegenständen befinden sich die Siegelnähte 74 bzw. 75 zweckmäßigerweise im Bereich von Vertiefungen zwischen benachbarten zylindrischen Gegenständen. Die genannten Siegelnähte 74, 75 können nach Fertigstellung der Gebindeverpackung durch Siegelorgane von außen mit geringem Druck erzeugt werden zur Verbindung der beiden Lagen der Banderolen 17..20.
Claims (14)
- Gebindeverpackung aus mehreren Gegenständen, insbesondere Einzelpackungen (10, 11) oder (kleinen) Packungseinheiten (26), die mindestens in einer Lage (24, 25) nebeneinanderliegend angeordnet sind, dadurch gekennzeichnet, daß die Gegenstände bzw. Einzelpackungen (10, 11), Packungseinheiten (26) oder dergleichen durch mindestens eine ringsherumlaufende, die Lage (24, 25) oder die Lagen der Gegenstände etc. außen umfassende streifenförmige Banderole (15) zu einer Einheit zusammengefaßt sind.
- Gebindeverpackung nach Anspruch 1, dadurch gekennzeichnet, daß mindestens im Inneren einer Lage positionierte Einzelpackungen (11), nämlich mindestens solche, die keine Berührung mit der außenliegenden Banderole (15) haben, durch Leim, insbesondere durch Leimpunkte (16) im Bereich von aneinanderliegenden Packungsflächen mit benachbarten Einzelpackungen (10, 11) verbunden sind.
- Gebindeverpackung nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Gruppe von Gegenständen - Gegenstandsgruppe (33) - durch eine weitere, zweite Banderole (18, 20) umgeben ist, derart, daß die Gegenstandsgruppe (33) durch zwei einander vorzugsweise unter einem rechten Winkel kreuzende Banderolen (17, 18; 19, 20) umgeben ist.
- Gebindeverpackung nach Anspruch 1 oder 3, dadurch gekennzeichnet, daß die Banderolen (15; 17, 18; 19, 20) endliche Abschnitte von Material bahnen (30, 60) sind, die die Gegenstandsgruppe (33) unter Spannung umgeben und deren Enden durch eine vorzugsweise durch Siegeln hergestellte Naht, insbesondere durch eine Flossennaht (31, 32), miteinander verbunden sind.
- Gebindeverpackung nach Anspruch 3, dadurch gekennzeichnet, daß die Breite der Banderolen (17, 18; 19, 20) geringer ist als die jeweils zugeordnete Abmessung der Gegenstandsgruppe (33), insbesondere die Hälfte dieser Abmessung der Gegenstandsgruppe (33) beträgt, wobei die Banderolen (17, 18; 19, 20) jeweils mittig zu den Begrenzungen der Gegenstandsgruppe (33) angeordnet sind.
- Gebindeverpackung nach Anspruch 3, dadurch gekennzeichnet, daß bei Gegenstandsgruppen (33) aus zylindrischen Gegenständen, insbesondere Papierrollen (21), diese in Reihen (22, 23) und Lagen (24, 25) angeordnet sind, wobei die innenliegende Banderole (17, 19) die Gegenstandsgruppe (33) unter unmittelbarer Anlage an den zylindrischen Flächen der Gegenstände bzw. Papierrollen (21) umgibt und die äußere Banderole (18, 20) quer hierzu angeordnet ist, also mit Teilbereichen in Axialrichtung verläuft.
- Gebindeverpackung nach Anspruch 3 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, daß die Gegenstandsgruppe (33) aus in Reihen (22, 23) und Lagen (24, 25) positionierten Packungseinheiten (26) besteht, wobei jede Packungseinheit (26) aus mehreren, vorzugsweise zwei nebeneinander angeordneten Gegenständen besteht, vorzugsweise aus zwei nebeneinanderliegenden zylindrischen Gegenständen, die durch eine gemeinsame Umhüllung (27) umgeben und die Packungseinheiten (26) so positioniert sind, daß die Gegenstände derselben innerhalb einer Reihe (22, 23) bzw. Lage (24, 25) nebeneinander positioniert sind.
- Verfahren zum Herstellen von Gebindeverpackungen, bei denen eine Gruppe von Gegenständen - Gegenstandsgruppe (33) - von einer Außenumhüllung umgeben ist, gekennzeichnet durch folgende Merkmale:a) die Gegenstandsgruppe (33) wird durch ein erstes Banderolenaggregat (42) hindurchgefördert, in dem in aufrechter Ebene eine erste Banderole (17, 19) bereitgehalten wird,b) die Banderole (17, 19) wird bei der Förderbewegung der Gegenstandsgruppe (33) durch das Banderolenaggregat (42) U-förmig um die Gegenstandsgruppe (33) herumgelegt,c) sodann werden Enden der Banderole (17, 19) an der in Förderrichtung rückwärtigen Seite der Gegenstandsgruppe (33) miteinander verbunden,d) die Gegenstandsgruppe (33) wird sodann in Querrichtung weitertransportiert durch ein zweites Banderolenaggregat (58), in dem eine zweite Banderole (18, 20) in vertikaler Ebene bereitgehalten wird,e) durch Relativbewegung der Gegenstandsgruppe (33) wird die zweite Banderole (18, 20) quer zur ersten Banderole (17, 19) U-förmig um die Gegenstandsgruppe (33) herumgelegt,f) an der Rückseite überstehende Endbereiche der Banderole (18, 20) werden miteinander verbunden.
- Vorrichtung zum Herstellen von Gebindeverpackungen, bei denen eine Gegenstandsgruppe (33) aus mehreren Gegenständen von einer ersten Banderole (17, 19) und sodann von einer diese kreuzenden zweiten Banderole (18, 20) umgeben wird, dadurch gekennzeichnet, daß die Gegenstandsgruppe (33) auf einer Packungsbahn (34) transportierbar ist, die aus einem Zuförderstrang (35), einem hierzu quergerichteten Querförderstrang (38) und einem zum Querförderstrang (38) quergerichteten Abförderstrang (41) besteht, wobei im Bereich des Querförderstrangs (38) und im Bereich des Abförderstrangs (41) jeweils ein Banderolenaggregat (42, 58) angeordnet ist, durch das die Banderolen (17, 19 bzw. 18, 20) in quergerichteter Relativstellung um die Gegenstandsgruppe (33) herumfaltbar sind.
- Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, daß im Bereich des Banderolenaggregats (42, 58) jeweils eine Banderole (17, 19 bzw. 18, 20) in vertikaler Ebene gehalten ist, wobei die Banderole (17, 19; 18, 20) von einer oberhalb der Packungsbahn (34) zugeführten Materialbahn (30, 60) abtrennbar und durch Vertikalförderer so gehalten ist, daß die Gegenstandsgruppe (33) frei durch die Ebene der Banderolen (17, 19; 18, 20) hindurchförderbar ist.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, daß die Materialbahn (30, 60) bzw. die Banderole (17..20) im Bereich des Banderolenaggregats (42, 58) durch einen Vertikalförderer (62) transportierbar ist, der zur exakten Positionierung der Banderole (17..20) in der Bewegungsbahn der Gegenstandsgruppe (33) in eine Position außerhalb dieser Bewegungsbahn bewegbar ist, insbesondere in eine Stellung unterhalb der Packungsbahn (34) absenkbar ist.
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, daß der Vertikalförderer (62) aus zwei im Abstand voneinander angeordneten, parallelen Sauggurten (63, 64) besteht, durch die die Materialbahn (30, 60) bzw. die Banderolen (17..20) erfaßbar und in Abwärtsrichtung transportierbar sind, wobei bei der abwärtsgerichteten Förderbewegung zugleich die Sauggurte (63, 64) absenkbar sind.
- Vorrichtung nach Anspruch 10 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, daß mindestens im Bereich des ersten Banderolenaggregats (42) die nicht miteinander verbundenen Gegenstände der Gegenstandsgruppe (33) durch bewegbare Halteorgane in der Formation der Gegenstandsgruppe (33) stabilisiert sind, insbesondere durch eine in Bewegungsrichtung der Gegenstandsgruppe (33) vor dieser positionierten aufrechten Platte (50), die der Ebene der Banderolen (17..20) unmittelbar vorgeordnet und die aus der Bewegungsbahn der Gegenstandsgruppe (33) zurückziehbar ist, wenn diese zur Übernahme einer Banderole (17..20) durch das Banderolenaggregat (42, 58) hindurchförderbar ist.
- Vorrichtung nach Anspruch 10 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, daß im Bereich der Banderolenaggregate (42, 58) im Anschluß an den Vertikalförderer (62) obere und untere Führungen für die Gegenstandsgruppe (33) positioniert sind zum U-förmigen Falten der Banderole (17..20), insbesondere eine plattenförmige Oberführung (48) und Unterführung (49).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19616153 | 1996-04-23 | ||
| DE19616153A DE19616153A1 (de) | 1996-04-23 | 1996-04-23 | Gebindeverpackung sowie Verfahren und Vorrichtung zum Herstellen derselben |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0803446A2 true EP0803446A2 (de) | 1997-10-29 |
| EP0803446A3 EP0803446A3 (de) | 1998-04-15 |
| EP0803446B1 EP0803446B1 (de) | 2003-09-10 |
Family
ID=7792182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97105082A Expired - Lifetime EP0803446B1 (de) | 1996-04-23 | 1997-03-26 | Gebindeverpackung sowie Verfahren und Vorrichtung zum Herstellen derselben |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6021890A (de) |
| EP (1) | EP0803446B1 (de) |
| AT (1) | ATE249373T1 (de) |
| DE (2) | DE19616153A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013004339A1 (de) * | 2011-07-05 | 2013-01-10 | Khs Gmbh | Gebinde und verfahren zu herstellen solcher gebinde |
| WO2013004341A1 (de) * | 2011-07-05 | 2013-01-10 | Khs Gmbh | Gebinde und verfahren zur herstellung eines solchen |
| EP2635505A4 (de) * | 2010-11-04 | 2014-06-25 | Georgia Pacific Consumer Prod | Verpackungssysteme, -verfahren und -vorrichtung |
| WO2018114560A3 (de) * | 2016-12-23 | 2018-09-07 | Sig Technology Ag | Verpackungsanlage und verfahren zur herstellung einer verpackungseinheit, sowie eine verpackungseinheit aus packungsmänteln und umverpackung |
Families Citing this family (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1100722B1 (de) | 1998-07-24 | 2003-05-28 | Pulsar S.r.l. | Vorrichtung und verfahren zum fördern von gegenständen in form zylindrischer rollen |
| IT1320899B1 (it) * | 2000-02-25 | 2003-12-10 | Pulsar Srl | Impianto per il trattamento di articoli e apparato di convogliamentodegli articoli utilizzabile in detto impianto. |
| IT1317159B1 (it) * | 2000-04-04 | 2003-05-27 | Decopack S R L | Metodo per l'affardellamento di contenitori per alimenti inparticolare per bottiglie |
| DE10034093A1 (de) * | 2000-07-13 | 2002-01-24 | Bosch Gmbh Robert | Verfahren zum Herstellen einer Sammelpackung |
| ES2260152T3 (es) * | 2000-12-20 | 2006-11-01 | Tissue Machinery Company S.P.A. | Procedimiento y aparato para el empaquetado de pilas de papel o similares con una lamina de embalaje. |
| ITBO20020392A1 (it) * | 2002-06-18 | 2003-12-18 | Tmc Spa | Metodo ed apparato per il confezionamento di pacchi di rotoli di carta con relativa impugnatura di presa |
| ITBO20030210A1 (it) * | 2003-04-10 | 2004-10-11 | Tissue Machinery Co Spa | Confezione di rotoli ottenuta con una macchina avvolgitrice |
| DE10317392A1 (de) * | 2003-04-15 | 2004-11-04 | Saint-Gobain Isover G+H Ag | Großgebinde für Transport und Lagerung von Dämmstoffelementen sowie Module aus Dämmstoffelementen hierfür |
| BE1015523A3 (fr) * | 2003-05-22 | 2005-05-03 | Knauf Insulation S A | Paquets de rouleaux et leur procede de fabrication. |
| US20050000842A1 (en) * | 2003-06-03 | 2005-01-06 | Lee Timmerman | Bundled printed sheets |
| US20060191426A1 (en) * | 2003-06-03 | 2006-08-31 | Lee Timmerman | Bundled printed sheets |
| US20050121348A1 (en) * | 2003-12-09 | 2005-06-09 | Clare Timothy P. | Package insert and stackable package for articles |
| ITBO20050618A1 (it) * | 2005-10-14 | 2007-04-15 | Tmc Tissue Machinery Company Spa | Sovra confezione per gruppi di prodotti in rotolo confezionati |
| US7621397B2 (en) * | 2005-12-15 | 2009-11-24 | Kimberly-Clark Worldwide, Inc. | Packaging configurations for consumable products |
| US7721887B2 (en) * | 2005-12-15 | 2010-05-25 | Kimberly-Clark Worldwide, Inc. | Package for consumable products with separately sealed compartments |
| US20070141208A1 (en) * | 2005-12-15 | 2007-06-21 | Kimberly-Clark Worldwide, Inc. | Carrier for consumable products |
| US8443974B2 (en) * | 2006-04-19 | 2013-05-21 | Zinus, Inc. | Rolled memory foam bedding article having a plurality of roll portions |
| US20080041755A1 (en) * | 2006-08-18 | 2008-02-21 | Kristine Gail Noschang | Package assembly with product feature display area |
| US7987984B2 (en) * | 2006-09-26 | 2011-08-02 | The Procter & Gamble Company | Method of marketing for absorbent paper products through branded print packaging |
| US20080078685A1 (en) * | 2006-09-29 | 2008-04-03 | Patterson Ryan M | Efficient tissue roll configurations |
| USD574721S1 (en) * | 2006-10-23 | 2008-08-12 | The Procter & Gamble Company | Package for rolls of paper towels |
| US9327888B2 (en) * | 2007-02-23 | 2016-05-03 | The Procter & Gamble Company | Array of sanitary tissue products |
| US20080245491A1 (en) * | 2007-02-23 | 2008-10-09 | Thorsten Knobloch | Array of sanitary tissue products |
| US9242775B2 (en) * | 2007-02-23 | 2016-01-26 | The Procter & Gamble Company | Array of sanitary tissue products |
| WO2008122939A1 (en) * | 2007-04-04 | 2008-10-16 | The Procter & Gamble Company | Sanitary tissue product roll |
| US20090056891A1 (en) * | 2007-08-31 | 2009-03-05 | Kevin Mitchell Wiwi | Array of paper towel products |
| CA2708270A1 (en) * | 2007-12-06 | 2009-06-18 | The Procter & Gamble Company | A display assembly of folded rolled paper products |
| US20100038265A1 (en) * | 2007-12-06 | 2010-02-18 | Noel Mathey Geoffroy | Display assembly of folded rolled paper products |
| EP2096039A1 (de) * | 2008-02-26 | 2009-09-02 | Nestec S.A. | Verstärkte Verpackungsanordnung |
| USD636273S1 (en) * | 2008-09-12 | 2011-04-19 | Kimberly-Clark Worldwide, Inc. | Double roll package |
| ES2356868T3 (es) * | 2009-01-13 | 2011-04-13 | Ursa Insulation, S.A. | Paquete para productos de lana mineral, módulos para formar tal paquete y procedimiento para fabricar tal paquete. |
| MX2013005128A (es) * | 2010-11-05 | 2013-09-26 | Dsg Internat Ltd | Empaquetamiento de articulos personales mediante conjuntos de cintas. |
| US20130067864A1 (en) * | 2011-09-20 | 2013-03-21 | Michael Scott Dwyer | Packaging a Product Bundle |
| US9637252B2 (en) * | 2012-08-01 | 2017-05-02 | Right/Pointe, Llc | Sealant packaging and method |
| WO2015130305A1 (en) * | 2014-02-28 | 2015-09-03 | Kimberly-Clark Worldwide, Inc. | Packaged tissue products |
| BR112017022695A2 (pt) | 2015-04-24 | 2018-07-17 | 3M Innovative Properties Co | composições adesivas acrílicas e fitas adesivas acrílicas que permitem a remoção limpa de superfícies delicadas |
| DE102016105807A1 (de) * | 2016-03-30 | 2017-10-19 | Krones Ag | Verfahren und Vorrichtung zum Bilden von Behältniszusammenstellungen |
| DE102016105806A1 (de) * | 2016-03-30 | 2017-10-19 | Krones Ag | Verfahren und Vorrichtung zum Bilden von Behältniszusammenstellungen |
| WO2017189871A1 (en) | 2016-04-28 | 2017-11-02 | H.B. Fuller Company | Pallet with stacked packages |
| US11059614B2 (en) * | 2016-08-29 | 2021-07-13 | Johns Manville | Insulation packaging system |
| US11700979B2 (en) | 2018-10-26 | 2023-07-18 | The Procter & Gamble Company | Sanitary tissue product rolls |
| US11633076B2 (en) | 2018-10-26 | 2023-04-25 | The Procter & Gamble Company | Sanitary tissue product rolls |
| CA3060193C (en) | 2018-10-26 | 2023-05-09 | The Procter & Gamble Company | Paper towel rolls |
| CA3060211C (en) | 2018-10-26 | 2025-05-13 | The Procter & Gamble Company | TOILET PAPER ROLLS |
| DE102020101934A1 (de) | 2020-01-28 | 2021-07-29 | Krones Aktiengesellschaft | Verpackungseinheit, Verfahren zur Herstellung von Verpackungseinheiten und Verpackungsvorrichtung |
| DE112022004023T5 (de) * | 2021-10-22 | 2024-06-20 | Illinois Tool Works Inc. | Banderoliereinheit, verpackungsmaschine mit einer banderoliereinheit und verfahren zum banderolieren eines produkts oder einer produktgruppe |
| JP2024011993A (ja) * | 2022-07-15 | 2024-01-25 | 大王製紙株式会社 | 集合包装体 |
| US20240076077A1 (en) * | 2022-08-31 | 2024-03-07 | The Procter & Gamble Company | Sanitary tissue product packages and arrays comprising shoulder area ratio(s) |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2062539A (en) * | 1934-05-03 | 1936-12-01 | Girdler Corp | Comestible package |
| US2566385A (en) * | 1947-01-22 | 1951-09-04 | Ernest W Van Patten | Packaged unit for article handling |
| US2741885A (en) * | 1952-12-08 | 1956-04-17 | Gen Mills Inc | Banding with thermoplastic |
| DE1586924A1 (de) * | 1967-04-12 | 1970-10-22 | Schwaben Nudelwerke B Birkel S | Versandpackung,insbesondere fuer Teigwaren |
| US3447675A (en) * | 1967-07-13 | 1969-06-03 | Reynolds Metals Co | Package construction and method of making the same or the like |
| US3460671A (en) * | 1967-08-02 | 1969-08-12 | Procter & Gamble | Package for cylindrical articles or objects |
| US3515272A (en) * | 1968-03-27 | 1970-06-02 | John C Von Gal | Container cluster |
| FR1590202A (de) * | 1968-10-11 | 1970-04-13 | ||
| US3568591A (en) * | 1969-01-10 | 1971-03-09 | Ambassador College | Automatic tying apparatus |
| US4079566A (en) * | 1972-03-09 | 1978-03-21 | The Procter & Gamble Company | Method of forming unitized modular loads |
| US3902992A (en) * | 1973-05-04 | 1975-09-02 | Coors Co Adolph | Multi-container package |
| NL7414099A (nl) * | 1973-11-24 | 1975-05-27 | Kronseder Hermann | Werkwijze voor het verpakken van etiketten en met die werkwijze verkregen eenheid van ver- pakking. |
| US3906591A (en) * | 1974-07-30 | 1975-09-23 | Boiardi Products Corp | Bridging clip for metal or plastic banding |
| FR2286763A1 (fr) * | 1974-10-03 | 1976-04-30 | Unisabi Sa | Procede d'emballage d'un groupe de recipients |
| US4075815A (en) * | 1976-04-30 | 1978-02-28 | Franklin Electric Subsidiaries, Inc. | Automatic package wrapping machine |
| GB1589778A (en) * | 1976-10-29 | 1981-05-20 | Starpak Pty Ltd | Wrapping apparatus and a method of wrapping |
| FR2460862A1 (fr) * | 1979-07-09 | 1981-01-30 | Saint Gobain | Fardeau de rouleaux de materiaux compressibles |
| US4596330A (en) * | 1981-08-10 | 1986-06-24 | Benno Edward L | Multipackages, the packaging elements, and the method for making the multipackages |
| IT1169175B (it) * | 1983-02-23 | 1987-05-27 | Gambetti Mario Baumer | Macchina per imballare articoli in movimento continuo con un nastro di materiale termorestringibile |
| SE468711B (sv) * | 1987-01-02 | 1993-03-08 | Andersson Claes Goeran | Foerpackning, innefattande ett banderolliknande foerpackningshoelje, jaemte ett foerfarande och en anordning foer framstaellning av en dylik foerpackning |
| NZ225305A (en) * | 1987-07-10 | 1990-09-26 | Mead Corp | Container multipack: encircling elastic band |
| US4886167B1 (en) * | 1989-04-14 | 1991-06-11 | Compact,core-wound paper product | |
| DE4120925A1 (de) * | 1991-06-25 | 1993-01-07 | Hansa Anlagenbau Gmbh & Co Kg | Gebinde aus brennmaterialien in brikettform |
| TW201327B (de) * | 1991-07-19 | 1993-03-01 | Minnesota Mining & Mfg | |
| DE4138138C2 (de) * | 1991-10-19 | 2003-06-12 | Focke & Co | Vorrichtung zum Herstellen von Großpackungen |
| IT1253890B (it) * | 1991-11-20 | 1995-08-31 | Gd Spa | Confezione multipla di prodotti singoli, in particolare di pacchetti di sigarette |
| EP0612661A1 (de) * | 1993-02-25 | 1994-08-31 | ROSENBERG GmbH & Co. | Vorrichtung zum Erstellen einer Transportverpackung |
| JPH082548A (ja) * | 1994-06-21 | 1996-01-09 | Heisei Polymer Co Ltd | 結束テープ、結束方法および結束物 |
| DE9412648U1 (de) * | 1994-08-05 | 1994-09-29 | Merz Verpackungsmaschinen GmbH, 35423 Lich | Sammelpackung mit Stickpacks (Kleinstschlauchbeutel) |
-
1996
- 1996-04-23 DE DE19616153A patent/DE19616153A1/de not_active Withdrawn
-
1997
- 1997-03-26 DE DE59710708T patent/DE59710708D1/de not_active Expired - Fee Related
- 1997-03-26 EP EP97105082A patent/EP0803446B1/de not_active Expired - Lifetime
- 1997-03-26 AT AT97105082T patent/ATE249373T1/de not_active IP Right Cessation
- 1997-04-07 US US08/838,439 patent/US6021890A/en not_active Expired - Fee Related
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2635505A4 (de) * | 2010-11-04 | 2014-06-25 | Georgia Pacific Consumer Prod | Verpackungssysteme, -verfahren und -vorrichtung |
| US9708085B2 (en) | 2010-11-04 | 2017-07-18 | Georgia-Pacific Consumer Products Lp | Systems, methods, and apparatus involving packaging |
| US9821923B2 (en) | 2010-11-04 | 2017-11-21 | Georgia-Pacific Consumer Products Lp | Method of packaging product units and a package of product units |
| US10427813B2 (en) | 2010-11-04 | 2019-10-01 | Gpcp Ip Holdings Llc | Methods of packaging products and packaging arrangements using a shrinkable protective cover to keep a graphic on a band formed, intact, and visible |
| WO2013004339A1 (de) * | 2011-07-05 | 2013-01-10 | Khs Gmbh | Gebinde und verfahren zu herstellen solcher gebinde |
| WO2013004341A1 (de) * | 2011-07-05 | 2013-01-10 | Khs Gmbh | Gebinde und verfahren zur herstellung eines solchen |
| CN103648915A (zh) * | 2011-07-05 | 2014-03-19 | Khs有限责任公司 | 装填件和用于制造这种装填件的方法 |
| WO2018114560A3 (de) * | 2016-12-23 | 2018-09-07 | Sig Technology Ag | Verpackungsanlage und verfahren zur herstellung einer verpackungseinheit, sowie eine verpackungseinheit aus packungsmänteln und umverpackung |
Also Published As
| Publication number | Publication date |
|---|---|
| US6021890A (en) | 2000-02-08 |
| DE19616153A1 (de) | 1997-10-30 |
| EP0803446A3 (de) | 1998-04-15 |
| ATE249373T1 (de) | 2003-09-15 |
| EP0803446B1 (de) | 2003-09-10 |
| DE59710708D1 (de) | 2003-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0803446B1 (de) | Gebindeverpackung sowie Verfahren und Vorrichtung zum Herstellen derselben | |
| EP0424991B1 (de) | Verfahren und Vorrichtung zum Verpacken von Gegenständen | |
| EP2544958B1 (de) | Packung für zigaretten | |
| DE19838076B4 (de) | Verfahren und Vorrichtung zum Herstellen von (Groß-)Packungen | |
| EP2477907B1 (de) | Packungen insbesondere für zigaretten sowie verfahren und vorrichtung zum herstellen derselben | |
| DE3789113T2 (de) | Packung mit einer banderolenartigen hülle sowie verfahren und anordnung zum herstellen einer derartigen packung. | |
| DE4035352C2 (de) | Vorrichtung zum Herstellen von Schachteln mit Klappdeckel und Kragen und zum Befüllen dieser Schachteln | |
| EP1067049B1 (de) | Verfahren und Vorrichtung zum Herstellen von Packungen | |
| DE102009058589A1 (de) | Aromatisierte Zigarettenpackung und Verpackungsmaschine zur Herstellung einer derartigen Zigarettenpackung | |
| DE4207759A1 (de) | Maschine zur verpackung von gegenstaenden mit waermeschrumpfbarem material | |
| EP0141351B1 (de) | Vorrichtung zum Umwickeln von Packstücken oder Gebinden in einer Stretch-Folie | |
| DE10310451A1 (de) | Verfahren und Vorrichtung zum Herstellen von Verpackungen aus wenigstens zwei Teilpackungen | |
| DE2322377A1 (de) | Verfahren zum verpacken von gegenstaenden und maschine zur durchfuehrung des verfahrens | |
| EP0854098B1 (de) | Packung für eine Gruppe von Zigarettenpackungen sowie Vorrichtung zum Herstellen von Zuschnitten dafür | |
| DE2507843B2 (de) | Verpackung für Eier mit einem Wellenband aus Karton o.dgl. und Verfahren zu seiner Herstellung | |
| DE10203459A1 (de) | Verfahren und Vorrichtung zum Herstellen von Gebindepackung für Zigaretten | |
| EP0174591A2 (de) | Vorrichtung zum Herstellen von Packungen, insbesondere Zigaretten-Stangen | |
| DE69205482T2 (de) | Verfahren zum Verpacken von Gegenständen. | |
| EP2371527B1 (de) | Verfahren und Vorrichtung zum Herstellen von (Tabak-)Beuteln | |
| DE4023025A1 (de) | Vorrichtung zum gruppenweisen verpacken von produkten in schachteln | |
| DE69100691T2 (de) | Verfahren und Vorrichtung zum selbsttätigen Einwickeln von zylindrischen Gegenständen, insbesondere Kunststoffspülen. | |
| DE60106034T2 (de) | Verfahren zum verpacken von zigaretten in weichpackungen sowie die erhaltene weichpackung | |
| EP0109353B1 (de) | Verfahren zur Herstellung einer Verpackung aus einem flexiblen Einschlagmaterial | |
| DE69003154T2 (de) | Verfahren zum Verpacken von Büchern. | |
| DE4225876A1 (de) | Packaufnahme und Verfahren sowie Vorrichtung zur Herstellung mindestens einer Packaufnahme für langgestreckte Gegenstände |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB IT LI NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19981006 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE CH DE ES FR GB IT LI NL |
|
| 17Q | First examination report despatched |
Effective date: 20020628 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI NL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030910 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59710708 Country of ref document: DE Date of ref document: 20031016 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031221 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20031215 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040331 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040331 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040614 |
|
| BERE | Be: lapsed |
Owner name: *FOCKE & CO. G.M.B.H. & CO. Effective date: 20040331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080326 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080311 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20080328 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090321 Year of fee payment: 13 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090326 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20091130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090326 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090326 |