EP0721990A1 - Verfahren zum Herstellen von legierten Stählen - Google Patents
Verfahren zum Herstellen von legierten Stählen Download PDFInfo
- Publication number
- EP0721990A1 EP0721990A1 EP96890007A EP96890007A EP0721990A1 EP 0721990 A1 EP0721990 A1 EP 0721990A1 EP 96890007 A EP96890007 A EP 96890007A EP 96890007 A EP96890007 A EP 96890007A EP 0721990 A1 EP0721990 A1 EP 0721990A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- oxygen
- melt
- during
- electric furnace
- blowing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 15
- 239000010959 steel Substances 0.000 title claims abstract description 15
- 238000004519 manufacturing process Methods 0.000 title claims description 57
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims abstract description 33
- 239000001301 oxygen Substances 0.000 claims abstract description 33
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 33
- 239000002893 slag Substances 0.000 claims abstract description 33
- 239000000155 melt Substances 0.000 claims abstract description 32
- 238000007664 blowing Methods 0.000 claims abstract description 29
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 25
- 239000011261 inert gas Substances 0.000 claims abstract description 19
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 16
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 11
- 239000000956 alloy Substances 0.000 claims abstract description 11
- 238000005275 alloying Methods 0.000 claims abstract description 7
- 239000000463 material Substances 0.000 claims abstract description 6
- 238000000034 method Methods 0.000 claims description 44
- 239000007789 gas Substances 0.000 claims description 22
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 17
- 239000011651 chromium Substances 0.000 claims description 16
- 238000005261 decarburization Methods 0.000 claims description 14
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 12
- 229910052698 phosphorus Inorganic materials 0.000 claims description 12
- 229910052804 chromium Inorganic materials 0.000 claims description 11
- 239000007787 solid Substances 0.000 claims description 10
- 229910052710 silicon Inorganic materials 0.000 claims description 9
- 239000004215 Carbon black (E152) Substances 0.000 claims description 8
- 235000008733 Citrus aurantifolia Nutrition 0.000 claims description 8
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims description 8
- 235000011941 Tilia x europaea Nutrition 0.000 claims description 8
- 239000000969 carrier Substances 0.000 claims description 8
- 229930195733 hydrocarbon Natural products 0.000 claims description 8
- 150000002430 hydrocarbons Chemical class 0.000 claims description 8
- 239000004571 lime Substances 0.000 claims description 8
- 239000007788 liquid Substances 0.000 claims description 8
- 239000011574 phosphorus Substances 0.000 claims description 8
- 238000009489 vacuum treatment Methods 0.000 claims description 8
- 238000009434 installation Methods 0.000 claims description 7
- 239000000203 mixture Substances 0.000 claims description 7
- 229910001220 stainless steel Inorganic materials 0.000 claims description 7
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 6
- 239000003638 chemical reducing agent Substances 0.000 claims description 6
- 239000003795 chemical substances by application Substances 0.000 claims description 6
- 238000011010 flushing procedure Methods 0.000 claims description 6
- 229910052742 iron Inorganic materials 0.000 claims description 6
- 238000007254 oxidation reaction Methods 0.000 claims description 6
- 239000010703 silicon Substances 0.000 claims description 6
- 239000000126 substance Substances 0.000 claims description 6
- 239000000428 dust Substances 0.000 claims description 5
- 238000002844 melting Methods 0.000 claims description 5
- 230000008018 melting Effects 0.000 claims description 5
- 230000003647 oxidation Effects 0.000 claims description 5
- 239000003245 coal Substances 0.000 claims description 4
- 239000002994 raw material Substances 0.000 claims description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 3
- 238000006243 chemical reaction Methods 0.000 claims description 2
- 230000004907 flux Effects 0.000 claims description 2
- 238000005187 foaming Methods 0.000 claims description 2
- 230000001590 oxidative effect Effects 0.000 claims description 2
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 239000012159 carrier gas Substances 0.000 claims 1
- 229910001567 cementite Inorganic materials 0.000 claims 1
- 239000000571 coke Substances 0.000 claims 1
- 238000011084 recovery Methods 0.000 claims 1
- -1 residues Substances 0.000 claims 1
- 238000009628 steelmaking Methods 0.000 claims 1
- 229910000805 Pig iron Inorganic materials 0.000 description 7
- 229910000604 Ferrochrome Inorganic materials 0.000 description 5
- 229910005347 FeSi Inorganic materials 0.000 description 4
- 229910002555 FeNi Inorganic materials 0.000 description 3
- 238000005266 casting Methods 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 239000011819 refractory material Substances 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000010079 rubber tapping Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910015136 FeMn Inorganic materials 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 239000011449 brick Substances 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- UOUJSJZBMCDAEU-UHFFFAOYSA-N chromium(3+);oxygen(2-) Chemical class [O-2].[O-2].[O-2].[Cr+3].[Cr+3] UOUJSJZBMCDAEU-UHFFFAOYSA-N 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000006477 desulfuration reaction Methods 0.000 description 1
- 230000023556 desulfurization Effects 0.000 description 1
- 229910000514 dolomite Inorganic materials 0.000 description 1
- 239000010459 dolomite Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 239000011344 liquid material Substances 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 229910000480 nickel oxide Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- GNRSAWUEBMWBQH-UHFFFAOYSA-N oxonickel Chemical compound [Ni]=O GNRSAWUEBMWBQH-UHFFFAOYSA-N 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- 230000036632 reaction speed Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000010801 sewage sludge Substances 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/52—Manufacture of steel in electric furnaces
- C21C5/5264—Manufacture of alloyed steels including ferro-alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/52—Manufacture of steel in electric furnaces
- C21C5/5252—Manufacture of steel in electric furnaces in an electrically heated multi-chamber furnace, a combination of electric furnaces or an electric furnace arranged for associated working with a non electric furnace
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/0087—Treatment of slags covering the steel bath, e.g. for separating slag from the molten metal
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/068—Decarburising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/068—Decarburising
- C21C7/0685—Decarburising of stainless steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/10—Handling in a vacuum
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C2007/0093—Duplex process; Two stage processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S75/00—Specialized metallurgical processes, compositions for use therein, consolidated metal powder compositions, and loose metal particulate mixtures
- Y10S75/961—Treating flue dust to obtain metal other than by consolidation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S75/00—Specialized metallurgical processes, compositions for use therein, consolidated metal powder compositions, and loose metal particulate mixtures
- Y10S75/962—Treating or using mill scale
Definitions
- the invention relates to a method for producing alloy steels, in particular stainless steels or steel raw material for stainless steels, in which iron carriers are largely decarburized and dephosphorized with the aid of oxygen in a first production step and the melt after removal of the slag formed in a further production step after supply of alloy carriers is adjusted to the desired alloy and carbon content with the aid of oxygen and inert gas, and a plant for carrying out the process.
- a method of this type is known from EP-A2 - 0 229 586. Both manufacturing steps are carried out in one and the same oxygen blowing converter. With this method, one is severely limited with regard to the charging of solids to be melted. Solid pig iron, alloying agents and scrap can be brought into the oxygen blowing converter in a maximum amount of 20% by weight of a batch. If you want to charge large quantities of solids, you are forced to add expensive exothermic chemical heating agents, but this entails the disadvantage of large quantities of slag (SiO 2 , Al 2 O 3 etc.). These large amounts of slag require high amounts of lime, and as a result there is a large loss of output of iron, chromium, manganese, etc.
- the oxygen blowing converter has a floor flushing device in order to generate a melt bath movement.
- this leads to high chromium slagging, so that the economy of the known method is no longer ensured.
- the economically acceptable lower limit (with still portable chrome slagging) for the carbon content is 0.2% C.
- the lowest carbon contents e.g. less than 0.1% carbon cannot be set.
- the invention aims to avoid these disadvantages and difficulties and has as its object to provide a method of the type described above and an installation for carrying out the method, which make it possible to produce alloy steels, in particular stainless steels, economically and with high productivity.
- a bath movement is preferably initiated during the further manufacturing step in order to achieve high reaction speeds for the desilification, decarburization, dissolving of high-carbon ferrochrome, etc. by introducing gas into the melt, preferably with a minimum quantity of 30 liters / min per point of introduction when introducing inert gas and 300 liters / min when introducing oxygen or mixed gases containing oxygen.
- decarburization is carried out at least during a sub-step of the further production step by blowing under bath with oxygen or an oxygen-containing mixed gas, as a result of which it is possible to keep the chrome slagging particularly low at a high decarburization rate.
- decarburization it is also possible for decarburization to be carried out by blowing oxygen or an oxygen-containing mixed gas onto the melt during the further production step.
- the oxygen or the oxygen-containing mixed gas is mixed with an increasing proportion of inert gas as the duration of the underbath blowing increases
- a preferred embodiment is characterized in that the first manufacturing step is carried out in a first electric furnace and the further manufacturing step is carried out in a further electric oven different from the first electric oven.
- the introduction of the batch into a second electric furnace in order to carry out the further production step enables the melt to be kept free of phosphorus-containing slag which, despite being slagged off, still adheres to the brick lining in the first electric furnace. This results in an almost complete dephosphorization of the melt, so that the further production step, namely the alloy adjustment and further decarburization, can be carried out in the absence of phosphorus.
- a flushing of the melt with inert gas or a mixture of inert gas and hydrocarbon is advantageously carried out during at least one sub-step of the further production step.
- This can be done, for example, with blowing nozzles arranged just above the normal melt level in the wall of the electric furnace, which come to rest below the melt surface during a tilting process. As a result, these blowing nozzles lie above the melt (and slag) when not in use, so that their service life is extended
- the metal yield is preferably increased and the consumption of reducing agent is reduced if the further production step is carried out with the greatest possible absence of air.
- the economical avoidance of the penetration of false air, particularly during the reduction of the slag and / or deoxidation of the melt, is achieved by the slag door and the separation point between the furnace wall and the furnace cover, e.g. is sealed with the help of ceramic fibers.
- the method according to the invention is particularly advantageous if more than 20% by weight, preferably more than 40% by weight, of the batch of scrap is formed by the iron carriers.
- the further production step is expediently carried out while leaving a subset of the slag from the further production step that took place before the further production step.
- the slag containing Cr 2 O 3 which comes from the previous batch in the second electric furnace and which is formed by the partial oxidation of the silicon from the ferrochrome and the added lime etc., is primarily reduced by silicon and carbon from the ferrochrome and can be slagged off with high chrome output and minimal consumption of reducing agent, such as FeSi, before the fine decarburization in the electric furnace.
- the slag is preferably reduced during the further production step during a purging process with inert gas with the addition of reducing agent, lime and flux, and the melt is deoxidized and desulfurized, so that in the further production step the final carbon content already required for the respective steel quality, the remaining chemical analysis and the desired one Temperature of the melt can be achieved.
- solids such as, for example, electric furnace or converter dust, coal for slag foaming, slag formers, ores, fine-grained alloying agents, materials that need to be disposed of, such as sewage sludge, granular shredder light fraction, Grinding dust, scale, etc.
- fine-grained ore such as chrome ore as Cr and oxygen carrier (for Si oxidation) without or with mixing with reducing agent (eg FeSi, coal) and / or coal or nickel oxide are blown onto the arcs and onto the melt.
- a system for carrying out the method is characterized by at least one electric furnace with blowing lances arranged above the normal melt level and penetrating the side wall of the furnace, and with under bath nozzles provided in the lower part of the stove.
- the lower bath nozzles are expediently designed as jacket nozzles, hydrocarbon and / or mixtures of hydrocarbon and inert gas and / or CO 2 and / or water vapor being able to be fed through the jacket.
- the blowing lances provided above the normal molten bath level are designed as fresh lances, which are arranged on the side wall of the furnace so that they can pivot and move longitudinally.
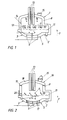
- FIGS. 1 and 2 each illustrating an electric furnace in cross section in a schematic representation.
- An electric furnace 1 provided for the first manufacturing step has three sub-bath nozzles 4 in the refractory lining 2 of the lower part 3 of the stove, as shown in FIG.
- the lower bath nozzles 4 are nozzles which are formed from two or three concentric tubes - in the manner of jacket nozzles - the process gas flowing in the inner round central tube and protective gas for the nozzles flowing in the annular or circular blow cross sections between the tubes.
- the protective gas is preferably hydrocarbon , such as propane, butane or a mixture of hydrocarbon and inert gas. However, water vapor, CO 2 , light heating oil, CO, inert gas or mixtures thereof have also been successfully used as a protective medium.
- Annular gap nozzles which were filled with refractory material in the central tube and in which the process gas was introduced through an interrupted annular gap, could also be successfully used as an under bath nozzle 4.
- three rinsing elements 6 are arranged, each consisting of two tubes.
- the inner tube is sealed with refractory material.
- the annular gaps can also be formed from circular sections.
- the flushing elements 6 can also be formed from porous, sheet-metal-coated or thin tubes provided with refractory material.
- stationary fresh lances 9 are attached in the side wall 8 of the furnace.
- These fresh lances 9 are formed from two or three concentric tubes or from a water-cooled tube.
- the direction of the arrow 10 indicates that the fresh lances blow obliquely downward as a tangent to an imaginary cylinder and at a relatively short distance from the bath surface 11.
- the fresh lances 9 are inserted into water-cooled copper cooling boxes 12.
- one of the three electrodes 13 is shown as a hollow electrode.
- Three post-combustion / burner lances 14 are arranged in the upper part of the furnace side wall 8. An opening 15 is used to add slag formers and alloying agents.
- FIG. 2 A second schematically illustrated electric furnace 16 according to the invention is illustrated in FIG. 2.
- a special feature - in contrast to the electric furnace 1 shown in FIG. 1 - it has an exchangeable base part 17 in which the three flushing elements 6 are provided.
- An electrode 13 is designed as a hollow electrode which is lined with a ceramic tube. Alloying agents are introduced into the furnace (second electric furnace) through the opening 15 of the furnace cover 18 using a scrap basket (not shown). Seals 19 are formed at the separation point of the furnace side wall 8 to the furnace cover 18, slag door 20 to the furnace side wall 8 and at the opening 15 in the furnace cover 18 made of ceramic fiber. The furnace cover 18 is pressed against the furnace side wall 8 at least temporarily with a tensioning device.
- the gas consumption per ton of liquid steel is determined as follows:
- Fresh lances 9 are charged with 15 Nm 3 O 2 / t and the under bath nozzles 4 with 8 Nm 3 O 2 / t and 1.1 Nm 3 CH 4 / t.
- the flushing elements 6 blow 1.2 Nm 3 N 2 plus 0.3 Nm 3 CH 4 / t to improve the bath movement and the application.
- the electricity consumption on the electric furnace is 1 130 kWh / t of the liquid steel end product (from the second electric furnace). 50 kg of slag are slagged. 680 kg of premelt with 0.20% C, 0.020% P and 1590 ° C are passed on to the second electric furnace 16.
- the tapping sequence time is 57 min.
- the fresh lances 9 apply 20 Nm 3 O 2 to the melt, 5 Nm 3 O 2 through self-consuming pipes and 4 8 Nm 3 O 2 + 2 Nm 3 Ar + 1 Nm 3 CH 4 through the under bath nozzles blown into the melt.
- the entry of false air into the second electric furnace 16 is largely prevented (the furnace cover 18 is clamped against the furnace side wall 8).
- 125 kg of slag are largely reduced and deslagged with the silicon from the HCFeCr and the carbon.
- the melt in the second electric furnace 16 is blown to 0.04% C by blowing the O 2 + Ar / CH 4 + Ar with the aid of the under bath nozzles 4, and the slag is reduced during the inert gas blowing and addition of FeSi and lime , the melt desulphurized, emptied, finely alloyed, rinsed and poured after an intermediate deslagging and another lime batching.
- the treatment time in the second electric furnace 16 is approximately 70 minutes.
- the dephosphorization of pig iron and scrap iron, recycled materials, FeNi etc. is carried out in the first electric furnace 1.
- the slag containing P 2 O 5 is removed from the plant, ie the electric furnace 1, before this largely decarburized premelt is charged, alloyed, desilicated and decarburized in the second electric furnace 16.
- Brief decarburization, deoxidation, desulphurization and rinsing can be carried out in a vacuum system (e.g. VOD system).
- Decarburization with the lowest chrome slagging to medium or lowest carbon contents is made possible with stationary underbath nozzles 4 and / or 6 which blow with mixed gases containing oxygen to reduce the CO partial pressure and partly with stationary and / or movable inflating nozzles 9 or lances.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Analytical Chemistry (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Herstellen von legierten Stählen, insbesondere von nichtrostenden Stählen oder Stahlvormaterial für nichtrostende Stähle, wobei in einem ersten Herstellungsschritt Eisenträger mit Hilfe von Sauerstoff weitgehend entkohlt und entphosphort und die Schmelze nach Entfernen der dabei gebildeten Schlacke in einem weiteren Herstellungsschritt nach Zufuhr von Legierungsträgern auf den gewünschten Legierungs- und Kohlenstoffgehalt mit Hilfe von Sauerstoff und Inertgas eingestellt wird, sowie eine Anlage zur Durchführung des Verfahrens.
- Ein Verfahren dieser Art ist aus der EP-A2 - 0 229 586 bekannt. Beide Herstellungsschritte werden hierbei in ein- und demselben Sauerstoffblaskonverter durchgeführt. Bei diesem Verfahren ist man hinsichtlich des Chargierens aufzuschmelzender Feststoffe stark begrenzt. Festes Roheisen, Legierungsmittel und Schrott lassen sich beim Sauerstoffblaskonverter maximal in Mengen von 20 Gew.% einer Charge einbringen. Will man größere Mengen an Feststoffen chargieren, ist man gezwungen, teure exotherme chemische Heizmittel zuzugeben, was jedoch den Nachteil großer Schlackenmengen (SiO2, Al2O3 etc.) mit sich bringt. Diese großen Schlackenmengen erfordern hohe Kalkzusätze, und es kommt in der Folge davon zu großen Ausbringungsverlusten an Eisen, Chrom, Mangan etc..
- Gemäß der EP-A2 - 0 229 586 weist der Sauerstoffblaskonverter eine Bodenspüleinrichtung auf, um eine Schmelzbadbewegung zu erzeugen. Dies führt beim Sauerstoffblaskonverter zu hohen Chromverschlackungen, so daß die Wirtschaftlichkeit des bekannten Verfahrens nicht mehr gegeben ist. Die wirtschaftlich tragbare Untergrenze (bei noch tragbarer Chromverschlackung) für den Kohlenstoffgehalt liegt bei 0,2 % C. Zudem lassen sich niedrigste Kohlenstoffgehalte (z.B. kleiner als 0,1 % Kohlenstoff) nicht einstellen.
- Bei der Herstellung von höherlegierten Stählen im Elektroofen, insbesondere chromlegierten nichtrostenden Stählen, ist man bisher auf Schwierigkeiten gestoßen, da es bei der Entkohlung im Elektroofen zu extrem hohen Chromverschlackungen kommt. Zur Vermeidung solcher Chromverschlackungen hat man vorgeschlagen, Temperaturen weit über 1700°C während der Entkohlung der Schmelze einzustellen. Das Ergebnis dieser Bemühungen war, daß weltweit ca. 80 % rostfreier Stähle mit Hilfe von Konverterverfahren hergestellt werden.
- Die Möglichkeiten der Verfahrensroute im Elektroofen - eventuell in Kombination mit einer nachgeschalteten Vakuumbehandlung - sind im Hinblick auf die wirtschaftlich anwendbaren Einsatzmaterialien stark begrenzt. So mußte das Phosphoreinbringen auf kleiner 0,030 % und das Kohlenstoffeinbringen auf unter z.B. 1 % begrenzt werden, da bei Anwesenheit von Chrom und wegen der Reduktion der Chromoxide fast keine Entphosphorung möglich ist und eine umfangreiche Entkohlung im Elektroofen wegen der langen Zeiten und der hohen Chromverschlackung bisher nicht erfolgreich war. Trotz des niedrigen Kohlenstoffeinbringens beim Einschmelzen von P-armem rostfreiem legiertem Schrott anstelle des Einschmelzens größerer hochkohlenstoffhaltiger Ferrochrommengen müssen die Vorschmelzen an den Elektroöfen üblicherweise mit C-Gehalten von 0,50 bis 1,2 % abgestochen werden und müssen daher einer langen Vakuumbehandlung unterzogen werden, um die notwendig niedrigen C-Gehalte etc. einzustellen. Die Kosten für diese lange Vakuumbehandlung sind hoch und ein Sequenzguß ist nicht möglich.
- Die Erfindung bezweckt die Vermeidung dieser Nachteile und Schwierigkeiten und stellt sich die Aufgabe, ein Verfahren der eingangs beschriebenen Art sowie eine Anlage zur Durchführung des Verfahrens zu schaffen, welche es ermöglichen, legierte Stähle, insbesondere nichtrostende Stähle, in wirtschaftlicher Weise bei hoher Produktivität herzustellen. Insbesondere soll es möglich sein, preiswertes energiereiches, jedoch phosphorhältiges flüssiges und/oder festes Roheisen mit über 0,03 % Phosphor einzusetzen. Weiters soll es erfindungsgemäß möglich sein, große Mengen an Feststoffen zu chargieren, insbesondere bis hinauf zu 100 %.
- Diese Aufgabe der Erfindung wird erfindungsgemäß dadurch gelöst,
- daß der erste Herstellungsschritt unter Zufuhr von elektrischer Energie in einem Elektroofen erfolgt und
- daß der weitere Herstellungsschritt ebenfalls unter Zufuhr von elektrischer Energie in einem von phosphorhältiger Schlacke weitgehend freien Elektroofen erfolgt.
- Mit Hilfe des erfindungsgemäßen Verfahrens gelingt es, mittlere und niedrigste Kohlenstoffgehalte unter Verzicht auf eine nachfolgende Vakuumbehandlung einzustellen. Falls bei niedrigsten Kohlenstoffgehalten doch eine Vakuumbehandlung durchgeführt werden soll, kann diese auf eine sehr kurze Behandlungszeit beschränkt sein.
- Vorzugsweise wird zur Erreichung hoher Reaktionsgeschwindigkeiten für das Entsilizieren, Entkohlen, das Auflösen von hochkohlenstoffhältigem Ferrochrom, etc., während des weiteren Herstellungsschrittes eine Badbewegung initiiert, u.zw. durch eine Gaseinleitung in die Schmelze, vorzugsweise mit einer Mindestmenge von 30 Liter/min je Einleitungsstelle bei Einleitung von Inertgas und 300 Liter/min bei Einleitung von Sauerstoff oder sauerstoffhältiger Mischgase.
- Gemäß einer bevorzugten Ausführungsform wird zumindest während eines Teilschrittes des weiteren Herstellungsschrittes eine Entkohlung durch Unterbadblasen mit Sauerstoff oder einem sauerstoffhältigen Mischgas durchgeführt, wodurch es gelingt, die Chromverschlackung bei hoher Entkohlungsgeschwindigkeit besonders niedrig zu halten.
- Es ist auch möglich, daß während des weiteren Herstellungsschrittes eine Entkohlung durch Aufblasen von Sauerstoff oder einem sauerstoffhältigen Mischgas auf die Schmelze durchgeführt wird.
- Zweckmäßig wird während des Unterbadblasens dem Sauerstoff bzw. dem sauerstoffhältigen Mischgas ein sich mit zunehmender Zeitdauer des Unterbadblasens erhöhender Inertgasanteil zugemischt
- Eine bevorzugte Ausführungsform ist dadurch gekennzeichnet, daß der erste Herstellungsschritt in einem ersten Elektroofen und der weitere Herstellungsschritt in einem vom ersten Elektroofen unterschiedlichen weiteren Elektroofen durchgeführt wird. Die Einbringung der Charge in einen zweiten Elektroofen zur Durchführung des weiteren Herstellungsschrittes ermöglicht die einfache Freihaltung der Schmelze von phosphorhältiger Schlacke, die trotz Abschlackung im ersten Elektroofen noch an der Ausmauerung haftet. Hierdurch ergibt sich eine nahezu vollständige Entphosphorung der Schmelze, so daß der weitere Herstellungsschritt, nämlich die Legierungseinstellung und weitere Entkohlung, in Abwesenheit von Phosphor durchgeführt werden kann.
- Zur Einstellung der chemischen Analyse und Desoxidation sowie Entschwefelung und zur Durchführung einer Spülbehandlung kann es zweckmäßig sein, an den weiteren Herstellungsschritt einen zusätzlichen Herstellungsschritt mit einer Vakuumbehandlung der Schmelze anzuschließen.
- Vorteilhaft wird während zumindest eines Teilschrittes des weiteren Herstellungsschrittes eine Spülung der Schmelze mit Inertgas oder einem Gemisch aus Inertgas und Kohlenwasserstoff durchgeführt. Dies kann beispielsweise mit knapp oberhalb des Normal-Schmelzenniveaus in der Wand des Elektroofens angeordneten Blasdüsen, die bei einem Kippvorgang unterhalb der Schmelzenoberfläche zu liegen kommen, durchgeführt werden. Hierdurch liegen diese Blasdüsen während der Nichtverwendung oberhalb der Schmelze (und Schlacke), so daß ihre Lebensdauer verlängert ist
- Vorzugsweise wird das Metallausbringen erhöht und der Verbrauch an Reduktionsmittel emiedrigt, wenn der weitere Herstellungsschritt unter weitestgehendem Luftabschluß durchgeführt wird. Die wirtschaftliche Vermeidung des Eindringens von Falschluft, insbesondere während der Reduktion der Schlacke und/oder Desoxidation der Schmelze, wird erzielt, indem die Schlackentüre und die Trennstelle zwischen Ofenwand und Ofendeckel z.B. mit Hilfe von Keramikfasern abgedichtet wird.
- Das erfindungsgemäße Verfahren ist besonders dann von Vorteil, wenn von den Eisenträgern mehr als 20 Gew.%, vorzugsweise mehr als 40 Gew.%, der Charge von Schrott gebildet werden.
- Zweckmäßig wird der weitere Herstellungsschritt unter Belassung einer Teilmenge der Schlacke des vor dem weiteren Herstellungsschritt stattgefundenen weiteren Herstellungsschrittes durchgeführt.
- Die Cr2O3 enthaltende Schlacke, die im zweiten Elektroofen von der vorhergegangenen Charge stammt und die durch die teilweise Oxidation des Siliziums aus dem Ferrochrom und dem zugesetzten Kalk etc. gebildet wird, wird in erster Linie durch Silizium und Kohlenstoff aus dem Ferrochrom reduziert und kann bereits bei hohem Chromausbringen und minimalem Verbrauch an Reduktionsmittel, wie FeSi, vor der Feinentkohlung im Elektroofen abgeschlackt werden.
- Vorzugsweise wird die Schlacke während des weiteren Herstellungsschrittes während eines Spülvorganges mit Inertgas unter Zugabe von Reduktionsmittel, Kalk und Flußmittel reduziert und die Schmelze desoxidiert und entschwefelt, so daß im weiteren Herstellungsschritt der bereits für die jeweilige Stahlqualität erforderliche Endkohlenstoffgehalt, die restliche chemische Analyse und die gewünschte Temperatur der Schmelze erzielbar sind.
- Andere bevorzugte Verfahrensvarianten ergeben sich aus den weiteren Unteransprüchen.
- Es liegt auch im Sinne der Erfindung, daß während des ersten Herstellungsschrittes durch Hohlelektroden des Elektroofens Feststoffe, wie z.B. Elektroofen- oder Konverterstaub, Kohle zum Schlackenschäumen, Schlackenbildner, Erze, feinkörnige Legierungsmittel, Materialien, die entsorgt werden müssen, wie Klärschlamm, gekörnte Shredderleichtfraktion, Schleifstaub, Zunder etc., und während des weiteren Herstellungsschrittes durch Hohlelekroden des Elektroofens bevorzugt feinkörniges Erz, wie z.B. Chromerz als Cr- und Sauerstoffträger (für Si-Oxidation) ohne oder mit Vermischung mit Reduktionsmittel (z.B. FeSi, Kohle) und/oder Kohle bzw. Nickeloxid an die Lichtbögen und auf die Schmelze aufgeblasen werden.
- Eine Anlage zur Durchführung des Verfahrens ist gekennzeichnet durch mindestens einen Elektroofen mit oberhalb des Normal-Schmelzenspiegels angeordneten und die Ofenseitenwand durchsetzenden Einblaslanzen, sowie mit im Herdunterteil vorgesehenen Unterbaddüsen.
- Hierbei sind zweckmäßig die Unterbaddüsen als Manteldüsen ausgebildet, wobei durch den Mantel Kohlenwasserstoff und/oder Gemische aus Kohlenwasserstoff und Inertgas und/oder CO2 und/oder Wasserdampf zuleitbar ist.
- Gemäß einer bevorzugten Ausführungsform sind die oberhalb des Normal-Schmelzenbadspiegels vorgesehenen Einblaslanzen als Frischlanzen ausgebildet, die schwenkbar und längsbeweglich an der Ofenseitenwand angeordnet sind.
- Es ist von besonderem Vorteil, wenn für den weiteren Herstellungsschritt ein weiterer Elektroofen vorgesehen ist.
- Die Erfindung ist nachfolgend anhand eines in der Zeichnung dargestellten Ausführungsbeispieles näher erläutert, wobei die Fig. 1 und 2 jeweils einen Elektroofen im Querschnitt in schematischer Darstellung veranschaulichen.
- Ein für den ersten Herstellungsschritt vorgesehener Elektroofen 1 weist gemäß Fig. 1 in der feuerfesten Zustellung 2 des Herd-Unterteiles 3 drei Unterbaddüsen 4 auf. Die Unterbaddüsen 4 sind Düsen, die aus zwei oder drei konzentrischen Rohren - in der Art von Manteldüsen - gebildet werden, wobei im inneren runden Zentralrohr das Prozeßgas und in den kreisringförmigen oder kreisabschnittförmigen Blasquerschnitten zwischen den Rohren Schutzgas für die Düsen strömt Das Schutzgas ist bevorzugt Kohlenwasserstoff, wie Propan, Butan oder eine Mischung aus Kohlenwasserstoff und Inertgas. Versuchsweise wurden jedoch auch Wasserdampf, CO2, leichtes Heizöl, CO, Inertgas bzw. Mischungen davon als Schutzmedium mit Erfolg angewandt. Auch Ringspaltdüsen, die im Zentralrohr mit feuerfestem Material gestopft waren und bei denen das Prozeßgas durch einen unterbrochenen Ringspalt eingeleitet wurde, konnten erfolgreich als Unterbaddüse 4 zum Einsatz gebracht werden.
- Im Bodenbereich 5 des Herd-Unterteiles 3 sind drei Spülelemente 6 angeordnet, welche aus jeweils zwei Rohren bestehen. Das jeweils innere Rohr ist mit feuerfestem Material verschlossen. Die Ringspalte können auch aus Kreisabschnitten gebildet werden. Die Spülelemente 6 können auch aus porösem, blechummanteltem oder mit dünnen Röhrchen versehenem feuerfestem Material gebildet sein.
- Oberhalb der Normal-Schmelzenbadhöhe 7 bzw. der Schlacke sind in der Ofenseitenwand 8 stationäre Frischlanzen 9 angebracht. Diese Frischlanzen 9 sind aus zwei oder drei konzentrischen Rohren oder von einem wassergekühlten Rohr gebildet Die Pfeilrichtung 10 weist darauf hin, daß die Frischlanzen schräg nach unten als Tangente zu einem gedachten Zylinder und in einem relativ geringen Abstand zur Badoberfläche 11 blasen. Die Frischlanzen 9 sind in wassergekühlte Kühlkästen 12 aus Kupfer eingesetzt. Weiterhin ist eine der drei Elektroden 13 als Hohlelektrode dargestellt. Drei Nachverbrennungs-/Brennerlanzen 14 sind im oberen Teil der Ofenseitenwand 8 angeordnet. Eine Öffnung 15 dient der Zugabe von Schlackenbildnern und Legierungsmitteln.
- In Fig. 2 ist ein zweiter schematisch dargestellter erfindungsgemäßer Elektroofen 16 veranschaulicht. Dieser weist als Besonderheit - im Unterschied zum in Fig. 1 dargestellten Elektroofen 1 - einen auswechselbaren Bodenteil 17 auf, in dem die drei Spülelemente 6 vorgesehen sind.
- Eine Elektrode 13 ist als Hohlelektrode ausgeführt, die mit einem Keramikrohr ausgekleidet ist. Legierungsmittel werden mit einem nicht dargestellten Schrottkorb durch die Öffnung 15 des Ofendeckels 18 in den Ofen (zweiter Elektroofen) eingebracht. Dichtungen 19 sind an der Trennstelle Ofenseitenwand 8 zu Ofendeckel 18, Schlackentür 20 zu Ofenseitenwand 8 und bei der Öffnung 15 im Ofendeckel 18 aus Keramikfaser gebildet. Der Ofendeckel 18 wird zumindest zeitweise mit einer Spannvorrichtung gegen die Ofenseitenwand 8 gepreßt.
- Das erfindungsgemäße Verfahren ist nachfolgend näher erläutert:
- In einem 100 t Elektroofen 1 (erster Elektroofen) mit 70 MW Nennleistung werden an festen und flüssigen Materialien pro Tonne Flüssigstahl (AISI 304) chargiert:
- 400 kg flüssiges Roheisen mit 4,3 % C, 0,8 % Si und 0,10 % P, 30 kg festes Roheisen, 110 kg unlegierter Schrott, 20 kg Kalk, 15 kg Filterstaub (Einblasen durch Hohlelektrode) und 180 kg FeNi.
- Die Gasverbräuche pro Tonne Flüssigstahl werden wie folgt ermittelt:
- Frischlanzen 9 werden mit 15 Nm3 O2/t und die Unterbaddüsen 4 mit 8 Nm3 O2/t und 1,1 Nm3 CH4/t beaufschlagt. Durch die Spülelemente 6 werden 1,2 Nm3 N2 plus 0,3 Nm3 CH4/t zur Verbesserung der Badbewegung und des Ausbringens geblasen. Der Stromverbrauch beträgt am Elektroofen 1 130 kWh/t des Flüssigstahl-Endproduktes (aus dem zweiten Elektroofen). 50 kg Schlacke werden abgeschlackt. An den zweiten Elektroofen 16 werden 680 kg Vorschmelze mit 0,20 % C, 0,020 % P und 1590°C weitergegeben. Die Abstichfolgezeit beträgt 57 min.
- In den zweiten Elektroofen 16 (100 t Elektroofen mit 70 MVA) werden pro t Flüssigstahl (AISI 304) ca. 60 kg Schlacke von der Vorcharge rezirkuliert, 680 kg Vorschmelze, 350 kg HCFeCr, FeMn, FeSi und 45 kg Kalk sowie 10 kg Dolomit chargiert. Durch die Hohlelektrode 13 werden 30 kg Chromerz zur Einsparung von FeCr und zur Siliziumoxidation eingeblasen.
- Pro t Flüssigstahl (AISI 304) werden durch die Frischlanzen 9 auf die Schmelze 20 Nm3O2, durch selbstverzehrende Rohre 5 Nm3 O2 und durch die Unterbaddüsen 4 8 Nm3 O2 + 2 Nm3 Ar + 1 Nm3 CH4 in die Schmelze geblasen. Der Eintritt von Falschluft in den zweiten Elektroofen 16 wird weitgehend verhindert (Anspannen des Ofendeckels 18 gegen die Ofenseitenwand 8). 125 kg Schlacke werden mit dem Silizium aus dem HCFeCr und dem Kohlenstoff weitgehend reduziert und abgeschlackt 100 t Flüssigstahl mit 0,3 % C, 18,1 % Cr und 0,022 % P und 8,5 % Ni werden nach 55 min Behandlungszeit aus dem zweiten Elektroofen 16 abgestochen und in der Vakuumbehandlungs-Anlage unter Einsatz von 7 Nm3 O2 und 0,3 Nm3 Ar/t 48 min abschließend gefrischt, desoxidiert, feinlegiert, entschwefelt und gespült. Diese Chargen werden in Sequenzgüssen vergossen.
- Bei anderen Chargen wird bei ähnlichen Verbrauchszahlen die Schmelze im zweiten Elektroofen 16 mit Hilfe der Unterbaddüsen 4 durch Blasen von O2 + Ar/CH4 + Ar auf 0,04 % C gefrischt, die Schlacke während des Inertgasblasens und Zugabe von FeSi und Kalk reduziert, die Schmelze nach einem Zwischenabschlacken und erneutem Kalkchargieren entschwefelt, ausgeleert, feinlegiert, gespült und vergossen. Die Behandlungzeit im zweiten Elektroofen 16 beträgt ca. 70 min.
- Die Entphosphorung der Eisenträger Roheisen und Schrott, Kreislaufstoffe, FeNi etc. wird im ersten Elektroofen 1 vorgenommen.
- Die P2O5-haltige Schlacke wird aus der Anlage, d.h. dem Elektroofen 1, entfernt, bevor diese weitgehend entkohlte Vorschmelze in den zweiten Elektroofen 16 chargiert, legiert, entsiliziert und entkohlt wird. Eine kurze Feinstentkohlung, Desoxidation, Entschwefelung und das Nachspülen kann in einer Vakuumanlage (z.B. VOD-Anlage) vorgenommen werden.
- Die Entkohlung bei niedrigster Chromverschlackung auf mittlere oder niedrigste Kohlenstoffgehalte wird mit Sauerstoff - bzw. zur CO-Partialdruckerniedrigung mit Sauerstoff enthaltenden Mischgasen blasenden stationären Unterbaddüsen 4 und/oder 6 sowie teilweise mit stationären und/oder beweglichen Aufblasdüsen 9 bzw. -lanzen ermöglicht.
- Die Verfahrensschritte sind so aufgebaut, daß:
- eine größtmögliche Flexibilität in der Verwendung großer Mengen an preiswerten Einsatzstoffen (P-haltiges Roheisen, HCFeCr etc.) gegeben ist,
- ein Elektroofen 1 für das Einschmelzen, Überhitzen von P-haltigen Stoffen, wie Roheisen, sowie Entsilizieren, Entkohlen und Entphosphoren der Vorschmelze verwendet wird und der
- zweite Elektroofen 16 für das schnelle Schmelzen von HCFeCr, Entsilizieren, Reduzieren der Schlacke, Entkohlen usw. verwendet wird,
- die hohen Reaktionsgeschwindigkeiten für das Entsilizieren, Entkohlen, Entphosphoren, das Auflösen von HCFeCr usw. durch Anwendung eines intensiven Bodenspülens in Kombination mit stationären Frischlanzen 9 erreicht wird (die niedrige Cr-Oxidation wird durch das Unterbadblasen von oxidierenden Gasen erreicht),
- kurze Betriebszeiten pro Verfahrensschritt zum Gießen von Sequenzen und
- ein minimaler Verbrauch von Betriebsmittel gegeben ist. Die Cr2O3-haltige Schlacke wird z.B. in einer Verfahrensvariante im zweiten Elektroofen 16 nach dem Abstich der Schmelze belassen und mit dem Si bzw. C aus dem HCFeCr reduziert und danach abgeschlackt. Durch die kurze Feinentkohlung in der Vakuumanlage wird u.a. auch der Argonverbrauch vermindert
- Es liegt im Sinne der Erfindung, die beschriebenen Merkmale beliebig zu kombinieren und den permanenten bzw. temporären Betriebsbedingungen (z.B. Zustellung eines der beiden Elektroöfen bzw. Reparatur an VOD-Anlage etc.) und Anlagen in den verschiedenen Stahlwerken anzupassen.
Claims (30)
- Verfahren zum Herstellen von legierten Stählen, insbesondere von nichtrostenden Stählen oder Stahlvormaterial für nichtrostende Stähle, wobei in einem ersten Herstellungsschritt Eisenträger mit Hilfe von Sauerstoff weitgehend entkohlt und entphosphort und die Schmelze nach Entfernen der dabei gebildeten Schlacke in einem weiteren Herstellungsschritt nach Zufuhr von Legierungsträgern auf den gewünschten Legierungs- und Kohlenstoffgehalt mit Hilfe von Sauerstoff und Inertgas eingestellt wird, dadurch gekennzeichnet,• daß der erste Herstellungsschritt unter Zufuhr von elektrischer Energie in einem Elektroofen (1) erfolgt und• daß der weitere Herstellungsschritt ebenfalls unter Zufuhr von elektrischer Energie in einem von phosphorhältiger Schlacke weitgehend freien Elektroofen (16) erfolgt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß während des weiteren Herstellungsschrittes eine Badbewegung initiiert wird, u.zw. durch eine Gaseinleitung in die Schmelze, vorzugsweise mit einer Mindestmenge von 30 Liter/min je Einleitungsstelle bei Einleitung von Inertgas und 300 Liter/min bei Einleitung von Sauerstoff oder sauerstoffhältiger Mischgase.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß zumindest während eines Teilschrittes des weiteren Herstellungsschrittes eine Entkohlung durch Unterbadblasen mit Sauerstoff oder einem sauerstoffhältigen Mischgas durchgeführt wird.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß während des weiteren Herstellungsschrittes eine Entkohlung durch Aufblasen von Sauerstoff oder einem sauerstoffhältigen Mischgas auf die Schmelze durchgeführt wird.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß während des Unterbadblasens dem Sauerstoff bzw. dem sauerstoffhältigen Mischgas ein sich mit zunehmender Zeitdauer des Unterbadblasens erhöhender Inertgasanteil zugemischt wird.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß der erste Herstellungsschritt in einem ersten Elektroofen (1) und der weitere Herstellungsschritt in einem vom ersten Elektroofen (1) unterschiedlichen weiteren Elektroofen (16) durchgeführt wird.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß während eines dem weiteren Herstellungsschritt folgenden zusätzlichen Herstellungsschrittes eine Vakuumbehandlung der Schmelze durchgeführt wird.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß während zumindest eines Teilschrittes des weiteren Herstellungsschrittes eine Spülung der Schmelze mit Inertgas oder einem Gemisch aus Inertgas und Kohlenwasserstoff durchgeführt wird.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 8, dadurch gekennzeichnet, daß der weitere Herstellungsschritt unter weitestgehendem Luftabschluß durchgeführt wird.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 9, dadurch gekennzeichnet, daß von den Eisenträgern mehr als 20 Gew.%, vorzugsweise mehr als 40 Gew.%, der Charge von Schrott gebildet werden.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 10, dadurch gekennzeichnet, daß der weitere Herstellungsschritt unter Belassung einer Teilmenge der Schlacke des vor dem weiteren Herstellungsschritt stattgefundenen weiteren Herstellungsschrittes durchgeführt wird.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 11, dadurch gekennzeichnet, daß die Schlacke während des weiteren Herstellungsschrittes während eines Spülvorganges mit Inertgas unter Zugabe von Reduktionsmittel, Kalk- und Flußmittel reduziert und die Schmelze desoxidiert und entschwefelt wird.
- Verfahren nach Anspruch 12, dadurch gekennzeichnet, daß die Ofenatmosphäre während der Schlackenreduktion durch Einleiten von nicht oder im Vergleich zur Luft leicht oxidierenden Gasen unter weitestgehendem Vermeiden des Einsaugens von Falschluft eingestellt wird.
- Verfahren nach Anspruch 13, dadurch gekennzeichnet, daß die chemische Analyse der Ofenatmosphäre laufend kontrolliert und nachgeregelt wird.
- Verfahren nach einem oder mehreren der Ansprüche 12 bis 14, dadurch gekennzeichnet, daß während des zweiten Herstellungsschrittes zumindest während der Reduktionsperioden im Elektroofen (16) ein Unterdruck eingestellt wird, insbesondere bei niedrigen Kohlenstoffgehalten der Schmelze.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 15, dadurch gekennzeichnet, daß während des weiteren Herstellungsschrittes Feststoffe durch Hohlelektroden (13) des Elektroofens (16) direkt in den Lichtbogen eingeleitet werden.
- Verfahren nach Anspruch 16, dadurch gekennzeichnet, daß als Feststoffe feines Chromerz oder teilweise vorreduziertes Chromerz als Chrom- und Sauerstoffträger eingeleitet werden.
- Verfahren nach einem oder mehreren der Ansprüche 2 bis 17, dadurch gekennzeichnet, daß während des ersten und/oder weiteren Herstellungsschrittes eine Badbewegung durch Einleitung von Inertgas in die Schmelze initiiert wird und eine Oxidation von Silizium und Kohlenstoff durch Aufblasen von Sauerstoff oder sauerstoffhältigem Mischgas durchgeführt wird.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 5 sowie 7 bis 18, dadurch gekennzeichnet, daß der weitere Herstellungsschritt in dem Elektroofen, in dem der erste Herstellungsschritt durchgeführt wurde, durchgeführt wird, wobei jedoch nach dem ersten Herstellungsschritt die Schmelze abgestochen, die phosphorhältige Schlacke aus dem Elektroofen vollständig entfernt und anschließend die Schmelze in den Elektroofen rückchargiert wird.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 19, dadurch gekennzeichnet, daß während des ersten Herstellungsschrittes und/oder während des weiteren Herstellungsschrittes Feststoffe, wie Filterstaub von Stahlerzeugungsanlagen, Erz, vorreduziertes Erz, Eisencarbid, Legierungsmittel, Reststoffe, Staub, Zunder, Späne, Schlacken, körniges Plastikmaterial und/oder Flüssigkeiten, sowie zu entsorgende Problemstoffe, einzeln oder in Mischungen, in die überhitzte Schmelze eingebracht werden, vorzugsweise durch direktes Einblasen und/oder durch Aufblasen und/oder über Hohlelektroden (13).
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 20, dadurch gekennzeichnet, daß die während des weiteren Herstellungsschrittes gebildete Ca2O3-hältige Schlacke abgeschlackt und in einem weiteren Reaktionsgefäß zur Chromrückgewinnung durch Zugabe von Siliziumträgern oder anderen Reduktionsmitteln reduziert und das rückgewonnene Chrom zum Legieren während des weiteren Herstellungsschrittes verwendet wird.
- Verfahren nach einem oder mehreren der Ansprüche 1 bis 21, dadurch gekennzeichnet, daß der Stromverbrauch erniedrigt und das Schlackenschäumen stabilisiert wird, u.zw. durch Einblasen von Kohle oder Koks zusammen mit oxidierenden Gasen, wie Luft, Sauerstoff angereichter Luft oder einem sauerstoffhältigen Mischgas als Trägergas, durch direktes Einblasen.
- Anlage zur Durchführung des Verfahrens nach einem oder mehreren der Ansprüche 1 bis 22, gekennzeichnet durch mindestens einen Elektroofen (1, 16) mit oberhalb des Normschmelzenspiegels (7) angeordneten und die Ofenseitenwand (8) durchsetzenden Einblaslanzen (9), sowie mit im Bodenbereich (3) vorgesehenen Unterbaddüsen (4, 6).
- Anlage nach Anspruch 23, dadurch gekennzeichnet, daß die Unterbaddüsen (4, 6) als Manteldüsen ausgebildet sind, wobei durch den Mantel Kohlenwasserstoff und/oder Gemische aus Kohlenwasserstoff und Inertgas und/oder CO2 und/oder Wasserdampf zuleitbar ist.
- Anlage nach Anspruch 23 oder 24, dadurch gekennzeichnet, daß die oberhalb des Normal-Schmelzenbadspiegels (7) vorgesehenen Einblaslanzen als Frischlanzen (9) ausgebildet sind, die schwenkbar und längsbeweglich an der Ofenseitenwand (8) angeordnet sind.
- Anlage nach Anspruch 23 oder 24, dadurch gekennzeichnet, daß die oberhalb des Normal-Schmelzenbadspiegels (7) angeordneten Einblaslanzen (9) von selbstverzehrenden Rohren gebildet sind.
- Anlage nach einem oder mehreren der Ansprüche 23 bis 26, dadurch gekennzeichnet, daß ein für den weiteren Herstellungsschritt dienender weiterer Elektroofen (16) vorgesehen ist.
- Anlage nach Anspruch 27, dadurch gekennzeichnet, daß der weitere Elektroofen (16) mit oberhalb des Normal-Schmelzenbadspiegels (7) angeordneten Frischlanzen (9) sowie mit im Herdunterteil (3) des Elektroofens (16) vorgesehenen Unterbaddüsen (4, 6) versehen ist.
- Anlage nach Anspruch 27 oder 28, dadurch gekennzeichnet, daß der weitere Elektroofen (16) weitestgehend luftdicht ausgebildet ist.
- Anlage nach Anspruch 29, dadurch gekennzeichnet, daß der Ofendeckel (18) gegen die Ofenseitenwand (8) unter Zwischenlage einer Dichtung spannbar ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT5595 | 1995-01-16 | ||
| AT0005595A AT403293B (de) | 1995-01-16 | 1995-01-16 | Verfahren und anlage zum herstellen von legierten stählen |
| AT55/95 | 1995-01-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0721990A1 true EP0721990A1 (de) | 1996-07-17 |
| EP0721990B1 EP0721990B1 (de) | 2001-02-28 |
Family
ID=3480337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96890007A Expired - Lifetime EP0721990B1 (de) | 1995-01-16 | 1996-01-11 | Verfahren zum Herstellen von legierten Stählen und Elektroofenanlage mit verstellbaren Frischlanzen dafür |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US6077324A (de) |
| EP (1) | EP0721990B1 (de) |
| JP (1) | JP4195106B2 (de) |
| KR (1) | KR960029466A (de) |
| CN (1) | CN1134984A (de) |
| AT (1) | AT403293B (de) |
| BR (1) | BR9600097A (de) |
| DE (1) | DE59606475D1 (de) |
| TR (1) | TR199600032A2 (de) |
| TW (1) | TW363081B (de) |
| ZA (1) | ZA96281B (de) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998048228A1 (fr) * | 1997-04-24 | 1998-10-29 | Paul Wurth S.A. | Procede de fusion d'alliages a base de fer dans un four electrique |
| LU90232B1 (fr) * | 1998-04-08 | 1999-10-11 | Wurth Paul Sa | Procédé de fabrication d'aciers inoxydables et d'aciers à fortes teneurs en elements d'alliage |
| WO2002033130A1 (de) * | 2000-10-18 | 2002-04-25 | Sms Demag Aktiengesellschaft | Verfahren zur erzeugung nichtrostender stähle, insbesondere chrom- und chromnickelhaltiger edelstähle |
| WO2003074741A1 (de) * | 2002-03-05 | 2003-09-12 | Sms Demag Aktiengesellschaft | Verfahren zum erzeugen von nichtrostendem stahl, insbesondere von chrom- oder chromnickelhaltigem edelstahl |
| WO2003085141A1 (de) * | 2002-04-10 | 2003-10-16 | Sms Demag Aktiengesellschaft | Verfahren und einrichtung zum erzeugen von c-stählen durch frischen von phosphorreichem roheisen im elektrolichtbogen-ofen oder im konverter-gefäss |
| CZ303288B6 (cs) * | 1999-06-23 | 2012-07-18 | Sms Siemag Aktiengesellschaft | Zpusob zpetného získávání kovového chrómu ze strusek, obsahujících oxidy chrómu |
| DE102022101835A1 (de) | 2022-01-26 | 2023-07-27 | Rhm Rohstoff-Handelsgesellschaft Mbh | Verfahren zum Verwerten von Bauteilen, die kohlenstofffaserverstärkten Kunststoff (CFK) aufweisen oder aus diesem bestehen |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT405054B (de) * | 1997-06-18 | 1999-05-25 | Voest Alpine Ind Anlagen | Verfahren und anlage zum herstellen einer eisenschmelze unter einsatz von eisenhältigen hüttenwerksreststoffen |
| US6500224B1 (en) * | 2001-10-11 | 2002-12-31 | Bethlehem Steel Corporation | Method for operating a steelmaking furnace during a steelmaking process |
| AT412349B (de) * | 2003-06-25 | 2005-01-25 | Voest Alpine Ind Anlagen | Verfahren zur herstellung einer legierten metallschmelze und erzeugungsanlage hierzu |
| KR100987049B1 (ko) * | 2003-06-26 | 2010-10-11 | 두산중공업 주식회사 | 개선된 고크롬강 제조 방법 |
| DE102010036174A1 (de) | 2010-05-04 | 2011-11-10 | Georg-Simon-Ohm Hochschule für angewandte Wissenschaften Fachhochschule Nürnberg | Optischer Drehübertrager |
| EP2589672A1 (de) * | 2011-11-03 | 2013-05-08 | Siemens Aktiengesellschaft | Verfahren zum Betreiben eines Lichtbogenofens |
| CN107326150B (zh) * | 2017-06-16 | 2018-04-03 | 北京科技大学 | 一种全废钢电弧炉双联冶炼洁净钢的生产方法 |
| US10767239B2 (en) | 2017-06-16 | 2020-09-08 | University Of Science And Technology Beijing | Production method for smelting clean steel from full-scrap steel using duplex electric arc furnaces |
| RU2697305C1 (ru) * | 2018-01-09 | 2019-08-13 | Игорь Михайлович Шатохин | Технологическая линия для производства композиционных ферросплавов, лигатур и бескислородных огнеупорных материалов для металлургии |
| JP7094264B2 (ja) | 2019-12-25 | 2022-07-01 | 株式会社神戸製鋼所 | 溶鋼の製造方法 |
| US20230313330A1 (en) | 2020-09-10 | 2023-10-05 | Jfe Steel Corporation | Method for manufacturing low-phosphorus molten steel |
| CN112974738A (zh) * | 2021-04-23 | 2021-06-18 | 北京科技大学 | 连铸微合金化生产方法 |
| WO2022249797A1 (ja) | 2021-05-26 | 2022-12-01 | Jfeスチール株式会社 | 溶鉄の脱りん方法 |
| KR102793112B1 (ko) * | 2023-07-07 | 2025-04-07 | 현대제철 주식회사 | 전기로 질소 혼입 저감장치 및 이를 포함하는 전기로 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU57377A1 (de) * | 1968-11-25 | 1969-03-03 | ||
| DE2507631A1 (de) * | 1974-02-21 | 1975-09-04 | Matsuzaka Co | Verfahren zum erzeugen von rostfreiem stahl sowie lichtbogenofen zur durchfuehrung dieses verfahrens |
| US3947267A (en) * | 1973-07-23 | 1976-03-30 | Armco Steel Corporation | Process for making stainless steel |
| FR2393851A1 (fr) * | 1977-06-09 | 1979-01-05 | Asea Ab | Procede pour la preparation d'alliages contenant du chrome |
| EP0134857A1 (de) * | 1982-08-30 | 1985-03-27 | Pennsylvania Engineering Corporation | Verfahren zur Herstellung von Sonderstählen in metallurgischen Gefässen |
| EP0229586A2 (de) | 1986-01-16 | 1987-07-22 | MANNESMANN Aktiengesellschaft | Verfahren zur Herstellung hochlegierter Stähle im Sauerstoffblaskonverter |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3912501A (en) * | 1971-05-11 | 1975-10-14 | Castejon Javier Gonzalez De | Method for the production of iron and steel |
| JPS5269812A (en) * | 1975-12-09 | 1977-06-10 | Kobe Steel Ltd | Preparation of ultra low carbon high cr steel |
| SE449373B (sv) * | 1977-07-01 | 1987-04-27 | Dso Cherna Metalurgia | Sett och anordning for raffinering av jernbaserade smeltor i elektrisk reaktionsugn |
| SE431994B (sv) * | 1978-01-24 | 1984-03-12 | Asea Ab | Forfaringssett for injicering av pulverformigt material i en metallurgisk smelta sasom stal |
| JPS54125115A (en) * | 1978-03-24 | 1979-09-28 | Japan Steel Works Ltd | Rephosphorization preventing method of electric furnace steel |
| SU855006A1 (ru) * | 1979-12-03 | 1981-08-15 | Центральный Ордена Трудового Красного Знамени Научно-Исследовательский Институт Черной Металлургии Им. И.П. Бардина | Способ получени стали |
| JPS56130417A (en) * | 1980-03-14 | 1981-10-13 | Mitsubishi Heavy Ind Ltd | Decarburizing method for stainless steel in arc furnace |
| DE3034430A1 (de) * | 1980-09-12 | 1982-04-29 | Boschgotthardshütte O.Breyer GmbH, 5900 Siegen | Verfahren zum zweistufigen herstellen von edelbau- und werkzeugstaehlen |
| JPS5782452A (en) * | 1980-11-06 | 1982-05-22 | Sumitomo Metal Ind Ltd | Manufacture of nonmagnetic high-manganese steel |
| JPS6191319A (ja) * | 1984-10-12 | 1986-05-09 | Nippon Kokan Kk <Nkk> | ア−クプロセスによる溶鋼の精錬方法 |
| JPS61163207A (ja) * | 1985-01-11 | 1986-07-23 | Daido Steel Co Ltd | マルチプロセスによる合金鋼の製法 |
| CA1311787C (en) * | 1986-06-24 | 1992-12-22 | Masahisa Tate | Method of bottom blowing operation of a steel making electric furnace |
| DE3629055A1 (de) * | 1986-08-27 | 1988-03-03 | Kloeckner Cra Tech | Verfahren zum gesteigerten energieeinbringen in elektrolichtbogenoefen |
| JPH01162713A (ja) * | 1987-12-17 | 1989-06-27 | Shinagawa Refract Co Ltd | スクラップ溶解方法 |
| US4913732A (en) * | 1988-05-19 | 1990-04-03 | Nkk Corporation | Method for smelting reduction in electric furnace |
| JPH0234715A (ja) * | 1988-07-25 | 1990-02-05 | Sumitomo Electric Ind Ltd | 鋼の溶解及び二次精錬方法 |
| JP2615213B2 (ja) * | 1989-07-26 | 1997-05-28 | 三菱重工業株式会社 | 12Cr鋳鋼の溶解方法 |
| US5112387A (en) * | 1991-08-21 | 1992-05-12 | Instituto Mexicano De Investigaciones Siderurgicas | Producing stainless steels in electric arc furnaces without secondary processing |
| JPH05117739A (ja) * | 1991-10-25 | 1993-05-14 | Sumitomo Electric Ind Ltd | 鋼の溶解及び二次精練方法 |
| ATE132540T1 (de) * | 1991-11-27 | 1996-01-15 | Air Liquide | Verfahren und vorrichtung zum schmelzen einer charge im ofen |
| AT396942B (de) * | 1991-12-16 | 1993-12-27 | Voest Alpine Ind Anlagen | Verfahren zum herstellen von metallschmelzen, insbesondere stahlschmelzen |
| DE4404313C2 (de) * | 1994-02-11 | 2002-08-01 | Ald Vacuum Techn Ag | Verfahren zum Aufschmelzen und Behandeln von Metallen und Anlage zur Durchführung des Verfahrens |
| JP3056612U (ja) | 1998-06-18 | 1999-02-26 | 武臣 奥原 | 玉葱みじん切り器 |
-
1995
- 1995-01-16 AT AT0005595A patent/AT403293B/de not_active IP Right Cessation
- 1995-12-22 TW TW084113758A patent/TW363081B/zh not_active IP Right Cessation
-
1996
- 1996-01-10 KR KR1019960000345A patent/KR960029466A/ko not_active Withdrawn
- 1996-01-11 DE DE59606475T patent/DE59606475D1/de not_active Expired - Lifetime
- 1996-01-11 US US08/584,819 patent/US6077324A/en not_active Expired - Fee Related
- 1996-01-11 EP EP96890007A patent/EP0721990B1/de not_active Expired - Lifetime
- 1996-01-15 BR BR9600097A patent/BR9600097A/pt not_active IP Right Cessation
- 1996-01-15 CN CN96100860A patent/CN1134984A/zh active Pending
- 1996-01-15 ZA ZA96281A patent/ZA96281B/xx unknown
- 1996-01-16 TR TR96/00032A patent/TR199600032A2/xx unknown
- 1996-01-16 JP JP00518996A patent/JP4195106B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU57377A1 (de) * | 1968-11-25 | 1969-03-03 | ||
| US3947267A (en) * | 1973-07-23 | 1976-03-30 | Armco Steel Corporation | Process for making stainless steel |
| DE2507631A1 (de) * | 1974-02-21 | 1975-09-04 | Matsuzaka Co | Verfahren zum erzeugen von rostfreiem stahl sowie lichtbogenofen zur durchfuehrung dieses verfahrens |
| FR2393851A1 (fr) * | 1977-06-09 | 1979-01-05 | Asea Ab | Procede pour la preparation d'alliages contenant du chrome |
| EP0134857A1 (de) * | 1982-08-30 | 1985-03-27 | Pennsylvania Engineering Corporation | Verfahren zur Herstellung von Sonderstählen in metallurgischen Gefässen |
| EP0229586A2 (de) | 1986-01-16 | 1987-07-22 | MANNESMANN Aktiengesellschaft | Verfahren zur Herstellung hochlegierter Stähle im Sauerstoffblaskonverter |
Non-Patent Citations (2)
| Title |
|---|
| AKADEMISCHER VEREIN HÜTTE E.V.: "HÜTTE, Taschenbuch für Eisenhüttenleute", VERLAG VON WILHELM ERNST & SOHN, BERLIN * |
| HEINEN K H ET AL: "BETRIEBSERGEBNISSE UND QUALITATIVE VORTEILE EINER SEKUNDAERMETALLURGISCHEN BEHANDLUNGSLINIE ZUR ERZEUGUNG VON EDELSTAEHLEN", STAHL UND EISEN, vol. 110, no. 8, 14 August 1990 (1990-08-14), DÜSSELDORF,DE, pages 107 - 112, XP000168116 * |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998048228A1 (fr) * | 1997-04-24 | 1998-10-29 | Paul Wurth S.A. | Procede de fusion d'alliages a base de fer dans un four electrique |
| LU90232B1 (fr) * | 1998-04-08 | 1999-10-11 | Wurth Paul Sa | Procédé de fabrication d'aciers inoxydables et d'aciers à fortes teneurs en elements d'alliage |
| WO1999053105A1 (fr) * | 1998-04-08 | 1999-10-21 | Paul Wurth S.A. | Fabrication d'aciers inoxydables et d'aciers a fortes teneurs en elements d'alliage dans un four electrique comprenant deux zones distinctes |
| CZ303288B6 (cs) * | 1999-06-23 | 2012-07-18 | Sms Siemag Aktiengesellschaft | Zpusob zpetného získávání kovového chrómu ze strusek, obsahujících oxidy chrómu |
| WO2002033130A1 (de) * | 2000-10-18 | 2002-04-25 | Sms Demag Aktiengesellschaft | Verfahren zur erzeugung nichtrostender stähle, insbesondere chrom- und chromnickelhaltiger edelstähle |
| US7094271B2 (en) | 2000-10-18 | 2006-08-22 | Sms Demag Ag | Method for producing stainless steels, in particular high-grade steels containing chromium and chromium-nickel |
| KR100819126B1 (ko) | 2000-10-18 | 2008-04-02 | 에스엠에스 데마그 악티엔게젤샤프트 | 스테인리스 강, 특히 크롬 및 크롬/니켈을 함유한 고급강의 제조 방법 |
| CZ299403B6 (cs) * | 2000-10-18 | 2008-07-16 | Sms Demag Ag | Zpusob výroby nerezavejících ocelí, predevším ušlechtilých ocelí s obsahem chrómu a s obsahem chrómu a niklu |
| WO2003074741A1 (de) * | 2002-03-05 | 2003-09-12 | Sms Demag Aktiengesellschaft | Verfahren zum erzeugen von nichtrostendem stahl, insbesondere von chrom- oder chromnickelhaltigem edelstahl |
| WO2003085141A1 (de) * | 2002-04-10 | 2003-10-16 | Sms Demag Aktiengesellschaft | Verfahren und einrichtung zum erzeugen von c-stählen durch frischen von phosphorreichem roheisen im elektrolichtbogen-ofen oder im konverter-gefäss |
| DE102022101835A1 (de) | 2022-01-26 | 2023-07-27 | Rhm Rohstoff-Handelsgesellschaft Mbh | Verfahren zum Verwerten von Bauteilen, die kohlenstofffaserverstärkten Kunststoff (CFK) aufweisen oder aus diesem bestehen |
| EP4219035A1 (de) | 2022-01-26 | 2023-08-02 | RHM Rohstoff-Handelsgesellschaft mbH | Verfahren zum verwerten von bauteilen, die kohlenstofffaserverstärkten kunststoff (cfk) aufweisen oder aus diesem bestehen |
| DE102022101835B4 (de) | 2022-01-26 | 2024-02-22 | Rhm Rohstoff-Handelsgesellschaft Mbh | Verfahren zum Verwerten von Bauteilen, die kohlenstofffaserverstärkten Kunststoff (CFK) aufweisen oder aus diesem bestehen |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0721990B1 (de) | 2001-02-28 |
| CN1134984A (zh) | 1996-11-06 |
| US6077324A (en) | 2000-06-20 |
| DE59606475D1 (de) | 2001-04-05 |
| ATA5595A (de) | 1997-05-15 |
| AT403293B (de) | 1997-12-29 |
| TW363081B (en) | 1999-07-01 |
| BR9600097A (pt) | 1998-01-27 |
| JPH08225880A (ja) | 1996-09-03 |
| KR960029466A (ko) | 1996-08-17 |
| ZA96281B (en) | 1996-07-31 |
| TR199600032A2 (tr) | 1996-08-21 |
| JP4195106B2 (ja) | 2008-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AT403293B (de) | Verfahren und anlage zum herstellen von legierten stählen | |
| DE69010901T2 (de) | Herstellung von ferrolegierung in einem schmelzbadreaktor. | |
| CN1045129A (zh) | 镍矿石的熔炼还原方法 | |
| WO2022033921A1 (de) | Verfahren zur herstellung von rohstahl und aggregat zu dessen herstellung | |
| EP0842301A1 (de) | Verfahren zum herstellen von puzzolanen, synthetischen hochofenschlacken, belit- oder alitklinkern, sowie von roheisenlegierungen aus oxidischen schlacken sowie vorrichtung zur durchführung dieses verfahrens | |
| DE4234974A1 (de) | Verfahren zur Verstärkung der Stoffumsätze in metallurgischen Reaktionsgefäßen | |
| EP1641946A1 (de) | Verfahren zur herstellung einer legierten metallschmelze und erzeugungsanlage hierzu | |
| EP1629126B1 (de) | Verfahren zur erzeugung einer schaumschlacke auf hochchromhaltigen schmelzen in einem elektroofen | |
| EP0199714B1 (de) | Verfahren zur Herstellung von Stahl aus Eisenschwamm sowie Anlage zur Durchführung des Verfahrens | |
| EP0087405A1 (de) | Verfahren und Einrichtung zur Reduktion von oxidhältigen feinteiligen Erzen | |
| US4198229A (en) | Method of dephosphorization of metal or alloy | |
| DE1923596C3 (de) | Verfahren und Vorrichtung zur Stahlerzeugung | |
| EP0889138B1 (de) | Verfahren und Vorrichtung zur Erzeugung von hochchromhaltigen Stählen und/oder Ferrolegierungen in einem Elektro-Lichtbogen-Konverter | |
| EP0115756B1 (de) | Verfahren und Einrichtung zur Herstellung von Metallen, insbesondere von flüssigem Roheisen, Stahlvormaterial oder Ferrolegierungen | |
| EP1627085A1 (de) | Verfahren zur rückgewinnung von metallischen elementen, insbesondere metallischem chrom, aus metalloxidhaltigen schlacken im elektrolichtbogenofen | |
| EP1332232B1 (de) | Verfahren zur erzeugung nichtrostender stähle, insbesondere chrom- und chromnickelhaltiger edelstähle | |
| US4090869A (en) | Process of manufacturing alloy steels in a continuously charged arc furnace | |
| RU2148659C1 (ru) | Способ производства трубной стали | |
| EP4562202A1 (de) | Verfahren zur herstellung einer eisenschmelze in einem elektrischen einschmelzer | |
| DE4404313C2 (de) | Verfahren zum Aufschmelzen und Behandeln von Metallen und Anlage zur Durchführung des Verfahrens | |
| US4334922A (en) | Process for metal-bath refining | |
| EP1490522B1 (de) | Verfahren zur behandlung von legierten kohlenstoffhaltigen eisenschmelzen zur herstellung von stahl | |
| DE2356924C3 (de) | Verfahren und Vorrichtung zum Erschmelzen von Stählen im Elektroofen | |
| EP0086732A1 (de) | Verfahren zum Erhöhen der Kühlstoffsätze beim Herstellen von Stahl durch Sauerstoffaufblasen | |
| US3244510A (en) | Method of making electrical steel having superior magnetic properties |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB IT SE |
|
| 17P | Request for examination filed |
Effective date: 19970117 |
|
| 17Q | First examination report despatched |
Effective date: 19980504 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| RTI1 | Title (correction) |
Free format text: METHOD OF PRODUCING ALLOYED STEELS AND ARC FURNACE INSTALLATION WITH POSITIONABLE BLOWING LANCES THEREFOR |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VAI TECHNOMETAL GMBH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT SE |
|
| REF | Corresponds to: |
Ref document number: 59606475 Country of ref document: DE Date of ref document: 20010405 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20010430 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Ref country code: FR Ref legal event code: CJ Ref country code: FR Ref legal event code: CD Ref country code: FR Ref legal event code: CA |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20090114 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20100127 Year of fee payment: 15 Ref country code: FR Payment date: 20100211 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100115 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20100325 Year of fee payment: 15 |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110111 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110111 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59606475 Country of ref document: DE Effective date: 20110802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110802 |