EP0437245A2 - Keilzinkenfräsanordnung und mit ihr durchzuführendes Verfahren - Google Patents
Keilzinkenfräsanordnung und mit ihr durchzuführendes Verfahren Download PDFInfo
- Publication number
- EP0437245A2 EP0437245A2 EP91100204A EP91100204A EP0437245A2 EP 0437245 A2 EP0437245 A2 EP 0437245A2 EP 91100204 A EP91100204 A EP 91100204A EP 91100204 A EP91100204 A EP 91100204A EP 0437245 A2 EP0437245 A2 EP 0437245A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- finger
- tables
- boards
- pivoted
- cutter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M3/00—Manufacture or reconditioning of specific semi-finished or finished articles
- B27M3/0013—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles
- B27M3/0026—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles characterised by oblong elements connected laterally
- B27M3/0053—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles characterised by oblong elements connected laterally using glue
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27D—WORKING VENEER OR PLYWOOD
- B27D1/00—Joining wood veneer with any material; Forming articles thereby; Preparatory processing of surfaces to be joined, e.g. scoring
- B27D1/10—Butting blanks of veneer; Joining same along edges; Preparatory processing of edges, e.g. cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F1/00—Dovetailed work; Tenons; Making tongues or grooves; Groove- and- tongue jointed work; Finger- joints
- B27F1/02—Making tongues or grooves, of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F1/00—Dovetailed work; Tenons; Making tongues or grooves; Groove- and- tongue jointed work; Finger- joints
- B27F1/16—Making finger joints, i.e. joints having tapers in the opposite direction to those of dovetail joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M3/00—Manufacture or reconditioning of specific semi-finished or finished articles
- B27M3/0013—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles
- B27M3/002—Manufacture or reconditioning of specific semi-finished or finished articles of composite or compound articles characterised by oblong elements connected at their ends
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/02—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by lever mechanism
- B30B1/08—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by lever mechanism operated by fluid-pressure means
Definitions
- the invention relates to a finger joint milling machine for the production of finger joints on the end face of boards which are to be glued on the end face in continuous succession or individually with boards provided with corresponding finger joints.
- the object of the invention was to significantly reduce the space and cost of a finger jointing system and, on the other hand, to increase its performance and to simplify its operation.
- the invention enables a considerable improvement and effective acceleration of the processing of the boards intended for plywood beams.
- the automatically feedable boards are milled and glued on both sides in one programmable operation. They can then be automatically transported to the finger press again. Manual work, in particular lifting the boards around is avoided
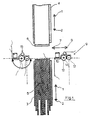
- the finger jointing machine shown in FIG. 1 has two tables 3 and 4 which can be displaced relative to one another in the direction of arrows 1 and 2, over which the boards 5 to be machined, lying upright and arranged in a stack, are pushed and aligned by a stop 6 for processing.
- the milling device 9 can be displaced in front of the end faces of the boards 5 by working cylinders, not shown.
- the milling device 9 consists of a chipper 10 for cutting the ends of the boards 5 in the plane of the dashed line 11, the milling cutter 12 having a finger joint profile for cutting the finger joints and the glue dispensing device 13 with which the cut finger joints are provided with glue. Chipper 11, milling machine 12 and glue dispenser 13 are arranged on a common console, not shown.
- the milling device 9 can be pivoted about the vertical axis 14 of the milling cutter 14 by 180 ° on this console.
- the mode of operation is as follows:
- the boards 5, which have different lengths, are pushed onto the table 3 when it moves back in the direction of arrow 2 and when it moves forward in the direction of arrow 1 at the stop 6 which is then moved into the position of the broken line 11 aligned so that their end faces are in the plane of the chipper 10.
- the milling device 9 then moves in the direction of Arrow 7 through, cuts the ends of the boards 5 smooth, milled the finger joints and provides them with glue, as shown in Figure 2a.
- the milling device 9 travels to position 15 and pivots there about the axis 14 of the milling cutter 12 by 180 °.
- the tables 3 and 4 move towards one another, the table 4 taking over the stack of boards 5 when the tables 3 and 4 move apart again in the direction of the arrows 1 and 2.
- the boards 5 are aligned when the table 4 is moved back in the direction of arrow 2 at its other end to the dashed line 11 and cut smooth in the direction of arrow 8, milled on finger joints and with Apply glue, as shown in Figure 2 b.
- the finger jointing machine 9 is pivoted back into its original position by 180 ° in order to trim the next stack of boards arriving.
- the boards 5 of different lengths are then provided at both ends with geometrically exactly the same and glued finger joints and can now be conveyed one after the other into the finger press and assembled there to form an endless belt.
- the tables 16 and 17 are pivotable about the vertical axes 18 and 19 in the horizontal plane, so that bevel cuts are possible.
- the arrangement of the finger jointing machine 20 is the same as that shown in FIG. 1 However, instead of the chipper 10, a circular saw 10 'is provided, since here the boards have to be cut through at an angle, as shown at 20, and not just dressed.
- the finger joint milling machine turns here in the same way, if it has trimmed the boards on one end side, after swiveling through 180 ° in order to machine the other ends of the boards 5, and swivels back again after reaching its starting position by 180 °
- FIG. 4 shows wooden structures made of plywood support parts that can be produced with boards that are cut to size according to FIG. 3 and are provided with finger joints.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Veneer Processing And Manufacture Of Plywood (AREA)
- Dovetailed Work, And Nailing Machines And Stapling Machines For Wood (AREA)
- Finger-Pressure Massage (AREA)
- Saccharide Compounds (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Seal Device For Vehicle (AREA)
- Surgical Instruments (AREA)
- Electrophonic Musical Instruments (AREA)
- Wire Bonding (AREA)
- Dental Tools And Instruments Or Auxiliary Dental Instruments (AREA)
- Scissors And Nippers (AREA)
Abstract
Description
- Die Erfindung betrifft eine Keilzinkenfräse zur Herstellung von Keilzinken an der Stirnseite von Brettern, die mit mit entsprechenden Keilzinken versehenen Brettern stirnseitig in fortlaufender Folge oder einzeln verleimt werden sollen.
- Bei herkömmlichen Verfahren zur Herstellung von Keilverzinkungen werden Bretter unterschiedlicher Länge hochkant stehend auf einen Frästisch zu Stapeln unter Ausrichten an einer ihrer Stirnseiten zusammengefaßt und dort mit einem Zerspahner oder einer Kreissäge im rechte Winkel zu den Brettersäumen geradegeschnitten. Sodann werden die 10 bis 30 cm langen Keilzinken von einem Profilfräser herausgeschnitten und anschließend mit Leim angegeben. Die Bretter werden im nächsten Schritt an ihren anderen Stirnseiten aufeinander ausgerichtet und von einem zweiten Satz der gleichen Maschinen mit Keilzinken versehen, die mit Leim angegeben werden. Die so bearbeiteten Bretter werden anschließend mit ihren Zinkenprofilen zusammengefügt und während des Abbindens des Leims in einer Keilzinkenpresse verpreßt.
- Bei der so gegebenen Notwendigkeit der Verwendung zweier Profil-fräsen für die beiden Bretterenden muß die Geometrie der beiderseitigen Werkzeuge genau aufeinander verpaßt sein, um beim Zusammensetzen der Bretter zu Bahnen einen völlig exakten Fugenverlauf zu erhalten und Verbindungslücken oder Verquetschungen zu vermeiden, vorallem aber um eine Verleimung der Zinken auf ihre gesamte Länge sicherzustellen. Die Verbindung der Bretter muß so sein, daß sie in ihrer statischen Belastbarkeit der von gewachsenem Holz entspricht. Es entstehen also Anpassungsprobleme beim Nachschleifen der Werkzeuge, was zu zeitraubenden Produktionsunterbrechungen führt. Auch erfordert der doppelte Satz von Bearbeitungsmaschinen erheblichen Stellraum. Es wurde vorgeschlagen, den Fräßtisch für die 5 m und mehr langen Bretter einen um 180° schwenkbaren Frästisch anzuordnen, um mit nur einem Satz der Bearbeitungsmaschinen auszukommen, da dann beide Enden des Bretterstapels an der selben Stelle zugerichtet werden können, doch dann ergibt sich ein noch größerer Platzbedarf und eine Verminderung der Leistung je Zeiteinheit.
- Aufgabe der Erfindung war es, Platzbedarf und Kostenaufwand für eine Keilzinkenfräsanlage wesentlich zu verringern und andererseits ihre Leistung zu erhöhen wie auch ihre Bedienung zu vereinfachen.
- Diese Aufgabe wird mit den in den Ansprüchen angegebenen Maßnahmen gelöst.
- Die Erfindung ermöglicht eine erhebliche Verbesserung und wirkungsvolle Beschleunigung der Bearbeitung der für Schichtholzträger bestimmten Bretter. Die automatisch zuführbaren Bretter werden in einem programmierbaren Arbeitsgang beiderseits gefräst und eingeleimt. Sie können dann wieder automatisch zur Keilzinkenpresse transportiert werden. Handarbeit, insbesondere das Herumheben der Bretter ist vermieden
- Ausführungsbeispiele der Erfindung werden im folgenden an Hand der Zeichnungen näher beschrieben. Es zeigen in schematischer Darstellung
- Fig.1
- eine Draufsicht auf eine erfindungsgemäße Keilzinkenpresse
- Fig.2
- a) die gleiche Keilzinkenfräse bei Beginn des Fräsens der Stirnseite eines Bretterstapels
b) bei Beginn des Fräsens der anderen Stirnseite des gleichen Bretterstapels - Fig.3
- eine andere Ausführungsform eine erfindungsgemäßen Keilzinkenfräse
- Fig.4
- Beispiele der mi der Keilzinkenfräse gemäß Fig.3 herstellbaren Holzkonstruktionen.
- Die in Figur 1 dargestellte Keilzinkenfräse weist zwei gegeneinander in Richtung der Pfeile 1 und 2 verschiebbaren Tishe 3 und 4 auf, über die die zu bearbeitenden, hochkant liegendenden und zu einem Stapel geordneten Bretter 5 geschoben und durch einen Anschlag 6 zur Bearbeitung ausgerichtet werden. In Richtung der Pfeile 7 und 8 ist die Fräsvorrichtung 9 vor den Stirnseiten der Bretter 5 durch nicht dargestellte Arbeitszylinder verschiebbar. Die Fräsvorrichtung 9 besteht aus einem Zerspaner 10 zum Geradeschneiden der Enden der Bretter 5 in der Ebene der gestrichelten Linie 11, der ein Keilzinkenprofil aufweisenden Fräse 12 zum Schneiden der Keilzinken und der Leimangabevorrichtung 13, mit der die geschnittenen Keilzinken mit Leim versehen werden. Zerspaner 11, Fräse 12 und Leimangabevorrichtung 13 sind auf einer gemeinsamen nicht dargestellten Konsole angeordnet. Die Fräsvorrichtung 9 ist um die senkrechte Achse 14 der Fräse 14 um 180° auf dieser Konsole schwenkbar.
- Die Wirkungsweise ist folgende: Die Bretter 5, die verschiedene Längen aufweisen, werden auf den Tisch 3 bei dessen Zurückfahren in Richtung des Pfeiles 2 aufgeschoben und bei dessen Wiedervorfahren in Richtung des Pfeiles 1 an dem dann in die Lage der gestrichelten Linie 11 versetzten Anschlag 6 ausgerichtet, sodaß ihre Stirnseiten in der Ebene des Zerspaners 10 liegen Die Fräsvorrichtung 9 fährt dann in Richtung des Pfeiles 7 durch, schneidet die Enden der Bretter 5 glatt, fräst die Keilzinken und versieht sie mit Leim, wie dies in Figur 2 a dargestellt ist. Die Fräsvorrichtung 9 fährt bis zur Position 15 durch und schwenkt dort um die Achse 14 der Fräse 12 um 180°. Gleichzeitig fahren die Tische 3 und 4 aufeinander zu, wobei der Tisch 4 den Stapel der Bretter 5 beim erneuten Auseinanderfahren der Tische 3 und 4 in Richtung der Pfeile 1 und 2 übernimmt. Nach Versetzen des Anschlages 6 in die in Figur 1 gezeigte Stellung werden die Bretter 5 bei Wiederzurückfahren des Tisches 4 in Richtung des Pfeiles 2 an ihrem anderen Ende auf die gestrichelte Linie 11 ausgerichtet und in der Richtung des Pfeiles 8 glattgeschnitten, auf Keilzinken gefräst und mit Leim versehen, wie dies Figur 2 b zeigt. In ihrer Endposition wird die Keilzinkenfräse 9 wieder um 180° in ihre ursprüngliche Stellung zurückgeschwenkt, um den nächsten ankommenden Bretterstapel zu beschneiden.
- Die verschiedenlangen Bretter 5 sind dann an beiden Enden mit geometrisch genau gleichen und beleimten Keilverzinkungen versehen und können nun einzeln hintereinander in die Keilzinkenpresse befördert und dort zu einem endlosen Band zusammengesetzt werden.
- Bei der Ausführungsform zu Figur 3 sind die Tische 16 und 17 um die senkrechten Achsen 18 und 19 in horizontaler Ebene schwenkbar, sodaß Schrägschnitte möglich sind. Die Anordnung der Keilzinkenfräse 20 ist die gleiche wie die bei der in Figur 1 gezeigte Es ist jedoch statt des Zerspaners 10 eine Kreissäge 10' vorgesehen, da hier die Bretter in einem Winkel, wie er bei 20 gezeigt ist, durchgeschnitten und nicht nur abgerichtet werden müssen.
- Die Keilzinkenfräse kehrt hier in gleicher Weise, wenn sie die Bretter an einer Stirnseite beschnittewn hat, nach Schwenken um 180° um, um die anderen Enden der Bretter 5 zu bearbeiten, und sie schwenkt nach Erreichen ihrer Ausgangsposition wieder um 180° zurück
- In Figur 4 sind Holzkonstruktionen aus Schichtholzträgerteilen dargestellt, die sich mit Brettern herstellen lassen, die mit der Anardnung gemäß Figur 3 zugeschnitten und mit Keilverzinkungen versehen sind.
- Bei den gezeigten Ausführungsformen können alle Bewegungen der Tische 3, 4 , 16 und 17 sowie die der Keilzinkenfräsen 9 und 20 bzw. die ihrer Konsolen mit Hilfe von Arbeitszylinder ausgeführt werden, wobei die gesamte hydraulische Anlage auf den beschriebenen Arbeitsgang programmiert sein kann, sodaß Handarbeit im laufenden Arbeitsgang vollständig vermieden wird.
Claims (4)
- Keilzinkenfräsanordnung zur Herstellung von Keilzinken an der Stirnseite von Brettern, die mit mit entsprechenden Keilzinken versehenen Brettern stirnseitig in fortlaufender Folge oder einzeln verleimt werden sollen, die die folgenden Merkmale aufweisen:a) zwei gegeneinander verschiebbare Tische (3,4,16,17) zur Aufnahme und zum Transport der in einem Stapel hochkant stehenden Bretter(5), wobei an der dem anderen Tisch gegenüberliegenden Seite jedes Tisches(3,4, 16,17) ein abschwenkbarer Anschlag(6) zum Ausrichten der Bretter(5) bei Vorrücken des Tisches(3,4,16,17) in Richtung auf den anderen Tisch vorgesehen ist,b) eine zwischen den Tischen(3,4,16,17) hin- und zurückfahrbare Keilzinkenfräse(9, 20), bestehend aus einem Zerspaner(10) oder einer Kreissäge(10')zum zuschneiden der Stirnseiten der Bretter(5), einer Fräse(12) zum Ausschneiden der Keilzinken und einer Leimangabevorrichtung(13) zum Versehen der Keilzinken mit Leimc) hydraulische Arbeitszylinder zur Bewegung der Tische(3,4,16,17) gegeneinander und von einander weg sowie zur Hin-und Rückwärtsbewegung der Keilzinkenfräse(9,20) quer zur Bewegungsrichtung der Tische(3,4,16,17).
- Keilzinkenfräsenanordnung nach Anspruch 1,
dadurchgekennzeichnet , daß die Keilzinkenfräse (9,20) auf einer zwischen den Tischen(3,4,16,17) hin-und herfahrbaren Konsole angeordnet ist und daß sie in den außerhalb der Tische(3,4,9,20) liegenden Endpositionen um die senkrechte Achse(14) der Fräse(12) um 180° schwenkbar ist. - Keilzinkenfräsanordnung nach Anspruch 1,2
dadurch gekennzeichnet, daß die Tische(6,17) zur Herstellung von Schrägschnitten um senkrechte Achsen (18,19) in horizontaler Ebene schwenkbar sind. - Mit der Keilzinkenanordnung nach Anspruch 1,2, durchzuführendes Verfahren,
dadurch gekennzeichnet, daß die Bretter (5) von einem ersten Tisch(3) aufgenommen und zum Ausrichten gegen einen Anschlag(6) und in die Arbeitsebene(11) der Keilzinkenfräse(9) geschoben werden, daß sodann nach Abschwenken des Zerspaners(6) die Keilzinkenfräse(9) zum Schneiden und Beleimen der Keilzinken zwischen den Tischen (3,4,) durchgefahren und bei Erreichen ihrer Endposition um 180° geschwenkt wird, und daß sodann die an ihrer einen Stirnseite bearbeiteten Bretter(5) bei Zusammenfahren der Tische(3,4,) von dem zweiten Tisch(4) übernommen und nach Auseinanderfahren der Tische (3,4) wieder rückwärts gegen einen Ansachlag(6) auf die Bearbeitungsebene(11) der Keilzinkenfräse(9) ausgerichtet werden, worauf die um 180° gewendete Keilzinkenfräse(9) zwischen den Tischen(3,4) zur Herstellung der Keilzinken und deren Beleimung am anderen Ende der Bretter(5) zurückgefahren und in ihrer Endposition wieder um 180° zurückgeschwenkt wird.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19904000804 DE4000804A1 (de) | 1990-01-12 | 1990-01-12 | Energie- platz- und kostensparendes verfahren zur herstellung von endlosen hoelzern durch keilzinkung zu brettschichtholztraegern und anderen holzerzeugnissen, die ohne belastung der noch nicht ausgehaerteten keilzinkenfuge eine verleimung zu schichtholz ermoeglicht, sowie vorrichtungen dazu |
| DE4000804 | 1990-01-12 | ||
| DE4035423A DE4035423A1 (de) | 1990-01-12 | 1990-11-07 | Energie- platz- und kostensparendes verfahren zur herstellung von endlosen hoelzern durch keilzinkung zu brettschichtholztraegern und anderen holzerzeugnissen, die ohne belastung der noch nicht ausgehaerteten keilzinkenfuge eine verleimung zu schichtholz ermoeglicht sowie vorrichtungen dazu |
| DE4035423 | 1990-11-07 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0437245A2 true EP0437245A2 (de) | 1991-07-17 |
| EP0437245A3 EP0437245A3 (en) | 1991-11-06 |
| EP0437245B1 EP0437245B1 (de) | 1996-06-26 |
Family
ID=25889021
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91100205A Expired - Lifetime EP0437246B1 (de) | 1990-01-12 | 1991-01-08 | Keilzinkenpresse |
| EP91100204A Expired - Lifetime EP0437245B1 (de) | 1990-01-12 | 1991-01-08 | Keilzinkenfräsanordnung und mit ihr durchzuführendes Verfahren |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91100205A Expired - Lifetime EP0437246B1 (de) | 1990-01-12 | 1991-01-08 | Keilzinkenpresse |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US5137066A (de) |
| EP (2) | EP0437246B1 (de) |
| JP (2) | JPH04211901A (de) |
| AT (2) | ATE139724T1 (de) |
| DE (3) | DE4035423A1 (de) |
| FI (2) | FI910164A (de) |
| RU (2) | RU2070108C1 (de) |
| YU (2) | YU2291A (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0512503A2 (de) * | 1991-05-07 | 1992-11-11 | Reinhard Dimter | Keilzinkenpresse sowie kombinierte Keilzinkenfräs, - beleim und -pressanlage |
| US8091698B2 (en) | 2007-05-15 | 2012-01-10 | Joema Gmbh | Transport device for a finger jointing system |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5457869A (en) * | 1992-12-07 | 1995-10-17 | Doyle; James J. | Slat removal and nail stubble elimination apparatus for use in repairing pallets |
| US5588578A (en) * | 1994-09-02 | 1996-12-31 | Doyle; James J. | Nail flattening apparatus |
| US5679191A (en) * | 1995-07-20 | 1997-10-21 | Robinson; T. Lee | Method of fabricating trailer length platform truck flooring |
| US5934347A (en) * | 1997-06-19 | 1999-08-10 | Phelps; Marvin M. | System and process for material management |
| US6701984B2 (en) | 1999-12-15 | 2004-03-09 | 9069-0470 Quebec Inc. | Wood board made of a plurality of wood pieces, method of manufacture and apparatus |
| US6546980B2 (en) * | 2001-06-26 | 2003-04-15 | Feng-Yuan Chen | Method of fabricating bamboo slats for bamboo blinds |
| DE102004040129B3 (de) * | 2004-08-18 | 2005-09-08 | Nkt Neue-Keilzink-Technologie Maschinenbau Ohg | Vorrichtung zum Bearbeiten der Stirnseiten von Schnitthölzern |
| US7703488B1 (en) | 2006-04-14 | 2010-04-27 | Douglas Lawrence M | Through dovetailing jig assembly |
| US8342161B2 (en) * | 2007-01-18 | 2013-01-01 | New Archery Products Corp. | Arrow rest |
| US7857019B2 (en) * | 2008-06-03 | 2010-12-28 | Phillip Freeman Willis | System and method for cutting a profile in a workpiece |
| CN103612297A (zh) * | 2013-11-25 | 2014-03-05 | 杨洪斌 | 酸枝木指接板方法 |
| CN108406985A (zh) * | 2018-05-16 | 2018-08-17 | 沙县香材主机械制造有限公司 | 一种自锁式拼板装置 |
| CN112497385B (zh) * | 2020-11-25 | 2022-07-12 | 高邮市力博机床附件厂 | 一种木工接料装置中的喷胶机构 |
| US11787081B1 (en) | 2023-05-30 | 2023-10-17 | Frametec Alpha IP LLC | Wooden truss manufacturing system and method |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1453268A1 (de) * | 1964-04-28 | 1969-10-02 | Erwin Dimter | Keilzinkenfraesmaschine |
| DE1921599A1 (de) * | 1969-04-28 | 1970-11-12 | Hombak Maschinenfab Kg | Anlage zur Stirnholzverleimung mittels Keilzinken |
| DE2504307A1 (de) * | 1975-02-03 | 1976-08-05 | Kindal Kapital Und Handelsgese | Vorrichtung zum ausrichten von ungleichlangen hoelzern im paket |
| DE2612134A1 (de) * | 1975-03-22 | 1976-10-14 | Wadkin Ltd | Verfahren und vorrichtung zur bildung von verbindungsstellen in holz |
| DE2854621A1 (de) * | 1975-10-09 | 1980-07-03 | Sauter Maschbau | Spannvorrichtung in einer maschine zur herstellung von keilzinken an den stirnenden von holzwerkstuecken |
| EP0292863A2 (de) * | 1987-05-26 | 1988-11-30 | Okoma Oberkochener Maschinen Gmbh | Holzbearbeitungsmaschine |
| DE8900075U1 (de) * | 1988-01-07 | 1989-07-06 | Essetre Di Sella Giovanni, Thiene, It |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1110393B (de) * | 1958-02-24 | 1961-07-06 | Huebel & Platzer | Vorrichtung zum Laengsverleimen von Holz oder holzaehnlichen Werkstoffen |
| DE1212282B (de) * | 1963-02-06 | 1966-03-10 | Huebel & Platzer | Einrichtung zum Verbinden von Werkstuecken an ihren Stirnenden mittels eines Bindemittels, insbesondere von Werkstuecken aus Holz |
| DE2524100A1 (de) * | 1975-05-30 | 1976-12-09 | Festo Maschf Stoll G | Einrichtung zum aufarbeiten von werkstuecken in form von holz-laengsverschnitt kleiner laenge zu nutzholz, beispielsweise leisten, balken und/oder dgl. |
| GB1464807A (en) * | 1975-09-25 | 1977-02-16 | Nord B I | Method and apparatus for the joining together of pieces of wood |
| GB1509473A (en) * | 1976-11-29 | 1978-05-04 | Cook Bolinders Ltd | Finger jointing machine |
| US4248280A (en) * | 1978-12-07 | 1981-02-03 | Taylor Keith A | Method and machine structure for finger jointing of lumber |
| SU1167013A1 (ru) * | 1984-02-10 | 1985-07-15 | Южный Зональный Проектный И Научно-Исследовательский Институт Сельского Строительства | Устройство дл соединени заготовок по длине |
| GB8608892D0 (en) * | 1986-04-11 | 1986-05-14 | Wadkin Public Ltd Co | Cutting end joints |
-
1990
- 1990-11-07 DE DE4035423A patent/DE4035423A1/de not_active Ceased
-
1991
- 1991-01-08 DE DE59105282T patent/DE59105282D1/de not_active Expired - Fee Related
- 1991-01-08 DE DE59107952T patent/DE59107952D1/de not_active Expired - Fee Related
- 1991-01-08 AT AT91100204T patent/ATE139724T1/de not_active IP Right Cessation
- 1991-01-08 AT AT91100205T patent/ATE121665T1/de not_active IP Right Cessation
- 1991-01-08 EP EP91100205A patent/EP0437246B1/de not_active Expired - Lifetime
- 1991-01-08 EP EP91100204A patent/EP0437245B1/de not_active Expired - Lifetime
- 1991-01-10 JP JP3001594A patent/JPH04211901A/ja active Pending
- 1991-01-10 YU YU2291A patent/YU2291A/sh unknown
- 1991-01-10 YU YU2791A patent/YU2791A/sh unknown
- 1991-01-10 JP JP3001597A patent/JPH04211902A/ja not_active Withdrawn
- 1991-01-11 US US07/640,244 patent/US5137066A/en not_active Expired - Fee Related
- 1991-01-11 FI FI910164A patent/FI910164A/fi not_active Application Discontinuation
- 1991-01-11 RU SU914894266A patent/RU2070108C1/ru active
- 1991-01-11 US US07/640,245 patent/US5090462A/en not_active Expired - Fee Related
- 1991-01-11 FI FI910163A patent/FI910163A/fi not_active Application Discontinuation
- 1991-01-11 RU SU914894369A patent/RU2067525C1/ru active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1453268A1 (de) * | 1964-04-28 | 1969-10-02 | Erwin Dimter | Keilzinkenfraesmaschine |
| DE1921599A1 (de) * | 1969-04-28 | 1970-11-12 | Hombak Maschinenfab Kg | Anlage zur Stirnholzverleimung mittels Keilzinken |
| DE2504307A1 (de) * | 1975-02-03 | 1976-08-05 | Kindal Kapital Und Handelsgese | Vorrichtung zum ausrichten von ungleichlangen hoelzern im paket |
| DE2612134A1 (de) * | 1975-03-22 | 1976-10-14 | Wadkin Ltd | Verfahren und vorrichtung zur bildung von verbindungsstellen in holz |
| DE2854621A1 (de) * | 1975-10-09 | 1980-07-03 | Sauter Maschbau | Spannvorrichtung in einer maschine zur herstellung von keilzinken an den stirnenden von holzwerkstuecken |
| EP0292863A2 (de) * | 1987-05-26 | 1988-11-30 | Okoma Oberkochener Maschinen Gmbh | Holzbearbeitungsmaschine |
| DE8900075U1 (de) * | 1988-01-07 | 1989-07-06 | Essetre Di Sella Giovanni, Thiene, It |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0512503A2 (de) * | 1991-05-07 | 1992-11-11 | Reinhard Dimter | Keilzinkenpresse sowie kombinierte Keilzinkenfräs, - beleim und -pressanlage |
| EP0512503A3 (en) * | 1991-05-07 | 1993-05-05 | Reinhard Dimter | Finger jointing press and combined finger jointing milling, gluing and press installation |
| US8091698B2 (en) | 2007-05-15 | 2012-01-10 | Joema Gmbh | Transport device for a finger jointing system |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0437245B1 (de) | 1996-06-26 |
| ATE121665T1 (de) | 1995-05-15 |
| US5137066A (en) | 1992-08-11 |
| JPH04211901A (ja) | 1992-08-03 |
| EP0437246B1 (de) | 1995-04-26 |
| EP0437246A3 (en) | 1991-11-06 |
| DE59107952D1 (de) | 1996-08-01 |
| YU2791A (sh) | 1995-01-31 |
| FI910163A (fi) | 1991-07-13 |
| JPH04211902A (ja) | 1992-08-03 |
| YU2291A (sh) | 1995-01-31 |
| ATE139724T1 (de) | 1996-07-15 |
| US5090462A (en) | 1992-02-25 |
| EP0437246A2 (de) | 1991-07-17 |
| FI910164A0 (fi) | 1991-01-11 |
| RU2070108C1 (ru) | 1996-12-10 |
| DE4035423A1 (de) | 1992-06-04 |
| FI910163A0 (fi) | 1991-01-11 |
| FI910164A (fi) | 1991-07-13 |
| DE59105282D1 (de) | 1995-06-01 |
| EP0437245A3 (en) | 1991-11-06 |
| RU2067525C1 (ru) | 1996-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0437245A2 (de) | Keilzinkenfräsanordnung und mit ihr durchzuführendes Verfahren | |
| EP0229668B1 (de) | Schneidmaschine für plattenförmige Werkstücke | |
| DE2928949A1 (de) | Verfahren und vorrichtung zur spanenden zerlegung von baumstaemmen in allseitig bearbeitete holzerzeugnisse | |
| DE19521488A1 (de) | Schneidemaschine für längliche Werkstücke | |
| EP0453935B1 (de) | Verfahren und Vorrichtung zum Überführen von gestapeltem, blattförmigem Gut von einem Ausgangsfeld zu einem Eingangsfeld einer Schneidmaschine | |
| EP0242352B1 (de) | Vorrichtung zur spanenden bearbeitung der seiten von holzstämmen | |
| EP0217784B1 (de) | Verfahren und Vorrichtung zum Besäumen von Baumstämmen | |
| EP0910248A1 (de) | Verfahren und vorrichtung sowie stanzwerkzeug zur herstellung von einzelnen teigstücken aus einer kontinuierlichen teigbahn | |
| EP0261568B1 (de) | Holzbearbeitungsmaschine | |
| DE2330476C3 (de) | Plattenfertigaufteileinrichtung | |
| EP0602308A1 (de) | Vorrichtung zur Bearbeitung der Kantenränder von fortlaufend bewegten plattenförmigen Werkstücken | |
| DE3741171A1 (de) | Zimmerei-abbundanlage | |
| DE3913765C2 (de) | ||
| DE2920755A1 (de) | Einrichtung und verfahren zum stirnseitigen zusammensetzen von hoelzern mittels keilzinkenverbindungen | |
| DE2518359A1 (de) | Holzbearbeitungs-maschine | |
| EP0292864B1 (de) | Holzbearbeitungsmaschine | |
| DE2720762A1 (de) | Verfahren und vorrichtung zum verarbeiten von rundholz zu schnittholz | |
| DE3840325C2 (de) | Aufteilsägemaschine | |
| EP3922422A1 (de) | Verfahren zum verarbeiten plattenförmiger werkstücke | |
| CH665159A5 (de) | Schleifmaschine. | |
| DE2553042B2 (de) | Gerät zum Kappen | |
| DE4414322C2 (de) | Verfahren zum gleichzeitigen Abfasen der Querkanten mindestens zweier übereinanderliegenden Gipskastenplatten | |
| EP0254798A2 (de) | Verfahren und Maschine zur Herstellung von Kanteln | |
| EP0394521B1 (de) | Verfahren und Vorrichtung zum Zuschneiden und/oder Besäumen von Werkstücken aus Holz oder dergleichen | |
| EP0055793A2 (de) | Vorrichtung zum Besäumen von Holzbrettern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19910123 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT DE FR GB IT SE |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19930312 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: DIMTER, ERWIN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19930923 |
|
| 18RA | Request filed for re-establishment of rights before grant |
Effective date: 19940308 |
|
| 18RR | Decision to grant the request for re-establishment of rights before grant |
Free format text: 941006 ANGENOMMEN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8570 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR GB IT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19960626 Ref country code: FR Effective date: 19960626 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19960626 |
|
| REF | Corresponds to: |
Ref document number: 139724 Country of ref document: AT Date of ref document: 19960715 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59107952 Country of ref document: DE Date of ref document: 19960801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19960926 |
|
| EN | Fr: translation not filed | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19960626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970108 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20080331 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090801 |