EP0374536A2 - Machine de bobinage - Google Patents
Machine de bobinage Download PDFInfo
- Publication number
- EP0374536A2 EP0374536A2 EP89121960A EP89121960A EP0374536A2 EP 0374536 A2 EP0374536 A2 EP 0374536A2 EP 89121960 A EP89121960 A EP 89121960A EP 89121960 A EP89121960 A EP 89121960A EP 0374536 A2 EP0374536 A2 EP 0374536A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- contact roller
- winding
- spindle
- thread
- bobbin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004804 winding Methods 0.000 title claims abstract description 181
- 238000000034 method Methods 0.000 claims description 22
- 230000007246 mechanism Effects 0.000 claims description 6
- 239000011324 bead Substances 0.000 claims description 4
- 230000005484 gravity Effects 0.000 claims description 4
- 230000003247 decreasing effect Effects 0.000 claims description 3
- 230000036961 partial effect Effects 0.000 claims description 3
- 230000001681 protective effect Effects 0.000 claims description 3
- 230000010355 oscillation Effects 0.000 claims 1
- 238000011144 upstream manufacturing Methods 0.000 claims 1
- 230000008859 change Effects 0.000 description 14
- 230000001360 synchronised effect Effects 0.000 description 10
- 238000013461 design Methods 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 230000008901 benefit Effects 0.000 description 7
- 230000029058 respiratory gaseous exchange Effects 0.000 description 6
- 238000003780 insertion Methods 0.000 description 5
- 230000037431 insertion Effects 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 239000000725 suspension Substances 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 230000002441 reversible effect Effects 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 230000001154 acute effect Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 238000009412 basement excavation Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
- B65H54/34—Traversing devices; Package-shaping arrangements for laying subsidiary winding, e.g. transfer tails
- B65H54/346—Traversing devices; Package-shaping arrangements for laying subsidiary winding, e.g. transfer tails on or outwardly of the fully wound yarn package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/40—Arrangements for rotating packages
- B65H54/52—Drive contact pressure control, e.g. pressing arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/70—Other constructional features of yarn-winding machines
- B65H54/72—Framework; Casings; Coverings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H65/00—Securing material to cores or formers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/04—Arrangements for removing completed take-up packages and or replacing by cores, formers, or empty receptacles at winding or depositing stations; Transferring material between adjacent full and empty take-up elements
- B65H67/044—Continuous winding apparatus for winding on two or more winding heads in succession
- B65H67/048—Continuous winding apparatus for winding on two or more winding heads in succession having winding heads arranged on rotary capstan head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the invention relates to a winding machine according to the preamble of claim 1 and a method for changing bobbins.
- the winding machine in which the relative movement between the contact roller and the winding spindle is carried out in accordance with the growing bobbin diameter by rotating the bobbin turret, is known from EP-B1 1359 and US Pat. Nos. 4,298,171 and EP-B1 15410.
- the contact roller is fixed in the machine frame.
- the winding spindles are mounted in rockers which are pivotally mounted on the turret, so that the winding spindles can assume an outer and an inner radial position relative to the turret.
- the relative movement between the winding spindle and the contact roller is effected when the bobbin turret is stationary by swinging out the rocker.
- the rocker is then determined relative to the reel turret and the relative movement between the reel spindle and the contact roller is effected by rotating the reel turret.
- a torque is exerted on the turret by means of pneumatic or hydraulic cylinders. This torque is counteracted by the torque of the force exerted by the stationary contact roller on the spool or the spool. The increase in this force as the coil diameter increases causes the turret to rotate.
- a winding machine is known from US Pat. No. 4,106,710 (Bag. 943), in which the bobbin turret stands still during the bobbin travel and the bobbin spindle in operation thus remains stationary.
- the contact roller is mounted on a carriage which is movable essentially radially to this winding spindle. The contact roller can therefore move relative to the carriage.
- pneumatic cylinder-piston units are controlled which serve to compensate for the weight of the slide.
- the contact roller therefore does not rest on the spool with the weight of all the components of the slide, but only with a reduced force. As the coil diameter increases, the coil must therefore exert the force required to move the carriage, which corresponds to the reduced force mentioned.
- a winding machine is known in which a winding spindle is mounted in a movable carriage.
- the contact roller is mounted in a likewise movable carrier.
- the carriage of the winding spindle is held by pneumatic cylinders which are pressurized depending on the movement of the carrier of the contact roller. This compensates for the weight of the carriage with the winding spindle and bobbin.
- the coil diameter increases, the in the Cylinder pressure exerted so lowered that the carriage sinks due to its own weight. Stick-slip effects are also inevitable.
- This winding machine is not suitable for lossless winding on two alternating winding spindles, since for this it would also have to contain a rotatable bobbin turret on which the two winding spindles are mounted.
- the invention has for its object to provide a winding machine in which the radial contact pressure between the contact roller and the bobbin changes continuously and only slightly in the course of the bobbin travel and is simple and compact.
- the position of the contact roller remains essentially unchanged in the course of the winding cycle, even as the bobbin diameter increases.
- the required relative movement, with which the distance between the axis of the contact roller and the axis of the operating bobbin spindle is adapted to the growing bobbin diameter, is carried out by rotating the bobbin turret during the bobbin travel.
- the rotation is effected by a motor.
- the motor is controlled by a sensor which detects the movement of the contact roller, ie in particular the path which the carrier of the contact roller takes.
- the motor of the bobbin turret is controlled so that the turret rotates so far, even with very small movements of the contact roller, that the winding spindle dodges with the increasing bobbin diameter of the contact roller, while the contact roller barely leaves its starting position and immediately reaches it again.
- the actuation of the motor assigned to the coil turret thus takes place as a function of the output signal of the sensor, which detects the deviation between the actual value and the target value of the position of the contact roller.
- the rotary actuator can be operated step by step.
- the rotary control device is given a certain maximum value of the deviation between the actual value and the setpoint value of the position of the contact roller, e.g. programmed. As long as the deviation is smaller than this predetermined maximum value of the deviation, the rotary drive is braked so that the coil turret cannot change its rotational position.
- the brake is released and the coil turret is rotated at a predetermined speed until the deviation between the target value and the actual value is again below the predetermined maximum value of the deviation.
- the rotary drive is actuated by the rotary control device and the sensor in such a way that the rotary drive is constantly in operation and the turret rotates continuously in such a way that the deviation between the desired value and the actual value of the position of the contact roller is corrected to a certain, low value becomes.
- the contact roller and its carrier as well as the operating reel spindle and the reel turret with the rotary drive thus form, together with the rotary control device and the sensor, a control circuit by means of which the position of the contact roller is kept essentially unchanged.
- the center distance between the contact roller and the operating winding spindle is not dependent on that between the contact roller and the
- the winding machine according to this invention is preferably used for winding freshly spun man-made fibers in spinning plants.
- the bobbin turret rotates in the same direction of rotation as the operating spindle, and so-called synchronous catching is made possible.
- EP-A 0 286 893 EP-1575
- US patent still pending
- the contact force increases initially. It is therefore wound with a low contact pressure at the start of the winding cycle, thereby avoiding damage to the first thread layers. Furthermore, the change in contact pressure can be kept small.
- the guidance of the contact roller as well as the pivot point of the coil turret and the turning circle of the coil turret on which the spindle axes lie (spindle turning circle), as well as the radius of the contact roller relative to each other are designed so that at the desired maximum diameter ratio the change in the contact pressure of the contact roller on The bobbin remains within the desired limits during the winding cycle.
- the quotient is used as the diameter ratio: Diameter of the winding spindle at the beginning of the winding cycle (empty tube) Diameter of the winding spindle at the end of the winding cycle (full bobbin) understood.
- This operating diameter ratio is at least 1: 3 in modern winding machines.
- the permitted change in the radial contact pressure is in any case less than 50%, the contact pressure assuming a lower value, which means that it may initially increase at most.
- the radial force exerted by the contact roller on the bobbin will change by no more than 10% in the course of the winding cycle in the solution according to claim 4, preferably by no more than 5% after winding the first thread layers.
- the winding machine according to this invention is operated in such a way that the bobbin turret is rotated in the same direction of rotation as the operating bobbin spindle as the bobbin diameter increases.
- the winding spindles are driven by axle drive motors, with each winding spindle being assigned an axle drive motor.
- the relief device can be, for example, a force transmitter for a constant force, for example a spring or a pneumatic or hydraulic cylinder-piston unit, which is subjected to constant pressure.
- a loading device e.g. a hydraulic or pneumatic cylinder-piston unit is provided, which acts on the carrier of the contact roller and generates the necessary contact pressure.
- the loading device can be designed so that it generates a constant contact pressure. However, it is also possible to design the loading device in such a way that the contact pressure is controlled in the course of the winding travel according to a certain programmed course.
- the carrier on which the contact roller is mounted is preferably a rocker arm which is pivotally mounted on one side in the machine frame and at the other free end of which the contact roller is seated (claim 7). If the contact roller is to rest on the spool with its own weight, the rocker is arranged horizontally or inclined. If the contact roller is to rest on the spool without the influence of its weight, the rocker must be arranged essentially vertically.
- the suspension in a rubber block also has the advantage that the rubber block not only the pivoting movement within the scope of the slight measuring deflections of the contact roller, but also a movement perpendicular to it, i.e. on the connecting line between the pivot axis and the axis of the contact roller.
- the contact roller can align not only in the swivel direction, but also perpendicular to it, parallel to the axis of the winding spindle. It is also particularly important that the rubber block dampens the movement of the contact roller.
- the traversing according to this invention can be one of the traversing devices known from the prior art.
- the traversing device can be fixed in place in the machine frame.
- the thread that wraps around the contact roller is deposited on the contact roller with the traversing law of the traversing device, the reversal of stroke depending on the distance between the traversing device and the line of the thread on the contact roller. Any change to this distance is included in the filing law.
- the embodiment according to claim 9 and 10 or 11 ensures that, despite the slight movement of the contact roller, the distance between the traversing device and the contact roller does not change in the course of the winding cycle.
- the traversing device is preferably also mounted on a rocker arm, which is pivotably mounted either coaxially with the rocker arm of the contact roller or on the rocker arm of the contact roller. This makes it possible to maintain the traversing device from the con Lift the clock roller so that on the one hand the contact roller and on the other hand the traversing device is easily accessible.
- the measure according to claims 9 to 11 prevents the traversing also executing a movement perpendicular to the thread run when it moves relative to the contact roller.
- a drive device acts on the carrier of the traversing mechanism, by means of which the distance between the contact roller and the traversing mechanism can be changed in the course of the winding travel.
- the invention thus also offers the possibility of traveling with a variable traverse stroke during the winding travel.
- the drive device is controlled according to a predetermined program.
- Appropriate programming can shorten the stroke in the course of the winding travel, in particular at the beginning of the winding travel (claim 14).
- the invention also solves the problem of changing bobbins.
- the bobbin should be changed so that the thread is wound without interruption.
- the bobbin turret is always rotated in the same direction of rotation both during the bobbin travel and when changing the bobbin.
- the bobbin turret rotates in the same direction as the operating bobbin spindle. This means that the idle spindle must move past the contact roller when it is moved into its operating position. This results in a narrowing of the geometric design options. This restriction is also avoided by the configuration according to claim 6. It should be emphasized that the contact roller only has a slight movement of e.g. 10 mm.
- a deflecting thread guide is required for synchronized catching, which deflects the thread from the normal plane of the catch slot of the empty tube into a normal plane of the full bobbin (cf. PCT / DE 89/00094).
- this deflecting thread guide designed as a sheet metal, serves, together with a further protective sheet, the purpose of protecting the empty sleeve to be put into operation against the full spool which is still rotating. In particular, it can happen that the torn or cut thread end lifts off the rotating full spool and damages the thread layers forming on the empty tube.
- Claim 17 creates a complete encapsulation of the full bobbin with respect to the empty tube before the thread is cut off or torn off.
- the measure according to claim 17 can be used advantageously in all winding machines which are designed according to the preamble of claim 1.
- the method for changing the bobbin on the winding machine results from claim 18 with advantageous developments according to claims 19 to 21.
- the mobility of the contact roller is used, which in the context of this invention serves to control or regulate the rotary drive of the bobbin turret in the course of the bobbin travel as a function of the growing bobbin diameter.
- this function is overridden during the formation of the first thread layers on the empty tube. This ensures that the coil turret can remain in its position for two times.
- the full bobbins can be removed from the bobbin spindle, which has now moved into their rest position, for which purpose, in particular, an automatic bobbin changer can serve.
- the measuring function of the contact roller by means of which the growing bobbin diameter is detected, can be started again after a certain programmed time has elapsed or after the full bobbins have been replaced by empty tubes on the bobbin spindle which is at rest by lowering the contact roller and making contact is brought with the operating winding spindle.
- a special control is dispensed with by the measure according to claim 20.
- the restart of the measuring function of the contact roller takes place in that, as the coil diameter increases, contact between the coil and the contact roller again results in a measurement deflection of the carrier of the contact roller.
- the contact roller is driven during the non-contact time, preferably driven at a peripheral speed that essentially corresponds to the target peripheral speed of the coil.
- a suitable drive for this can be seen from DE-A 38 34 032.
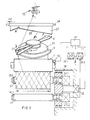
- the winding machine shown is supplied with the thread 3 by the delivery unit 17 without interruption at a constant speed.
- the thread is first passed through the head thread guide 1, which forms the tip of the traversing triangle.
- the thread with direction of movement 2 then arrives at the traversing device 4, which will be described later.
- Behind the traversing device the thread on the contact roller 11 is deflected at more than 90 ° and then wound on the spool 6.
- the coil 6 is formed on the winding tube 10.1.
- the winding tube 10.1 is clamped on the freely rotatable spindle 5.1 (operating spindle).
- the winding spindle 5.1 with the winding sleeve 10.1 stretched thereon and the coil to be formed thereon is in the beginning of the operating position.
- winding spindle (idle spindle) 5.2 with a winding tube (empty tube) 10.2 stretched thereon in the waiting position.
- Both winding spindles 5.1 and 5.2 are freely rotatably mounted in a rotatable turret 18.
- the spindles 5.1 and 5.2 are driven by synchronous motors 29.1 and 29.2.
- the synchronous motors 29.1 and 29.2 are each fastened in alignment with the spindles on the turret 18.
- the synchronous motors are supplied by the frequency transmitters 30.1 and 30.2 with three-phase current of a controllable frequency.
- the frequency transmitters 30.1 and 30.2 are controlled by a control device 31, which is controlled by a speed sensor 53.
- the speed sensor 53 senses the speed of the contact roller.
- the control unit 31 controls the frequency transmitters 30.1 and 30.2 of the respective operating spindle 5.1 such that the speed of the contact roller 11 and thus also the surface speed of the coil remains constant despite the increasing coil diameter.
- the synchronous motors 29.1 and 29.2 can be replaced by asynchronous motors.
- a control signal is superimposed on the control frequencies F4 and F5, so that the The target value of the spindle speed, which is predefined by the control unit 31, is exactly maintained.
- a suitable controller results from DE-C 34 25 064 (IP-1348).
- the bobbin turret 18 is rotatably mounted in the frame of the winding machine and is pivoted by the drive motor (turret motor 33), so that the spindles 5.1 and 5.2 can be moved alternately into the operating position or waiting position when the bobbin 6 is fully wound on one of the spindles is.
- the turret motor 33 also serves to rotate the coil turret in the sense that the center distance between the contact roller 11 and the operating spindle 5.1 is increased as the coil diameter increases.
- the turret motor 33 can be designed as a brake motor.
- a brake motor has the property that its rotor is immovably fixed, ie it can no longer be rotated if the brake motor is not connected to a power source.
- Such a turret motor 33 which is designed as a brake motor, is shown schematically in FIG. 15. 15 is a detailed drawing of FIGS. 1, 4, 5, 6, 7 and shows the rotary drive and the rotary control device for the turret 18.
- the shaft 70 of the turret motor 33 and of the turret 18 is acted upon by a brake 71.
- the brake 71 is actuated by an electromagnet 72.
- the electromagnet is connected to the rotation control device 54.
- the rotary control device 54 alternately closes either the rotor circuit of the turret motor 33 or the circuit of the electromagnet 72 of the brake 71 in dependence on the output signal of the sensor 52, which senses the movement of the carrier 48 or 63 for the contact roller.
- the turret motor 33 can also be a stepper motor which rotates continuously at a very slow speed and which is controlled by the rotary control device in dependence on the output signal of the sensor 52, which senses the movement of the carrier 48 or 63 for the contact roller, in such a way that the center distance between the contact roller 11 and the operating spindle 5.1 increases continuously with the increasing coil diameter.
- the contact roller 11 is mounted on a carrier, so that the contact roller can move with a radial component to the operating spindle.
- the rocker 48 serves as the carrier for the contact roller.
- the rocker 48 is mounted in the machine frame so as to be pivotable about the pivot axis 50.
- the pivot axis 50 is - as already mentioned - so that the contact roller is movable with a radial component to the operating spindle 5.1.
- the pivot axis 50 is formed by a rubber block. This rubber block is firmly clamped in the machine frame.
- the rocker 48 is attached to the rubber block, so that the rocker 48 can be pivoted elastically.
- the rubber block 42 is a cylindrical body which is introduced into the annular space between the pivot axis 50 and the bearing eye of the rocker 49.
- the pivot axis 50 is rotatably mounted in the machine frame.
- the inner circumference of the rubber block is rotatably connected to the pivot axis 50.
- the outer jacket of the rubber block is rotatably connected to the inner jacket of the bushing of the rocker 49.
- the contact roller is mounted on a carrier 63 which can be moved in a straight line in guides 64.
- the contact roller can move a very small distance, e.g., in front of the growing coil diameter of the operating spindle in the operating position. Dodge 2 mm.
- the traversing device is a so-called wing traversing. It has two rotors 12 and 13, which are connected to one another by a gear 22 and driven by the motor 14. Wings 8 and 9 are fastened to the rotors 12 and 13, as can be seen in particular from FIGS. 2 and 3.
- the rotors rotate in different directions of rotation 27, 28 and in doing so guide the thread along a guide ruler 9, one wing taking over the guidance in one direction and then dipping under the guide ruler, while the other wing takes over the guide in the other direction and then dives under the ruler.
- the traversing motor 14 is driven at a constant speed, but can also be controllable as a function of the signals from a programmer.
- the traversing device is a so-called reversing thread shaft traversing.
- the reversing thread shaft 23 is rotatably mounted in a housing.
- the reverse thread shaft has an endlessly going and returning groove on its cylindrical circumference.
- One end of a traversing thread guide 40 engages in the groove 15.
- the traversing thread guide is straight in the straight guide 44 of the housing. Further details of the exemplary embodiments relate to the suspension of the traversing device.
- the housing of the traversing device can be fixed in place. This is shown in the exemplary embodiment according to FIG. 5.
- the distance between the contact roller 11 and the traversing thread guide 40 changes, even if the measuring movements of the contact roller are very small and almost negligible.
- the traversing device 4 is movably mounted in the machine frame of the winding machine.
- a rocker 49 is used, at the free end of which the traversing device is fastened and which is pivotably mounted at the other end in such a way that the traversing device makes a movement perpendicular to itself and to the contact roller, i.e. can perform a parallel shift.
- the rocker is freely pivoted in the machine frame.
- the pivot axis is arranged essentially coaxially with the pivot axis 50 of the rocker 48.
- the rocker 49 is freely pivotably mounted on the rocker 48 for the traversing device.
- the rocker 49 for the traversing device with support 51 lies on the rocker 48 for the contact roller 11.
- the rocker 49 therefore follows the movements of the rocker 48.
- it can be folded up independently, which is of great advantage for the maintenance of the contact roller and the traversing device.
- a cylinder-piston unit 21 which is acted upon pneumatically and which acts on the rocker 48 or the carrier 63 from below, the weight which bears on the contact roller and thus as a pressing force on the coil can be fully or partially compensated for .
- a sensor 52 is arranged in a stationary manner in the machine frame. This sensor scans the movement of the rocker 48 or in FIG. 5 of the carrier 63, the sensor measuring the distance to the rocker 48 or to the carrier 63, that is to say the path of the rocker 48 or the carrier 63. Depending on the output signal, i.e. e.g. when a predetermined distance is exceeded, the sensor 52 outputs an output signal which is given to a control device 53 for the turret drive 33. The further function will be discussed later.
- the mode of operation of the winding machine is the same for all exemplary embodiments.
- the mode of operation is described below with reference to the exemplary embodiment according to FIGS. 1 to 4.
- Fig. 1 the operation of the winding spindle 5.1 is shown. Only a few layers are wound on the empty sleeve 10.1 and the contact roller 11 is in circumferential contact with the coil to be formed. As the bobbin diameter increases, the contact roller makes a slight radial movement. The distance of this movement is detected by the distance sensor 52. Depending on the output signal of the distance sensor 52, the turret motor 33 is controlled via control device 54 such that the turret rotates further by a small angle of rotation in the sense that the center distance between the contact roller and the operating spindle 5.1 is increased. The direction of rotation of the operating spindle is marked by arrow 55.
- the invention provides two alternative methods for controlling the revolver motor:
- the turret motor 33 - as shown in FIG. 15 - is designed as a brake motor
- the shaft of the turret motor is initially locked by the brake, so that the reel turret cannot rotate as the spool diameter increases.
- the contact roller 11 is pressed out of its desired position into an actual position.
- a certain permissible maximum value for the deviation between the actual position and the desired position of the contact roller is specified in the control device 54.
- the brake is released by means of the magnet and at the same time the rotor of the turret motor 33 is connected to its current source.
- the turret motor 33 is rotated a little further at a slow but constant speed until it is determined by the sensor 52 that the contact roller 11 has essentially returned to its desired position.
- the permitted maximum value of the deviation between the target position and the actual position of the contact roller is very small and is e.g. 1 mm.
- the turret motor 33 is switched off again and the brake is activated instead.
- the shaft of the turret motor 33 and thus also the coil turret is again not rotatably locked.
- the turret motor 33 is constantly connected to a power source.
- the very low speed of the turret motor 33 is controlled by means of the distance sensor 52 and the rotary control device 54 so that the contact roller does not leave its desired position or that the deviation between the actual position and the desired position remains constant and as small as possible.
- a turret motor 33 is required, the rotational speed of which does not depend on the torque. Therefore, the contact pressure between the contact roller 11 and the operating spool spindle 5.1 or the coil formed thereon - in the former method does not lead to a rotation of the coil turret - in the latter method does not lead to an increase in the rotational speed of the coil turret.
- the end position of the coil is marked with (6) and the end position of the operating spindle with (5.1). It follows from this that the center of the winding spindle has traveled over a part, the so-called operating area, of the spindle turning circle during the winding travel with the rotation of the winding turret. This operating range is marked with the reference symbol 57 in FIG. 1.
- the greatest change in the radial contact pressure now occurs between the initial position in which the operating spindle 5.1 is brought into contact with the contact roller 11 for the first time and the position in which the spindle axis of the operating spindle 5.1 lies on the tangent 58, which is from the center of the contact roller 11 pulls to the operating range of the spindle turning circle.
- the angle alpha which the center of the winding spindle 5.1 has traversed relative to the center of the contact roller 11 should now be as small as possible.
- this angle has been shown quite large in order to gain better clarity in the drawing. In reality, this angle is much smaller, and preferably less than 15 °.
- the particular advantage of the invention is that even with a small diameter ratio (diameter of the empty tube to diameter of the full spool) of less than 1: 3 and also if the wrap angle of the thread on the contact roller 11 is greater than 90 °, the change in contact pressure can be kept low.
- a further advantage can be seen in the fact that - as can also be seen in FIG. 1 - the coil diameter increases and does not decrease the wrap angle on the contact roller as the coil diameter increases.
- a reduction in the wrap angle would result in increased slippage of the thread on the contact roller.
- Another advantage is that the contact pressure assumes a relatively low value during the winding cycle and in particular at the beginning of the winding cycle and increases. This takes into account the fact that the contact pressure when winding the first layers should be relatively low and increase later.
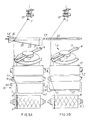
- FIGS. 8 and 9 once again illustrate what is particularly important according to this invention in the design of the winding machine in order to minimize the fluctuation in the contact pressure between the contact roller and the bobbin.
- Figures 8 and 9 show the geometry of the cross section of the winding machine with the contact roller 11, the winding spindle 5.1 at the beginning of the winding cycle, the full bobbin 6 at the end of the winding cycle and the operating range B of the spindle turning circle, which the bobbin turret describes with the axes of the bobbin spindles.
- the axis of the winding spindle moves between the points A1 and A2 on the spindle turning circle S.
- the section between the points A2 is referred to here as the operating range B, in FIG. 1 with 57.
- Darge is also in different geometric position, the pivot axis 48 on which the contact roller 11 is rotatably mounted, and the pivot axis 50 about which the rocker is pivotable.
- the contact pressure with which the contact roller 11 rests on the bobbin has the direction of the connecting line between the center K of the contact roller and the axis A of the bobbin spindle.
- One extreme direction goes through points K and A1, i.e. the position of the axis of the winding spindle at the start of the winding cycle.
- the other extreme direction is the tangent from the axis K to the operating region B of the spindle turning circle S. It can be seen from both FIG. 8 and FIG. 9 that the line of action of the force G exerted by the contact roller is the guiding direction of the contact roller, that is, the perpendicular D to the rocker 48 at point K.
- this force G breaks down into the initial contact force P1, which passes through the initial position A1 of the spindle axis, and a force parallel to the rocker 48. In extreme cases, the force G in turn breaks down into the parallel force of the rocker 48 and that on the tangent T extreme contact pressure PE.
- the smallest distance between the traversing device and the contact roller 11, which is maintained during the winding operation, is predetermined by the stop 51. This means that the distance is not changed during the winding cycle. The distance can be increased if the winding machine is to be serviced.
- drive and control devices are also provided, by means of which the distance between the traversing device and the contact roller 11 can also be changed during the winding cycle.
- the drive device is a pneumatic cylinder-piston unit 66.
- the piston and the piston rod 67 of this cylinder-piston unit are supported on the rocker 49.
- the cylinder in the exemplary embodiment according to FIG. 6 is supported in the machine frame, in the exemplary embodiment according to FIG. 7 on the rocker 48 the contact roller.
- the control device 68 primarily comprises a program generator, by means of which the pressure for the drive device 66 can be controlled according to a predetermined program. 6 and 7, a breathing program is specified as such a program.
- the traversing stroke (see above) is periodically shortened and lengthened, for example by 5%.
- Breathing serves the purpose of avoiding damage to the spool edges, in particular thickening of the spool circumference and errors in the spool end faces.
- breathing is effected by shortening and lengthening the traversing path of the traversing device accordingly.
- the invention creates a breathing method in which the traversing stroke is not changed, although the path of the traversing device remains constant.
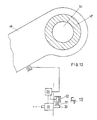
- Such a program results, for example, from the goal of producing a coil, which is shown in FIG. 13 and is described in the above-cited US Pat. No. 4,789,112.
- the distance between the traversing and the contact roller - as shown in Fig. 14 Darge represents - enlarged at the beginning of the winding trip and then kept constant.
- a base layer with a layer thickness of not more than 10% of the total layer thickness of the coil is to be achieved.
- the period in which the distance between the traversing device and the contact roller remains constant should be sufficient to build up at least 80% of the total diameter of the coil. The distance can then be reduced slightly again.
- a schematic diagram of the distance over time is shown in FIG. 14. Here means r radius of the empty tube, S layer thickness SB layer thickness of the base layer.
- a coil which has a weakly conical base layer on both ends. Otherwise, the coil is cylindrical.
- the change in distance can be made so small that the change in length of the base layer is barely visible and is only effective through improved, above all more stable support of the entire layers of the coil.
- the relief device 21 is pressurized in such a way that the contact roller 11 lifts off the full spool.
- the relief device is a pneumatic cylinder-piston unit 21, which acts on the rocker 48 or - in FIG. 5 - on the carrier 63 of the contact roller. This is also a very small movement of, for example, 10 mm.
- the coil turret is now rotated further with the previous direction of rotation 56, the operating spindle 5.1 still being driven.
- the previous rest spindle 5.2 enters the Starting position of the operating range, that is the position in which the operating spindle 5.1 is shown in FIG. 1. It should be added that the drive motor 29.2 of the idle spindle has already been put into operation, so that the empty sleeve rotates at the desired peripheral speed. See the following Fig. 4: The empty sleeve 10.2, which is clamped on the spindle 5.2, forms a gap with the contact roller 11 through which the thread runs.
- the spindle 5.2 with the winding sleeve 10.2 clamped thereon is moved into the thread path stretched between the contact roller 11 and the full bobbin 6.
- the empty tube 10.2 has the same direction of movement as the thread on the contact path. For this reason, the process described here is referred to as synchronized trapping. It should be noted that the thread is still guided back and forth by the traversing device 4 and is therefore laid on the full spool 6 over at least approximately the entire traversing stroke H.
- the lifting device described below is only one example.
- the lifting device 25 which is shown pivoted by 90 ° in FIG. 2 and in FIG. 3A, has a pivot axis 34 which is parallel to the traversing direction, to the axis of the contact roller and to the axes of the winding spindles.
- the V-shaped front edge 35 intersects the pivot axis 34 with its two legs and, in the pivoted-out state (FIG. 1B), forms two leading edges lying at an angle to the traversing device, which converge in a guide notch 36.
- the guide notch 36 initially lies in a normal plane of the winding spindle, which lies within the traversing stroke. However, the lifting device can be moved on its pivot axis 34 in the direction of arrow 45 (FIGS.
- each Coil tube 10.1 or 10.2 has a catch slot 37.1 or 37.2.
- This normal level is referred to as the capture level in this application.
- the catch slot is a narrow notch made in the surface of the coil sleeve, which extends in a normal plane over part or all of the circumference and which can have a special design, which will be dealt with later. It should be mentioned that the catch slot 37 lies outside the traversing stroke H, in which the winding tube is normally wound.
- FIGS. 10 and 11 Suitable designs of the catch slot are shown in FIGS. 10 and 11. This will be discussed later. Another suitable embodiment of the lifting device 25 will be shown later.
- the lifting device 25 is pivoted forward.
- the thread - as shown in FIG. 4 - is brought so far out of the engagement area of the wings 7, 8 of the traversing device 4 that the contact is completely lost. Therefore, the thread slides on one of the inclined sliding edges 35 and enters the guide notch 36.
- the thread transfer device 26 is pivoted.
- the thread folding device has a swivel lever 41, at the free end of which there are a deflecting device. This is a plate 39.
- the pivot axis 38 is so and the length of the lever 41 and its shape are chosen so that the plate 39 can be retracted between the circumference of the empty spindle 5.2 operated in the operating position and the full reel 6 moved into the waiting position.
- FIGS. 3A and 3B The shape of the sheet 39 results from FIGS. 3A and 3B. It should be noted that the real front view is shown in Fig. 3B. 3A differs from this only in that the thread lifting device 25 and the thread folding device 26 are shown rotated by 90 ° for a better illustration. The sheet 39 is moved from the side on which the thread runs into the gap between the empty tube and the full spool.
- the leading edge of the sheet i.e. the edge which first comes into contact with the thread when swiveled in is designed as a sliding edge 42.
- a slot 43 is introduced into the sheet metal perpendicular to this sliding edge 42, the slot being essentially perpendicular to the sliding edge 42.
- the slot lies in a normal plane which, although the full coil 6, i.e. still traverses the traverse stroke H, but lies in an end region close to the catch slot 37 located on the sleeve.
- This level is referred to in this application as the bead level, since in this normal level a thread bead of a few turns is formed on the full bobbin as the end.
- the excavation device 25 in the direction of the spool end at which the catch notch is located, ie in the direction of arrow 45, shifted until the guide notch 36 lies essentially in the normal plane, in which the catch slot is also on the empty tube 10.2 (catch level).
- the thread is held in the holding slot 43.
- the catch notch 36 On the other hand, it is conveyed into the area of the catch slot of the empty sleeve 10.2 by the catch notch 36, supported by contact roller 11, which is preferably driven when catching the thread and therefore exerts a tensile force on the thread.
- the holding slot in sheet 39 is designed so that sheet 39 moves so deeply into the gap between the full bobbin and the empty tube that the thread is also deflected in the sense of a larger wrap around the empty tube 10.2.
- the thread thus runs essentially in the normal plane of the catch slot to the catch slot 37. However, it runs out of the catch slot at an acute angle, since it is deflected through the holding slot 43 in the plate 39 in the direction of the center of the traversing stroke.
- 3A, 3B show that the thread leaves the catch slot at an acute angle.
- 3A, 3B show the schematic connection in series of the traversing device, the contact roller, the winding spindles and the thread transfer device and can therefore not reproduce the spatial looping conditions. In this respect, reference is made to FIG. 4. As a result of the special design of the catch slot and the large wrap, the thread initially falls deep into the catch slot.
- the thread is firmly clamped in the catch slot by the lateral leading out of the catch slot, so that the thread cannot leave the catch slot again and tears off if it is a thread with a correspondingly low titer. Otherwise, a thread cutter, which is fastened on the sheet 39, can also be actuated at this moment, specifically in the region of the end of the holding slot 43.
- the thread end caught in the catch notch is now wound up on the empty tube 10.2 of the winding spindle 5.2.
- the lifting device is then moved back into its neutral position. Therefore, the thread is caught again by the traversing device 4 and guided back and forth.
- the first thread layers of the bobbin are thereby formed on the empty tube.
- the gap between the coil forming and the contact roller 11 is initially maintained. This means that the winding spindle 5.2 now in operation must be driven without regulating the peripheral speed of the forming coil. Therefore, the winding spindle 5.2 is driven at a constant speed or a speed decreasing according to a predetermined program, the speed being calculated in advance so that the peripheral speed of the empty tube and the first thread layers has the value necessary to achieve the thread speed.
- the rotary control drive of the coil turret 18 is also out of operation.
- the coil turret 18 is therefore fixed.
- the bobbin is now changed on the bobbin spindle 5.1 by replacing the full bobbin there with an empty tube.
- a coil transport device 65 is partially shown as a doffer.
- This bobbin transport device 65 can be moved along the machine front of the winding machine.
- the bobbin transport device has a bobbin mandrel 66 at the height at which the bobbin spindle 5.1 with the full bobbin 6 formed thereon is during the time phase in which the contact roller is lifted off the bobbin spindle 5.1 and the new bobbin forming thereon Position aligned with the winding spindle 5.2.
- the time which is necessary for the bobbin changing process is programmed into a timer and specified by this timer. However, this time is not only specified according to the requirement of the bobbin changing process, but also according to winding-up aspects. This will be discussed later.
- the timer restarts the rotary drive of the coil turret by reducing the pressure in the relief device 21 to the level desired for normal operation. This lowers the contact roller again until it lies on the spool.
- the sensor 21 is now in operation again and controls the rotary drive of the coil turret 18 as a function of the measuring movements of the contact roller.
- the invention also offers the possibility of specifying the force with which the contact roller rests on the bobbin and to program it during the bobbin travel in such a way as is desirable or necessary in terms of winding technology. If a constant contact force is desired, the pressure-relieving device is subjected to a slight pressure during the winding-up process after the contact between the contact roller and the forming coil has been established, but this remains constant and serves to part of the total weight of the rocker 48 and the contact roller and traversing device to compensate in order to adjust the contact pressure exerted on the spool by the contact roller to the correct level. However, as already mentioned, it is also possible to control the pressure in such a way that a predetermined course of the contact pressure is achieved via the winding travel.
- a fender 60 is provided, which is shown both in Fig. 1 and in Fig. 4.
- the fender 60 is pivotally mounted.
- the swivel axis is parallel to the axes of the winding spindles. During operation, it is folded out of the possible range of movement of the coil turret and the spools or winding spindles clamped thereon and held in its rest position by a magnet 61.
- the fender 60 - as shown in FIG. 4 - is pivoted in the direction of the spool turret, at the same time as the pivot lever 41 of the folding device 26.
- the free end of the fender 60 is supported on the free end of the plate 39 . Since the mudguard 60 on the side facing away from the thread run and the plate 39 from the thread run side is pivoted into the gap between the full bobbin 6 and the empty tube 10.2, at a time when the thread has not yet been torn or cut off, the sheet 39 and the protective sheet 60 form a complete protection, both locally and in terms of time, of the new bobbin to be wound on the empty tube 10.2 against the twisting end of the full bobbin.
- the holding slot 43 is made very narrow, so that the twisting thread end of the full bobbin cannot penetrate the holding slot.
- FIGS. 10 and 11 show developments of the left end of a winding tube and a partial section A-A through the catch slot.
- the sleeve 10 has a catch slot 37 at the end shown at a certain distance from its end face.
- the catch slot extends in the circumferential direction over an angle of, for example, 120 °. If one assumes that both the surface of the sleeve 10 and the thread move in the direction of arrow 55, the catch slot begins with an insertion piece 74.
- This insertion piece 74 is distinguished in that it has a relatively large width compared to the thread diameter.
- the sinker 74 can extend, for example, over 45 ° of the coil circumference.
- the catch piece 75 then follows.
- the catch piece 75 looks different in the two examples given. 10, the catch piece 75 is formed in that the catch slot narrows conically in the circumferential direction, namely on a relatively short piece of its circumference, for example 20 °.
- the catch piece is designed so that each wall has sawtooth-like projecting radial edges which are arranged one behind the other in the circumferential direction, e.g. are arranged at intervals of 2 mm.
- the edges of the opposite walls are offset from each other and - as I said - sawtooth sharp.
- the axial distance between the normal planes in which the edges lie is smaller than the thread thickness. The distance can be zero or negative.
- the edges preferably point in the direction of movement 55 of the winding tube.
- the catch piece 75 is now designed so that clamping forces are suddenly exerted on the thread. This happens because the catch piece very suddenly narrows so far that practically positive locking occurs between the thread and the side walls of the catch slot. It should be taken into account here that multifilament chemical threads are involved, which offer multiple possibilities of engagement for a positive connection compared to the bobbin tubes made of cardboard.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
- Winding Filamentary Materials (AREA)
- Windings For Motors And Generators (AREA)
- Manufacture Of Motors, Generators (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
- Knitting Machines (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8916288U DE8916288U1 (de) | 1988-12-22 | 1989-11-28 | Aufspulmaschine |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3843202 | 1988-12-22 | ||
| DE3843202A DE3843202C2 (de) | 1988-12-22 | 1988-12-22 | Aufspulmaschine |
| DE3909106A DE3909106A1 (de) | 1989-03-20 | 1989-03-20 | Aufspulmaschine |
| DE3909106 | 1989-03-20 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0374536A2 true EP0374536A2 (fr) | 1990-06-27 |
| EP0374536A3 EP0374536A3 (fr) | 1991-12-27 |
| EP0374536B1 EP0374536B1 (fr) | 1994-03-30 |
Family
ID=25875464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89121960A Expired - Lifetime EP0374536B1 (fr) | 1988-12-22 | 1989-11-28 | Machine de bobinage |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5029762A (fr) |
| EP (1) | EP0374536B1 (fr) |
| JP (1) | JP2693243B2 (fr) |
| KR (1) | KR970010909B1 (fr) |
| CN (1) | CN1021899C (fr) |
| DE (2) | DE58907348D1 (fr) |
| ES (1) | ES2050766T3 (fr) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0450085A1 (fr) * | 1989-09-27 | 1991-10-09 | Kamitsu Seisakusho Ltd. | Dispositif de bobinage de fil du type tourelle |
| FR2681586A1 (fr) * | 1991-09-24 | 1993-03-26 | Riva Srl Off Mec | Machine a bobiner le fil textile. |
| EP0606900A3 (en) * | 1993-01-14 | 1995-11-02 | Teijin Seiki Co Ltd | Yarn winder. |
| DE4423491A1 (de) * | 1994-07-05 | 1996-01-11 | Neumag Gmbh | Verfahren zum Steuern des Drehantriebs einer Aufspulmaschine |
| DE19538480C1 (de) * | 1995-10-16 | 1997-05-07 | Sahm Georg Fa | Spulmaschine und Verfahren zum Aufwickeln eines kontinuierlich zulaufenden Fadens auf eine Spule |
| EP0825143A2 (fr) | 1996-08-22 | 1998-02-25 | B a r m a g AG | Machine à bobiner un fil continu |
| WO1999012837A1 (fr) * | 1997-09-11 | 1999-03-18 | Barmag Ag | Bobineuse |
| WO1999024344A1 (fr) * | 1997-11-07 | 1999-05-20 | Barmag Ag | Procede et dispositif pour bobiner un fil defilant en continu |
| EP0963936A1 (fr) * | 1998-06-11 | 1999-12-15 | Murata Kikai Kabushiki Kaisha | Procédé de bobinage de fil pour un bobinoir et bobinoir |
| EP0943573A3 (fr) * | 1998-03-20 | 2000-06-28 | Murata Kikai Kabushiki Kaisha | Bobinoir pour fil continu |
| DE4316566C2 (de) * | 1992-07-06 | 2001-05-31 | Barmag Barmer Maschf | Verfahren zum Anlegen eines Fadens an eine Spulhülse |
| DE102005005129B4 (de) * | 2004-02-11 | 2014-12-11 | Oerlikon Textile Gmbh & Co. Kg | Vorrichtung zum Aufwickeln mehrerer Fadenscharen |
| DE102022002512A1 (de) | 2022-07-09 | 2024-01-11 | Oerlikon Textile Gmbh & Co. Kg | Verfahren und Vorrichtung zum Ermitteln einer Drehzahlstellgröße für eine Antriebseinheit eines Spulspindelrevolvers |
Families Citing this family (72)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2525241B2 (ja) * | 1989-03-27 | 1996-08-14 | 株式会社神津製作所 | レボルビング型巻糸機 |
| US5489067A (en) * | 1989-09-27 | 1996-02-06 | Kamitsu Seisakusho, Ltd. | Turret type precision yarn winder |
| US5100072A (en) * | 1990-06-06 | 1992-03-31 | Barmag Ag | Yarn winding apparatus and method |
| US5246177A (en) * | 1990-08-08 | 1993-09-21 | Teijin Seiki Co., Ltd. | Yarn winding apparatus of an automatic bobbin changing type |
| GB2248856B (en) * | 1990-10-19 | 1994-08-17 | Rieter Scragg Ltd | Yarn transfer arrangement |
| JPH05246622A (ja) * | 1992-03-02 | 1993-09-24 | Koutsu Seisakusho:Kk | タレット型巻糸装置 |
| KR0134112B1 (ko) * | 1992-03-05 | 1998-04-21 | 하니쉬. 핑슈텐 | 권취기에 있어 만관을 공관으로 교환하는 방법 및 그 권취기 |
| US5676323A (en) * | 1992-03-06 | 1997-10-14 | Maschinenfabrik Rieter Ag | Apparatus and method for changing and winding bobbins involving the correction of movement sequences in a moving element |
| US5308008A (en) * | 1992-03-18 | 1994-05-03 | Rueegg Anton | Method and apparatus for producing rolls |
| EP0567091B1 (fr) * | 1992-04-23 | 1995-09-20 | TEIJIN SEIKI CO. Ltd. | Dispositif pour le bobinage de fil à changement automatique des bobines |
| US5211354A (en) * | 1992-06-03 | 1993-05-18 | Sonoco Products Company | Textile core having improved start up groove |
| US5328121A (en) * | 1992-06-03 | 1994-07-12 | Sonoco Products Company | Textile core having improved start-up groove |
| CN1101006A (zh) * | 1992-11-26 | 1995-04-05 | 巴马格股份公司 | 绕纱方法及实施该方法的绕纱装置 |
| WO1994026645A1 (fr) * | 1993-05-13 | 1994-11-24 | Toray Engineering Co., Ltd. | Procede et machine d'enroulement de filament |
| DE4431908A1 (de) * | 1993-09-17 | 1995-03-23 | Barmag Barmer Maschf | Doffer zum Spulenwechsel |
| US5524841A (en) * | 1994-05-26 | 1996-06-11 | Ppg Industries, Inc. | Apparatus and methods for winding a plurality of strands |
| DE19543118A1 (de) * | 1994-11-23 | 1996-05-30 | Barmag Barmer Maschf | Verfahren und Vorrichtung zur Erkennung einer Fadenaufspulung auf einer rotierenden Walze |
| US5558287A (en) * | 1995-02-02 | 1996-09-24 | Lucent Technologies Inc. | Apparatus and method to prevent flailing damage to a strand wound on a spool |
| WO1996026150A1 (fr) * | 1995-02-24 | 1996-08-29 | Barmag Ag | Procede et dispositif permettant de remplacer des bobines pleines par des bobines vides sur une machine enrouleuse destinee a un fil arrivant de façon continue |
| EP0799787B1 (fr) * | 1996-04-04 | 2002-07-31 | B a r m a g AG | Bobinoir |
| EP0873276B1 (fr) * | 1996-10-12 | 2002-07-03 | B a r m a g AG | Bobineuse |
| DE19746947A1 (de) * | 1996-11-13 | 1998-07-02 | Barmag Barmer Maschf | Spulhülse |
| EP0845432B1 (fr) * | 1996-11-27 | 2002-02-27 | B a r m a g AG | Bobinoir |
| EP0845550B1 (fr) * | 1996-12-02 | 2004-03-24 | B a r m a g AG | Procédé et dispositifs pour filer et enrouler un fil |
| WO1998028218A1 (fr) * | 1996-12-20 | 1998-07-02 | Barmag Ag | Dispositif pour faire coulisser des tubes ou des bobines sur un mandrin |
| TW483866B (en) * | 1997-03-25 | 2002-04-21 | Barmag Barmer Maschf | Method of winding an advancing yarn and takeup machine for carrying out such method |
| TR199800797A2 (xx) * | 1997-05-15 | 1998-12-21 | Barmag Ag | Yol alan bir ipliğin sarılması için bir metot. |
| DE19832809A1 (de) * | 1997-07-26 | 1999-01-28 | Barmag Barmer Maschf | Verfahren zur Steuerung einer Aufspulmaschine |
| DE19832811A1 (de) * | 1997-07-26 | 1999-01-28 | Barmag Barmer Maschf | Verfahren zum Aufwickeln eines Fadens |
| DE19743278C2 (de) * | 1997-09-30 | 1999-10-21 | Sahm Georg Fa | Verfahren und Spulmaschine zum Aufwickeln eines kontinuierlich zulaufenden Fadens zu Spulen |
| DE69806795T2 (de) * | 1997-10-06 | 2003-04-03 | E.I. Du Pont De Nemours And Co., Wilmington | Wickler für synthetische filamente |
| US6015113A (en) * | 1997-10-06 | 2000-01-18 | E. I. Du Pont De Nemours And Company | Winder for synthetic filaments |
| DE19845325A1 (de) * | 1997-10-10 | 1999-04-15 | Barmag Barmer Maschf | Aufspulmaschine |
| DE19849007A1 (de) * | 1997-10-31 | 1999-05-20 | Barmag Barmer Maschf | Verfahren zum Aufspulen eines laufenden Fadens |
| CH693449A5 (de) * | 1998-01-17 | 2003-08-15 | Barmag Barmer Maschf | Aufspulmaschine. |
| DE19802509A1 (de) * | 1998-01-23 | 1999-07-29 | Rieter Ag Maschf | Aufwindevorrichtung für Endlosfäden |
| DE19983057T1 (de) * | 1998-03-26 | 2001-02-22 | Teijin Seiki Co Ltd | Aufwickelvorrichtung des Wechseltyps und Verfahren zum Aufwickeln eines Garns |
| US6629660B1 (en) * | 1998-09-04 | 2003-10-07 | Toray Industries, Inc. | Take-up method and device for synthetic fiber and method of using thread package |
| DE50005761D1 (de) * | 1999-04-23 | 2004-04-29 | Barmag Barmer Maschf | Vorrichtung und Verfahren zum Führen und Schneiden eines zulaufenden Fadens beim Spulenwechsel |
| DE29908962U1 (de) * | 1999-05-21 | 1999-09-02 | Neumag - Neumünstersche Maschinen- und Anlagenbau GmbH, 24536 Neumünster | Aufspulmaschine |
| US6595456B2 (en) | 2001-09-19 | 2003-07-22 | Sonoco Development, Inc. | Textile tube with start-up feature |
| JP3724402B2 (ja) * | 2001-10-02 | 2005-12-07 | 村田機械株式会社 | 糸条巻取機 |
| KR20030059742A (ko) * | 2002-01-04 | 2003-07-10 | 신오범 | 북실 관권기의 스핀들 요동방지장치 |
| ITMI20060288A1 (it) * | 2006-02-16 | 2007-08-17 | Savio Macchine Tessili Spa | Dispositovo e procedimento per la regolazione della pressione di contatto di una rocca in avvolgimento |
| DE10209951A1 (de) * | 2002-03-06 | 2003-09-25 | Barmag Barmer Maschf | Aufspulmaschine |
| US6732964B2 (en) | 2002-06-28 | 2004-05-11 | Sonoco Development, Inc. | Yarn winding tube with removable end ring |
| DE10335237A1 (de) * | 2003-08-01 | 2005-02-24 | Saurer Gmbh & Co. Kg | Aufspulmaschine |
| DE10346096B4 (de) * | 2003-10-04 | 2005-08-11 | Saurer Gmbh & Co. Kg | Vorrichtung zum Aufwickeln einer Fadenreserve und einer Kreuzspule auf eine Spulenhülse |
| US7240875B2 (en) * | 2003-10-14 | 2007-07-10 | Sonoco Development, Inc. | Yarn carrier |
| US7111803B2 (en) * | 2004-04-16 | 2006-09-26 | Pelican Point Seafood, Inc. | Cable winch system |
| JP2006044152A (ja) * | 2004-08-06 | 2006-02-16 | Nitto Denko Corp | 粘着フィルム貼着装置 |
| CN100562473C (zh) * | 2004-11-30 | 2009-11-25 | 欧瑞康纺织有限及两合公司 | 络筒机 |
| JP4176732B2 (ja) * | 2005-04-05 | 2008-11-05 | Tmtマシナリー株式会社 | 繊維機械 |
| US20090173814A1 (en) * | 2008-01-03 | 2009-07-09 | Hernandez Ismael A | Yarn carrier |
| JP2012086924A (ja) * | 2010-10-18 | 2012-05-10 | Murata Machinery Ltd | ボビンセット装置及びそれを備える糸巻取機 |
| DE202010008846U1 (de) | 2010-10-20 | 2010-12-23 | Starlinger & Co Ges.M.B.H. | Spulmaschine |
| DE102010049435A1 (de) * | 2010-10-23 | 2012-04-26 | Oerlikon Textile Gmbh & Co. Kg | Arbeitsstelle einer Spulmaschine |
| CN102009874A (zh) * | 2010-11-16 | 2011-04-13 | 北京中丽制机工程技术有限公司 | 卷绕机转盘传动装置的控制方法 |
| JP2012144323A (ja) * | 2011-01-11 | 2012-08-02 | Tmt Machinery Inc | 紡糸巻取装置及び紡糸巻取設備 |
| DE102012107015A1 (de) | 2011-08-03 | 2013-02-07 | Oerlikon Textile Gmbh & Co. Kg | Aufspulvorrichtung |
| JP5771102B2 (ja) * | 2011-09-16 | 2015-08-26 | Tmtマシナリー株式会社 | 紡糸巻取装置 |
| DE102014117678A1 (de) * | 2014-12-02 | 2016-06-02 | Dietze & Schell Maschinenfabrik Gmbh & Co. Kg | Wickelgutführungsvorrichtung |
| DE102015000247B3 (de) * | 2015-01-07 | 2016-05-04 | Hermann Reuschenbach | Vorrichtung und Verfahren zur Weiterverarbeitung eines aufgehapelten Fadenstrangs |
| DE102015222045B3 (de) * | 2015-11-10 | 2017-02-02 | SSM Schärer Schweiter Mettler AG | Fadenverlegevorrichtung |
| CN107472991B (zh) * | 2017-07-17 | 2023-07-07 | 苏州金纬化纤装备有限公司 | 一种纱线络筒机横动装置 |
| DE102017006865A1 (de) * | 2017-07-19 | 2019-01-24 | Oerlikon Textile Gmbh & Co. Kg | Aufspulmaschine |
| JP2019059601A (ja) * | 2017-09-27 | 2019-04-18 | 村田機械株式会社 | 糸巻取機 |
| CN108423492B (zh) * | 2018-05-04 | 2023-09-15 | 山东东威仕智能装备科技有限公司 | 络线直径手动控制装置 |
| DE102019206951A1 (de) * | 2019-01-17 | 2020-07-23 | Sms Group Gmbh | Wendehaspel sowie Verfahren zum Betrieb eines Wendehaspels |
| CH717739A1 (de) * | 2020-08-13 | 2022-02-15 | Ssm Schaerer Schweiter Mettler Ag | Spulvorrichtung. |
| CN112408778B (zh) * | 2020-11-05 | 2023-05-23 | 南京能仁科技有限公司 | 一种玻璃纤维拉丝机的卸筒机构 |
| CN114044405B (zh) * | 2021-11-08 | 2023-01-10 | 杭州天启机械有限公司 | 自动换筒络纱机及其控制方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1257374B (de) * | 1963-06-20 | 1967-12-28 | Schuller Gmbh Glaswerk | Verfahren und Vorrichtung zum fortlaufenden Aufspulen von Faserbaendern aus Glasstapelfasern |
| DE2364284B1 (de) * | 1973-12-22 | 1975-04-10 | Barmag Barmer Maschinenfabrik Ag, 5600 Wuppertal | Spulmaschine |
| EP0025128A1 (fr) * | 1979-08-23 | 1981-03-18 | Maschinenfabrik Rieter Ag | Mécanismes de changement de bobines |
| EP0128101A1 (fr) * | 1983-06-07 | 1984-12-12 | Teijin Limited | Procédé et dispositif de transfert de fil sur bobinoir à tourelle |
| EP0161618A1 (fr) * | 1984-05-12 | 1985-11-21 | B a r m a g AG | Bobinoir |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH592568A5 (fr) * | 1974-08-09 | 1977-10-31 | Barmag Barmer Maschf | |
| DE2455739A1 (de) * | 1974-11-25 | 1976-08-12 | Barmag Barmer Maschf | Vorrichtung zum spulenwechsel in chemiefaserspinnanlagen |
| DE2532165C3 (de) * | 1975-07-18 | 1979-12-06 | Barmag Barmer Maschinenfabrik Ag, 5630 Remscheid | Spulvorrichtung |
| CH618401A5 (fr) * | 1975-06-12 | 1980-07-31 | Barmag Barmer Maschf | |
| CH624910A5 (fr) * | 1977-09-23 | 1981-08-31 | Rieter Ag Maschf | |
| JPS5464148A (en) * | 1977-10-26 | 1979-05-23 | Teijin Seiki Co Ltd | Yarn end treating method and apparatus in exchangeable winder |
| FR2425399A1 (fr) * | 1978-05-12 | 1979-12-07 | Saint Gobain | Perfectionnement au transfert d'un materiau filiforme d'une broche d'enroulement a une autre |
| US4213573A (en) * | 1979-03-07 | 1980-07-22 | Reiter Machine Works, Ltd. | Air coupling |
| DE2937601A1 (de) * | 1979-09-18 | 1981-04-02 | Barmag Barmer Maschinenfabrik Ag, 5630 Remscheid | Verfahren zum aufwickeln von faeden |
| DE3147965A1 (de) * | 1980-12-23 | 1982-07-22 | Barmag Barmer Maschinenfabrik Ag, 5630 Remscheid | "spulvorrichtung zum aufwickeln von faeden" |
| JPS60145153U (ja) * | 1984-03-02 | 1985-09-26 | 帝人製機株式会社 | 自動切替巻取機 |
| DE3513796A1 (de) * | 1984-04-21 | 1985-12-05 | Barmag Barmer Maschinenfabrik Ag, 5630 Remscheid | Aufspulvorrichtung |
| US4598876A (en) * | 1985-03-01 | 1986-07-08 | Rieter Machine Works Limited | Winding machine for filament packages equipped with package screening means |
| DE3761556D1 (de) * | 1986-08-09 | 1990-03-08 | Barmag Barmer Maschf | Verfahren zum aufwickeln von faeden. |
| DE3711893A1 (de) * | 1987-04-08 | 1988-10-27 | Barmag Barmer Maschf | Verfahren zum anlegen eines mit konstanter geschwindigkeit angelieferten fadens an eine spulhuelse |
-
1989
- 1989-11-28 EP EP89121960A patent/EP0374536B1/fr not_active Expired - Lifetime
- 1989-11-28 DE DE89121960T patent/DE58907348D1/de not_active Expired - Lifetime
- 1989-11-28 ES ES89121960T patent/ES2050766T3/es not_active Expired - Lifetime
- 1989-11-28 DE DE8916288U patent/DE8916288U1/de not_active Expired - Lifetime
- 1989-12-21 CN CN89109429A patent/CN1021899C/zh not_active Expired - Lifetime
- 1989-12-21 US US07/454,723 patent/US5029762A/en not_active Expired - Lifetime
- 1989-12-22 KR KR1019890019264A patent/KR970010909B1/ko not_active IP Right Cessation
- 1989-12-22 JP JP1331473A patent/JP2693243B2/ja not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1257374B (de) * | 1963-06-20 | 1967-12-28 | Schuller Gmbh Glaswerk | Verfahren und Vorrichtung zum fortlaufenden Aufspulen von Faserbaendern aus Glasstapelfasern |
| DE2364284B1 (de) * | 1973-12-22 | 1975-04-10 | Barmag Barmer Maschinenfabrik Ag, 5600 Wuppertal | Spulmaschine |
| EP0025128A1 (fr) * | 1979-08-23 | 1981-03-18 | Maschinenfabrik Rieter Ag | Mécanismes de changement de bobines |
| EP0128101A1 (fr) * | 1983-06-07 | 1984-12-12 | Teijin Limited | Procédé et dispositif de transfert de fil sur bobinoir à tourelle |
| EP0161618A1 (fr) * | 1984-05-12 | 1985-11-21 | B a r m a g AG | Bobinoir |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0450085B1 (fr) * | 1989-09-27 | 1997-10-22 | Kamitsu Seisakusho Ltd. | Dispositif de bobinage de fil du type tourelle |
| EP0673872A3 (fr) * | 1989-09-27 | 1995-11-29 | Kamitsu Seisakusho Ltd | Dispositif de bobinage de fil du type tourelle. |
| EP0450085A1 (fr) * | 1989-09-27 | 1991-10-09 | Kamitsu Seisakusho Ltd. | Dispositif de bobinage de fil du type tourelle |
| FR2681586A1 (fr) * | 1991-09-24 | 1993-03-26 | Riva Srl Off Mec | Machine a bobiner le fil textile. |
| DE4316566C2 (de) * | 1992-07-06 | 2001-05-31 | Barmag Barmer Maschf | Verfahren zum Anlegen eines Fadens an eine Spulhülse |
| EP0606900A3 (en) * | 1993-01-14 | 1995-11-02 | Teijin Seiki Co Ltd | Yarn winder. |
| WO1996001222A1 (fr) * | 1994-07-05 | 1996-01-18 | Neumag-Neumünstersche Maschinen- Und Anlagenbau Gmbh | Procede de commande de l'entrainement rotatif d'une bobineuse |
| CN1065507C (zh) * | 1994-07-05 | 2001-05-09 | 诺伊马克-诺伊闵斯特机器设备制造有限公司 | 卷绕机的旋转传动装置的控制方法 |
| DE4423491A1 (de) * | 1994-07-05 | 1996-01-11 | Neumag Gmbh | Verfahren zum Steuern des Drehantriebs einer Aufspulmaschine |
| EP0768271A3 (fr) * | 1995-10-16 | 1998-01-21 | Georg Sahm Gmbh & Co. Kg | Bobinoir pour un fil en déplacement continu |
| DE19538480C1 (de) * | 1995-10-16 | 1997-05-07 | Sahm Georg Fa | Spulmaschine und Verfahren zum Aufwickeln eines kontinuierlich zulaufenden Fadens auf eine Spule |
| DE19538480C2 (de) * | 1995-10-16 | 2001-10-25 | Sahm Georg Fa | Spulmaschine und Verfahren zum Aufwickeln eines kontinuierlich zulaufenden Fadens auf eine Spule |
| EP0825143A2 (fr) | 1996-08-22 | 1998-02-25 | B a r m a g AG | Machine à bobiner un fil continu |
| WO1999012837A1 (fr) * | 1997-09-11 | 1999-03-18 | Barmag Ag | Bobineuse |
| WO1999024344A1 (fr) * | 1997-11-07 | 1999-05-20 | Barmag Ag | Procede et dispositif pour bobiner un fil defilant en continu |
| EP0943573A3 (fr) * | 1998-03-20 | 2000-06-28 | Murata Kikai Kabushiki Kaisha | Bobinoir pour fil continu |
| KR100447521B1 (ko) * | 1998-03-20 | 2004-09-08 | 무라타 기카이 가부시키가이샤 | 방사권취기 |
| EP0963936A1 (fr) * | 1998-06-11 | 1999-12-15 | Murata Kikai Kabushiki Kaisha | Procédé de bobinage de fil pour un bobinoir et bobinoir |
| DE102005005129B4 (de) * | 2004-02-11 | 2014-12-11 | Oerlikon Textile Gmbh & Co. Kg | Vorrichtung zum Aufwickeln mehrerer Fadenscharen |
| DE102022002512A1 (de) | 2022-07-09 | 2024-01-11 | Oerlikon Textile Gmbh & Co. Kg | Verfahren und Vorrichtung zum Ermitteln einer Drehzahlstellgröße für eine Antriebseinheit eines Spulspindelrevolvers |
| WO2024012929A1 (fr) | 2022-07-09 | 2024-01-18 | Oerlikon Textile Gmbh & Co. Kg | Procédé et dispositif de détermination d'une grandeur de vitesse manipulée pour une unité d'entraînement d'une unité de rotation de bobine |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0374536B1 (fr) | 1994-03-30 |
| US5029762A (en) | 1991-07-09 |
| KR900009414A (ko) | 1990-07-04 |
| JP2693243B2 (ja) | 1997-12-24 |
| DE8916288U1 (de) | 1997-05-22 |
| CN1021899C (zh) | 1993-08-25 |
| JPH02276771A (ja) | 1990-11-13 |
| DE58907348D1 (de) | 1994-05-05 |
| ES2050766T3 (es) | 1994-06-01 |
| EP0374536A3 (fr) | 1991-12-27 |
| KR970010909B1 (ko) | 1997-07-02 |
| CN1043679A (zh) | 1990-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0374536B1 (fr) | Machine de bobinage | |
| DE19544202B4 (de) | Verfahren und Vorrichtung zum Einregeln einer nach einem Rechenspanner vorliegenden Fadenzugkraft in einer Textilmaschine | |
| EP0460546B1 (fr) | Dispositif de bobinage | |
| DE3805347A1 (de) | Aufspulmaschine | |
| EP0937008A1 (fr) | Bobineuse | |
| DE3009714A1 (de) | Aufwickelvorrichtung zum aufwickeln eines fadens auf eine spule | |
| EP0367253A1 (fr) | Système d'échange pour un dispositif de mise en place d'un fil dans une machine à bobiner | |
| DE2018368A1 (de) | Schnell-Spulmaschine | |
| DE2406550C3 (fr) | ||
| DE2723348A1 (de) | Vorrichtung zur ausbildung von fadenreserven | |
| EP0994821B1 (fr) | Machine de bobinage | |
| EP0349939B1 (fr) | Procédé pour le changement de bobines | |
| DD144037A5 (de) | Vorrichtung zum aufspulen textiler faeden | |
| EP1918433B1 (fr) | Méthode pour obtenir une chaîne d'échantillonnage et ourdissoir d'échantillonnage | |
| DE2364284C2 (de) | Spulmaschine | |
| DE2623175A1 (de) | Garnwickelvorrichtung | |
| DE3843202C2 (de) | Aufspulmaschine | |
| DE3909106A1 (de) | Aufspulmaschine | |
| DE4115339B4 (de) | Spulhülse | |
| DE4321111A1 (de) | Aufspulmaschine | |
| DE4018095A1 (de) | Aufspulmaschine | |
| DE3211603C2 (de) | Verfahren zum verlustfreien Spulenwechsel beim Aufspulen eines kontinuierlich zulaufenden Fadens sowie Aufspulvorrichtung | |
| DE29706350U1 (de) | Aufspulmaschine | |
| DE10336683A1 (de) | Spulstelle für eine Kreuzspulen herstellende Textilmaschine | |
| DE3915608A1 (de) | Aufspulmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE ES FR GB IT LI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE ES FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19911205 |
|
| 17Q | First examination report despatched |
Effective date: 19921125 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 58907348 Country of ref document: DE Date of ref document: 19940505 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940429 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2050766 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: NEUMAG - NEUMUENSTERISCHE MASCHINEN- UND ANLAGENBA Effective date: 19941215 |
|
| PLBO | Opposition rejected |
Free format text: ORIGINAL CODE: EPIDOS REJO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BARMAG GMBH ENGINEERING & MANUFACTURING |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 19980428 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20061017 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20061110 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20061127 Year of fee payment: 18 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20071128 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20080930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071128 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20081210 Year of fee payment: 20 Ref country code: CH Payment date: 20081124 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20071129 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20081120 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071129 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |