EP0353527A2 - Vorrichtung zum Entstapeln einer mit einem Papierbogenstapel beladenen Palette - Google Patents
Vorrichtung zum Entstapeln einer mit einem Papierbogenstapel beladenen Palette Download PDFInfo
- Publication number
- EP0353527A2 EP0353527A2 EP89113030A EP89113030A EP0353527A2 EP 0353527 A2 EP0353527 A2 EP 0353527A2 EP 89113030 A EP89113030 A EP 89113030A EP 89113030 A EP89113030 A EP 89113030A EP 0353527 A2 EP0353527 A2 EP 0353527A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- separating tongue
- stack
- pallet
- displacement path
- ejector
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/32—Separating articles from piles by elements, e.g. fingers, plates, rollers, inserted or traversed between articles to be separated and remainder of the pile
- B65H3/322—Separating articles from piles by elements, e.g. fingers, plates, rollers, inserted or traversed between articles to be separated and remainder of the pile for separating a part of the pile, i.e. several articles at once
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H1/00—Supports or magazines for piles from which articles are to be separated
- B65H1/08—Supports or magazines for piles from which articles are to be separated with means for advancing the articles to present the articles to the separating device
- B65H1/18—Supports or magazines for piles from which articles are to be separated with means for advancing the articles to present the articles to the separating device controlled by height of pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/02—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains
- B65H5/021—Feeding articles separated from piles; Feeding articles to machines by belts or chains, e.g. between belts or chains by belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/422—Handling piles, sets or stacks of articles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T225/00—Severing by tearing or breaking
- Y10T225/30—Breaking or tearing apparatus
- Y10T225/371—Movable breaking tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/202—With product handling means
- Y10T83/2033—Including means to form or hold pile of product pieces
- Y10T83/2037—In stacked or packed relation
- Y10T83/2046—Including means to move stack bodily
- Y10T83/2048—By movement of stack holder
Definitions
- the present invention relates to a device for unstacking a pallet loaded with a stack of paper sheets, with which the stack is successively removed from the stack.
- the object of the present invention is therefore to create a device with which the de-stacking of paper stacks on pallets can be carried out mechanically and with little physical effort.
- the machine must be designed so that it can be operated fully automatically in a simple manner using the usual microprocessor technology.
- the device has a stationary stand 1, consisting of four vertical struts 2 and further horizontal cross struts 3 connecting them.
- Spindles which are not visible in the drawing are rotatably mounted in the vertical struts 2 and can simultaneously be driven by a motor (not shown).
- the spindles are connected to one another by gears arranged in the cross struts 3 with end-angle gears.
- a lift 4 is mounted on the spindles, the one rotating Spindles are raised or lowered.
- the lift 4 is provided with supports 5, which are preferably assigned a drivable conveyor belt and which serve to receive a pallet 7 loaded with a paper stack 6.
- the length of the stroke of the lift 4 is equal to the length of the vertical displacement path of the pallet 7.
- the removal of partial stacks 6 serves a removal belt 8 which reaches up to close to the vertical displacement path of the pallet 7.
- the conveyor belt 8 is a telescopic belt. The position of its start can therefore be set close to the stack 6 regardless of the stack format.
- a first carriage 9 is mounted on a horizontal rail 13 so as to be displaceable in the direction of the conveyor belt 8, which carries a stop 10 which can be adjusted vertically between a working and rest position using a linear motor 14.
- This interacts with a sensor 11, which is displaceable along a vertical measuring scale 12.
- the sensor 11, which can also be moved horizontally between a working and rest position, engages over the edge of the pallet protruding from the stack 6 in its working position and is carried along by the pallet 7 along the measuring scale 12 when the elevator 4 is raised. In the rest position, the sensor 11 is outside the vertical displacement path of the pallet 7.
- the stack height H must be determined precisely before the de-stacking begins.
- the sensor 11 is brought into the working position and the lift 4 is raised from its lowest position, until the stack 6 abuts the stop 10, which is also in the working position.
- the sensor 11 is carried along the measuring scale 12 and signals the height H of the stack 6 when the lift comes to a standstill by means of optical or electrical signals.
- the number of partial stacks 6 'to be removed can now be calculated with the height H' and removal can be carried out automatically or manually.
- the stop 10 and the sensor 11 are no longer required for the process of removing the partial stack 6 and moved into their rest position.
- the carriage 9 is driven forward and backward by a motor (not shown) attached to it.
- a bracket 15 Fixed to the carriage 9 is a bracket 15 which carries a separating tongue 16.
- This separating tongue 16 is at the level of the conveyor plane 8 'of the conveyor belt 8 or slightly above.
- the console 15 with its leading flank 23 and the separating tongue 16 form an ejector, which pushes the uppermost partial stack 6 'onto the removal belt 8 when the carriage 9 advances, the separating tongue 16 forming the lower limit of the ejector or partial stack 6' .
- two horizontal guide rods 17 are attached to the stand 1, on which a second carriage 19, which can be driven with a band cylinder 18, is slidably mounted to and fro.
- This second carriage 19 carries two wedge-shaped hold-down devices 20 which are spaced apart from one another and which are seen on the left and right in the direction of movement the separating tongue 16.
- Both hold-down devices 20 can be tilted obliquely downwards from their horizontal or slightly upward position on a horizontal axis 21 on the second carriage 19 with their wedge cutting edge facing the stack 6. Their position is determined by a cylinder piston unit 22.
- the lift 4 is first raised until the stack 6 projects beyond the level of the separating tongue 16 by the height H '.
- the first carriage 9 is moved against the conveyor belt 8 until the separating tongue 16 is in the stack 6 and spreads it between two sheets of paper.
- the separating tongue 16 penetrates so far into the stack 6 until the leading edge 23 of the bracket 15 bears against the part stack 6 'to be separated (FIG. 3).
- the second carriage 19 is moved against the conveyor belt 8 and the hold-down devices 20 are pushed into the gap produced by the separating tongue 16 (FIG. 4). 4, the hold-down device 20 has reached the position shown in FIG. They remain in this tilted position during the subsequent work step and press on the top paper sheet of the remaining stack 6. They exert a restraining force on it.
- the first carriage 9 is moved further against the removal belt 8 until the flank 23 of the ejector 15, 16, 23 reaches the beginning of the removal belt.
- the ejector 15, 16, 23 pushes the partial stack 6 'lying on the separating tongue 16' in front of it onto the discharge belt 8.
- the separating tongue 16 is provided with blown air openings. Through this, blown air is pressed into the wedge-shaped gap during the entire separation process, so that an air cushion forms in the parting plane between the part stack 6 'to be separated and the rest stack, which facilitates the lateral pushing away of the part stack 6'.
- the conveyor belt 8 has a surface with a pronounced friction structure. As soon as during the pushing away of the partial stack 6 to be separated, the preceding lower edge of which strikes the removal belt 8, it is grasped with friction and removed from the remaining stack, thereby supporting the pushing action of the ejector 15, 16, 23.
- the bracket 15 is mounted on the carriage 9 so as to be vertically displaceable by means of a guide 24 and is held in its lower position shown in the drawing by a pneumatic spring 25.
- the stop 10 is brought down by the linear motor 14 into its working position.
- the carriage 9 is moved so far against the conveyor belt 8 that the cutting edge of the separating tongue 16 lies over the projecting edge of the pallet 7.
- the lift 4 is raised until the last partial stack 6 'at the stop 10 and the separating tongue 16 is present at the edge of the pallet.
- the stop 10 is raised to the rest position (dash-dotted) and the lift 4 by a few Raised millimeters further.
- the separating tongue 16 is also lifted and the pneumatic spring 25 is compressed, which thereby presses the separating tongue onto the edge of the pallet.
- the carriage 9 is moved against the conveyor belt 8 and the last partial stack 6 'pushed onto it by means of the ejector 15, 16, 23.
- the force exerted by the pneumatic spring 25 on the separating tongue 16 ensures that the separating tongue 16 slides under the bottom sheet of the last partial stack 6 'or between these and the pallet 7.
- the lift 4 is lowered again and the empty pallet 7 is exchanged for a loaded one, whereupon the workflow described is repeated.
- the separating tongue 16 can be reliably brought over the projecting edge of the pallet, but after ejecting the second-last sub-stack 6', a sensor 42 fastened to a carriage 42 before moving the separating tongue 16 forward 43 brought into contact with the facing side surface of the last partial stack 6 '.
- the carriage 42 can be moved on the rail 13. So that when the ejector 15, 16, 23 is pushed forward, the preceding end of the separating tongue 16 can be stopped exactly above the projecting edge of the pallet, an upward-facing photoelectric transmitter 44 and receiver is attached to the front end of the sensor, which generates a stop signal as soon as the separating tongue 16 cuts its light barrier. Then the carriage 42 with the sensor 43 in the Starting position moved back and the lift 4 raised until the protruding edge of the pallet 7 abuts the separating tongue 16 and lifts it by a few millimeters.
- the console 15 here consists of two parallel, spaced plates 15 ', 15 ⁇ , which are connected at the top by a plate 45 firmly connected to the guide 24 and at the front by a plate 46 forming the flank 23. Between the plates 15 'and 15 ⁇ extend two firmly connected guide rods 49 and 50, on each of which a bearing bush 51, 52 is axially displaceable. A support plate 53 is fixedly connected to the bearing bushes and is displaceable. A support plate 54 is attached to this, on which a pneumatic cylinder 56 hangs pivotably about an axis 55.
- An axis 57 also passes through the support plate 53, to which an angle lever 58 is articulated.
- the other end of the angle lever 58 is pivotally connected to the end of the piston rod of the cylinder 56 by a pivot pin 59.
- the separating tongue 16 is firmly screwed to the angle lever 58.
- the cylinder 53 is pressurized with compressed air in such a way that it holds the separating tongue 16 in a horizontal, unstable, lightweight position.
- Adjusting screws 61 are screwed into two lateral ribs 60 which are firmly connected to the carrier plate 53. These limit a tilting of the preceding end of the separating tongue 16 downward, whereas the stop surface 62 limits an upward tilting of the separating tongue 16.
- a force acts on the free end of the separating tongue from above or below, it can, against dodge the equilibrium force generated by the cylinder 56 up or down until it comes to rest either with the adjusting screws 61 or with the stop 62.
- a force deflecting the separating tongue 16 occurs when the foremost point of the separating tongue 16 hits a sheet of paper and not between two sheets of paper during the advance for unstacking.
- the separating tongue 16 which is held in an unstable equilibrium position, attempts to move up or down, its deflection movement being limited by the upper or lower bow. As a result, it can slide between the hit sheet on the one hand and the adjacent sheet on the other hand, without injuring the hit sheet.
- an electric motor 63 is attached, which drives an eccentric pin 65 via a gear 64, which moves a push rod 66 which extends through a slot opening 67 to and fro.
- the other end of the push rod 66 is articulated on an axle 68 which is fixedly connected to the support plate 53.
- the carrier plate 53 With the engine 118 running, the carrier plate 53 is moved back and forth on the guide rods 49, 50 by the crank mechanism described. It carries out a lateral oscillating movement, the frequency of which can be set via the speed of the motor 63.
- the eccentric radius of the eccentric pin 65 and the length of the push rod 66 are adjustable for adjusting the size of the stroke.
- the console 15, 16, 23 is moved to unstack the stack 6, so that the separating tongue 16 penetrates into the stack 6, the separating tongue 16 is laterally moved back and forth during this advance (at least during the period between the first contact of the separating tongue 16 with the stack 6 and its insertion between two sheets of paper). If (as described) the separating tongue 16 hits a sheet of paper, the lateral oscillating movement favors a deflection of the preceding end against the equilibrium force of the cylinder 56, which promotes the penetration between two sheets and eliminates the risk of injury to the sheet of paper hit.
- the separating tongue 16 In plan view it is in the shape of a scoop and is attached to the bracket 15 or the angle lever 113 with its stem-shaped end. The bottom is essentially flat. In the rear area, the upper side forms a plane 26 parallel to the underside and, starting from the edges 27, 28, has surfaces 31, 32 sloping both towards the sides 29 and towards the preceding edges 30.
- the front part of the separating tongue 16 is tapered in a wedge shape in the direction of movement on the one hand and on the other hand transversely thereto.
- the surfaces of the separating tongue 16 are polished throughout and their leading edges 30 are rounded, the radius of curvature being 0.15 to 0.45 millimeters, preferably 0.3 millimeters.
- the underside of the separating tongue 16 is provided with a groove 33 which is rectangular in cross section and which intersects the surface 32 at the edge 34.
- a sword 35 is inserted into this groove 33, the underside of which is essentially coplanar with the flat underside of the separating tongue 16.
- the sword 35 towers over the leading edges 30 and tapers in the vertical and horizontal directions in a wedge shape.
- the wedge angle ⁇ is 30 ° to 60 °, preferably 45 ° to 55 °.
- the wedge angle is less than 15 °, preferably 5 ° to 10 °.
- the wedge-shaped taper extends up to a line 36 (FIGS. 8 and 9).
- the sword 35 is uniformly thick and rounded in plan view.
- the width of the sword (seen in plan view) is at most 50 millimeters, preferably 30 millimeters.
- the thickness of the flat part 37 of the sword 35 from the line 36 to the sword end is 0.2 to 0.8 millimeters, preferably 0.35 millimeters, these edges also being rounded.
- the visible surfaces of the sword 35 are polished like the other surfaces of the separating tongue 16.
- the preceding edges 30 of the separating tongue 16 are slightly swept backwards.
- the angle enclosed by the edges 30 is 60 ° to 150 ° and is preferably around 120 °.
- the separating tongue 16 is provided with blown air channels 38, which can be connected to the operational compressed air network via the connections 39 and flexible hoses (not shown).
- the blown air channels 38 are connected to numerous blown air openings 40 in the surface of the separating tongue 16.
- the sword 35 is provided with a groove-shaped channel 41 (which can also be omitted), which is connected to the blown air channels 38.
- the channel 41 comes to the surface at the edge 34 and thus opens upwards.
- the blown air channels 38 are each supplied with blown air during the advance of the separating tongue 16, thereby forming an air cushion during their penetration into a stack 6 between the separated layers of paper, which facilitates the lateral pushing away of the partial stack 6 '.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Pile Receivers (AREA)
Abstract
Description
- Die vorliegende Erfindung bezieht sich auf eine Vorrichtung zum Entstapeln einer mit einem Papierbogenstapel beladenen Palette, mit der vom Stapel nacheinander Teilstapel abgetragen werden.
- Für das maschinelle Stapeln von Papierbogen auf Paletten sind weitgehend selbsttätig arbeitende Vorrichtungen bekannt. Die Entstapelung der Paletten indessen erfolgt von Hand. Dabei werden die Stapel zu Teilstapeln mit unter sich gleicher Höhe vereinzelt, die entweder einem Zwischenlager oder einer Weiterverarbeitungsmaschine zugeführt werden. Bedingt durch die hohe Leistung der Weiterverarbeitungsmaschine ist das manuelle Entstapeln der Paletten eine körperlich anstrengende Tätigkeit.
- Die vorliegende Erfindung stellt sich daher die Aufgabe eine Vorrichtung zu schaffen, mit welcher die Entstapelung von Papierstapeln auf Paletten mechanisch und mit geringer körperlicher Anstrengung erfolgen kann. Dabei ist die Maschine so zu gestalten, dass sie in einfacher Weise mit der üblichen Mikroprozessortechnik vollautomatisch betrieben werden kann.
- Erfindungsgemäss wird diese Aufgabe gelöst durch die kennzeichnenden Merkmale des Anspruchs 1.
- Anhand der beiliegenden schematischen Zeichnung wird die Erfindung beispielsweise erläutert. Es zeigen:
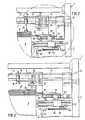
- Fig. 1 eine Ansicht einer Entstapelungsvorrichtung,
- Fig. 2 das Detail II in Fig. 1 in vergrösserter Darstellung,
- Fig. 3 bis 4 das gleiche Detail wie Fig. 2, wobei die Vorrichtung in verschiedenen Betriebsstellungen während des Entstapelns gezeigt ist,
- Fig. 5 das gleiche Detail wie Fig. 2, wobei die Vorrichtung in einer weiteren Betriebsstellung für das Entstapeln des letzten Teilstapels eines Stapels gezeigt ist,
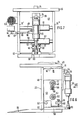
- Fig. 6 ein zweites Ausführungsbeispiel eines Ausstossers in Seitenansicht wie die Fig. 1 bis 5 aber in grösserer Darstellung und mit teilweise weggebrochenen Teilen,
- Fig. 7 eine Ansicht in Richtung des Pfeiles VII in Fig. 6,
- Fig. 8 eine Seitenansicht der Trennzunge in vergrösserter Darstellung,
- Fig. 9 eine Draufsicht auf Fig. 8 und
- Fig. 10 eine Ansicht zu Fig. 8 von unten.
- Die Vorrichtung weist einen ortsfesten Ständer 1 auf, bestehend aus vier vertikalen Streben 2 sowie weiteren, sie verbindenden horizontalen Querstreben 3. In den vertikalen Streben 2 sind in der Zeichnung nicht sichtbare Spindeln drehbar gelagert, welche von einem nicht dargestellten Motor gleichzeitig antreibbar sind. Die Spindeln sind unter sich getrieblich durch in den Querstreben 3 angeordnete Wellen mit endseitigen Winkelgetrieben verbunden. An den Spindeln ist ein Lift 4 gelagert, der bei drehenden Spindeln gehoben oder gesenkt wird. Der Lift 4 ist mit Trägern 5 versehen, denen vorzugsweise ein antreibbares Förderband zugeordnet ist und die der Aufnahme einer mit einem Papierstapel 6 beladenen Palette 7 dienen. Die Länge des Hubweges des Liftes 4 ist gleich der Länge des vertikalen Verschiebeweges der Palette 7.
- Dem Abtransport von Teilstapeln 6′ dient ein Abtransportband 8, das bis nahe an den vertikalen Verschiebeweg der Palette 7 heranreicht. Das Abtransportband 8 ist ein Teleskopband. Die Lage seines Anfangs kann daher unabhängig vom Stapelformat nahe am Stapel 6 eingestellt werden.
- An einer horizontalen Schiene 13 ist ein erster Wagen 9 in Richtung des Abtransportbandes 8 verschiebbar gelagert, der einen mit einem Linearmotor 14 vertikal zwischen einer Arbeits- und Ruhelage verstellbaren Anschlag 10 trägt. Dieser wirkt mit einem Messfühler 11 zusammen, der längs einer vertikalen Messskala 12 verschiebbar ist. Der zudem horizontal zwischen einer Arbeits- und Ruhestellung verschiebbare Messfühler 11 übergreift in seiner Arbeitsstellung den vom Stapel 6 vorstehenden Palettenrand und wird beim Hochfahren des Liftes 4 von der Palette 7 längs der Messskala 12 mitgenommen. In der Ruhestellung ist der Messfühler 11 ausserhalb des vertikalen Verschiebeweges der Palette 7.
- Vor Beginn der Entstapelung ist die Stapelhöhe H genau zu bestimmen. Hierzu wird der Messfühler 11 in die Arbeitsstellung gebracht und der Lift 4 aus seiner tiefsten Stellung hochgefahren, bis der Stapel 6 am ebenfalls in Arbeitslage befindlichen Anschlag 10 ansteht. Der Messfühler 11 wird dabei entlang der Messskala 12 mitgenommen und signalisiert die Höhe H des Stapels 6, wenn der Lift zum Stillstand kommt, mittels optischen oder elektrischen Signalen. Auf herkömmliche Weise oder mittels Mikroprozessoren kann nun die Anzahl der abzutragenden Teilstapel 6′ mit der Höhe H′ errechnet und das Abtragen selbsttätig oder manuell gesteuert vorgenommen werden. Der Anschlag 10 und der Messfühler 11 werden für den Vorgang des Abtragens der Teilstapel 6′ nicht mehr benötigt und in ihre Ruhestellung bewegt.
- Der Vorwärts- und Rückwärtsantrieb des Wagens 9 erfolgt durch einen daran angebrachten Motor (nicht dargestellt). Mit dem Wagen 9 fest verbunden ist eine Konsole 15, die eine Trennzunge 16 trägt. Diese Trennzunge 16 liegt auf der Höhe der Förderebene 8′ des Abtransportbandes 8 oder geringfügig darüber. Die Konsole 15 mit ihrer vorangehenden Flanke 23 sowie die Trennzunge 16 bilden einen Ausstosser, der beim Vorlauf des Wagens 9 die jeweils obersten Teilstapel 6′ auf das Abtransportband 8 aufschiebt, wobei die Trennzunge 16 die untere Begrenzung des Ausstossers bzw. des Teilstapels 6′ bildet.
- Weiter sind am Ständer 1 zwei horizontale Führungsstangen 17 befestigt, an denen ein zweiter mit einem Bandzylinder 18 antreibbarer Wagen 19 hin und her verschiebbar gelagert ist. Dieser zweite Wagen 19 trägt zwei voneinander distanzierte, keilförmige Niederhalter 20, die in Bewegungsrichtung gesehen links und rechts der Trennzunge 16 liegen. Beide Niederhalter 20 sind an einer horizontalen Achse 21 am zweiten Wagen 19 mit ihrer dem Stapel 6 zugewandten Keilschneide aus ihrer horizontalen oder leicht nach oben gerichteten Lage schräg nach unten kippbar. Ihre Lage wird durch eine Zylinderkolbeneinheit 22 bestimmt. Um einen Teilstapel 6′ von der Höhe H′ vom Stapel 6 abzutrennen, wird zuerst der Lift 4 angehoben, bis der Stapel 6 die Ebene der Trennzunge 16 um die Höhe H′ überragt. Danach wird der erste Wagen 9 gegen das Abtransportband 8 verfahren, bis die Trennzunge 16 im Stapel 6 steckt und diesen zwischen zwei Papierbogen aufspreizt. Die Trennzunge 16 dringt dabei soweit in den Stapel 6 ein, bis die vorangehende Flanke 23 der Konsole 15 gegen den abzutrennenden Teilstapel 6′ anliegt (Fig. 3). Danach wird der zweite Wagen 19 gegen das Abtransportband 8 bewegt und die Niederhalter 20 in die von der Trennzunge 16 erzeugte Klaffe hineingeschoben (Fig. 4). Haben die Niederhalter 20 die in Fig. 4 gezeigte Stellung erreicht, werden sie durch die Zylinderkolbeneinheit 22 mit ihrer Keilschneide nach unten gekippt (strichpunktiert gezeichnet). In dieser abgekippten Stellung verharren sie während des nachfolgenden Arbeitsschrittes und drücken dabei auf den obersten Papierbogen des Reststapels 6. Sie üben dabei auf diesen eine Rückhaltekraft aus. Während dieses Arbeitsschrittes wird nach dem Abkippen der Niederhalter 20 der erste Wagen 9 weiter gegen das Abtransportband 8 bewegt bis die Flanke 23 des Ausstossers 15, 16, 23 den Anfang des Abtransportbandes erreicht. Der Ausstosser 15, 16, 23 schiebt den auf der Trennzunge 16 aufliegenden Teilstapel 6′ vor sich her auf das Abtransportband 8. Der Teilstapel 6′ gleitet dabei auf dem obersten Papierbogen des Reststapels, der durch die Niederhalter 20 zurückgehalten wird. Die Trennzunge 16 ist, wie später beschrieben, mit Blasluftöffnungen versehen. Durch diese wird während des ganzen Trennvorganges Blasluft in die keilförmige Klaffe gedrückt, so dass sich in der Trennebene zwischen dem abzutrennenden Teilstapel 6′ und dem Reststapel ein Luftkissen bildet, das das seitliche Wegschieben des Teilstapels 6′ erleichtert.
- Das Abtransportband 8 weist eine Oberfläche mit einer ausgesprochenen Reibstruktur auf. Sobald während des Wegschiebens des abzutrennenden Teilstapels 6′ dessen vorangehende untere Kante auf das Abtransportband 8 auftrifft, wird er mit Reibschluss erfasst und vom Reststapel abgezogen, wodurch die Schiebewirkung des Ausstossers 15, 16, 23 unterstützt wird.
- Die Konsole 15 ist am Wagen 9 mittels einer Führung 24 vertikal verschiebbar gelagert und durch eine pneumatische Feder 25 in ihrer unteren, in der Zeichnung gezeigten Lage gehalten.
- Für das Ausstossen des untersten, d.h. des letzten Teilstapels 6′ (Fig. 6) wird der Anschlag 10 vom Linearmotor 14 nach unten in seine Arbeitsstellung gebracht. Gleichzeitig wird der Wagen 9 soweit gegen das Abtransportband 8 bewegt, dass die Schneide der Trennzunge 16 über dem vorstehenden Rand der Palette 7 liegt. Alsdann wird der Lift 4 angehoben, bis der letzte Teilstapel 6′ am Anschlag 10 und die Trennzunge 16 am Palettrand ansteht. Hat der Lift 4 diese Stellung erreicht, wird der Anschlag 10 in die Ruhelage (strichpunktiert) gehoben und der Lift 4 um einige Millimeter weiter nach oben gefahren. Dabei wird die Trennzunge 16 mit angehoben und die pneumatische Feder 25 komprimiert, welche dadurch die Trennzunge auf den Palettrand drückt. Nachfolgend wird der Wagen 9 gegen das Abtransportband 8 bewegt und der letzte Teilstapel 6′ mittels des Ausstossers 15, 16, 23 darauf geschoben. Durch die von der pneumatischen Feder 25 auf die Trennzunge 16 wirkende Kraft wird erreicht, dass sich die Trennzunge 16 unter den untersten Bogen des letzten Teilstapels 6′ bzw. zwischen diesen und die Palette 7 schiebt. Nach der Übergabe des letzten Teilstapels 6′ an das Abtransportband 8 wird der Lift 4 wieder abgesenkt und die leere Palette 7 gegen eine beladene ausgetauscht, worauf sich der beschriebene Arbeitsablauf wiederholt.
- Damit (wie vorgängig beschrieben) für das seitliche Verschieben des letzten Teilstapels 6′ die Trennzunge 16 zuverlässig über den vorstehenden Palettenrand gebracht werden kann, wird nach dem Ausstossen des zweitletzten Teilstapels 6′ aber vor dem Vorwärtsbewegen der Trennzunge 16 ein an einem Wagen 42 befestigter Fühler 43 in Anlage mit der zugewandten Seitenfläche des letzten Teilstapels 6′ gebracht. Zu diesem Zweck ist der Wagen 42 an der Schiene 13 verfahrbar. Damit nun beim nachfolgenden Vorschieben des Ausstossers 15, 16, 23 das vorangehende Ende der Trennzunge 16 genau über dem vorstehenden Palettenrand angehalten werden kann, ist am vorderen Fühlerende ein nach oben gerichteter fotoelektrischer Sender 44 und Empfänger angebracht, der ein Stoppsignal erzeugt, sobald die Trennzunge 16 seine Lichtschranke schneidet. Danach wird der Wagen 42 mit dem Fühler 43 in die Ausgangslage zurückbewegt und der Lift 4 solange angehoben, bis der vorstehende Rand der Palette 7 an der Trennzunge 16 anliegt und diese um einige Millimeter anhebt.
- Für die Entstapelung besonders empfindlicher Papiere eignet sich ein Ausstosser 15, 16, 23, wie er in den Fig. 6 und 7 gezeigt ist. Die Konsole 15 besteht hier aus zwei parallelen, distanzierten Platten 15′, 15˝, die oben durch eine mit der Führung 24 fest verbundene Platte 45 und frontseitig durch eine die Flanke 23 bildende Platte 46 verbunden sind. Zwischen den Platten 15′ und 15˝ erstrecken sich zwei mit ihnen fest verbundene Führungsstangen 49 und 50, auf denen je eine Lagerbüchse 51, 52 achsial verschiebbar ist. Mit den Lagerbüchsen fest verbunden und verschiebbar ist eine Trägerplatte 53. An dieser ist eine Lagerplatte 54 befestigt, an der um eine Achse 55 schwenkbar ein pneumatischer Zylinder 56 hängt. Weiter durchsetzt eine Achse 57 die Trägerplatte 53, an der ein Winkelhebel 58 angelenkt ist. Das andere Ende des Winkelhebels 58 ist durch ein Schwenkzapfen 59 mit dem Ende der Kolbenstange des Zylinders 56 gelenkig verbunden. Mit dem Winkelhebel 58 fest verschraubt ist die Trennzunge 16. Der Zylinder 53 ist derart mit Druckluft beaufschlagt, dass er die Trennzunge 16 in einer horizontalen, labilen Leichtgewichtslage hält. In zwei seitlichen, mit der Trägerplatte 53 fest verbundenen Rippen 60 sind Justierschrauben 61 eingeschraubt. Diese begrenzen ein Abkippen des vorangehenden Endes der Trennzunge 16 nach unten, wogegen die Anschlagfläche 62 ein nach oben Kippen der Trennzunge 16 begrenzt. Greift am freien Ende der Trennzunge von oben oder unten eine Kraft an, kann sie, gegen die vom Zylinder 56 erzeugte Gleichgewichtskraft nach oben oder unten ausweichen, bis sie entweder zur Anlage mit den Justierschrauben 61 oder mit dem Anschlag 62 kommt. Eine die Trennzunge 16 auslenkende Kraft tritt dann auf, wenn beim Vorlauf zum Entstapeln der vorderste Punkt der Trennzunge 16 einen Papierbogen und nicht zwischen zwei Papierbogen trifft. Die in labiler Gleichgewichtslage gehaltene Trennzunge 16 versucht in einem solchen Fall nach oben oder unten auszuweichen, wobei ihre Auslenkungsbewegung vom oberen oder unteren Bogen begrenzt wird. In der Folge kann sie sich zwischen den getroffenen Bogen einerseits und den angrenzenden Bogen anderseits schieben, ohne den getroffenen Bogen zu verletzen.
- An der Platte 15′ ist ein Elektromotor 63 befestigt, der über ein Getriebe 64 einen Exzenterzapfen 65 antreibt, der eine Schubstange 66, die durch eine Schlitzöffnung 67 hindurchgreift, hin und her bewegt. Das andere Ende der Schubstange 66 ist an einem mit der Trägerplatte 53 fest verbundenen Achszapfen 68 angelenkt. Bei laufendem Motor 118 wird die Trägerplatte 53 durch den beschriebenen Kurbeltrieb auf den Führungsstangen 49, 50 hin und her bewegt. Sie führt eine seitliche Schwingbewegung aus, deren Frequenz über die Drehzahl des Motors 63 einstellbar ist. Der Exzenterradius des Exzenterzapfens 65 wie auch die Länge der Schubstange 66 sind für die Einstellung der Grösse des Hubweges verstellbar.
- Wird nun, wie vorangehend bereits beschrieben, die Konsole 15, 16, 23 zum Entstapeln gegen den Stapel 6 gefahren, damit die Trennzunge 16 in den Stapel 6 eindringt, wird während diesem Vorschub (zumindest aber während der Zeitspanne zwischen der ersten Berührung der Trennzunge 16 mit dem Stapel 6 und ihrem Einschieben zwischen zwei Papierbogen) die Trennzunge 16 seitlich hin und her bewegt. Trifft (wie beschrieben) die Trennzunge 16 einen Papierbogen, so begünstigt die seitliche Schwingbewegung ein Ausweichen des vorangehenden Endes gegen die Gleichgewichtskraft des Zylinders 56 wodurch das Eindringen zwischen zwei Bogen begünstigt und die Gefahr einer Verletzung des getroffenen Papierbogens beseitigt wird.
- Die Fig. 8 bis 10 zeigen im Detail die Ausbildung der Trennzunge 16. In der Draufsicht ist sie schaufelförmig und mit ihrem stielförmigen Ende an der Konsole 15 bzw. dem Winkelhebel 113 befestigt. Die Unterseite ist im wesentlichen eben. Die Oberseite bildet im hinteren Bereich eine zur Unterseite parallele Ebene 26 und weist, ausgehend von den Kanten 27, 28, sowohl nach den Seiten 29 als auch gegen die vorangehenden Kanten 30 abfallende Flächen 31, 32 auf. Dadurch ist der vordere Teil der Trennzunge 16 einerseits in deren Bewegungsrichtung und anderseits quer dazu keilförmig verjüngt. Die Oberflächen der Trennzunge 16 sind durchwegs poliert und ihre vorangehenden Kanten 30 sind gerundet, wobei der Rundungsradius 0,15 bis 0,45 Millimeter, vorzugsweise 0,3 Millimeter beträgt. Die Unterseite der Trennzunge 16 ist mit einer im Querschnitt rechteckigen Nut 33 versehen, die bei der Kante 34 die Fläche 32 schneidet. In diese Nut 33 ist ein Schwert 35 eingelegt, dessen Unterseite sich im wesentlichen koplanar an die ebene Unterseite der Trennzunge 16 anfügt. Das Schwert 35 überragt die vorangehenden Kanten 30 und verjüngt sich in senkrechter und horizontaler Richtung keilförmig. In der Draufsicht (Fig. 9) beträgt der Keilwinkel α 30° bis 60°, vorzugsweise 45° bis 55°. In vertikaler Richtung, d.h., in der Seitenansicht (Fig. 8) beträgt der Keilwinkel weniger als 15°, vorzugsweise 5° bis 10°. Die keilförmige Verjüngung erstreckt sich bis zu einer Linie 36 (Fig. 8 und 9). Von dieser weg bis zum Scheitel ihres vorderen Endes ist das Schwert 35 gleichmässig dick und in der Draufsicht gerundet. Die Breite des Schwertes (in der Draufsicht gesehen) beträgt höchstens 50 Millimeter, vorzugsweise 30 Millimeter. Die Dicke des flachen Teils 37 des Schwertes 35 von der Linie 36 bis zum Schwertende beträgt 0,2 bis 0,8 Millimeter, vorzugsweise 0,35 Millimeter, wobei auch diese Kanten gerundet sind. Die sichtbaren Flächen des Schwertes 35 sind wie die übrigen Oberflächen der Trennzunge 16 poliert.
- Die vorangehenden Kanten 30 der Trennzunge 16 sind leicht nach hinten gepfeilt. Der von den Kanten 30 eingeschlossene Winkel beträgt 60° bis 150° und liegt vorzugsweise um 120°.
- Die Trennzunge 16 ist mit Blasluftkanälen 38 versehen, die über die Anschlüsse 39 und flexible Schläuche (nicht dargestellt) an das betriebliche Druckluftnetz anschliessbar sind. Die Blasluftkanäle 38 sind mit zahlreichen Blasluftöffnungen 40 in der Oberfläche der Trennzunge 16 verbunden. Zudem ist das Schwert 35 mit einem nutförmigen Kanal 41 versehen (der auch entfallen kann), der an die Blasluftkanäle 38 angeschlossen ist. Der Kanal 41 tritt bei der Kante 34 an die Oberfläche und öffnet sich somit nach oben.
- Die Blasluftkanäle 38 sind während des Vorlaufes der Trennzunge 16 jeweils mit Blasluft beaufschlagt, wodurch sich während ihres Eindringens in einen Stapel 6 zwischen den getrennten Papierlagen ein Luftkissen bildet, das das seitliche Wegschieben des Teilstapels 6′ erleichtert.
Claims (23)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH2905/88 | 1988-08-01 | ||
| CH290588A CH675995A5 (en) | 1988-08-01 | 1988-08-01 | Sheets of paper from stack, removing device |
| CH4603/88 | 1988-12-13 | ||
| CH460388 | 1988-12-13 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0353527A2 true EP0353527A2 (de) | 1990-02-07 |
| EP0353527A3 EP0353527A3 (de) | 1990-09-05 |
Family
ID=25691697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890113030 Withdrawn EP0353527A3 (de) | 1988-08-01 | 1989-07-15 | Vorrichtung zum Entstapeln einer mit einem Papierbogenstapel beladenen Palette |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US4955854A (de) |
| EP (1) | EP0353527A3 (de) |
| JP (1) | JPH0275540A (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0529272A1 (de) * | 1991-07-19 | 1993-03-03 | Fraunhofer-Gesellschaft Zur Förderung Der Angewandten Forschung E.V. | Einrichtung zur Aufnahme von biegeschlaffen flächigen Teilen |
| EP1593627A3 (de) * | 2004-05-05 | 2007-06-20 | Baumann Maschinenbau Solms GmbH & Co. KG | Vorrichtung und Verfahren zum automatischen Portinieren von blattförmigen Materialstapeln, insbesondere von Papierstapeln |
| WO2017207510A1 (en) * | 2016-05-30 | 2017-12-07 | Schur Packaging Systems Ab | Pile sheet remover |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH683089A5 (de) * | 1991-06-19 | 1994-01-14 | Oscar Roth | Bauteilsatz zur Herstellung einer Verpackung. |
| SE505882C2 (sv) * | 1994-02-10 | 1997-10-20 | Alf Peter Nissen | Förfarande och anordning för uppdelning av en stapel av ark i ris och inmatning av risen i en risbindningsanordning |
| US5688463A (en) * | 1995-06-12 | 1997-11-18 | Combibloc, Inc. | Laser processing of discrete sheets of material |
| US5849134A (en) * | 1995-10-11 | 1998-12-15 | Combibloc, Inc. | Processing discrete sheets of material |
| EP0768261A1 (de) * | 1995-10-12 | 1997-04-16 | Solipat Ag | Vorrichtung und Verfahren zum kontinuierlichen Abtafeln von bahnförmiger Ware |
| JP2817682B2 (ja) * | 1995-10-13 | 1998-10-30 | 王子製紙株式会社 | 段ボールシート等の供給方法 |
| ITBO20000621A1 (it) * | 2000-10-26 | 2002-04-26 | Innopack S R L | Metodo e dispositivo per il prelievo di risme di fogli |
| DE50115596D1 (de) * | 2001-06-08 | 2010-09-23 | Bielomatik Leuze Gmbh & Co Kg | Vorrichtung und Verfahren zur schonenden und abfallosen Weiterverarbeitung eines Restrieses |
| DE10223350A1 (de) * | 2002-05-25 | 2003-12-04 | Kolbus Gmbh & Co Kg | Vorrichtung zum Vereinzeln und Zuführen des jeweils untersten Bogens aus einem Stapel |
| ITBO20030248A1 (it) * | 2003-04-29 | 2004-10-30 | Gd Spa | Metodo e dispositivo per il prelievo di pile di sbozzati. |
| ITBO20030489A1 (it) * | 2003-08-08 | 2005-02-09 | Kpl Packaging Spa | Metodo per la formazione e il prelievo di risme di fogli |
| ITBO20060238A1 (it) * | 2006-04-04 | 2007-10-05 | Giben Int Spa | Apparato per formare pacchi di pannelli e per alimentarli verso una stazione utilizzatrice. |
| JP5309467B2 (ja) * | 2007-04-25 | 2013-10-09 | 村田機械株式会社 | 板材加工システム |
| CA2731647C (en) * | 2007-07-25 | 2015-12-08 | Patrick R. Manion | Ultrasonic ice shaving blade |
| US7991307B2 (en) * | 2007-09-24 | 2011-08-02 | Xerox Corporation | Media elevator's current position identification method and a media handling device arranged with the same |
| DK201670378A1 (en) * | 2016-05-30 | 2017-12-11 | Schur Packaging Systems Ab | Pile Preparation Unit with Pallet Exchange Module |
| KR20180021400A (ko) * | 2016-08-22 | 2018-03-05 | 박재홍 | 위치 측정부가 구비된 지류 분리장치 |
| KR101879630B1 (ko) * | 2016-08-22 | 2018-07-18 | 박재홍 | 지류의 손상을 방지할 수 있는 지류 분리장치 |
| WO2020039422A1 (en) * | 2018-08-20 | 2020-02-27 | Kornit Digital Ltd. | Loading mechanism for shirts |
| ES2965621T3 (es) * | 2019-08-12 | 2024-04-16 | L&P Swiss Holding Gmbh | Máquina para desapilar objetos |
| JP7504750B2 (ja) * | 2020-10-14 | 2024-06-24 | 東罐興業株式会社 | シート束分割把持装置 |
| CN114030932A (zh) * | 2022-01-07 | 2022-02-11 | 广东台一精工机械有限公司 | 一种瓦楞纸板分垛送料装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB165323A (en) * | 1920-06-11 | 1921-06-30 | Dexter Folder Co | Improvements in sheet separating machines |
| FR973010A (fr) * | 1948-04-14 | 1951-02-06 | Burn & Co Ltd James | Machine à poinçonner automatiquement le papier |
| US3206042A (en) * | 1963-04-17 | 1965-09-14 | Peterson Eric Ronald | Multiple sheet handling device |
| GB1221955A (en) * | 1968-02-14 | 1971-02-10 | Walter Kugler | Improvements in or relating to apparatus for transferring a stack of sheet-like materials |
| CH639045A5 (fr) * | 1981-02-03 | 1983-10-31 | Bobst Sa | Dispositif pour introduire des paquets de feuilles dans une machine les travaillant. |
| JPS60137738A (ja) * | 1983-12-26 | 1985-07-22 | Honshu Paper Co Ltd | パルプシ−ト等の平板の供給装置 |
| DE3502176A1 (de) * | 1985-01-23 | 1986-07-24 | Bielomatik Leuze Gmbh + Co, 7442 Neuffen | Vorrichtung zum falzen von materialbahnen |
| US4721295A (en) * | 1986-08-12 | 1988-01-26 | Kimberly-Clark Corporation | Apparatus and process for separating stacks of sheets into bundles |
| DE3635895A1 (de) * | 1986-10-22 | 1988-05-05 | Will E C H Gmbh & Co | Verfahren und vorrichtung zum trennen einer zick-zack-foermig gefalteten materialbahn |
| DE3641434A1 (de) * | 1986-12-04 | 1988-06-09 | Bielomatik Leuze & Co | Vereinzelungs-vorrichtung fuer mehrfach-lagenstapel aus blattlagen |
| IT1201603B (it) * | 1986-12-16 | 1989-02-02 | Wrapmatic Spa | Apparecchiatura per la selezione automatica di grandi risme sfuso a partire da un pacco di fogli impilati e per la loro alimentazione a macchine confezionatrici e metodo relativo |
| DE3870978D1 (de) * | 1987-04-16 | 1992-06-17 | Involvo Ag | Vorrichtung zum unterteilen einer endlosen papierbahn mit zickzackfalzung. |
-
1989
- 1989-07-15 EP EP19890113030 patent/EP0353527A3/de not_active Withdrawn
- 1989-07-28 US US07/387,163 patent/US4955854A/en not_active Expired - Fee Related
- 1989-08-01 JP JP1200130A patent/JPH0275540A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0529272A1 (de) * | 1991-07-19 | 1993-03-03 | Fraunhofer-Gesellschaft Zur Förderung Der Angewandten Forschung E.V. | Einrichtung zur Aufnahme von biegeschlaffen flächigen Teilen |
| EP1593627A3 (de) * | 2004-05-05 | 2007-06-20 | Baumann Maschinenbau Solms GmbH & Co. KG | Vorrichtung und Verfahren zum automatischen Portinieren von blattförmigen Materialstapeln, insbesondere von Papierstapeln |
| WO2017207510A1 (en) * | 2016-05-30 | 2017-12-07 | Schur Packaging Systems Ab | Pile sheet remover |
| CN110049935A (zh) * | 2016-05-30 | 2019-07-23 | 舒尔技术股份公司 | 堆叠件片材移除器 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0353527A3 (de) | 1990-09-05 |
| US4955854A (en) | 1990-09-11 |
| JPH0275540A (ja) | 1990-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0353527A2 (de) | Vorrichtung zum Entstapeln einer mit einem Papierbogenstapel beladenen Palette | |
| DE3613316C1 (de) | Vorrichtung zum Schneiden von gestapeltem,blattfoermigem Gut | |
| DE3922803B4 (de) | Selbsttätig arbeitende Blattstapel-Ladevorrichtung für eine Blatt-Zuführvorrichtung | |
| EP0056874B1 (de) | Vorrichtung zum Schneiden von Papier, Pappe oder dgl | |
| DE2443106C2 (de) | Stapelvorrichtung zur Bildung eines Stapels gegeneinander versetzt angeordneter Blattstöße | |
| DE69500305T2 (de) | Stapel-, Trennungs- und Abführungsstation für blattförmiges Gut, das von einer Verarbeitungsmaschine abgegeben wird | |
| EP0432225B1 (de) | Vorrichtung zum schneiden von gestapeltem, blattförmigem gut | |
| DE69103185T2 (de) | Verfahren und Vorrichtung zum Bilden von Stapeln von der Oberseite eines Stapels von Blättern in einer Maschine zur Herstellung von Verpackungen. | |
| DE2913439C2 (de) | ||
| DE2639676C2 (de) | Vorrichtung zum Beschicken eines Rundstapelbogenanlegers | |
| EP0433755B1 (de) | Vorrichtung zum vertikalen, automatischen Stapeln von Bögen | |
| DE2753668C2 (de) | Verfahren und Vorrichtung zur Bildung eines in Schneid- und Stanzmaschinen verarbeitungsfähigen Stapels aus Bogen | |
| DE3414996C1 (de) | Vorrichtung zum Abschieben von auf einer Trageinrichtung abgelegten Stapeln oder Paketen | |
| EP1873095B1 (de) | Vorrichtung zum Separieren, insbesondere Abfördern eines Teilstapels mit mindestens einer grossformatigen Platte von einem Reststapel mit einer Mehrzahl grossformatiger Platten | |
| DE69506047T2 (de) | Vorrichtung zum Herausgreifen von losen Bogenstapeln grosser Abmessungen | |
| CH680363A5 (de) | ||
| DE2508745C2 (de) | Vorrichtung zum Aufstauen vereinzelt mittels einer Transportvorrichtung zugeförderter Papierbögen zu Stapeln und zum Weitertransportieren dieser Stapel | |
| EP0243944B1 (de) | Vorrichtung zur Herstellung gebündelter Stangen aus gefalzten Papierbogen | |
| DE19804667C1 (de) | Verfahren zum Justieren eines Messers beim Messerwechsel sowie Schneidmaschine mit Messerwechselvorrichtung | |
| EP1184161B1 (de) | Vorrichtung zum Aufrichten von Schachteln aus Kartonzuschnitten | |
| DE3219693A1 (de) | Vorrichtung zur bildung von verarbeitungsfaehigen teilstapeln aus folienbogen, insbesondere papierbogen | |
| DE2544139A1 (de) | Vorrichtung zum trennen und stapeln mehrerer aus einem kartonbogen o.dgl. gestanzter kartonzuschnitte | |
| DE4244089A1 (de) | Verfahren und Vorrichtung zur automatischen Stapelung von konkaven Gegenständen wie Schalen, Teller, Becher o. dgl. aus Kunststoff oder Papier | |
| EP1251093B1 (de) | Vorrichtung zum Abstapeln von Faltschachtelschläuchen | |
| DE2744061A1 (de) | Vorrichtung fuer die automatische aufstapelung von streifen, welche aus der maschine fuer die herstellung derselben auslaufen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19910301 |
|
| 17Q | First examination report despatched |
Effective date: 19921106 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19930318 |