EP0310013A1 - Verfahren und Vorrichtung zum Färben von strangförmigem Textilgut - Google Patents
Verfahren und Vorrichtung zum Färben von strangförmigem Textilgut Download PDFInfo
- Publication number
- EP0310013A1 EP0310013A1 EP88115956A EP88115956A EP0310013A1 EP 0310013 A1 EP0310013 A1 EP 0310013A1 EP 88115956 A EP88115956 A EP 88115956A EP 88115956 A EP88115956 A EP 88115956A EP 0310013 A1 EP0310013 A1 EP 0310013A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- goods
- treatment
- liquor
- strand
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000004753 textile Substances 0.000 title claims abstract description 67
- 238000000034 method Methods 0.000 title claims abstract description 50
- 239000000463 material Substances 0.000 title claims abstract description 32
- 238000004043 dyeing Methods 0.000 title claims description 34
- 238000011282 treatment Methods 0.000 claims abstract description 109
- 238000005470 impregnation Methods 0.000 claims abstract description 30
- 230000008569 process Effects 0.000 claims abstract description 20
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 17
- 238000007789 sealing Methods 0.000 claims abstract description 5
- 230000032258 transport Effects 0.000 claims description 36
- 239000000975 dye Substances 0.000 claims description 26
- 238000003860 storage Methods 0.000 claims description 19
- 239000000203 mixture Substances 0.000 claims description 18
- 239000008186 active pharmaceutical agent Substances 0.000 claims description 16
- 230000033001 locomotion Effects 0.000 claims description 16
- 230000004087 circulation Effects 0.000 claims description 14
- 239000007788 liquid Substances 0.000 claims description 9
- 230000009471 action Effects 0.000 claims description 6
- 230000000694 effects Effects 0.000 claims description 5
- 239000000835 fiber Substances 0.000 claims description 5
- 230000001105 regulatory effect Effects 0.000 claims description 3
- 238000009988 textile finishing Methods 0.000 claims description 2
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 230000009056 active transport Effects 0.000 claims 2
- 238000009795 derivation Methods 0.000 claims 1
- 238000009981 jet dyeing Methods 0.000 abstract description 4
- 239000007789 gas Substances 0.000 description 33
- 239000004744 fabric Substances 0.000 description 23
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 12
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 9
- 229920000728 polyester Polymers 0.000 description 5
- 239000000985 reactive dye Substances 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- 238000004040 coloring Methods 0.000 description 4
- 239000002657 fibrous material Substances 0.000 description 4
- 229920006395 saturated elastomer Polymers 0.000 description 4
- 229920000742 Cotton Polymers 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 210000002268 wool Anatomy 0.000 description 3
- FDTLQXNAPKJJAM-UHFFFAOYSA-N 2-(3-hydroxyquinolin-2-yl)indene-1,3-dione Chemical compound O=C1C2=CC=CC=C2C(=O)C1C1=NC2=CC=CC=C2C=C1O FDTLQXNAPKJJAM-UHFFFAOYSA-N 0.000 description 2
- QEORVDCGZONWCJ-UHFFFAOYSA-N 2-[[4-[2-cyanoethyl(ethyl)amino]phenyl]diazenyl]-5-nitrobenzonitrile Chemical compound C1=CC(N(CCC#N)CC)=CC=C1N=NC1=CC=C([N+]([O-])=O)C=C1C#N QEORVDCGZONWCJ-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- OSWPMRLSEDHDFF-UHFFFAOYSA-N methyl salicylate Chemical compound COC(=O)C1=CC=CC=C1O OSWPMRLSEDHDFF-UHFFFAOYSA-N 0.000 description 2
- 235000019353 potassium silicate Nutrition 0.000 description 2
- 238000004886 process control Methods 0.000 description 2
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- SAQSTQBVENFSKT-UHFFFAOYSA-M TCA-sodium Chemical compound [Na+].[O-]C(=O)C(Cl)(Cl)Cl SAQSTQBVENFSKT-UHFFFAOYSA-M 0.000 description 1
- 238000000889 atomisation Methods 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000834 fixative Substances 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 238000012432 intermediate storage Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000007726 management method Methods 0.000 description 1
- 229960001047 methyl salicylate Drugs 0.000 description 1
- 239000010446 mirabilite Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000011328 necessary treatment Methods 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- KUIXZSYWBHSYCN-UHFFFAOYSA-L remazol brilliant blue r Chemical compound [Na+].[Na+].C1=C(S([O-])(=O)=O)C(N)=C2C(=O)C3=CC=CC=C3C(=O)C2=C1NC1=CC=CC(S(=O)(=O)CCOS([O-])(=O)=O)=C1 KUIXZSYWBHSYCN-UHFFFAOYSA-L 0.000 description 1
- 102220047090 rs6152 Human genes 0.000 description 1
- HYHCSLBZRBJJCH-UHFFFAOYSA-M sodium hydrosulfide Chemical compound [Na+].[SH-] HYHCSLBZRBJJCH-UHFFFAOYSA-M 0.000 description 1
- HYHCSLBZRBJJCH-UHFFFAOYSA-N sodium polysulfide Chemical compound [Na+].S HYHCSLBZRBJJCH-UHFFFAOYSA-N 0.000 description 1
- RSIJVJUOQBWMIM-UHFFFAOYSA-L sodium sulfate decahydrate Chemical compound O.O.O.O.O.O.O.O.O.O.[Na+].[Na+].[O-]S([O-])(=O)=O RSIJVJUOQBWMIM-UHFFFAOYSA-L 0.000 description 1
- 229910052979 sodium sulfide Inorganic materials 0.000 description 1
- GRVFOGOEDUUMBP-UHFFFAOYSA-N sodium sulfide (anhydrous) Chemical compound [Na+].[Na+].[S-2] GRVFOGOEDUUMBP-UHFFFAOYSA-N 0.000 description 1
- PANBYUAFMMOFOV-UHFFFAOYSA-N sodium;sulfuric acid Chemical compound [Na].OS(O)(=O)=O PANBYUAFMMOFOV-UHFFFAOYSA-N 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B3/00—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating
- D06B3/28—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating of fabrics propelled by, or with the aid of, jets of the treating material
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B23/00—Component parts, details, or accessories of apparatus or machines, specially adapted for the treating of textile materials, not restricted to a particular kind of apparatus, provided for in groups D06B1/00 - D06B21/00
- D06B23/14—Containers, e.g. vats
- D06B23/16—Containers, e.g. vats with means for introducing or removing textile materials without modifying container pressure
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B1/00—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating
- D06B1/10—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating by contact with a member carrying the treating material
- D06B1/14—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating by contact with a member carrying the treating material with a roller
- D06B1/16—Applying liquids, gases or vapours onto textile materials to effect treatment, e.g. washing, dyeing, bleaching, sizing or impregnating by contact with a member carrying the treating material with a roller the treating material being supplied from inside the roller
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B19/00—Treatment of textile materials by liquids, gases or vapours, not provided for in groups D06B1/00 - D06B17/00
- D06B19/0005—Fixing of chemicals, e.g. dyestuffs, on textile materials
Definitions
- the treatment temperatures for the aerodynamically effective one Gas flow vary within certain limits. If the claimed process is carried out at atmospheric pressure, the latter are below 100 ° C, preferably in the range between 10 ° and 100 ° C; if working under increased pressure, in the range between 100 ° and 150 ° C.
- the nozzle (jet) dyeing machine claimed can also be designed such that the advance of the goods is not exclusively aerodynamic with gas, but that certain nozzles are operated hydraulically with a flowing liquor, preferably the intended treatment liquor, at the same time then an impregnation of the continuous textile goods (TG) is provided.
- TG continuous textile goods
- the dyed fabric is then removed from the machine and subjected to the usual aftertreatment in a strand washing machine.
- a 90 ° C. hot, aqueous liquor is now metered into the circulating drive gas 22 g / l of Disperse Yellow 54 dye with CI no. 47020 5 g / l of Disperse Red 73 dye with CI no. 11116 as well as acetic acid for adjusting a pH of 4.5.
- This metering takes place in such a way that the polyester fabric experiences a further liquor absorption of about 100% in the course of the measures mentioned.
- the driving steam / hot air mixture raises the temperature of the liquor and paint to about 130 ° C.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein Verfahren zum kontinuierlichen Behandeln, vorzugsweise Färben, von strangförmigem Textilgut aus synthetischen und/oder natürlichen Fasern mit wäßrigen Flotten - enthaltend für den betreffenden Fasertyp geeignete Behandlungsmittel, vorzugsweise Farbstoffe, - oder mit anderen Textilveredlungsprodukten auf Düsen(Jet)-Färbemaschinen, wobei der Vorschub für den Transport der Ware durch die in sich geschlossene Behandlungszone im wesentlichen über die Betätigung des Düsensystems mittels der Bewegungsenergie eines umgewälzten Gasstromes erfolgt.
- Aufgrund von ähnlichen, in den europäischen Patentschriften EP-B-0 014 919 und EP-B-0 078 022 erwähnten Verfahren ist es wohl bereits bekannt, textile Warenstränge in Jet-Färbeanlagen einer Naßveredlung, insbesondere zum Färben zu unterziehen. Bei diesem Vorgang wird das chargen- oder stückweise zu einem Strang zusammengefaßte und an den Düsen vorbeigeführte Textilgut entweder mit Hilfe der über das Düsensystem gleichsinnig zirkulierenden Behandlungsflotte in Umlauf versetzt oder die Fortbewegung desselben geschieht mittels eines aus den Düsen unter Überdruck auf das Fasermaterial gerichteten Gasstromes bzw. Dampf/Luft-Gemisches.
- Hauptmerkmal dieser Arbeitstechnik ist es also, daß man die Ware in einer in sich geschlossenen Endlosform durch die beim tangentiellen Aufbringen vom Düsenstrahl verliehene kinetische Energie wiederholt durch das Aggregat hindurch befördert, wobei entsprechend der erläuterten Prozeßführung für den Antrieb des Stranges während der unterschiedlichen Behandlungsstufen Gas- und Flüssigkeitsströmung alternieren oder kombiniert werden können, was einen nahtlosen Übergang von einem Färbeschritt zum anderen ohne Warenstillstand sowie unter isothermischen Bedingungen erlaubt.
- Entsprechend der auf Basis aerodynamischer Fortbewegung des textilen Stranges ausgelegten, diskontinuierlichen Färbemethode aus der EP-PS 0 078 022 wird das Fasermaterial partienweise in den Färbejet eingebracht und dort mit der Flotte solchermaßen beaufschlagt, daß man diese in zerstäubter Form in den umgewälzten Gasstrom injiziert, wobei das Textilgut sowie die nicht von ihm aufgenommene Behandlungsflotte immer von neuem rezirkuliert werden. Der Auftrag der gesamten Flottenmenge erfolgt über mehrere Warenumläufe verteilt und durch die laufende Rezirkulation der Überschußflotte wird eine gleichmäßige Ausbreitung der Flotte auf dem und im Strang und damit eine ausgezeichnete Egalität des Behandlungsergebnisses erreicht. Nach Beendigung der Färbeoperation wird das im Stück gefärbte Material dem Jet wieder entnommen.
- Das Ausziehfärben von strangförmigem Textilgut unter Einhaltung eines kurzen Flottenverhältnisses ist auch schon in der älteren amerikanischen Patentschrift US-A-3 949 575 beschrieben, bei dem aber die Flottenmenge dann soweit reduziert wird, daß keine "migrierende", d.h. außerhalb des Textilgutes frei bewegliche und daher rezirkulierbare Flotte verbleibt (non-migrating system). Von dem in der EP-PS 0 078 022 dargelegten Stand der Technik weicht der Verfahrensablauf nach dem letztgenannten US-Schutzrecht vor allem dadurch ab, daß hier noch deutlich zwischen einer kalten Applikationsphase, die der Verteilung der aufgebrachten Flotte dient, und einer warmen/heißen Fixierphase unterschieden wird. Diesen zweistufigen Arbeitsmodus gibt es bei der in Rede stehenden jüngeren EP-PS nicht mehr, weil dort der gesamte Prozeß beinahe isotherm abläuft und der zu Transportzwecken dienende Gasstrom in Bezug auf die beabsichtigte spezifische Behandlungswirkung nicht inert ist, so daß derselbe und damit das zerstäubte Behandlungsmittel entsprechend den vorgewählten Temperatur- und Druckbedingungen mit dem nicht ausgebreiteten Textilstrang in Kontakt gebracht, dort unmittelbar im Fixierzustand zur Einwirkung gelangt.
- Nun ist im Falle der EP-PS 0 078 022 zwar ausgesagt, daß diese herkömmliche Arbeitsweise auch in Richtung auf eine kontinuierliche Ausführbarkeit geeignet sein soll, worüber allerdings keinerlei technische Lehre offenbart wird. Sämtliche Angaben in dieser Literaturstelle bezüglich praktischer Handhabung bleiben vielmehr stets auf rein diskontinuierliche Prozeßführung bezogen.
- In der europäischen Patentschrift EP-B-0 132 604 wird indessen bereits über eine Vorrichtung und ein Verfahren zum kontinuierlichen Behandeln von langgeführten, nicht in sich geschlossenen Warensträngen berichtet, wobei der Vorschub des Textilgutes ebenfalls nach dem Jet-Prinzip, abwechselnd durch hydraulischen oder aerodynamischen Antrieb erfolgt. Im Zuge seiner Passage durchläuft das strangförmige Textilmaterial auf dem Weg durch die Anlage eine Reihe von hintereinander angeordneten Maschineneinheiten mit gegebenenfalls abweichender Zielsetzung, d.h. unter Anwendung von wahlweise unterschiedlichen Behandlungsmitteln bzw. Behandlungsbedingungen vorzugsweise für den Naßbehandlungsvorgang; es sind also hier - deutlich durch Wareneinlaß sowie Warenauslaß voneinander getrennt - separate und verschiedenartige Behandlungsstufen vorgesehen. Obwohl - wie es heißt - das aus der vorstehenden EP-PS ersichtliche Arbeitsprinzip hinsichtlich der mehrfachen Einwirkung von flüssigen Behandlungsmitteln auf den Warenstrang in der Regel praktisch jedem gewünschten Vorhaben bzw. Verlauf angepaßt werden kann, dient dieses bekannte Verfahren ausschließlich für Wasch- und Reinigungszwecke. Dabei ist es in erster Linie ausschlaggebend, den sogenannten Verdünnungsfaktor zwischen zwei aufeinander folgenden Naßbehandlungsstufen, die zweckmäßig unter dem Einfluß von zur Warenfortbewegungsrichtung entgegengesetzt strömender Flotte vorgenommen werden können, z.B. bei der Nachbehandlung von bereits gefärbtem Fasermaterial zu verbessern. Die in diesem Zusammenhang charakteristische Zwischenspeicherung des aus einer vorgängigen Naßbehandlung ankommenden feuchten Textilgutes hat vor allem die Aufgabe einer Entwässerung, um die Wirksamkeit der jeweiligen Behandlungsvorgänge zu erhöhen. Ein echtes Färbeverfahren samt Farbstoff-Fixierung auf kontinuierlicher Grundlage wird daher durch den soeben diskutierten Stand der Technik weder vorgestellt noch nahegelegt.
- Die aus der EP-PS 0 078 022 geschöpften günstigen Erfahrungen hinsichtlich der Fortbewegung von strangförmigen Textilien in Jet-Vorrichtungen mittels eines Gasstromes sowie die dabei mögliche Applikation von Behandlungsmitteln bei gleichzeitiger Bereitstellung der notwendigen physikalischen Bedingungen durch das den Warentrieb besorgende Gas gaben den Anlaß, die Nutzung dieses aerodynamischen Systems auch für den vollkontinuierlichen Betrieb in Erwägung zu ziehen.
- Die Bedenken bzw. Vorurteile gegen die Realisierbarkeit derartiger Überlegungen bestanden insbesondere darin, daß in einem solchen Verfahren die Färbeflotte in einem einzigen, einem Klotzvorgang ähnlichen Schritt auf ein im Strang geführtes Textilgut aufgebracht werden muß. Vorzugsweise sollte dabei eine nahezu isotherme Färbeweise, gegebenenfalls unter HT-Bedingungen, eingehalten werden können.
- Unter diesen Voraussetzungen kann die zu benutzende Maschine relativ einfach gehalten werden, weil sie nicht eigens in Applikations- und davon getrennte Fixierbereiche aufgeteilt zu werden braucht, denn nur ein in den Fixierbereich integrierter oder sich unmittelbar davor befindlicher Applikationsbereich garantiert die durch das Verfahren angestrebte Arbeitssicherheit und Zeitverkürzung.
- Die der in Rede stehenden Erfindung zugrundeliegende Aufgabe bestand somit darin, die Auftragsbedingungen für das Behandlungsmittel so zu gestalten, daß mit einem möglichst einmaligen, wenn möglich, minimalen Flottenauftrag möglichst unter isothermen Bedingungen eine gleichmäßige Färbung auf vollkontinuierliche Weise erzielt wird.
- Eine weitere Aufgabe der Erfindung war es, eine für die Durchführung eines derartigen Vorhabens geeignete Maschine zu konzipieren.
- Die vorstehend umrissene Aufgabe wird erfindungsgemäß dadurch gelöst, daß man den langlaufenden Textilstrang - gegebenenfalls über ein zur Außenatmosphäre hin druckabdichtendes Element - kontinuierlich in die Behandlungszone einbringt, ihn dort während seiner weiteren Passage mit der Behandlungsflotte, vorzugsweise Färbeflotte, imprägniert und sodann mittels einer in Warenfortbewegungsrichtung angeordneten, aerodynamisch wirksamen Düsenanordnung, bestehend aus mindestens einer Transportdüse, mit einer solchen Geschwindigkeit durch die Behandlungszone vorwärts befördert, daß er darin bis zu 20 Minuten einer Verweiloperation - gegebenenfalls bei Fixierbedingungen für das Behandlungsmittel, vorzugsweise den Farbstoff, oder Mischung davon - ausgesetzt wird, worauf man abschließend den so behandelten Textilstrang - gegebenenfalls über ein weiteres Dichtungselement gleicher Art wie eingangs - der Behandlungszone wieder kontinuierlich entnimmt.
- Das beanspruchte Verfahren wird in der Regel wie folgt durchgeführt:
Für die Beaufschlagung der Ware mit dem vorgesehenen Behandlungsmittel wird das zu einem endlosen, nicht in sich geschlossenen Strang zusammengenähte Textilgut zunächst den Maßnahmen zur Imprägnierung unterworfen, was zweckmäßig bereits während des Einbringens des Warenstranges in die Behandlungszone oder unmittelbar darauf geschehen kann, und es wird sodann einer ersten Düse zugeleitet, in welcher man die Ware mittels Heißluft oder eines Dampft/Luft-Gemisches auf die beabsichtigte Behandlungstemperatur bringt. Gleichzeitig übernimmt der Gasstrom aufgrund seiner ihm innewohnenden, durch ein Gebläse verliehenen kinetischen Energie den weiteren Transport des Warenstranges. Nach der Passage einer (kurzen) Verweilschleife in dem der Düse zugeordneten Speicherbereich, die einmal dem Flotten- und Wärmeausgleich innerhalb des Stranges, zum anderen dem Ausgleich eventuell auftretender Laufunterschiede im Zuge des Warenvorschubes bei gegebenenfalls aufeinanderfolgenden Düsensystemen dient, wird die imprägnierte Ware zweckmäßig einer zweiten Düse zugeführt und durch diese - sowie in gleicher Weise über eventuell notwendige weitere Düsen und weitere Verweilschleifen - durch die Behandlungskammer befördert. Vorzugsweise werden nach der Erfindung das Imprägnieren und das Verweilen unter isothermen Bedingungen vorgenommen. - Die Applikation der Behandlungsflotte auf das kontinuierlich ankommende Textilgut läßt sich auf verschiedene Art bewerkstelligen:
So kann man beispielsweise eine Imprägniervorrichtung benutzen, die aus einem relativ kleinen Trog besteht, in dem mindestens eine perforierte, von innen her mit Flotte beschickte Trommel läuft. Zwischen der Trogwand und der rotierenden Lochtrommel wird der Warenstrang unter teilweiser Umschlingung über die Mantelfläche der letzteren geführt und dann beim Durchlauf imprägniert. - Die Imprägnierung des Textilgutes erfolgt ebenfalls, wenn man den Warenstrang durch eine einzelne oder eine Serie von in Warenfortbewegungsrichtung angeordnete(n), mit der Behandlungsflotte beschickte Ringdüse(n) passieren läßt. Zum Zwecke des Flottenauftrages auf das Textilgut hat es sich auch als vorteilhaft erwiesen, wenn die Behandlungsflotten dem umgewälzten Gasstrom praktisch im Bereich der Düsenanordnung für den Warenvorschub durch Injektion in zerstäubter Form zugesetzt werden, wie dies bereits in der EP-PS 0 078 022 beschrieben ist. Das gleiche Ergebnis wird fernerhin erreicht, indem man die Behandlungsflotte zum den Warenstrang antreibenden Gasstrom auf der Saugseite des diesen erzeugenden Gebläses zudosiert, wobei das letztere ihre Feinverteilung durch Zerstäuben in das strömende Gas bewirkt.
- Natürlich ist es auch möglich, in dem abgeschlossenen System der Behandlungszone mehrere für das Imprägnieren geeignete Vorrichtungen zu integrieren, so daß auf das Textilgut kleinere Mengen von gleichartigen oder auch anders gearteten Behandlungsflotten nacheinander aufgebracht werden können, wobei dann der Warenstrang mehrmals Imprägnierungsschritten mit gleicher oder andersartiger Zielsetzung unterzogen wird.
- Die aufzutragenden Behandlungsflotten enthalten in der Regel alle notwendigen Behandlungsmittel, wie z.B. Farbstoffe, Fixierchemikalien, pH-Regulatoren, sonstige Hilfsmittel, wie z.B. - wenn notwendig - Carrier oder Falteninhibitoren. Sie können - sofern ihre Beständigkeit es erfordert - auch erst unmittelbar vor dem Eintritt in die Färbemaschine durch geeignete Dosiervorrichtungen zusammengemischt werden. Um eine gute Durchtränkung des Textils zu bewirken, kann die Flotte fernerhin Netzmittel sowie Substanzen aufweisen, die während des nachfolgenden Fixiervorganges die gleichmäßige Flottenverteilung fördern.
- Die nach der Erfindung zum Einsatz gelangende Flottenmenge wird dabei vorzugsweise so bemessen, daß die gesamte aufgebrachte Flotte im Warenstrang verbleibt und auch bei der nachfolgenden Fixierung keine überschüssige migrierende Flotte auftritt, da diese sonst nach dem Abtropfen vom Warenstrang umgewälzt und dem vorhergehenden Imprägnierschritt im Kreislauf zugeführt werden müßte, um im Behandlungsverlauf immer wieder zur Einwirkung zu kommen.
- Im Zuge der Entwicklungsarbeiten zu dieser Erfindung hat sich gezeigt, daß unter den geschilderten Bedingungen ein Optimum an Egalität dann erreicht wird, wenn das Flottenverhältnis zwischen 1:0,6 und 1:2,5 liegt. Zuweilen sind - abhängig von der Art des zu behandelnden Textilgutes - aber auch höhere Flottenverhältnisse erforderlich.
- Der Weitertransport des Textilgutes im Anschluß an die Beaufschlagung mit der Behandlungsflotte kann verschiedenartig erfolgen:
So läßt sich der Warenstrang im Zuge der Durchquerung der Behandlungszone beispielsweise als Schlaufe mittels Düsen in Spiralenform nach Art des Clapôts fortbewegen, wobei solche Düsen wahlweise mit Dampf, Heißluft oder einem Dampf/Luft-Gemisch betrieben sein können. Spiralenartig kann das Textilgut auch rein mechanisch über eine angetriebene Haspel oder mehrere separate Haspeln weiterbefördert werden. Ebenso ist es möglich, das Textilgut auf ein Förderband oder einen Etagenförderer abzulegen und so der Einwirkung der Fixieratmosphäre auszusetzen. - In Abhängigkeit vom erfindungsgemäß zu behandelnden Fasermaterial und den dafür vorgesehenen Behandlungsmitteln, vorzugsweise Farbstoffen, können die Behandlungstemperaturen für den aerodynamisch wirksamen Gasstrom in gewissen Grenzen variieren. Im Falle der Durchführung des beanspruchten Verfahrens bei atmosphärischem Druck liegen letztere unterhalb 100°C, vorzugsweise im Bereich zwischen 10° und 100°C; sofern unter erhöhtem Druck gearbeitet wird, im Bereich zwischen 100° und 150°C.
- Eine besondere Ausführungsart des in Rede stehenden Verfahrens ist gegeben, wenn es unter den Voraussetzungen durchgeführt wird, wie sie in der europäischen Patentschrift EP-B-0 087 740 beschrieben sind. Entsprechend dieser kontinuierlichen Technik zum Färben werden nach dem Flottenauftrag durch den Einsatz eines definierten, mittels eines Psychrometers kontrollierten Dampf/Luft-Gemisches von bestimmtem Dampfgehalt als Fixiermedium genau festgelegte Bedingungen im Verweilraum, d.H. Dampfraum (Trockentemperatur), und - was noch wichtiger ist - auf dem imprägnierten, nicht zwischengetrockneten Textilgut (Naßtemperatur) geschaffen, die im Zuge der Farbstoff-Fixierung ein Optimum an Farbausbeute bei äußerst ökonomischer Verfahrensführung erlauben. In diesem Fall wird das Textilgut - wie bereits geschildert - konditioniert, mit Flotte beaufschlagt und dann dem Dampf/Luft-Gemisch für maximal 15 Minuten ausgesetzt. Unter Umständen kann das Aufheizen der feuchten Ware z.B. durch Bestrahlung mit Mikrowellen unterstützt werden.
- Eine zur Durchführung des beanspruchten Verfahrens geeignete Vorrichtung vom Typ einer Düsen(Jet)-Färbemaschine, auf die sich die in Rede stehende Erfindung gleichfalls bezieht, besteht im wesentlichen aus einem in sich geschlossenen, zweckmäßig wannenförmigen Behältnis als Behandlungszone (BZ) für das unter Düsenantrieb kontinuierlich als Strang durchlaufende Textilgut (TG), versehen mit Wareneinlaß (WE) und Warenauslaß (WA) samt letzteren vorgeschaltete bzw. nachgeschaltete, gegebenenfalls antreibbare Strangrollen (RB; RA) zwecks Beschickung der Behandlungszone (BZ) mit dem bzw. Abzug des Warenstrang(es) (TG),
wobei die Behandlungszone (BZ) außerhalb mit separaten Leitungen für die Zuführung sowie den nachherigen Kreislauf
von gasförmigem Medium (Gaskreislauf GK) als dem den Warenvorschub allein bewerkstelligenden oder gegebenenfalls unterstützenden Transportmittel, samt in dieses Zirkulationssystem (GK) eingeschlossenem Gebläse (GB) zum Erzeugen und Verdichten des antreibenden Gasstromes zusammen mit auf der Druckseite des Gebläses (GB) nachgeschaltetem Wärmeaustauscher (HE) zur Regelung der Gastemperatur,
sowie von mindestens einer Flotte (Flottenkreislauf FK) als dem flüssigen Behandlungsmittel für den Imprägniervorgang, samt in dieses Zirkulationssystem (FK) eingebauter Umwälzpumpe (UP) und Stutzen für eine oder mehrere von einem Ansatz- bzw. Vorratsgefäß (AG) über eine zwischengeschaltete Dosierpumpe (DP) herkommende Flottenzuleitung(en), verbunden ist,
und ist dadurch gekennzeichnet, daß innerhalb der Behandlungszone (BZ) - in der angegebenen Reihenfolge - unmittelbar nach dem Wareneinlaß (WE) eine Imprägniereinrichtung (IE) für die Applikation der Behandlungsflotte auf den langlaufenden Textilstrang (TG), und eine in Warenfortbewegungsrichtung angeordnete, aerodynamisch wirksame Düsenanordnung, bestehend aus mindestens einer Transportdüse (DS), samt den notwendigen Strangführungsrollen (FR) für die Passage des Textilgutes (TG) durch die Behandlungszone (BZ),
jeweils in Kombination mit einem als Verweilstrecke (VS) ausgebildeten Speicherbereich (SB), welcher vom imprägnierten Textilstrang (TG) während der Verweiloperation unter stetiger Vorwärtsbewegung im spannungsfreien Zustand, z.B. abgelegt oder abgetafelt, durchquert wird,
vorhanden sind, wobei der Speicherbereich (SB) der Behandlungszone (BZ) - maßgeblich in Übereinstimmung mit der Anzahl der Transportdüsen (DS) bzw. nachfolgenden Verweilstrecken (VS) - gegebenenfalls in mindestens ebenso viele Verweilsektionen (A, B, C usw.) unterteilt sein kann,
sowie die zum Betrieb der Maschine erforderlichen Anschlüsse und Ventile für die Einspeisung bzw. den Abfluß des Antriebsgases und der Behandlungsflotte(n) einschließlich der Leitungen für deren jeweilige getrennte Umwälzung in Verbindung mit den außerhalb der Behandlungszone (BZ) gelegenen Teilabschnitten des zugehörigen Kreislaufes (GK; FK). - Ein Ausführungsbeispiel für eine solche erfindungsgemäße Vorrichtung ist in den weiter unten angegebenen Zeichnungen schematisch dargestellt. Hiervon zeigt die Abbildung in
- Fig. 1 eine Illustration der Düsen(Jet)-Färbemaschine als Gesamtanlage perspektivisch im Querschnitt, in
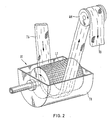
- Fig. 2 als Ausschnitt ein Beispiel für eine Imprägniereinrichtung (IE), und in
- Fig. 3 als Ausschnitt ein Beispiel für ein im Speicherbereich (SB) untergebrachtes Förderband (FB).
- Die dabei verwendeten Bezugszeichen sind mit den im Text für diesen Zweck gebrauchten Buchstaben identisch und haben folgende Bedeutung:
A, B, C ... = Verweilsektionen
AG = Ansatz- und Vorratsgefäß für die Behandlungsflotte
AR = Abzugsrolle
BZ = Behandlungszone
DP = Dosierpumpe
DS = Transportdüse
FB = Förderband
FK = Flottenkreislauf
FR = Führungsrolle
GB = Gebläse
GK = Gaskreislauf
HE = Wärmeaustauscher
HP = Haspel
IE = Imprägniereinrichtung
LT = Lochtrommel
MV = Mehrwegeventil
RA = Strangrolle am Warenauslaß/Abzug
RB = Strangrolle am Wareneinlaß/Beschickung
RD = Ringdüsen
SB = Speicherbereich
TG = Textilgut in Strangform
TR = Trog
UP = Umwälzpumpe
VA = Absperr- bzw. Drosselventil für den Gasstrom
VD = Ventil für Dampfzuleitung
VF = Ventile für Flottenzuleitung
VL = Ventil für Luftzuleitung
VS = Verweilstrecke
WA = Warenauslaß(-element)
WE = Wareneinlaß(-element)
ZV = Zudosierungsvorrichtung für Behandlungsflotte. - Im Einklang mit dem in Fig. 1 als Skizze wiedergegebenen Maschinenschema wird die beanspruchte Vorrichtung in einer grundlegenden Form veranschaulicht, welche für die Durchführung des zuvor geschilderten Verfahrens sowohl unter normalen Druckbedingungen als auch unter HT-Bedingungen geeignet ist. Demzufolge sind die am Wareneinlaß (WE) und am Warenauslaß (WA) der geschlossenen Behandlungszone (BZ) erläuterten Ein- und Ausführelemente, die im Falle von HT-Verfahren gleichzeitig der Druckabdichtung dienen, in besonderer Weise ausgebildet, was sich z.B. unter Zuhilfenahme der aus der deutschen Patentschrift DE-C-25 37 665 oder aus der deutschen Offenlegungsschrift DE-A-23 25 604 bekannten Abdichtungsvorrichtungen für den kontinuierlichen Ein- und Auslauf von strangförmigem Textilgut in druckdichte Behälter bzw. aus druckdichten Behältern realisieren läßt.
- Die Imprägniereinrichtung (IE) kann erfindungsgemäß in der Art von Fig. 2 gestaltet sein und eine einzelne oder mehrere, zumindest teilweise in einen Trog (TR) eintauchende, axial antreibbare Lochtrommel(n) (LT), vorzugsweise Siebtrommel, darstellen, um deren Mantelfläche das Textilgut beim Flottenauftrag teilweise herumgeführt wird und die von innen her mit der Behandlungsflotte versorgbar ist (sind). Für den gleichen Zweck können als Imprägniereinrichtung (IE) auch eine oder mehrere, zutreffendenfalls nacheinander in Warenfortbewegungsrichtung angeordnete Ringdüse(n) (RD) in Betracht kommen, an die Flottenzuleitungen angeschlossen sind. Bei der Passage des Warenstranges durch diese Düsen (RD) wird sodann das flüssige Behandlungsmittel durch Aufspritzen oder Versprühen auf der Ware appliziert.
- Eine bevorzugte apparative Ausführungsform laut der Erfindung für den Imprägniervorgang ist dann gegeben, wenn Wareneinlaß (WE) und Imprägniereinrichtung (IE) eine Einheit bilden.
- Die Fig. 1 gibt das Prinzip des Warenlaufes in der Vorrichtung nach der Art eines Clapôts wieder:
- Als aerodynamisch wirksame Düsenanordnung im Anschluß an die Imprägniereinrichtung (IE) ist erfindungsgemäß eine Serie von Transportdüsen (DS) mit jeweils zwischengeschaltetem Speicherbereich (SB) vorgesehen, wobei die einzelnen Transportdüsen (DS) unabhängig voneinander oder gemeinsam durch strömendes Gas betreibbar sein können.
- Gemäß der aus Fig. 1 ersichtlichen Variante sind die den Warenvorschub erledigenden Düsen (DS) allesamt auf Gasantrieb ausgerüstet. Dieser erhält seine kinetische Energie von einem Gebläse (GB). Das besagte Gas kann je nach den anzuwendenden Farbstoffen bzw. dem zu behandelndem Textilgut bezüglich der erstrebten Behandlungswirkung inert oder nicht inert sein, d.h. in letzterem Fall handelt es sich um erhitztes Gas, z.B. Dampf oder Heißluft oder ein Gemisch dieser beiden Gase. Ein solches Gemisch wird beispielsweise über die Ventile (VD) und (VL) in die Anlage eingebracht und mittels des Gebläses (GB) umgewälzt (Gaskreislauf GK).
- Solche aerodynamisch wirksame Transportdüsen (DS) lassen sich darüber hinaus mit einem oder mehreren mechanischen Mittel(n) (ZV), beispielsweise Injektionseinrichtungen, zum Zudosieren von Behandlungsflotte(n) in den Gasstrom ausstatten, wodurch eine weitere apparative Modifikation für die Imprägnierung des Textilgutes (TG) gegeben ist.
- Außer der soeben besprochenen Möglichkeit, das flüssige Behandlungsmittel im Bereich einer oder mehrerer der Düsen (DS) in den Gasstrom zu injizieren, kann letzteres auch demselben vor dem Gebläse (GB) beigemischt werden, weshalb in einem derartigen Fall im Gaskreislauf (GK) dann ein Anschluß/Ventil (VF) für das Zudosieren der Behandlungsflotte auf der Saugseite des Gebläses (GB) angeordnet ist.
- Natürlich kann nach der vorliegenden Erfindung die beanspruchte Düsen(Jet)-Färbemaschine apparativ auch so ausgelegt sein, daß der Warenvortrieb nicht ausschließlich aerodynamisch mit Gas erfolgt, sondern daß bestimmte Düsen hydraulisch mit strömender Flotte, vorzugsweise der beabsichtigten Behandlungsflotte, betrieben werden, wobei dann gleichzeitig eine Imprägnierung des durchlaufenden Textilgutes (TG) besorgt wird. Die erfindungsgemäße Vorrichtung enthält dann für den Fall eines eventuell auftretenden Flottenüberschusses zusätzlich mechanische Mittel zum Umwälzen desselben, bestehend aus einer Ableitung für die Flotte an der betreffenden Stelle der Behandlungszone (BZ) am Boden der zugehörigen Verweilsektion (A, B oder C usw.), einer Umwälzpumpe (UP) und einer Rückführungsleitung für den so abfließenden Flottenüberschuß zur Zudosiereinrichtung (ZV) einer aerodynamisch wirksamen Transportdüse (DS) oder direkt zur gleichen oder einer vorgängigen hydraulisch wirksamen Transportdüse.
- Zur Unterstützung der aerodynamisch und gegebenenfalls der hydraulisch wirksamen Transportdüsen (DS) sind schließlich noch andere Arten des Verweilens und Weitertransports möglich. So können z.B. innerhalb der Behandlungszone (BZ) zusätzlich eine oder mehrere in Warentransportrichtung angeordnete, antreibbare Haspel(n) (HP) als weitere(s) Transportelement(e) vorhanden sein, oder man kann auch entsprechend der Teilansicht in Fig. 3 ein Teilstück des Verweilraumes, d.h. eines oder mehrerer Speicherbereiche(s) (SB) mit einem in Warenfortbewegungsrichtung angeordneten, antreibbaren Förderband (FB), besonders endlosen Siebband ausstatten, auf dem der Warenbahnstrang abgelegt oder abgetafelt weiterbefördert wird.
- Die nachfolgenden Ausführungsbeispiele sollen die Variationsbreite des erfindungsgemäßen Verfahrens aufzeigen, ohne es dabei in irgendeiner Weise einzuschränken. In diesen Beispielen beziehen sich nicht weiter bezeichnete %-Angaben auf das Gewicht des jeweiligen Textilgutes im trockenen Zustand. Die Farbstoffe werden hierbei in handelsüblicher Form und Beschaffenheit verwendet.
- Eine Partie einer Baumwoll-Henkelware in Schlauchform ist in einem Kontinue-Jet zu färben. Dazu werden die einzelnen Warenstücke mit ihren jeweiligen Enden nacheinander zu einem langgeführten Strang zusammengenäht und mit einem Vorläufer versehen. Letzterer wird nunmehr über eine als Wareneinlaß dienende erste Düse, welche gleichzeitig die Abdichtung der eigentlichen Behandlungszone nach außen besorgt sowie den Strang aerodynamisch mittels Sattdampf befördert, in die Färbemaschine eingebracht, wobei der Strang beim Durchlauf durch diese Eingangsdüse zugleich eine Erwärmung auf etwa 70°C erfährt. Darüber hinaus nimmt er während der erwähnten Maßnahme noch ca. 50 % Feuchte auf. Sodann verbleibt der feuchte Strang im Mittel 1 Minute in dem zugehörigen (ersten) Speicherraum der Jet-Anlage, wobei sich unter den angewandten Bedingungen Feuchtigkeitsgehalt und Temperatur im Textilgut völlig ausgleichen.
- Danach wird der so vorbehandelte Warenstrang von einer weiteren Transportdüse, die mit einem Dampf/Luft-Gemisch betrieben wird, erfaßt und mit Hilfe dieser zweiten Düse in der Färbekammer weiterbefördert. Dem antreibenden Dampf/Luft-Gemisch wird dabei eine wäßrige Färbeflotte von ca. 30°C kontinuierlich so zudosiert, daß eine zusätzliche Beladung der Ware mit 150 % dieser Flotte stattfindet.
- Die besagte Flotte enthält pro Liter Wasser:
0,17 g des violetten Reaktivfarbstoffes der Formel


15 ml Natronlauge (32,5 %ig). - Die Natronlauge wird der Färbeflotte erst unmittelbar vor ihrer Zudosierung in die Jet-Maschine beigemischt.
- Das den Warenstrang im Verlauf dieser Behandlungsphase antreibende Dampf/Luft-Gemisch wird unter Psychrometer-Kontrolle derart eingestellt, daß auf der Ware (Naßtemperatur) 70°C resultieren, wogegen der Dampf/Luft-Raum eine Temperatur (Trockentemperatur) von 110°C aufweist.
- Zur Farbstoff-Fixierung durch Warmverweilen verbleibt das in der zuvor beschriebenen Weise behandelte Textilmaterial nun noch 15 Minuten im Warenspeicher der Jet-Anlage, wobei es spiralförmig über weitere angetriebene Strangrollen in Richtung Warenauslaß fortbewegt wird. Danach wird der so gefärbte Warenstrang der Maschine durch Herausziehen kontinuierlich entnommen und in einem separaten Strangwäscher - wie für Reaktivfarbstoffe üblich - nachbehandelt.
- Man erhält eine sandfarbene, egale Färbung der Henkelware.
- Im Zuge der Durchführung der obigen Färbung kann als Fixiermittel für die Reaktivfarbstoffe anstelle der reinen Natronlauge auch ein Gemisch Natronlauge/Wasserglas oder Wasserglas allein mit gleichem Erfolg eingesetzt werden. Ebenso sind dabei andere bewährte Fixieralkalien verwendbar.
- Zum Färben eines Baumwollgewebes in einem Kontinue-Jet bringt man dieses - wie in Beispiel 1 - in Strangform über eine erste Düse, die mittels Sattdampf betrieben wird, in die Färbemaschine ein. Dabei erwärmt sich das Gewebe auf etwa 70-80°C und nimmt gleichzeitig ca. 70 % Feuchtigkeit auf. Durch kurzes Verweilen im Speicherraum der Jet-Anlage verteilen sich Wärme und Feuchtigkeit gleichmäßig im gesamten Textilmaterial. Die Weiterbeförderung des Gewebes erfolgt nun in Spiralform unter der Wirkung mehrerer gasbetriebener Transportdüsen, wobei sich nach jedem Durchgang durch jeweils eine solche Düse zwischenzeitlich ein kurzes Verweilen im zugehörigen Speicherraum (je ca. 1-3 Minuten) anschließt.
- Mittels einer zweiten Düse wird der Gewebestrang nun mit einer Färbeflüssigkeit beaufschlagt, indem man dem den Warenvortrieb bewirkenden Dampf/Luft-Gemisch in dieser Düse die genannte Flotte kontinuierlich so zudosiert, daß der Gewebestrang zusätzlich weitere 70 % Feuchte aufnimmt.
- Diese wäßrige Flotte von 25°C enthält:
105 g/l der handelsüblichen Flüssigmarke des Farbstoffes Leuco Sulphur Brown 96 mit der C.I.-Nr. 53228,
3 g/l Natriumsulfhydrat (NaHS) und
5 g/l einer 21%igen wäßrigen Natriumpolysulfidlösung (Na₂Sx; x = 2-5) - Die Einwirkungstemperaturen im anschließenden Verweilspeicher der Maschine werden mittels einer Psychrometer-Anordnung wie folgt eingestellt:
Naßtemperatur 90°C, Trockentemperatur 120°C. - Nach Durchlaufen einer weiteren Förderdüse wird die so behandelte Ware der Maschine - wie im Beispiel 1 - entnommen und mit Wasser gespült; sodann wird der aufgezogene Farbstoff wie üblich oxidiert und abschließend das in dieser Weise gefärbte Textilgut erneut mit Wasser warm und heiß klargespült.
- Man erhält eine dunkelbraune, egale Färbung des Baumwollgewebes.
- Ein Wollgewebe in Strangform wird in eine Kontinue-Jet-Färbemaschine eingeführt und in der ersten Düse dieser Anlage durch Einwirkung von Sattdampf - wie im Beispiel 1 - mit ca. 100 % Feuchtigkeit beaufschlagt sowie dabei auf 80°C aufgeheizt. Nach einer kurzen Verweilzeit zum Ausgleich von Temperatur und Feuchte in dem Gewebe wird das Stranggut in einer zweiten Düse, bei einer nochmaligen Flottenaufnahme von 150 %, mit einer wäßrigen Färbeflotte behandelt, welche
12 g/l des Farbstoffes Reactive Blue 19 mit der C.I.-Nr. 61200
enthält und deren pH-Wert mittels Essigsäure auf 5 eingestellt ist. Durch zusätzliches Einblasen von HeiBdampf wird die Flottentemperatur während der Applikation der Färbeflüssigkeit auf 103°C gesteigert. - Nach einer weiteren kurzen Verweilzeit des Wollstranges werden dem Transportgas nun über eine dritte Düse noch 10 % einer wäßrigen Flotte, enthaltend
5 g/l Natriumtrichloracetat,
zudosiert und die Färbung wird weitere 20 Minuten unter den eingestellten Temperatur- und Feuchtigkeitsbedingungen fortgeführt, wobei der Weitertransport des Wollgewebes dann allerdings über Haspeln in der Art eines Clapôts erfolgt. - Danach wird das gefärbte Gewebe aus der Maschine herausgefahren und in einer Strangwaschmaschine der üblichen Nachbehandlung unterzogen.
- Man erhält eine egale, klare und sehr echte Blau-Färbung des Wollgewebes.
- Ein Polyestergewebe in Strangform wird über eine Kombination aus einer Abdichtung gegenüber der Außenatmosphäre gemäß deutscher Patentschrift DE-C-25 37 665 sowie einer ersten, mit Sattdampf betriebenen Düse in eine Kontinue-Jet-Färbeanlage eingefahren, dabei auf etwa 100°C aufgeheizt und zugleich mit ca. 60 % Feuchtigkeit, ebenfalls von 100°C, beladen. Daraufhin führt man im Speicherraum der Jet-Anlage durch kurzes Verweilen (1-2 Minuten) des Textilmaterials unter den angewandten Bedingungen den Ausgleich von Temperatur und Feuchte im Gewebe herbei.
- In einer zweiten, die Ware gleichzeitig mit einem Heißdampf/Heißluft-Gemisch fördernden Düse wird nun dem zirkulierenden Antriebsgas eine 90°C heiße, wäßrige Flotte zudosiert, die
22 g/l des Farbstoffes Disperse Yellow 54 mit der C.I.-Nr. 47020
5 g/l des Farbstoffes Disperse Red 73 mit der C.I.-Nr. 11116
sowie Essigsäure zum Einstellen eines pH-Wertes von 4,5 enthält. Diese Zudosierung erfolgt so, daß das Polyestergewebe im Zuge der genannten Maßnahmen eine weitere Flottenaufnahme von ca. 100 % erfährt. Durch das antreibende Heißdampf/Heißluft-Gemisch wird die Temperatur von Flotte und Farbgut auf etwa 130°C gesteigert. Über weitere Transportdüsen wird das Gewebe danach spiralartig mit jeweils 1-2 Minuten Verweilzeit der gebildeten Schlaufen im Speicherraum der Maschine aerodynamisch fortbewegt. Dabei hält man die Temperatur innerhalb der Anlage konstant auf 130°C. Durch zusätzliches Einblasen von HT-Dampf wird währenddessen ein Verdunsten der Flotte von der Ware verhindert. - Nach 6-maligem Umlaufen samt Verweilen im Speicher unter den zuvor genannten Bedingungen wird die Ware über eine Druckabdichtung gemäß deutscher Patentschrift DE-C-25 37 665 einem separaten Kühlabteil zugeführt und diesem zur in üblicher Weise durchgeführten Nachbehandlung entnommen.
- Danach erhält man ein gelborange, egal gefärbtes Polyestergewebe.
- Die Färbung des Beispiels 4 im Kontinue-Jet kann auch wie folgt durchgeführt werden:
Einführen, Konditionieren (Anfangsfeuchte) und Beaufschlagen des Polyestergewebes mit der Färbeflotte finden genauso wie in Beispiel 4 statt. Lediglich das antreibende Dampf/Luft-Gemisch stellt aufgrund reduzierter Wärmekapazität nur eine Temperatur von 100°C in der Maschine und auf der Ware her. - In diesem Zustand läßt man das Farbgut ca. 10 Minuten über Haspeln oder Düsen spiralartig durch die Maschine laufen.
- Danach werden über eine zum Produkt-Zusatz in das Antriebsgas geeignete Düse weitere 10 % einer wäßrigen Flotte, enthaltend
10 g/l eines handelsüblichen Carriers auf Methylsalicylat-Basis (als Emulsion)
auf die mit dem Farbmittel getränkte Ware aufgebracht und letztere wird in gleicher Weise wie oben noch weitere 10 Minuten der Einwirkung des gasförmigen Fixiermediums ausgesetzt. - Nun kann dieso gefärbte Ware der Maschine wieder entnommen und auf übliche Weise nachbehandelt werden.
- Das Färbeergebnis entspricht dem von Beispiel 4.
- Ein zu einer fortlaufenden, nicht in sich geschlossenen Materialbahn zusammengenähtes und zum Strang zusammengefaßtes Gewirk aus texturierten Polyesterfasern wird über eine Druckabdichtung wie in Beispiel 4 in die Färbeanlage eingefahren und unmittelbar nach Eintritt in den Kontinue-Jet unter Zuhilfenahme einer Siebtrommel-Vorrichtung gemäß Fig. 2 mit einer wäßrigen Flotte von 90°C beaufschlagt, die per Liter
11 g des Farbstoffes Disperse Yellow 54 mit der C.I.-Nr. 47020
5 g des Farbstoffes Disperse Red 73 mit der C.I.-Nr. 11116
3 g des Farbstoffes Disperse Blue 56 mit der C.I.-Nr. 63285
sowie Essigsäure zum Einstellen eines pH-Wertes von 4,5 enthält. - Das Gewirk ist dann mit 300 % Feuchtigkeit beladen und gelangt durch den mechanischen Zug der rotierenden Siebtrommel in das erste Verweilabteil. Überschüssige Flotte, die vom Textilgut abtropft, wird am Boden dieses Abteils abgesaugt und über eine Pumpe sowie eine Injektionsdüse dem Gasstrom einer ersten, mit Dampf von 130°C beschickten Transportdüse zugeführt. Diese erste, in Warenlaufrichtung nachgeschaltete Düse entnimmt den Strang dem ersten Verweilabteil und befördert ihn in das zweite Abteil. Durch den eingesetzten Dampfstrom herrscht in der ganzen, als Druckkammer ausgelegten Maschine eine Temperatur von 130°C. Eine weitere dampfbetriebene Düse und darauffolgend angetriebene Strangrollen besorgen die kontinuierliche Fortbewegung des PES-Gewirkes durch die Anlage, wobei jeweils ein Verweilen des Textilgutes von ca. 3 Minuten zwischen zwei benachbarten Dampfdüsen eingeschoben wird. Nach insgesamt 20 Minuten wird der Warenstrang über eine am anderen Ende angebrachte Druckabdichtung gleichen Typs weider aus dem Färbe-Jet ausgefahren und abschließend wie üblich nachbehandelt.
- Man erhält eine Braunfärbung des Gewirkes.
Claims (32)
dadurch gekennzeichnet, daß man den langlaufenden Textilstrang - gegebenenfalls über ein zur Außenatmosphäre hin druckabdichtendes Element - kontinuierlich in die Behandlungszone einbringt, ihn dort während seiner weiteren Passage mit der Behandlungsflotte, vorzugsweise Färbeflotte, imprägniert und sodann mittels einer in Warenfortbewegungsrichtung angeordneten, aerodynamisch wirksamen Düsenanordnung, bestehend aus mindestens einer Transportdüse, mit einer solchen Geschwindigkeit durch die Behandlungszone vorwärts befördert, daß er darin bis zu 20 Minuten einer Verweiloperation - gegebenenfalls bei Fixierbedingungen für das Behandlungsmittel, vorzugsweise den Farbstoff, oder Mischung davon - ausgesetzt ist, worauf man abschließend den so behandelten Textilstrang - gegebenenfalls über ein weiteres Dichtungselement gleicher Art wie eingangs - der Behandlungszone wieder kontinuierlich entnimmt.
wobei die Behandlungszone (BZ) außerhalb mit separaten Leitungen für die Zuführung sowie den nachherigen Kreislauf
von gasförmigem Medium (Gaskreislauf GK) als dem den Warenvorschub allein bewerkstelligenden oder gegebenenfalls unterstützenden Transportmittel, samt in dieses Zirkulationssystem (GK) eingeschlossenem Gebläse (GB) zum Erzeugen und Verdichten des antreibenden Gasstromes zusammen mit auf der Druckseite des Gebläses (GB) nachgeschaltetem Wärmeaustauscher (HE) zur Regelung der Gastemperatur,
sowie von mindestens einer Flotte (Flottenkreislauf FK) als dem flüssigen Behandlungsmittel für den Imprägniervorgang, samt in dieses Zirkulationssystem (FK) eingebauter Umwälzpumpe (UP) und Stutzen für eine oder mehrere von einem Ansatz- bzw. Vorratsgefäß (AG) über eine zwischengeschaltete Dosierpumpe (DP) herkommende Flottenzuleitung(en),
verbunden ist,
dadurch gekennzeichnet, daß innerhalb der Behandlungszone (BZ) - in der angegebenen Reihenfolge - unmittelbar nach dem Wareneinlaß (WE) eine Imprägniereinrichtung (IE) für die Applikation der Behandlungsflotte, vorzugsweise Färbeflotte, auf den langlaufenden Textilstrang (TG),
und eine in Warenfortbewegungsrichtung angeordnete, aerodynamisch wirksame Düsenanordnung, bestehend aus mindestens einer Transportdüse (DS), samt den notwendigen Strangführungsrollen (FR) für die Passage des Textilgutes (TG) durch die Behandlungszone (BZ), jeweils in Kombination mit einem als Verweilstrecke (VS) ausgebildeten Speicherbereich (SB), welcher vom imprägnierten Textilstrang (TG) während der Verweiloperation unter stetiger Vorwärtsbewegung im spannungsfreien Zustand durchquert wird,
vorhanden sind, wobei der Speicherbereich (SB) der Behandlungszone (BZ) - maßgeblich in Übereinstimmung mit der Anzahl der Transportdüsen (DS) bzw. nachfolgenden Verweilstrecken (VS) - gegebenenfalls in mindestens ebenso viele Verweilsektionen (A, B, C usw.) unterteilt sein kann,
sowie die zum Betrieb der Maschine erforderlichen Anschlüsse und Ventile für die Einspeisung bzw. den Abfluß des Antriebsgases und der Behandlungsflotte(n) einschließlich der Leitungen für deren jeweilige getrennte Umwälzung in Verbindung mit den außerhalb der Behandlungszone (BZ) gelegenen Teilabschnitten des zugehörigen Kreislaufes (GK; FK).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3733219 | 1987-10-01 | ||
| DE19873733219 DE3733219A1 (de) | 1987-10-01 | 1987-10-01 | Verfahren und vorrichtung zum kontinuierlichen behandeln, vorzugsweise faerben, von strangfoermigem textilgut |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0310013A1 true EP0310013A1 (de) | 1989-04-05 |
| EP0310013B1 EP0310013B1 (de) | 1993-03-17 |
Family
ID=6337409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88115956A Expired - Lifetime EP0310013B1 (de) | 1987-10-01 | 1988-09-28 | Verfahren und Vorrichtung zum Färben von strangförmigem Textilgut |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US4885814A (de) |
| EP (1) | EP0310013B1 (de) |
| JP (1) | JPH01111062A (de) |
| DE (2) | DE3733219A1 (de) |
| DK (1) | DK546888A (de) |
| ES (1) | ES2040798T3 (de) |
| PT (1) | PT88644B (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0633340A2 (de) * | 1993-07-08 | 1995-01-11 | PAGGI Srl | Vorrichtung zum Färben von strangförmigen Textilgut durch eine Vielzahl von Überström- bzw Jetfärbeinrichtungen |
| EP0962575A1 (de) * | 1998-06-05 | 1999-12-08 | DyStar Textilfarben GmbH & Co. Deutschland KG | Vorrichtung und Verfahren zum Veredeln von Textilgut |
| EP0994208A1 (de) * | 1998-09-17 | 2000-04-19 | FLAINOX S.r.l. | Maschine zur Veredlung von textilen Warenbahnen |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0663170B2 (ja) * | 1988-08-15 | 1994-08-17 | 吉田工業株式会社 | 多色洗色機 |
| US5170523A (en) * | 1990-07-24 | 1992-12-15 | Scholl America, Inc. | Method and apparatus for wet processing of fabric |
| US5314504A (en) * | 1990-11-15 | 1994-05-24 | E. I. Du Pont De Nemours And Company | Process for the application of dye fixing agents to polyamide fiber utilizing controlled fixing agent addition |
| US5230709A (en) * | 1990-11-15 | 1993-07-27 | E. I. Du Pont De Nemours And Company | Polyamide dyeing process utilizing controlled anionic dye addition |
| DK9691D0 (da) * | 1991-01-21 | 1991-01-21 | Henriksen Vald As | Anlaeg til kontinuerligt at toerre og krympe baner af tekstilmateriale |
| DE4212674A1 (de) * | 1992-04-15 | 1993-10-21 | Brueckner Apparatebau Gmbh | Verfahren und Vorrichtung zur diskontinuierlichen Naßbehandlung einer strangförmigen Warenbahn |
| JP3507899B2 (ja) * | 1992-05-15 | 2004-03-15 | イー・アイ・デユポン・ドウ・ヌムール・アンド・カンパニー | 染料添加を制御した羊毛の染色法 |
| US5894747A (en) * | 1996-07-24 | 1999-04-20 | International Dyeing Equipment, Inc. | Jet dyeing machine |
| US6022447A (en) * | 1996-08-30 | 2000-02-08 | Kimberly-Clark Corp. | Process for treating a fibrous material and article thereof |
| ITMI980855A1 (it) * | 1998-04-22 | 1999-10-22 | Mcs Off Mecc Spa | Macchina per la tintura di tessuti in corda a passaggi multipli |
| DE10058543A1 (de) * | 2000-07-14 | 2002-01-24 | Temco Textilmaschkomponent | Verfahren und Vorrichtung zur kontinuierlichen Behandlung von synthetischen Fäden in einer Wärmeaustauschkammer |
| ITMI20021220A1 (it) * | 2002-06-05 | 2003-12-05 | Savio Macchine Tessili Spa | Procedimento e dispositivo per il mercerizzo in continuo dei filati tessili |
| FR2848577B1 (fr) * | 2002-12-12 | 2005-03-04 | Sarl Valanga | Procede de traitement de fibres vegetales naturelles, en vue notamment d'une utilisation de ces fibres pour l'isolation des batiments |
| DE10349384B4 (de) * | 2003-10-21 | 2007-10-31 | Then Maschinen (B.V.I.) Ltd., Road Town | Vorrichtung zur Behandlung von strangförmiger Textilware |
| DE102004061186B4 (de) * | 2004-12-20 | 2007-06-21 | Then Maschinen (B.V.I.) Ltd., Road Town | Verfahren und Vorrichtung zum Behandeln von strangförmiger Textilware |
| US20070107136A1 (en) * | 2005-08-17 | 2007-05-17 | Tao Xiao-Ming | Method and apparatus for wet treatment of textiles and textile articles at low temperatures |
| US9970141B2 (en) * | 2015-02-18 | 2018-05-15 | Morrison Textile Machinery Company | Apparatus and method for washing an elongate textile article |
| US10895031B2 (en) * | 2015-05-08 | 2021-01-19 | Thies Gmbh & Co. Kg | Method for the treatment of a textile substrate, and devices for carrying out said method |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3330134A (en) * | 1965-09-28 | 1967-07-11 | Burlington Industries Inc | Apparatus for the fluid treatment of textiles |
| DE2358712A1 (de) * | 1972-11-29 | 1974-08-01 | Shimon Klier | Verfahren und vorrichtung zur behandlung von textilmaterial |
| US3921420A (en) * | 1972-12-26 | 1975-11-25 | Gaston County Dyeing Mach | Apparatus for wet processing of textile materials |
| FR2278821A2 (fr) * | 1974-07-17 | 1976-02-13 | Gaston County Dyeing Mach | Procede et appareil de traitement humide de matieres textiles |
| FR2450895A1 (fr) * | 1979-03-07 | 1980-10-03 | Thies Kg | Procede et dispositif pour le traitement superficiel de produits textiles sans fin |
| EP0132604A1 (de) * | 1983-06-29 | 1985-02-13 | Hoechst Aktiengesellschaft | Verfahren und Vorrichtung zum kontinuierlichen Behandeln von strangförmigem Textilgut |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3085414A (en) * | 1959-09-01 | 1963-04-16 | Wendler Eberhard | Device for the fluid treatment of running lengths of textile material |
| DE2325604C2 (de) * | 1973-05-19 | 1982-12-23 | Vepa AG, 4125 Riehen, Basel | Auslaßvorrichtung an einer unter erhöhtem Innendruck stehenden Behandlungskammer |
| DE2537615A1 (de) * | 1975-08-23 | 1977-02-24 | Hoechst Ag | Verfahren zum kontinuierlichen nassbehandeln von textilen warenstraengen |
| DE2459363C2 (de) * | 1974-12-16 | 1983-08-18 | Alfred 4420 Coesfeld Thies Jun. | Vorrichtung zum Naßbehandeln eines strangförmigen textilen Flächengebildes |
| DE2537665C3 (de) * | 1975-08-23 | 1978-08-17 | Hoechst Ag, 6000 Frankfurt | Abdichtungsvorrichtung für den kontinuierlichen Ein- und Auslauf von strangf örmigem Textilgut in druckdichte Behälter bzw. aus druckdichten Behältern |
| JPS5839945B2 (ja) * | 1977-10-31 | 1983-09-02 | 株式会社山東鉄工所 | 布帛の減量、絹化を連続的に行う方法及び装置 |
| DE3066560D1 (en) * | 1979-02-17 | 1984-03-29 | Hoechst Ag | Method for treating textiles in jet-dyeing devices |
| DE3142200A1 (de) * | 1981-10-24 | 1983-05-05 | Hoechst Ag, 6230 Frankfurt | Verfahren zum behandeln von textilgut in jet-faerbeanlagen |
| DE3206895A1 (de) * | 1982-02-26 | 1983-09-15 | Hoechst Ag, 6230 Frankfurt | Verfahren zum kontinuierlichen faerben von textilen warenbahnen |
-
1987
- 1987-10-01 DE DE19873733219 patent/DE3733219A1/de not_active Withdrawn
-
1988
- 1988-09-28 DE DE8888115956T patent/DE3879347D1/de not_active Expired - Fee Related
- 1988-09-28 EP EP88115956A patent/EP0310013B1/de not_active Expired - Lifetime
- 1988-09-28 ES ES198888115956T patent/ES2040798T3/es not_active Expired - Lifetime
- 1988-09-29 JP JP63242648A patent/JPH01111062A/ja active Pending
- 1988-09-29 US US07/250,924 patent/US4885814A/en not_active Expired - Fee Related
- 1988-09-30 DK DK546888A patent/DK546888A/da not_active Application Discontinuation
- 1988-09-30 PT PT88644A patent/PT88644B/pt not_active IP Right Cessation
-
1989
- 1989-10-03 US US07/416,597 patent/US4947660A/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3330134A (en) * | 1965-09-28 | 1967-07-11 | Burlington Industries Inc | Apparatus for the fluid treatment of textiles |
| DE2358712A1 (de) * | 1972-11-29 | 1974-08-01 | Shimon Klier | Verfahren und vorrichtung zur behandlung von textilmaterial |
| US3921420A (en) * | 1972-12-26 | 1975-11-25 | Gaston County Dyeing Mach | Apparatus for wet processing of textile materials |
| FR2278821A2 (fr) * | 1974-07-17 | 1976-02-13 | Gaston County Dyeing Mach | Procede et appareil de traitement humide de matieres textiles |
| FR2450895A1 (fr) * | 1979-03-07 | 1980-10-03 | Thies Kg | Procede et dispositif pour le traitement superficiel de produits textiles sans fin |
| EP0132604A1 (de) * | 1983-06-29 | 1985-02-13 | Hoechst Aktiengesellschaft | Verfahren und Vorrichtung zum kontinuierlichen Behandeln von strangförmigem Textilgut |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0633340A2 (de) * | 1993-07-08 | 1995-01-11 | PAGGI Srl | Vorrichtung zum Färben von strangförmigen Textilgut durch eine Vielzahl von Überström- bzw Jetfärbeinrichtungen |
| EP0633340A3 (de) * | 1993-07-08 | 1995-06-21 | Paggi Srl | Vorrichtung zum Färben von strangförmigen Textilgut durch eine Vielzahl von Überström- bzw Jetfärbeinrichtungen. |
| EP0962575A1 (de) * | 1998-06-05 | 1999-12-08 | DyStar Textilfarben GmbH & Co. Deutschland KG | Vorrichtung und Verfahren zum Veredeln von Textilgut |
| US6343395B1 (en) | 1998-06-05 | 2002-02-05 | Dystar Textilfarben Gmbh & Co. Deutschland Kg | Apparatus and process for wet-processing of textile material |
| EP0994208A1 (de) * | 1998-09-17 | 2000-04-19 | FLAINOX S.r.l. | Maschine zur Veredlung von textilen Warenbahnen |
Also Published As
| Publication number | Publication date |
|---|---|
| US4947660A (en) | 1990-08-14 |
| JPH01111062A (ja) | 1989-04-27 |
| DE3879347D1 (de) | 1993-04-22 |
| DK546888A (da) | 1989-04-02 |
| EP0310013B1 (de) | 1993-03-17 |
| PT88644B (pt) | 1995-05-04 |
| DK546888D0 (da) | 1988-09-30 |
| DE3733219A1 (de) | 1989-04-13 |
| PT88644A (pt) | 1989-07-31 |
| ES2040798T3 (es) | 1993-11-01 |
| US4885814A (en) | 1989-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0310013B1 (de) | Verfahren und Vorrichtung zum Färben von strangförmigem Textilgut | |
| EP0078022B1 (de) | Verfahren zum Behandeln von Textilgut in Jet-Färbeanlagen | |
| DE69306464T2 (de) | Verfahren und Vorrichtung zum Behandeln eines bandförmigen Materials | |
| DE3724075A1 (de) | Verfahren zum behandeln von textilgut in jet-faerbemaschinen sowie vorrichtung zur durchfuehrung desselben | |
| WO1997014838A1 (de) | Verfahren und vorrichtung zur behandlung von textilen substraten mit überkritischem fluid | |
| DE2206627A1 (de) | Verfahren zum Veredeln von Textilien sowie Vorrichtung zur Durchführung des Verfahrens | |
| DE2360436A1 (de) | Verfahren und vorrichtung zur nassbehandlung von textilem strangmaterial | |
| EP0014919B1 (de) | Verfahren zum Behandeln von Textilgut in Jet-Färbeanlagen | |
| DD153402A5 (de) | Verfahren und vorrichtung zum glaetten und trocknen von gewaschenen formteilen aus mischgewebe | |
| DE2248299A1 (de) | Verfahren und anlage zum erzeugen von mustern auf langgestreckten materialien | |
| DE2229055A1 (de) | Verfahren und Vorrichtung zum kontinuierlichen Anfärben von Garnen | |
| EP0797698B1 (de) | Vorrichtung zum farbfixieren beim reaktivfärben | |
| DE2632521C2 (de) | Verfahren zum kontinuierlichen Färben eines bahnförmigen Textilgutes und Vorrichtung zur Durchführung dieses Verfahrens | |
| DD155439A5 (de) | Verfahren und vorrichtung zum kontinuierlichen faerben von kettgarnen | |
| DE974973C (de) | Verfahren und Vorrichtung zum Heissfixieren von unter Verwendung synthetischer Faeden oder Fasern hergestellten Textilerzeugnissen | |
| EP0320701B1 (de) | Verfahren und Vorrichtung zur diskontinuierlichen Nassbehandlung von gestricktem oder gewirktem Textilgut | |
| DE19749212A1 (de) | Verfahren zum kontinuierlichen Färben von cellulosischen Rundstrick- und Rundwirkwaren mit Reaktivfarbstoffen | |
| DE1635009A1 (de) | Verfahren und Vorrichtung zum Staerken und Trocknen der Ketten von synthetischen Garnen | |
| DE4429058C2 (de) | Kleinveredlungsanlage | |
| DE102007059728A1 (de) | Verfahren zum Färben eines Schlauches aus einem Textilmaterial und Färbemaschine zur Durchführung des Verfahrens | |
| DE2840932A1 (de) | Verfahren und vorrichtung zur kontinuierlichen behandlung von textilmaterialien unter hohem druck | |
| DE1916474A1 (de) | Verfahren zur Behandlung von Fasermaterial | |
| DE69027605T2 (de) | Verfahren und Vorrichtung zum kontinuierlichen Mercerisieren | |
| DE2951695C2 (de) | ||
| DE2823530A1 (de) | Verfahren und vorrichtung zum nassbehandeln einer warenbahn |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE ES FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19890407 |
|
| 17Q | First examination report despatched |
Effective date: 19901003 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 3879347 Country of ref document: DE Date of ref document: 19930422 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19930615 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: THEN MASCHINEN- UND APPARATEBAU GMBH |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19930820 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| ITPR | It: changes in ownership of a european patent |
Owner name: CESSIONE;THEN MASCHINEN - UND APPARATEBAU GMBH |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: THEN MASCHINEN- UND APPARATEBAU GMBH. |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Ref country code: FR Ref legal event code: RL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19940812 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19940916 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19940928 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19940929 Year of fee payment: 7 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19940928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 19950929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19950930 Ref country code: CH Effective date: 19950930 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19960531 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19991007 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20011116 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050928 |