EP0197415A2 - Presswerkzeug zur Herstellung von schalenförmigen Presskörpern, insbesondere Platten, Tellern, Bechern, Schüsseln od. dgl. aus pulverförmigem, vorzugsweise keramischen Material - Google Patents
Presswerkzeug zur Herstellung von schalenförmigen Presskörpern, insbesondere Platten, Tellern, Bechern, Schüsseln od. dgl. aus pulverförmigem, vorzugsweise keramischen Material Download PDFInfo
- Publication number
- EP0197415A2 EP0197415A2 EP86104030A EP86104030A EP0197415A2 EP 0197415 A2 EP0197415 A2 EP 0197415A2 EP 86104030 A EP86104030 A EP 86104030A EP 86104030 A EP86104030 A EP 86104030A EP 0197415 A2 EP0197415 A2 EP 0197415A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- stamp
- counter
- punch
- press tool
- annular
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 5
- 229910010293 ceramic material Inorganic materials 0.000 title claims abstract description 4
- 235000003166 Opuntia robusta Nutrition 0.000 title 1
- 244000218514 Opuntia robusta Species 0.000 title 1
- 238000003825 pressing Methods 0.000 claims abstract description 19
- 239000000463 material Substances 0.000 claims abstract description 12
- 239000012254 powdered material Substances 0.000 claims abstract description 5
- 238000005429 filling process Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/003—Pressing by means acting upon the material via flexible mould wall parts, e.g. by means of inflatable cores, isostatic presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/021—Feeding the unshaped material to moulds or apparatus for producing shaped articles by fluid pressure acting directly on the material, e.g. using vacuum, air pressure
Definitions
- Such a press tool is known from EU patent 0 043 019.
- the filling of the material to be pressed takes place with the help of gravity. Due to the relatively small filling slots, the filling process is relatively slow. In the case of parts with steep, with vertical and / or with relief walls, there is a risk that the filling process will be interrupted, but at least is uneven, because the effect of gravity is partially canceled out by frictional forces acting on the product.
- channels 15 are connected via a channel 16 and channels 17 to an annular channel 18 which can be pressurized with a pressure medium. Additional branch lines can be seen at 19 and 20.
- the stamp 11 is also covered with a rubber cover 21, behind which channels 22 open, which can be fed by a central channel 23. The stamp 11 can thus be pressurized from the outside, which allows the molded plate to be easily detached from the stamp 11 or its rubber cover 21 when the stamps 10 and 11 are moved apart again.
- the space between the punches 10 and 11 is filled with the aid of a funnel 24 which can be placed on a filling part 25 of an annular part 27.
- This filler part 25 is shown in more detail in FIG. 2. It covers the space which is indicated in FIG. 3 by 25 'and is a segment-like insert body in the annular part 27. used.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
Abstract
Description
- Die Erfindung betrifft ein Preßwerkzeug zur Herstellung von schalenförmigen Preßkörpern, insbesondere Platten, Tellern, Bechern, Schüsseln od. dgl. aus pulverförmigem, vorzugsweise keramischen Material, bestehend aus einem Stempel und einem Gegenstempel, deren aufeinander zu weisende Stirnflächen beim Pressen des zwischen sie eingefüllten pulverförmigen Materials die Ober- und Unterseite des schalenförmigen Preßkörpers ausbilden, wobei Stempel und Gegenstempel aufeinander zu bewegbar sind und das Einfüllen des pulverförmigen Materials in einen Raum erfolgt, der von den Stirnflächen von Stempel und Gegenstempel und einem ringförmigen, einen Anschluß für die Materialzuführung aufweisenden Teil begrenzt ist, der relativ zu Stempel und Gegenstempel in deren aufeinander zu gerichteten Bewegungsrichtung verschiebbar ist, und wobei mindestens einer der Ränder der Stirnflächen von Stempel und Gegenstempel in Richtung auf den Rand der anderen Stirnfläche ringförmig vorsteht und Stempel und Gegenstempel nur soweit aufeinander zu verfahrbar sind, daß ein geringer axialer Ringspalt zwischen den Rändern ihrer Stirnseiten verbleibt.
- Ein solches Preßwerkzeug ist aus der EU-Patentschrift 0 043 019 bekannt. Das Einfüllen des zu pressenden Materials erfolgt bei diesem Preßwerkzeug mit Hilfe von Schwerkraft. Infolge der verhältnismäßig kleinen Füllschlitze ist der Füllvorgang verhältnismäßig langsam. Bei Teilen mit steilen, mit senkrechten und/oder mit reliefierten Wänden besteht Gefahr, daß der Füllvorgang unterbrochen wird, wenigstens aber ungleichmäßig ist, weil die Wirkung der Schwerkraft durch auf das Füllgut wirkenden Reibungskräfte zum Teil aufgehoben wird.
- Aufgabe der Erfindung ist es, das bekannte Preßwerkzeug so umzugestalten, daß ein Füllen mit Hilfe von an den Füllraum angelegtem Unterdruck möglich ist. Dabei muß aber der Vorteil der bekannten Lehre erhalten bleiben, der darin besteht, daß fehlerhafte Preßkörper durch Mängel des Füllvorganges vermieden werden und außerdem ein Nacharbeiten entfallen kann, weil als Preßkörper unmittelbar ein Gebilde anfällt, das gerundete Ränder aufweist.
- Das Füllen mit Hilfe von Unterdruck oder Vakuum gehört an sich nämlich bereits zum Stande der Technik. Nach der DE-PS 31 01 236 erfolgt das Füllen durch Zuführen des Preßgutes innerhalb der Randbegrenzung des Formlings. Dadurch lassen sich Markierungen im EinfUllbereich grundsätzlich nicht vermeiden. Dies zwingt zum Austausch des Füllkopfes gegen einen glattrandigen Preßkopf oder dazu, die angepreßten Markierungen aufwendig wieder zu beseitigen.
- Aus der DE-OS 31 44 678 ist es außerdem bereits bekannt, die Füllung vom Rande her vorzunehmen. Hier ist aber der verschiebbare ringförmige Teil ein formgebender Teil und muß daher so ausgebildet sein, wie es dem gewünschten Tellerrand entspricht.
- Aus der DE-OS 31 26 155 ist es ferner bekannt, die Presse über eine im Füllbereich ausmündende Vakuumleitung aus einem diese Anordnung umgebenden Trichter zu füllen. Hier handelt es sich jedoch praktisch um eine gravimetrische Füllung in einen geschlossenen Raum, wodurch eine gleichmäßige Füllung nicht gewährleistet ist. Es müssen nämlich gleichzeitig die entsprechenden Schließorgane geschlossen werden. Außerdem ist eine Vordosierung erforderlich, die jedoch nicht das Absaugen durch die Vakuumkanäle gewährleistet.
- Alle Mängel des Standes der Technik lassen sich unter Lösung der gestellten Aufgabe gemäß der Erfindung dadurch beseitigen, daß bei einem Preßwerkzeug der eingangs erwähnten Art der vorstehende ringförmige Rand durch einen axial gerichteten äußeren Vorsprung am Stempel bzw. Gegenstempel abgestützt ist, auf welchem der ringförmige Teil verschiebbar ist, der wenigstens einen Vakuumanschluß aufweist.
- Mit dieser Anordnung wird erreicht, daß die Preßteile ähnlich wie bei dem Preßwerkzeug nach EU-Patent 0 043 019 praktisch keinen Grat mehr aufweisen, vielmehr einen abgerundeten äußeren Rand besitzen, so daß keine langen und kostspieligen Nacharbeiten erforderlich sind. Außerdem wird aber nunmehr das Prinzip der Vakuumfüllung auf das aus dieser Literaturstelle hervorgehende Preßwerkzeug ermöglicht, ohne daß die Mängel auftreten, die bei den anderen bekannten Preßwerkzeugen zu befürchten sind.
- In Weiterbildung der Erfindung sind der Vakuumanschluß und der Anschluß für die Materialzuführung einander gegenüberliegend angeordnet. Der Anschluß für die Materialzuführung besteht vorzugsweise aus einem in den ringförmigen Teil einschiebbaren, mit wenigstens einem Einfülltrichter für das einzufüllende Material versehenen Einsatzkörper.
- Um ein Mitreißen von einzufüllendem Material weitgehendst auszuschalten, ist in weiterer Ausbildung der Erfindung der Vakuumanschluß gegen den Ringspalt versetzt und mit diesem über ein Ringspiel zwischen Stempel- bzw. Gegenstempel außenrand und dem ringförmigen Teil in Verbindung gebracht.
- Die Zeichnung zeigt in
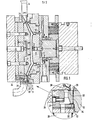
- Fig. 1 einen Längsschnitt durch ein Preßwerkzeug nach der Erfindung;
- Fig. 2 einen Schnitt im wesentlichen in der Ebene des Pfeiles I in Fig. 1 und in
- Fig. 3 eine schematische Darstellung des Umfangsschlitzes für die Absaugvorrichtung.
- Das in den Figuren wiedergegebene Preßwerkzeug dient zur Herstellung von Tellern aus pulverförmiger keramischer Masse. Das Preßwerkzeug enthält einen Stempel 10, einen Gegenstempel 11 und einen den Stempel 10 umgebenden Stützring 12. Der Stützring 12 ist relativ zu den Stempeln 10 und 11 in Bewegungsrichtung der beiden Stempel verschiebbar. Entsprechend Fig. 1 liegt der Stützrino 12 in Füllstellung an einem Dichtring 13 an, der nach außen hin eine vakuumdichte Abdichtung bewirkt. Der Mechanismus für die Bewegung des Stützringes ist hier ohne Bedeutung, so daß er zeichnerisch nicht festgehalten ist. Die Stirnseite des Stempels 10 formt die Unterseite des Tellers aus und ist mit einem elastischen Gummi- überzug 14 abgedeckt, hinter dem Kanäle 15 ausmünden. Diese Kanäle 15 stehen über einen Kanal 16 und Kanäle 17 mit einem Ringkanal 18 in Verbindung, der mit einem Druckmittel beaufschlagt werden kann. Weitere Zweigleitungen sind bei 19 und 20 erkennbar. Auch der Stempel 11 ist mit einer .Gummiabdeckung 21 abgedeckt, hinter der Kanäle 22 ausmünden, die von einem zentralen Kanal 23 gespeist werden können. Es kann somit der Stempel 11 von außen her unter Druck gesetzt werden, was das leichte Ablösen des geformten Tellers vom Stempel 11 bzw. seiner Gummiabdeckung 21 bei wieder auseinandergefahrenen Stempeln 10 und 11 ermöglicht.
- Die Füllung des Raumes zwischen den Stempeln 10 und 11 erfolgt mit Hilfe eines Trichters 24, der auf einen Einfüllteil 25 eines ringförmiges Teiles 27 aufsetzbar ist. Dieser Einfüllteil 25 ist in Fig. 2 im einzelnen näher dargestellt. Er überdeckt den Raum der in Fig. 3 mit 25' angedeutet ist und ist als segmentartiger Einsatzkörper im ringförmigen Teil 27 . eingesetzt.
- Im nach Fig. 1 unteren Abschnitt des ringförmigen Teiles 27 ist ein Vakuumanschluß mit einer Saugleitung 26 angeschlossen, und zwar über ein Anschlußstück 34, welches gegenüber der Begrenzung des den Randbereich der Membran 21 hinterfütternden Teiles in Form des vorstehenden ringförmigen Randes 28 angeordnet ist. Die Saugleitung 26 ist, wie aus Fig. 1 klar hervorgeht, axial versetzt zu einem bei geschlossenem Preßwerkzeug am Rande von Gegenstempel 11 und Stempel 10 verbleibenden axialen Ringspalt 29 angeordnet und mit diesem Ringspalt 29 über ein Ringspiel verbunden. Dieses Ringspiel ist nach Fig. 1 durch einen radialen Ringspalt 30 zwischen dem Außenrand des entsprechenden Stempels 11 und dem benachbarten Innenrand des ringförmigen Teiles 27 gebildet, der die Saugleitung 26 mit dem axialen Ringspalt 29 verbindet. Der radiale und der axiale Ringspalt 30 und 29 erstrecken sich nach Fig. 3 über den dort mit dem runden Pfeil 31 angedeuteten Bereich.Es wird also im Bereich 25' das Formgut aufgegeben und die Luft aus dem Raum zwischen den Stempeln 10 und 11 über den Bereich 31 abgesaugt.
- Aus Fig. 1 geht hervor, daß der axiale Ringspalt 29 über einen weiteren radialen Ringspalt 32 mit der Saugleitung verbunden sein kann. Dieser radiale Ringspalt 32 setzt sich hierbei über einen axialen Ringschlitz 33 zwischen dem ringförmigen Teil 27 und dem Stützring 12 in den axialen Ringspalt 23 fort.
Claims (6)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19853512852 DE3512852A1 (de) | 1985-04-10 | 1985-04-10 | Presswerkzeug zur herstellung von schalenfoermigen presskoerpern, insbesondere platten, tellern, bechern, schuesseln od.dgl. aus pulverfoermigem, vorzugsweise keramischen material |
| DE3512852 | 1985-04-10 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0197415A2 true EP0197415A2 (de) | 1986-10-15 |
| EP0197415A3 EP0197415A3 (en) | 1988-12-28 |
| EP0197415B1 EP0197415B1 (de) | 1990-07-04 |
Family
ID=6267637
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86104030A Expired - Lifetime EP0197415B1 (de) | 1985-04-10 | 1986-03-24 | Presswerkzeug zur Herstellung von schalenförmigen Presskörpern, insbesondere Platten, Tellern, Bechern, Schüsseln od. dgl. aus pulverförmigem, vorzugsweise keramischen Material |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US4701122A (de) |
| EP (1) | EP0197415B1 (de) |
| DE (2) | DE3512852A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007021898B4 (de) | 2007-05-10 | 2019-05-02 | Dorst Technologies Gmbh & Co. Kg | Pressenanordnung mit einer Pressenform bzw. Pressenform zum Pressen von Pressgut zu einem Artikel |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4210337C1 (de) * | 1992-03-30 | 1993-07-22 | Erich Netzsch Gmbh & Co Holding Kg, 8672 Selb, De | |
| DE19648844C1 (de) * | 1996-11-26 | 1997-09-18 | Jenoptik Jena Gmbh | Einrichtung und Verfahren zur Abformung mikrosystemtechnischer Strukturen |
| DE102004036111A1 (de) * | 2004-07-24 | 2006-02-16 | Dorst Technologies Gmbh & Co. Kg | Pressenanordnung mit einer Pressenform, Pressenform bzw. Verfahren zum Pressen von Pressgut zu einem Artikel |
| RU209122U1 (ru) * | 2021-10-18 | 2022-02-02 | Общество с ограниченной ответственностью Управляющая компания "Алтайский завод прецизионных изделий" | Вентилируемая пресс-форма |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2935700A1 (de) * | 1979-09-04 | 1981-03-19 | Gebrüder Netzsch, Maschinenfabrik GmbH & Co, 8672 Selb | Presswerkzeug zum herstellen keramischer gegenstaende |
| US4473526A (en) * | 1980-01-23 | 1984-09-25 | Eugen Buhler | Method of manufacturing dry-pressed molded articles |
| DE3018138A1 (de) * | 1980-05-12 | 1981-11-19 | Gebrüder Netzsch, Maschinenfabrik GmbH & Co, 8672 Selb | Presswerkzeug zum herstellen keramischer formlinge aus pulverfoermiger masse |
| DE3024935C2 (de) * | 1980-07-01 | 1986-07-24 | Dorst-Keramikmaschinen-Bau Otto Dorst u. Dipl. Ing. Walter Schlegel, 8113 Kochel | Preßwerkzeug zur Herstellung von schalenförmigen Preßkörpern, wie Platten, Tellern, Bechern, Schüsseln o.dgl., aus pulverförmigem, keramischem Material |
| DE3143550A1 (de) * | 1981-11-03 | 1983-05-11 | Gebrüder Netzsch, Maschinenfabrik GmbH & Co, 8672 Selb | Presswerkzeug zum herstellen keramischer formlinge aus pulverfoermiger masse |
| DE3144678A1 (de) * | 1981-11-10 | 1983-05-19 | Eugen Dipl.-Ing. 8871 Burtenbach Bühler | Verfahren und einrichtung zur herstellung von formlingen aus einer rieselfaehigen masse |
| DE3239815A1 (de) * | 1982-10-27 | 1984-05-03 | Gebrüder Netzsch, Maschinenfabrik GmbH & Co, 8672 Selb | Presswerkzeug zum isostatischen pressen keramischer formlinge |
| DE3332277A1 (de) * | 1983-03-30 | 1984-10-04 | Dorst - Maschinen- und Anlagen-Bau Otto Dorst u. Dipl. Ing. Walter Schlegel GmbH & Co, 8113 Kochel | Presse zum herstellen von tellern od. dgl. |
-
1985
- 1985-04-10 DE DE19853512852 patent/DE3512852A1/de active Granted
-
1986
- 1986-03-24 EP EP86104030A patent/EP0197415B1/de not_active Expired - Lifetime
- 1986-03-24 DE DE8686104030T patent/DE3672366D1/de not_active Expired - Lifetime
- 1986-03-28 US US06/845,449 patent/US4701122A/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007021898B4 (de) | 2007-05-10 | 2019-05-02 | Dorst Technologies Gmbh & Co. Kg | Pressenanordnung mit einer Pressenform bzw. Pressenform zum Pressen von Pressgut zu einem Artikel |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0197415B1 (de) | 1990-07-04 |
| EP0197415A3 (en) | 1988-12-28 |
| DE3512852C2 (de) | 1990-03-15 |
| DE3512852A1 (de) | 1986-10-16 |
| DE3672366D1 (de) | 1990-08-09 |
| US4701122A (en) | 1987-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3128347C2 (de) | ||
| AT208681B (de) | Verfahren und Vorrichtung zur Herstellung von Verpackungsbehältern | |
| DE3331257A1 (de) | Vakuumziegelpresse | |
| DE1577221B2 (de) | Presse zum Verpressen von pulverförmigem Material | |
| EP3650213A1 (de) | Tablettenpresse und verfahren zum herstellen einer tablette | |
| EP0197415B1 (de) | Presswerkzeug zur Herstellung von schalenförmigen Presskörpern, insbesondere Platten, Tellern, Bechern, Schüsseln od. dgl. aus pulverförmigem, vorzugsweise keramischen Material | |
| EP0043019B1 (de) | Presswerkzeug zur Herstellung von schalenförmigen Presskörpern, insbesondere Platten, Tellern, Bechern, Schüsseln o. dgl. aus pulverförmigem, vorzugsweise keramischen Material | |
| EP0121128A2 (de) | Presse zum Herstellen von Tellern o. dgl. | |
| EP2281683B1 (de) | Verfahren zur Herstellung eines gepressten Puderelements und eine entsprechende Vorrichtung | |
| DE4320860C2 (de) | Presse zum Vakuum-Formen von Platten oder Blöcken aus körnigem Stein- oder Keramikmaterial | |
| DE3202748C2 (de) | ||
| DE3304576A1 (de) | Verfahren und vorrichtung zum herstellen von tiefen kegeligen oder zylindrischen keramischen hohlkoerpern aus pulverfoermiger oder granulatartiger pressmasse durch isostatisches pressen | |
| DE3524779C2 (de) | ||
| DE2901133C2 (de) | Hydraulische Presse | |
| DE670180C (de) | Staubabsaugevorrichtung an Pressen | |
| DE2515286A1 (de) | Presse zum trockenpressen von tellern o.dgl. | |
| DE29810967U1 (de) | Vorrichtung zum Herstellen von Blöcken aus Schaumstoff-Flocken | |
| DE19907378C1 (de) | Preßvorrichtung, insbesondere zur Kochschinkenproduktion und Verfahren | |
| DE3045989A1 (de) | Form zur herstellung von tellern und dergleichen aus pulverfoermigen keramikmaterialien | |
| DE1653202B2 (de) | Vorrichtung zur herstellung von presskoerpern gleichmaessiger rohdichte und ungleicher wandstaerke | |
| DE4418970C2 (de) | Ausstech- und Schließform | |
| DE1235787B (de) | Trockenpresse zum Herstellen von Geschirrteilen | |
| DE4303223A1 (de) | Verfahren und Vorrichtung zum Pressen eines vorzugsweise weitgehend quaderförmigen Preßlings | |
| DE1957995C3 (de) | Drehtischtablettenpresse | |
| WO1991005640A1 (de) | Ausbrechvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19890127 |
|
| 17Q | First examination report despatched |
Effective date: 19890807 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3672366 Country of ref document: DE Date of ref document: 19900809 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ITTA | It: last paid annual fee | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20050314 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20050419 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20050427 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20050530 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20060323 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 |