EP0143277A2 - Verfahren zur Herstellung von Granulaten aus mineralischen, vegetabilen oder versprödeten Stoffen sowie Vorrichtung zur Durchführung des Verfahrens - Google Patents
Verfahren zur Herstellung von Granulaten aus mineralischen, vegetabilen oder versprödeten Stoffen sowie Vorrichtung zur Durchführung des Verfahrens Download PDFInfo
- Publication number
- EP0143277A2 EP0143277A2 EP84111777A EP84111777A EP0143277A2 EP 0143277 A2 EP0143277 A2 EP 0143277A2 EP 84111777 A EP84111777 A EP 84111777A EP 84111777 A EP84111777 A EP 84111777A EP 0143277 A2 EP0143277 A2 EP 0143277A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- wear plates
- plates
- blow bars
- bars
- blow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 15
- 229910052500 inorganic mineral Inorganic materials 0.000 title claims abstract description 8
- 239000011707 mineral Substances 0.000 title claims abstract description 8
- 235000013311 vegetables Nutrition 0.000 title claims abstract description 8
- 238000004519 manufacturing process Methods 0.000 title claims abstract 3
- 239000008187 granular material Substances 0.000 title claims description 3
- 239000000463 material Substances 0.000 title abstract 2
- 238000005265 energy consumption Methods 0.000 claims abstract description 3
- 230000001419 dependent effect Effects 0.000 claims abstract 2
- 238000000227 grinding Methods 0.000 claims description 19
- 239000000126 substance Substances 0.000 claims description 6
- 230000036962 time dependent Effects 0.000 abstract 1
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000005469 granulation Methods 0.000 description 3
- 230000003179 granulation Effects 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 239000002023 wood Substances 0.000 description 3
- 238000007906 compression Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/26—Details
- B02C13/282—Shape or inner surface of mill-housings
Definitions
- Beater mills For the crushing of mineral, vegetable or embrittled substances, i.a. Beater mills are used, the stationary grinding track of which is equipped with wear plates and blow bars, which are accommodated between the corresponding pressure plates. Wear plates and blow bars must be replaced at short intervals if the desired grain sizes are to be kept within the narrowest possible fluctuation range. This applies, albeit to a lesser extent, to the pressure plates on both sides of the blow bars.
- a method and a device for carrying it out have become known according to document DE-PS 33 09 517, with which the strip steel knives in use are continuously or intermittently exchanged for sharp strip steel knives during operation. In accordance with the process, flakes of wood chips of constant quality and shape are always produced from wood chips. This eliminates the dead time required to replace blunted knives.
- the object of the invention is to demonstrate a method for the granulation of mineral, vegetable or embrittled substances and a device for carrying it out, with which constant grain sizes can always be produced in uninterrupted operation.
- the invention solves this problem by a method in which the wear plates of the stationary grinding track and blow bars in use, possibly together with their pressure plates arranged on both sides, continuously or intermittently against new parts of the aforementioned during operation Species are exchanged. Wear plates and blow bars, possibly together with their pressure plates, are placed in magazines on the feed side, from which they are fed to the grinding track via cylinder-operated slides. On the emptying side, simple magazines serve to hold the worn wear plates, blow bars and possibly also pressure plates. Depending on their different wear, wear plates, blow bars and possibly also pressure plates can be pushed through the stationary grinding path at different feed speeds.
- wear plates and blow bars can be loaded with regrind higher than on the emptying side, in order to take into account the fact that the wear parts mentioned wear out more the longer they are used in the grinding chamber.
- Such different loading of the regrind can be achieved by appropriate inclination of the impact shoes or - in the case of beater mills with horizontal axes - by inclining this axis.
- wear plates and blow bars are made from thin strip steels with longitudinal grooves, the shape of which is completely identical. Each blow bar is held by one, possibly also two pressure plates, between which the blow bar is clamped.
- the beater mill 1 consists of a cylindrical, stationary grinding track 2 with a rotor which is equipped with impact shoe arms 5 and impact shoes 4.
- the stationary grinding track 2 is equipped on its inner jacket at symmetrical intervals with wear plates 7, the longitudinal grooves of which slide in exchangeable springs 11. Permanent magnets 16 ensure that the wear plates 7 sit flutter-free in the area of their counter lips 10.
- the shape of the blow bars 6 is completely identical to that of the wear plates 7.
- the central ring tension 12 according to FIG. 1 relieves the pressure plates 8 when the blow bars 6 are fed in cycles.
- blow bars 6 and the wear plates 7 are stacked in magazine 9.
- a slide 13 actuated via cylinder 14 pushes all blow bars 6 or wear plates 7 through the stationary grinding track 2 at intervals and one after the other, each with different feed speeds through the stationary grinding track 2.
- slide 13 returns to its starting position , after which the compression springs 15 bring the next blow bar 6 or wear plate 7 into the loading position.
- simple magazines receive the blow bars 6 or wear plates 7, which are designed as turning elements. (Not shown in the drawing).
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Crushing And Pulverization Processes (AREA)
- Glanulating (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Crushing And Grinding (AREA)
Abstract
Description
- Verfahren zur Herstellung von Granulaten aus mineralischen, vegetabilen oder versprödeten Stoffen sowie Vorrichtung zur Durchführung des Verfahrens.
- Für die Zerkleinerung mineralischer, vegetabiler oder versprödeter Stoffe werden u.a. Schlägermühlen eingesetzt, deren stationäre Mahlbahn mit Verschleißplatten und Schlagleisten bestückt ist, die zwischen entsprechenden Druckplatten Aufnahme finden. Verschleißplatten und Schlagleisten müssen in kurzen Zeitabständen ausgetauscht werden, wenn die gewünschten Korngrößen in einem möglichst engen Schwankungsbereich gehalten werden sollen. Dies gilt,wenngleich in verringertem Umfang, auch für die Druckplatten beidseits der Schlagleisten. Aus der Spanholzindustrie ist gemäß Druckschrift DE-PS 33 09 517 ein Verfahren und eine zu dessen Durchführung dienende Vorrichtung bekanntgeworden, mit denen die jeweils im Einsatz befindlichen Bandstahlmesser während des Betriebes kontinuierlich oder taktweise gegen scharfe Bandstahlmesser ausgetauscht werden. Verfahrensgemäß werden so aus Hackschnitzeln Flachspäne stets gleichbleibender Qualität und Form erzeugt. Hierbei entfällt die bisher notwendige Totzeit für den Austausch abgestumpfter Messer.
- Für die Granulierung mineralischer,vegetabiler oder versprödeter Stoffe stellt ein sinngemäß abgewandeltes Verfahren jedoch keine befriedigende Lösung dar, weil nicht nur die Kanten der Schlagleisten rasch abstumpfen , sondern auch die Gegenlippen der ihnen anliegenden Verschleißplatten und ferner,wenngleich in verringertem Umfang, die den Schlagschuhen des Rotors zugewandten Verschleißflächen der Druckplatten beidseits der Schlagleisten. Aufgabe der Erfindung ist es , für die Granulierung mineralischer, vegetabiler oder versprödeter Stoffe ein Verfahren aufzuzeigen und eine zu dessen Durchführung dienende Vorrichtung, mit denen im unterbrechungslosen Betrieb stets gleichbleibende Korngrößen erzeugt werden können.
- Die Erfindung löst diese Aufgabe durch ein Verfahren,bei dem die jeweils im Einsatz befindlichen Verschleißplatten der stationären Mahlbahn und Schlagleisten , ggf. zusammen mit ihren beidseits angeordneten Druckplatten, während des Betriebes kontinuierlich oder taktweise gegen neue teile der genannten Arten ausgetauscht werden. Verschleißplatten und Schlagleisten, ggf. zusammen mit ihren Druckplatten , finden hierbei beschickseitig jeweils in Magazinen Aufnahme, aus denen sie über zylinderbetätigte Schieber der Mahlbahn zugeführt werden. Entleerungsseitig dienen einfache Magazine zur Aufnahme der verschlissenen Verschleißplatten, Schlagleisten und ggf. auch Druckplatten. Entsprechend ihrem unterschiedlichen Verschleiß können Verschleißplatten, Schlagleisten und ggf. auch Druckplatten mit unterschiedlichen Vorschubgeschwindigkeiten durch die stationäre Mahlbahn hindurchgeschoben werden. Hierbei können Verschleißplatten und Schlagleisten beschickseitig höher mit Mahlgut beaufschlagt werden als zur Entleerungsseite hin, .um der Tatsache Rechnung zu tragen, daß die genannten Verschleißteile umso stärker abnutzen, je länger sie im Mahlraum beansprucht werden. Eine solche unterschiedliche Beaufschlagung mit Mahlgut kann durch entsprechende Schräglage der Schlagschuhe oder - bei Schlägermühlen mit horizontalen Achsen - durch Schrägstellung dieser Achse erreicht werden. Bei einer bevorzugten Ausführung der erfindungsgemäßen Vorrichtung werden Verschleißplatten und Schlagleisten aus dünnen Bandstählen mit Längsnuten gefertigt, die in ihrer Formgebung völlig identisch sind. Jede Schlagleiste wird von einer, ggf. auch von zwei Druckplatten gehalten ,zwischen denen die Schlagleiste fest geklemmt wird. Um beim taktweisen Vorschub mit möglichst geringen Kräften arbeiten zu können , können alle Druckplatten vor einem Vorschubtakt gemeinsam über eine entsprechende Zentralringspannung von ihren Schlagleisten gelöst werden , ähnlich, wie DE-PS 24 36 316 dies vorschlägt. Eine derartige Zentralringspannung erübrigt sich, wenn die Schlagleisten zwischen jeweils zwei Druckplatten fest eingespannt und mit diesen zusammen kontinuierlich oder taktweise durch die stationäre Mahlbahn hindurchgeschoben werden. Die den Schlagschuhen zugewandten Laufflächen der Druckplatten können in an sich bekannter Weise nachschleifbar und nachstellbar ausgeführt werden.
- Bei dem erfindungsgemäßen Verfahren zur kontinuierlichen Granulierung von mineralischen, vegetabilen oder versprödeten Stoffen werden erstmalig die Faktoren "Mahlgut qualität", "Verschleißteilverbrauch" und "Energieverbrauch" in eine vorwählbare Relation gebracht und damit optimiert, wobei außerdem die bisher notwendigen Totzeiten für den Austausch der dem Verschleiß unterworfenen Teile entfallen.
- Die Erfindung wird anhand von Zeichnungen näher erläutert. Es zeigen :
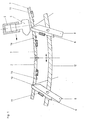
- Fig. 1 einen vergrößerten Querschnitt eines Mahlringsegments, senkrecht zur Drehachse des Rotors, bei der allein die Schlagleisten durch ihre stationäre Mahlbahn hindurchgeschoben werden,
- Fig. 2 einen Längsschnitt durch ein an der(zeichnerisch nicht dargestellten)Schlägermühle befestigtes Magazin ,
- Fig. 3 einen vergrößerten Querschnitt eines Mahlringsegments, senkrecht zur Drehachse des Rotors ,entsprechend einer erfindungsgemäßen Sonderausführung , bei der die Schlagleisten jeweils zusammen mit ihren Druckplatten durch die stationäre Mahlbahn hindurchgeschoben werden.
- Die Schlägermühle 1 besteht aus einer zylindrischen, stationären Mahlbahn 2 mit einem Rotor, der mit Schlagschuharmen 5 und Schlagschuhen 4 bestückt ist. Die stationäre Mahlbahn 2 ist an ihrem Innenmantel in symetrischen Abständen mit Verschleißplatten 7 bestückt, deren Längsnuten in austauschbaren Federn 11 gleiten. Permanentmagnete 16 sorgen für flatterfreien Sitz der Verschleißplatten 7 im Bereich ihrer Gegenlippen 10. Die Schlagleisten 6 sind in ihrer Formgebung völlig identisch mit den Verschleißplatten 7. Die Zentralringspannung 12 entsprechend Fig. 1 entlastet die Druckplatten 8 beim taktweisen Vorschub der Schlagleisten 6.
- Die Schlagleisten 6 und die Verschleißplatten 7 finden in Magazin 9 gestapelt Aufnahme. Ein über Zylinder 14 betätigter Schieber 13 schiebt taktweise und nacheinander alle Schlagleisten 6 bzw. Verschleißplatten 7 mit jeweils unterschiedlichen Vorschubgeschwindigkeiten durch die stationäre Mahlbahn 2. Sobald eine Schlagleiste 6 bzw. eine Verschleißplatte 7 die Mahlbahn 2 verlassen hat,kehrt Schieber 13 in seine Ausgangsposition zurück,wonach die Druckfedern 15 die nächste Schlagleiste 6 bzw. Verschleißplatte 7 in Beschickposition bringen. Entleerungsseitig nehmen einfache Magazine die als Wende-Elemente ausgebildeten Schlagleisten 6 bzw. Verschleißplatten 7 auf. (Zeichnerisch nicht dargestellt).
- Bei einer erfindungsgemäßen Sonderausführung gem. Fig. 3 werden die Schlagleisten 6 zwischen ihren beiden verstellbar und nachschleifbar angeordneten Druckplatten 8 und zusammen mit diesen durch die stationäre Mahlbahn 2 hindurchgeschoben. Bei dieser Ausführungsform entfällt die Notwendigkeit der Anbringung von Permanentmagneten 16 .
Claims (5)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT84111777T ATE35513T1 (de) | 1983-11-26 | 1984-10-02 | Verfahren zur herstellung von granulaten aus mineralischen, vegetabilen oder versproedeten stoffen sowie vorrichtung zur durchfuehrung des verfahrens. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3342866 | 1983-11-26 | ||
| DE3342866A DE3342866C1 (de) | 1983-11-26 | 1983-11-26 | Verfahren und Vorrichtung zum Austauschen von Verschleissteilen einer Rotormuehle |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0143277A2 true EP0143277A2 (de) | 1985-06-05 |
| EP0143277A3 EP0143277A3 (en) | 1986-06-04 |
| EP0143277B1 EP0143277B1 (de) | 1988-07-06 |
Family
ID=6215368
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84111777A Expired EP0143277B1 (de) | 1983-11-26 | 1984-10-02 | Verfahren zur Herstellung von Granulaten aus mineralischen, vegetabilen oder versprödeten Stoffen sowie Vorrichtung zur Durchführung des Verfahrens |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4593862A (de) |
| EP (1) | EP0143277B1 (de) |
| JP (1) | JPS60193552A (de) |
| AT (1) | ATE35513T1 (de) |
| DE (2) | DE3342866C1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6535039B2 (en) | 2000-11-24 | 2003-03-18 | Fujitsu Limited | Low power circuit with proper slew rate by automatic adjustment of bias current |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3309517C1 (de) * | 1983-03-17 | 1984-03-22 | Inter-Wood-Maschinen GmbH & Co KG, 8923 Lechbruck | Verfahren zur Herstellung von Flachspaenen sowie Vorrichtung zur Durchfuehrung des Verfahrens |
| US5110059A (en) * | 1989-11-30 | 1992-05-05 | Titmas James A | Solid waste shredder |
| DE4105375A1 (de) * | 1991-02-21 | 1992-08-27 | Heitlinger Karl Leo | Vorrichtung zum granulieren von stoffen |
| DE19518354C2 (de) * | 1995-05-19 | 1997-02-27 | Pallmann Kg Maschf | Verfahren und Vorrichtung zum automatischen Auswechseln von kranzförmigen Zerkleinerungswerkzeugen an Zerkleinerungsmaschinen, insbesondere von Messerkränzen für Holzzerspanmaschinen |
| DE19920884C1 (de) * | 1999-05-06 | 2000-04-13 | Maier Zerkleinerungstech Gmbh | Schlagzerspaner zum Zerspanen von Hackschnitzeln zu Spänen |
| SE540960C2 (en) * | 2017-05-04 | 2019-01-15 | Rapid Granulator Ab | Granulator mill |
| GB201808592D0 (en) * | 2018-05-24 | 2018-07-11 | Mccloskey Int Ltd | An extraction device and method of use |
| CN111013739B (zh) * | 2019-12-17 | 2021-03-26 | 广州奕极机电科技有限公司 | 一种改抛加速破碎的桥梁工程施工用碎石加工设备 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2755000A1 (de) * | 1977-12-09 | 1979-06-13 | Pallmann Kg Maschf | Einstellvorrichtung fuer die messer eines zerspaners, insbesondere eines messerringzerspaners |
| DE2406204B2 (de) * | 1974-02-09 | 1980-11-20 | Lindemann Maschinenfabrik Gmbh, 4000 Duesseldorf | Befestigung von auswechselbaren Schleißplatten an Gehausewanden von Zerkleinerungsmaschinen |
| DE3309517C1 (de) * | 1983-03-17 | 1984-03-22 | Inter-Wood-Maschinen GmbH & Co KG, 8923 Lechbruck | Verfahren zur Herstellung von Flachspaenen sowie Vorrichtung zur Durchfuehrung des Verfahrens |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2216612A (en) * | 1938-05-28 | 1940-10-01 | Robinson Mfg Co | Comminuting mill |
| US2690777A (en) * | 1950-10-28 | 1954-10-05 | Koerber & Co Kg | Rotary tobacco cutter having a vertical reciprocating trimming knife |
| DE1086876B (de) * | 1956-03-22 | 1960-08-11 | Condux Werk | Maschine zum Zerspanen, insbesondere von Holz |
| DE2420189A1 (de) * | 1974-04-26 | 1975-10-30 | Maier Kg Maschf B | Zerspaner |
| DE2436316C3 (de) * | 1974-07-27 | 1980-02-14 | Maschinenfabrik B. Maier Kg, 4800 Bielefeld | Trommelartiger Messerkorb fur Zerspanungsvorrichtungen |
| DE2628773C3 (de) * | 1976-06-26 | 1981-11-05 | Gebr. Klöckner GmbH & Co, 5239 Hirtscheid | Messerring-Zerspaner für Hackschnitzel |
-
1983
- 1983-11-26 DE DE3342866A patent/DE3342866C1/de not_active Expired
-
1984
- 1984-10-02 DE DE8484111777T patent/DE3472535D1/de not_active Expired
- 1984-10-02 AT AT84111777T patent/ATE35513T1/de not_active IP Right Cessation
- 1984-10-02 EP EP84111777A patent/EP0143277B1/de not_active Expired
- 1984-11-20 US US06/673,251 patent/US4593862A/en not_active Expired - Fee Related
- 1984-11-26 JP JP59249450A patent/JPS60193552A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2406204B2 (de) * | 1974-02-09 | 1980-11-20 | Lindemann Maschinenfabrik Gmbh, 4000 Duesseldorf | Befestigung von auswechselbaren Schleißplatten an Gehausewanden von Zerkleinerungsmaschinen |
| DE2755000A1 (de) * | 1977-12-09 | 1979-06-13 | Pallmann Kg Maschf | Einstellvorrichtung fuer die messer eines zerspaners, insbesondere eines messerringzerspaners |
| DE3309517C1 (de) * | 1983-03-17 | 1984-03-22 | Inter-Wood-Maschinen GmbH & Co KG, 8923 Lechbruck | Verfahren zur Herstellung von Flachspaenen sowie Vorrichtung zur Durchfuehrung des Verfahrens |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6535039B2 (en) | 2000-11-24 | 2003-03-18 | Fujitsu Limited | Low power circuit with proper slew rate by automatic adjustment of bias current |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0143277A3 (en) | 1986-06-04 |
| DE3342866C1 (de) | 1985-09-05 |
| US4593862A (en) | 1986-06-10 |
| JPS60193552A (ja) | 1985-10-02 |
| DE3472535D1 (en) | 1988-08-11 |
| ATE35513T1 (de) | 1988-07-15 |
| EP0143277B1 (de) | 1988-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2556920B1 (de) | Vorrichtung zum Schärfen von Messern eines Messerrings für einen Messerringzerspaner | |
| EP0037096A2 (de) | Vorrichtung nach Art einer Stanze oder Presse | |
| EP0143277B1 (de) | Verfahren zur Herstellung von Granulaten aus mineralischen, vegetabilen oder versprödeten Stoffen sowie Vorrichtung zur Durchführung des Verfahrens | |
| DE3613132A1 (de) | Verfahren zum zerteilen von harten, nichtmetallischen werkstoffen | |
| DE1947423A1 (de) | Presswerkzeug zum Verpressen von Pulver | |
| DE3015874A1 (de) | Bandschleifmaschine | |
| DE3309517C1 (de) | Verfahren zur Herstellung von Flachspaenen sowie Vorrichtung zur Durchfuehrung des Verfahrens | |
| DE2158868A1 (de) | Maschine zum zerkleinern von sperrigen abfaellen | |
| EP0835721A1 (de) | Verfahren und Vorrichtung zum Schleifen der Messer von Zerspanern | |
| DE3125843A1 (de) | "verfahren und vorrichtung zum ausstanzen von flaechigem material" | |
| DE4213607A1 (de) | Vorrichtung zum pulverisieren von gummibrocken | |
| DE2313229C3 (de) | Schneidwerkzeug für spanabhebende Bearbeitung mit auswechselbaren Schneideinsätzen und einer Vorrichtung zum Zuführen der Schneideinsätze aus einem Magazin | |
| DE7616598U1 (de) | Werkzeug zum zerkleinern von holzmaterialien in spaene | |
| DE3614817A1 (de) | Vorrichtung zum brechen von grobstueckigem gut, insbesondere blockfoermigem sperrigem gut wie z.b. kohleelektroden | |
| DE924263C (de) | Verfahren beim UEberfuehren der Werkstuecke von einer Zufuehrungswalze zur Abfuehrwalze bei Walzmaschinen, insbesondere zum Walzen von Gewinden od. dgl., und Vorrichtung zur Ausuebung des Verfahrens | |
| DE2656615C3 (de) | Vorrichtung zum Prägestempeln von Stahlflaschen | |
| DE1307C (de) | Maschine zum gleichzeitigen Pressen und Lochen von Papier und anderen Stoffen | |
| DE2632425C3 (de) | Maschine zum öffnen von Briefumschlägen | |
| DE501873C (de) | Maschine zum Pressen von plastischem Material, insbesondere Seifenstuecken | |
| DE2457096A1 (de) | Vorrichtung zum pressen und lochstanzen von kettenrollen | |
| DE635137C (de) | Nahrungsmittelzerkleinerungsmaschine fuer mehrfachen Verwendungszweck | |
| DE4104509C2 (de) | Verfahren zur Herstellung eines Stanzwerkzeugs und Stanzwerkzeug aus Hartmetall | |
| DE2014586C3 (de) | Abstreckdrückvorrichtung für vorzugsweise zylindrische Werkstücke | |
| DE411187C (de) | Verfahren und Vorrichtung zur Herstellung von Griess oder gleichfoermigem Mehl aus Getreidekoernern in einem Arbeitsgange | |
| EP1398284A2 (de) | Vorrichtung zum Vereinzeln und Ausrichten von Kleinteilen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| RTI1 | Title (correction) | ||
| 17P | Request for examination filed |
Effective date: 19851204 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19861113 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 35513 Country of ref document: AT Date of ref document: 19880715 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3472535 Country of ref document: DE Date of ref document: 19880811 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19881002 |
|
| ITF | It: translation for a ep patent filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19881031 Ref country code: LI Effective date: 19881031 Ref country code: CH Effective date: 19881031 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19891002 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19891031 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19900308 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19900423 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19900424 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19900502 Year of fee payment: 6 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19901003 |
|
| ITTA | It: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19901031 |
|
| BERE | Be: lapsed |
Owner name: INTER-WOOD-MASCHINEN G.M.B.H. & CO. K.G. Effective date: 19901031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19910501 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19910628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19910702 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 84111777.3 Effective date: 19910603 |