EP0048383A2 - Presse zum Herstellen abgebundener Ballen aus Abfallmaterialien - Google Patents
Presse zum Herstellen abgebundener Ballen aus Abfallmaterialien Download PDFInfo
- Publication number
- EP0048383A2 EP0048383A2 EP81107040A EP81107040A EP0048383A2 EP 0048383 A2 EP0048383 A2 EP 0048383A2 EP 81107040 A EP81107040 A EP 81107040A EP 81107040 A EP81107040 A EP 81107040A EP 0048383 A2 EP0048383 A2 EP 0048383A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- shaft
- belts
- bales
- press according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002699 waste material Substances 0.000 title claims abstract description 9
- 238000004519 manufacturing process Methods 0.000 title 1
- 238000005520 cutting process Methods 0.000 claims abstract description 17
- 238000010008 shearing Methods 0.000 claims abstract description 5
- 239000000463 material Substances 0.000 claims description 12
- 230000004888 barrier function Effects 0.000 description 2
- 210000000078 claw Anatomy 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/08—Accessory tools, e.g. knives; Mountings therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/30—Presses specially adapted for particular purposes for baling; Compression boxes therefor
- B30B9/3003—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B27/00—Bundling particular articles presenting special problems using string, wire, or narrow tape or band; Baling fibrous material, e.g. peat, not otherwise provided for
- B65B27/12—Baling or bundling compressible fibrous material, e.g. peat
Definitions
- the invention relates to a press for producing tied bales from waste materials, consisting of a horizontal press shaft reciprocating plunger, on the top of the press shaft filler funnel, for the material to be pressed and with the piston or piston stroke interacting shear and tape feed elements in the form of individual, side-by-side shearing knives or tape supply rolls and corresponding guides.
- a cutting device assigned to the piston of a waste press is no longer new in principle, but is already known, for example, from DE-OS 19 24 389, in that a sawtooth-like knife is attached to the plunger, in a parallel arrangement to the crosswise to the working direction smooth counter knife runs. The cut is always made simultaneously over the full width of the shaft, which requires a large drive power.
- the knife of the press ram formed from several parts with inclined intermediate grooves includes an acute angle with the arrow-shaped, fixed counter knife, but the free legs of this angle diverge on both sides in the direction of the press shaft walls.
- Another subtask is, overall, to create a continuously working press that can compact and permanently set large amounts of waste in a structurally relatively small size, in a simple and reliable manner, and permanently set, and in which the parts necessary for setting the cut and pressed parts Belts can be fed tightly and precisely aligned in the correct position.
- the shear blade parts attached to the end face of the piston with a mutual gap spacing have an arrow-shaped course of their cutting edges pointing in the working direction and the counter knives on the housing side are formed in a jagged shape and, on the other hand, that the feed of the Bands for tying the finished pressed bales from an upper and a lower band supply station along the top and bottom of the press shaft take place simultaneously, the free ends of both bands being connected to one another via a knot.
- part of the belts are inserted through channels along the underside of the shaft and via centering rollers into the bottom of the press shaft, the inlet openings for the lower belts being moved from the press shaft front side to the end of the shaft to the extent that these belts only run in the already compacted bale zones.
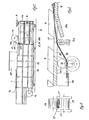
- the press of the type shown in FIGS. 1 to 3 consists of the press shaft 1 with a press ram 2, which is reversibly driven back and forth via a hydraulically actuated drive rod 28, and the rear ram extensions or lugs 2a, which serve as guides.
- the actual press channel 3, the cross section of which from the end face 3 a via handwheel-operated adjusting spindles 6 towards the end of the press channel 3b is continuously changeable and can thus be reduced to a greater or lesser extent in order to generate the necessary counterpressure depending on the material pressed.
- the press functionally breaks down into three main sections, namely the filling space "a”, the so-called pre-compressor or buffer zone "b", the bottom and / or walls of which may also have known retaining claws 7, such as the front section "c" of the press channel 3.
- the edge course 8 ' can also have two tips lying next to one another, that is to say formed from a total of four parts 8b; these edges 8 'should also slope from top to bottom - in lateral projection - to form a clearance angle towards the plunger 2.
- a ram cover plate 20 which is firmly seated on the ram body 2a, the sides 20a of which on plastic strips or the like. Material supports slide on the upper guide strips 22 and close the bottom of the filling shaft 27 even when the plunger 2, 2a is in its foremost pressing position.
- the lateral guidance of the belts 11 and 12 takes over the flanges 17 'of the centering roller 17 which laterally overlap the pressure roller 18; such a pair of rollers 17, 18 can also be arranged per belt 11 at the upper feed points 30.
- the conical widening of the slots 9 between the knives 8a and 8b, starting from the cutting edge 8 'and towards the knife recesses 9', means that waste materials which do not penetrate under the cutting pressure do not become stuck or jammed, but rather by the conical enlargement and the recesses 9 'can fall down unhindered. The cutting edge thus always remains smooth and free.
- the machine control is ultimately designed such that, in a manner known per se, the light barrier 26, 26a operates with a time delay, i.e. Always switch on the PreBhub only when the material reaches up to the feed hopper and the light barrier is interrupted for a long time.
- the piston also stops in its foremost pre-position for approx. 2-3 seconds per stroke, so that the material is "squeezed out” correctly.
- the machine is also switched off with an optical and / or acoustic ready-to-bale display whenever the wheel 23 rotating as a result of the forward movement of the bale or the catch 24 located thereon comes into contact with the limit switch 25.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shearing Machines (AREA)
- Basic Packing Technique (AREA)
- Press Drives And Press Lines (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf eine Presse zum Herstellen abgebundener Ballen aus Abfallmaterialien, bestehend aus einem horizontalliegenden Preßschacht hin- und herbewegbaren Preßkolben, auf der Preßschachtoberseite aufgesetztem Einfülltrichter, für das zu verpressende Material sowie mit dem Kolben bzw. Kolbenhub zusammenwirkenden Abscher- und Bandzuführungselementen in Form von einzelnen, nebeneinanderliegenden Schermessern bzw. Bandvorratsrollen und entsprechenden Führungen.
- Eine dem Kolben einer Abfallpresse zugeordnete Schneideinrichtung ist vom Prinzip her nicht mehr neu, sondern beispielsweise bereits aus der DE-OS 19 24 389 dahingehend bekannt, daß dort am Preßkolben ein sägezahnartiges Messer angebracht ist, daß in einer parallelen Anordnung zum ebenfalls quer zur Arbeitsrichtung liegenden, glatten Gegenmesser verläuft. Der Schnitt erfolgt hierbei also stets auf der vollen Schachtbreite gleichzeitig, was eine große Antriebsleistung beansprucht. Bei der DE-OS 24 46 953 weiterhin bekannten Ausführung schließt das aus mehreren Teilen mit schräg verlaufenden Zwischennuten gebildete Messer des Pressenstößels zwar mit dem pfeilförmig gestalteten, festen Gegenmesser einen spitzen Winkel ein, jedoch divergieren die freien Schenkel dieses Winkels beidseitig in Richtung der Preßschachtwände. Funktionell hat dies den Nachteil, daß das zu schneidende Gut unter der Schneidkraft stets in Richtung der Preßschachtseitenwandungen ausweichen wird - zumal es vom glatten, pfeilförmigen Gegenmesser nicht gehalten werden kann, ja sogar seitlich abgeleitet wird - und der Schnitt ebenfalls, wenn alles zusammengerutscht ist, auf der vollen Messerbreite gleichzeitig stattfindet, also mit einem großen Bedarf an Antriebskraft. Zudem haben sämtliche bislang bekannten Pressen Schwierigkeiten hinsichtlich einer störungsfreien Zuführung der Bänder für das Abbinden der fertiggepreßten Ballen.
- Hier knüpft nun die vorliegende Erfindung an, mit der einen Teilaufgabe, zunächst die Schneidmesser derart auszubilden bzw. am Stößel anzuordnen, daß nur ein relativ geringer Kraftbedarf für den Schneidvorgang erforderlich ist und die Schneidkräfte zudem möglichst zentrisch'auf die Lagerungen von Presse und Stößel einwirken.
- Eine weitere Teilaufgabe liegt noch darin, insgesamt gesehen, eine kontinuierlich arbeitende Presse zu schaffen, die bei baulich relativ kleinen Abmessungen, große Abfallmengen in einfacher und betriebssicherer Art verpressen sowie dauerhaft abbinden kann, und bei der die für das Abbinden der geschnittenen und gepreßten Teile notwendigen Bänder straff sowie exakt ausgerichtet in die jeweils richtige Position zugeführt werden können.
- Gelöst wird diese Aufgabe mit vorliegender Erfindung im wesentlichen dadurch, daß zum einen die an der Stirnseite des Kolbens mit gegenseitigem Spaltabstand befestigten Schermesserteile einen in Arbeitsrichtung weisenden, pfeilförmigen Verlauf ihrer Schneidkanten haben und die gehäuseseitigen Gegenmesser zackenförmig ausgebildet sind sowie zum anderen, daß die Zuführung der Bänder für das Abbinden der fertigen Preßballen von einer oberen und einer unteren Bandvorratsstation entlang der Preßschachtober- un -unterseite gleichzeitig erfolgt, wobei die freien Enden beider Bänder über eine Verknotung miteinander verbunden sind. In weiterer Ausgestaltung dieser Erfindung ist dabei noch vorgesehen, daß ein Teil der Bänder durch Kanäle an der Schachtunterseite entlang und über Zentrierrollen in den Boden des Preßschachtes eingeführt sind, wobei die Eintrittsöffnungen für die unteren Bänder von der Preßschachtstirnseite aus soweit in Richtung auf das Schachtende zu verlegt sind, daß diese Bänder erst in den bereits verdichteten Ballenzonen zulaufen.
- Weitere erfindungswesentliche Merkmale sind den Unteransprüchen zu entnehmen sowie in den Zeichnungen als Ausführungsbeispiel weitestgehend schematisch dargestellt und im folgenden näher erläutert. Es zeigt
- Figur 1 die Seitenansicht einer erfindungsgemäßen Presse,
- Figur 2 ebenfalls eine Seitenansicht wie Figur 1, jedoch teilweise im Längsschnitt,
- Figur 3 eine Draufsicht zu Figur 2,
- Figur 4 als Einzelheit in Seitenansicht die unteren Banddurchführungen des Preßschachtes und
- Figur 5 die Bandführungsrollen als Einzelheit in Vorderansicht.
- Die in den Figuren 1 bis 3 dargestellte Presse liegender Bauart besteht aus dem Preßschacht 1 mit darin über eine hydraulisch betätigte Antriebsstange 28 reversierend hin und hergehend angetriebenem PressenstöBel 2 sowie den der Führung dienenden, rückwärtigen Stäßelverlängerungen bzw. Ansätzen 2a. Nicht näher dargestellt, da allgemeiner Stand der Technik, sind der Pressenantrieb 29 an der Stirnseite 1a des Preßschachtes 1 sowie die Gleit- bzw. Rollenführungen von Stößel 2 und Stößelansätzen 2a an den unteren sowie oberen Führungsleisten 5 bzw. 22. An den Preßschacht 1 schließt nun in ebenfalls bekannter Weise der eigentliche Preßkanal 3 an, dessen Querschnitt von der Stirnseite 3a aus über handradbetätigte Stellspindeln 6 zum Preßkanalende 3b hin stetig veränderbar ist und somit in Abhängigkeit des jeweils verpreßten Materials mehr oder weniger zur Erzeugung des notwendigen Gegendrucks verkleinert werden kann. Im Grundaufbau zerfällt die Presse funktionsmäßig damit in drei Hauptabschnitte, nämlich den Einfüllraum "a", die sogenannte Vorverdichter oder Pufferzone "b" deren Boden und/oder Wandungen ebenso bekannte Rückhaltekrallen 7 aufweisen können, wie der vordere Teilbereich "c" des Preßkanals 3.
- Erfindungsgemäß ist nunmehr zunächst einmal vorgesehen, an sich bekannte Schermesser in Form von auswechselbaren Teilabschnitten 8a und 8b auf Halterungen 8" an der vorderen Stößeloberkante anzuordnen und entsprechende, sägezahnartig gezackte Gegenschneiden 4 auf Halterungen 4' am Übergang vom Einfülltrichter 27 zum Vorverdichterraum "b". Der Schneidvorgang erfolgt somit zeitlich vor dem Preßvorgang, d.h. erst nachdem das Abscheren beendet ist und der KolbEn 2 die sogenannte Pufferzone b durchläuft, findet eine Vorverdichtung der Materialien aus dem Einfüllschacht, sowie das Einpressen derselben in den konischen Preßschacht 3 statt; die Konizität des letzteren und somit der Gegendruck, werden bekanntlich über die Handräder 6 eingestellt.
- Die Wirkung einer solchen Schneid- und Gegenmessergestaltung ist zudem die, daß bereits zu Beginn eines jeden Schnitt- bzw. Preßhubes das zu schneidende Material gegen die zacken- oder sägezahnartigen Gegenmesser 4 gepreßt und von diesen gehalten bzw. daran gehindert wird, seitlich und somit in Richtung auf die Preßkanalwände auszuweichen. Die Materialtrennung erfolgt bei der erfindungsgemäßen Ausführung also zwangsläufig als sogenannter Reißschnitt, wobei die pfeilförmige Spitze der am Preßkolben 2 sitzenden Messerteile 8b, "Spitze gegen Spitze" das Papiermaterial vorspannt, wodurch es besser und leichter reißt und weniger Antriebsenergie benötigt. Der obere Schneidkantenverlauf 8' kann zudem bei extrem breiten Schachtausführungen zwei nebeneinander liegende, aus also insgesamt vier Teilen 8b gebildete Spitzen aufweisen; auch sollten diese Kanten 8' von oben nach unten - in seitlicher Projektion - zur Bildung eines Freiwinkels zum Stößel 2 hin geneigt verlaufen. Im übrigen wird nach einem weiteren Merkmal der Erfindung beim Stäßelverlauf das Nachrutschen von Abfallmaterial in den Pressenschacht 1 und somit das Verstopfen desselben verhindert durch eine fest am Stößelkörper 2a sitzende Stößelabdeckplatte 20, deren Seiten 20a auf Kunststoffleisten o.ä. Materialauflagen auf den oberen Führungsleisten 22 gleiten und den Einfüllschacht 27 bodenseitig selbst dann noch verschließen, wenn der Stößel 2, 2a in seiner vordersten Preßstellung steht.
- In weiterer Ausgestaltung der vorliegenden Erfindung ist noch vorgesehen, die für das Abbinden der fertiggepreßten Ballen erforderlichen Bänder 11 und 12 einmal von der Preßschachtoberseite und zum anderen derart vom Preßschachtboden 3' aus, miteinander durch Verknotung 15 verbunden, von einer unteren bzw. einer oberen Bandvorratsstation 14 bzw. 13 ablaufend zuzuführen, daß das untere Band durch Zuführschlitze 19 gemäß Figur 3 und Figur 4 erst hinter der Vorverdichterzone "b", also im vorderen Bereich des mit den Rückhaltekrallen 7 besetzten Preßschachtbereichs "c", auf dem Schachtboden 3' zum Aufliegen kommt. Durch diese Maßnahme wird erreicht, daß die BändEr stets straff gespannt um drei Seiten des entstehenden BallEns herumverlaufen und nicht durch die Reibung des Abfallmaterial beim Preßhub mitgenommen und faltenartig zusammengeschoben werden, weil sie erst dort mit dem zu verpressenden Material in BErührung kommen, wo dieses schon weitestgehend verdichtet ist.
- Diese baulichen und anordnungsgemäßen Maßnahmen im bzw. am Preßraum ersparen aufwendige Bandbremsen an den jeweiligen Stationen 13 bzw. 14. Jedes der unten durch einen Kanal 16 einlaufenden Bänder 12 ist zudem jeweils durch ein Führungsrollenpaar 17, 18 seitlich zentriert, so daß es mit den bekannten Haken durch die Stößelnuten 10, die Messeraussparungen 9' und die Öffnungen 19 hindurch von unten her zum Abbinden des fertigen Ballens hochgezogen werden kann und dabei zugleich auch zentriert bleibt, fertig für eine neue Uerknotung 15. Außerdem bewirken die laschenartigen Ausklinkungen 19a des Preßschachtbodens 3, daß die einlaufenden Bänder nach unten ausweichen können und somit beim Preßhub nicht zieharmonikaartig zusammengeschoben werden. Die seitliche Führung der Bänder 11 bzw. 12 übernehmen dabei die seitlich die Druckrolle 18 übergreifenden Flansche 17' der Zentrierrolle 17; ein derartiges Rollenpaar 17, 18 kann je Band 11 auch an den oberen Zuführstellen 30 angeordnet sein. Im übrigen bewirkt die konische Erweiterung der Schlitze 9 zwischen den Messern 8a und 8b, ausgehend von der Schneidkante 8' und hin zu den Messeraussparungen 9', daß sich in diesen Spalten, unter dem Schneiddruck eventuell eindringende Abfallstoffe nicht festsetzen oder verklemmen, sondern durch die konische Erweiterung sowie die Aussparungen 9' ungehindert nach unten ausfallen können. Die Schneidkante bleibt somit stets glatt und frei.
- Die Maschinensteuerung letztlich ist derart ausgelegt, daß in an sich bekannter Weise die Lichtschranke 26, 26a zeitverzögert arbeitet, d.h. den PreBhub immer erst dann einschaltet, wenn das Material bis in den Einfülltrichter hinaufreicht und die Lichtschranke längere Zeit unterb richt. Der Kolben bleibt zudem in seiner vordersten PreBstellung ca. 2-3 Sekunden je Hub stehen, damit das Material richtig "ausgepreßt" wird. Bei kontinuierlichem Betrieb erfolgt darüberhinaus Maschinenabschaltung mit optischer und/oder akustischer Ballenfertiganzeige immer dann, wenn das durch die Ballenvorwärtsbewegung sich mitdrehende Rad 23 bzw. die darauf befindliche Rast 24 mit dem Endschalter 25 in Kontakt kommt.
Claims (7)
dadurch gekennzeichnet,
daß die an der Stirnseite des Kolbens (2) mit gegenseitigem Spaltabstand (9) befestigten Schermesserteile (8a und 8b) einen in Arbeitsrichtung weisenden, pfeilförmigen Verlauf ihrer Schneidkanten(8') haben und die gehäuseseitigen Gegenmesser (4) zackenförmig ausgebildet sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3035464 | 1980-09-19 | ||
| DE19803035464 DE3035464A1 (de) | 1980-09-19 | 1980-09-19 | Presse zum paketieren von abfallmaterialien |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0048383A2 true EP0048383A2 (de) | 1982-03-31 |
| EP0048383A3 EP0048383A3 (en) | 1983-02-09 |
| EP0048383B1 EP0048383B1 (de) | 1986-07-16 |
Family
ID=6112417
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81107040A Expired EP0048383B1 (de) | 1980-09-19 | 1981-09-08 | Presse zum Herstellen abgebundener Ballen aus Abfallmaterialien |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0048383B1 (de) |
| DE (2) | DE3035464A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4241127A1 (de) * | 1992-12-07 | 1994-06-09 | Hansa Projekt Anlagentechnik G | Presse zum Verdichten insbesondere radioaktiver Abfallstoffe |
| EP1717016A3 (de) * | 2005-04-25 | 2008-01-16 | Hermann Schwelling | Kanalpresse |
| US8776678B2 (en) | 2010-08-24 | 2014-07-15 | Cnh Industrial America Llc | Bale wrapping system and method for a plant material compactor |
| CN109366572A (zh) * | 2018-11-28 | 2019-02-22 | 河南晨吉源智能设备有限公司 | 一种艾条自动切柱机 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3328588A1 (de) * | 1983-08-08 | 1985-02-28 | Hermann 7777 Salem Schwelling | Kanalpresse |
| DE4344607A1 (de) * | 1993-12-24 | 1995-06-29 | Klaus Rudolph | Presse |
| DE9320192U1 (de) * | 1993-12-31 | 1994-02-24 | Schwelling, Hermann, 88682 Salem | Ballenpresse mit Schneidkantenfreistoßer |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1141512B (de) * | 1956-03-19 | 1962-12-20 | Waldemar Lindemann | Schrottschere und Verfahren zur Steuerung einer Schrottschere |
| US3220337A (en) * | 1963-01-29 | 1965-11-30 | Signode Corp | Bundle strapping means |
| DE1276541B (de) * | 1963-12-12 | 1968-08-29 | Adolf Vogt | Horizontale Ballenpresse mit Vorrichtung zum manuellen Verschnueren von Ballen |
| FR1421327A (fr) * | 1964-06-26 | 1965-12-17 | Mibis Merkantila Ingenjorsbyra | Presse à comprimer les refus de criblage et déchets mouillés analogues |
| US3518078A (en) * | 1966-11-14 | 1970-06-30 | Julius L Chazen | Portable auto preparator |
| US3541949A (en) * | 1968-05-09 | 1970-11-24 | Auto Pak Co | Apparatus for compacting material into drums or bags |
| US3802337A (en) * | 1971-10-06 | 1974-04-09 | Gen Compactor Of Quebec Ltd | Refuse compactor |
| CA949382A (en) * | 1971-10-12 | 1974-06-18 | General Compactor Of Quebec Ltd. | Refuse compactor |
| DE2317632B2 (de) * | 1973-04-07 | 1977-04-07 | Lindemann Maschinenfabrik GmbH, 4000 Düsseldorf | Ballenpresse fuer nichtmetallisches altmaterial |
| DE2446953A1 (de) * | 1974-10-02 | 1976-04-08 | Lindemann Maschfab Gmbh | Kanalpresse zur herstellung von verschnuerten ballen aus vorwiegend nichtmetallischem pressgut |
| DE2656457C3 (de) * | 1976-12-14 | 1981-04-16 | Lindemann Maschinenfabrik GmbH, 4000 Düsseldorf | Ballenpresse |
| DE2709248C2 (de) | 1977-03-03 | 1984-10-25 | Lindemann Maschinenfabrik GmbH, 4000 Düsseldorf | Verfahren und Vorrichtung zum Umschnüren von Ballen |
| DE2713412C2 (de) | 1977-03-26 | 1983-02-24 | Lindemann Maschinenfabrik GmbH, 4000 Düsseldorf | Vorrichtung zum Verschnüren von Ballen in einer Ballenpresse |
| DE2745864C2 (de) * | 1977-10-12 | 1987-02-12 | Lindemann Maschinenfabrik GmbH, 4000 Düsseldorf | Ballenpresse |
| DE3007903A1 (de) | 1980-03-01 | 1981-11-12 | Hermann 7777 Salem Schwelling | Anzeige- und sicherheitsvorrichtung fuer abfallpessen |
-
1980
- 1980-09-19 DE DE19803035464 patent/DE3035464A1/de not_active Withdrawn
-
1981
- 1981-09-08 DE DE8181107040T patent/DE3174934D1/de not_active Expired
- 1981-09-08 EP EP81107040A patent/EP0048383B1/de not_active Expired
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4241127A1 (de) * | 1992-12-07 | 1994-06-09 | Hansa Projekt Anlagentechnik G | Presse zum Verdichten insbesondere radioaktiver Abfallstoffe |
| EP1717016A3 (de) * | 2005-04-25 | 2008-01-16 | Hermann Schwelling | Kanalpresse |
| US8776678B2 (en) | 2010-08-24 | 2014-07-15 | Cnh Industrial America Llc | Bale wrapping system and method for a plant material compactor |
| US9475598B2 (en) | 2010-08-24 | 2016-10-25 | Cnh Industrial America Llc | Wrapping system and method for large cotton or biomass bales |
| CN109366572A (zh) * | 2018-11-28 | 2019-02-22 | 河南晨吉源智能设备有限公司 | 一种艾条自动切柱机 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0048383A3 (en) | 1983-02-09 |
| DE3035464A1 (de) | 1982-04-08 |
| DE3174934D1 (en) | 1986-08-21 |
| EP0048383B1 (de) | 1986-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69516793T2 (de) | Verfahren zum Verdichten von Materialen zu Ballen und Ballenpresse zur Durchführung des Verfahrens | |
| DE3247147A1 (de) | Vorrichtung zum umschnueren von ballen in einer ballenpresse | |
| DE2656457A1 (de) | Ballenpresse | |
| DE2302477A1 (de) | Vorrichtung zum stapeln und foerdern von folienfoermigen abschnitten | |
| DE3328588A1 (de) | Kanalpresse | |
| DE2914402A1 (de) | Verfahren und vorrichtung zum zusammendruecken und schneiden wahllos geladenen schrottmetalls | |
| DE2325867C3 (de) | Vorrichtung zum stationären Binden an einem Längsrand gelochter Blätterstapel mit Bindeelementen | |
| EP0048383A2 (de) | Presse zum Herstellen abgebundener Ballen aus Abfallmaterialien | |
| DE69622858T2 (de) | Maschine mit vorrichtung zur trennung durch abreissen | |
| DE2317632A1 (de) | Presse zum herstellen von ballen aus altmaterial | |
| DE4022324C2 (de) | ||
| EP0194627A2 (de) | Umreifungsautomat mit Spann- und Verschlussvorrichtung | |
| EP0400380B1 (de) | Vorrichtung zum Umschnüren von in einer Ballenpresse hergestellten Ballen | |
| EP2660160A2 (de) | Kanalballenpresse | |
| DE3009016A1 (de) | Verfahren und vorrichtung zum verpacken von fasrigem gut in ballen | |
| CH645568A5 (en) | Cutting machine | |
| DE856045C (de) | Maschine zur Herstellung von Bauplatten aus Stroh od. dgl. | |
| DE2745864C2 (de) | Ballenpresse | |
| DE2233340C3 (de) | Verfahren und Vorrichtung zum Zerfasern von in Ballen gepreßten Zellstoffbogen | |
| DE3238642C2 (de) | ||
| DE2552722A1 (de) | Kanalpresse mit einem mit schermessern und schnuernuten versehenen presstempel | |
| DE102008010155A1 (de) | Verfahren und Vorrichtung zum Abbinden eines Ballens | |
| DE10021471A1 (de) | Verfahren und Vorrichtung zum selbsttätig maschinellen Umreifen und Abbinden von in Ballenpressen verdichteten Ballen aus Abfallmaterialien | |
| DE2448496C2 (de) | Vorrichtung zum Entnehmen von aus band- bzw. streifenförmigen Material hergestellten Stanzteilen aus Pressen | |
| DE532219C (de) | Vorrichtung zur Erzeugung und zum Eintreiben von Nieten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB |
|
| 17P | Request for examination filed |
Effective date: 19830714 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REF | Corresponds to: |
Ref document number: 3174934 Country of ref document: DE Date of ref document: 19860821 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19990910 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19990914 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19991122 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000908 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20000908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010601 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |