CN108349206B - 包含阻隔膜的层压包装材料和由其制造的包装容器 - Google Patents
包含阻隔膜的层压包装材料和由其制造的包装容器 Download PDFInfo
- Publication number
- CN108349206B CN108349206B CN201680064079.1A CN201680064079A CN108349206B CN 108349206 B CN108349206 B CN 108349206B CN 201680064079 A CN201680064079 A CN 201680064079A CN 108349206 B CN108349206 B CN 108349206B
- Authority
- CN
- China
- Prior art keywords
- coating
- packaging material
- layer
- laminated packaging
- laminated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/325—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polycycloolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/02—Machines characterised by the incorporation of means for making the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
- B65B7/2842—Securing closures on containers
- B65B7/2878—Securing closures on containers by heat-sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/2049—Package shaping devices acting on filled tubes prior to sealing the filling opening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D11/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material
- B65D11/02—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of plastics material of curved cross-section
- B65D11/04—Bottles or similar containers with necks or like restricted apertures designed for pouring contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D15/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, sections made of different materials
- B65D15/02—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, sections made of different materials of curved, or partially curved, cross-section, e.g. cans, drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/06—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body with end-closing or contents-supporting elements formed by folding inwardly a wall extending from, and continuously around, an end of the tubular body
- B65D5/064—Rectangular containers having a body with gusset-flaps folded outwardly or adhered to the side or the top of the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/06—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body with end-closing or contents-supporting elements formed by folding inwardly a wall extending from, and continuously around, an end of the tubular body
- B65D5/067—Gable-top containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/56—Linings or internal coatings, e.g. pre-formed trays provided with a blow- or thermoformed layer
- B65D5/563—Laminated linings; Coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/62—External coverings or coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/04—Articles or materials wholly enclosed in single sheets or wrapper blanks
- B65D75/06—Articles or materials wholly enclosed in single sheets or wrapper blanks in sheets or blanks initially folded to form tubes
- B65D75/12—Articles or materials wholly enclosed in single sheets or wrapper blanks in sheets or blanks initially folded to form tubes with the ends of the tube closed by flattening and heat-sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/40—Packages formed by enclosing successive articles, or increments of material, in webs, e.g. folded or tubular webs, or by subdividing tubes filled with liquid, semi-liquid, or plastic materials
- B65D75/44—Individual packages cut from webs or tubes
- B65D75/48—Individual packages cut from webs or tubes containing liquids, semiliquids, or pastes, e.g. cushion-shaped packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/70—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for
- B65D85/72—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for for edible or potable liquids, semiliquids, or plastic or pasty materials
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/26—Deposition of carbon only
- C23C16/27—Diamond only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7248—Odour barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/46—Bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/60—Bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/62—Boxes, cartons, cases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/72—Contents-dispensing means
- B65D5/74—Spouts
- B65D5/746—Spouts formed separately from the container
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1303—Paper containing [e.g., paperboard, cardboard, fiberboard, etc.]
- Y10T428/1307—Bag or tubular film [e.g., pouch, flexible food casing, envelope, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
Abstract
本发明涉及包含阻隔膜的包装层压材料,所述阻隔膜具有类金刚石碳的PECVD阻隔涂层,并且涉及制造这种膜的方法,并且还涉及包含这种膜的层压包装材料,该层压包装材料特别是用于液体食品包装。本发明还涉及包含层压包装材料或由层压包装材料制成的包装容器,特别是涉及用于液体食品包装的包装容器。
Description
技术领域
本发明涉及一种层压包装材料,该层压包装材料包含具有非晶态的类金刚石碳的气相沉积阻隔涂层的阻隔膜,特别是用于液体食品包装的层压包装材料,以及涉及用于制造该层压包装材料的方法。
此外,本发明涉及包含层压包装材料或者全部由层压包装材料制造的包装容器。特别地,本发明涉及用于液体食品包装的包装容器,其包含层压包装材料。
背景技术
用于液体食品的一次性使用一次性类型的包装容器通常由基于纸板或厚纸板的包装层压材料生产。一种这样的通常出现的包装容器以Tetra Brik  商标出售,主要用于液体食品(例如牛奶、果汁等)的无菌包装,出售用于长期环境储存。这种已知包装容器中的包装材料通常是包括纸或纸板主体或芯层和外部不透液热塑性塑料层的层压材料。为了使包装容器气密,特别是氧气气密,例如用于无菌包装和包装牛奶或果汁的目的,这些包装容器中的层压材料通常包括至少一个附加层,最通常地包括铝箔。
商标出售,主要用于液体食品(例如牛奶、果汁等)的无菌包装,出售用于长期环境储存。这种已知包装容器中的包装材料通常是包括纸或纸板主体或芯层和外部不透液热塑性塑料层的层压材料。为了使包装容器气密,特别是氧气气密,例如用于无菌包装和包装牛奶或果汁的目的,这些包装容器中的层压材料通常包括至少一个附加层,最通常地包括铝箔。
在层压材料的内侧上,即用于面向由层压材料生产的容器的填充的食品内容物的一侧,存在施加到铝箔上的最内层,该最内的内侧层可以由一层或几个部分层构成,包含可热封热塑性聚合物,例如结合剂聚合物和/或聚烯烃。同样在主体层的外侧,存在最外可热封聚合物层。
包装容器通常通过现代高速包装机生产,这种类型包装机从包装材料幅材或包装材料预制坯料形成包装、并将其填充和密封。因此,包装容器可以通过以下方式制造:通过将最内和最外可热封热塑性聚合物层焊接在一起将幅材的两个纵向边缘在搭接接头中彼此结合在一起,将所述层压包装材料幅材重整成管。该管用预期的液体食品填充,然后通过管的在管中的内容物水平面下的彼此之间相距预定距离的重复的横向密封件将该管分成单独的包装。通过沿着横向密封件的切口将包装与管分离,并且通过沿着包装材料中制备的折痕线折叠成形而得到期望的几何构型,通常为平行六面体或立方体。
这种连续管形成、填充和密封包装方法构思的主要优点在于,可以在管形成之前连续灭菌幅材,从而提供无菌包装方法的可能性,该方法即这样的一种方法,其中待填充的液体内容物以及包装材料本身的细菌减少,并且填充的包装容器在干净的条件下生产,使得填充的包装物即使在环境温度下也可以长时间储存,而没有微生物在被填充的产品中生长的风险。如上所述,Tetra  型包装方法的另一个重要优势是连续高速包装的可能性,这对成本效率具有相当大的影响。
型包装方法的另一个重要优势是连续高速包装的可能性,这对成本效率具有相当大的影响。
用于敏感液体食品(例如牛奶或果汁)的包装容器也可以由本发明的层压包装材料的片状坯料或预制坯料制成。从折叠成平坦的包装层压材料的管状坯料开始,首先通过将坯料制造成形成开口管状容器封装体来生产包装,其中一个开口端通过折叠和热封整体端面板来封闭。如此封闭的容器封装体通过其开口端填充所讨论的食品(例如,果汁),该开口端然后通过进一步折叠和热封相应的整体端面板来封闭。由片状和管状坯料制成的包装容器的示例是传统的所谓的山形顶包装。也有这种类型的包装,其具有由塑料制成的模制顶部和/或螺旋帽。
包装层压材料中的铝箔层提供了相当优于大多数聚合物气体阻隔材料的气体阻隔性能。传统的用于液体食品无菌包装的基于铝箔的包装层压材料仍然是目前市场上可用的在其性能水平上最具成本效益的包装材料。
任何其他的与铝箔基材料相竞争的材料必须是具有成本效益的原材料,具有与其相当的食物保存性能和在转变成成品包装层合材料方面具有可比较的简便性。
在开发用于液体食品纸板包装的非铝箔材料的努力中,对于开发具有多种阻隔功能的预制膜或片材具有普遍的诱因,多种阻隔功能即不仅具有氧气和气体阻隔性能,而且还有水蒸气、化学物质或者芳香物质阻隔性能,该预制膜或片材仅仅代替传统的层合包装材料的铝箔阻隔材料,并使其适用于常规的用于层合和制造的铝箔工艺。
然而,这是困难的,因为大多数替代的阻隔膜对于层合包装材料提供了不足的阻隔或机械强度性能,产生了太高的总包装材料成本,或者由于这两个方面而失败。特别地,具有两个或更多个连续层以提供阻隔性能的膜变得太昂贵而不能在包装层合板中经济可行。
当为了提供足够的阻隔性能或者为阻隔膜提供改进的机械性能而需要用另外的层补充膜的主阻隔层或主阻隔涂层时,总体而言,包装材料结构的成本增加,因为这种多阻隔膜和包装材料的制造成本要高得多。
发明内容
因此,本发明的一个目的是克服或者至少减轻在非箔层压包装材料中的上述问题。
本发明的总体目的还在于提供具有阻隔性能和满足液体纸板层合包装材料中的需求的完整性能的层压包装材料。
本发明的另一总体目的是提供用于氧敏感产品的包装材料,例如用于液体、半固体或润湿食品的层合包装材料,其不包含铝箔但具有良好的气体阻隔性能和其他阻隔性能并适合于在合理成本下的长期无菌包装。
一个特定的目的是提供一种具有良好的气体阻隔性能和良好的在层压材料中的完整性能的相对于铝箔阻隔材料有成本效益的、非箔的、纸或纸板基的层合包装材料,以用于制造长期无菌食品储存的包装的目的。
本发明的另一个目的是提供一种具有良好气体阻隔性能的和层间良好的内部粘合性的有成本效益的、非箔的纸基或纸板基的且可热封的包装层合材料,以用于制造用于在环境条件下保持营养品质的液体食品的长期储存的无菌包装容器。
根据本发明,这些目的因此可通过如所附权利要求限定的层压包装材料、包装容器和制造包装材料的方法来实现。
就本发明而言,术语“长期储存”意指包装容器应能够在环境条件下保持包装食品的品质(即营养价值)、卫生安全性和味道至少1或2个月,例如至少3个月,优选更长,例如6个月,例如12个月或更长。
术语“包装完整性”通常是指包装耐久性,即对包装容器的泄漏或破损的抵抗力。对这种性质的主要贡献是在包装层压材料内,在层压包装材料的相邻层之间提供良好的内部粘合性。另一个贡献来自于材料对材料层内的缺陷(如针孔、破裂等)的抵抗力,另一个贡献来自密封接头的强度,通过密封接头的强度在形成包装容器时将材料密封在一起。关于层压包装材料本身,完整性质因此主要集中在各个层压层与其相邻层的粘合性以及单个材料层的质量上。
根据本发明的第一方面,总体目标通过用于液体食品包装的层压包装材料来实现,其包括阻隔膜,所述阻隔膜包括卷材或片材形式的基底层以及第一非晶态的类金刚石碳(DLC)涂料涂层,所述层压包装材料还包含在所述阻隔膜的第一侧上的第一最外的不透液可热封聚合物层以及在所述阻隔膜的相反的内部的第二侧上的第二最内的不透液可热封聚合物层。所述第一最外聚合物层提供由所述层压包装材料制成的包装容器的最外表面,而所述第二最内的聚合物层提供由所述包装材料制成的包装容器的将与被包装的产品接触的最内表面。
非晶态的DLC的阻隔涂层通过气相沉积施加到基底层上并因此与基底层的表面邻接。根据一实施方式,基底层是聚合物膜基底。根据另一实施方式,最外层和最内层不透液且可热封聚合物层是聚烯烃层。
根据层压包装材料的一实施方式,将第一最外的不透液可热封聚合物层施加到阻隔膜上以与阻隔膜的第一表面直接接触,即邻接。根据另一实施方式,将第二最内的不透液可热封聚合物层施加到阻隔膜上以与阻隔膜的第二表面直接接触,即邻接。
根据另一实施方式,所述层压包装材料进一步包含纸或纸板主体层或其他基于纤维素的材料主体层。
在又一实施方式,所述包装材料还包含纸或纸板主体层或其他基于纤维素的材料主体层,所述阻隔膜通过结合层结合到所述主体层的第一侧上,将所述第一最外的不透液可热封聚合物层施加到所述主体层的所述相反的外部的第二侧上,而将所述第二最内的不透液可热封聚合物层施加在所述阻隔膜的内侧上,即施加在所述阻隔膜的与结合到所述主体层的所述一侧相反的那一侧上。
根据层压包装材料的一实施方式,所述结合层将所述阻隔膜的所述第一DLC涂层的表面和所述主体层的所述第一侧的表面结合在一起。根据又一实施方式,所述结合层包括粘性聚合物或热塑性聚合物。根据特定的实施方式,粘合层是聚烯烃层,例如尤其是基于聚乙烯的聚烯烃共聚物或共混物层,其包含大部分乙烯单体单元。优选地,结合层通过以下方式将主体层结合到阻隔膜上:将结合聚合物层熔融挤出层压在主体层卷材和膜层卷材之间,在将该三层向前传送通过层压辊隙的同时将该三层一起同时挤压,由此即通过将主体层所谓的挤压层压到阻隔膜上而提供层压结构。根据特定的实施方式,结合层与阻隔膜的第一表面直接接触,即邻接,所述阻隔膜的第一表面是第一DLC涂层。
根据一个实施方式,第一DLC涂层是阻隔涂层。
根据层压包装材料的另一实施方式,所述阻隔膜的所述基底层在其与涂覆有阻隔涂层的一侧相反的另一侧上具有增粘底涂料涂层,并且所述阻隔膜借助于所述增粘底涂料涂层与第二最内的不透液可热封聚合物层结合。增粘底涂料涂层的用途是为了产生或改善与邻近的挤压涂覆的聚合物(例如基于聚烯烃的聚合物层及其接触表面)的粘合强度。
在层压包装材料的一个实施方式中,增粘底漆涂层是包含选自由氨基硅烷和聚乙烯亚胺组成的组的化合物的组合物。
在层压包装材料的另一实施方式中,增粘底涂料涂层是第二非晶态的类金刚石涂料(DLC)涂层。根据该实施方式,层压材料因此可以在没有任何常规粘合剂或底涂料的情况下构造,常规粘合剂或底涂料需要固化或干燥以包含在层压结构中。
在又一实施方式中,第一DLC涂层也是增粘涂层。在这种情况下,阻隔膜由基底层构成,该基底层是聚合物膜,该聚合物膜在聚合物材料中具有固有的阻隔性能,例如在聚酰胺、聚乙烯乙烯醇(EVOH)聚酯、PET或环烯烃共聚物中具有固有的阻隔性能。阻隔膜在每侧上涂覆有第一和第二DLC增粘涂层,主要目的是提供与相邻热塑性聚合物(如聚烯烃,如优选基于乙烯的均聚物或共聚物或共混物)的良好的粘附性。DLC涂层也可以在低厚度下提供低阻隔性能,从而可以容易地从每种DLC涂层实现组合的阻隔和粘附效果。然而,如果不需要进一步的阻隔性能,则也可以考虑在挤出层压中仅使用各自的DLC涂层的优异的粘合性能以熔融挤出聚合物层。
在另一实施方式中,层压包装材料的阻隔膜是双层阻隔膜,其包括通过中间热塑性结合层(如聚乙烯层,如低密度聚乙烯(LDPE))将第一阻隔膜层压并结合到另一相同或相似的第二阻隔膜。这些阻隔涂层可以彼此面对,中间热塑性结合层位于其间。替代地,这些阻隔涂层可以彼此背离,使得增粘底涂料涂层通过中间热塑性结合层彼此结合。另一种替代方案是将两个膜层叠在一起,使得两个阻隔涂层都朝向相同的方向。双层阻隔膜可以进一步层压到主体层。
在另一实施方式中,通过中间热塑性结合层将第一阻隔膜层压并结合到另一相同或相似的第二阻隔膜上,所述层压包装材料进一步包含在第一阻隔膜的相反的非层压侧上的第一最外的不透液可热封聚合物层和在第二阻隔膜的相反的非层压侧上的第二最内的不透液可热密封聚合物层。本发明的另一层压包装材料可以由至少两层和至多几层阻隔膜通过其间的热塑性结合层相互层压而构成。根据层压包装材料的一实施方式,所述基底层是聚合物膜,所述聚合物膜选自由基于聚对苯二甲酸乙二醇酯(PET),单轴或双轴取向PET(OPET,BOPET),非或单轴或双轴取向2,5-呋喃二甲酸乙二醇酯(polyethylenefuranoate:PEF),取向或非取向聚对苯二甲酸丁二醇酯(PBT),聚萘二甲酸乙二醇酯(PEN),非取向聚酰胺,取向聚酰胺(PA,OPA,BOPA),聚乙烯乙烯醇(EVOH),聚烯烃,如聚丙烯,单或双轴取向聚丙烯(PP,OPP,BOPP),聚乙烯,如取向或非取向高密度聚乙烯(HDPE),线性低密度聚乙烯(LLDPE)和环烯烃共聚物(COC),以及任何所述聚合物的共混物中的任何一种的膜,或具有包含任何所述聚合物或其共混物的表面层的多层膜组成的组。
根据层压包装材料的更具体的实施方式,聚合物膜基底为选自由基于聚酯或聚酰胺的膜和任何所述聚合物的共混物的膜,或者具有包含所述聚合物或其共混物的表面层的多层膜组成的组的膜。
根据层压包装材料的又一实施方式,所述聚合物膜基底是选自由基于聚对苯二甲酸乙二醇酯(PET),单轴或双轴取向PET(OPET,BOPET),非或单轴或双轴取向2,5-呋喃二甲酸乙二醇酯(PEF),聚对苯二甲酸丁二醇酯(PBT),聚萘二甲酸乙二醇酯(PEN),非取向聚酰胺,取向聚酰胺(PA,OPA,BOPA),以及任何所述聚合物的共混物中的任何一种的膜,或具有包含任何所述聚合物或其共混物的表面层的多层膜组成的组的膜。
合适的聚酰胺为脂族聚酰胺,如聚酰胺‐6或聚酰胺‐6,6,或半芳族聚酰胺,如尼龙‐MXD6或思拉(Selar)聚酰胺等级,以及脂族和半芳族聚酰胺的共混物。
根据层压包装材料的另一个实施方式,第一和/或第二非晶态的类金刚石涂层以2nm至50nm的厚度施加,诸如以5nm至40nm,诸如5nm至35nm,诸如10nm至350nm,例如20nm至30nm的厚度施加。
根据另一个实施方式,充当增粘底涂料涂层的第一和/或第二非晶态的类金刚石涂层以2nm至50nm的厚度施加,例如以2nm至10nm,例如2nm至5nm的厚度施加。
根据一特定的实施方式,第一和第二非晶态的类金刚石涂层以2nm至10nm的厚度施加,例如以2nm至8nm,例如2nm至5nm的厚度施加。令人惊奇的是,在以相同的配置以相同的方式制造的层压包装材料中,在两层这样薄的DLC涂层相互作用时氧透过进入到最终填充的、成形的和密封的包装中的最终效果与在一个较厚的DLC涂层与另一个较薄的涂层相互作用时的所述最终效果几乎一样好。
根据层压包装材料的特定实施方式,聚合物膜基底是取向PET膜。
根据层压包装材料的另一特定实施方式,聚合物膜基底具有12μm或更低的厚度,例如8μm至12μm,例如10μm至12μm的厚度。
较薄的聚合物膜基底在商业上确实存在并且在本发明的范围内将是可行的,但是从低于8μm的薄膜开始目前是不现实的,并且从工业中用于包装的涂覆和层压工艺的卷材处理观点来看,薄于4μm的膜将有难度。另一方面,厚于12-15μm的膜当然是可行的,但是因为它们为开启装置和穿孔的功能添加了太多的强度和韧性,因此对于本发明的层压包装材料不太有意义。根据一个实施方式,聚合物膜基底应当为12μm或更低,例如10至12μm,例如约12μm的取向PET膜。在膜基底厚度较高时,由于材料的强度较高,因此层压包装材料的撕裂和切割性能受损。
包含具有气相沉积的非晶态的类金刚石碳阻隔涂层的阻隔膜的包装材料在许多方面表现出良好的性能,例如具有低透氧率(OTR),低水蒸气透过率(WVTR),良好的香气和气味阻隔性能,并且在后续处理操作中具有良好的机械性能,后续处理操作如层压到层压包装材料中以及将这种层压材料折叠成形和密封成包装的操作。
具体而言,已经看到,根据本发明的层压包装材料通过在苛刻的条件下,例如在层压材料层中的高相对湿度下,在层压结构内的相邻层之间提供优异的粘附性并通过提供高质量的阻隔涂层而具有优异的完整性。尤其是,对于液体和湿食品的包装,重要的是在湿包装条件下也保持层压包装材料内的层间粘附性。在各种类型的气相沉积阻隔涂层中,已经证实,通过等离子体涂覆技术,例如通过等离子体增强化学气相沉积PECVD,施加的这种DLC类型的气相沉积阻隔涂层具有优异的层压完整性。其他气相沉积方法将不会产生一样良好的阻隔涂层,并且将需要两个连续的涂覆步骤,否则,将不会产生具有足够好的致密性和阻隔性或两者的涂层。例如,已知大气等离子体涂覆方法产生低密度、低阻隔性涂层。另一方面,来自其他类型的气相沉积化学物质的阻隔涂层(例如SiOx或AlOx涂层)在湿润和潮湿条件下不会在相同种类的层压材料中显示出良好的完整性。这种DLC涂层与有机聚合物(例如特别是聚烯烃)也在潮湿条件下的这种非凡的结合相容性是真正令人惊讶的,并且使得这种阻隔膜特别适用于液体纸盒层压包装。
根据本发明的第二方面,提供了一种包装容器,其包含本发明的层压包装材料,并将用于包装液体、半固体或湿食品。根据一个实施方式,包装容器由本发明的层压包装材料制造。根据另一实施方式,包装容器整体由所述层压包装材料制成。
根据又一个实施方式,包装容器可以由部分密封的、填充有液体或半液体食物并随后密封的层压包装材料通过将包装材料密封到其自身上(任选地与包装的塑料开口或顶部结合)形成。
随着时间的推移,在设计满足气体阻隔标准以及各种机械和其他物理性能的需求的层压包装材料时,已考虑各种气相沉积阻隔涂层。
气相沉积阻隔涂层可以借助于物理气相沉积(PVD)或化学气相沉积(CVD)施加到膜材料的基底表面上。基底材料本身也可以具有一些性能,但是首先应该具有合适的表面性能,以能适合于接收气相沉积涂层,并且在气相沉积工艺中有效地工作。
气相沉积层通常仅为纳米厚度,即具有纳米数量级的厚度,例如从1至500nm(50至5000埃),优选从1至200nm,更优选从1至100nm,最优选1至50nm。
通常具有一些阻隔性能,特别是水蒸气阻隔性能的一种常见类型的气相沉积涂层是所谓的金属化层,例如铝金属物理气相沉积(PVD)涂层。
这种基本上由铝金属组成的气相沉积层可具有5至50nm的厚度,这对应于不到1%的存在于用于包装的常规厚度(例如即6.3微米)的铝箔中的铝金属材料。尽管气相沉积金属涂层需要明显更少的金属材料,但它们最多只能提供低水平的氧气阻隔性能,并且需要与另外的气体阻隔材料结合以提供具有足够阻隔性能的最终层压材料。另一方面,它可以补充进一步的气体阻隔层,其不具有水蒸气阻隔性,但对湿气相当敏感。
气相沉积涂层的其他示例是氧化铝(AlOx)和氧化硅(SiOx)涂层。通常,这种PVD涂层更脆,并且较不适合通过层压结合到包装材料中,作为例外的金属化层,尽管通过PVD制成,但对于层压材料具有合适的机械性能,然而对于氧气通常提供较低的阻隔性。
可以借助于等离子体增强化学气相沉积法(PECVD)来施加已经研究用于层压包装材料的其他涂层,其中在或多或少的氧化环境下将气相化合物沉积到衬底上。氧化硅涂层(SiOx)也可以例如通过PECVD工艺来施加,并且然后可以在某些涂覆条件和气体配方下获得非常好的阻隔性能。不幸的是,SiOx涂层在通过熔融挤出层压被层压到聚烯烃和其他相邻聚合物层上并且层压材料暴露于湿的或高度潮湿的包装条件下时,表现出不良粘合性能。需要特别昂贵的粘合剂或粘性聚合物以达到且维持用于液体纸盒包装的包装层压材料类型的足够粘附性。
根据本发明,气相沉积涂层是通过等离子体增强化学气相沉积工艺(PECVD)施加的非晶态的氢化碳(所谓的类金刚石碳(DLC))阻隔层。DLC定义了一类非晶态的碳材料,其显示了金刚石的一些典型特性。优选地,烃气体(例如,乙炔或甲烷)在用于生产涂层的等离子体中用作工艺气体。如上所指出的,现在已经看到,这种DLC涂层在湿测试条件下对层压包装材料中的相邻聚合物或粘合剂层提供了良好和足够的粘附性。用聚烯烃,特别是聚乙烯和基于聚乙烯的共聚物,已经看到与相邻层压聚合物层(即附着或涂覆在DLC阻隔涂层上的聚合物层)的特别良好的粘附相容性。
因此,DLC阻隔涂层为由包含具有阻隔涂层的阻隔膜的包装层压材料制成的填充液体的包装容器,通过贡献良好的机械性能,对相对于经填充的包装沿向内或向外方向上迁移穿过此类层压材料的各种物质的良好阻隔性能,以及通过导致层压材料中相邻聚合物层的优异粘合性,而提供良好的阻隔性和完整性。因此,来自聚酯或者聚酰胺的基底层的具有DLC阻隔涂层的阻隔膜可以为包装层压材料和包装容器提供氧气阻隔性质和水蒸气阻隔性质,以用于长期环境储存,例如储存长达2-6个月,如长达12个月。此外,DLC阻隔涂层为所包装的食品中存在的各种香气和风味物质,为可能出现在相邻材料层中的低分子物质以及为气味和除氧之外的其他气体提供良好的阻隔性能。此外,DLC阻隔涂层在涂覆在聚合物膜基底上时具有良好的机械性能,当层压到基于纸板的包装层压材料中时,耐受层压和包装层压材料随后的折叠成型以及将其密封成填充的包装。聚酯和聚酰胺膜在气相沉积涂覆过程中为DLC涂层的初始化和生长提供了优良的基底表面。涂覆过程中的有利条件导致涂层质量的改善,并且因此可以使涂覆层更薄并且仍然实现期望的阻隔性能以及粘合性和内聚性。
涂覆有DLC阻隔涂层的双轴取向PET膜的裂纹起始应变(COS)可以高于2%,并且这通常可能与涂层的直到膜应变超过2%才会开始变差的氧气阻隔性能相关。
DLC阻隔涂层可以通过等离子体辅助涂覆技术,例如通过电容耦合到电源的磁控管电极等离子体,类似于美国专利7,806,981中所述的类型,或者通过射频等离子体增强的化学气相沉积(感应耦合的)并使用含碳前体,类似于欧洲专利EP0575299B1中所述的类型,而沉积到基底上。
根据一实施方式,聚合物膜基底是厚度为12μm或更低,例如8-12μm的BOPET膜。取向膜通常表现出增强的强度和韧性以防撕裂或切穿膜,并且当包含在层压包装材料中时,这种膜可能导致打开包装时的困难。通过选择尽可能薄的聚合物膜基底,相比于其中阻隔材料更脆并且聚合物材料完全通过熔融挤出涂覆和熔融挤出层压制成的聚合物材料的层压包装材料,后续层压包装材料的可开启性不会受到损害。PET膜是稳健的且具成本效益的膜,其具有良好的机械性能,这使得它们由于一些固有的耐高温性和对化学品和湿气的相对耐受性而成为用于DLC气相沉积涂层的特别合适的基底。PET膜的表面具有高平滑度,也对气相沉积的DLC涂层具有良好的亲和性,反之亦然。
根据另一实施方式,聚合物膜基底是BOPET膜,其具有施加到BOPET膜另一侧的粘合底涂料涂层,以便在将膜层压成层压包装材料时提供更好的与阻隔膜两侧上的相邻层的结合。
根据又一实施方式,聚合物膜基底是BOPET膜,其具有施加到BOPET膜层另一侧的附加的DLC涂层,以便在将膜层压成层压包装材料时提供更好的与阻隔膜两侧上的相邻层的结合。
DLC涂层还具有可容易再循环的优点,而不会在再循环内容物中留下包含在自然界以及我们的周围环境中不天然存在的元素或材料的残留物。
用于本发明的层压包装材料中的最外和最内可热封不透液层的合适热塑性聚合物的示例是聚烯烃,例如聚乙烯和聚丙烯均聚物或共聚物,优选聚乙烯,更优选选自低密度聚乙烯(LDPE)、线型LDPE(LLDPE)、单-位点催化剂茂金属聚乙烯(m-LLDPE)及其共混物或共聚物的聚乙烯。根据一个优选的实施方式,最外的可热封且不透液层是LDPE,而最内的可热封不透液层是用于最佳层压和热封性能的m-LLDPE和LDPE的共混组合物。
关于最外层和最内层的所列出的相同的热塑性聚烯烃基材料(特别是聚乙烯)也适用于层压材料内部的结合层,即在主体层或芯层(例如纸或纸板)和阻隔膜之间的结合层。
根据一个替代实施方式,适用于层压材料内部(即在外部可热封层和阻隔或底涂料涂覆基底层之间)的结合层或者适用于以单或多层这样的结合层压材料层将阻隔膜结合到本体层的也可以是所谓的粘合热塑性聚合物,例如改性的聚烯烃,其主要基于LDPE或LLDPE共聚物或具有含有单体单元(例如(甲基)丙烯酸单体或马来酸酐(MAH)单体)的含官能团(如羧酸或缩水甘油基官能团)的接枝共聚物,(即乙烯丙烯酸共聚物(EAA)或乙烯甲基丙烯酸共聚物(EMAA)),乙烯-(甲基)丙烯酸缩水甘油酯共聚物(EG(M)A)或MAH接枝聚乙烯(MAH-g-PE)。这种改性聚合物或粘性聚合物的另一个示例是所谓的离聚物或离聚物聚合物。优选地,改性聚烯烃是乙烯丙烯酸共聚物(EAA)或乙烯甲基丙烯酸共聚物(EMAA)。
相应的改性聚丙烯基热塑性粘合剂或结合层也可以是有用的,具体取决于成品包装容器的要求。
这种粘性聚合物层或连接层通常与共挤出涂覆操作中的相应外层或另外的主体层与阻隔层的结合层(bulk-to-barrier bonding layers)一起施加。
然而,通常,使用上述粘性聚合物对于结合到本发明的DLC阻隔涂层上不应是必需的。已经得出与作为相邻层的聚烯烃层的足够和充分的粘附性,其水平至少为200N/m,例如至少为300N/m。在LDPE层压之后24小时,用180°度剥离力测试设备(TelemetricInstrument AB)在室温下进行粘附性测量。在DLC/LDPE界面处进行剥离,剥离臂(arm)是阻隔膜。当需要时,在剥离过程中将蒸馏水滴加入到剥离的界面中,以评估在潮湿条件下,即层合包装材料已经被穿过材料层的来自储存在由层压材料制成的包装容器中的液体的迁移水分浸透时和/或通过储存在潮湿或高度潮湿的环境中而被浸透时的条件。给定的粘附性值以N/m给出,并且是6次测量的平均值。
大于200N/m的干燥粘附性确保了这些层在正常包装制造条件下(例如,当弯曲和折叠形成层压材料时)不分层。这种相同水平的湿粘合确保了包装层压材料的层在填充和包装形成后在运输、分配以及储存期间不分层。内部结合聚合物层可以通过使用常用技术和机器直接涂覆到上面涂覆有DLC阻隔层的聚合物膜基底上,常用技术和机器例如是已知用于层压铝箔的那些,特别是用于热层压(挤出)来自熔融聚合物的聚合物层到DLC阻隔层的那些。而且,使用预制的聚合物膜并通过局部熔化它(例如,通过用热缸或加热辊施加热量)而将其直接结合到阻隔物涂覆的载体膜上是可行的。从以上可以看出,DLC阻隔膜可以以类似于铝箔阻隔层的方式在层压和转换成层压包装材料的方法中(即通过挤出层压和挤出涂覆)被处理。层压设备和方法不需要任何改性,例如不需要通过添加特定的粘性聚合物或粘合剂/连接层进行改性,这在先前已知的等离子体涂覆材料中可能是需要的。另外,包括涂覆在其上的DLC阻隔层的新阻隔膜可以制成与铝箔一样薄,而不会不利地影响最终食品包装中的阻隔性能。
已经看到,当将DLC阻隔涂层表面层压到与其相邻的例如聚乙烯(如LDPE)层时,来自阻隔膜的贡献氧气阻隔性能提高至2-3倍的较高值。仅通过将本发明的DLC阻隔涂层层压到层压材料中来进行该阻隔改进不能用简单的层压理论来解释,根据该理论,
1/OTR=SUMi(1/OTRi)
但是,因此,其改善总阻隔性超过每个层压层的OTR的单独贡献。相信DLC涂层与聚烯烃表面之间的优异粘附性导致两种材料之间特别好的一体化界面,从而改善氧气阻隔性能。
在本发明的优选实施方式中,在干和湿(通过将水放置在剥离界面)(如上所述)条件下通过180°剥离测试方法测量的在DLC阻隔涂层和另外的层压结合聚合物层之间的剥离力强度高于200N/m,例如高于300N/m。大于200N/m的干燥粘附力确保层在正常制造条件下(例如,当弯曲和折叠形成层压材料时)不分层。相同水平的湿粘附性确保了包装层压材料的层在填充和包装形成之后在运输、分配和储存期间不分层。
附图说明
在下文中,将参考附图来描述本发明的优选的实施方式,其中:
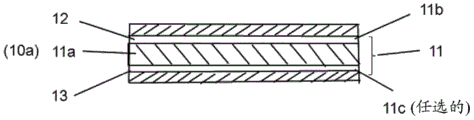
图1a示出了根据本发明的一个实施方式的多层膜类型的层压包装材料的示意性横截面视图,
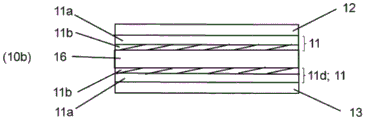
图1b示出了多层膜类型的层压包装材料的进一步的实施方式的示意性横截面视图,
图2示意性地示出了根据本发明的另一实施方式的包含主体层的层压包装材料的示意性横截面图,
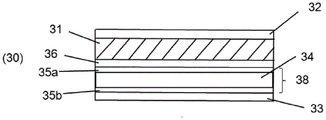
图3示出了根据本发明的另一实施方式的包含主体层的另一层压包装材料的示意性横截面图,
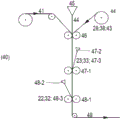
图4示意性地示出了用于将本发明的阻隔膜层压成用于液体食品包装的图2和图3的类型的层压包装材料的方法,其具有纸板或硬纸板芯层或主体层,
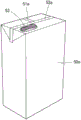
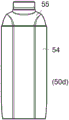
图5a、5b、5c和5d根据本发明示出了由层压包装材料生产的包装容器的典型示例,并且
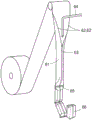
图6示出了这样的包装容器如何从包装层压材料以连续、卷筒进给、成型、填充和密封工艺制造的原理。
具体实施方式
实施例1
通过在真空条件下在卷对卷等离子体反应器中进行等离子体增强化学气相沉积(PECVD),用各种涂层沉积涂覆来自12μm厚的双轴取向聚对苯二甲酸乙二醇酯(BOPETHostaphan RNK12和Mitsubishi制造的RNK12-2DEF)的膜。根据本发明将类金刚石非晶态的氢化碳涂层DLC涂覆在一些膜样品上,而将其他PECVD阻隔涂层涂覆在其他样品上。作为比较实施例的主题的其他PECVD阻隔涂层分别是SiOx(其中x在1.5和2.2之间变化)、SiOxCy涂层和SiOxCyNz涂层(其中(y+z)/x为1至1.5)。这些其他含硅阻隔涂层由有机硅烷前体气体化合物形成。通过从由纯乙炔气体形成的等离子体沉积非晶态的氢化类金刚石涂层DLC来涂覆根据本发明的膜样品。
所使用的等离子体电容性地耦合到以40kHz频率传送的功率,并且被放置在离旋转鼓的圆周表面一定距离处的不平衡磁控管电极磁性地限制,所述磁控管电极用作组合的膜-幅材传送装置和电极。聚合物膜基底被鼓式幅材传送装置内的冷却装置冷却。
第一实施例中的DLC涂层被施加至约15-30nm的厚度,并且在第二实施例中被施加至仅约2-4nm的厚度。
将SiOx涂层涂覆至约10nm的厚度。
由此阻隔物涂覆的基底膜样品随后被用由15g/m2厚的低密度聚乙烯(LDPE)层挤出涂覆,所述低密度聚乙烯(LDPE)的类型对应于被常规使用以便将液体纸盒包装层压材料中的纸板挤出层压到铝箔上的层压结合层的LDPE材料。
如上所述,通过180°剥离测试方法在干和湿条件下(通过将蒸馏水置于剥离界面处)测量由此挤出涂覆的LDPE层和涂有阻隔涂层的基底PET膜之间的粘附性。大于200N/m的粘附力确保了这些层在正常制造条件下(例如,当弯曲和折叠形成层压材料时)不会分层。这种相同水平的湿粘附性确保了包装层压材料的层在填充和包装形成后在运输、分配和储存期间不分层。
表1


使用基于库仑传感器的Oxtran 2-60(Mocon Inc.)设备测量OTR,结果的标准偏差为±0.5cm3/m2/天。
用于确定OTR的方法在给定大气压强和所选择的驱动力的情况下识别在限定温度下穿过材料时的每表面和时间单位的氧的量。
在38℃和90%驱动力下通过Lyssy仪器(标准:ASTM F1249-01,使用调制红外传感器进行相对湿度检测和WVTR测量)进行水蒸气透过率(WVTR)测量。该测试方法专用于测量膜的水蒸气透过率(WVTR)性能。该程序根据ASTM F1249-01使用用于相对湿度检测和WVTR测量的调制红外传感器完成。
从表1中总结的结果可以看出,在纯SiOx阻隔涂层和在其上挤出涂覆的LDPE之间存在一些不充分的干粘附性,而粘附性在湿/潮条件下完全劣化。
当用更高级的SiOx配方(其也含有碳和氮原子)试验时,与纯SiOx涂层相比,在干和/或湿粘附性能方面可见一些改进,但湿粘附性能保持不充分,即低于200牛顿/米(N/m)。
DLC涂层与挤出涂覆的LDPE的干粘附性略好于最佳测试的SiOxCyNz涂层。与SiOxCyNz涂层相比,更重要且不可预见的差异是在湿润或潮湿条件下(例如是层压饮料纸盒包装的条件)粘附性保持恒定。
此外,并且相当令人惊奇的是,当DLC涂层制得更薄并且薄至2nm(即实际上没有再获得显著的阻隔性能)时,DLC涂层在200N/m以上的值的优异粘合性仍然不受影响。对于样品膜的干燥和潮湿条件都是这种情况。
当然,当这种膜被层压到纸板和热塑性聚合物材料的包装层压材料中时,在基层的两侧上涂覆这种DLC涂层是有利的,以便在膜的两侧上提供优异的粘合性。替代地,可以通过单独施加的化学底涂料组合物(例如来自Mitsubishi的2 底涂料)来确保与基底膜的相反侧上的相邻层的粘附。从环境和成本的角度来看,DLC增粘层是优选的,因为它仅涉及粘合层中的碳原子,并且因为其可以被制造得非常薄以仅提供粘附性,或者较厚以便也提供阻隔性能。在任何厚度的DLC涂层下,在干燥和潮湿条件下,获得的粘附性至少与化学底涂料(例如来自Mitsubishi的2
底涂料)来确保与基底膜的相反侧上的相邻层的粘附。从环境和成本的角度来看,DLC增粘层是优选的,因为它仅涉及粘合层中的碳原子,并且因为其可以被制造得非常薄以仅提供粘附性,或者较厚以便也提供阻隔性能。在任何厚度的DLC涂层下,在干燥和潮湿条件下,获得的粘附性至少与化学底涂料(例如来自Mitsubishi的2 )的粘附性一样好。
)的粘附性一样好。
实施例2
如表2中所述,与实施例1中使用的类似的BOPET膜在一面和两面上涂覆有类似的薄DLC涂层。通过与实施例1中相同的方法在23℃和50%RH下,测得OTR为cc/m2/天/大气压。随后将DLC涂覆的膜层压到包装材料结构中,所述包装材料结构包括具有LDPE外层的纸板,该层压借助于15g/m2的LDPE的粘合层,以及通过进一步在膜的相反侧上涂覆25g/m2的LDPE和mLLDPE共混物的内层进行。通过与前述方法相同的方法在层压包装材料上测量OTR。
随后,通过Mocon 1000设备在23℃和50%RH下将层压包装材料改制成1000ml标准Tetra Aseptic包装容器,在其上进一步测量总氧气透过率。
Aseptic包装容器,在其上进一步测量总氧气透过率。

非常令人惊讶地发现,当在层压包装材料上和来自包装材料的包装上测量时,氧气阻隔性能与测试B的膜处于相同的水平或甚至得到改善,尽管测试B中的膜仅涂覆有两层非常薄的DLC涂层,而在测试A中,其中一种涂层较厚并且实际上旨在提供膜的所得氧气阻隔性能。通过对阻隔物涂覆膜的测量,测试A的膜确实更好,但是当层压成最终的层压包装材料结构并用于包装容器中时,两种膜都表现得非常好,并且测试B的膜的性能甚至比测试A的膜更好。
因此,通过上述的DLC涂覆的阻隔膜,提供了高度完整性的包装层压材料,即使在液体包装中使用时,即在使包装材料经受潮湿条件下,其也能保持层之间的优异粘附性,并且从而可以保护层压材料的其他层不受损坏,以便提供尽可能好的层压材料特性。由于DLC涂层既提供了良好的氧气阻隔性能又提供了水蒸汽阻隔性能,因此它是用于液体食品的纸盒包装层压材料中的高度有价值的阻隔涂层类型。
进一步,关于附图:
在图1a中,以横截面示出了本发明的层压包装材料10的第一实施方式。它包括阻隔膜11,该阻隔膜11具有由具有PET或PA表面的聚合物膜构成的基底层11a,在这种情况下其是具有12μm厚度的定向PET(BOPET)膜,其中基底层借助于等离子体增强化学气相沉积(PECVD)涂覆而涂覆有非晶态的DLC涂层11b,以便改进阻隔膜的氧气阻隔性(降低OTR值)。气相沉积涂层11b是均匀沉积到基本上透明的涂层上的氢化碳涂层(C:H)。DLC涂层的厚度为20至40μm。在与DLC阻隔涂层相反的另一侧上,膜基底涂覆有增粘底涂料11c(例如2-DEF,来自Mitsubishi Chemicals的底涂料组合物)的薄层。阻隔膜在每侧12,13上层压到热塑性和可热封聚合物层的层上,其可以是相同也可以不是相同的。热塑性和可热封聚合物层优选为聚烯烃基聚合物,并且形成层压材料的最外面的可热封层。
根据一个替代实施方式,如图1a中示意性示出的阻隔膜11在其与DLC阻隔涂层相反的另一侧上替代地涂覆有属于另外的DLC PECVD涂料的不同粘附促进层和/或阻隔物涂覆层11c薄层。
在图1b中,类似的阻隔膜11设置有如图1a中所示的聚合物膜基底11a,即BOPET膜基底,通过等离子体增强化学气相沉积涂覆(PECVD)在涂层侧上气相沉积涂覆有类似的非晶态的DLC涂层11b,以改善氧气阻隔(降低OTR值)。在其与耐用的DLC阻隔涂层相反的另一侧上,膜基底可以涂覆有属于DLC PECVD涂料的增粘底涂料11c薄层。阻隔膜11借助于中间热塑性聚合物结合层16被层压到另外的相同或类似的阻隔膜11;11d上,中间热塑性聚合物结合层16诸如聚烯烃或改性聚烯烃层,诸如LLDPE层或多个单独相同或不同聚乙烯层的多层构造。中间结合层因此结合到两个阻隔膜11;11d的DLC涂层表面。阻隔膜的每一侧层压到热塑性和可热封聚合物层12和13上。因此,热塑性和可热封聚合物的最外层各自接触每个阻隔膜11;11d的DLC底涂料涂层的增粘底涂料涂层11c(任选的)。可能的替代增粘涂层11c可以是来自Mitsubishi的2 型的化学底涂料涂层。
型的化学底涂料涂层。
在未示出的另一实施方式中,构成由层压材料制成的包装容器的外侧的最外层热塑性和可热封聚合物层12;22;32被施加到主体层21;31上,主体层21;31被层压并定位在上述获得的双层阻隔膜和最外层12之间,双层阻隔膜是双重结构,在该双重结构中,中间结合层将两个阻隔膜11;11d的DLC阻隔物涂覆表面11b结合在一起。双层阻隔膜可以包含用于阻隔和/或用于增粘目的的其他DLC涂层11c。
在图2中,示出了用于液体纸箱包装的本发明的层压包装材料20,其中层压材料包括具有320mN的弯曲力的纸板主体层21,并且还包括施加在主体层21的外侧上的外部液密的且可热封的聚烯烃层22,该侧将指向由包装层压材料制成的包装容器的外侧。外层22的聚烯烃是可热封品质的常规低密度聚乙烯(LDPE),但是可以包括其他类似的聚合物,包括LLDPE。最内的液密和可热密封层23布置在主体层21的相反侧上,层23将指向由包装层压材料制成的包装容器的内部,即,层23将直接接触包装产品。由此形成由层压包装材料制成的液体包装容器的最强密封的最内的可热密封层23包括一种或多种组合的选自以下群组的聚乙烯:LDPE、线性低密度聚乙烯(LLDPE)和通过在茂金属催化剂(即所谓的茂金属‐LLDPE(m‐LLDPE))存在下使乙烯单体与C4-C8(更优选C6-C8)α-烯烃亚烷基单体聚合而制备的LLDPE。
主体层21被层压到阻隔膜28上,阻隔膜28包括聚合物膜基底层24,在这种情况下是具有12μm厚度的取向PET膜,其在第一侧上被涂覆有薄的PECVD气相沉积的非晶态的DLC阻隔材料层25,其厚度为2‐50nm,例如5‐40nm。在其相反的第二侧上,聚合物膜基底涂覆有增粘底涂料27,在这种情况下是2‐DEF,一种来自Mitsubishi Chemicals的底涂料组合物。由此经阻隔物涂覆的膜24的第一经DLC涂覆的侧通过中间的热塑性聚合物结合层26或通过官能化的聚烯烃基粘性聚合物(在该实例中通过低密度聚乙烯(LDPE))层压到主体层21上。中间结合层26通过将主体层和耐用性阻隔膜彼此挤出层压形成。中间结合层26的厚度优选为7至20μm,更优选为12至18μm。在这些层中将获得优异的粘合性,从而提供层压材料的良好的完整性,因为经PECVD涂覆的DLC阻隔涂层含有大量的碳材料,其表现出与有机聚合物(例如聚烯烃,例如特别是聚乙烯和聚乙烯基共聚物)的良好的粘合相容性。最内的可热封层23由相同或不同种类的两个或几个部分LDPE或LLDPE或其共混物层组成,并且与阻隔膜的相邻的经底涂料涂覆的侧具有同样良好的粘合性和完整性。
在图3中,示出了用于液体纸箱包装的本发明的层压包装材料30,其中层压材料包括具有320mN的弯曲力的纸板主体层31,并且还包括施加在主体层31的外侧上的外部液密的且可热封的聚烯烃层32,该侧将指向由包装层压材料制成的包装容器的外侧。外层32的聚烯烃是可热封品质的常规低密度聚乙烯(LDPE),但是可以包括其他类似的聚合物,包括LLDPE。最内的液密和可热密封层33布置在主体层31的相反侧上,层33将指向由包装层压材料制成的包装容器的内部,即,层33将直接接触包装产品。由此形成由层压包装材料制成的液体包装容器的最强密封的最内的可热密封层33包括一种或多种组合的选自以下群组的聚乙烯:LDPE、线性低密度聚乙烯(LLDPE)和通过在茂金属催化剂(即所谓的茂金属‐LLDPE(m‐LLDPE))存在下使乙烯单体与C4-C8(更优选C6-C8)α-烯烃亚烷基单体聚合而制备的LLDPE。
主体层31被层压到阻隔膜38上,阻隔膜38包括聚合物膜基底层34,在这种情况下是具有12μm厚度的取向PET膜,其在第一侧上被涂覆有薄的PECVD气相沉积的非晶态的DLC阻隔材料35a层,其厚度为2‐50nm,例如5nm至40nm,例如10nm至40nm。在其相反的第二侧上,聚合物膜基底涂覆有第二非晶态的DLC涂层35b。第二非晶态的DLC涂层也可以增加阻隔性能,但也可以仅起增粘底涂料涂层的作用,然后可以具有低至2‐4nm的厚度。由此经阻隔物涂覆的膜34的第一经DLC涂覆的侧通过中间的热塑性聚合物结合层36或通过官能化的聚烯烃基粘性聚合物(在该实例中通过低密度聚乙烯(LDPE))层压到主体层31上。中间结合层36通过将主体层和耐用性阻隔膜彼此挤出层压形成。中间结合层36的厚度优选为7至20μm,更优选为12至18μm。最内的可热封层33可以由相同或不同种类的两个或几个部分LDPE或LLDPE或其共混物层组成。在主体层31的内侧上的这些层中将获得优异的粘合性,从而提供层压材料的良好的完整性,因为经PECVD涂覆的DLC阻隔涂层含有大量的碳材料,其表现出与有机聚合物(例如聚烯烃,例如特别是聚乙烯和聚乙烯基共聚物)的良好的粘合相容性。
在图4中,相应地示出了用于制造图2的包装层压材料20;30的层压工艺40,其中主体层41通过从挤出站45挤出中间LDPE结合层44并在辊隙46中压在一起而被层压到阻隔膜28;38;43上。阻隔膜28;38;43具有沉积在聚合物膜基底的表面上的非晶态的DLC阻隔涂层,由此DLC涂层当在层压站46处层压时将被引导朝向主体层。随后,层压纸主体和阻隔膜通过第二挤出机供料头47‐2和层压辊隙47‐1,其中最内的可热封层23;33;47‐3被涂覆到从站46转来的纸膜层压材料的阻隔膜侧上。最后,包括最内的可热封层47‐3的层压材料通过第三挤出机供料头48‐2和层压材料辊隙48‐1,其中最外的可热封LDPE层22;32;48‐3被涂覆到纸层的外侧上。根据一个替代实施方式,该后一步骤也可以在站46层压之前作为第一次挤压涂覆操作进行。成品包装层压材料49最终卷绕到未示出的存储卷筒上。
图5a示出了由根据本发明的包装层压材料20生产的包装容器50a的实施方式。包装容器特别适用于饮料、调味酱、汤等。通常,这样的包装具有约100至1000ml的体积。它可以是任何结构,但是最好是砖形的,分别具有纵向和横向密封件51a和52a,并且可选地具有开启装置53。在另一个未示出的实施方式中,包装容器可以成形为楔形。为了获得这样的“楔形”,只有包装的底部部分被折叠成形,使得底部的横向热封件被隐藏在三角形折翼下面,其被折叠并密封在包装的底部。顶部横向密封保持展开状态。以这种方式,当被放置在食品商店的搁架或桌子等上时,半折叠的包装容器仍然容易搬运并且尺寸稳定。
图5b示出了由根据本发明的替代包装层压材料20生产的包装容器50b的可选的优选示例。替代包装层压材料通过具有较薄的纸主体层21而较薄,所以它在尺寸上没有稳定到足以形成立方体、平行六面体或楔形包装容器,并且不在横向密封52b之后折叠成形。因此,它将保持枕形袋状容器,并以这种形式分配和销售。同样结合图1b所描述的类型的包装材料特别适用于这种用于液体食品和饮料的袋状包装。
图5c示出了由预切片材或坯料、由包括纸板主体层和本发明的耐用阻隔膜的层压包装材料折叠形成的山顶包装50c。平顶包装也可以由类似的坯料制成。
图5d示出了瓶状包装50d,其是由本发明的层压包装材料的预切坯料形成的套筒54和顶部55的组合,所述顶部通过将注塑塑料与开启装置(如螺旋塞等)结合形成。该类型的包装例如以商品名Tetra  和Tetra
和Tetra  销售。这些特定的包装通过将具有处于关闭位置的开启装置的模制顶部55连接到层压包装材料的管状套筒54上形成,对由此形成的瓶顶瓶盖(capsule)进行消毒,将其用食品填充并最终折叠-形成包装的底部并密封。
销售。这些特定的包装通过将具有处于关闭位置的开启装置的模制顶部55连接到层压包装材料的管状套筒54上形成,对由此形成的瓶顶瓶盖(capsule)进行消毒,将其用食品填充并最终折叠-形成包装的底部并密封。
图6示出了在本申请的介绍中描述的原理,即,通过在搭接接头63中彼此结合的幅材的纵向边缘62将包装材料的幅材形成为管61。用预期的液体食品填充管64,并且通过管的重复的横向密封件65在管内的填充内容物的水平面之下彼此相距预定的距离处将管分成单独的包装。包装66通过横向密封件中的切口分开,并且通过沿着材料中预先准备好的折痕线折叠形成而被赋予期望的几何构造。
因此我们已经看到,本发明的层压包装材料能够在潮湿条件下也提供具有良好完整性的包装容器,即用于包装具有长的货架期的液体或润湿食品。
本发明不受上面所示和所述的实施方式的限制,而是可以在权利要求的范围内变化。
Claims (21)
1.用于液体食品包装的卷材或片材形式的层压包装材料(30),其包括阻隔膜(38),所述阻隔膜包括基底层(34)以及第一非晶态的类金刚石碳(DLC)涂层(35a),所述层压包装材料还包括纸或纸板或其他基于纤维素的材料主体层(31),第一最外的不透液可热封聚合物层(32)提供由所述层压包装材料制成的包装容器的最外表面,以及在所述阻隔膜的相反的内部的第二侧上的第二最内的不透液可热封聚合物层(33),所述第二最内的聚合物层提供由所述包装材料制成的包装容器的将与被包装的产品接触的最内表面,所述阻隔膜(38)通过结合层(36)结合到所述主体层的第一侧上,所述结合层(36)与第一非晶态的类金刚石碳(DLC)涂层(35a)直接接触,将所述第一最外的不透液可热封聚合物层(32)施加到所述主体层的相反的外部的第二侧上,而将所述第二最内的不透液可热封聚合物层(33)施加在所述阻隔膜(38)的与结合到所述主体层(31)上的所述一侧相反的内侧上,其中所述基底层(34)是聚合物膜,所述聚合物膜选自由基于聚酯或聚酰胺或其共混物中的任何一种的膜,或具有包含所述聚合物或其共混物中的任何一种的表面层的多层膜组成的组,以及其中所述阻隔膜的所述基底层(34)在其与涂覆有第一非晶态的类金刚石碳(DLC)涂层(35a)的一侧相反的另一侧上具有增粘底涂料涂层(35b),并且其中所述阻隔膜借助于所述增粘底涂料涂层与第二最内的不透液可热封聚烯烃层(33)结合,其中所述增粘底涂料涂层(35b)是第二非晶态的类金刚石碳(DLC)涂层。
2.根据权利要求1所述的层压包装材料,其中所述结合层(36)将所述阻隔膜(38)的所述第一非晶态的类金刚石碳(DLC)涂层(35a)的表面和所述主体层(31)的所述第一侧的表面结合在一起。
3.根据权利要求1或2所述的层压包装材料,其中所述结合层(36)是热塑聚合物结合层。
4.根据权利要求1或2所述的层压包装材料,其中所述第一非晶态的类金刚石碳(DLC)涂层(35a)是阻隔涂层。
5.根据权利要求1-2中任一项所述的层压包装材料,其中所述层压包装材料的所述阻隔膜是双层阻隔膜,其包括第一阻隔膜(11),所述第一阻隔膜(11)通过中间热塑性结合层被层压并结合到另一相同或类似的第二阻隔膜。
6.根据权利要求1-2中任一项所述的层压包装材料,其中所述聚酯是聚对苯二甲酸乙二醇酯(PET)、非或单轴或双轴取向2,5-呋喃二甲酸乙二醇酯(PEF)、取向或非取向聚对苯二甲酸丁二醇酯(PBT)或聚萘二甲酸乙二醇酯(PEN)。
7.根据权利要求6所述的层压包装材料,其中所述聚对苯二甲酸乙二醇酯(PET)是单轴或双轴取向聚对苯二甲酸乙二醇酯(PET)。
8.根据权利要求1-2中任一项所述的层压包装材料,其中所述聚酰胺是非取向或取向聚酰胺。
9.根据权利要求1-2中任一项所述的层压包装材料,其中所述第一非晶态的类金刚石涂层(35a)以2nm至50nm的厚度施加。
10.根据权利要求1-2中任一项所述的层压包装材料,其中所述第一非晶态的类金刚石涂层(35a)以2nm至40nm的厚度施加。
11.根据权利要求1-2中任一项所述的层压包装材料,其中所述第一非晶态的类金刚石涂层(35a)以5nm至40nm的厚度施加。
12.根据权利要求1-2中任一项所述的层压包装材料,其中所述第一非晶态的类金刚石涂层(35a)以5nm至35nm的厚度施加。
13.根据权利要求1-2中任一项所述的层压包装材料,其中所述第一非晶态的类金刚石涂层(35a)以10nm至35nm的厚度施加。
14.根据权利要求1-2中任一项所述的层压包装材料,其中充当增粘底涂料涂层(35b)的所述第二非晶态的类金刚石涂层以2 nm至50nm的厚度施加。
15.根据权利要求1-2中任一项所述的层压包装材料,其中充当增粘底涂料涂层(35b)的所述第二非晶态的类金刚石涂层以2 nm至10nm的厚度施加。
16.根据权利要求1-2中任一项所述的层压包装材料,其中充当增粘底涂料涂层(35b)的所述第二非晶态的类金刚石涂层以2 nm至5nm的厚度施加。
17.根据权利要求1-2中任一项所述的层压包装材料,其中所述第一非晶态的类金刚石涂层和所述第二非晶态的类金刚石涂层中每一个均以2 nm至10nm的厚度施加。
18.根据权利要求1-2中任一项所述的层压包装材料,其中所述第一非晶态的类金刚石涂层和所述第二非晶态的类金刚石涂层中每一个均以2 nm至8nm的厚度施加。
19.根据权利要求1-2中任一项所述的层压包装材料,其中所述第一非晶态的类金刚石涂层和所述第二非晶态的类金刚石涂层中每一个均以2 nm至5nm的厚度施加。
20.根据权利要求1-2中任一项所述的层压包装材料,其中所述基底层(34)是取向PET膜。
21.包装容器(50a; 50b; 50c; 50d),其包括根据权利要求1-20中任一项所述的层压包装材料。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15192206 | 2015-10-29 | ||
| EPEP15192208.5 | 2015-10-29 | ||
| EPEP15192211.9 | 2015-10-29 | ||
| EPEP15192206.9 | 2015-10-29 | ||
| EP15192211 | 2015-10-29 | ||
| EP15192208 | 2015-10-29 | ||
| PCT/EP2016/075696 WO2017072123A1 (en) | 2015-10-29 | 2016-10-25 | Laminated packaging material comprising a barrier film and packaging containers manufactured therefrom |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108349206A CN108349206A (zh) | 2018-07-31 |
| CN108349206B true CN108349206B (zh) | 2020-06-30 |
Family
ID=57200023
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201680064079.1A Active CN108349206B (zh) | 2015-10-29 | 2016-10-25 | 包含阻隔膜的层压包装材料和由其制造的包装容器 |
| CN201680064091.2A Active CN108349207B (zh) | 2015-10-29 | 2016-10-25 | 用于包装的层压阻隔膜和覆盖边缘的条带 |
| CN201680051229.5A Active CN107921743B (zh) | 2015-10-29 | 2016-10-25 | 阻隔膜或片和包括膜或片的层压包装材料及其制成的包装容器 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201680064091.2A Active CN108349207B (zh) | 2015-10-29 | 2016-10-25 | 用于包装的层压阻隔膜和覆盖边缘的条带 |
| CN201680051229.5A Active CN107921743B (zh) | 2015-10-29 | 2016-10-25 | 阻隔膜或片和包括膜或片的层压包装材料及其制成的包装容器 |
Country Status (7)
| Country | Link |
|---|---|
| US (3) | US11046060B2 (zh) |
| JP (3) | JP7115977B2 (zh) |
| CN (3) | CN108349206B (zh) |
| BR (3) | BR112018008572B1 (zh) |
| MX (2) | MX2018004987A (zh) |
| RU (2) | RU2726549C2 (zh) |
| WO (3) | WO2017072122A1 (zh) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108430772A (zh) * | 2015-12-28 | 2018-08-21 | 东洋纺株式会社 | 层叠聚酯膜 |
| EP3398768B1 (en) * | 2015-12-28 | 2022-01-26 | Toyobo Co., Ltd. | Layered polyester film |
| BR112018069898B1 (pt) | 2016-03-30 | 2023-01-24 | Furanix Technologies B.V. | Filme de poliéster, rolo de filme de poliéster e método para produzir o filme de poliéster |
| KR101811199B1 (ko) * | 2016-12-15 | 2017-12-22 | 한국기계연구원 | SiC 지지층용 조성물 및 이를 이용한 Al2O3 코팅층을 포함하는 SiC 분리막 및 그 제조 방법 |
| CN110382232B (zh) * | 2017-03-01 | 2021-09-28 | 东洋纺株式会社 | 具备具有呋喃二甲酸单元的聚酯膜和热密封性树脂层的层叠体以及包装袋 |
| KR102425314B1 (ko) | 2017-03-01 | 2022-07-27 | 도요보 가부시키가이샤 | 푸란디카르복실산 유닛을 갖는 폴리에스테르 필름의 제조 방법 |
| CN111511542B (zh) * | 2017-12-22 | 2022-12-27 | 利乐拉瓦尔集团及财务有限公司 | 阻隔膜、包括该膜的层压包装材料和由其制成的包装容器 |
| WO2019145108A1 (en) * | 2018-01-24 | 2019-08-01 | Tetra Laval Holdings & Finance S.A. | Barrier film and laminated packaging material comprising the film and packaging container made therefrom |
| CN109605881B (zh) * | 2018-11-29 | 2020-08-07 | 烟台丰福莱薄膜科技有限公司 | 一种用于uht纸铝塑液体包装材料的封口膜及其制备方法 |
| CN109648966B (zh) * | 2018-12-27 | 2020-11-13 | 合肥乐凯科技产业有限公司 | 一种高阻隔聚酯薄膜 |
| FR3091875B1 (fr) * | 2019-01-17 | 2021-09-24 | Innovative Systems Et Tech Isytech | Procédé et dispositif de traitement pour le dépôt d’un revêtement à effet barrière |
| EP3831593A1 (de) * | 2019-12-06 | 2021-06-09 | AR Packaging GmbH | Verfahren zum herstellen von verpackungen aus einem flachmaterial aus karton und einer barrierefolie |
| US11692449B2 (en) * | 2020-02-14 | 2023-07-04 | Raytheon Technologies Corporation | Carbon seal assembly |
| BR112022024818A2 (pt) * | 2020-06-05 | 2022-12-27 | Dow Global Technologies Llc | Filmes de vedação a quente de barreira termicamente laminados sem adesivo que incluem polietileno |
| WO2023021067A1 (en) | 2021-08-19 | 2023-02-23 | Tetra Laval Holdings & Finance S.A. | Laminated packaging material, and a method for manufacturing |
| WO2023021066A1 (en) | 2021-08-19 | 2023-02-23 | Tetra Laval Holdings & Finance S.A. | Laminated packaging material, and a method for manufacturing |
| US11961896B2 (en) | 2021-09-14 | 2024-04-16 | Honeywell Federal Manufacturing & Technologies, Llc | Diamond-like carbon coating for passive and active electronics |
| EP4253047A1 (en) * | 2022-03-29 | 2023-10-04 | Tetra Laval Holdings & Finance S.A. | A laminated packaging material and packaging container manufactured therefrom |
| WO2024043894A1 (en) * | 2022-08-25 | 2024-02-29 | Amcor Flexibles North America, Inc. | Recyclable high moisture barrier film |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4756964A (en) * | 1986-09-29 | 1988-07-12 | The Dow Chemical Company | Barrier films having an amorphous carbon coating and methods of making |
| SE503260C2 (sv) | 1992-06-15 | 1996-04-29 | Akerlund & Rausing Ab | Förfarande för framställning av en barriärfilm medelst plasmabehandling |
| JPH07156339A (ja) * | 1993-12-03 | 1995-06-20 | Dainippon Printing Co Ltd | 紙容器用積層材 |
| JP4139445B2 (ja) * | 1994-11-25 | 2008-08-27 | 大日本印刷株式会社 | 積層チューブ用フィルム |
| JPH0986562A (ja) * | 1995-09-22 | 1997-03-31 | Kureha Chem Ind Co Ltd | 多層フィルム |
| JPH11245327A (ja) * | 1998-02-27 | 1999-09-14 | Sony Corp | 保護膜およびその形成方法 |
| SE9801140D0 (sv) * | 1998-04-01 | 1998-04-01 | Tetra Laval Holdings & Finance | Laminerat förpackningsmaterial samt förpackningsbehållare framställd därav |
| JP2001310412A (ja) * | 2000-04-28 | 2001-11-06 | Mitsui Chemicals Inc | ガスバリアーフィルム |
| JP2002145346A (ja) | 2000-11-01 | 2002-05-22 | Haruhiko Watanabe | 包装体 |
| JP2002200694A (ja) * | 2000-12-28 | 2002-07-16 | Nihon Tetra Pak Kk | バリア性積層包装材料および液体用紙容器 |
| CH696013A5 (de) * | 2002-10-03 | 2006-11-15 | Tetra Laval Holdings & Finance | Vorrichtung zur Behandlung eines bandförmigen Materials in einem Plasma-unterstützten Prozess. |
| JP4282360B2 (ja) * | 2003-04-15 | 2009-06-17 | 北海製罐株式会社 | ガスバリア性プラスチックフィルム |
| JP2005088452A (ja) * | 2003-09-18 | 2005-04-07 | Dainippon Printing Co Ltd | ガスバリア性フィルム及びそれを用いてなる積層体 |
| JP4220968B2 (ja) | 2005-01-06 | 2009-02-04 | 三菱重工業株式会社 | アモルファスカーボン膜被覆基材及びアモルファスカーボン膜の成膜方法 |
| JP2006289836A (ja) | 2005-04-12 | 2006-10-26 | Mitsubishi Heavy Ind Ltd | アモルファスカーボン膜及び容器 |
| JP4696675B2 (ja) | 2005-05-16 | 2011-06-08 | 凸版印刷株式会社 | レトルト用透明バリアフィルムおよびその製造方法 |
| JP2007021880A (ja) * | 2005-07-15 | 2007-02-01 | Dainippon Printing Co Ltd | バリア性フィルムおよびそれを使用した積層材 |
| SE529099C2 (sv) | 2005-09-15 | 2007-05-02 | Tetra Laval Holdings & Finance | Förseglingsremsa samt en förpackningsbehållare innefattande en sådan remsa |
| JP4823747B2 (ja) * | 2006-04-10 | 2011-11-24 | 三菱樹脂株式会社 | ガスバリア性樹脂成形体及びその製造方法 |
| JP2008094447A (ja) * | 2006-10-13 | 2008-04-24 | Toppan Printing Co Ltd | 薄膜被覆されたプラスチック容器 |
| JP5070582B2 (ja) | 2006-10-20 | 2012-11-14 | 学校法人慶應義塾 | Dlc膜で被覆の接着性改善ポリオレフィン部材 |
| JP5291875B2 (ja) | 2006-11-01 | 2013-09-18 | 富士フイルム株式会社 | プラズマ装置 |
| WO2008059925A1 (en) * | 2006-11-16 | 2008-05-22 | Mitsubishi Plastics, Inc. | Gas barrier film laminate |
| BRPI0719411B1 (pt) * | 2006-12-19 | 2018-07-31 | Dow Global Technologies Inc. | Aditivo para uma composição de revestimento, método para melhorar o desempenho de uma composição de revestimento, método para revestir um substrato, artigo, composição de revestimento e kit para preparar uma composição de revestimento |
| JP4839234B2 (ja) * | 2007-01-22 | 2011-12-21 | 三菱樹脂株式会社 | ガスバリア性フィルム |
| JP2008248374A (ja) | 2007-03-30 | 2008-10-16 | Mitsubishi Heavy Industries Food & Packaging Machinery Co Ltd | バリア膜被覆基材及びバリア膜の成膜方法 |
| SE532388C2 (sv) * | 2008-03-14 | 2010-01-12 | Tetra Laval Holdings & Finance | Förpackningslaminat och -behållare med två separata gasbarriärskikt samt metod för deras framställning |
| EP2199077B1 (en) * | 2008-12-17 | 2017-04-12 | Tetra Laval Holdings & Finance S.A. | Packaging laminate, method for manufacturing of the packaging laminate and packaging container produced there from |
| WO2011003564A1 (en) * | 2009-07-08 | 2011-01-13 | Tetra Laval Holdings & Finance S.A. | High barrier packaging laminate, method for manufacturing of the packaging laminate and packaging container |
| SA112330849B1 (ar) * | 2011-09-20 | 2017-10-12 | تترا لافال هولدينجز اند فاينانس اس.ايه | أغشية حاجزة متعددة الطبقات، لدائن تغليف رقائقية ووعاء تعبئة مشكَّل منها |
| JP5794184B2 (ja) * | 2012-03-21 | 2015-10-14 | 東洋製罐株式会社 | 蒸着膜を備えたポリ乳酸成形体及びその製造方法 |
| US9803163B2 (en) * | 2012-04-05 | 2017-10-31 | Anheuser-Busch Llc | Systems for carbonating customized beverages |
| JP2015036208A (ja) * | 2013-08-12 | 2015-02-23 | 大日本印刷株式会社 | バリア性フィルム、ならびにそれを用いた積層フィルムおよび包装体 |
| US20170022607A1 (en) * | 2014-01-28 | 2017-01-26 | Taiyo Yuden Chemical Technology Co., Ltd. | Structure provided with carbon film and method for forming carbon film |
| AT15085U1 (de) * | 2015-03-27 | 2016-12-15 | Constantia Hueck Folien Gmbh & Co Kg | Bedruckte Polyethylen-Folie und Folienlaminat mit einer solchen Folie |
-
2016
- 2016-10-25 CN CN201680064079.1A patent/CN108349206B/zh active Active
- 2016-10-25 MX MX2018004987A patent/MX2018004987A/es unknown
- 2016-10-25 CN CN201680064091.2A patent/CN108349207B/zh active Active
- 2016-10-25 WO PCT/EP2016/075695 patent/WO2017072122A1/en active Application Filing
- 2016-10-25 WO PCT/EP2016/075694 patent/WO2017072121A1/en active Application Filing
- 2016-10-25 CN CN201680051229.5A patent/CN107921743B/zh active Active
- 2016-10-25 JP JP2018516768A patent/JP7115977B2/ja active Active
- 2016-10-25 BR BR112018008572-3A patent/BR112018008572B1/pt active IP Right Grant
- 2016-10-25 BR BR112018003865-2A patent/BR112018003865B1/pt active IP Right Grant
- 2016-10-25 WO PCT/EP2016/075696 patent/WO2017072123A1/en active Application Filing
- 2016-10-25 RU RU2018117665A patent/RU2726549C2/ru active
- 2016-10-25 JP JP2018521901A patent/JP6867384B2/ja active Active
- 2016-10-25 US US15/772,513 patent/US11046060B2/en active Active
- 2016-10-25 RU RU2018116561A patent/RU2726132C2/ru active
- 2016-10-25 BR BR112018008497-2A patent/BR112018008497B1/pt active IP Right Grant
- 2016-10-25 US US15/771,330 patent/US11046059B2/en active Active
- 2016-10-25 JP JP2018522113A patent/JP7115978B2/ja active Active
- 2016-10-25 US US15/772,510 patent/US10889092B2/en active Active
- 2016-10-25 MX MX2018004908A patent/MX2018004908A/es unknown
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108349206B (zh) | 包含阻隔膜的层压包装材料和由其制造的包装容器 | |
| CN108349205B (zh) | 包含阻隔膜的层压包装材料和由其制造的包装容器 | |
| JP7199376B2 (ja) | 包装材料及び包装容器 | |
| EP3368300B1 (en) | Laminated packaging material comprising a barrier film and packaging containers manufactured therefrom | |
| EP3368302B1 (en) | Laminated packaging material comprising a barrier film and packaging containers manufactured therefrom | |
| CN220841758U (zh) | 层压非箔包装材料和由其制造的包装容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |