WO2023233745A1 - 生産システム、生産ライン分析方法、学習装置、推論装置、学習済モデルおよび学習済モデルの生成方法 - Google Patents
生産システム、生産ライン分析方法、学習装置、推論装置、学習済モデルおよび学習済モデルの生成方法 Download PDFInfo
- Publication number
- WO2023233745A1 WO2023233745A1 PCT/JP2023/008392 JP2023008392W WO2023233745A1 WO 2023233745 A1 WO2023233745 A1 WO 2023233745A1 JP 2023008392 W JP2023008392 W JP 2023008392W WO 2023233745 A1 WO2023233745 A1 WO 2023233745A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- production
- equipment
- stoppage
- value
- status
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images












Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B23/00—Testing or monitoring of control systems or parts thereof
- G05B23/02—Electric testing or monitoring
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Definitions
- the present disclosure relates to a production system that analyzes production line stoppage factors, a production line analysis method, a learning device, an inference device, a learned model, and a method for generating a learned model.
- KPIs Key Performance Indicators
- Patent Document 1 discloses that, in response to a time period in which the production KPI has decreased, problem events in times around the time period are selected, and the selected problem events are displayed on an operating state transition screen of a display.
- An operating state monitoring device that performs operations on contents is disclosed.
- the operating state monitoring device described in Patent Document 1 the relationship between production KPIs and stoppage factors is only shown on a screen using the time axis as a comparison standard. For this reason, the operating state monitoring device described in Patent Document 1 is capable of quantitatively determining how much each stoppage factor has reduced the production KPI in a production line where multiple problem events occur simultaneously. The problem was that it was not possible. This problem is a factor that deteriorates the efficiency of improvement activities to improve production KPIs.
- the present disclosure has been made in view of the above, and aims to provide a production system that can quantify and present multiple stoppage factors that reduce the production KPI of a production line.
- a production system that analyzes the factors that cause a production line that includes a plurality of production devices to stop.
- the production system includes a production record acquisition unit that acquires equipment data related to the production history of each production equipment from multiple production equipment, and a device that acquires equipment data including the equipment status of each production equipment from multiple production equipment.
- a status acquisition unit an important performance evaluation indicator calculation unit that calculates the value of an important performance evaluation indicator that is a criterion for determining whether the operating status of a production line is good or bad, based on equipment data related to the production history of each production equipment, and a production equipment an outage factor calculation unit that calculates the values of multiple outage factors that affect a decrease in key performance evaluation indicators based on equipment data including the equipment status of each device; and an output section that displays.
- the stop factor calculation unit calculates the value of the important performance evaluation index and the value of the stop factor as a value per unit time for the same value of the same type of time related to production on the production line, and calculates the equipment status of each production equipment. Calculate the value of the unaggregated stoppage factor for which the value of the stoppage factor has not been calculated based on the device data including.
- Flowchart showing the processing procedure of operation status analysis processing by the production system according to the first embodiment A diagram illustrating an example of a first table in which device data used to calculate availability rate, which is a production KPI, in the production system according to the first embodiment is stored.
- FIG. 1 A diagram showing the configuration of a learning device according to Embodiment 3 Flowchart showing the processing procedure of learning processing by the learning device according to Embodiment 3 A diagram showing the configuration of an inference device according to Embodiment 3 Flowchart showing the processing procedure of inference processing by the inference device according to the third embodiment A diagram showing an example of the configuration of a processing circuit when the processing circuit included in the learning device according to Embodiment 3 is implemented by a processor and memory. A diagram showing an example of a processing circuit in a case where the processing circuit included in the learning device according to Embodiment 3 is configured with dedicated hardware. A diagram showing the configuration of an entire system having a corresponding worker suggestion unit according to Embodiment 4
- FIG. 1 is a diagram showing the configuration of an overall system 1 including a production system 10 according to the first embodiment.
- the overall system 1 includes a production line 20 and a production system 10.
- the production system 10 has a function as a production line analysis system, which is a system that analyzes line stoppage factors that are the stoppage factors of the production line 20 in which a plurality of production devices 101 are connected.
- the production system 10 collects equipment data, which is information on the operation of the production equipment 101, from the production equipment 101 that constitutes the production line 20, and analyzes line stoppage factors, which are the causes of the stoppage of the production line 20, based on the equipment data. do.
- the line stoppage factor corresponds to a factor that caused the production equipment 101 to stop, and is a factor that affects a decrease in the production KPI of the production line 20.
- the line stoppage factor may be described as a stoppage factor of the production apparatus 101, a stoppage factor, or simply a factor.
- the production system 10 includes a data acquisition section 200 and a data calculation section 300.
- the production line 20 is an example of a production line in which a plurality of connected production devices 101 sequentially process workpieces (not shown). A plurality of production devices 101 in the production line 20 are connected. Therefore, the production capacity of the production line 20 decreases if even one production device 101 stops.
- FIG. 1 shows a case where the production devices 101 are lined up one by one in a row
- the production devices 101 may be arranged so that the arrangement of the production devices 101 branches in the middle.
- the N-th production device 101 N is a natural number
- the second production apparatus 101 may be directly connected to each other.
- the connection between the production devices 101 in Embodiment 1 is not limited to the case where the production devices 101 are physically connected by a free flow conveyor, etc.; This also includes a case where the transport of workpieces between the production devices 101 is systematically connected by a vehicle) or manually.
- the production equipment 101 is a variety of production equipment that processes workpieces.
- the production device 101 is exemplified by a soldering device, a coating device, a case assembly device, a screw tightening device, an image inspection device, and the like.
- Each production device 101 has a production device control section 1011 that controls the production device 101.
- the production equipment control unit 1011 manages time information that is time information.
- the production equipment control unit 1011 holds, as time information, time data indicating the start time and end time of the workpiece machining in the production equipment 101.
- the processing start time of the workpiece included in the time data is information indicating the date and time when processing of the workpiece in the production apparatus 101 was started, that is, information indicating the date and time when the production apparatus 101 started processing the workpiece.
- the processing end time of the workpiece included in the time data is information indicating the date and time when the processing of the workpiece in the production apparatus 101 was completed, that is, information indicating the date and time when the processing of the workpiece in the production apparatus 101 was completed. Note that the time from the end time of machining of the first workpiece to the time of start of machining of the second workpiece is the waiting time for the start of machining of the second workpiece.
- the production equipment 101 also includes information such as on/off of the sensor, measured values of the sensor, position of the drive shaft, torque of the motor, captured images, display color of the signal tower, reading results of a 2D (Dimensions) code reader, and the device.
- Various information such as the status and the detailed number of the device status is individually held as device data.
- An example of the reading result of the 2D code reader is a work ID (Identification) that identifies the work.
- the device data in the first embodiment is associated with time information.
- the network 102 is a communication network for transmitting various equipment data of the production equipment 101 to the data acquisition unit 200 located above the production line 20 in the overall system 1.
- the network 102 is shown as a solid line for easy understanding, but the network 102 may be a wired connection or a wireless connection.
- the data acquisition unit 200 is located above the production line 20 in the overall system 1 and has a function of acquiring various equipment data of the production equipment 101.
- the data acquisition unit 200 includes, for example, a computing device such as a personal computer or a PLC (Programmable Logic Controller), and a storage medium such as a database.
- the data acquisition unit 200 includes a production performance acquisition unit 201 and a device status acquisition unit 202, which are functional units implemented by a computer.
- the data acquisition unit 200 also includes a communication unit (not shown) that communicates with the production equipment 101 and the data calculation unit 300.
- the production record acquisition unit 201 acquires equipment data related to the production history of the production equipment 101 from the production equipment 101 and stores it.
- the device data related to the production history of the production device 101 is data on the history of workpiece processing, which is acquired when the production device 101 processes the workpiece. That is, the production performance acquisition unit 201 acquires various device data such as workpiece machining start time data, workpiece machining end time data, and workpiece machining pass/fail judgment data as device data related to the production history of the production device 101. , obtained from the production equipment 101.
- Equipment data related to the production history of the production equipment 101 acquired from the production equipment 101 is used to calculate the production KPI of the production line 20.
- the production KPI is an operating index related to production, and is an evaluation index that serves as a criterion for determining whether the operating status of the production line 20 is good or bad. The higher the value of the production KPI, the better the operating status of the production line 20 is.
- the equipment status acquisition unit 202 acquires equipment data related to the equipment history of the production equipment 101 from the production equipment 101 and stores it.
- the device data related to the device history of the production device 101 is data on the history of the state of the production device, which is acquired when the production device 101 processes a workpiece. That is, the device status acquisition unit 202 acquires various device data such as the display color of the signal tower, the operation mode, and other sensor information from the production device 101 as device data related to the device history of the production device 101 .
- the device data related to the device history of the production device 101 acquired from the production device 101 is used to calculate a line stoppage factor that is a stoppage factor of the production line 20 or to analyze the cause of the line stoppage factor.
- the data calculation unit 300 is located above the data acquisition unit 200 in the overall system 1, and has a function of quantifying production KPIs and a function of quantifying line stoppage factors.
- the data calculation unit 300 includes, for example, a calculation device such as a personal computer or a programmable logic controller, and a storage medium such as a database.
- the data calculation unit 300 includes a production KPI calculation unit 301 and a stop factor calculation unit 302. Further, the data calculation section 300 includes a communication section (not shown) that communicates with the data acquisition section 200 and the output section 400.
- the production KPI calculation unit 301 has a function of calculating a production KPI using various device data acquired and stored by the data acquisition unit 200 and quantifying the production KPI. Specifically, the production KPI calculation unit 301 calculates the value of the production KPI using equipment data related to the production history of the production equipment 101 acquired by the production performance acquisition unit 201 of the data acquisition unit 200, and calculates the quantitative value of the production KPI. make changes.
- the production KPI is calculated at a rate with 100% as the ideal state, and both the numerator and denominator in the calculation formula are converted into time.
- the definition formula for the production KPI is "number of non-defective products x line takt/operating time".
- Overall equipment efficiency is a quantification of the extent to which equipment is actually operating relative to a predetermined design efficiency within the equipment's operating schedule.
- Line takt is the time it takes to make one product of the same type. Therefore, the unit of "number of non-defective products x line takt" in the above "number of non-defective products x line takt/operating time" is time. Further, as the line takt, a target line takt, which is a line takt targeted for the production line 20, is used.
- the number of non-defective products is a value obtained by counting information indicating that workpiece processing was successful in the pass/fail determination result of equipment data related to the production history of the production equipment 101 without duplicating work IDs. For example, it is a value obtained by counting the information of "0" in the pass/fail determination result in FIG. 3, which will be described later, without duplicating work IDs.
- the definition formula for the production KPI is "number of processes x line takt/equipment load time".
- the unit of "number of processes x line takt” in “number of processes x line takt/equipment load time” is time.
- Equipment load time is the time during which the equipment must operate, and includes equipment downtime such as failure time and setup time.
- the availability rate represents the operational efficiency of equipment, and is a quantification of the percentage of time that equipment operates normally when it is desired to operate.
- the availability rate is an index that should always be aimed at 100%.
- "number of processes x line tact/equipment load time” "number of processes x line takt" corresponds to the "time during which the equipment operates normally”.
- the stop factor calculation section 302 has a function of quantifying the line stop factor by calculating the value of the line stop factor using various device data acquired and stored by the data acquisition section 200. Specifically, the stoppage factor calculation unit 302 calculates the value of the line stoppage factor using equipment data related to the equipment history of the production equipment 101 acquired by the equipment status acquisition unit 202 of the data acquisition unit 200, and calculates the value of the line stoppage factor. This enables analysis of the causes of line stoppages.
- the line stoppage factor corresponds to the cause of the stoppage of the production equipment 101 as described above, and is a factor that affects the decline in the production KPI of the production line 20.
- the value of the line stoppage factor is calculated using the same denominator as the production KPI.
- the value of the stoppage factor is defined as "duration time/operation time”.
- the denominator when calculating the value of the stoppage factor is the calculation formula "Number of non-defective products x line takt/operating time" when calculating the value of the production KPI when the above production KPI is taken as the overall equipment efficiency. It is the same as the denominator.
- the value of the stoppage factor is defined as "duration time/equipment load time”.
- the denominator when calculating the value of the stoppage factor is the calculation formula "number of processes x line takt / equipment load time" when calculating the value of the production KPI when the above production KPI is taken as the availability rate. It is the same as the denominator.
- the duration time is the time period during which the production equipment 101 continues to be stopped.
- the operating time is the difference between the maximum processing end time and the start time of the production site to which the production line 20 belongs.
- the maximum machining end time is the latest time among the machining end times of each of the plurality of production devices 101 on the production line 20.
- the start time of work is 8:30
- the processing end time of equipment A which is the production equipment 101 is 17:15
- the processing end time of equipment B which is the production equipment 101 is 17:20
- the processing end time of equipment A which is the production equipment 101 is 17:20.
- the processing end time of equipment C is 17:30
- the stop factor calculation unit 302 calculates the value of the unaggregated stop factor with respect to the production KPI value and the stop factor value calculated as described above.
- the value of the unaggregated stoppage factor is defined as "100% - production KPI value (%) - total value of multiple stoppage factor values (%)". That is, the value of the unaggregated stoppage factor is the remaining value obtained by subtracting the value (%) of the production KPI and the value (%) of the plurality of stoppage factors from 100%.
- the unaggregated stoppage factors are the line stoppage factors that are not aggregated when calculating the value of the line stoppage factor using equipment data related to the equipment history of the production equipment 101 acquired by the equipment status acquisition unit 202 of the data acquisition unit 200. The value of has not been calculated, which is the cause of the stoppage.
- the data calculation unit 300 is realized by, for example, a personal computer. That is, the functions of the production KPI calculation section 301 and the stoppage factor calculation section 302 are realized, for example, by a personal computer installed with calculation software or a business intelligence (BI) tool.
- BI business intelligence
- the value of the production KPI, the value of the stoppage factor, and the value of the unaggregated stoppage factor are calculated as ratios using the same value for the denominator. That is, in the production system 10, the value of the production KPI, the value of the stoppage factor, and the value of the unaggregated stoppage factor are calculated as values per unit time for the same value of the same type of time related to production on the production line 20. be done.
- the production system 10 can easily compare the magnitude relationship between the value of the stoppage factor and the value of the unaggregated stoppage factor, and the degree of influence that the stoppage factor and the unaggregated stoppage factor have on the decline of the production KPI. can do. Thereby, the worker or manager can quantitatively grasp the cause of the decrease in the production KPI and the degree of influence of the cause on the decrease in the production KPI.
- the output unit 400 is a display unit that can visualize information and present it to workers at the production site or managers in the production management department, and is a display device that can visualize information, such as a monitor, tablet, or wearable device.
- the output unit 400 can display changes or numerical values regarding the quantified production KPI, stoppage factors, and unaggregated stoppage factors in a graph or a table. This allows the worker or manager to quantitatively grasp the operating status of the production line 20.
- FIG. 2 is a flowchart showing the processing procedure of the operation status analysis process by the production system 10 according to the first embodiment.
- production KPI will be explained in terms of availability rate.
- step S110 the data acquisition unit 200 acquires and stores equipment data of the production line 20 when the production equipment 101 processes the workpiece. That is, the production record acquisition unit 201 performs a production record acquisition step of acquiring and storing device data related to the production history of the production apparatus 101 from the production apparatus 101. Further, the device status acquisition unit 202 performs a device status acquisition step of acquiring and storing device data related to the device history of the production device 101 from the production device 101 while the production device 101 processes a workpiece.
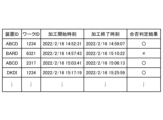
- FIG. 3 is a diagram illustrating an example of a first table in which device data used for calculating the availability rate, which is a production KPI, in the production system 10 according to the first embodiment is stored.
- the equipment data shown in FIG. 3 is an example of equipment data acquired by the production performance acquisition unit 201, and is an example of equipment data required for the production KPI calculation unit 301 to calculate the availability rate, which is the production KPI. be.
- the first table is created by the production record acquisition unit 201 acquiring equipment data related to the production history of the production equipment 101 and storing it in a predetermined format, and is stored in the production record acquisition unit 201.
- Equipment ID is equipment identification information for identifying the production equipment 101 on the production line 20, and is identification information uniquely assigned to each of the plurality of production equipment 101.
- the "work ID” is work identification information for identifying a work processed by the production apparatus 101, and is identification information uniquely assigned to each of a plurality of works.
- the “processing start time” is the time when the production device 101 starts processing the workpiece.
- the “processing end time” is the time when the production device 101 finishes processing the workpiece.
- the “workpiece machining time” is calculated from the workpiece machining start time and the workpiece machining end time.
- the “pass/fail determination result” is pass/fail information indicating whether processing of the workpiece by the production apparatus 101 was successful or failed.
- FIG. 4 is a diagram illustrating an example of a second table in which device data used for calculating stop factors in the production system 10 according to the first embodiment is stored.
- the device data shown in FIG. 4 is an example of device data acquired by the device status acquisition unit 202, and is an example of device data required for the stop factor calculation unit 302 to calculate the stop factor.
- Equipment ID is equipment identification information for identifying the production equipment 101 on the production line 20, as in the case of FIG. 3, and is uniquely assigned to each of the plurality of production equipment 101.
- “Device status” is status information indicating what status the production device 101 is in.
- the “detail number” is information indicating the state of the production device 101, which is obtained by further subdividing the device state of the production device 101, and is detailed information obtained by subdividing the “device state”. For example, if the "equipment status" is "abnormal” and the detail number is "46", it means that a trouble corresponding to "error number 46" has occurred in the production equipment 101.
- the “state start time” is the time when the state of the production equipment 101 indicated in the “equipment state” is started.
- Status end time is the time when the state of the production equipment 101 indicated in “equipment state” ends.
- the “duration time” of the “device state” of the production device 101 is calculated from the state start time and state end time.
- the error number is identification information for identifying the abnormal state of the production apparatus 101, which is individually assigned to a plurality of abnormal states that may occur in the production apparatus 101.
- the production performance acquisition unit 201 transmits information of the first table storing the acquired device data to the production KPI calculation unit 301 of the data calculation unit 300.
- the production KPI calculation unit 301 receives and stores the information of the first table.
- the device status acquisition unit 202 transmits information on the second table storing the acquired device data to the stop factor calculation unit 302 of the data calculation unit 300.
- the stop factor calculation unit 302 receives and stores the information in the second table. After that, the process advances to step S120.
- step S120 the data calculation unit 300 calculates the value of the production KPI and the value of the stop factor.
- the production KPI calculation unit 301 of the data calculation unit 300 performs a key performance evaluation index calculation step to calculate the value of the production KPI.
- the stop factor calculation section 302 of the data calculation section 300 performs a stop factor calculation step of calculating the value of the stop factor.
- the availability rate which is a production KPI, is defined as "number of processes x line takt/equipment load time".
- the "line takt" is a value that can be uniquely determined before the production line 20 starts operating.
- the production KPI calculation unit 301 calculates the number of workpieces to be processed and the equipment load time using the apparatus data as shown in FIG. That is, the production KPI calculation unit 301 uses the equipment data acquired by the production performance acquisition unit 201 as shown in FIG. 3 to acquire the number of workpieces processed and the equipment load time.
- the “line takt” is input to the data calculation unit 300 and stored before the production line 20 starts operating.
- the data calculation unit 300 can receive line tact information from outside the data calculation unit 300, for example, via a communication unit.
- the "number of processes” is obtained by counting the number of rows in the first table in FIG. 3 without duplication of work IDs.
- the "equipment load time” is not about individual device IDs, but about the entire information in the first table, and the "processing start time” is the first time in terms of time. It can be calculated by the difference between the last "processing end time” and the last "processing end time”.
- the value of the stop factor is determined by calculating the "duration time for each device state” by adding up the difference between the "state start time” and “state end time” of each row in the second table of FIG. It can be derived by dividing the "duration time for each" by the value of the "equipment load time” used to calculate the "availability rate".
- the value of the production KPI and the value of the stoppage factor are calculated by dividing them by the same value. That is, the value of the production KPI and the value of the stoppage factor are divided by the value of the same time, and are calculated as the value per unit time for the same value of the same type of time related to production on the production line 20. After that, the process advances to step S130.
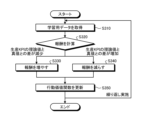
- step S130 the data calculation unit 300 calculates the value of the unaggregated stop factor. Specifically, in step S130, the stop factor calculation unit 302 calculates the value of the unaggregated stop factors. The value of the unaggregated stoppage factor is calculated using the formula: "100% - production KPI value (%) - total value of multiple stoppage factors (%)". After that, the process advances to step S140.
- step S140 the stop factor calculation unit 302 determines whether the value of the unaggregated stop factor calculated in step S130 is a positive value. If the value of the unaccumulated stoppage factor calculated in step S130 is a positive value, the result is Yes in step S140, and the process proceeds to step S150. In this case, the production KPI calculation unit 301 transmits information on the calculated production KPI value to the output unit 400. Further, the stop factor calculation unit 302 transmits information on the calculated value of the stop factor and information on the calculated value of the unaggregated stop factor to the output unit 400 .
- step S130 if the value of the unaggregated stop factors calculated in step S130 is not a positive value, the result is No in step S140, and the process proceeds to step S160. Note that if there is overlap in the data to be aggregated in FIG. 4, the value of the unaggregated stop factor may be negative. Since the production line 20 is configured by connecting the production devices 101, a stop factor of an adjacent production device 101 may affect the summation of the stop factors of the production device 101.
- step S150 an output step is performed, and the output unit 400 displays the calculated value of the production KPI, the value of the stop factor, and the value of the unaggregated stop factor. Note that when it is determined that there is no unaccounted stoppage factor, the output unit 400 does not display the value of the unsummed stoppage factor.
- FIG. 5 is a diagram showing a first example of analysis results of line stoppage factors displayed by the production system 10 according to the first embodiment.
- the graph in FIG. 5 shows the relationship between line stop factors and values of line stop factors in a specific production apparatus 101.
- the graph of FIG. 5 shows factor 68, factor 33, unaccumulated factor, factor 5, and factor 11 as line stoppage factors.
- the output unit 400 displays the value of the stoppage factor and the value of the unaggregated stoppage factor, for example, as a bar graph.
- the value of the stoppage factor and the value of the unaggregated stoppage factor are displayed as a ratio (%) using the same value as the denominator.
- the worker or manager can quantitatively grasp the cause of the decrease in the production KPI and the degree of influence that the cause has on the production KPI.
- FIG. 5 shows that the stoppage factor that has the most influence on the decline in production KPI is "factor 68.”
- the stoppage factor that cannot be summarized has the third largest value, suggesting that additional investigation or collection of device data is necessary.
- FIG. 6 is a diagram showing a second example of analysis results of line stoppage factors displayed by the production system 10 according to the first embodiment.
- the graph in Figure 6 displays the values of production KPIs, values of stoppage factors, and values of unaggregated stoppage factors in one graph. It shows the daily changes in the value. That is, FIG. 6 shows changes in the operating status of the production line 20.
- the horizontal axis shows the day when the production line 20 stopped, and the vertical axis shows the value of the production KPI, the value of the stoppage factor, and the value of the stoppage factor that has not been totaled.
- the graph of FIG. 6 shows factor 33, factor 5, unaccumulated factor, factor 17, and factor 24 as line stoppage factors.
- the output unit 400 displays changes in the values of the production KPI, for example, as a line graph. Further, the output unit 400 displays the change in the value of the stoppage factor and the value of the unaggregated stoppage factor, for example, as a bar graph.
- the production KPI value, the value of the stoppage factor, and the value of the unaggregated stoppage factor are displayed as a ratio (%) using the same value as the denominator.
- the graph in Figure 6 shows the magnitude relationship between the production KPI value, the value of the stoppage factor, and the value of the unaggregated stoppage factor, and the degree of influence that the stoppage factor and the unaggregated stoppage factor have on the production KPI. , can be easily compared. Thereby, the worker or manager can quantitatively grasp the cause of the decrease in the production KPI and the degree of influence that the cause has on the production KPI.
- step S160 the stop factor calculation unit 302 determines that there are no unaccounted stop factors, and proceeds to step S150.
- the production KPI calculation unit 301 transmits information on the calculated production KPI value to the output unit 400.
- the stop factor calculation unit 302 transmits information on the calculated value of the stop factor to the output unit 400.
- the stop factor calculation unit 302 transmits information to the output unit 400 that there is no unaccounted stop factor.
- the data acquisition unit 200 may be included in the production apparatus 101. Further, the data acquisition section 200 and the data calculation section 300 may be included in the production apparatus 101.
- a production system that analyzes the causes of stoppage of a production line including a plurality of production devices.
- the production system includes a production record acquisition unit that acquires equipment data related to the production history of each production equipment from multiple production equipment, and a device that acquires equipment data including the equipment status of each production equipment from multiple production equipment.
- a status acquisition unit an important performance evaluation indicator calculation unit that calculates the value of an important performance evaluation indicator that is a criterion for determining whether the operating status of a production line is good or bad, based on equipment data related to the production history of each production equipment, and a production equipment an outage factor calculation unit that calculates the values of multiple outage factors that affect a decrease in key performance evaluation indicators based on equipment data including the equipment status of each device; and an output section that displays.
- the stop factor calculation unit realizes a production system in which the value of the important performance evaluation index and the value of the stop factor are calculated as values per unit time for the same value of the same type of time related to production on the production line.
- the production KPI is calculated by the production KPI calculation unit 301 based on the equipment data related to the production history of the production equipment 101 acquired by the production performance acquisition unit 201. Ru. Then, the value of the production KPI is calculated as a ratio with 100% as the ideal state, and both the numerator and denominator of the formula for calculating the value of the production KPI are converted into time.
- each stoppage factor is calculated by the stoppage factor calculation unit 302 based on equipment data related to the equipment history of the production equipment 101 acquired by the equipment status acquisition unit 202 .
- the value of each stop factor is calculated by calculating the duration of each stop factor and dividing the duration by the denominator time used when calculating the production KPI.
- the value of the unaggregated stoppage factor is calculated by "100% - production KPI value (%) - total value of the values of each stoppage factor (%)".
- the value of the production KPI, the value of each stop factor, and the value of the unaggregated stop factor are displayed on the output unit 400 and presented to the worker or manager.
- the value of the production KPI and the value of the stoppage factor are calculated as a ratio using the same value for the denominator, so it is possible to calculate how much each stoppage factor of the plurality of stoppage factors reduces the production KPI. It is possible to visualize the amount quantitatively. In addition, in the production system 10, it is possible to quantify how much each of the plurality of stoppage factors has reduced the production KPI. Since the value is also calculated as a ratio using the same value as the production KPI value and the value of the stoppage factor in the denominator, it is possible to quantitatively visualize how many stoppage factors are not totaled.
- the production system 10 it is possible to quantify and present a plurality of stoppage factors that reduce the production KPI of the production line 20.
- FIG. 7 is a flowchart showing the processing procedure of another operation status analysis process by the production system 10 according to the first embodiment. Below, parts different from the flowchart of FIG. 2 described above will be explained.
- the data acquired by the device status acquisition unit 202 is corrected based on the data acquired by the production performance acquisition unit 201, and then the same process as in the flowchart of FIG. 2 is performed.
- the "equipment status" of the production equipment 101 whose "equipment ID" is "JROC” is "stopped".
- data in which the "equipment status" in the equipment data of the production equipment 101 is "stopped” indicates that the production processing in the production equipment 101 is stopped due to a stop factor of the production equipment 101 other than the production equipment 101. Conceivable.
- the value of the stop factor is calculated by excluding data whose "device status" corresponds to "stop”.
- step S210 the production KPI calculation unit 301 of the data calculation unit 300 calculates the value of the production KPI.
- step S220 the stop factor calculation section 302 of the data calculation section 300 counts the stop factors limited to the data that is being produced and processed, and calculates the value of the stop factor after limiting it to the data that is being produced and processed. That is, the stop factor calculation unit 302 obtains the information of "processing start time” and “processing end time” corresponding to the "apparatus ID" in the first table of FIG. The time up to the "processing end time” is determined to be the "time during production processing" of the "apparatus ID".
- the stop factor calculation unit 302 calculates the value of the stop factor using the second table in FIG.
- the stop factor calculation unit 302 searches the second table of FIG. 4 using the "apparatus ID" that determined the "time during production processing” as a search key, and searches the second table of FIG.
- the value of the stop factor is calculated using only the device data whose time from "time” to "state end time” is included in the "time during production processing" determined for the "device ID”. That is, in calculating the value of the stoppage factor, the stoppage factor calculation unit 302 excludes the time when the production equipment 101 is not engaged in production processing from the time of the stoppage factor, and calculates the value of the production equipment 101 that occurred during the production processing of the production equipment 101. Only the cause of outage for outage caused by is aggregated.
- the value of the stop factor can be calculated more accurately than in the case of the operation status analysis process in the first embodiment described above.
- the worker or manager can refer to the production KPI values calculated by other operating status analysis processes, the values of the stoppage factors, and the values of the unaggregated stoppage factors, and calculate them in a more accurate order. The cause of the stoppage can be dealt with, and the efficiency of improvement activities for the production line 20 can be increased.
- Embodiment 3 Next, Embodiment 3 will be described using FIGS. 8 to 11.
- various indicators are used when various indicators are simple, such as when the production KPI is "production output" which is difficult to express in terms of time, or when it is difficult to calculate duplication of stoppage factors as explained in Embodiment 2.
- a machine learning function suitable for cases that cannot be expressed using mathematical formulas will be explained.
- FIG. 8 is a diagram showing the configuration of a learning device 50 according to the third embodiment.
- the learning device 50 is a computer that learns the degree of influence of a plurality of stoppage factors on a decrease in production KPI in an input state.
- the learning device 50 includes a data acquisition section 51 and a model generation section 52.
- the data acquisition unit 51 acquires behavior data and state data as learning data.
- the data acquisition unit 51 acquires behavior data and status data from the production system 10 that analyzes the cause of a stoppage of the production line 20 including a plurality of production devices 101.
- the behavioral data acquired by the data acquisition unit 51 is behavioral data indicating the degree of influence of a plurality of stoppage factors on the decline in production KPI.
- the status data acquired by the data acquisition unit 51 is status data such as production KPI values, data on the equipment status of each production apparatus 101, and data on the processing status of each workpiece.
- the device state data of each production device 101 is device data related to the device history of the production device 101 described above, and is device data related to the state of each production device 101 as shown in FIG.
- the data on the processing status of each workpiece is device data related to the production history of the production device 101 described above, and is device data related to the processing history of each workpiece as shown in FIG. Note that the data on the device status of each production device 101 is not limited to the device data shown in FIG. 4. Furthermore, the data on the machining status of each workpiece is not limited to the apparatus data shown in FIG. 3.
- the model generation unit 52 is based on learning data including the degree of influence of a plurality of stoppage factors on a decline in production KPI, the production KPI, the device status of each production device 101, and the processing status of each workpiece. Then, the degree of influence of the plurality of stoppage factors on the decline in the production KPI in the input state is learned. In other words, the model generation unit 52 calculates a decrease in the production KPI due to a plurality of stoppage factors when inputted from each data of the production KPI, the equipment status of each production device 101, and the processing status of each workpiece in the production system 10.
- the degree of influence of the plurality of stoppage factors on the decrease in the production KPI in the input state is the degree of influence on the decrease in the production KPI of the plurality of stoppage factors corresponding to the input state data.
- the degree of influence of a plurality of stoppage factors on the decrease in the production KPI may be referred to as the degree of influence on the decrease in the production KPI.
- the learning algorithm used by the model generation unit 52 can be a known algorithm such as supervised learning, unsupervised learning, or reinforcement learning.
- a case will be described in which the model generation unit 52 applies reinforcement learning to the learning algorithm.
- reinforcement learning an agent (actor) in a certain environment observes the current state (parameters of the environment) and decides what action to take. The environment changes dynamically depending on the actions of the agent, and the agent is rewarded according to changes in the environment. The agent repeats this process and learns the course of action that yields the most rewards through a series of actions.
- Q-learning and TD-learning are known as typical methods of reinforcement learning.
- a general updating formula for the action value function Q(s, a) is expressed by the following equation (1).
- s t represents the state of the environment at time t
- a t represents the behavior at time t.
- the action a t changes the state to s t +1.
- r t+1 represents the reward received by changing the state
- ⁇ represents the discount rate
- ⁇ represents the learning coefficient.
- ⁇ is in the range of 0 ⁇ 1
- ⁇ is in the range of 0 ⁇ 1.
- the degree of influence on the decline in the production KPI becomes the action a t
- the production KPI, the equipment status of each production device 101, and the processing status of each work become the state s t
- the best action a t in the state s t at time t is learned. do.
- the update formula expressed by equation (1) is such that if the action value Q of action a with the highest Q value at time t+1 is greater than the action value Q of action a executed at time t, the action value Q is increased. However, in the opposite case, the action value Q is decreased.
- the update formula expressed by equation (1) updates the action value function Q(s, a) so that the action value Q of action a at time t approaches the best action value at time t+1. do. As a result, the best action value in a certain environment will be successively propagated to the action value in the previous environment.
- the model generation unit 52 when generating a trained model by reinforcement learning, includes a reward calculation unit 53 and a function update unit 54.
- the remuneration calculation unit 53 calculates remuneration based on the degree of influence on the decline of the production KPI, the production KPI, the device status of each production device 101, and the processing status of each workpiece.
- the remuneration calculation unit 53 calculates the remuneration r based on the difference between the theoretical value of the production KPI and the true value of the production KPI.
- the reward r is increased (for example, a reward of "1" is given), and on the other hand, the theoretical value of the production KPI and the true value of the production KPI are If the difference from the value increases, the reward r is reduced (for example, a reward of "-1" is given).
- the theoretical value of the production KPI is the value of the production KPI calculated by 100% - ⁇ (degree of influence on the decline in the production KPI x duration of the stoppage factor).
- ⁇ degree of influence on decrease in production KPI ⁇ duration time of stoppage factor
- ⁇ degree of influence on decrease in production KPI ⁇ duration time of stoppage factor
- the true value of the production KPI is the value itself of the production KPI calculated from the device data shown in FIG. 3, for example. It should be noted that which value to adopt as the definition of the production KPI may be selected appropriately depending on the operation mode of each production site.
- the function update unit 54 updates the function for determining the degree of influence on the decline in production KPI in the input state according to the remuneration calculated by the remuneration calculation unit 53, and stores the function as a trained model in the learned model storage unit 70. Output to.
- the function updating unit 54 uses the action value function Q (s t , a t ) expressed by equation (1) to calculate the degree of influence on the decline in the production KPI in the input state. used as a function of
- the model generation unit 52 repeatedly performs the learning described above.
- the learned model storage unit 70 stores the action value function Q(s t , a t ) updated by the function update unit 54, that is, the learned model.
- FIG. 9 is a flowchart showing the processing procedure of learning processing by the learning device 50 according to the third embodiment.
- step S310 the data acquisition unit 51 acquires the degree of influence on the decline in the production KPI, the production KPI, the device status of each production device 101, and the processing status of each workpiece as learning data.
- step S320 the model generation unit 52 calculates remuneration based on the degree of influence on the decline in the production KPI, the production KPI, the device status of each production device 101, and the processing status of each workpiece.
- the remuneration calculation unit 53 obtains the degree of influence on the decline in the production KPI, the production KPI, the equipment status of each production device 101, and the processing status of each workpiece, and calculates a predetermined theoretical value of the production KPI. Based on the difference between the actual value of the production KPI and the true value of the production KPI, it is determined whether to increase or decrease the compensation.
- step S320 the difference between the theoretical value of the production KPI and the true value of the production KPI decreases
- step S330 the remuneration calculation unit 53 increases the remuneration when the remuneration increase criterion is satisfied due to a decrease in the difference between the theoretical value of the production KPI and the true value of the production KPI.
- the remuneration calculation unit 53 determines that the remuneration should be reduced (step S320, the difference between the theoretical value of the production KPI and the true value of the production KPI increases), it reduces the remuneration in step S340. That is, the remuneration calculation unit 53 reduces the remuneration when the remuneration reduction criterion is satisfied due to an increase in the difference between the theoretical value of the production KPI and the true value of the production KPI.
- step S350 the function updating unit 54 updates the action value function Q(s t , a t ) to update.
- the learning device 50 repeatedly performs the steps from step S310 to step S350, and stores the generated action value function Q(s t , a t ) in the learned model storage unit 70 as a learned model.
- Step S310 can be said to be a data acquisition step.
- Steps S320 to S350 can be said to be model generation steps.
- the learning device 50 repeatedly performs the above data acquisition step and model generation step, and generates the action value function Q(s t , a t ) expressed by equation (1) stored in the learned model storage unit 70. is updated and stored in the learned model storage section 70.
- the learned model is stored in the learned model storage unit 70 provided outside the learning device 50.
- the learned model storage unit 70 is It may be placed inside.
- important performance evaluation of the cause of the stoppage is performed based on the important performance evaluation indicators of the production line, the equipment status of multiple production equipment, and the processing status of the workpiece processed by the production equipment.
- a learning device is realized that includes a model generation unit that generates a trained model for inferring the degree of influence on index decline.
- important performance evaluation of the cause of the stoppage is performed based on the important performance evaluation indicators of the production line, the equipment status of multiple production equipment, and the processing status of the workpiece processed by the production equipment.
- a method for generating a trained model is implemented, which includes a model generation step of generating a trained model for inferring the degree of influence on index decline.
- the learning device 50 by performing a new data acquisition step of acquiring new learning data and performing a new model generation step using the new learning data, A learned model generation method for updating the model is implemented.
- the important performance evaluation indicators of the production line, the equipment status of the plurality of production devices, and the equipment status of the plurality of production devices for a production system that analyzes the stoppage factors of a production line including a plurality of production devices.
- learning data including the machining status of workpieces processed by production equipment, key performance evaluation indicators, the equipment status of multiple production equipment, and the degree of influence of stoppage factors on the decline of key performance evaluation indicators in workpiece processing status;
- a trained model is generated by performing machine learning using be done.
- FIG. 10 is a diagram showing the configuration of an inference device 60 according to the third embodiment.
- the inference device 60 is a computer that uses a learned model to infer the degree of influence on a decrease in production KPI.
- the inference device 60 includes a data acquisition section 61 and an inference section 62.
- the data acquisition unit 61 acquires the production KPI, the device status of each production device 101, and the processing status of each workpiece from the production system 10 that analyzes the cause of the stoppage of the production line 20 including a plurality of production devices 101.
- the inference unit 62 uses the learned model stored in the learned model storage unit 70 to infer the degree of influence on the decline in the production KPI in the input state. That is, the inference unit 62 inputs the production KPIs acquired by the data acquisition unit 61, the equipment status of each production device 101, and the processing status of each workpiece into this trained model, thereby determining the input production KPIs and each production It is possible to infer the degree of influence on the decline in production KPI that is appropriate for the device status of the device 101 and the processing status of each workpiece.
- the inference device 60 uses the learned model learned by the model generation unit 52 for the production system 10 connected to the production line 20 to output the degree of influence on the decline in the production KPI.
- the inference device 60 may acquire a trained model that has been trained for another production system connected to another production line. In this case, the inference device 60 outputs the degree of influence on the decline in the production KPI using the learned model learned for other production systems connected to other production lines.
- FIG. 11 is a flowchart showing a procedure for inference processing by the inference device 60 according to the third embodiment.
- step S410 the data acquisition unit 61 acquires each data of the production KPI, the device status of each production device 101, and the processing status of each workpiece as inference data.
- step S420 the inference unit 62 inputs each data of the production KPI, the equipment status of each production equipment 101, and the processing status of each workpiece into the learned model stored in the learned model storage unit 70, and inputs The degree of influence on the decline of production KPI corresponding to the information obtained is obtained.
- the degree of influence on the decrease in the production KPI obtained here is output as the degree of influence on the decrease on the production KPI for each of the plurality of stop factors. For example, stoppage factor A reduced the production KPI by P%, stoppage factor B reduced the production KPI by Q%, and so on. Output.
- the unit of influence on the decline in production KPI is not limited to "%".
- the degree of influence on the decrease in production KPI is as follows: If the number of units produced is the production KPI, stop factor A decreased the number of production by R units, stop factor B decreased the number of produced units by S units, etc.
- the unit may be the number of pieces.
- the inference unit 62 outputs the obtained degree of influence on the decline in the production KPI to the output unit 400 of the production system 10.
- step S430 the output unit 400 of the production system 10 outputs the degree of influence on the decrease in the production KPI sent from the inference unit 62, that is, displays the degree of influence on the decrease in the production KPI. Notify workers of the impact on the decline in production KPIs.
- each production device 101 processes the workpiece under operating conditions of the production device 101 that improve the production KPI of the production line 20. That is, workers at the production site check the degree of influence on the decline in the production KPI displayed on the output unit 400, perform improvement activities to improve the production KPI of the production line 20, and improve the production KPI of the production line 20. Improved operating conditions, which are operating conditions of the production equipment 101 to be improved, are determined, and the determined improved operating conditions are set for each production equipment 101. Each production device 101 processes a workpiece under newly set improved operating conditions for the production device 101 that improve the production KPI of the production line 20.
- the inference device 60 from a production system that analyzes the cause of a stoppage of a production line including a plurality of production devices, important performance evaluation indicators of the production line, equipment status of the plurality of production devices, A data acquisition unit that acquires the processing status of the workpiece processed by the production equipment, important performance evaluation indicators of the production line, equipment status of multiple production equipment, and processing status of the workpiece processed by the production equipment.
- stoppages are determined based on the key performance indicators, equipment status of multiple production equipment, and workpiece processing status acquired by the data acquisition unit.
- An inference device is realized that includes an inference unit that outputs the degree of influence of a factor on a decline in a key performance evaluation index.
- the inference device 60 automatically determines the degree of influence of the cause of the stoppage on the decline in the production KPI in response to the stoppage status of each production device 101. can be presented to production site workers or managers. Then, the efficiency of the production line improvement activities is increased by the workers at the production site proceeding with improvement activities with reference to the degree of influence of the stoppage factors of the production equipment 101 on the decline in the production KPI.
- the third embodiment describes a case where reinforcement learning is applied to the learning algorithm used by the inference unit 62
- the learning algorithm is not limited to reinforcement learning.
- the learning algorithm used by the inference unit 62 in addition to reinforcement learning, supervised learning, unsupervised learning, semi-supervised learning, etc. can also be applied.
- model generation unit 52 may also perform machine learning according to other known methods, such as neural networks, genetic programming, functional logic programming, support vector machines, and the like.
- the learning device 50 and the reasoning device 60 may be separate devices from the production system 10, for example, connected to the production system 10 via a network such as the Internet. Further, the learning device 50 and the inference device 60 may be built into the production system 10. Furthermore, the learning device 50 and the inference device 60 may exist on a cloud server.
- the model generation unit 52 may use learning data acquired from a plurality of production systems 10 to learn the degree of influence on the decline of the production KPI in the input state.
- the model generation unit 52 may acquire learning data from multiple production systems 10 used in the same area, or may acquire learning data collected from multiple production systems 10 that operate independently in different areas.
- the degree of influence on the decline in the production KPI in the input state may be learned using the input data.
- the production system 10 that collects learning data may be added to the target during the process, or it can be removed from the target.
- the learning device 50 that has learned the degree of influence on the decline of production KPI in a state input to a certain production system 10 is applied to another production system 10, and the learning device 50 is applied to another production system 10.
- the degree of influence on the decline in the production KPI in the input state may be re-learned and updated.
- the hardware configurations of the learning device 50 and the inference device 60 will be explained. Since the learning device 50 and the inference device 60 have similar hardware configurations, the hardware configuration of the learning device 50 will be described here.
- the learning device 50 is realized by a processing circuit.
- the processing circuit may be a processor and memory that executes a program stored in the memory, or may be dedicated hardware such as a dedicated circuit.
- the processing circuit is also called a control circuit.
- FIG. 12 is a diagram illustrating a configuration example of a processing circuit in the case where the processing circuit included in the learning device 50 according to the third embodiment is implemented by a processor and a memory.
- a processing circuit 90 shown in FIG. 12 is a control circuit and includes a processor 91 and a memory 92.
- each function of the processing circuit 90 is realized by software, firmware, or a combination of software and firmware.
- Software or firmware is written as a program and stored in memory 92.
- each function is realized by a processor 91 reading and executing a program stored in a memory 92.
- the processing circuit 90 includes a memory 92 for storing a program by which the processing of the learning device 50 is eventually executed.
- This program can also be said to be a program for causing the learning device 50 to execute each function realized by the processing circuit 90.
- This program may be provided by a storage medium in which the program is stored, or may be provided by other means such as a communication medium.
- the above program can also be said to be a program that causes the learning device 50 to execute the learning process.
- the processor 91 is, for example, a CPU (Central Processing Unit), a processing device, an arithmetic device, a microprocessor, a microcomputer, or a DSP (Digital Signal Processor).
- the processor 91 is included in a PC (Personal Computer) or PLC.
- PLC is also called a sequencer.
- the memory 92 may be a nonvolatile or volatile memory such as RAM (Random Access Memory), ROM (Read Only Memory), flash memory, EPROM (Erasable Programmable ROM), or EEPROM (registered trademark) (Electrically EPROM).
- RAM Random Access Memory
- ROM Read Only Memory
- flash memory EPROM (Erasable Programmable ROM), or EEPROM (registered trademark) (Electrically EPROM).
- EPROM Erasable Programmable ROM
- EEPROM registered trademark
- FIG. 13 is a diagram illustrating an example of a processing circuit in a case where the processing circuit included in the learning device 50 according to the third embodiment is configured with dedicated hardware.
- the processing circuit 93 shown in FIG. 13 is, for example, a single circuit, a composite circuit, a programmed processor, a parallel programmed processor, an ASIC (Application Specific Integrated Circuit), an FPGA (Field Programmable Gate Array), or a combination of these. applicable.
- a part may be realized by dedicated hardware, and a part may be realized by software or firmware. In this way, the processing circuit 93 can realize each of the above functions using dedicated hardware, software, firmware, or a combination thereof.
- production performance acquisition unit 201 device status acquisition unit 202
- production KPI calculation unit 301 production KPI calculation unit 301
- stoppage factor calculation unit 302 also have the hardware configurations described in FIGS. 12 and 13.
- Embodiment 4 a case will be described in which the overall system 1 according to Embodiment 1 described above includes a corresponding worker suggestion section 500.
- FIG. 14 is a diagram showing the configuration of an overall system 1 having a corresponding worker suggestion section 500 according to the fourth embodiment.
- the corresponding worker suggestion unit 500 is located below the data calculation unit 300 in the overall system 1, and the change rate of the value of the line stoppage factor calculated by the stoppage factor calculation unit 302 of the data calculation unit 300 is set to a preset threshold.
- the corresponding worker suggestion unit 500 includes a current stoppage factor grasping unit 501, a worker position information acquisition unit 502, and a corresponding worker determining unit 503.
- the corresponding worker suggestion unit 500 is configured by, for example, a computing device such as a personal computer or a programmable logic controller, and a storage medium such as a database. Further, the corresponding worker suggestion unit 500 includes information acquisition equipment such as an overhead camera and a beacon receiver.
- the corresponding worker suggestion unit 500 also includes a communication unit (not shown) that communicates with the data acquisition unit 200 and the output unit 400.
- the current stoppage factor grasping unit 501 detects at any time changes in the degree of influence of line stoppage factors on the decline of the key performance evaluation indicators.
- the current stoppage factor grasping unit 501 acquires the line stoppage factor value from the stoppage factor calculation unit 302 of the data calculation unit 300 for the plurality of production devices 101, and the rate of change in the value of the line stoppage factor exceeds a preset threshold.
- the line stoppage cause is determined to be the stoppage cause to be removed.
- the threshold value is a threshold value used by the current stoppage factor grasping unit 501 to determine the stoppage factor to be removed by comparing it with the rate of change in the value of the line stoppage factor.
- the current stoppage factor grasp unit 501 calculates the value (%) of each line stoppage factor calculated by the stoppage factor calculation unit 302 of the data calculation unit 300 for the plurality of production devices 101 of the production line 20 at a predetermined period. It has a function of monitoring the rate of change in the value of the line stoppage factor obtained from the stoppage factor calculation unit 302. That is, the current stoppage factor grasping unit 501 has a function of always knowing the current line stoppage factor of each production device 101 at the production site.
- the current stoppage factor grasping unit 501 determines that the line stoppage factor needs to be removed. That is, when the rate of change in the value of a line stoppage factor exceeds a preset threshold, the current stoppage factor grasping unit 501 determines that the line stoppage factor is a line stoppage target that is a line stoppage factor that needs to be removed. Determined as a contributing factor.
- the rate of change is a value calculated using an arbitrary time as the denominator and a variation value (%) of the line stoppage factor within the arbitrary time as the numerator. If the rate of change of a line stoppage factor is relatively large compared to the rate of change of other line stoppage factors, the line stoppage factor is currently occurring and the line stoppage factor is not included in the production KPI. It can be said that the impact is relatively large.
- the worker position information acquisition unit 502 determines the positions of a plurality of workers at a production site where a plurality of production devices 101 are installed. That is, the worker position information acquisition unit 502 has a function of determining and storing the position of each worker at the production site where the production line 20 is installed.
- the worker position information acquisition unit 502 includes devices such as an overhead camera installed on the ceiling of the production site and a beacon receiver for acquiring position information of a beacon carried by a worker.
- the worker position information acquisition unit 502 determines and stores the position of each worker at the production site, for example, based on an image from an overhead camera installed on the ceiling of the production site. Further, the worker position information acquisition unit 502 determines and stores the position of each worker at the production site based on, for example, information received by the beacon receiver.
- the corresponding worker determination unit 503 determines the corresponding worker who is responsible for removing the line stoppage factor to be removed, among the plurality of workers present at the production site where the plurality of production devices 101 are installed. In other words, the response worker determination unit 503 determines which worker among the workers at the production site is responsible for the line stoppage factor that is currently detecting the line stoppage factor that is lowering the production KPI. It has the function of determining whether removal should be carried out and making a proposal.
- the corresponding worker determination unit 503 has location information of the production equipment 101 and stoppage factor attribute information.
- the location information of the production equipment 101 is used to calculate the distance between the production equipment 101 and each worker by combining it with the worker location information acquired by the worker location information acquisition unit 502. That is, the corresponding worker determination unit 503 acquires the position information of each worker from the worker position information acquisition unit 502. Then, the corresponding worker determination unit 503 calculates the distance between the production apparatus 101 and each worker based on the position information of each worker and the held position information of the production apparatus 101.
- the stoppage factor attribute information holds as data which production equipment 101 each line stoppage factor belongs to.
- each line stoppage factor is linked to the hat color photographed with an overhead camera and the worker number set on the beacon. That is, the stop cause attribute information includes correspondence information between the hat color and the line stop cause, which indicates which hat color the worker is in charge of for each line stop cause. Further, the stop cause attribute information includes correspondence information between the worker number set in the beacon and the line stop cause, which indicates which worker is in charge of each line stop cause.
- the current stoppage factor grasping unit 501 obtains the value of each line stoppage factor from the data calculation unit 300, and constantly monitors the rate of change in the value of each line stoppage factor. While monitoring the rate of change in the value of the line stoppage factor, the current stoppage factor grasping unit 501 needs to remove the line stoppage factor if the change rate in the value of the line stoppage factor exceeds a preset threshold. It is determined that That is, when the rate of change in the value of a line stoppage factor exceeds a preset threshold, the current stoppage factor grasping unit 501 determines that the line stoppage factor is a line stoppage factor to be removed.
- the corresponding worker determination unit 503 determines in which production equipment 101 the line stoppage cause has occurred for the line stoppage cause that has been determined to need to be removed, that is, for the line stoppage factor to be removed. Identify. That is, the corresponding worker determination unit 503 identifies in which production apparatus 101 the line stoppage factor to be removed has occurred, based on the held stoppage cause attribute information.
- the corresponding worker determination unit 503 identifies a worker who can respond to the removal of the line stoppage cause based on the held stoppage cause attribute information, and for each identified worker, the corresponding worker and the production equipment 101. Calculate the distance to.
- the corresponding worker determining unit 503 obtains information on the position of the worker at the time of calculation from the worker position information acquisition unit 502 and uses it to calculate the distance between the worker and the production apparatus 101 .
- the corresponding worker determination unit 503 determines the worker with the shortest calculated distance as the corresponding worker who should respond to the removal of the line stoppage factor.
- the corresponding worker suggestion unit 500 displays the name of the worker who should respond to the removal of the line stoppage cause on the output unit 400. For example, when the output unit 400 is configured with a large monitor and a wearable device, the corresponding worker suggestion unit 500 can identify the cause of the line stoppage that is occurring and the name of the worker who should respond to the removal of the cause of the line stoppage. Display them side by side. Further, the corresponding worker suggestion unit 500 notifies the worker of an instruction to move to the production equipment 101 where the cause of the stoppage has occurred. Examples of methods for notifying the worker include a method in which the worker's wearable device vibrates in a predetermined pattern, and a method in which the worker's wearable device makes a predetermined sound.
- the line stoppage cause and worker name displayed on the large monitor of the output unit 400 are based on whether the line stoppage cause has been resolved, or if the worker's wearable device indicates that the line stoppage cause cannot be removed. It can be deleted at any timing, such as when the person proposal unit 500 is notified. If the line stoppage factor continues and only the worker's name is deleted from the display on the large monitor, the corresponding worker determination unit 503 removes the worker from the list of workers who should respond to the removal of the line stoppage factor. Perform re-judgment to determine alternative response workers.
- the overall system 1 equipped with such a response worker suggestion unit 500 can automatically suggest a worker to respond to each line stoppage factor that deteriorates the production KPI at any time. It becomes possible to suppress the duration time.
- a production line analysis system that analyzes stoppage factors on a production line that includes multiple production devices, a production record acquisition unit that acquires equipment data related to the production history of each of the production equipment from the plurality of production equipment; an equipment status acquisition unit that acquires equipment data including equipment status for each of the production equipment from the plurality of production equipment; an important performance evaluation indicator calculation unit that calculates the value of an important performance evaluation index that is a criterion for determining whether the operating status of the production line is good or bad based on equipment data related to the production history of each of the production equipment; a stoppage factor calculation unit that calculates values of the plurality of stoppage factors that influence a decrease in the key performance evaluation indicators based on equipment data including the equipment status of each of the production equipment; an output unit that displays the value of the key performance evaluation index and the value of the stoppage factor; Equipped with The stop factor calculation unit calculates the value of the important performance evaluation index and the value of the stop factor as values per unit time for the same value of the same type of time related to production on
- the production line analysis system according to appendix 1 characterized by: (Additional note 3)
- the output unit displays the value of the stoppage factor and the value of the unaggregated stoppage factor on the same graph
- the output unit displays the value of the important performance evaluation index, the value of the stoppage factor, and the value of the unaggregated stoppage factor on the same graph
- the production line analysis system according to appendix 2 characterized by: (Appendix 5)
- the equipment data related to the production history of each production equipment is equipment identification information for identifying the production equipment; Workpiece identification information for identifying the workpiece processed by the production device; a time when processing of the workpiece by the production device starts; a time when processing of the workpiece by the production device ends; pass/fail information indicating whether processing of the workpiece by the production device was successful or unsuccessful; including;
- the equipment data including the equipment status of each production equipment is equipment identification information for
- a decrease in the key performance evaluation index of the cause of the stoppage is determined based on the key performance evaluation index of the production line, the equipment status of the plurality of production devices, and the machining status of the workpieces processed by the production device.
- a model generation unit that generates a trained model for inferring the degree of influence on the A learning device comprising: (Appendix 11) From a production line analysis system that analyzes the causes of stoppage of a production line that includes multiple production devices, the important performance evaluation indicators of the production line, the equipment status of the multiple production devices, and the information on the workpieces processed by the production devices are acquired.
- An inference section that outputs An inference device comprising:
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Quality & Reliability (AREA)
- General Factory Administration (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024524179A JP7714130B2 (ja) | 2022-06-01 | 2023-03-06 | 生産システム、生産ライン分析方法、学習装置、推論装置、学習済モデルおよび学習済モデルの生成方法 |
| CN202380042689.1A CN119278417A (zh) | 2022-06-01 | 2023-03-06 | 生产系统、生产线分析方法、学习装置、推理装置、学习完毕模型以及学习完毕模型的生成方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022089802 | 2022-06-01 | ||
| JP2022-089802 | 2022-06-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023233745A1 true WO2023233745A1 (ja) | 2023-12-07 |
Family
ID=89026068
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/008392 Ceased WO2023233745A1 (ja) | 2022-06-01 | 2023-03-06 | 生産システム、生産ライン分析方法、学習装置、推論装置、学習済モデルおよび学習済モデルの生成方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7714130B2 (https=) |
| CN (1) | CN119278417A (https=) |
| WO (1) | WO2023233745A1 (https=) |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5808605B2 (ja) * | 2011-08-17 | 2015-11-10 | 株式会社日立製作所 | 異常検知・診断方法、および異常検知・診断システム |
| JP2016170460A (ja) * | 2015-03-11 | 2016-09-23 | 株式会社日立産機システム | 生産管理システム及び生産管理方法 |
| WO2017029912A1 (ja) * | 2015-08-20 | 2017-02-23 | 三菱重工業株式会社 | 生産設備、生産設備の設計方法、並びに生産設備の制御方法及び製造方法 |
| WO2017163629A1 (ja) * | 2016-03-25 | 2017-09-28 | 日本電気株式会社 | 情報処理装置、その制御方法および制御プログラム |
| JP6364800B2 (ja) * | 2014-02-10 | 2018-08-01 | オムロン株式会社 | 監視装置及び監視方法 |
| JP2019159728A (ja) * | 2018-03-12 | 2019-09-19 | 株式会社リコー | 診断装置、診断方法およびプログラム |
| WO2021059291A1 (en) * | 2019-09-27 | 2021-04-01 | Tata Consultancy Services Limited | Method and system for identification and analysis of regime shift |
| JP6856139B2 (ja) * | 2017-11-10 | 2021-04-07 | 日本電気株式会社 | 指標算出装置、指標算出方法、及び、指標算出プログラム |
| JP6915279B2 (ja) * | 2017-01-12 | 2021-08-04 | 富士通株式会社 | 作業者割当て装置、作業者割当て方法及び作業者割当てプログラム |
| JP2021114116A (ja) * | 2020-01-17 | 2021-08-05 | パナソニックIpマネジメント株式会社 | 設備制御システム、制御方法、及びプログラム |
| JP6961850B1 (ja) * | 2021-03-01 | 2021-11-05 | 株式会社日立製作所 | 稼働監視装置、及び稼働監視方法 |
| JP2022014574A (ja) * | 2020-07-07 | 2022-01-20 | 株式会社日立製作所 | 作業指示装置、作業指示システムおよび作業指示方法 |
| JP2022032622A (ja) * | 2020-08-13 | 2022-02-25 | 株式会社日立製作所 | データ処理装置、データ処理方法、およびデータ処理プログラム |
| JP7071563B1 (ja) * | 2021-02-16 | 2022-05-19 | 株式会社Social Area Networks | 作業実績管理システム及び作業実績管理方法 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000252180A (ja) * | 1999-02-25 | 2000-09-14 | Matsushita Electric Ind Co Ltd | 加工プロセスにおける異常の抽出方法及びその装置 |
| JP4742738B2 (ja) * | 2005-08-18 | 2011-08-10 | トヨタ自動車株式会社 | 生産ライン内のボトルネック生産工程を探索する方法と装置 |
| JP5960029B2 (ja) * | 2012-10-31 | 2016-08-02 | 住友重機械工業株式会社 | 異常原因特定システム |
| JP2015185120A (ja) * | 2014-03-26 | 2015-10-22 | 株式会社Nttファシリティーズ | 情報処理装置、情報処理方法、およびプログラム |
| JP6613853B2 (ja) * | 2015-12-01 | 2019-12-04 | オムロン株式会社 | 管理システムおよび管理プログラム |
| JP7133775B2 (ja) * | 2017-07-14 | 2022-09-09 | パナソニックIpマネジメント株式会社 | 表示装置、製造システム及び表示方法 |
| JP7466197B2 (ja) * | 2018-06-11 | 2024-04-12 | パナソニックIpマネジメント株式会社 | 異常解析装置、製造システム、異常解析方法及びプログラム |
| WO2020149198A1 (ja) * | 2019-01-15 | 2020-07-23 | Jfeスチール株式会社 | 解析システム及び解析方法 |
| US11983072B2 (en) * | 2019-01-16 | 2024-05-14 | Nec Corporation | Estimation apparatus, estimation method, and computer-readable storage medium |
| CN113424119A (zh) * | 2019-02-13 | 2021-09-21 | 松下知识产权经营株式会社 | 作业效率评价方法、作业效率评价装置以及程序 |
| JP6957669B2 (ja) * | 2019-09-04 | 2021-11-02 | 株式会社東芝 | 可視化システム |
| JP7438723B2 (ja) * | 2019-11-15 | 2024-02-27 | 株式会社日立製作所 | 製造プロセスの適正化システムおよびその方法 |
| CN113454661A (zh) * | 2019-11-29 | 2021-09-28 | 京东方科技集团股份有限公司 | 产品不良成因分析的系统和方法、计算机可读介质 |
| JP2021149727A (ja) * | 2020-03-23 | 2021-09-27 | 本田技研工業株式会社 | 要因分析装置および要因分析方法 |
| JP7233106B2 (ja) * | 2020-04-24 | 2023-03-06 | 武州工業株式会社 | 生産情報管理方法、生産情報管理システム、及び、生産方法 |
| JP7419955B2 (ja) * | 2020-04-27 | 2024-01-23 | 横河電機株式会社 | データ解析システム、データ解析方法、およびプログラム |
| JP7507596B2 (ja) * | 2020-05-08 | 2024-06-28 | 株式会社日立製作所 | 生産性改善支援システム及び生産性改善支援方法 |
| JP2021189466A (ja) * | 2020-05-25 | 2021-12-13 | 株式会社日立製作所 | 要因推定システムおよび装置 |
| WO2021240845A1 (ja) * | 2020-05-27 | 2021-12-02 | パナソニックIpマネジメント株式会社 | データ分析装置及び方法 |
| JP7526035B2 (ja) * | 2020-05-27 | 2024-07-31 | 株式会社日立製作所 | 生産工程改善支援装置、及び生産工程改善支援方法 |
| JP7094325B2 (ja) * | 2020-05-29 | 2022-07-01 | 株式会社日立製作所 | 製造管理支援システム及び方法 |
| JP7457601B2 (ja) * | 2020-08-12 | 2024-03-28 | 株式会社日立製作所 | 要因推定装置、要因推定システムおよびプログラム |
| CN115917458A (zh) * | 2020-08-26 | 2023-04-04 | 三菱电机株式会社 | 数据处理装置、数据处理方法及数据处理程序 |
| JP7429623B2 (ja) * | 2020-08-31 | 2024-02-08 | 株式会社日立製作所 | 製造条件設定自動化装置及び方法 |
| JP7556239B2 (ja) * | 2020-09-04 | 2024-09-26 | 株式会社プロテリアル | コンピュータプログラム、不良要因分析方法及び不良要因分析装置 |
| JP7603626B2 (ja) * | 2022-01-06 | 2024-12-20 | Ckd株式会社 | シート製品生産ラインの解析システム |
-
2023
- 2023-03-06 CN CN202380042689.1A patent/CN119278417A/zh active Pending
- 2023-03-06 JP JP2024524179A patent/JP7714130B2/ja active Active
- 2023-03-06 WO PCT/JP2023/008392 patent/WO2023233745A1/ja not_active Ceased
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5808605B2 (ja) * | 2011-08-17 | 2015-11-10 | 株式会社日立製作所 | 異常検知・診断方法、および異常検知・診断システム |
| JP6364800B2 (ja) * | 2014-02-10 | 2018-08-01 | オムロン株式会社 | 監視装置及び監視方法 |
| JP2016170460A (ja) * | 2015-03-11 | 2016-09-23 | 株式会社日立産機システム | 生産管理システム及び生産管理方法 |
| WO2017029912A1 (ja) * | 2015-08-20 | 2017-02-23 | 三菱重工業株式会社 | 生産設備、生産設備の設計方法、並びに生産設備の制御方法及び製造方法 |
| WO2017163629A1 (ja) * | 2016-03-25 | 2017-09-28 | 日本電気株式会社 | 情報処理装置、その制御方法および制御プログラム |
| JP6915279B2 (ja) * | 2017-01-12 | 2021-08-04 | 富士通株式会社 | 作業者割当て装置、作業者割当て方法及び作業者割当てプログラム |
| JP6856139B2 (ja) * | 2017-11-10 | 2021-04-07 | 日本電気株式会社 | 指標算出装置、指標算出方法、及び、指標算出プログラム |
| JP2019159728A (ja) * | 2018-03-12 | 2019-09-19 | 株式会社リコー | 診断装置、診断方法およびプログラム |
| WO2021059291A1 (en) * | 2019-09-27 | 2021-04-01 | Tata Consultancy Services Limited | Method and system for identification and analysis of regime shift |
| JP2021114116A (ja) * | 2020-01-17 | 2021-08-05 | パナソニックIpマネジメント株式会社 | 設備制御システム、制御方法、及びプログラム |
| JP2022014574A (ja) * | 2020-07-07 | 2022-01-20 | 株式会社日立製作所 | 作業指示装置、作業指示システムおよび作業指示方法 |
| JP2022032622A (ja) * | 2020-08-13 | 2022-02-25 | 株式会社日立製作所 | データ処理装置、データ処理方法、およびデータ処理プログラム |
| JP7071563B1 (ja) * | 2021-02-16 | 2022-05-19 | 株式会社Social Area Networks | 作業実績管理システム及び作業実績管理方法 |
| JP6961850B1 (ja) * | 2021-03-01 | 2021-11-05 | 株式会社日立製作所 | 稼働監視装置、及び稼働監視方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023233745A1 (https=) | 2023-12-07 |
| CN119278417A (zh) | 2025-01-07 |
| JP7714130B2 (ja) | 2025-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11403160B2 (en) | Fault predicting system and fault prediction method | |
| US11521105B2 (en) | Machine learning device and machine learning method for learning fault prediction of main shaft or motor which drives main shaft, and fault prediction device and fault prediction system including machine learning device | |
| US20190171168A1 (en) | Computer-implemented method and system for automatically monitoring and determining the status of entire process sections in a process unit | |
| US20170169342A1 (en) | System and method for diagnosing at least one component requiring maintenance in an appliance and/or installation | |
| CN101256404A (zh) | 工业机器人的动态维护计划 | |
| TWI756628B (zh) | 營運評估裝置、營運評估方法、及程式 | |
| JP6702297B2 (ja) | プロセスの異常状態診断方法および異常状態診断装置 | |
| WO2020166236A1 (ja) | 作業効率評価方法、作業効率評価装置、及びプログラム | |
| JP2004165216A (ja) | 生産管理方法および生産管理装置 | |
| JP6711323B2 (ja) | プロセスの異常状態診断方法および異常状態診断装置 | |
| JP2009086896A (ja) | コンピュータの障害予測システムおよび障害予測方法 | |
| JP7595512B2 (ja) | 生産ライン分析システム、生産ライン分析方法、学習装置、および推論装置 | |
| JP6579163B2 (ja) | プロセスの状態診断方法及び状態診断装置 | |
| JPWO2020157927A1 (ja) | 診断システムおよび診断方法 | |
| JP2021068038A (ja) | 性能診断システム及びその応用システム | |
| JP7339861B2 (ja) | 故障確率評価システム | |
| JP6762443B1 (ja) | 学習モデル生成装置、推定装置、学習モデル生成方法および推定方法 | |
| JP7714130B2 (ja) | 生産システム、生産ライン分析方法、学習装置、推論装置、学習済モデルおよび学習済モデルの生成方法 | |
| JP6885321B2 (ja) | プロセスの状態診断方法及び状態診断装置 | |
| CN120255460A (zh) | 一种陶瓷卡生产数据状态控制方法及系统 | |
| Tham et al. | Model-based and model-free prescriptive maintenance on edge computing nodes | |
| Wolf et al. | Model to assess the economic profitability of predictive maintenance projects | |
| WO2022030061A1 (ja) | 非稼働要因特定装置、方法、及び、プログラム | |
| JP7576766B2 (ja) | 異常判定方法及び生産管理システム | |
| Lewandowski et al. | Maintenance work order based on Event-Driven information of Condition-Monitoring systems—a genetic algorithm for scheduling and rescheduling of dynamic maintenance orders |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23815507 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024524179 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380042689.1 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380042689.1 Country of ref document: CN |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23815507 Country of ref document: EP Kind code of ref document: A1 |