WO2023233745A1 - Production system, production line analysis method, learning device, inference device, learned model, and learned model generation method - Google Patents
Production system, production line analysis method, learning device, inference device, learned model, and learned model generation method Download PDFInfo
- Publication number
- WO2023233745A1 WO2023233745A1 PCT/JP2023/008392 JP2023008392W WO2023233745A1 WO 2023233745 A1 WO2023233745 A1 WO 2023233745A1 JP 2023008392 W JP2023008392 W JP 2023008392W WO 2023233745 A1 WO2023233745 A1 WO 2023233745A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- production
- equipment
- stoppage
- value
- status
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 778
- 238000000034 method Methods 0.000 title claims description 65
- 238000004458 analytical method Methods 0.000 title claims description 37
- 238000004364 calculation method Methods 0.000 claims abstract description 110
- 230000007423 decrease Effects 0.000 claims abstract description 87
- 238000012545 processing Methods 0.000 claims description 124
- 238000011156 evaluation Methods 0.000 claims description 85
- 230000008569 process Effects 0.000 claims description 41
- 238000003754 machining Methods 0.000 claims description 18
- 230000008859 change Effects 0.000 claims description 16
- 230000002950 deficient Effects 0.000 claims description 9
- 238000010801 machine learning Methods 0.000 claims description 4
- 230000008685 targeting Effects 0.000 claims description 2
- 239000000725 suspension Substances 0.000 claims 3
- 230000006870 function Effects 0.000 description 33
- 230000009471 action Effects 0.000 description 25
- 238000010586 diagram Methods 0.000 description 20
- 238000003860 storage Methods 0.000 description 14
- 230000002787 reinforcement Effects 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 230000006872 improvement Effects 0.000 description 7
- 238000004891 communication Methods 0.000 description 6
- 230000004044 response Effects 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 4
- 230000003247 decreasing effect Effects 0.000 description 4
- 230000002159 abnormal effect Effects 0.000 description 3
- 230000006399 behavior Effects 0.000 description 3
- 238000012806 monitoring device Methods 0.000 description 3
- 238000012544 monitoring process Methods 0.000 description 3
- 108090000056 Complement factor B Proteins 0.000 description 2
- 102000003712 Complement factor B Human genes 0.000 description 2
- 230000003542 behavioural effect Effects 0.000 description 2
- 238000011002 quantification Methods 0.000 description 2
- 108010074864 Factor XI Proteins 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000013528 artificial neural network Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000013135 deep learning Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000002068 genetic effect Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 238000012706 support-vector machine Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images












Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS], computer integrated manufacturing [CIM]
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B23/00—Testing or monitoring of control systems or parts thereof
- G05B23/02—Electric testing or monitoring
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Definitions
- the present disclosure relates to a production system that analyzes production line stoppage factors, a production line analysis method, a learning device, an inference device, a learned model, and a method for generating a learned model.
- KPIs Key Performance Indicators
- Patent Document 1 discloses that, in response to a time period in which the production KPI has decreased, problem events in times around the time period are selected, and the selected problem events are displayed on an operating state transition screen of a display.
- An operating state monitoring device that performs operations on contents is disclosed.
- the operating state monitoring device described in Patent Document 1 the relationship between production KPIs and stoppage factors is only shown on a screen using the time axis as a comparison standard. For this reason, the operating state monitoring device described in Patent Document 1 is capable of quantitatively determining how much each stoppage factor has reduced the production KPI in a production line where multiple problem events occur simultaneously. The problem was that it was not possible. This problem is a factor that deteriorates the efficiency of improvement activities to improve production KPIs.
- the present disclosure has been made in view of the above, and aims to provide a production system that can quantify and present multiple stoppage factors that reduce the production KPI of a production line.
- a production system that analyzes the factors that cause a production line that includes a plurality of production devices to stop.
- the production system includes a production record acquisition unit that acquires equipment data related to the production history of each production equipment from multiple production equipment, and a device that acquires equipment data including the equipment status of each production equipment from multiple production equipment.
- a status acquisition unit an important performance evaluation indicator calculation unit that calculates the value of an important performance evaluation indicator that is a criterion for determining whether the operating status of a production line is good or bad, based on equipment data related to the production history of each production equipment, and a production equipment an outage factor calculation unit that calculates the values of multiple outage factors that affect a decrease in key performance evaluation indicators based on equipment data including the equipment status of each device; and an output section that displays.
- the stop factor calculation unit calculates the value of the important performance evaluation index and the value of the stop factor as a value per unit time for the same value of the same type of time related to production on the production line, and calculates the equipment status of each production equipment. Calculate the value of the unaggregated stoppage factor for which the value of the stoppage factor has not been calculated based on the device data including.
- Flowchart showing the processing procedure of operation status analysis processing by the production system according to the first embodiment A diagram illustrating an example of a first table in which device data used to calculate availability rate, which is a production KPI, in the production system according to the first embodiment is stored.
- FIG. 1 A diagram showing the configuration of a learning device according to Embodiment 3 Flowchart showing the processing procedure of learning processing by the learning device according to Embodiment 3 A diagram showing the configuration of an inference device according to Embodiment 3 Flowchart showing the processing procedure of inference processing by the inference device according to the third embodiment A diagram showing an example of the configuration of a processing circuit when the processing circuit included in the learning device according to Embodiment 3 is implemented by a processor and memory. A diagram showing an example of a processing circuit in a case where the processing circuit included in the learning device according to Embodiment 3 is configured with dedicated hardware. A diagram showing the configuration of an entire system having a corresponding worker suggestion unit according to Embodiment 4
- FIG. 1 is a diagram showing the configuration of an overall system 1 including a production system 10 according to the first embodiment.
- the overall system 1 includes a production line 20 and a production system 10.
- the production system 10 has a function as a production line analysis system, which is a system that analyzes line stoppage factors that are the stoppage factors of the production line 20 in which a plurality of production devices 101 are connected.
- the production system 10 collects equipment data, which is information on the operation of the production equipment 101, from the production equipment 101 that constitutes the production line 20, and analyzes line stoppage factors, which are the causes of the stoppage of the production line 20, based on the equipment data. do.
- the line stoppage factor corresponds to a factor that caused the production equipment 101 to stop, and is a factor that affects a decrease in the production KPI of the production line 20.
- the line stoppage factor may be described as a stoppage factor of the production apparatus 101, a stoppage factor, or simply a factor.
- the production system 10 includes a data acquisition section 200 and a data calculation section 300.
- the production line 20 is an example of a production line in which a plurality of connected production devices 101 sequentially process workpieces (not shown). A plurality of production devices 101 in the production line 20 are connected. Therefore, the production capacity of the production line 20 decreases if even one production device 101 stops.
- FIG. 1 shows a case where the production devices 101 are lined up one by one in a row
- the production devices 101 may be arranged so that the arrangement of the production devices 101 branches in the middle.
- the N-th production device 101 N is a natural number
- the second production apparatus 101 may be directly connected to each other.
- the connection between the production devices 101 in Embodiment 1 is not limited to the case where the production devices 101 are physically connected by a free flow conveyor, etc.; This also includes a case where the transport of workpieces between the production devices 101 is systematically connected by a vehicle) or manually.
- the production equipment 101 is a variety of production equipment that processes workpieces.
- the production device 101 is exemplified by a soldering device, a coating device, a case assembly device, a screw tightening device, an image inspection device, and the like.
- Each production device 101 has a production device control section 1011 that controls the production device 101.
- the production equipment control unit 1011 manages time information that is time information.
- the production equipment control unit 1011 holds, as time information, time data indicating the start time and end time of the workpiece machining in the production equipment 101.
- the processing start time of the workpiece included in the time data is information indicating the date and time when processing of the workpiece in the production apparatus 101 was started, that is, information indicating the date and time when the production apparatus 101 started processing the workpiece.
- the processing end time of the workpiece included in the time data is information indicating the date and time when the processing of the workpiece in the production apparatus 101 was completed, that is, information indicating the date and time when the processing of the workpiece in the production apparatus 101 was completed. Note that the time from the end time of machining of the first workpiece to the time of start of machining of the second workpiece is the waiting time for the start of machining of the second workpiece.
- the production equipment 101 also includes information such as on/off of the sensor, measured values of the sensor, position of the drive shaft, torque of the motor, captured images, display color of the signal tower, reading results of a 2D (Dimensions) code reader, and the device.
- Various information such as the status and the detailed number of the device status is individually held as device data.
- An example of the reading result of the 2D code reader is a work ID (Identification) that identifies the work.
- the device data in the first embodiment is associated with time information.
- the network 102 is a communication network for transmitting various equipment data of the production equipment 101 to the data acquisition unit 200 located above the production line 20 in the overall system 1.
- the network 102 is shown as a solid line for easy understanding, but the network 102 may be a wired connection or a wireless connection.
- the data acquisition unit 200 is located above the production line 20 in the overall system 1 and has a function of acquiring various equipment data of the production equipment 101.
- the data acquisition unit 200 includes, for example, a computing device such as a personal computer or a PLC (Programmable Logic Controller), and a storage medium such as a database.
- the data acquisition unit 200 includes a production performance acquisition unit 201 and a device status acquisition unit 202, which are functional units implemented by a computer.
- the data acquisition unit 200 also includes a communication unit (not shown) that communicates with the production equipment 101 and the data calculation unit 300.
- the production record acquisition unit 201 acquires equipment data related to the production history of the production equipment 101 from the production equipment 101 and stores it.
- the device data related to the production history of the production device 101 is data on the history of workpiece processing, which is acquired when the production device 101 processes the workpiece. That is, the production performance acquisition unit 201 acquires various device data such as workpiece machining start time data, workpiece machining end time data, and workpiece machining pass/fail judgment data as device data related to the production history of the production device 101. , obtained from the production equipment 101.
- Equipment data related to the production history of the production equipment 101 acquired from the production equipment 101 is used to calculate the production KPI of the production line 20.
- the production KPI is an operating index related to production, and is an evaluation index that serves as a criterion for determining whether the operating status of the production line 20 is good or bad. The higher the value of the production KPI, the better the operating status of the production line 20 is.
- the equipment status acquisition unit 202 acquires equipment data related to the equipment history of the production equipment 101 from the production equipment 101 and stores it.
- the device data related to the device history of the production device 101 is data on the history of the state of the production device, which is acquired when the production device 101 processes a workpiece. That is, the device status acquisition unit 202 acquires various device data such as the display color of the signal tower, the operation mode, and other sensor information from the production device 101 as device data related to the device history of the production device 101 .
- the device data related to the device history of the production device 101 acquired from the production device 101 is used to calculate a line stoppage factor that is a stoppage factor of the production line 20 or to analyze the cause of the line stoppage factor.
- the data calculation unit 300 is located above the data acquisition unit 200 in the overall system 1, and has a function of quantifying production KPIs and a function of quantifying line stoppage factors.
- the data calculation unit 300 includes, for example, a calculation device such as a personal computer or a programmable logic controller, and a storage medium such as a database.
- the data calculation unit 300 includes a production KPI calculation unit 301 and a stop factor calculation unit 302. Further, the data calculation section 300 includes a communication section (not shown) that communicates with the data acquisition section 200 and the output section 400.
- the production KPI calculation unit 301 has a function of calculating a production KPI using various device data acquired and stored by the data acquisition unit 200 and quantifying the production KPI. Specifically, the production KPI calculation unit 301 calculates the value of the production KPI using equipment data related to the production history of the production equipment 101 acquired by the production performance acquisition unit 201 of the data acquisition unit 200, and calculates the quantitative value of the production KPI. make changes.
- the production KPI is calculated at a rate with 100% as the ideal state, and both the numerator and denominator in the calculation formula are converted into time.
- the definition formula for the production KPI is "number of non-defective products x line takt/operating time".
- Overall equipment efficiency is a quantification of the extent to which equipment is actually operating relative to a predetermined design efficiency within the equipment's operating schedule.
- Line takt is the time it takes to make one product of the same type. Therefore, the unit of "number of non-defective products x line takt" in the above "number of non-defective products x line takt/operating time" is time. Further, as the line takt, a target line takt, which is a line takt targeted for the production line 20, is used.
- the number of non-defective products is a value obtained by counting information indicating that workpiece processing was successful in the pass/fail determination result of equipment data related to the production history of the production equipment 101 without duplicating work IDs. For example, it is a value obtained by counting the information of "0" in the pass/fail determination result in FIG. 3, which will be described later, without duplicating work IDs.
- the definition formula for the production KPI is "number of processes x line takt/equipment load time".
- the unit of "number of processes x line takt” in “number of processes x line takt/equipment load time” is time.
- Equipment load time is the time during which the equipment must operate, and includes equipment downtime such as failure time and setup time.
- the availability rate represents the operational efficiency of equipment, and is a quantification of the percentage of time that equipment operates normally when it is desired to operate.
- the availability rate is an index that should always be aimed at 100%.
- "number of processes x line tact/equipment load time” "number of processes x line takt" corresponds to the "time during which the equipment operates normally”.
- the stop factor calculation section 302 has a function of quantifying the line stop factor by calculating the value of the line stop factor using various device data acquired and stored by the data acquisition section 200. Specifically, the stoppage factor calculation unit 302 calculates the value of the line stoppage factor using equipment data related to the equipment history of the production equipment 101 acquired by the equipment status acquisition unit 202 of the data acquisition unit 200, and calculates the value of the line stoppage factor. This enables analysis of the causes of line stoppages.
- the line stoppage factor corresponds to the cause of the stoppage of the production equipment 101 as described above, and is a factor that affects the decline in the production KPI of the production line 20.
- the value of the line stoppage factor is calculated using the same denominator as the production KPI.
- the value of the stoppage factor is defined as "duration time/operation time”.
- the denominator when calculating the value of the stoppage factor is the calculation formula "Number of non-defective products x line takt/operating time" when calculating the value of the production KPI when the above production KPI is taken as the overall equipment efficiency. It is the same as the denominator.
- the value of the stoppage factor is defined as "duration time/equipment load time”.
- the denominator when calculating the value of the stoppage factor is the calculation formula "number of processes x line takt / equipment load time" when calculating the value of the production KPI when the above production KPI is taken as the availability rate. It is the same as the denominator.
- the duration time is the time period during which the production equipment 101 continues to be stopped.
- the operating time is the difference between the maximum processing end time and the start time of the production site to which the production line 20 belongs.
- the maximum machining end time is the latest time among the machining end times of each of the plurality of production devices 101 on the production line 20.
- the start time of work is 8:30
- the processing end time of equipment A which is the production equipment 101 is 17:15
- the processing end time of equipment B which is the production equipment 101 is 17:20
- the processing end time of equipment A which is the production equipment 101 is 17:20.
- the processing end time of equipment C is 17:30
- the stop factor calculation unit 302 calculates the value of the unaggregated stop factor with respect to the production KPI value and the stop factor value calculated as described above.
- the value of the unaggregated stoppage factor is defined as "100% - production KPI value (%) - total value of multiple stoppage factor values (%)". That is, the value of the unaggregated stoppage factor is the remaining value obtained by subtracting the value (%) of the production KPI and the value (%) of the plurality of stoppage factors from 100%.
- the unaggregated stoppage factors are the line stoppage factors that are not aggregated when calculating the value of the line stoppage factor using equipment data related to the equipment history of the production equipment 101 acquired by the equipment status acquisition unit 202 of the data acquisition unit 200. The value of has not been calculated, which is the cause of the stoppage.
- the data calculation unit 300 is realized by, for example, a personal computer. That is, the functions of the production KPI calculation section 301 and the stoppage factor calculation section 302 are realized, for example, by a personal computer installed with calculation software or a business intelligence (BI) tool.
- BI business intelligence
- the value of the production KPI, the value of the stoppage factor, and the value of the unaggregated stoppage factor are calculated as ratios using the same value for the denominator. That is, in the production system 10, the value of the production KPI, the value of the stoppage factor, and the value of the unaggregated stoppage factor are calculated as values per unit time for the same value of the same type of time related to production on the production line 20. be done.
- the production system 10 can easily compare the magnitude relationship between the value of the stoppage factor and the value of the unaggregated stoppage factor, and the degree of influence that the stoppage factor and the unaggregated stoppage factor have on the decline of the production KPI. can do. Thereby, the worker or manager can quantitatively grasp the cause of the decrease in the production KPI and the degree of influence of the cause on the decrease in the production KPI.
- the output unit 400 is a display unit that can visualize information and present it to workers at the production site or managers in the production management department, and is a display device that can visualize information, such as a monitor, tablet, or wearable device.
- the output unit 400 can display changes or numerical values regarding the quantified production KPI, stoppage factors, and unaggregated stoppage factors in a graph or a table. This allows the worker or manager to quantitatively grasp the operating status of the production line 20.
- FIG. 2 is a flowchart showing the processing procedure of the operation status analysis process by the production system 10 according to the first embodiment.
- production KPI will be explained in terms of availability rate.
- step S110 the data acquisition unit 200 acquires and stores equipment data of the production line 20 when the production equipment 101 processes the workpiece. That is, the production record acquisition unit 201 performs a production record acquisition step of acquiring and storing device data related to the production history of the production apparatus 101 from the production apparatus 101. Further, the device status acquisition unit 202 performs a device status acquisition step of acquiring and storing device data related to the device history of the production device 101 from the production device 101 while the production device 101 processes a workpiece.
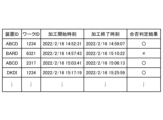
- FIG. 3 is a diagram illustrating an example of a first table in which device data used for calculating the availability rate, which is a production KPI, in the production system 10 according to the first embodiment is stored.
- the equipment data shown in FIG. 3 is an example of equipment data acquired by the production performance acquisition unit 201, and is an example of equipment data required for the production KPI calculation unit 301 to calculate the availability rate, which is the production KPI. be.
- the first table is created by the production record acquisition unit 201 acquiring equipment data related to the production history of the production equipment 101 and storing it in a predetermined format, and is stored in the production record acquisition unit 201.
- Equipment ID is equipment identification information for identifying the production equipment 101 on the production line 20, and is identification information uniquely assigned to each of the plurality of production equipment 101.
- the "work ID” is work identification information for identifying a work processed by the production apparatus 101, and is identification information uniquely assigned to each of a plurality of works.
- the “processing start time” is the time when the production device 101 starts processing the workpiece.
- the “processing end time” is the time when the production device 101 finishes processing the workpiece.
- the “workpiece machining time” is calculated from the workpiece machining start time and the workpiece machining end time.
- the “pass/fail determination result” is pass/fail information indicating whether processing of the workpiece by the production apparatus 101 was successful or failed.
- FIG. 4 is a diagram illustrating an example of a second table in which device data used for calculating stop factors in the production system 10 according to the first embodiment is stored.
- the device data shown in FIG. 4 is an example of device data acquired by the device status acquisition unit 202, and is an example of device data required for the stop factor calculation unit 302 to calculate the stop factor.
- Equipment ID is equipment identification information for identifying the production equipment 101 on the production line 20, as in the case of FIG. 3, and is uniquely assigned to each of the plurality of production equipment 101.
- “Device status” is status information indicating what status the production device 101 is in.
- the “detail number” is information indicating the state of the production device 101, which is obtained by further subdividing the device state of the production device 101, and is detailed information obtained by subdividing the “device state”. For example, if the "equipment status" is "abnormal” and the detail number is "46", it means that a trouble corresponding to "error number 46" has occurred in the production equipment 101.
- the “state start time” is the time when the state of the production equipment 101 indicated in the “equipment state” is started.
- Status end time is the time when the state of the production equipment 101 indicated in “equipment state” ends.
- the “duration time” of the “device state” of the production device 101 is calculated from the state start time and state end time.
- the error number is identification information for identifying the abnormal state of the production apparatus 101, which is individually assigned to a plurality of abnormal states that may occur in the production apparatus 101.
- the production performance acquisition unit 201 transmits information of the first table storing the acquired device data to the production KPI calculation unit 301 of the data calculation unit 300.
- the production KPI calculation unit 301 receives and stores the information of the first table.
- the device status acquisition unit 202 transmits information on the second table storing the acquired device data to the stop factor calculation unit 302 of the data calculation unit 300.
- the stop factor calculation unit 302 receives and stores the information in the second table. After that, the process advances to step S120.
- step S120 the data calculation unit 300 calculates the value of the production KPI and the value of the stop factor.
- the production KPI calculation unit 301 of the data calculation unit 300 performs a key performance evaluation index calculation step to calculate the value of the production KPI.
- the stop factor calculation section 302 of the data calculation section 300 performs a stop factor calculation step of calculating the value of the stop factor.
- the availability rate which is a production KPI, is defined as "number of processes x line takt/equipment load time".
- the "line takt" is a value that can be uniquely determined before the production line 20 starts operating.
- the production KPI calculation unit 301 calculates the number of workpieces to be processed and the equipment load time using the apparatus data as shown in FIG. That is, the production KPI calculation unit 301 uses the equipment data acquired by the production performance acquisition unit 201 as shown in FIG. 3 to acquire the number of workpieces processed and the equipment load time.
- the “line takt” is input to the data calculation unit 300 and stored before the production line 20 starts operating.
- the data calculation unit 300 can receive line tact information from outside the data calculation unit 300, for example, via a communication unit.
- the "number of processes” is obtained by counting the number of rows in the first table in FIG. 3 without duplication of work IDs.
- the "equipment load time” is not about individual device IDs, but about the entire information in the first table, and the "processing start time” is the first time in terms of time. It can be calculated by the difference between the last "processing end time” and the last "processing end time”.
- the value of the stop factor is determined by calculating the "duration time for each device state” by adding up the difference between the "state start time” and “state end time” of each row in the second table of FIG. It can be derived by dividing the "duration time for each" by the value of the "equipment load time” used to calculate the "availability rate".
- the value of the production KPI and the value of the stoppage factor are calculated by dividing them by the same value. That is, the value of the production KPI and the value of the stoppage factor are divided by the value of the same time, and are calculated as the value per unit time for the same value of the same type of time related to production on the production line 20. After that, the process advances to step S130.
- step S130 the data calculation unit 300 calculates the value of the unaggregated stop factor. Specifically, in step S130, the stop factor calculation unit 302 calculates the value of the unaggregated stop factors. The value of the unaggregated stoppage factor is calculated using the formula: "100% - production KPI value (%) - total value of multiple stoppage factors (%)". After that, the process advances to step S140.
- step S140 the stop factor calculation unit 302 determines whether the value of the unaggregated stop factor calculated in step S130 is a positive value. If the value of the unaccumulated stoppage factor calculated in step S130 is a positive value, the result is Yes in step S140, and the process proceeds to step S150. In this case, the production KPI calculation unit 301 transmits information on the calculated production KPI value to the output unit 400. Further, the stop factor calculation unit 302 transmits information on the calculated value of the stop factor and information on the calculated value of the unaggregated stop factor to the output unit 400 .
- step S130 if the value of the unaggregated stop factors calculated in step S130 is not a positive value, the result is No in step S140, and the process proceeds to step S160. Note that if there is overlap in the data to be aggregated in FIG. 4, the value of the unaggregated stop factor may be negative. Since the production line 20 is configured by connecting the production devices 101, a stop factor of an adjacent production device 101 may affect the summation of the stop factors of the production device 101.
- step S150 an output step is performed, and the output unit 400 displays the calculated value of the production KPI, the value of the stop factor, and the value of the unaggregated stop factor. Note that when it is determined that there is no unaccounted stoppage factor, the output unit 400 does not display the value of the unsummed stoppage factor.
- FIG. 5 is a diagram showing a first example of analysis results of line stoppage factors displayed by the production system 10 according to the first embodiment.
- the graph in FIG. 5 shows the relationship between line stop factors and values of line stop factors in a specific production apparatus 101.
- the graph of FIG. 5 shows factor 68, factor 33, unaccumulated factor, factor 5, and factor 11 as line stoppage factors.
- the output unit 400 displays the value of the stoppage factor and the value of the unaggregated stoppage factor, for example, as a bar graph.
- the value of the stoppage factor and the value of the unaggregated stoppage factor are displayed as a ratio (%) using the same value as the denominator.
- the worker or manager can quantitatively grasp the cause of the decrease in the production KPI and the degree of influence that the cause has on the production KPI.
- FIG. 5 shows that the stoppage factor that has the most influence on the decline in production KPI is "factor 68.”
- the stoppage factor that cannot be summarized has the third largest value, suggesting that additional investigation or collection of device data is necessary.
- FIG. 6 is a diagram showing a second example of analysis results of line stoppage factors displayed by the production system 10 according to the first embodiment.
- the graph in Figure 6 displays the values of production KPIs, values of stoppage factors, and values of unaggregated stoppage factors in one graph. It shows the daily changes in the value. That is, FIG. 6 shows changes in the operating status of the production line 20.
- the horizontal axis shows the day when the production line 20 stopped, and the vertical axis shows the value of the production KPI, the value of the stoppage factor, and the value of the stoppage factor that has not been totaled.
- the graph of FIG. 6 shows factor 33, factor 5, unaccumulated factor, factor 17, and factor 24 as line stoppage factors.
- the output unit 400 displays changes in the values of the production KPI, for example, as a line graph. Further, the output unit 400 displays the change in the value of the stoppage factor and the value of the unaggregated stoppage factor, for example, as a bar graph.
- the production KPI value, the value of the stoppage factor, and the value of the unaggregated stoppage factor are displayed as a ratio (%) using the same value as the denominator.
- the graph in Figure 6 shows the magnitude relationship between the production KPI value, the value of the stoppage factor, and the value of the unaggregated stoppage factor, and the degree of influence that the stoppage factor and the unaggregated stoppage factor have on the production KPI. , can be easily compared. Thereby, the worker or manager can quantitatively grasp the cause of the decrease in the production KPI and the degree of influence that the cause has on the production KPI.
- step S160 the stop factor calculation unit 302 determines that there are no unaccounted stop factors, and proceeds to step S150.
- the production KPI calculation unit 301 transmits information on the calculated production KPI value to the output unit 400.
- the stop factor calculation unit 302 transmits information on the calculated value of the stop factor to the output unit 400.
- the stop factor calculation unit 302 transmits information to the output unit 400 that there is no unaccounted stop factor.
- the data acquisition unit 200 may be included in the production apparatus 101. Further, the data acquisition section 200 and the data calculation section 300 may be included in the production apparatus 101.
- a production system that analyzes the causes of stoppage of a production line including a plurality of production devices.
- the production system includes a production record acquisition unit that acquires equipment data related to the production history of each production equipment from multiple production equipment, and a device that acquires equipment data including the equipment status of each production equipment from multiple production equipment.
- a status acquisition unit an important performance evaluation indicator calculation unit that calculates the value of an important performance evaluation indicator that is a criterion for determining whether the operating status of a production line is good or bad, based on equipment data related to the production history of each production equipment, and a production equipment an outage factor calculation unit that calculates the values of multiple outage factors that affect a decrease in key performance evaluation indicators based on equipment data including the equipment status of each device; and an output section that displays.
- the stop factor calculation unit realizes a production system in which the value of the important performance evaluation index and the value of the stop factor are calculated as values per unit time for the same value of the same type of time related to production on the production line.
- the production KPI is calculated by the production KPI calculation unit 301 based on the equipment data related to the production history of the production equipment 101 acquired by the production performance acquisition unit 201. Ru. Then, the value of the production KPI is calculated as a ratio with 100% as the ideal state, and both the numerator and denominator of the formula for calculating the value of the production KPI are converted into time.
- each stoppage factor is calculated by the stoppage factor calculation unit 302 based on equipment data related to the equipment history of the production equipment 101 acquired by the equipment status acquisition unit 202 .
- the value of each stop factor is calculated by calculating the duration of each stop factor and dividing the duration by the denominator time used when calculating the production KPI.
- the value of the unaggregated stoppage factor is calculated by "100% - production KPI value (%) - total value of the values of each stoppage factor (%)".
- the value of the production KPI, the value of each stop factor, and the value of the unaggregated stop factor are displayed on the output unit 400 and presented to the worker or manager.
- the value of the production KPI and the value of the stoppage factor are calculated as a ratio using the same value for the denominator, so it is possible to calculate how much each stoppage factor of the plurality of stoppage factors reduces the production KPI. It is possible to visualize the amount quantitatively. In addition, in the production system 10, it is possible to quantify how much each of the plurality of stoppage factors has reduced the production KPI. Since the value is also calculated as a ratio using the same value as the production KPI value and the value of the stoppage factor in the denominator, it is possible to quantitatively visualize how many stoppage factors are not totaled.
- the production system 10 it is possible to quantify and present a plurality of stoppage factors that reduce the production KPI of the production line 20.
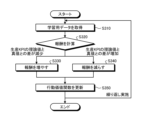
- FIG. 7 is a flowchart showing the processing procedure of another operation status analysis process by the production system 10 according to the first embodiment. Below, parts different from the flowchart of FIG. 2 described above will be explained.
- the data acquired by the device status acquisition unit 202 is corrected based on the data acquired by the production performance acquisition unit 201, and then the same process as in the flowchart of FIG. 2 is performed.
- the "equipment status" of the production equipment 101 whose "equipment ID" is "JROC” is "stopped".
- data in which the "equipment status" in the equipment data of the production equipment 101 is "stopped” indicates that the production processing in the production equipment 101 is stopped due to a stop factor of the production equipment 101 other than the production equipment 101. Conceivable.
- the value of the stop factor is calculated by excluding data whose "device status" corresponds to "stop”.
- step S210 the production KPI calculation unit 301 of the data calculation unit 300 calculates the value of the production KPI.
- step S220 the stop factor calculation section 302 of the data calculation section 300 counts the stop factors limited to the data that is being produced and processed, and calculates the value of the stop factor after limiting it to the data that is being produced and processed. That is, the stop factor calculation unit 302 obtains the information of "processing start time” and “processing end time” corresponding to the "apparatus ID" in the first table of FIG. The time up to the "processing end time” is determined to be the "time during production processing" of the "apparatus ID".
- the stop factor calculation unit 302 calculates the value of the stop factor using the second table in FIG.
- the stop factor calculation unit 302 searches the second table of FIG. 4 using the "apparatus ID" that determined the "time during production processing” as a search key, and searches the second table of FIG.
- the value of the stop factor is calculated using only the device data whose time from "time” to "state end time” is included in the "time during production processing" determined for the "device ID”. That is, in calculating the value of the stoppage factor, the stoppage factor calculation unit 302 excludes the time when the production equipment 101 is not engaged in production processing from the time of the stoppage factor, and calculates the value of the production equipment 101 that occurred during the production processing of the production equipment 101. Only the cause of outage for outage caused by is aggregated.
- the value of the stop factor can be calculated more accurately than in the case of the operation status analysis process in the first embodiment described above.
- the worker or manager can refer to the production KPI values calculated by other operating status analysis processes, the values of the stoppage factors, and the values of the unaggregated stoppage factors, and calculate them in a more accurate order. The cause of the stoppage can be dealt with, and the efficiency of improvement activities for the production line 20 can be increased.
- Embodiment 3 Next, Embodiment 3 will be described using FIGS. 8 to 11.
- various indicators are used when various indicators are simple, such as when the production KPI is "production output" which is difficult to express in terms of time, or when it is difficult to calculate duplication of stoppage factors as explained in Embodiment 2.
- a machine learning function suitable for cases that cannot be expressed using mathematical formulas will be explained.
- FIG. 8 is a diagram showing the configuration of a learning device 50 according to the third embodiment.
- the learning device 50 is a computer that learns the degree of influence of a plurality of stoppage factors on a decrease in production KPI in an input state.
- the learning device 50 includes a data acquisition section 51 and a model generation section 52.
- the data acquisition unit 51 acquires behavior data and state data as learning data.
- the data acquisition unit 51 acquires behavior data and status data from the production system 10 that analyzes the cause of a stoppage of the production line 20 including a plurality of production devices 101.
- the behavioral data acquired by the data acquisition unit 51 is behavioral data indicating the degree of influence of a plurality of stoppage factors on the decline in production KPI.
- the status data acquired by the data acquisition unit 51 is status data such as production KPI values, data on the equipment status of each production apparatus 101, and data on the processing status of each workpiece.
- the device state data of each production device 101 is device data related to the device history of the production device 101 described above, and is device data related to the state of each production device 101 as shown in FIG.
- the data on the processing status of each workpiece is device data related to the production history of the production device 101 described above, and is device data related to the processing history of each workpiece as shown in FIG. Note that the data on the device status of each production device 101 is not limited to the device data shown in FIG. 4. Furthermore, the data on the machining status of each workpiece is not limited to the apparatus data shown in FIG. 3.
- the model generation unit 52 is based on learning data including the degree of influence of a plurality of stoppage factors on a decline in production KPI, the production KPI, the device status of each production device 101, and the processing status of each workpiece. Then, the degree of influence of the plurality of stoppage factors on the decline in the production KPI in the input state is learned. In other words, the model generation unit 52 calculates a decrease in the production KPI due to a plurality of stoppage factors when inputted from each data of the production KPI, the equipment status of each production device 101, and the processing status of each workpiece in the production system 10.
- the degree of influence of the plurality of stoppage factors on the decrease in the production KPI in the input state is the degree of influence on the decrease in the production KPI of the plurality of stoppage factors corresponding to the input state data.
- the degree of influence of a plurality of stoppage factors on the decrease in the production KPI may be referred to as the degree of influence on the decrease in the production KPI.
- the learning algorithm used by the model generation unit 52 can be a known algorithm such as supervised learning, unsupervised learning, or reinforcement learning.
- a case will be described in which the model generation unit 52 applies reinforcement learning to the learning algorithm.
- reinforcement learning an agent (actor) in a certain environment observes the current state (parameters of the environment) and decides what action to take. The environment changes dynamically depending on the actions of the agent, and the agent is rewarded according to changes in the environment. The agent repeats this process and learns the course of action that yields the most rewards through a series of actions.
- Q-learning and TD-learning are known as typical methods of reinforcement learning.
- a general updating formula for the action value function Q(s, a) is expressed by the following equation (1).
- s t represents the state of the environment at time t
- a t represents the behavior at time t.
- the action a t changes the state to s t +1.
- r t+1 represents the reward received by changing the state
- ⁇ represents the discount rate
- ⁇ represents the learning coefficient.
- ⁇ is in the range of 0 ⁇ 1
- ⁇ is in the range of 0 ⁇ 1.
- the degree of influence on the decline in the production KPI becomes the action a t
- the production KPI, the equipment status of each production device 101, and the processing status of each work become the state s t
- the best action a t in the state s t at time t is learned. do.
- the update formula expressed by equation (1) is such that if the action value Q of action a with the highest Q value at time t+1 is greater than the action value Q of action a executed at time t, the action value Q is increased. However, in the opposite case, the action value Q is decreased.
- the update formula expressed by equation (1) updates the action value function Q(s, a) so that the action value Q of action a at time t approaches the best action value at time t+1. do. As a result, the best action value in a certain environment will be successively propagated to the action value in the previous environment.
- the model generation unit 52 when generating a trained model by reinforcement learning, includes a reward calculation unit 53 and a function update unit 54.
- the remuneration calculation unit 53 calculates remuneration based on the degree of influence on the decline of the production KPI, the production KPI, the device status of each production device 101, and the processing status of each workpiece.
- the remuneration calculation unit 53 calculates the remuneration r based on the difference between the theoretical value of the production KPI and the true value of the production KPI.
- the reward r is increased (for example, a reward of "1" is given), and on the other hand, the theoretical value of the production KPI and the true value of the production KPI are If the difference from the value increases, the reward r is reduced (for example, a reward of "-1" is given).
- the theoretical value of the production KPI is the value of the production KPI calculated by 100% - ⁇ (degree of influence on the decline in the production KPI x duration of the stoppage factor).
- ⁇ degree of influence on decrease in production KPI ⁇ duration time of stoppage factor
- ⁇ degree of influence on decrease in production KPI ⁇ duration time of stoppage factor
- the true value of the production KPI is the value itself of the production KPI calculated from the device data shown in FIG. 3, for example. It should be noted that which value to adopt as the definition of the production KPI may be selected appropriately depending on the operation mode of each production site.
- the function update unit 54 updates the function for determining the degree of influence on the decline in production KPI in the input state according to the remuneration calculated by the remuneration calculation unit 53, and stores the function as a trained model in the learned model storage unit 70. Output to.
- the function updating unit 54 uses the action value function Q (s t , a t ) expressed by equation (1) to calculate the degree of influence on the decline in the production KPI in the input state. used as a function of
- the model generation unit 52 repeatedly performs the learning described above.
- the learned model storage unit 70 stores the action value function Q(s t , a t ) updated by the function update unit 54, that is, the learned model.
- FIG. 9 is a flowchart showing the processing procedure of learning processing by the learning device 50 according to the third embodiment.
- step S310 the data acquisition unit 51 acquires the degree of influence on the decline in the production KPI, the production KPI, the device status of each production device 101, and the processing status of each workpiece as learning data.
- step S320 the model generation unit 52 calculates remuneration based on the degree of influence on the decline in the production KPI, the production KPI, the device status of each production device 101, and the processing status of each workpiece.
- the remuneration calculation unit 53 obtains the degree of influence on the decline in the production KPI, the production KPI, the equipment status of each production device 101, and the processing status of each workpiece, and calculates a predetermined theoretical value of the production KPI. Based on the difference between the actual value of the production KPI and the true value of the production KPI, it is determined whether to increase or decrease the compensation.
- step S320 the difference between the theoretical value of the production KPI and the true value of the production KPI decreases
- step S330 the remuneration calculation unit 53 increases the remuneration when the remuneration increase criterion is satisfied due to a decrease in the difference between the theoretical value of the production KPI and the true value of the production KPI.
- the remuneration calculation unit 53 determines that the remuneration should be reduced (step S320, the difference between the theoretical value of the production KPI and the true value of the production KPI increases), it reduces the remuneration in step S340. That is, the remuneration calculation unit 53 reduces the remuneration when the remuneration reduction criterion is satisfied due to an increase in the difference between the theoretical value of the production KPI and the true value of the production KPI.
- step S350 the function updating unit 54 updates the action value function Q(s t , a t ) to update.
- the learning device 50 repeatedly performs the steps from step S310 to step S350, and stores the generated action value function Q(s t , a t ) in the learned model storage unit 70 as a learned model.
- Step S310 can be said to be a data acquisition step.
- Steps S320 to S350 can be said to be model generation steps.
- the learning device 50 repeatedly performs the above data acquisition step and model generation step, and generates the action value function Q(s t , a t ) expressed by equation (1) stored in the learned model storage unit 70. is updated and stored in the learned model storage section 70.
- the learned model is stored in the learned model storage unit 70 provided outside the learning device 50.
- the learned model storage unit 70 is It may be placed inside.
- important performance evaluation of the cause of the stoppage is performed based on the important performance evaluation indicators of the production line, the equipment status of multiple production equipment, and the processing status of the workpiece processed by the production equipment.
- a learning device is realized that includes a model generation unit that generates a trained model for inferring the degree of influence on index decline.
- important performance evaluation of the cause of the stoppage is performed based on the important performance evaluation indicators of the production line, the equipment status of multiple production equipment, and the processing status of the workpiece processed by the production equipment.
- a method for generating a trained model is implemented, which includes a model generation step of generating a trained model for inferring the degree of influence on index decline.
- the learning device 50 by performing a new data acquisition step of acquiring new learning data and performing a new model generation step using the new learning data, A learned model generation method for updating the model is implemented.
- the important performance evaluation indicators of the production line, the equipment status of the plurality of production devices, and the equipment status of the plurality of production devices for a production system that analyzes the stoppage factors of a production line including a plurality of production devices.
- learning data including the machining status of workpieces processed by production equipment, key performance evaluation indicators, the equipment status of multiple production equipment, and the degree of influence of stoppage factors on the decline of key performance evaluation indicators in workpiece processing status;
- a trained model is generated by performing machine learning using be done.
- FIG. 10 is a diagram showing the configuration of an inference device 60 according to the third embodiment.
- the inference device 60 is a computer that uses a learned model to infer the degree of influence on a decrease in production KPI.
- the inference device 60 includes a data acquisition section 61 and an inference section 62.
- the data acquisition unit 61 acquires the production KPI, the device status of each production device 101, and the processing status of each workpiece from the production system 10 that analyzes the cause of the stoppage of the production line 20 including a plurality of production devices 101.
- the inference unit 62 uses the learned model stored in the learned model storage unit 70 to infer the degree of influence on the decline in the production KPI in the input state. That is, the inference unit 62 inputs the production KPIs acquired by the data acquisition unit 61, the equipment status of each production device 101, and the processing status of each workpiece into this trained model, thereby determining the input production KPIs and each production It is possible to infer the degree of influence on the decline in production KPI that is appropriate for the device status of the device 101 and the processing status of each workpiece.
- the inference device 60 uses the learned model learned by the model generation unit 52 for the production system 10 connected to the production line 20 to output the degree of influence on the decline in the production KPI.
- the inference device 60 may acquire a trained model that has been trained for another production system connected to another production line. In this case, the inference device 60 outputs the degree of influence on the decline in the production KPI using the learned model learned for other production systems connected to other production lines.
- FIG. 11 is a flowchart showing a procedure for inference processing by the inference device 60 according to the third embodiment.
- step S410 the data acquisition unit 61 acquires each data of the production KPI, the device status of each production device 101, and the processing status of each workpiece as inference data.
- step S420 the inference unit 62 inputs each data of the production KPI, the equipment status of each production equipment 101, and the processing status of each workpiece into the learned model stored in the learned model storage unit 70, and inputs The degree of influence on the decline of production KPI corresponding to the information obtained is obtained.
- the degree of influence on the decrease in the production KPI obtained here is output as the degree of influence on the decrease on the production KPI for each of the plurality of stop factors. For example, stoppage factor A reduced the production KPI by P%, stoppage factor B reduced the production KPI by Q%, and so on. Output.
- the unit of influence on the decline in production KPI is not limited to "%".
- the degree of influence on the decrease in production KPI is as follows: If the number of units produced is the production KPI, stop factor A decreased the number of production by R units, stop factor B decreased the number of produced units by S units, etc.
- the unit may be the number of pieces.
- the inference unit 62 outputs the obtained degree of influence on the decline in the production KPI to the output unit 400 of the production system 10.
- step S430 the output unit 400 of the production system 10 outputs the degree of influence on the decrease in the production KPI sent from the inference unit 62, that is, displays the degree of influence on the decrease in the production KPI. Notify workers of the impact on the decline in production KPIs.
- each production device 101 processes the workpiece under operating conditions of the production device 101 that improve the production KPI of the production line 20. That is, workers at the production site check the degree of influence on the decline in the production KPI displayed on the output unit 400, perform improvement activities to improve the production KPI of the production line 20, and improve the production KPI of the production line 20. Improved operating conditions, which are operating conditions of the production equipment 101 to be improved, are determined, and the determined improved operating conditions are set for each production equipment 101. Each production device 101 processes a workpiece under newly set improved operating conditions for the production device 101 that improve the production KPI of the production line 20.
- the inference device 60 from a production system that analyzes the cause of a stoppage of a production line including a plurality of production devices, important performance evaluation indicators of the production line, equipment status of the plurality of production devices, A data acquisition unit that acquires the processing status of the workpiece processed by the production equipment, important performance evaluation indicators of the production line, equipment status of multiple production equipment, and processing status of the workpiece processed by the production equipment.
- stoppages are determined based on the key performance indicators, equipment status of multiple production equipment, and workpiece processing status acquired by the data acquisition unit.
- An inference device is realized that includes an inference unit that outputs the degree of influence of a factor on a decline in a key performance evaluation index.
- the inference device 60 automatically determines the degree of influence of the cause of the stoppage on the decline in the production KPI in response to the stoppage status of each production device 101. can be presented to production site workers or managers. Then, the efficiency of the production line improvement activities is increased by the workers at the production site proceeding with improvement activities with reference to the degree of influence of the stoppage factors of the production equipment 101 on the decline in the production KPI.
- the third embodiment describes a case where reinforcement learning is applied to the learning algorithm used by the inference unit 62
- the learning algorithm is not limited to reinforcement learning.
- the learning algorithm used by the inference unit 62 in addition to reinforcement learning, supervised learning, unsupervised learning, semi-supervised learning, etc. can also be applied.
- model generation unit 52 may also perform machine learning according to other known methods, such as neural networks, genetic programming, functional logic programming, support vector machines, and the like.
- the learning device 50 and the reasoning device 60 may be separate devices from the production system 10, for example, connected to the production system 10 via a network such as the Internet. Further, the learning device 50 and the inference device 60 may be built into the production system 10. Furthermore, the learning device 50 and the inference device 60 may exist on a cloud server.
- the model generation unit 52 may use learning data acquired from a plurality of production systems 10 to learn the degree of influence on the decline of the production KPI in the input state.
- the model generation unit 52 may acquire learning data from multiple production systems 10 used in the same area, or may acquire learning data collected from multiple production systems 10 that operate independently in different areas.
- the degree of influence on the decline in the production KPI in the input state may be learned using the input data.
- the production system 10 that collects learning data may be added to the target during the process, or it can be removed from the target.
- the learning device 50 that has learned the degree of influence on the decline of production KPI in a state input to a certain production system 10 is applied to another production system 10, and the learning device 50 is applied to another production system 10.
- the degree of influence on the decline in the production KPI in the input state may be re-learned and updated.
- the hardware configurations of the learning device 50 and the inference device 60 will be explained. Since the learning device 50 and the inference device 60 have similar hardware configurations, the hardware configuration of the learning device 50 will be described here.
- the learning device 50 is realized by a processing circuit.
- the processing circuit may be a processor and memory that executes a program stored in the memory, or may be dedicated hardware such as a dedicated circuit.
- the processing circuit is also called a control circuit.
- FIG. 12 is a diagram illustrating a configuration example of a processing circuit in the case where the processing circuit included in the learning device 50 according to the third embodiment is implemented by a processor and a memory.
- a processing circuit 90 shown in FIG. 12 is a control circuit and includes a processor 91 and a memory 92.
- each function of the processing circuit 90 is realized by software, firmware, or a combination of software and firmware.
- Software or firmware is written as a program and stored in memory 92.
- each function is realized by a processor 91 reading and executing a program stored in a memory 92.
- the processing circuit 90 includes a memory 92 for storing a program by which the processing of the learning device 50 is eventually executed.
- This program can also be said to be a program for causing the learning device 50 to execute each function realized by the processing circuit 90.
- This program may be provided by a storage medium in which the program is stored, or may be provided by other means such as a communication medium.
- the above program can also be said to be a program that causes the learning device 50 to execute the learning process.
- the processor 91 is, for example, a CPU (Central Processing Unit), a processing device, an arithmetic device, a microprocessor, a microcomputer, or a DSP (Digital Signal Processor).
- the processor 91 is included in a PC (Personal Computer) or PLC.
- PLC is also called a sequencer.
- the memory 92 may be a nonvolatile or volatile memory such as RAM (Random Access Memory), ROM (Read Only Memory), flash memory, EPROM (Erasable Programmable ROM), or EEPROM (registered trademark) (Electrically EPROM).
- RAM Random Access Memory
- ROM Read Only Memory
- flash memory EPROM (Erasable Programmable ROM), or EEPROM (registered trademark) (Electrically EPROM).
- EPROM Erasable Programmable ROM
- EEPROM registered trademark
- FIG. 13 is a diagram illustrating an example of a processing circuit in a case where the processing circuit included in the learning device 50 according to the third embodiment is configured with dedicated hardware.
- the processing circuit 93 shown in FIG. 13 is, for example, a single circuit, a composite circuit, a programmed processor, a parallel programmed processor, an ASIC (Application Specific Integrated Circuit), an FPGA (Field Programmable Gate Array), or a combination of these. applicable.
- a part may be realized by dedicated hardware, and a part may be realized by software or firmware. In this way, the processing circuit 93 can realize each of the above functions using dedicated hardware, software, firmware, or a combination thereof.
- production performance acquisition unit 201 device status acquisition unit 202
- production KPI calculation unit 301 production KPI calculation unit 301
- stoppage factor calculation unit 302 also have the hardware configurations described in FIGS. 12 and 13.
- Embodiment 4 a case will be described in which the overall system 1 according to Embodiment 1 described above includes a corresponding worker suggestion section 500.
- FIG. 14 is a diagram showing the configuration of an overall system 1 having a corresponding worker suggestion section 500 according to the fourth embodiment.
- the corresponding worker suggestion unit 500 is located below the data calculation unit 300 in the overall system 1, and the change rate of the value of the line stoppage factor calculated by the stoppage factor calculation unit 302 of the data calculation unit 300 is set to a preset threshold.
- the corresponding worker suggestion unit 500 includes a current stoppage factor grasping unit 501, a worker position information acquisition unit 502, and a corresponding worker determining unit 503.
- the corresponding worker suggestion unit 500 is configured by, for example, a computing device such as a personal computer or a programmable logic controller, and a storage medium such as a database. Further, the corresponding worker suggestion unit 500 includes information acquisition equipment such as an overhead camera and a beacon receiver.
- the corresponding worker suggestion unit 500 also includes a communication unit (not shown) that communicates with the data acquisition unit 200 and the output unit 400.
- the current stoppage factor grasping unit 501 detects at any time changes in the degree of influence of line stoppage factors on the decline of the key performance evaluation indicators.
- the current stoppage factor grasping unit 501 acquires the line stoppage factor value from the stoppage factor calculation unit 302 of the data calculation unit 300 for the plurality of production devices 101, and the rate of change in the value of the line stoppage factor exceeds a preset threshold.
- the line stoppage cause is determined to be the stoppage cause to be removed.
- the threshold value is a threshold value used by the current stoppage factor grasping unit 501 to determine the stoppage factor to be removed by comparing it with the rate of change in the value of the line stoppage factor.
- the current stoppage factor grasp unit 501 calculates the value (%) of each line stoppage factor calculated by the stoppage factor calculation unit 302 of the data calculation unit 300 for the plurality of production devices 101 of the production line 20 at a predetermined period. It has a function of monitoring the rate of change in the value of the line stoppage factor obtained from the stoppage factor calculation unit 302. That is, the current stoppage factor grasping unit 501 has a function of always knowing the current line stoppage factor of each production device 101 at the production site.
- the current stoppage factor grasping unit 501 determines that the line stoppage factor needs to be removed. That is, when the rate of change in the value of a line stoppage factor exceeds a preset threshold, the current stoppage factor grasping unit 501 determines that the line stoppage factor is a line stoppage target that is a line stoppage factor that needs to be removed. Determined as a contributing factor.
- the rate of change is a value calculated using an arbitrary time as the denominator and a variation value (%) of the line stoppage factor within the arbitrary time as the numerator. If the rate of change of a line stoppage factor is relatively large compared to the rate of change of other line stoppage factors, the line stoppage factor is currently occurring and the line stoppage factor is not included in the production KPI. It can be said that the impact is relatively large.
- the worker position information acquisition unit 502 determines the positions of a plurality of workers at a production site where a plurality of production devices 101 are installed. That is, the worker position information acquisition unit 502 has a function of determining and storing the position of each worker at the production site where the production line 20 is installed.
- the worker position information acquisition unit 502 includes devices such as an overhead camera installed on the ceiling of the production site and a beacon receiver for acquiring position information of a beacon carried by a worker.
- the worker position information acquisition unit 502 determines and stores the position of each worker at the production site, for example, based on an image from an overhead camera installed on the ceiling of the production site. Further, the worker position information acquisition unit 502 determines and stores the position of each worker at the production site based on, for example, information received by the beacon receiver.
- the corresponding worker determination unit 503 determines the corresponding worker who is responsible for removing the line stoppage factor to be removed, among the plurality of workers present at the production site where the plurality of production devices 101 are installed. In other words, the response worker determination unit 503 determines which worker among the workers at the production site is responsible for the line stoppage factor that is currently detecting the line stoppage factor that is lowering the production KPI. It has the function of determining whether removal should be carried out and making a proposal.
- the corresponding worker determination unit 503 has location information of the production equipment 101 and stoppage factor attribute information.
- the location information of the production equipment 101 is used to calculate the distance between the production equipment 101 and each worker by combining it with the worker location information acquired by the worker location information acquisition unit 502. That is, the corresponding worker determination unit 503 acquires the position information of each worker from the worker position information acquisition unit 502. Then, the corresponding worker determination unit 503 calculates the distance between the production apparatus 101 and each worker based on the position information of each worker and the held position information of the production apparatus 101.
- the stoppage factor attribute information holds as data which production equipment 101 each line stoppage factor belongs to.
- each line stoppage factor is linked to the hat color photographed with an overhead camera and the worker number set on the beacon. That is, the stop cause attribute information includes correspondence information between the hat color and the line stop cause, which indicates which hat color the worker is in charge of for each line stop cause. Further, the stop cause attribute information includes correspondence information between the worker number set in the beacon and the line stop cause, which indicates which worker is in charge of each line stop cause.
- the current stoppage factor grasping unit 501 obtains the value of each line stoppage factor from the data calculation unit 300, and constantly monitors the rate of change in the value of each line stoppage factor. While monitoring the rate of change in the value of the line stoppage factor, the current stoppage factor grasping unit 501 needs to remove the line stoppage factor if the change rate in the value of the line stoppage factor exceeds a preset threshold. It is determined that That is, when the rate of change in the value of a line stoppage factor exceeds a preset threshold, the current stoppage factor grasping unit 501 determines that the line stoppage factor is a line stoppage factor to be removed.
- the corresponding worker determination unit 503 determines in which production equipment 101 the line stoppage cause has occurred for the line stoppage cause that has been determined to need to be removed, that is, for the line stoppage factor to be removed. Identify. That is, the corresponding worker determination unit 503 identifies in which production apparatus 101 the line stoppage factor to be removed has occurred, based on the held stoppage cause attribute information.
- the corresponding worker determination unit 503 identifies a worker who can respond to the removal of the line stoppage cause based on the held stoppage cause attribute information, and for each identified worker, the corresponding worker and the production equipment 101. Calculate the distance to.
- the corresponding worker determining unit 503 obtains information on the position of the worker at the time of calculation from the worker position information acquisition unit 502 and uses it to calculate the distance between the worker and the production apparatus 101 .
- the corresponding worker determination unit 503 determines the worker with the shortest calculated distance as the corresponding worker who should respond to the removal of the line stoppage factor.
- the corresponding worker suggestion unit 500 displays the name of the worker who should respond to the removal of the line stoppage cause on the output unit 400. For example, when the output unit 400 is configured with a large monitor and a wearable device, the corresponding worker suggestion unit 500 can identify the cause of the line stoppage that is occurring and the name of the worker who should respond to the removal of the cause of the line stoppage. Display them side by side. Further, the corresponding worker suggestion unit 500 notifies the worker of an instruction to move to the production equipment 101 where the cause of the stoppage has occurred. Examples of methods for notifying the worker include a method in which the worker's wearable device vibrates in a predetermined pattern, and a method in which the worker's wearable device makes a predetermined sound.
- the line stoppage cause and worker name displayed on the large monitor of the output unit 400 are based on whether the line stoppage cause has been resolved, or if the worker's wearable device indicates that the line stoppage cause cannot be removed. It can be deleted at any timing, such as when the person proposal unit 500 is notified. If the line stoppage factor continues and only the worker's name is deleted from the display on the large monitor, the corresponding worker determination unit 503 removes the worker from the list of workers who should respond to the removal of the line stoppage factor. Perform re-judgment to determine alternative response workers.
- the overall system 1 equipped with such a response worker suggestion unit 500 can automatically suggest a worker to respond to each line stoppage factor that deteriorates the production KPI at any time. It becomes possible to suppress the duration time.
- a production line analysis system that analyzes stoppage factors on a production line that includes multiple production devices, a production record acquisition unit that acquires equipment data related to the production history of each of the production equipment from the plurality of production equipment; an equipment status acquisition unit that acquires equipment data including equipment status for each of the production equipment from the plurality of production equipment; an important performance evaluation indicator calculation unit that calculates the value of an important performance evaluation index that is a criterion for determining whether the operating status of the production line is good or bad based on equipment data related to the production history of each of the production equipment; a stoppage factor calculation unit that calculates values of the plurality of stoppage factors that influence a decrease in the key performance evaluation indicators based on equipment data including the equipment status of each of the production equipment; an output unit that displays the value of the key performance evaluation index and the value of the stoppage factor; Equipped with The stop factor calculation unit calculates the value of the important performance evaluation index and the value of the stop factor as values per unit time for the same value of the same type of time related to production on
- the production line analysis system according to appendix 1 characterized by: (Additional note 3)
- the output unit displays the value of the stoppage factor and the value of the unaggregated stoppage factor on the same graph
- the output unit displays the value of the important performance evaluation index, the value of the stoppage factor, and the value of the unaggregated stoppage factor on the same graph
- the production line analysis system according to appendix 2 characterized by: (Appendix 5)
- the equipment data related to the production history of each production equipment is equipment identification information for identifying the production equipment; Workpiece identification information for identifying the workpiece processed by the production device; a time when processing of the workpiece by the production device starts; a time when processing of the workpiece by the production device ends; pass/fail information indicating whether processing of the workpiece by the production device was successful or unsuccessful; including;
- the equipment data including the equipment status of each production equipment is equipment identification information for
- a decrease in the key performance evaluation index of the cause of the stoppage is determined based on the key performance evaluation index of the production line, the equipment status of the plurality of production devices, and the machining status of the workpieces processed by the production device.
- a model generation unit that generates a trained model for inferring the degree of influence on the A learning device comprising: (Appendix 11) From a production line analysis system that analyzes the causes of stoppage of a production line that includes multiple production devices, the important performance evaluation indicators of the production line, the equipment status of the multiple production devices, and the information on the workpieces processed by the production devices are acquired.
- An inference section that outputs An inference device comprising:
Abstract
The present invention comprises: a key performance indicator calculation unit that calculates, on the basis of device data related to a production history of each production device (101), a value of a key performance indicator which is a criterion for determining whether the operation state of a production line (20) is acceptable; and a stop factor calculation unit (302) that calculates, on the basis of device data including the device state of each production device (101), a value of a plurality of stop factors which affect a decrease in the key performance indicator. The stop factor calculation unit (302): calculates the value of the key performance indicator and the value of the stop factors as values per unit time with respect to values of the same type and of the same time in relation to production on the production line (20); and calculates the value of a non-summed stop factor for which the value of the stop factors has not been calculated on the basis of the device data including the device state of each production device (101). An operator can quantitatively ascertain what is the cause of a decrease in the key performance indicator, and to what degree this cause affects a decrease in a production KPI.
Description
本開示は、生産ラインの停止要因を分析する生産システム、生産ライン分析方法、学習装置、推論装置、学習済モデルおよび学習済モデルの生成方法に関する。
The present disclosure relates to a production system that analyzes production line stoppage factors, a production line analysis method, a learning device, an inference device, a learned model, and a method for generating a learned model.
生産装置が配置された生産ラインでは、生産ラインによる生産性を向上させるため、生産ラインの稼働状況をモニタリングすることが広く行われている。生産性の向上にあたっては、例えば、定められた生産に関する稼働指標である重要業績評価指標(Key Performance Indicator:KPI)に対して、重要業績評価指標を低下させている要因を特定して改善を行う方法がある。以下、生産に関する重要業績評価指標を生産KPIと呼ぶ。
On a production line where production equipment is installed, monitoring of the operating status of the production line is widely practiced in order to improve the productivity of the production line. To improve productivity, for example, identify the factors that are causing a decline in Key Performance Indicators (KPIs), which are operating indicators related to established production, and make improvements. There is a way. Hereinafter, important performance evaluation indicators related to production will be referred to as production KPI.
特許文献1には、生産KPIが低下した時間帯に対応して、当該時間帯の周辺の時間における問題事象を選別し、選別した問題事象をディスプレイの稼働状態遷移画面に表示すること、および表示内容に対して操作を行う稼働状態監視装置が開示されている。
Patent Document 1 discloses that, in response to a time period in which the production KPI has decreased, problem events in times around the time period are selected, and the selected problem events are displayed on an operating state transition screen of a display. An operating state monitoring device that performs operations on contents is disclosed.
しかしながら、上記特許文献1に記載された稼働状態監視装置では、生産KPIと停止要因との関係性が時間軸を比較基準とした画面によって示されるのみとなっている。このため、特許文献1に記載された稼働状態監視装置では、複数の問題事象が同時並行的に発生する生産ラインにおいて、各停止要因が生産KPIをどれだけ低下させたかを定量的に判断することができないという問題があった。この問題は、生産KPIを改善する改善活動の効率性を悪化させる要因となっている。
However, in the operating state monitoring device described in Patent Document 1, the relationship between production KPIs and stoppage factors is only shown on a screen using the time axis as a comparison standard. For this reason, the operating state monitoring device described in Patent Document 1 is capable of quantitatively determining how much each stoppage factor has reduced the production KPI in a production line where multiple problem events occur simultaneously. The problem was that it was not possible. This problem is a factor that deteriorates the efficiency of improvement activities to improve production KPIs.
本開示は、上記に鑑みてなされたものであって、生産ラインの生産KPIを低下させる複数の停止要因を定量化して提示することができる生産システムを得ることを目的とする。
The present disclosure has been made in view of the above, and aims to provide a production system that can quantify and present multiple stoppage factors that reduce the production KPI of a production line.
上述した課題を解決し、目的を達成するために、本開示にかかる生産システムは、複数の生産装置を含んだ生産ラインの停止要因を分析する生産システムである。生産システムは、複数の生産装置から、生産装置ごとの生産履歴に関わる装置データを取得する生産実績取得部と、複数の生産装置から、生産装置ごとの装置状態を含んだ装置データを取得する装置状態取得部と、生産装置ごとの生産履歴に関わる装置データに基づいて、生産ラインの稼働状況の良否の判断基準である重要業績評価指標の値を算出する重要業績評価指標計算部と、生産装置ごとの装置状態を含んだ装置データに基づいて、重要業績評価指標の減少に影響を及ぼす複数の停止要因の値を算出する停止要因計算部と、重要業績評価指標の値と、停止要因の値と、を表示する出力部と、を備える。停止要因計算部は、重要業績評価指標の値と停止要因の値とを、生産ラインにおける生産に関わる同じ種類の時間の同一の値に対する単位時間当たりの値として算出し、生産装置ごとの装置状態を含んだ装置データに基づいて停止要因の値が算出されていない未集計の停止要因の値を算出する。
In order to solve the above-mentioned problems and achieve the objectives, a production system according to the present disclosure is a production system that analyzes the factors that cause a production line that includes a plurality of production devices to stop. The production system includes a production record acquisition unit that acquires equipment data related to the production history of each production equipment from multiple production equipment, and a device that acquires equipment data including the equipment status of each production equipment from multiple production equipment. A status acquisition unit, an important performance evaluation indicator calculation unit that calculates the value of an important performance evaluation indicator that is a criterion for determining whether the operating status of a production line is good or bad, based on equipment data related to the production history of each production equipment, and a production equipment an outage factor calculation unit that calculates the values of multiple outage factors that affect a decrease in key performance evaluation indicators based on equipment data including the equipment status of each device; and an output section that displays. The stop factor calculation unit calculates the value of the important performance evaluation index and the value of the stop factor as a value per unit time for the same value of the same type of time related to production on the production line, and calculates the equipment status of each production equipment. Calculate the value of the unaggregated stoppage factor for which the value of the stoppage factor has not been calculated based on the device data including.
本開示によれば、生産ラインの生産KPIを低下させる複数の停止要因を定量化して提示することができる、という効果を奏する。
According to the present disclosure, it is possible to quantify and present multiple stoppage factors that reduce the production KPI of a production line.
以下に、実施の形態にかかる生産システム、生産ライン分析方法、学習装置、推論装置、学習済モデルおよび学習済モデルの生成方法を図面に基づいて詳細に説明する。
Below, a production system, a production line analysis method, a learning device, an inference device, a learned model, and a method for generating a learned model according to an embodiment will be described in detail based on the drawings.
実施の形態1.
図1は、実施の形態1にかかる生産システム10を有した全体システム1の構成を示す図である。全体システム1は、生産ライン20と、生産システム10とを有している。Embodiment 1.
FIG. 1 is a diagram showing the configuration of anoverall system 1 including a production system 10 according to the first embodiment. The overall system 1 includes a production line 20 and a production system 10.
図1は、実施の形態1にかかる生産システム10を有した全体システム1の構成を示す図である。全体システム1は、生産ライン20と、生産システム10とを有している。
FIG. 1 is a diagram showing the configuration of an
生産システム10は、複数の生産装置101が連結された生産ライン20の停止要因であるライン停止要因を分析するシステムである、生産ライン分析システムとしての機能を有している。生産システム10は、生産ライン20を構成する生産装置101から、生産装置101の稼働の情報である装置データを収集し、装置データに基づいて、生産ライン20の停止要因であるライン停止要因を分析する。ライン停止要因は、生産装置101が停止した要因に対応しており、生産ライン20の生産KPIの低下に影響を及ぼす要因である。以下の説明では、ライン停止要因を、生産装置101の停止要因、停止要因、あるいは単に要因と記載する場合がある。生産システム10は、データ取得部200と、データ演算部300と、を有する。
The production system 10 has a function as a production line analysis system, which is a system that analyzes line stoppage factors that are the stoppage factors of the production line 20 in which a plurality of production devices 101 are connected. The production system 10 collects equipment data, which is information on the operation of the production equipment 101, from the production equipment 101 that constitutes the production line 20, and analyzes line stoppage factors, which are the causes of the stoppage of the production line 20, based on the equipment data. do. The line stoppage factor corresponds to a factor that caused the production equipment 101 to stop, and is a factor that affects a decrease in the production KPI of the production line 20. In the following description, the line stoppage factor may be described as a stoppage factor of the production apparatus 101, a stoppage factor, or simply a factor. The production system 10 includes a data acquisition section 200 and a data calculation section 300.
生産ライン20は、連結された複数の生産装置101によって不図示の加工対象物であるワークを順次加工していく生産ラインの例である。生産ライン20における複数の生産装置101は、連結されている。このため、生産ライン20の生産能力は、生産装置101が1つでも停止すれば低下する。
The production line 20 is an example of a production line in which a plurality of connected production devices 101 sequentially process workpieces (not shown). A plurality of production devices 101 in the production line 20 are connected. Therefore, the production capacity of the production line 20 decreases if even one production device 101 stops.
なお、図1においては生産装置101が一列に一台ずつ並んだ場合について示しているが、生産装置101は、生産装置101の配列が途中で分岐するように配置されても構わない。例えば、生産ライン20は、第N(Nは自然数)番目の生産装置101の後に、第(N+1)番目の生産装置101が3台配置され、第N番目の生産装置101と、第(N+1)番目の各生産装置101とがそれぞれ直接連結されるような構成を含んでいてもよい。なお、実施の形態1での生産装置101同士の連結は、生産装置101間がフリーフローコンベア等で物理的に連結されている場合に限らず、自走ロボット、AGV(Automatic Guided Vehicle、無人搬送車)、人手などで生産装置101間のワークの搬送がシステム的に連結される場合も含まれる。
Although FIG. 1 shows a case where the production devices 101 are lined up one by one in a row, the production devices 101 may be arranged so that the arrangement of the production devices 101 branches in the middle. For example, in the production line 20, three (N+1)-th production devices 101 are arranged after the N-th (N is a natural number) production device 101, and the N-th production device 101 and the (N+1)-th The second production apparatus 101 may be directly connected to each other. Note that the connection between the production devices 101 in Embodiment 1 is not limited to the case where the production devices 101 are physically connected by a free flow conveyor, etc.; This also includes a case where the transport of workpieces between the production devices 101 is systematically connected by a vehicle) or manually.
生産装置101は、ワークに加工を行う種々の生産装置である。例えば、生産装置101は、はんだ付け装置、塗布装置、ケース組立装置、ねじ締め装置、画像検査装置などが例示される。
The production equipment 101 is a variety of production equipment that processes workpieces. For example, the production device 101 is exemplified by a soldering device, a coating device, a case assembly device, a screw tightening device, an image inspection device, and the like.
各生産装置101は、生産装置101を制御する生産装置制御部1011を有する。生産装置制御部1011は、時刻の情報である時刻情報を管理している。例えば、生産装置制御部1011は、時刻情報として、生産装置101内におけるワークの加工開始時刻とワークの加工終了時刻とを示す時刻データを保持する。時刻データに含まれるワークの加工開始時刻は、生産装置101におけるワークの加工が開始された日時を示す情報、すなわち生産装置101がワークの加工に着手した日時を示す情報である。時刻データに含まれるワークの加工終了時刻は、生産装置101におけるワークの加工が終了した日時を示す情報、すなわち生産装置101におけるワークの加工が完了した日時を示す情報である。なお、1つめのワークの加工終了時刻から、2つめのワークの加工開始時刻までの時間は、2つめのワークに対する加工着手待ちの時間である。
Each production device 101 has a production device control section 1011 that controls the production device 101. The production equipment control unit 1011 manages time information that is time information. For example, the production equipment control unit 1011 holds, as time information, time data indicating the start time and end time of the workpiece machining in the production equipment 101. The processing start time of the workpiece included in the time data is information indicating the date and time when processing of the workpiece in the production apparatus 101 was started, that is, information indicating the date and time when the production apparatus 101 started processing the workpiece. The processing end time of the workpiece included in the time data is information indicating the date and time when the processing of the workpiece in the production apparatus 101 was completed, that is, information indicating the date and time when the processing of the workpiece in the production apparatus 101 was completed. Note that the time from the end time of machining of the first workpiece to the time of start of machining of the second workpiece is the waiting time for the start of machining of the second workpiece.
また、生産装置101は、センサのオンあるいはオフ、センサの測定値、駆動軸の位置、モータのトルク、撮像した画像、シグナルタワーの表示色、2D(Dimensions、次元)コードリーダの読取結果、装置状態、装置状態の詳細番号などの各種情報を装置データとして個々に保持する。2Dコードリーダの読取結果の例は、ワークを識別するワークID(Identification、識別)である。実施の形態1における装置データは、時刻情報に対応付けされている。
The production equipment 101 also includes information such as on/off of the sensor, measured values of the sensor, position of the drive shaft, torque of the motor, captured images, display color of the signal tower, reading results of a 2D (Dimensions) code reader, and the device. Various information such as the status and the detailed number of the device status is individually held as device data. An example of the reading result of the 2D code reader is a work ID (Identification) that identifies the work. The device data in the first embodiment is associated with time information.
ネットワーク102は、生産装置101の各種の装置データを、全体システム1において生産ライン20の上位に位置するデータ取得部200に送信するための通信網である。図1では理解を容易にするために、ネットワーク102を実線で記載しているが、ネットワーク102は有線接続であっても無線接続であってもよい。
The network 102 is a communication network for transmitting various equipment data of the production equipment 101 to the data acquisition unit 200 located above the production line 20 in the overall system 1. In FIG. 1, the network 102 is shown as a solid line for easy understanding, but the network 102 may be a wired connection or a wireless connection.
データ取得部200は、全体システム1において生産ライン20の上位に位置し、生産装置101の各種の装置データを取得する機能を有する。データ取得部200は、例えば、パーソナルコンピュータあるいはPLC(Programmable Logic Controller、プログラマブルロジックコントローラ)といった演算機器と、データベース等の記憶媒体とにより構成される。データ取得部200は、演算機によって実現される機能部である、生産実績取得部201と、装置状態取得部202と、を有する。また、データ取得部200は、生産装置101およびデータ演算部300との間で通信を行う不図示の通信部を有する。
The data acquisition unit 200 is located above the production line 20 in the overall system 1 and has a function of acquiring various equipment data of the production equipment 101. The data acquisition unit 200 includes, for example, a computing device such as a personal computer or a PLC (Programmable Logic Controller), and a storage medium such as a database. The data acquisition unit 200 includes a production performance acquisition unit 201 and a device status acquisition unit 202, which are functional units implemented by a computer. The data acquisition unit 200 also includes a communication unit (not shown) that communicates with the production equipment 101 and the data calculation unit 300.
生産実績取得部201は、生産装置101の生産履歴に関わる装置データを生産装置101から取得し、記憶する。生産装置101の生産履歴に関わる装置データは、生産装置101によるワークの加工の際に取得される、ワークの加工の履歴のデータである。すなわち、生産実績取得部201は、生産装置101の生産履歴に関わる装置データとして、ワークの加工開始時刻のデータ、ワークの加工終了時刻のデータ、ワークの加工合否判定のデータといった各種の装置データを、生産装置101から取得する。生産装置101から取得された生産装置101の生産履歴に関わる装置データは、生産ライン20の生産KPIの算出に用いられる。
The production record acquisition unit 201 acquires equipment data related to the production history of the production equipment 101 from the production equipment 101 and stores it. The device data related to the production history of the production device 101 is data on the history of workpiece processing, which is acquired when the production device 101 processes the workpiece. That is, the production performance acquisition unit 201 acquires various device data such as workpiece machining start time data, workpiece machining end time data, and workpiece machining pass/fail judgment data as device data related to the production history of the production device 101. , obtained from the production equipment 101. Equipment data related to the production history of the production equipment 101 acquired from the production equipment 101 is used to calculate the production KPI of the production line 20.
生産KPIは、生産に関する稼働指標であって、生産ライン20の稼働状況の良否の判断基準となる評価指標である。生産KPIの値が高いほど、生産ライン20の稼働状況が良い。
The production KPI is an operating index related to production, and is an evaluation index that serves as a criterion for determining whether the operating status of the production line 20 is good or bad. The higher the value of the production KPI, the better the operating status of the production line 20 is.
装置状態取得部202は、生産装置101の装置履歴に関わる装置データを生産装置101から取得し、記憶する。生産装置101の装置履歴に関わる装置データは、生産装置101におけるワークの加工時に取得される、生産装置の状態の履歴のデータである。すなわち、装置状態取得部202は、生産装置101の装置履歴に関わる装置データとして、シグナルタワーの表示色、運転モード、その他センサ情報といった各種の装置データを生産装置101から取得する。生産装置101から取得された生産装置101の装置履歴に関わる装置データは、生産ライン20の停止要因であるライン停止要因の算出またはライン停止要因の原因分析に用いられる。
The equipment status acquisition unit 202 acquires equipment data related to the equipment history of the production equipment 101 from the production equipment 101 and stores it. The device data related to the device history of the production device 101 is data on the history of the state of the production device, which is acquired when the production device 101 processes a workpiece. That is, the device status acquisition unit 202 acquires various device data such as the display color of the signal tower, the operation mode, and other sensor information from the production device 101 as device data related to the device history of the production device 101 . The device data related to the device history of the production device 101 acquired from the production device 101 is used to calculate a line stoppage factor that is a stoppage factor of the production line 20 or to analyze the cause of the line stoppage factor.
データ演算部300は、全体システム1においてデータ取得部200の上位に位置し、生産KPIの定量化を行う機能と、ライン停止要因の定量化を行う機能と、を有する。データ演算部300は、例えば、パーソナルコンピュータあるいはプログラマブルロジックコントローラといった演算機器と、データベース等の記憶媒体とにより構成される。データ演算部300は、生産KPI計算部301と、停止要因計算部302と、を有する。また、データ演算部300は、データ取得部200および出力部400との間で通信を行う不図示の通信部を有する。
The data calculation unit 300 is located above the data acquisition unit 200 in the overall system 1, and has a function of quantifying production KPIs and a function of quantifying line stoppage factors. The data calculation unit 300 includes, for example, a calculation device such as a personal computer or a programmable logic controller, and a storage medium such as a database. The data calculation unit 300 includes a production KPI calculation unit 301 and a stop factor calculation unit 302. Further, the data calculation section 300 includes a communication section (not shown) that communicates with the data acquisition section 200 and the output section 400.
生産KPI計算部301は、データ取得部200で取得されて記憶された各種の装置データを用いて生産KPIを算出して生産KPIの定量化を行う機能を有する。具体的に、生産KPI計算部301は、データ取得部200の生産実績取得部201で取得された生産装置101の生産履歴に関わる装置データを用いて生産KPIの値を算出し、生産KPIの定量化を行う。
The production KPI calculation unit 301 has a function of calculating a production KPI using various device data acquired and stored by the data acquisition unit 200 and quantifying the production KPI. Specifically, the production KPI calculation unit 301 calculates the value of the production KPI using equipment data related to the production history of the production equipment 101 acquired by the production performance acquisition unit 201 of the data acquisition unit 200, and calculates the quantitative value of the production KPI. make changes.
なお、生産KPIは、100%を理想的な状態とする割合で計算され、計算式における分子および分母は共に時間換算される。例えば、生産KPIが設備総合効率とされる場合は、生産KPIの定義式は、「良品数×ラインタクト/操業時間」である。この定義式を用いることで、容易に生産ライン20の稼働状況が把握できる。
Note that the production KPI is calculated at a rate with 100% as the ideal state, and both the numerator and denominator in the calculation formula are converted into time. For example, when the production KPI is the overall equipment efficiency, the definition formula for the production KPI is "number of non-defective products x line takt/operating time". By using this definition formula, the operating status of the production line 20 can be easily grasped.
設備総合効率は、設備の稼働スケジュール内の範囲で、設備が予め決められた設計上の効率に対してどの程度実際に稼働しているかを定量化したものである。
Overall equipment efficiency is a quantification of the extent to which equipment is actually operating relative to a predetermined design efficiency within the equipment's operating schedule.
ラインタクトは、同一品種の1つの製品を造るのにかかる時間である。したがって、上記の「良品数×ラインタクト/操業時間」における「良品数×ラインタクト」の単位は時間となる。また、ラインタクトは、生産ライン20において目標とされるラインタクトである目標ラインタクトが用いられる。
Line takt is the time it takes to make one product of the same type. Therefore, the unit of "number of non-defective products x line takt" in the above "number of non-defective products x line takt/operating time" is time. Further, as the line takt, a target line takt, which is a line takt targeted for the production line 20, is used.
良品数は、生産装置101の生産履歴に関わる装置データの合否判定結果においてワークの加工が成功した旨の情報を、ワークIDを重複させることなくカウントした値である。例えば、後述する図3における合否判定結果の「〇」の情報を、ワークIDを重複させることなくカウントした値である。
The number of non-defective products is a value obtained by counting information indicating that workpiece processing was successful in the pass/fail determination result of equipment data related to the production history of the production equipment 101 without duplicating work IDs. For example, it is a value obtained by counting the information of "0" in the pass/fail determination result in FIG. 3, which will be described later, without duplicating work IDs.
また、生産KPIが可動率とされる場合は、生産KPIの定義式は、「加工数×ラインタクト/設備負荷時間」である。この定義式を用いることで、容易に生産ライン20の稼働状況が把握できる。「加工数×ラインタクト/設備負荷時間」における「加工数×ラインタクト」の単位は時間となる。
Furthermore, when the production KPI is taken as the availability rate, the definition formula for the production KPI is "number of processes x line takt/equipment load time". By using this definition formula, the operating status of the production line 20 can be easily grasped. The unit of "number of processes x line takt" in "number of processes x line takt/equipment load time" is time.
設備負荷時間は、設備が稼動しなくてはならない時間であり、故障時間および段取り時間などの設備の停止時間を含む。
Equipment load time is the time during which the equipment must operate, and includes equipment downtime such as failure time and setup time.
可動率は、設備の運転効率を表すものであり、設備を動かしたいときに設備が正常に動いた時間の割合を定量化したものである。可働率は、常に100%を目指すべき指標である。「加工数×ラインタクト/設備負荷時間」のうち「加工数×ラインタクト」は、「設備が正常に動いた時間」に対応する。
The availability rate represents the operational efficiency of equipment, and is a quantification of the percentage of time that equipment operates normally when it is desired to operate. The availability rate is an index that should always be aimed at 100%. Of the "number of processes x line tact/equipment load time", "number of processes x line takt" corresponds to the "time during which the equipment operates normally".
停止要因計算部302は、データ取得部200で取得されて保管された各種の装置データを用いてライン停止要因の値を算出してライン停止要因の定量化を行う機能を有する。具体的に、停止要因計算部302は、データ取得部200の装置状態取得部202で取得された生産装置101の装置履歴に関わる装置データを用いてライン停止要因の値を算出し、ライン停止要因の定量化し、ライン停止要因の原因分析を可能とする。
The stop factor calculation section 302 has a function of quantifying the line stop factor by calculating the value of the line stop factor using various device data acquired and stored by the data acquisition section 200. Specifically, the stoppage factor calculation unit 302 calculates the value of the line stoppage factor using equipment data related to the equipment history of the production equipment 101 acquired by the equipment status acquisition unit 202 of the data acquisition unit 200, and calculates the value of the line stoppage factor. This enables analysis of the causes of line stoppages.
ライン停止要因は、上述したように生産装置101が停止した要因に対応しており、生産ライン20の生産KPIの低下に影響を及ぼす要因である。ライン停止要因の値が低いほど、生産ライン20の稼働状況が良い。ライン停止要因の値は、分母を生産KPIと同じとした割合で計算される。
The line stoppage factor corresponds to the cause of the stoppage of the production equipment 101 as described above, and is a factor that affects the decline in the production KPI of the production line 20. The lower the value of the line stoppage factor is, the better the operating status of the production line 20 is. The value of the line stoppage factor is calculated using the same denominator as the production KPI.
生産KPIが設備総合効率とされる場合は、停止要因の値は、「継続時間/操業時間」と定義される。この場合、停止要因の値を算出する際の分母は、上記の生産KPIが設備総合効率とされる場合に生産KPIの値を算出する際の計算式「良品数×ラインタクト/操業時間」の分母と同じである。
When the production KPI is overall equipment efficiency, the value of the stoppage factor is defined as "duration time/operation time". In this case, the denominator when calculating the value of the stoppage factor is the calculation formula "Number of non-defective products x line takt/operating time" when calculating the value of the production KPI when the above production KPI is taken as the overall equipment efficiency. It is the same as the denominator.
生産KPIが可動率とされる場合は、停止要因の値は、「継続時間/設備負荷時間」と定義される。この場合、停止要因の値を算出する際の分母は、上記の生産KPIが可動率とされる場合に生産KPIの値を算出する際の計算式「加工数×ラインタクト/設備負荷時間」の分母と同じである。
When the production KPI is the availability rate, the value of the stoppage factor is defined as "duration time/equipment load time". In this case, the denominator when calculating the value of the stoppage factor is the calculation formula "number of processes x line takt / equipment load time" when calculating the value of the production KPI when the above production KPI is taken as the availability rate. It is the same as the denominator.
継続時間は、生産装置101の停止状態が継続されている時間である。
The duration time is the time period during which the production equipment 101 continues to be stopped.
操業時間は、最大加工終了時刻と生産ライン20が属する生産現場の始業時刻の差分である。最大加工終了時刻は、生産ライン20における複数の生産装置101の各々の加工終了時刻のうち、最も遅い時刻である。例えば、始業時刻が8:30であり、生産装置101である設備Aの加工終了時刻が17:15であり、生産装置101である設備Bの加工終了時刻が17:20であり、生産装置101である設備Cの加工終了時刻が17:30であるとした場合、17:30-8:30=9時間が操業時間と定義される。
The operating time is the difference between the maximum processing end time and the start time of the production site to which the production line 20 belongs. The maximum machining end time is the latest time among the machining end times of each of the plurality of production devices 101 on the production line 20. For example, the start time of work is 8:30, the processing end time of equipment A which is the production equipment 101 is 17:15, the processing end time of equipment B which is the production equipment 101 is 17:20, and the processing end time of equipment A which is the production equipment 101 is 17:20. When the processing end time of equipment C is 17:30, the operating time is defined as 17:30-8:30=9 hours.
停止要因計算部302は、上記のように計算される生産KPIの値と停止要因の値とに対して、未集計の停止要因の値を算出する。未集計の停止要因の値は、「100%-生産KPIの値(%)-複数の停止要因の値(%)の合算値」と定義される。すなわち、未集計の停止要因の値は、100%から、生産KPIの値(%)と、複数の停止要因の値(%)とを減算した、残りの値となる。
The stop factor calculation unit 302 calculates the value of the unaggregated stop factor with respect to the production KPI value and the stop factor value calculated as described above. The value of the unaggregated stoppage factor is defined as "100% - production KPI value (%) - total value of multiple stoppage factor values (%)". That is, the value of the unaggregated stoppage factor is the remaining value obtained by subtracting the value (%) of the production KPI and the value (%) of the plurality of stoppage factors from 100%.
未集計の停止要因は、データ取得部200の装置状態取得部202で取得された生産装置101の装置履歴に関わる装置データを用いたライン停止要因の値の算出において、集計されずにライン停止要因の値が算出されていない、停止要因である。
The unaggregated stoppage factors are the line stoppage factors that are not aggregated when calculating the value of the line stoppage factor using equipment data related to the equipment history of the production equipment 101 acquired by the equipment status acquisition unit 202 of the data acquisition unit 200. The value of has not been calculated, which is the cause of the stoppage.
データ演算部300は、例えば、パーソナルコンピュータにより実現される。すなわち、生産KPI計算部301と停止要因計算部302との機能は、例えば、計算用ソフトウェアまたはビジネスインテリジェンス(Business Intelligence:BI)ツールが導入されたパーソナルコンピュータによって実現される。
The data calculation unit 300 is realized by, for example, a personal computer. That is, the functions of the production KPI calculation section 301 and the stoppage factor calculation section 302 are realized, for example, by a personal computer installed with calculation software or a business intelligence (BI) tool.
上述したように、生産システム10では、分母に同一の値を用いた割合として生産KPIの値と停止要因の値と未集計の停止要因の値とが算出される。すなわち、生産システム10では、生産KPIの値と停止要因の値と未集計の停止要因の値とが、生産ライン20における生産に関わる同じ種類の時間の同一の値に対する単位時間当たりの値として算出される。これにより、生産システム10では、停止要因の値と未集計の停止要因の値との大小関係、および停止要因と未集計の停止要因とが生産KPIの低下に及ぼす影響の度合いを、容易に比較することができる。これにより、作業者または管理者は、生産KPIが低下した原因が何であるのか、および当該原因が生産KPIの低下に及ぼす影響の度合いを定量的に把握できる。
As described above, in the production system 10, the value of the production KPI, the value of the stoppage factor, and the value of the unaggregated stoppage factor are calculated as ratios using the same value for the denominator. That is, in the production system 10, the value of the production KPI, the value of the stoppage factor, and the value of the unaggregated stoppage factor are calculated as values per unit time for the same value of the same type of time related to production on the production line 20. be done. As a result, the production system 10 can easily compare the magnitude relationship between the value of the stoppage factor and the value of the unaggregated stoppage factor, and the degree of influence that the stoppage factor and the unaggregated stoppage factor have on the decline of the production KPI. can do. Thereby, the worker or manager can quantitatively grasp the cause of the decrease in the production KPI and the degree of influence of the cause on the decrease in the production KPI.
出力部400は、情報を可視化して生産現場の作業者または生産管理部門の管理者に提示することができる表示部であり、モニター、タブレット、ウェアラブルデバイスといった、情報を可視化できる表示機器である。出力部400は、定量化した生産KPI、停止要因および未集計の停止要因についての変遷または数値を、グラフまたは表で表示することができる。これにより、作業者または管理者は、生産ライン20の稼働状況を定量的に把握することができる。
The output unit 400 is a display unit that can visualize information and present it to workers at the production site or managers in the production management department, and is a display device that can visualize information, such as a monitor, tablet, or wearable device. The output unit 400 can display changes or numerical values regarding the quantified production KPI, stoppage factors, and unaggregated stoppage factors in a graph or a table. This allows the worker or manager to quantitatively grasp the operating status of the production line 20.
つぎに、生産システム10が、生産ライン20の稼働状況を定量的に分析して可視化する稼働状況分析処理について説明する。図2は、実施の形態1にかかる生産システム10による稼働状況分析処理の処理手順を示すフローチャートである。ここでは、生産KPIを可動率として説明する。
Next, a description will be given of an operation status analysis process in which the production system 10 quantitatively analyzes and visualizes the operation status of the production line 20. FIG. 2 is a flowchart showing the processing procedure of the operation status analysis process by the production system 10 according to the first embodiment. Here, production KPI will be explained in terms of availability rate.
ステップS110において、データ取得部200が、生産装置101によるワークの加工の際に生産ライン20の装置データを取得し、記憶する。すなわち、生産実績取得部201が、生産装置101の生産履歴に関わる装置データを生産装置101から取得して記憶する生産実績取得ステップを行う。また、装置状態取得部202が、生産装置101がワークの加工を行っている間において、生産装置101の装置履歴に関わる装置データを生産装置101から取得して記憶する装置状態取得ステップを行う。
In step S110, the data acquisition unit 200 acquires and stores equipment data of the production line 20 when the production equipment 101 processes the workpiece. That is, the production record acquisition unit 201 performs a production record acquisition step of acquiring and storing device data related to the production history of the production apparatus 101 from the production apparatus 101. Further, the device status acquisition unit 202 performs a device status acquisition step of acquiring and storing device data related to the device history of the production device 101 from the production device 101 while the production device 101 processes a workpiece.
図3は、実施の形態1にかかる生産システム10において生産KPIである可動率の算出に用いられる装置データが記憶された第1のテーブルの例を示す図である。図3に示す装置データは、生産実績取得部201が取得する装置データの例であって、生産KPI計算部301が生産KPIである可動率を算出するために必要とされる装置データの例である。第1のテーブルは、生産実績取得部201が生産装置101の生産履歴に関わる装置データを取得して、予め決められたフォーマットに格納することにより作成され、生産実績取得部201に記憶される。
FIG. 3 is a diagram illustrating an example of a first table in which device data used for calculating the availability rate, which is a production KPI, in the production system 10 according to the first embodiment is stored. The equipment data shown in FIG. 3 is an example of equipment data acquired by the production performance acquisition unit 201, and is an example of equipment data required for the production KPI calculation unit 301 to calculate the availability rate, which is the production KPI. be. The first table is created by the production record acquisition unit 201 acquiring equipment data related to the production history of the production equipment 101 and storing it in a predetermined format, and is stored in the production record acquisition unit 201.
図3において、「装置ID」は、生産ライン20における生産装置101を識別するための装置識別情報であって、複数の生産装置101の各々に対して固有に割り振られた識別情報である。「ワークID」は、生産装置101で加工されるワークを識別するためのワーク識別情報であって、複数のワークの各々に対して固有に割り振られた識別情報である。「加工開始時刻」は、生産装置101によるワークの加工開始時刻である。「加工終了時刻」は、生産装置101によるワークの加工終了時刻である。ワークの加工開始時刻とワークの加工終了時刻とによって、「ワークの加工時間」が算出される。「合否判定結果」は、生産装置101によるワークの加工が成功したか失敗したかを示す合否情報である。
In FIG. 3, "equipment ID" is equipment identification information for identifying the production equipment 101 on the production line 20, and is identification information uniquely assigned to each of the plurality of production equipment 101. The "work ID" is work identification information for identifying a work processed by the production apparatus 101, and is identification information uniquely assigned to each of a plurality of works. The “processing start time” is the time when the production device 101 starts processing the workpiece. The “processing end time” is the time when the production device 101 finishes processing the workpiece. The "workpiece machining time" is calculated from the workpiece machining start time and the workpiece machining end time. The “pass/fail determination result” is pass/fail information indicating whether processing of the workpiece by the production apparatus 101 was successful or failed.
図4は、実施の形態1にかかる生産システム10において停止要因の算出に用いられる装置データが記憶された第2のテーブルの例を示す図である。図4に示す装置データは、装置状態取得部202が取得する装置データの例であって、停止要因計算部302が停止要因を算出するために必要とされる装置データの例である。
FIG. 4 is a diagram illustrating an example of a second table in which device data used for calculating stop factors in the production system 10 according to the first embodiment is stored. The device data shown in FIG. 4 is an example of device data acquired by the device status acquisition unit 202, and is an example of device data required for the stop factor calculation unit 302 to calculate the stop factor.
図4において、「装置ID」は、図3の場合と同様に、生産ライン20における生産装置101を識別するための装置識別情報であって、複数の生産装置101の各々に対して固有に割り振られた識別情報である。「装置状態」は、生産装置101がどのような状態であったかを示す状態情報である。「詳細番号」は、生産装置101の装置状態をさらに細分化した、生産装置101の状態を示す情報であり、「装置状態」を細分化した詳細情報である。例えば、「装置状態」が「異常」であって詳細番号が「46」である場合は、「エラー番号46」に対応するトラブルが生産装置101に発生していることを意味する。「状態開始時刻」は、「装置状態」に示される生産装置101の状態が開始された時刻である。「状態終了時刻」は、「装置状態」に示される生産装置101の状態が終了した時刻である。状態開始時刻と状態終了時刻とによって、生産装置101の「装置状態」の「継続時間」が算出される。
In FIG. 4, "equipment ID" is equipment identification information for identifying the production equipment 101 on the production line 20, as in the case of FIG. 3, and is uniquely assigned to each of the plurality of production equipment 101. identification information. “Device status” is status information indicating what status the production device 101 is in. The “detail number” is information indicating the state of the production device 101, which is obtained by further subdividing the device state of the production device 101, and is detailed information obtained by subdividing the “device state”. For example, if the "equipment status" is "abnormal" and the detail number is "46", it means that a trouble corresponding to "error number 46" has occurred in the production equipment 101. The "state start time" is the time when the state of the production equipment 101 indicated in the "equipment state" is started. "Status end time" is the time when the state of the production equipment 101 indicated in "equipment state" ends. The “duration time” of the “device state” of the production device 101 is calculated from the state start time and state end time.
エラー番号は、生産装置101に発生し得る複数の異常状態に対して個別に割り当てられた、生産装置101の異常状態を識別するための識別情報である。
The error number is identification information for identifying the abnormal state of the production apparatus 101, which is individually assigned to a plurality of abnormal states that may occur in the production apparatus 101.
生産実績取得部201は、取得した装置データを格納した第1のテーブルの情報を、データ演算部300の生産KPI計算部301に送信する。生産KPI計算部301は、第1のテーブルの情報を受信して記憶する。装置状態取得部202は、取得した装置データを格納した第2のテーブルの情報を、データ演算部300の停止要因計算部302に送信する。停止要因計算部302は、第2のテーブルの情報を受信して記憶する。その後、ステップS120に進む。
The production performance acquisition unit 201 transmits information of the first table storing the acquired device data to the production KPI calculation unit 301 of the data calculation unit 300. The production KPI calculation unit 301 receives and stores the information of the first table. The device status acquisition unit 202 transmits information on the second table storing the acquired device data to the stop factor calculation unit 302 of the data calculation unit 300. The stop factor calculation unit 302 receives and stores the information in the second table. After that, the process advances to step S120.
ステップS120では、データ演算部300が、生産KPIの値と、停止要因の値と、を算出する。具体的に、データ演算部300の生産KPI計算部301が、生産KPIの値を算出する重要業績評価指標計算ステップを行う。また、データ演算部300の停止要因計算部302が、停止要因の値を算出する停止要因計算ステップを行う。生産KPIである可動率は、上述したように、「加工数×ラインタクト/設備負荷時間」と定義される。そして、「ラインタクト」は、生産ライン20の稼働前に一意に決定できる値である。したがって、生産KPI計算部301は、図3に示すような装置データを用いて、ワークの加工数と、設備負荷時間と、を算出する。すなわち、生産KPI計算部301は、図3に示すような、生産実績取得部201が取得する装置データを用いて、ワークの加工数と、設備負荷時間と、を取得する。
In step S120, the data calculation unit 300 calculates the value of the production KPI and the value of the stop factor. Specifically, the production KPI calculation unit 301 of the data calculation unit 300 performs a key performance evaluation index calculation step to calculate the value of the production KPI. Further, the stop factor calculation section 302 of the data calculation section 300 performs a stop factor calculation step of calculating the value of the stop factor. As mentioned above, the availability rate, which is a production KPI, is defined as "number of processes x line takt/equipment load time". The "line takt" is a value that can be uniquely determined before the production line 20 starts operating. Therefore, the production KPI calculation unit 301 calculates the number of workpieces to be processed and the equipment load time using the apparatus data as shown in FIG. That is, the production KPI calculation unit 301 uses the equipment data acquired by the production performance acquisition unit 201 as shown in FIG. 3 to acquire the number of workpieces processed and the equipment load time.
「ラインタクト」は、生産ライン20の稼働前にデータ演算部300に入力されて記憶される。データ演算部300は、例えば通信部を介してデータ演算部300の外部からラインタクトの情報を受信することができる。「加工数」は、図3の第1のテーブルの行数を、ワークIDの重複なくカウントすることにより取得される。「設備負荷時間」は、図3の第1のテーブルにおいて、個々の装置IDについてではなく、第1のテーブルの情報の全体を対象として時間的に最初の「加工開始時刻」と、時間的に最後の「加工終了時刻」と、の差分により算出することができる。
The "line takt" is input to the data calculation unit 300 and stored before the production line 20 starts operating. The data calculation unit 300 can receive line tact information from outside the data calculation unit 300, for example, via a communication unit. The "number of processes" is obtained by counting the number of rows in the first table in FIG. 3 without duplication of work IDs. In the first table of FIG. 3, the "equipment load time" is not about individual device IDs, but about the entire information in the first table, and the "processing start time" is the first time in terms of time. It can be calculated by the difference between the last "processing end time" and the last "processing end time".
停止要因の値は、図4の第2のテーブルにおける、各行の「状態開始時刻」と「状態終了時刻」との差分を合算した「装置状態ごとの継続時間」を算出し、当該「装置状態ごとの継続時間」を、「可動率」の算出に用いた「設備負荷時間」の値で除算することにより導出できる。
The value of the stop factor is determined by calculating the "duration time for each device state" by adding up the difference between the "state start time" and "state end time" of each row in the second table of FIG. It can be derived by dividing the "duration time for each" by the value of the "equipment load time" used to calculate the "availability rate".
このように、生産KPIの値と、停止要因の値とは、同じ値で除算されて算出される。すなわち、生産KPIの値と、停止要因の値とは、同じ時間の値で除算されて、生産ライン20における生産に関わる同じ種類の時間の同一の値に対する単位時間当たりの値として算出される。その後、ステップS130に進む。
In this way, the value of the production KPI and the value of the stoppage factor are calculated by dividing them by the same value. That is, the value of the production KPI and the value of the stoppage factor are divided by the value of the same time, and are calculated as the value per unit time for the same value of the same type of time related to production on the production line 20. After that, the process advances to step S130.
ステップS130では、データ演算部300が、未集計の停止要因の値を算出する。具体的に、ステップS130では、停止要因計算部302が、未集計の停止要因の値を算出する。未集計の停止要因の値は、「100%-生産KPIの値(%)-複数の停止要因の値(%)の合算値」の計算式によって算出される。その後、ステップS140に進む。
In step S130, the data calculation unit 300 calculates the value of the unaggregated stop factor. Specifically, in step S130, the stop factor calculation unit 302 calculates the value of the unaggregated stop factors. The value of the unaggregated stoppage factor is calculated using the formula: "100% - production KPI value (%) - total value of multiple stoppage factors (%)". After that, the process advances to step S140.
ステップS140では、停止要因計算部302が、ステップS130で算出された未集計の停止要因の値が正の値であるか否かを判定する。ステップS130で算出された未集計の停止要因の値が正の値である場合は、ステップS140においてYesとなり、ステップS150に進む。この場合、生産KPI計算部301は、算出した生産KPIの値の情報を出力部400に送信する。また、停止要因計算部302は、算出した停止要因の値の情報と、算出した未集計の停止要因の値の情報と、を出力部400に送信する。
In step S140, the stop factor calculation unit 302 determines whether the value of the unaggregated stop factor calculated in step S130 is a positive value. If the value of the unaccumulated stoppage factor calculated in step S130 is a positive value, the result is Yes in step S140, and the process proceeds to step S150. In this case, the production KPI calculation unit 301 transmits information on the calculated production KPI value to the output unit 400. Further, the stop factor calculation unit 302 transmits information on the calculated value of the stop factor and information on the calculated value of the unaggregated stop factor to the output unit 400 .
一方、ステップS130で算出された未集計の停止要因の値が正の値でない場合は、ステップS140においてNoとなり、ステップS160に進む。なお、図4で集計するデータに重複がある場合に、未集計の停止要因の値が負となる場合がある。生産ライン20は生産装置101が連結されて構成されているため、隣接する生産装置101の停止要因が当該生産装置101の停止要因の集計に影響を与えてしまう場合がある。
On the other hand, if the value of the unaggregated stop factors calculated in step S130 is not a positive value, the result is No in step S140, and the process proceeds to step S160. Note that if there is overlap in the data to be aggregated in FIG. 4, the value of the unaggregated stop factor may be negative. Since the production line 20 is configured by connecting the production devices 101, a stop factor of an adjacent production device 101 may affect the summation of the stop factors of the production device 101.
ステップS150では、出力ステップが行われ、出力部400が、算出された生産KPIの値と、停止要因の値と、未集計の停止要因の値と、を表示する。なお、未集計の停止要因が無しとされている場合には、出力部400は、未集計の停止要因の値は表示しない。
In step S150, an output step is performed, and the output unit 400 displays the calculated value of the production KPI, the value of the stop factor, and the value of the unaggregated stop factor. Note that when it is determined that there is no unaccounted stoppage factor, the output unit 400 does not display the value of the unsummed stoppage factor.
図5は、実施の形態1にかかる生産システム10が表示させるライン停止要因の分析結果の第1例を示す図である。図5のグラフは、特定の生産装置101におけるライン停止要因とライン停止要因の値との関係を示している。図5のグラフでは、ライン停止要因として、要因68、要因33、未集計の要因、要因5および要因11について示している。出力部400は、停止要因の値と未集計の停止要因の値とを、例えば棒グラフとして表示する。
FIG. 5 is a diagram showing a first example of analysis results of line stoppage factors displayed by the production system 10 according to the first embodiment. The graph in FIG. 5 shows the relationship between line stop factors and values of line stop factors in a specific production apparatus 101. The graph of FIG. 5 shows factor 68, factor 33, unaccumulated factor, factor 5, and factor 11 as line stoppage factors. The output unit 400 displays the value of the stoppage factor and the value of the unaggregated stoppage factor, for example, as a bar graph.
そして、図5のグラフには、停止要因の値と未集計の停止要因の値とが分母に同一の値を用いた割合(%)として表示されている。これにより、図5のグラフでは、停止要因の値と未集計の停止要因の値との大小関係、および停止要因と未集計の停止要因とが生産KPIに及ぼす影響の度合いを、容易に比較することができる。これにより、作業者または管理者は、生産KPIが低下した原因が何であるのか、および当該原因が生産KPIに及ぼす影響の度合いを定量的に把握できる。
In the graph of FIG. 5, the value of the stoppage factor and the value of the unaggregated stoppage factor are displayed as a ratio (%) using the same value as the denominator. As a result, in the graph of Figure 5, it is easy to compare the magnitude relationship between the values of stoppage factors and the values of unaggregated stoppage factors, and the degree of influence that stoppage factors and unaggregated stoppage factors have on production KPI. be able to. Thereby, the worker or manager can quantitatively grasp the cause of the decrease in the production KPI and the degree of influence that the cause has on the production KPI.
例えば、図5では、生産KPIの低下に最も影響を及ぼしている停止要因が「要因68」であることを示している。一方で、図5では、集計できない停止要因が3番目に大きい値を有することから、追加での調査または装置データの収集が必要であることを示唆している。
For example, FIG. 5 shows that the stoppage factor that has the most influence on the decline in production KPI is "factor 68." On the other hand, in FIG. 5, the stoppage factor that cannot be summarized has the third largest value, suggesting that additional investigation or collection of device data is necessary.
図6は、実施の形態1にかかる生産システム10が表示させるライン停止要因の分析結果の第2例を示す図である。図6のグラフは、生産KPIの値と停止要因の値と未集計の停止要因の値とを1つのグラフに表示しており、生産KPIの値と停止要因の値と未集計の停止要因の値との1日ごとの変遷を示している。すなわち、図6は、生産ライン20の稼働状況の推移を示している。図6において、横軸は生産ライン20が停止した日を示し、縦軸は生産KPIの値と停止要因の値と未集計の停止要因の値とを示している。図6のグラフでは、ライン停止要因として、要因33、要因5、未集計の要因、要因17および要因24について示している。出力部400は、生産KPIの値の変遷を、例えば折れ線グラフとして表示する。また、出力部400は、停止要因の値と未集計の停止要因の値との変遷を、例えば棒グラフとして表示する。
FIG. 6 is a diagram showing a second example of analysis results of line stoppage factors displayed by the production system 10 according to the first embodiment. The graph in Figure 6 displays the values of production KPIs, values of stoppage factors, and values of unaggregated stoppage factors in one graph. It shows the daily changes in the value. That is, FIG. 6 shows changes in the operating status of the production line 20. In FIG. 6, the horizontal axis shows the day when the production line 20 stopped, and the vertical axis shows the value of the production KPI, the value of the stoppage factor, and the value of the stoppage factor that has not been totaled. The graph of FIG. 6 shows factor 33, factor 5, unaccumulated factor, factor 17, and factor 24 as line stoppage factors. The output unit 400 displays changes in the values of the production KPI, for example, as a line graph. Further, the output unit 400 displays the change in the value of the stoppage factor and the value of the unaggregated stoppage factor, for example, as a bar graph.
そして、図6のグラフには、生産KPIの値と停止要因の値と未集計の停止要因の値とが分母に同一の値を用いた割合(%)として表示されている。これにより、図6のグラフでは、生産KPIの値と停止要因の値と未集計の停止要因の値との大小関係、および停止要因と未集計の停止要因とが生産KPIに及ぼす影響の度合いを、容易に比較することができる。これにより、作業者または管理者は、生産KPIが低下した原因が何であるのか、および当該原因が生産KPIに及ぼす影響の度合いを定量的に把握できる。
In the graph of FIG. 6, the production KPI value, the value of the stoppage factor, and the value of the unaggregated stoppage factor are displayed as a ratio (%) using the same value as the denominator. As a result, the graph in Figure 6 shows the magnitude relationship between the production KPI value, the value of the stoppage factor, and the value of the unaggregated stoppage factor, and the degree of influence that the stoppage factor and the unaggregated stoppage factor have on the production KPI. , can be easily compared. Thereby, the worker or manager can quantitatively grasp the cause of the decrease in the production KPI and the degree of influence that the cause has on the production KPI.
ステップS160では、停止要因計算部302は、未集計の停止要因を「なし」と判定し、ステップS150に進む。この場合、生産KPI計算部301は、算出した生産KPIの値の情報を出力部400に送信する。また、停止要因計算部302は、算出した停止要因の値の情報を出力部400に送信する。また、停止要因計算部302は、未集計の停止要因が無い旨の情報を出力部400に送信する。
In step S160, the stop factor calculation unit 302 determines that there are no unaccounted stop factors, and proceeds to step S150. In this case, the production KPI calculation unit 301 transmits information on the calculated production KPI value to the output unit 400. Further, the stop factor calculation unit 302 transmits information on the calculated value of the stop factor to the output unit 400. Further, the stop factor calculation unit 302 transmits information to the output unit 400 that there is no unaccounted stop factor.
なお、データ取得部200は、生産装置101が備えていてもよい。また、データ取得部200およびデータ演算部300は、生産装置101が備えていてもよい。
Note that the data acquisition unit 200 may be included in the production apparatus 101. Further, the data acquisition section 200 and the data calculation section 300 may be included in the production apparatus 101.
上記のような生産システム10によれば、複数の生産装置を含んだ生産ラインの停止要因を分析する生産システムが実現される。生産システムは、複数の生産装置から、生産装置ごとの生産履歴に関わる装置データを取得する生産実績取得部と、複数の生産装置から、生産装置ごとの装置状態を含んだ装置データを取得する装置状態取得部と、生産装置ごとの生産履歴に関わる装置データに基づいて、生産ラインの稼働状況の良否の判断基準である重要業績評価指標の値を算出する重要業績評価指標計算部と、生産装置ごとの装置状態を含んだ装置データに基づいて、重要業績評価指標の減少に影響を及ぼす複数の停止要因の値を算出する停止要因計算部と、重要業績評価指標の値と、停止要因の値と、を表示する出力部と、を備える。停止要因計算部は、重要業績評価指標の値と停止要因の値とを、生産ラインにおける生産に関わる同じ種類の時間の同一の値に対する単位時間当たりの値として算出する生産システムが実現される。
According to the production system 10 as described above, a production system is realized that analyzes the causes of stoppage of a production line including a plurality of production devices. The production system includes a production record acquisition unit that acquires equipment data related to the production history of each production equipment from multiple production equipment, and a device that acquires equipment data including the equipment status of each production equipment from multiple production equipment. A status acquisition unit, an important performance evaluation indicator calculation unit that calculates the value of an important performance evaluation indicator that is a criterion for determining whether the operating status of a production line is good or bad, based on equipment data related to the production history of each production equipment, and a production equipment an outage factor calculation unit that calculates the values of multiple outage factors that affect a decrease in key performance evaluation indicators based on equipment data including the equipment status of each device; and an output section that displays. The stop factor calculation unit realizes a production system in which the value of the important performance evaluation index and the value of the stop factor are calculated as values per unit time for the same value of the same type of time related to production on the production line.
上述したように、実施の形態1にかかる生産システム10では、生産KPIは、生産実績取得部201で取得された生産装置101の生産履歴に関わる装置データに基づいて生産KPI計算部301によって計算される。そして、生産KPIの値は、100%を理想的な状態とする割合として計算され、生産KPIの値を算出する計算式の分子および分母は共に時間換算される。
As described above, in the production system 10 according to the first embodiment, the production KPI is calculated by the production KPI calculation unit 301 based on the equipment data related to the production history of the production equipment 101 acquired by the production performance acquisition unit 201. Ru. Then, the value of the production KPI is calculated as a ratio with 100% as the ideal state, and both the numerator and denominator of the formula for calculating the value of the production KPI are converted into time.
また、生産システム10では、各停止要因の値は、装置状態取得部202で取得された生産装置101の装置履歴に関わる装置データに基づいて停止要因計算部302によって計算される。そして、各停止要因の値は、各停止要因での継続時間を算出し、当該継続時間を生産KPIの計算時に用いた分母の時間で除算することによって計算される。
Furthermore, in the production system 10 , the value of each stoppage factor is calculated by the stoppage factor calculation unit 302 based on equipment data related to the equipment history of the production equipment 101 acquired by the equipment status acquisition unit 202 . The value of each stop factor is calculated by calculating the duration of each stop factor and dividing the duration by the denominator time used when calculating the production KPI.
また、未集計の停止要因の値は、「100%-生産KPIの値(%)-各停止要因の値の合算値(%)」によって計算される。そして、生産KPIの値、各停止要因の値、未集計の停止要因の値は、出力部400に表示されて、作業員または管理者に提示される。
Furthermore, the value of the unaggregated stoppage factor is calculated by "100% - production KPI value (%) - total value of the values of each stoppage factor (%)". The value of the production KPI, the value of each stop factor, and the value of the unaggregated stop factor are displayed on the output unit 400 and presented to the worker or manager.
このように、生産システム10では、分母に同一の値を用いた割合として生産KPIの値と停止要因との値を算出するため、複数の停止要因の各停止要因が生産KPIをどれだけ低下させたかを定量的に可視化できる。また、生産システム10では、複数の停止要因の各停止要因が生産KPIをどれだけ低下させたかを定量化できるため、生産KPIを低下させる停止要因であって集計されていない未集計の停止要因の値も、分母に生産KPIの値および停止要因の値と同一の値を用いた割合として算出されるため、未集計の停止要因がどれほどあるのかを定量的に可視化できる。
In this way, in the production system 10, the value of the production KPI and the value of the stoppage factor are calculated as a ratio using the same value for the denominator, so it is possible to calculate how much each stoppage factor of the plurality of stoppage factors reduces the production KPI. It is possible to visualize the amount quantitatively. In addition, in the production system 10, it is possible to quantify how much each of the plurality of stoppage factors has reduced the production KPI. Since the value is also calculated as a ratio using the same value as the production KPI value and the value of the stoppage factor in the denominator, it is possible to quantitatively visualize how many stoppage factors are not totaled.
これにより、生産システム10では、複数の停止要因の各々が生産KPIの低下にどれだけ影響しているかを容易に比較することができる。すなわち、生産システム10では、複数の停止要因の生産KPIの低下への影響度を容易に比較することができる。そして、生産現場の作業員または管理者は、生産KPIを向上させるために効率的かつ的確な順序で、各停止要因への対処を行うことができ、生産ライン20の改善活動の効率性を高めることができる。
Thereby, in the production system 10, it is possible to easily compare how much each of the plurality of stoppage factors influences the decline in the production KPI. That is, in the production system 10, it is possible to easily compare the degree of influence of a plurality of stoppage factors on a decrease in production KPI. Then, workers or managers at the production site can deal with each stoppage factor in an efficient and accurate order to improve production KPIs, increasing the efficiency of improvement activities on the production line 20. be able to.
したがって、実施の形態1にかかる生産システム10によれば、生産ライン20の生産KPIを低下させる複数の停止要因を定量化して提示することができる、という効果を奏する。
Therefore, according to the production system 10 according to the first embodiment, it is possible to quantify and present a plurality of stoppage factors that reduce the production KPI of the production line 20.
実施の形態2.
実施の形態2では、上述した実施の形態1にかかる生産システム10による他の稼働状況分析処理について説明する。図7は、実施の形態1にかかる生産システム10による他の稼働状況分析処理の処理手順を示すフローチャートである。以下では、上述した図2のフローチャートと異なる部分について説明する。 Embodiment 2.
In the second embodiment, another operation status analysis process performed by theproduction system 10 according to the first embodiment described above will be described. FIG. 7 is a flowchart showing the processing procedure of another operation status analysis process by the production system 10 according to the first embodiment. Below, parts different from the flowchart of FIG. 2 described above will be explained.
実施の形態2では、上述した実施の形態1にかかる生産システム10による他の稼働状況分析処理について説明する。図7は、実施の形態1にかかる生産システム10による他の稼働状況分析処理の処理手順を示すフローチャートである。以下では、上述した図2のフローチャートと異なる部分について説明する。 Embodiment 2.
In the second embodiment, another operation status analysis process performed by the
他の稼働状況分析処理では、生産実績取得部201で取得したデータに基づいて、装置状態取得部202で取得したデータに補正を加えたうえで、図2のフローチャートと同様の処理が行われる。
In other operating status analysis processes, the data acquired by the device status acquisition unit 202 is corrected based on the data acquired by the production performance acquisition unit 201, and then the same process as in the flowchart of FIG. 2 is performed.
他の稼働状況分析処理では、例えば、図3と図4に記載している「装置ID」を検索キーとして、図3の「加工開始時刻」と「加工終了時刻」との間に該当しない図4の装置状態が除外される。生産ライン20は生産装置101が連結されて構成されているため、隣接する装置の停止要因が当該装置の集計に影響を与えてしまう場合がある。このような影響を排除するため、他の稼働状況分析処理では、生産加工中に限定して停止要因をカウントする。
In other operation status analysis processes, for example, using the "equipment ID" shown in FIGS. 3 and 4 as a search key, you can search for images that do not correspond between the "processing start time" and "processing end time" in FIG. 3. 4 device states are excluded. Since the production line 20 is configured by connecting the production devices 101, a stop factor of an adjacent device may affect the total of the device. In order to eliminate such effects, other operating status analysis processes count stoppage factors only during production processing.
例えば、図4に示す第2のテーブルにおいて「装置ID」が「JROC」である生産装置101の「装置状態」が「停止」となっている。この場合、当該生産装置101の装置データにおける「装置状態」が「停止」のデータは、当該生産装置101以外の生産装置101の停止要因によって当該生産装置101における生産加工が停止している場合と考えられる。この場合には、「装置状態」が「停止」に対応するデータは除外されて停止要因の値が算出される。
For example, in the second table shown in FIG. 4, the "equipment status" of the production equipment 101 whose "equipment ID" is "JROC" is "stopped". In this case, data in which the "equipment status" in the equipment data of the production equipment 101 is "stopped" indicates that the production processing in the production equipment 101 is stopped due to a stop factor of the production equipment 101 other than the production equipment 101. Conceivable. In this case, the value of the stop factor is calculated by excluding data whose "device status" corresponds to "stop".
ステップS210では、データ演算部300の生産KPI計算部301が、生産KPIの値を算出する。
In step S210, the production KPI calculation unit 301 of the data calculation unit 300 calculates the value of the production KPI.
ステップS220では、データ演算部300の停止要因計算部302が、生産加工中のデータに限定して停止要因をカウントし、生産加工中のデータに限定した上で停止要因の値を算出する。すなわち、停止要因計算部302は、図3の第1のテーブルにおいて、「装置ID」に対応する「加工開始時刻」と「加工終了時刻」との情報を取得し、「加工開始時刻」から「加工終了時刻」までの時間を、当該「装置ID」の「生産加工中の時間」と判定する。
In step S220, the stop factor calculation section 302 of the data calculation section 300 counts the stop factors limited to the data that is being produced and processed, and calculates the value of the stop factor after limiting it to the data that is being produced and processed. That is, the stop factor calculation unit 302 obtains the information of "processing start time" and "processing end time" corresponding to the "apparatus ID" in the first table of FIG. The time up to the "processing end time" is determined to be the "time during production processing" of the "apparatus ID".
つぎに、停止要因計算部302は、図4の第2のテーブルを用いて停止要因の値を算出する。このとき、停止要因計算部302は、「生産加工中の時間」を判定した「装置ID」を検索キーとして図4の第2のテーブルを検索し、図4の第2のテーブルにおける「状態開始時刻」から「状態終了時刻」までの時間が当該「装置ID」について判定した「生産加工中の時間」に含まれる装置データのみを用いて、停止要因の値を算出する。すなわち、停止要因計算部302は、停止要因の値の算出において、生産装置101の生産加工外の時間を停止要因の時間から除外して、生産装置101の生産加工中に発生した当該生産装置101に起因した停止についての停止要因のみを集計する。
Next, the stop factor calculation unit 302 calculates the value of the stop factor using the second table in FIG. At this time, the stop factor calculation unit 302 searches the second table of FIG. 4 using the "apparatus ID" that determined the "time during production processing" as a search key, and searches the second table of FIG. The value of the stop factor is calculated using only the device data whose time from "time" to "state end time" is included in the "time during production processing" determined for the "device ID". That is, in calculating the value of the stoppage factor, the stoppage factor calculation unit 302 excludes the time when the production equipment 101 is not engaged in production processing from the time of the stoppage factor, and calculates the value of the production equipment 101 that occurred during the production processing of the production equipment 101. Only the cause of outage for outage caused by is aggregated.
上述した実施の形態2における他の稼働状況分析処理の場合は、複数の生産装置101における停止要因の重複計上を防止することができる。したがって、実施の形態2における他の稼働状況分析処理の場合は、上述した実施の形態1における稼働状況分析処理の場合よりも、より的確に停止要因の値を算出することができる。これにより、作業員または管理者は、他の稼働状況分析処理によって算出された生産KPIの値と、停止要因の値と、未集計の停止要因の値とを参考にして、より的確な順序で停止要因への対処を行うことができ、生産ライン20の改善活動の効率性を高めることができる。
In the case of other operation status analysis processing in the second embodiment described above, it is possible to prevent duplicate accounting of stoppage factors in multiple production devices 101. Therefore, in the case of the other operation status analysis process in the second embodiment, the value of the stop factor can be calculated more accurately than in the case of the operation status analysis process in the first embodiment described above. As a result, the worker or manager can refer to the production KPI values calculated by other operating status analysis processes, the values of the stoppage factors, and the values of the unaggregated stoppage factors, and calculate them in a more accurate order. The cause of the stoppage can be dealt with, and the efficiency of improvement activities for the production line 20 can be increased.
実施の形態3.
つぎに、図8から図11を用いて実施の形態3について説明する。実施の形態3では、生産KPIを時間で表現するのが困難な「生産出来高」とする場合、実施の形態2で説明したような停止要因の重複除外計算が難しい場合といった、各種指標が単純な数式で表現できない場合に好適な機械学習機能について説明する。 Embodiment 3.
Next, Embodiment 3 will be described using FIGS. 8 to 11. In Embodiment 3, various indicators are used when various indicators are simple, such as when the production KPI is "production output" which is difficult to express in terms of time, or when it is difficult to calculate duplication of stoppage factors as explained in Embodiment 2. A machine learning function suitable for cases that cannot be expressed using mathematical formulas will be explained.
つぎに、図8から図11を用いて実施の形態3について説明する。実施の形態3では、生産KPIを時間で表現するのが困難な「生産出来高」とする場合、実施の形態2で説明したような停止要因の重複除外計算が難しい場合といった、各種指標が単純な数式で表現できない場合に好適な機械学習機能について説明する。 Embodiment 3.
Next, Embodiment 3 will be described using FIGS. 8 to 11. In Embodiment 3, various indicators are used when various indicators are simple, such as when the production KPI is "production output" which is difficult to express in terms of time, or when it is difficult to calculate duplication of stoppage factors as explained in Embodiment 2. A machine learning function suitable for cases that cannot be expressed using mathematical formulas will be explained.
<学習フェーズ>
図8は、実施の形態3にかかる学習装置50の構成を示す図である。学習装置50は、入力された状態における複数の停止要因の生産KPIの低下への影響度を学習するコンピュータである。 <Learning phase>
FIG. 8 is a diagram showing the configuration of a learning device 50 according to the third embodiment. The learning device 50 is a computer that learns the degree of influence of a plurality of stoppage factors on a decrease in production KPI in an input state.
図8は、実施の形態3にかかる学習装置50の構成を示す図である。学習装置50は、入力された状態における複数の停止要因の生産KPIの低下への影響度を学習するコンピュータである。 <Learning phase>
FIG. 8 is a diagram showing the configuration of a learning device 50 according to the third embodiment. The learning device 50 is a computer that learns the degree of influence of a plurality of stoppage factors on a decrease in production KPI in an input state.
学習装置50は、データ取得部51と、モデル生成部52とを備えている。
The learning device 50 includes a data acquisition section 51 and a model generation section 52.
データ取得部51は、行動データと、状態データとを学習用データとして取得する。データ取得部51は、複数の生産装置101を含んだ生産ライン20の停止要因を分析する生産システム10から、行動データと状態データとを取得する。
The data acquisition unit 51 acquires behavior data and state data as learning data. The data acquisition unit 51 acquires behavior data and status data from the production system 10 that analyzes the cause of a stoppage of the production line 20 including a plurality of production devices 101.
データ取得部51が取得する行動データは、複数の停止要因の生産KPIの低下への影響度という行動データである。データ取得部51が取得する状態データは、生産KPIの値、各生産装置101の装置状態のデータ、各ワークの加工状況のデータという状態データである。各生産装置101の装置状態のデータは、上述した生産装置101の装置履歴に関わる装置データであり、図4に示すような各生産装置101の状態に関わる装置データである。各ワークの加工状況のデータは、上述した生産装置101の生産履歴に関わる装置データであり、図3に示すような各ワークの加工履歴に関わる装置データである。なお、各生産装置101の装置状態のデータは、図4に示す装置データに限定されない。また、各ワークの加工状況のデータは、図3に示す装置データに限定されない。
The behavioral data acquired by the data acquisition unit 51 is behavioral data indicating the degree of influence of a plurality of stoppage factors on the decline in production KPI. The status data acquired by the data acquisition unit 51 is status data such as production KPI values, data on the equipment status of each production apparatus 101, and data on the processing status of each workpiece. The device state data of each production device 101 is device data related to the device history of the production device 101 described above, and is device data related to the state of each production device 101 as shown in FIG. The data on the processing status of each workpiece is device data related to the production history of the production device 101 described above, and is device data related to the processing history of each workpiece as shown in FIG. Note that the data on the device status of each production device 101 is not limited to the device data shown in FIG. 4. Furthermore, the data on the machining status of each workpiece is not limited to the apparatus data shown in FIG. 3.
モデル生成部52は、複数の停止要因の生産KPIの低下への影響度と、生産KPIと、各生産装置101の装置状態と、各ワークの加工状況との各データを含む学習用データに基づいて、入力された状態における複数の停止要因の生産KPIの低下への影響度を学習する。すなわち、モデル生成部52は、生産システム10における、生産KPI、各生産装置101の装置状態、各ワークの加工状況の各データから、これらが入力された場合の複数の停止要因の生産KPIの低下への影響度を推論する学習済モデルを生成する。入力された状態における複数の停止要因の生産KPIの低下への影響度は、入力された状態データに対応する複数の停止要因の生産KPIの低下への影響度である。以下では、複数の停止要因の生産KPIの低下への影響度を、生産KPIの低下への影響度と呼ぶ場合がある。
The model generation unit 52 is based on learning data including the degree of influence of a plurality of stoppage factors on a decline in production KPI, the production KPI, the device status of each production device 101, and the processing status of each workpiece. Then, the degree of influence of the plurality of stoppage factors on the decline in the production KPI in the input state is learned. In other words, the model generation unit 52 calculates a decrease in the production KPI due to a plurality of stoppage factors when inputted from each data of the production KPI, the equipment status of each production device 101, and the processing status of each workpiece in the production system 10. Generate a trained model that infers the degree of influence on The degree of influence of the plurality of stoppage factors on the decrease in the production KPI in the input state is the degree of influence on the decrease in the production KPI of the plurality of stoppage factors corresponding to the input state data. Hereinafter, the degree of influence of a plurality of stoppage factors on the decrease in the production KPI may be referred to as the degree of influence on the decrease in the production KPI.
モデル生成部52が用いる学習アルゴリズムは、教師あり学習、教師なし学習、強化学習等の公知のアルゴリズムを用いることができる。一例として、モデル生成部52が、学習アルゴリズムに強化学習(Reinforcement Learning)を適用した場合について説明する。強化学習では、ある環境内におけるエージェント(行動主体)が、現在の状態(環境のパラメータ)を観測し、取るべき行動を決定する。エージェントの行動により環境が動的に変化し、エージェントには環境の変化に応じて報酬が与えられる。エージェントはこれを繰り返し、一連の行動を通じて報酬が最も多く得られる行動方針を学習する。強化学習の代表的な手法として、Q学習(Q-Learning)やTD学習(TD-Learning)が知られている。例えば、Q学習の場合、行動価値関数Q(s,a)の一般的な更新式は、以下の式(1)で表される。
The learning algorithm used by the model generation unit 52 can be a known algorithm such as supervised learning, unsupervised learning, or reinforcement learning. As an example, a case will be described in which the model generation unit 52 applies reinforcement learning to the learning algorithm. In reinforcement learning, an agent (actor) in a certain environment observes the current state (parameters of the environment) and decides what action to take. The environment changes dynamically depending on the actions of the agent, and the agent is rewarded according to changes in the environment. The agent repeats this process and learns the course of action that yields the most rewards through a series of actions. Q-learning and TD-learning are known as typical methods of reinforcement learning. For example, in the case of Q-learning, a general updating formula for the action value function Q(s, a) is expressed by the following equation (1).

式(1)において、stは時刻tにおける環境の状態を表し、atは時刻tにおける行動を表す。行動atにより、状態はst+1に変わる。rt+1はその状態の変化によってもらえる報酬を表し、γは割引率を表し、αは学習係数を表す。なお、γは0<γ≦1、αは0<α≦1の範囲とする。生産KPIの低下への影響度が行動atとなり、生産KPI、各生産装置101の装置状態、各ワークの加工状況が状態stとなり、時刻tの状態stにおける最良の行動atを学習する。
In equation (1), s t represents the state of the environment at time t, and a t represents the behavior at time t. The action a t changes the state to s t +1. r t+1 represents the reward received by changing the state, γ represents the discount rate, and α represents the learning coefficient. Note that γ is in the range of 0<γ≦1, and α is in the range of 0<α≦1. The degree of influence on the decline in the production KPI becomes the action a t , the production KPI, the equipment status of each production device 101, and the processing status of each work become the state s t , and the best action a t in the state s t at time t is learned. do.
式(1)で表される更新式は、時刻t+1における最もQ値の高い行動aの行動価値Qが、時刻tにおいて実行された行動aの行動価値Qよりも大きければ、行動価値Qを大きくし、逆の場合は、行動価値Qを小さくする。換言すれば、式(1)で表される更新式は、時刻tにおける行動aの行動価値Qを、時刻t+1における最良の行動価値に近づけるように、行動価値関数Q(s,a)を更新する。それにより、或る環境における最良の行動価値が、それ以前の環境における行動価値に順次伝播していくようになる。
The update formula expressed by equation (1) is such that if the action value Q of action a with the highest Q value at time t+1 is greater than the action value Q of action a executed at time t, the action value Q is increased. However, in the opposite case, the action value Q is decreased. In other words, the update formula expressed by equation (1) updates the action value function Q(s, a) so that the action value Q of action a at time t approaches the best action value at time t+ 1. do. As a result, the best action value in a certain environment will be successively propagated to the action value in the previous environment.
上記のように、強化学習によって学習済モデルを生成する場合、モデル生成部52は、報酬計算部53と、関数更新部54と、を備えている。
As described above, when generating a trained model by reinforcement learning, the model generation unit 52 includes a reward calculation unit 53 and a function update unit 54.
報酬計算部53は、生産KPIの低下への影響度、生産KPI、各生産装置101の装置状態、および各ワークの加工状況に基づいて報酬を計算する。報酬計算部53は、生産KPIの理論値と生産KPIの真値との差に基づいて、報酬rを計算する。例えば、生産KPIの理論値と生産KPIの真値との差が減少の場合には報酬rを増大させ(例えば「1」の報酬を与える)、他方、生産KPIの理論値と生産KPIの真値との差が増加の場合には報酬rを低減させる(例えば「-1」の報酬を与える)。
The remuneration calculation unit 53 calculates remuneration based on the degree of influence on the decline of the production KPI, the production KPI, the device status of each production device 101, and the processing status of each workpiece. The remuneration calculation unit 53 calculates the remuneration r based on the difference between the theoretical value of the production KPI and the true value of the production KPI. For example, if the difference between the theoretical value of the production KPI and the true value of the production KPI decreases, the reward r is increased (for example, a reward of "1" is given), and on the other hand, the theoretical value of the production KPI and the true value of the production KPI are If the difference from the value increases, the reward r is reduced (for example, a reward of "-1" is given).
なお、生産KPIの理論値とは、100%-Σ(生産KPIの低下への影響度×停止要因の継続時間)によって計算される生産KPIの値である。Σ(生産KPIの低下への影響度×停止要因の継続時間)は、各停止要因についての、(生産KPIの低下への影響度×停止要因の継続時間)の値の合計値である。
Note that the theoretical value of the production KPI is the value of the production KPI calculated by 100% - Σ (degree of influence on the decline in the production KPI x duration of the stoppage factor). Σ (degree of influence on decrease in production KPI×duration time of stoppage factor) is the sum of the values of (degree of influence on decrease in production KPI×duration time of stoppage factor) for each stoppage factor.
生産KPIの真値とは、例えば図3に示す装置データから計算される生産KPIの値そのものである。なお、生産KPIの定義としていずれの値を採用するかは、各生産現場の運用形態に応じて適切なものが選択されればよい。
The true value of the production KPI is the value itself of the production KPI calculated from the device data shown in FIG. 3, for example. It should be noted that which value to adopt as the definition of the production KPI may be selected appropriately depending on the operation mode of each production site.
関数更新部54は、報酬計算部53によって計算される報酬に従って、入力された状態における生産KPIの低下への影響度を決定するための関数を更新し、学習済モデルとして学習済モデル記憶部70に出力する。例えばQ学習の場合、関数更新部54は、式(1)で表される行動価値関数Q(st,at)を、入力された状態における生産KPIの低下への影響度を算出するための関数として用いる。
The function update unit 54 updates the function for determining the degree of influence on the decline in production KPI in the input state according to the remuneration calculated by the remuneration calculation unit 53, and stores the function as a trained model in the learned model storage unit 70. Output to. For example, in the case of Q learning, the function updating unit 54 uses the action value function Q (s t , a t ) expressed by equation (1) to calculate the degree of influence on the decline in the production KPI in the input state. used as a function of
モデル生成部52は、以上のような学習を繰り返し実行する。学習済モデル記憶部70は、関数更新部54によって更新された行動価値関数Q(st,at)、すなわち、学習済モデルを記憶する。
The model generation unit 52 repeatedly performs the learning described above. The learned model storage unit 70 stores the action value function Q(s t , a t ) updated by the function update unit 54, that is, the learned model.
つぎに、図9を用いて、学習装置50が生産KPIの低下への影響度を学習する処理について説明する。図9は、実施の形態3にかかる学習装置50による学習処理の処理手順を示すフローチャートである。
Next, with reference to FIG. 9, a process in which the learning device 50 learns the degree of influence on the decline in the production KPI will be described. FIG. 9 is a flowchart showing the processing procedure of learning processing by the learning device 50 according to the third embodiment.
ステップS310において、データ取得部51は、生産KPIの低下への影響度、生産KPI、各生産装置101の装置状態、および各ワークの加工状況を、学習用データとして取得する。
In step S310, the data acquisition unit 51 acquires the degree of influence on the decline in the production KPI, the production KPI, the device status of each production device 101, and the processing status of each workpiece as learning data.
ステップS320において、モデル生成部52は、生産KPIの低下への影響度、生産KPI、各生産装置101の装置状態、および各ワークの加工状況に基づいて報酬を計算する。具体的には、報酬計算部53は、生産KPIの低下への影響度、生産KPI、各生産装置101の装置状態、および各ワークの加工状況を取得し、予め定められた生産KPIの理論値と生産KPIの真値との差に基づいて、報酬を増加させるか、または報酬を減じるかを判断する。
In step S320, the model generation unit 52 calculates remuneration based on the degree of influence on the decline in the production KPI, the production KPI, the device status of each production device 101, and the processing status of each workpiece. Specifically, the remuneration calculation unit 53 obtains the degree of influence on the decline in the production KPI, the production KPI, the equipment status of each production device 101, and the processing status of each workpiece, and calculates a predetermined theoretical value of the production KPI. Based on the difference between the actual value of the production KPI and the true value of the production KPI, it is determined whether to increase or decrease the compensation.
報酬計算部53は、報酬を増大させると判断した場合に(ステップS320、生産KPIの理論値と生産KPIの真値との差が減少)、ステップS330において報酬を増やす。すなわち、報酬計算部53は、生産KPIの理論値と生産KPIの真値との差が減少したことで報酬増大基準を満たす場合に、報酬を増大させる。
If the remuneration calculating unit 53 determines that the remuneration should be increased (step S320, the difference between the theoretical value of the production KPI and the true value of the production KPI decreases), the remuneration is increased in step S330. That is, the remuneration calculation unit 53 increases the remuneration when the remuneration increase criterion is satisfied due to a decrease in the difference between the theoretical value of the production KPI and the true value of the production KPI.
一方、報酬計算部53は、報酬を減少させると判断した場合に(ステップS320、生産KPIの理論値と生産KPIの真値との差が増加)、ステップS340において報酬を減らす。すなわち、報酬計算部53は、生産KPIの理論値と生産KPIの真値との差が増加したことで、報酬減少基準を満たす場合に、報酬を減少させる。
On the other hand, if the remuneration calculation unit 53 determines that the remuneration should be reduced (step S320, the difference between the theoretical value of the production KPI and the true value of the production KPI increases), it reduces the remuneration in step S340. That is, the remuneration calculation unit 53 reduces the remuneration when the remuneration reduction criterion is satisfied due to an increase in the difference between the theoretical value of the production KPI and the true value of the production KPI.
ステップS350において、関数更新部54は、報酬計算部53によって計算された報酬に基づいて、学習済モデル記憶部70が記憶する式(1)で表される行動価値関数Q(st,at)を更新する。
In step S350, the function updating unit 54 updates the action value function Q(s t , a t ) to update.
学習装置50は、以上のステップS310からステップS350までのステップを繰り返し実施し、生成された行動価値関数Q(st,at)を学習済モデルとして、学習済モデル記憶部70に記憶させる。
The learning device 50 repeatedly performs the steps from step S310 to step S350, and stores the generated action value function Q(s t , a t ) in the learned model storage unit 70 as a learned model.
ステップS310は、データ取得ステップといえる。ステップS320からステップS350は、モデル生成ステップといえる。そして、学習装置50は、以上のデータ取得ステップとモデル生成ステップとを繰り返し実施し、学習済モデル記憶部70が記憶する式(1)で表される行動価値関数Q(st,at)を更新し、学習済モデル記憶部70に記憶させる。
Step S310 can be said to be a data acquisition step. Steps S320 to S350 can be said to be model generation steps. Then, the learning device 50 repeatedly performs the above data acquisition step and model generation step, and generates the action value function Q(s t , a t ) expressed by equation (1) stored in the learned model storage unit 70. is updated and stored in the learned model storage section 70.
実施の形態3にかかる学習装置50は、学習済モデルを学習装置50の外部に設けられた学習済モデル記憶部70に記憶させる場合について説明したが、学習済モデル記憶部70は、学習装置50の内部に配置されていてもよい。
In the learning device 50 according to the third embodiment, a case has been described in which the learned model is stored in the learned model storage unit 70 provided outside the learning device 50. However, the learned model storage unit 70 is It may be placed inside.
実施の形態3にかかる学習装置50によれば、複数の生産装置を含んだ生産ラインの停止要因を分析する生産システムから、生産ラインの重要業績評価指標と、複数の生産装置の装置状態と、生産装置で加工されるワークの加工状況と、重要業績評価指標、複数の生産装置の装置状態およびワークの加工状況における停止要因の重要業績評価指標低下への影響度と、を含む学習用データを取得するデータ取得部と、学習用データを用いて、生産ラインの重要業績評価指標と、複数の生産装置の装置状態と、生産装置で加工されるワークの加工状況とから停止要因の重要業績評価指標低下への影響度を推論するための学習済モデルを生成するモデル生成部と、を備える学習装置が実現される。
According to the learning device 50 according to the third embodiment, important performance evaluation indicators of the production line, equipment status of the plurality of production equipment, Learning data including the processing status of workpieces processed by production equipment, important performance evaluation indicators, the equipment status of multiple production equipment, and the degree of influence of stoppage factors on the decline of important performance evaluation indicators in the workpiece processing status. Using the acquired data acquisition unit and learning data, important performance evaluation of the cause of the stoppage is performed based on the important performance evaluation indicators of the production line, the equipment status of multiple production equipment, and the processing status of the workpiece processed by the production equipment. A learning device is realized that includes a model generation unit that generates a trained model for inferring the degree of influence on index decline.
実施の形態3にかかる学習装置50によれば、複数の生産装置を含んだ生産ラインの停止要因を分析する生産システムから、生産ラインの重要業績評価指標と、複数の生産装置の装置状態と、生産装置で加工されるワークの加工状況と、重要業績評価指標、複数の生産装置の装置状態およびワークの加工状況における停止要因の重要業績評価指標低下への影響度と、を含む学習用データを取得するデータ取得ステップと、学習用データを用いて、生産ラインの重要業績評価指標と、複数の生産装置の装置状態と、生産装置で加工されるワークの加工状況とから停止要因の重要業績評価指標低下への影響度を推論するための学習済モデルを生成するモデル生成ステップと、を含む学習済モデルの生成方法が実施される。
According to the learning device 50 according to the third embodiment, important performance evaluation indicators of the production line, equipment status of the plurality of production equipment, Learning data including the processing status of workpieces processed by production equipment, important performance evaluation indicators, the equipment status of multiple production equipment, and the degree of influence of stoppage factors on the decline of important performance evaluation indicators in the workpiece processing status. Using the data acquisition step and learning data, important performance evaluation of the cause of the stoppage is performed based on the important performance evaluation indicators of the production line, the equipment status of multiple production equipment, and the processing status of the workpiece processed by the production equipment. A method for generating a trained model is implemented, which includes a model generation step of generating a trained model for inferring the degree of influence on index decline.
実施の形態3にかかる学習装置50によれば、新たな学習用データを取得する新たなデータ取得ステップを実施し、新たな学習用データを用いて新たなモデル生成ステップを行うことにより、学習済モデルを更新する学習済モデルの生成方法、が実施される。
According to the learning device 50 according to the third embodiment, by performing a new data acquisition step of acquiring new learning data and performing a new model generation step using the new learning data, A learned model generation method for updating the model is implemented.
実施の形態3にかかる学習装置50によれば、複数の生産装置を含んだ生産ラインの停止要因を分析する生産システムについての、生産ラインの重要業績評価指標と、複数の生産装置の装置状態と、生産装置で加工されるワークの加工状況と、重要業績評価指標、複数の生産装置の装置状態およびワークの加工状況における停止要因の重要業績評価指標低下への影響度と、を含む学習用データを用いて機械学習を行って生成され、重要業績評価指標、複数の生産装置の装置状態およびワークの加工状況から停止要因の重要業績評価指標低下への影響度を出力する学習済モデルが、生成される。
According to the learning device 50 according to the third embodiment, the important performance evaluation indicators of the production line, the equipment status of the plurality of production devices, and the equipment status of the plurality of production devices for a production system that analyzes the stoppage factors of a production line including a plurality of production devices. , learning data including the machining status of workpieces processed by production equipment, key performance evaluation indicators, the equipment status of multiple production equipment, and the degree of influence of stoppage factors on the decline of key performance evaluation indicators in workpiece processing status; A trained model is generated by performing machine learning using be done.
<活用フェーズ>
図10は、実施の形態3にかかる推論装置60の構成を示す図である。推論装置60は、学習済みモデルを用いて、生産KPIの低下への影響度を推論するコンピュータである。 <Utilization phase>
FIG. 10 is a diagram showing the configuration of aninference device 60 according to the third embodiment. The inference device 60 is a computer that uses a learned model to infer the degree of influence on a decrease in production KPI.
図10は、実施の形態3にかかる推論装置60の構成を示す図である。推論装置60は、学習済みモデルを用いて、生産KPIの低下への影響度を推論するコンピュータである。 <Utilization phase>
FIG. 10 is a diagram showing the configuration of an
推論装置60は、データ取得部61と、推論部62とを備えている。
The inference device 60 includes a data acquisition section 61 and an inference section 62.
データ取得部61は、生産KPI、各生産装置101の装置状態、および各ワークの加工状況を、複数の生産装置101を含んだ生産ライン20の停止要因を分析する生産システム10から、取得する。
The data acquisition unit 61 acquires the production KPI, the device status of each production device 101, and the processing status of each workpiece from the production system 10 that analyzes the cause of the stoppage of the production line 20 including a plurality of production devices 101.
推論部62は、学習済モデル記憶部70に記憶されている学習済モデルを利用して、入力された状態における生産KPIの低下への影響度を推論する。すなわち、推論部62は、この学習済モデルにデータ取得部61が取得した生産KPI、各生産装置101の装置状態、および各ワークの加工状況を入力することで、入力された生産KPI、各生産装置101の装置状態、および各ワークの加工状況に適した、生産KPIの低下への影響度を推論することができる。
The inference unit 62 uses the learned model stored in the learned model storage unit 70 to infer the degree of influence on the decline in the production KPI in the input state. That is, the inference unit 62 inputs the production KPIs acquired by the data acquisition unit 61, the equipment status of each production device 101, and the processing status of each workpiece into this trained model, thereby determining the input production KPIs and each production It is possible to infer the degree of influence on the decline in production KPI that is appropriate for the device status of the device 101 and the processing status of each workpiece.
なお、実施の形態3では、推論装置60が、生産ライン20に接続された生産システム10に対してモデル生成部52が学習した学習済モデルを用いて、生産KPIの低下への影響度を出力するものとして説明するが、推論装置60は、他の生産ラインに接続された他の生産システムに対して学習された学習済モデルを取得してもよい。この場合、推論装置60は、他の生産ラインに接続された他の生産システムに対して学習された学習済モデルを用いて、生産KPIの低下への影響度を出力する。
Note that in the third embodiment, the inference device 60 uses the learned model learned by the model generation unit 52 for the production system 10 connected to the production line 20 to output the degree of influence on the decline in the production KPI. However, the inference device 60 may acquire a trained model that has been trained for another production system connected to another production line. In this case, the inference device 60 outputs the degree of influence on the decline in the production KPI using the learned model learned for other production systems connected to other production lines.
つぎに、図11を用いて、推論装置60が生産KPIの低下への影響度を推論する処理について説明する。図11は、実施の形態3にかかる推論装置60による推論処理の処理手順を示すフローチャートである。
Next, with reference to FIG. 11, a process in which the inference device 60 infers the degree of influence on the decline in the production KPI will be explained. FIG. 11 is a flowchart showing a procedure for inference processing by the inference device 60 according to the third embodiment.
ステップS410において、データ取得部61は、生産KPI、各生産装置101の装置状態、および各ワークの加工状況の各データを、推論用データとして取得する。
In step S410, the data acquisition unit 61 acquires each data of the production KPI, the device status of each production device 101, and the processing status of each workpiece as inference data.
ステップS420において、推論部62は、学習済モデル記憶部70で記憶されている学習済モデルに、生産KPI、各生産装置101の装置状態、および各ワークの加工状況の各データを入力し、入力した情報に対応する生産KPIの低下への影響度を得る。ここで得られる生産KPIの低下への影響度は、複数の停止要因について個別に生産KPIへの低下への影響度が出力される。たとえば停止要因AはP%だけ生産KPIを低下させた、停止要因BはQ%だけ生産KPIを低下させた、といったように、複数の停止要因について個別に生産KPIへの低下への影響度が出力される。また、生産KPIの低下への影響度の単位は、「%」に限定されない。例えば、生産KPIの低下への影響度は、生産個数を生産KPIとして、停止要因AはR個だけ生産数を低下させた、停止要因BはS個だけ生産数を低下させた、といったように個数が単位とされてもよい。ステップS430において、推論部62は、得られた生産KPIの低下への影響度を生産システム10の出力部400に出力する。
In step S420, the inference unit 62 inputs each data of the production KPI, the equipment status of each production equipment 101, and the processing status of each workpiece into the learned model stored in the learned model storage unit 70, and inputs The degree of influence on the decline of production KPI corresponding to the information obtained is obtained. The degree of influence on the decrease in the production KPI obtained here is output as the degree of influence on the decrease on the production KPI for each of the plurality of stop factors. For example, stoppage factor A reduced the production KPI by P%, stoppage factor B reduced the production KPI by Q%, and so on. Output. Furthermore, the unit of influence on the decline in production KPI is not limited to "%". For example, the degree of influence on the decrease in production KPI is as follows: If the number of units produced is the production KPI, stop factor A decreased the number of production by R units, stop factor B decreased the number of produced units by S units, etc. The unit may be the number of pieces. In step S430, the inference unit 62 outputs the obtained degree of influence on the decline in the production KPI to the output unit 400 of the production system 10.
ステップS430において、生産システム10の出力部400は、推論部62から送られてきた生産KPIの低下への影響度を出力する、すなわち生産KPIの低下への影響度を表示することで、生産現場の作業者に生産KPIの低下への影響度を通知する。
In step S430, the output unit 400 of the production system 10 outputs the degree of influence on the decrease in the production KPI sent from the inference unit 62, that is, displays the degree of influence on the decrease in the production KPI. Notify workers of the impact on the decline in production KPIs.
ステップS440において、各生産装置101は、生産ライン20の生産KPIを向上させる生産装置101の稼働条件でワークの加工を行う。すなわち、生産現場の作業者は、出力部400に表示された生産KPIの低下への影響度を確認して、生産ライン20の生産KPIを向上させる改善活動を行い、生産ライン20の生産KPIを向上させる生産装置101の稼働条件である改善稼働条件を決定し、決定した改善稼働条件を各生産装置101に設定する。各生産装置101は、新たに設定された、生産ライン20の生産KPIを向上させる生産装置101の改善稼働条件でワークの加工を行う。
In step S440, each production device 101 processes the workpiece under operating conditions of the production device 101 that improve the production KPI of the production line 20. That is, workers at the production site check the degree of influence on the decline in the production KPI displayed on the output unit 400, perform improvement activities to improve the production KPI of the production line 20, and improve the production KPI of the production line 20. Improved operating conditions, which are operating conditions of the production equipment 101 to be improved, are determined, and the determined improved operating conditions are set for each production equipment 101. Each production device 101 processes a workpiece under newly set improved operating conditions for the production device 101 that improve the production KPI of the production line 20.
実施の形態3にかかる推論装置60によれば、複数の生産装置を含んだ生産ラインの停止要因を分析する生産システムから、生産ラインの重要業績評価指標と、複数の生産装置の装置状態と、生産装置で加工されるワークの加工状況と、を取得するデータ取得部と、生産ラインの重要業績評価指標と、複数の生産装置の装置状態と、生産装置で加工されるワークの加工状況とにおける停止要因の重要業績評価指標低下への影響度を推論するための学習済モデルを用いて、データ取得部で取得した、重要業績評価指標、複数の生産装置の装置状態およびワークの加工状況から停止要因の重要業績評価指標低下への影響度を出力する推論部と、を備える推論装置が実現される。
According to the inference device 60 according to the third embodiment, from a production system that analyzes the cause of a stoppage of a production line including a plurality of production devices, important performance evaluation indicators of the production line, equipment status of the plurality of production devices, A data acquisition unit that acquires the processing status of the workpiece processed by the production equipment, important performance evaluation indicators of the production line, equipment status of multiple production equipment, and processing status of the workpiece processed by the production equipment. Using a trained model to infer the impact of stoppage factors on the decline of key performance indicators, stoppages are determined based on the key performance indicators, equipment status of multiple production equipment, and workpiece processing status acquired by the data acquisition unit. An inference device is realized that includes an inference unit that outputs the degree of influence of a factor on a decline in a key performance evaluation index.
上述した学習装置50および推論装置60が生産システム10に適用されることにより、推論装置60は、各生産装置101の停止状況に対応して、停止要因の生産KPIの低下への影響度を自動的に生産現場の作業員または管理者に提示できる。そして、生産現場の作業者が、生産装置101の停止要因の生産KPIの低下への影響度を参考にして、改善活動を進めることで、生産ライン改善活動の効率性が高まる。
By applying the learning device 50 and the inference device 60 described above to the production system 10, the inference device 60 automatically determines the degree of influence of the cause of the stoppage on the decline in the production KPI in response to the stoppage status of each production device 101. can be presented to production site workers or managers. Then, the efficiency of the production line improvement activities is increased by the workers at the production site proceeding with improvement activities with reference to the degree of influence of the stoppage factors of the production equipment 101 on the decline in the production KPI.
なお、実施の形態3では、推論部62が用いる学習アルゴリズムに強化学習を適用した場合について説明したが、学習アルゴリズムは強化学習に限られるものではない。推論部62が用いる学習アルゴリズムについては、強化学習以外にも、教師あり学習、教師なし学習、または半教師あり学習等を適用することも可能である。
Although the third embodiment describes a case where reinforcement learning is applied to the learning algorithm used by the inference unit 62, the learning algorithm is not limited to reinforcement learning. As for the learning algorithm used by the inference unit 62, in addition to reinforcement learning, supervised learning, unsupervised learning, semi-supervised learning, etc. can also be applied.
また、モデル生成部52に用いられる学習アルゴリズムとしては、特徴量そのものの抽出を学習する、深層学習(Deep Learning)を用いることもできる。また、モデル生成部52は、他の公知の方法、例えばニューラルネットワーク、遺伝的プログラミング、機能論理プログラミング、サポートベクターマシンなどに従って機械学習を実行してもよい。
Additionally, as a learning algorithm used in the model generation unit 52, deep learning, which learns to extract the feature amount itself, can also be used. The model generation unit 52 may also perform machine learning according to other known methods, such as neural networks, genetic programming, functional logic programming, support vector machines, and the like.
なお、学習装置50および推論装置60は、例えば、インターネットなどのネットワークを介して生産システム10に接続された、生産システム10とは別個の装置であってもよい。また、学習装置50および推論装置60は、生産システム10に内蔵されていてもよい。さらに、学習装置50および推論装置60は、クラウドサーバ上に存在していてもよい。
Note that the learning device 50 and the reasoning device 60 may be separate devices from the production system 10, for example, connected to the production system 10 via a network such as the Internet. Further, the learning device 50 and the inference device 60 may be built into the production system 10. Furthermore, the learning device 50 and the inference device 60 may exist on a cloud server.
また、モデル生成部52は、複数の生産システム10から取得される学習用データを用いて、入力された状態における生産KPIの低下への影響度を学習するようにしてもよい。なお、モデル生成部52は、同一のエリアで使用される複数の生産システム10から学習用データを取得してもよいし、異なるエリアで独立して動作する複数の生産システム10から収集される学習用データを利用して、入力された状態における生産KPIの低下への影響度を学習してもよい。また、学習用データを収集する生産システム10を途中で対象に追加してもよいし、対象から除去することも可能である。さらに、ある生産システム10に対して入力された状態における生産KPIの低下への影響度を学習した学習装置50を、これとは別の生産システム10に適用し、当該別の生産システム10に対して入力された状態における生産KPIの低下への影響度を再学習して更新するようにしてもよい。
Furthermore, the model generation unit 52 may use learning data acquired from a plurality of production systems 10 to learn the degree of influence on the decline of the production KPI in the input state. Note that the model generation unit 52 may acquire learning data from multiple production systems 10 used in the same area, or may acquire learning data collected from multiple production systems 10 that operate independently in different areas. The degree of influence on the decline in the production KPI in the input state may be learned using the input data. Further, the production system 10 that collects learning data may be added to the target during the process, or it can be removed from the target. Furthermore, the learning device 50 that has learned the degree of influence on the decline of production KPI in a state input to a certain production system 10 is applied to another production system 10, and the learning device 50 is applied to another production system 10. The degree of influence on the decline in the production KPI in the input state may be re-learned and updated.
ここで、学習装置50および推論装置60のハードウェア構成について説明する。学習装置50および推論装置60は同様のハードウェア構成を有しているので、ここでは学習装置50のハードウェア構成について説明する。
Here, the hardware configurations of the learning device 50 and the inference device 60 will be explained. Since the learning device 50 and the inference device 60 have similar hardware configurations, the hardware configuration of the learning device 50 will be described here.
学習装置50は、処理回路により実現される。処理回路は、メモリに格納されるプログラムを実行するプロセッサおよびメモリであってもよいし、専用回路などの専用のハードウェアであってもよい。処理回路は制御回路とも呼ばれる。
The learning device 50 is realized by a processing circuit. The processing circuit may be a processor and memory that executes a program stored in the memory, or may be dedicated hardware such as a dedicated circuit. The processing circuit is also called a control circuit.
図12は、実施の形態3に係る学習装置50が備える処理回路をプロセッサおよびメモリで実現する場合の処理回路の構成例を示す図である。図12に示す処理回路90は制御回路であり、プロセッサ91およびメモリ92を備える。処理回路90がプロセッサ91およびメモリ92で構成される場合、処理回路90の各機能は、ソフトウェア、ファームウェア、またはソフトウェアとファームウェアとの組み合わせにより実現される。ソフトウェアまたはファームウェアはプログラムとして記述され、メモリ92に格納される。処理回路90では、メモリ92に記憶されたプログラムをプロセッサ91が読み出して実行することにより、各機能を実現する。すなわち、処理回路90は、学習装置50の処理が結果的に実行されることになるプログラムを格納するためのメモリ92を備える。このプログラムは、処理回路90により実現される各機能を学習装置50に実行させるためのプログラムであるともいえる。このプログラムは、プログラムが記憶された記憶媒体により提供されてもよいし、通信媒体など他の手段により提供されてもよい。上記プログラムは、学習処理を学習装置50に実行させるプログラムであるとも言える。
FIG. 12 is a diagram illustrating a configuration example of a processing circuit in the case where the processing circuit included in the learning device 50 according to the third embodiment is implemented by a processor and a memory. A processing circuit 90 shown in FIG. 12 is a control circuit and includes a processor 91 and a memory 92. When the processing circuit 90 includes a processor 91 and a memory 92, each function of the processing circuit 90 is realized by software, firmware, or a combination of software and firmware. Software or firmware is written as a program and stored in memory 92. In the processing circuit 90, each function is realized by a processor 91 reading and executing a program stored in a memory 92. That is, the processing circuit 90 includes a memory 92 for storing a program by which the processing of the learning device 50 is eventually executed. This program can also be said to be a program for causing the learning device 50 to execute each function realized by the processing circuit 90. This program may be provided by a storage medium in which the program is stored, or may be provided by other means such as a communication medium. The above program can also be said to be a program that causes the learning device 50 to execute the learning process.
ここで、プロセッサ91は、例えば、CPU(Central Processing Unit)、処理装置、演算装置、マイクロプロセッサ、マイクロコンピュータ、またはDSP(Digital Signal Processor)などである。プロセッサ91は、PC(Personal Computer)、またはPLCに含まれている。PLCは、シーケンサとも呼ばれる。
Here, the processor 91 is, for example, a CPU (Central Processing Unit), a processing device, an arithmetic device, a microprocessor, a microcomputer, or a DSP (Digital Signal Processor). The processor 91 is included in a PC (Personal Computer) or PLC. PLC is also called a sequencer.
また、メモリ92は、例えば、RAM(Random Access Memory)、ROM(Read Only Memory)、フラッシュメモリ、EPROM(Erasable Programmable ROM)、EEPROM(登録商標)(Electrically EPROM)などの、不揮発性または揮発性の半導体メモリ、磁気ディスク、フレキシブルディスク、光ディスク、コンパクトディスク、ミニディスク、またはDVD(Digital Versatile Disc)などが該当する。
The memory 92 may be a nonvolatile or volatile memory such as RAM (Random Access Memory), ROM (Read Only Memory), flash memory, EPROM (Erasable Programmable ROM), or EEPROM (registered trademark) (Electrically EPROM). This includes semiconductor memory, magnetic disks, flexible disks, optical disks, compact disks, mini disks, and DVDs (Digital Versatile Discs).
図13は、実施の形態3に係る学習装置50が備える処理回路を専用のハードウェアで構成する場合の処理回路の例を示す図である。図13に示す処理回路93は、例えば、単一回路、複合回路、プログラム化したプロセッサ、並列プログラム化したプロセッサ、ASIC(Application Specific Integrated Circuit)、FPGA(Field Programmable Gate Array)、またはこれらを組み合わせたものが該当する。処理回路93については、一部を専用のハードウェアで実現し、一部をソフトウェアまたはファームウェアで実現するようにしてもよい。このように、処理回路93は、専用のハードウェア、ソフトウェア、ファームウェア、またはこれらの組み合わせによって、上述の各機能を実現することができる。
FIG. 13 is a diagram illustrating an example of a processing circuit in a case where the processing circuit included in the learning device 50 according to the third embodiment is configured with dedicated hardware. The processing circuit 93 shown in FIG. 13 is, for example, a single circuit, a composite circuit, a programmed processor, a parallel programmed processor, an ASIC (Application Specific Integrated Circuit), an FPGA (Field Programmable Gate Array), or a combination of these. applicable. Regarding the processing circuit 93, a part may be realized by dedicated hardware, and a part may be realized by software or firmware. In this way, the processing circuit 93 can realize each of the above functions using dedicated hardware, software, firmware, or a combination thereof.
なお、生産実績取得部201、装置状態取得部202、生産KPI計算部301、および停止要因計算部302も、図12および図13で説明したハードウェア構成を有している。
Note that the production performance acquisition unit 201, device status acquisition unit 202, production KPI calculation unit 301, and stoppage factor calculation unit 302 also have the hardware configurations described in FIGS. 12 and 13.
実施の形態4.
実施の形態4では、上述した実施の形態1にかかる全体システム1が対応作業者提案部500を備える場合について説明する。図14は、実施の形態4にかかる対応作業者提案部500を有した全体システム1の構成を示す図である。 Embodiment 4.
In Embodiment 4, a case will be described in which theoverall system 1 according to Embodiment 1 described above includes a corresponding worker suggestion section 500. FIG. 14 is a diagram showing the configuration of an overall system 1 having a corresponding worker suggestion section 500 according to the fourth embodiment.
実施の形態4では、上述した実施の形態1にかかる全体システム1が対応作業者提案部500を備える場合について説明する。図14は、実施の形態4にかかる対応作業者提案部500を有した全体システム1の構成を示す図である。 Embodiment 4.
In Embodiment 4, a case will be described in which the
対応作業者提案部500は、全体システム1においてデータ演算部300の下位に位置し、データ演算部300の停止要因計算部302で計算されたライン停止要因の値の変化率が予め設定された閾値を超過したライン停止要因を除去対象の停止要因と判定し、生産現場に居る複数の作業者のうち除去対象の停止要因の除去に対応する作業者である対応作業者を自動で判定する機能を有する。
The corresponding worker suggestion unit 500 is located below the data calculation unit 300 in the overall system 1, and the change rate of the value of the line stoppage factor calculated by the stoppage factor calculation unit 302 of the data calculation unit 300 is set to a preset threshold. A function that automatically determines a line stoppage factor that exceeds the limit as a stoppage factor to be removed, and which worker among multiple workers at the production site is responsible for removing the stoppage factor to be removed. have
対応作業者提案部500は、現在停止要因掌握部501と、作業者位置情報取得部502と、対応作業者判定部503と、を備える。対応作業者提案部500は、例えば、パーソナルコンピュータあるいはプログラマブルロジックコントローラといった演算機器と、データベース等の記憶媒体とにより構成される。また、対応作業者提案部500は、例えば俯瞰カメラおよびビーコン受信機といった情報取得機器を有する。また、対応作業者提案部500は、データ取得部200および出力部400との間で通信を行う不図示の通信部を有する。
The corresponding worker suggestion unit 500 includes a current stoppage factor grasping unit 501, a worker position information acquisition unit 502, and a corresponding worker determining unit 503. The corresponding worker suggestion unit 500 is configured by, for example, a computing device such as a personal computer or a programmable logic controller, and a storage medium such as a database. Further, the corresponding worker suggestion unit 500 includes information acquisition equipment such as an overhead camera and a beacon receiver. The corresponding worker suggestion unit 500 also includes a communication unit (not shown) that communicates with the data acquisition unit 200 and the output unit 400.
現在停止要因掌握部501は、ライン停止要因の重要業績評価指標低下への影響度の変化を随時検知する。現在停止要因掌握部501は、複数の生産装置101についてデータ演算部300の停止要因計算部302からライン停止要因の値を取得し、ライン停止要因の値の変化率が予め設定された閾値を超過したライン停止要因を除去対象の停止要因と判定する。閾値は、現在停止要因掌握部501がライン停止要因の値の変化率と比較することにより除去対象の停止要因を判定するための閾値である。
The current stoppage factor grasping unit 501 detects at any time changes in the degree of influence of line stoppage factors on the decline of the key performance evaluation indicators. The current stoppage factor grasping unit 501 acquires the line stoppage factor value from the stoppage factor calculation unit 302 of the data calculation unit 300 for the plurality of production devices 101, and the rate of change in the value of the line stoppage factor exceeds a preset threshold. The line stoppage cause is determined to be the stoppage cause to be removed. The threshold value is a threshold value used by the current stoppage factor grasping unit 501 to determine the stoppage factor to be removed by comparing it with the rate of change in the value of the line stoppage factor.
すなわち、現在停止要因掌握部501は、生産ライン20の複数の生産装置101について、データ演算部300の停止要因計算部302において算出された各ライン停止要因の値(%)を予め決められた周期で停止要因計算部302から取得し、取得したライン停止要因の値の変化率を監視する機能を有している。すなわち、現在停止要因掌握部501は、生産現場における各生産装置101の現在のライン停止要因を常時掌握する機能を有する。
That is, the current stoppage factor grasp unit 501 calculates the value (%) of each line stoppage factor calculated by the stoppage factor calculation unit 302 of the data calculation unit 300 for the plurality of production devices 101 of the production line 20 at a predetermined period. It has a function of monitoring the rate of change in the value of the line stoppage factor obtained from the stoppage factor calculation unit 302. That is, the current stoppage factor grasping unit 501 has a function of always knowing the current line stoppage factor of each production device 101 at the production site.
そして、現在停止要因掌握部501は、ライン停止要因の値の変化率が予め設定された閾値を超過した場合、当該ライン停止要因を除去する必要があると判定する。すなわち、現在停止要因掌握部501は、ライン停止要因の値の変化率が予め設定された閾値を超過した場合、当該ライン停止要因を、除去する必要があるライン停止要因である除去対象のライン停止要因と判定する。
Then, if the rate of change in the value of the line stoppage factor exceeds a preset threshold, the current stoppage factor grasping unit 501 determines that the line stoppage factor needs to be removed. That is, when the rate of change in the value of a line stoppage factor exceeds a preset threshold, the current stoppage factor grasping unit 501 determines that the line stoppage factor is a line stoppage target that is a line stoppage factor that needs to be removed. Determined as a contributing factor.
変化率とは、任意の時間を分母とし、当該任意の時間内におけるライン停止要因の変動値(%)を分子として算出される値である。あるライン停止要因の変化率が、他のライン停止要因の変化率に比べて相対的に大きい値である場合は、当該ライン停止要因は現在発生中であり、且つ当該ライン停止要因が生産KPIに与える影響が相対的に大きいと言える。
The rate of change is a value calculated using an arbitrary time as the denominator and a variation value (%) of the line stoppage factor within the arbitrary time as the numerator. If the rate of change of a line stoppage factor is relatively large compared to the rate of change of other line stoppage factors, the line stoppage factor is currently occurring and the line stoppage factor is not included in the production KPI. It can be said that the impact is relatively large.
作業者位置情報取得部502は、複数の生産装置101が設置された生産現場における複数の作業者の位置を判定する。すなわち、作業者位置情報取得部502は、生産ライン20が設置された生産現場における各作業者の位置を判定して記憶する機能を有する。作業者位置情報取得部502は、例えば、生産現場の天井に備えられた俯瞰カメラ、および作業者が携帯するビーコンの位置の情報を取得するためのビーコン受信機といった機器を有する。作業者位置情報取得部502は、例えば、生産現場の天井に備えられた俯瞰カメラの画像に基づいて、生産現場における各作業者の位置を判定して記憶する。また、作業者位置情報取得部502は、例えば、ビーコン受信機が受信した情報に基づいて、生産現場における各作業者の位置を判定して記憶する。
The worker position information acquisition unit 502 determines the positions of a plurality of workers at a production site where a plurality of production devices 101 are installed. That is, the worker position information acquisition unit 502 has a function of determining and storing the position of each worker at the production site where the production line 20 is installed. The worker position information acquisition unit 502 includes devices such as an overhead camera installed on the ceiling of the production site and a beacon receiver for acquiring position information of a beacon carried by a worker. The worker position information acquisition unit 502 determines and stores the position of each worker at the production site, for example, based on an image from an overhead camera installed on the ceiling of the production site. Further, the worker position information acquisition unit 502 determines and stores the position of each worker at the production site based on, for example, information received by the beacon receiver.
対応作業者判定部503は、複数の生産装置101が設置された生産現場に居る複数の作業者のうち除去対象のライン停止要因の除去に対応する作業者である対応作業者を判定する。すなわち、対応作業者判定部503は、現在停止要因掌握部501で検知された、生産KPIを低下させているライン停止要因に対し、生産現場に居る作業者のうちどの作業者をライン停止要因の除去に向かわせるべきかを判定して提案する機能を有する。対応作業者判定部503は、生産装置101の位置情報と、停止要因属性情報と、を保有している。
The corresponding worker determination unit 503 determines the corresponding worker who is responsible for removing the line stoppage factor to be removed, among the plurality of workers present at the production site where the plurality of production devices 101 are installed. In other words, the response worker determination unit 503 determines which worker among the workers at the production site is responsible for the line stoppage factor that is currently detecting the line stoppage factor that is lowering the production KPI. It has the function of determining whether removal should be carried out and making a proposal. The corresponding worker determination unit 503 has location information of the production equipment 101 and stoppage factor attribute information.
生産装置101の位置情報は、作業者位置情報取得部502で取得された作業者の位置情報と組み合わせることにより、生産装置101と各作業者との距離を算出することに用いられる。すなわち、対応作業者判定部503は、各作業者の位置情報を作業者位置情報取得部502から取得する。そして、対応作業者判定部503は、各作業者の位置情報と、保持している生産装置101の位置情報とに基づいて、生産装置101と各作業者との距離を算出する。
The location information of the production equipment 101 is used to calculate the distance between the production equipment 101 and each worker by combining it with the worker location information acquired by the worker location information acquisition unit 502. That is, the corresponding worker determination unit 503 acquires the position information of each worker from the worker position information acquisition unit 502. Then, the corresponding worker determination unit 503 calculates the distance between the production apparatus 101 and each worker based on the position information of each worker and the held position information of the production apparatus 101.
停止要因属性情報は、各ライン停止要因がどの生産装置101に属するかをデータとして保持している。また、各ライン停止要因は、俯瞰カメラで撮影された帽子色、ビーコンに設定された作業者番号にも紐づけられている。すなわち、各ライン停止要因に対して、どの帽子色の作業者が担当であるかを示す、帽子色とライン停止要因との対応情報が、停止要因属性情報に含まれている。また、各ライン停止要因に対して、どの作業者が担当であるかを示す、ビーコンに設定された作業者番号とライン停止要因との対応情報が、停止要因属性情報に含まれている。
The stoppage factor attribute information holds as data which production equipment 101 each line stoppage factor belongs to. In addition, each line stoppage factor is linked to the hat color photographed with an overhead camera and the worker number set on the beacon. That is, the stop cause attribute information includes correspondence information between the hat color and the line stop cause, which indicates which hat color the worker is in charge of for each line stop cause. Further, the stop cause attribute information includes correspondence information between the worker number set in the beacon and the line stop cause, which indicates which worker is in charge of each line stop cause.
続いて、対応作業者提案部500の動作について説明する。
Next, the operation of the corresponding worker suggestion unit 500 will be explained.
生産ライン20の稼働中、現在停止要因掌握部501は、データ演算部300より各ライン停止要因の値を取得し、各ライン停止要因の値の変化率を常時監視する。現在停止要因掌握部501は、ライン停止要因の値の変化率の監視中、ライン停止要因の値の変化率が予め設定された閾値を超過した場合、当該ライン停止要因を、除去する必要があると判定する。すなわち、現在停止要因掌握部501は、ライン停止要因の値の変化率が予め設定された閾値を超過した場合、当該ライン停止要因を除去対象のライン停止要因と判定する。
While the production line 20 is in operation, the current stoppage factor grasping unit 501 obtains the value of each line stoppage factor from the data calculation unit 300, and constantly monitors the rate of change in the value of each line stoppage factor. While monitoring the rate of change in the value of the line stoppage factor, the current stoppage factor grasping unit 501 needs to remove the line stoppage factor if the change rate in the value of the line stoppage factor exceeds a preset threshold. It is determined that That is, when the rate of change in the value of a line stoppage factor exceeds a preset threshold, the current stoppage factor grasping unit 501 determines that the line stoppage factor is a line stoppage factor to be removed.
対応作業者判定部503は、除去する必要があると判断されたライン停止要因に対して、すなわち除去対象のライン停止要因に対して、どの生産装置101で発生しているライン停止要因であるかを特定する。すなわち、対応作業者判定部503は、保持している停止要因属性情報に基づいて、除去対象のライン停止要因がどの生産装置101で発生しているのかを特定する。
The corresponding worker determination unit 503 determines in which production equipment 101 the line stoppage cause has occurred for the line stoppage cause that has been determined to need to be removed, that is, for the line stoppage factor to be removed. Identify. That is, the corresponding worker determination unit 503 identifies in which production apparatus 101 the line stoppage factor to be removed has occurred, based on the held stoppage cause attribute information.
また、対応作業者判定部503は、保持している停止要因属性情報に基づいて、当該ライン停止要因の除去に対応できる作業者を特定し、特定した作業者ごとに当該作業者と生産装置101との距離を算出する。対応作業者判定部503は、作業者と生産装置101との距離の算出には、算出時点における作業者の位置の情報を作業者位置情報取得部502から取得して、用いる。対応作業者判定部503は、算出した距離が最も短い作業者を、ライン停止要因の除去に対応すべき作業者である対応作業者と判定する。
In addition, the corresponding worker determination unit 503 identifies a worker who can respond to the removal of the line stoppage cause based on the held stoppage cause attribute information, and for each identified worker, the corresponding worker and the production equipment 101. Calculate the distance to. The corresponding worker determining unit 503 obtains information on the position of the worker at the time of calculation from the worker position information acquisition unit 502 and uses it to calculate the distance between the worker and the production apparatus 101 . The corresponding worker determination unit 503 determines the worker with the shortest calculated distance as the corresponding worker who should respond to the removal of the line stoppage factor.
対応作業者提案部500は、出力部400に、ライン停止要因の除去に対応すべき作業者の作業者名を表示する。例えば、出力部400が大型モニターとウェアラブルデバイスとで構成される場合、対応作業者提案部500は、発生中のライン停止要因と、当該ライン停止要因の除去に対応すべき作業者名と、を並べて表示させる。また、対応作業者提案部500は、停止要因が発生している生産装置101への移動を指示する旨を当該作業者に告知する。作業者に対する告知方法は、例えば、作業者のウェアラブルデバイスを予め決められたパターンで振動させる方法、および予め決められた音を作業者のウェアラブルデバイスで鳴らす方法が、挙げられる。
The corresponding worker suggestion unit 500 displays the name of the worker who should respond to the removal of the line stoppage cause on the output unit 400. For example, when the output unit 400 is configured with a large monitor and a wearable device, the corresponding worker suggestion unit 500 can identify the cause of the line stoppage that is occurring and the name of the worker who should respond to the removal of the cause of the line stoppage. Display them side by side. Further, the corresponding worker suggestion unit 500 notifies the worker of an instruction to move to the production equipment 101 where the cause of the stoppage has occurred. Examples of methods for notifying the worker include a method in which the worker's wearable device vibrates in a predetermined pattern, and a method in which the worker's wearable device makes a predetermined sound.
なお、出力部400の大型モニターに表示されたライン停止要因と作業者名とは、ライン停止要因が解消した場合、またはライン停止要因の除去に対応できない旨が当該作業者のウェアラブルデバイスから対応作業者提案部500に通知された場合など、任意のタイミングで削除することができる。対応作業者判定部503は、ライン停止要因が継続し、作業者名のみ大型モニターの表示から削除した場合は、当該作業者をライン停止要因の除去に対応すべき作業者から除外した状態で、再判定を実施して、代替の対応作業者を判定する。
Note that the line stoppage cause and worker name displayed on the large monitor of the output unit 400 are based on whether the line stoppage cause has been resolved, or if the worker's wearable device indicates that the line stoppage cause cannot be removed. It can be deleted at any timing, such as when the person proposal unit 500 is notified. If the line stoppage factor continues and only the worker's name is deleted from the display on the large monitor, the corresponding worker determination unit 503 removes the worker from the list of workers who should respond to the removal of the line stoppage factor. Perform re-judgment to determine alternative response workers.
このような対応作業者提案部500を備えた全体システム1は、生産KPIを悪化させる各ライン停止要因に対して対応すべき作業者を自動で随時提案することができるため、各ライン停止要因の継続時間を抑制することが可能となる。
The overall system 1 equipped with such a response worker suggestion unit 500 can automatically suggest a worker to respond to each line stoppage factor that deteriorates the production KPI at any time. It becomes possible to suppress the duration time.
以上の実施の形態に示した構成は、一例を示すものであり、別の公知の技術と組み合わせることも可能であるし、実施の形態同士を組み合わせることも可能であるし、要旨を逸脱しない範囲で、構成の一部を省略、変更することも可能である。
The configurations shown in the embodiments above are merely examples, and can be combined with other known techniques, or can be combined with other embodiments, within the scope of the gist. It is also possible to omit or change part of the configuration.
以下、本開示の諸態様を付記としてまとめて記載する。
Hereinafter, various aspects of the present disclosure will be collectively described as supplementary notes.
(付記1)
複数の生産装置を含んだ生産ラインの停止要因を分析する生産ライン分析システムであって、
複数の前記生産装置から、前記生産装置ごとの生産履歴に関わる装置データを取得する生産実績取得部と、
複数の前記生産装置から、前記生産装置ごとの装置状態を含んだ装置データを取得する装置状態取得部と、
前記生産装置ごとの生産履歴に関わる装置データに基づいて、前記生産ラインの稼働状況の良否の判断基準である重要業績評価指標の値を算出する重要業績評価指標計算部と、
前記生産装置ごとの装置状態を含んだ装置データに基づいて、前記重要業績評価指標の減少に影響を及ぼす複数の前記停止要因の値を算出する停止要因計算部と、
前記重要業績評価指標の値と、前記停止要因の値と、を表示する出力部と、
を備え、
前記停止要因計算部は、前記重要業績評価指標の値と前記停止要因の値とを、前記生産ラインにおける生産に関わる同じ種類の時間の同一の値に対する単位時間当たりの値として算出すること、
を特徴とする生産ライン分析システム。
(付記2)
前記停止要因計算部は、前記生産装置ごとの装置状態を含んだ装置データに基づいて前記停止要因の値が算出されていない未集計の停止要因の値を、「100-重要業績評価指標-停止要因合算値」の計算式によって算出すること、
を特徴とする付記1に記載の生産ライン分析システム。
(付記3)
前記出力部は、前記停止要因の値と、前記未集計の停止要因の値とを、同一のグラフに表示すること、
を特徴とする付記2に記載の生産ライン分析システム。
(付記4)
前記出力部は、前記重要業績評価指標の値と、前記停止要因の値と、前記未集計の停止要因の値とを、同一のグラフに表示すること、
を特徴とする付記2に記載の生産ライン分析システム。
(付記5)
前記生産装置ごとの生産履歴に関わる装置データは、
前記生産装置を識別するための装置識別情報と、
前記生産装置で加工されるワークを識別するためのワーク識別情報と、
前記生産装置によるワークの加工開始時刻と、
前記生産装置による前記ワークの加工終了時刻と、
前記生産装置による前記ワークの加工が成功したか失敗したかを示す合否情報と、
を含み、
前記生産装置ごとの装置状態を含んだ装置データは、
前記生産装置を識別するための装置識別情報と、
前記生産装置がどのような状態であったかを示す状態情報と、
前記装置状態を細分化した詳細情報と、
前記装置状態に示される前記生産装置の状態が開始された時刻である状態開始時刻と、
前記装置状態に示される前記生産装置の状態が終了した時刻である状態終了時刻と、
を含むこと、
を特徴とする付記1から4のいずれか1つに記載の生産ライン分析システム。
(付記6)
重要業績評価指標の定義式が、ラインタクト×加工数/設備負荷時間であり、
前記ラインタクトが、前記生産ラインにおいて目標とされる目標タクトであり、
前記加工数が、前記生産装置ごとの装置状態を含んだ装置データにおける前記ワーク識別情報を重複なくカウントした値であり、
前記設備負荷時間が、前記生産装置ごとの生産履歴に関わる装置データの全体を対象として、時間的に最初の加工開始時刻と、時間的に最後の加工終了時刻との差分であること、
を特徴とする付記5に記載の生産ライン分析システム。
(付記7)
前記重要業績評価指標の定義式が、良品数×ラインタクト/操業時間であり、
前記ラインタクトが、前記生産ラインにおいて目標とされる目標タクトであり、
前記良品数は、前記生産装置ごとの生産履歴に関わる装置データの前記合否情報において前記ワークの加工が成功した情報を、前記ワーク識別情報を重複なくカウントした値であり、
前記操業時間は、最大加工終了時刻と生産ラインが属する生産現場の始業時刻との差分であること、
を特徴とする付記5に記載の生産ライン分析システム。
(付記8)
前記停止要因計算部は、前記停止要因の値の算出において、前記生産装置の生産加工外の時間を除外すること、
を特徴とする付記1から7のいずれか1つに記載の生産ライン分析システム。
(付記9)
複数の生産装置を含んだ生産ラインの停止要因を分析する生産ライン分析方法であって、
複数の前記生産装置から、前記生産装置ごとの生産履歴に関わる装置データを取得する生産実績取得ステップと、
複数の前記生産装置から、前記生産装置ごとの装置状態を含んだ装置データを取得する装置状態取得ステップと、
前記生産装置ごとの生産履歴に関わる装置データに基づいて、前記生産ラインの稼働状況の良否の判断基準である重要業績評価指標の値を算出する重要業績評価指標計算ステップと、
前記生産装置ごとの装置状態を含んだ装置データに基づいて、前記重要業績評価指標の減少に影響を及ぼす複数の前記停止要因の値を算出する停止要因計算ステップと、
前記重要業績評価指標の値と、前記停止要因の値と、を表示する出力ステップと、
を含み、
前記停止要因計算ステップでは、前記重要業績評価指標の値と前記停止要因の値とを、前記生産ラインにおける生産に関わる同じ種類の時間の同一の値に対する単位時間当たりの値として算出すること、
を特徴とする生産ライン分析方法。
(付記10)
複数の生産装置を含んだ生産ラインの停止要因を分析する生産ライン分析システムから、前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況と、前記重要業績評価指標、複数の前記生産装置の装置状態および前記ワークの加工状況における前記停止要因の重要業績評価指標低下への影響度と、を含む学習用データを取得するデータ取得部と、
前記学習用データを用いて、前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況とから前記停止要因の重要業績評価指標低下への影響度を推論するための学習済モデルを生成するモデル生成部と、
を備えることを特徴とする学習装置。
(付記11)
複数の生産装置を含んだ生産ラインの停止要因を分析する生産ライン分析システムから、前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況と、を取得するデータ取得部と、
前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況とにおける前記停止要因の重要業績評価指標低下への影響度を推論するための学習済モデルを用いて、前記データ取得部で取得した、前記重要業績評価指標、複数の前記生産装置の装置状態および前記ワークの加工状況から前記停止要因の重要業績評価指標低下への影響度を出力する推論部と、
を備えることを特徴とする推論装置。 (Additional note 1)
A production line analysis system that analyzes stoppage factors on a production line that includes multiple production devices,
a production record acquisition unit that acquires equipment data related to the production history of each of the production equipment from the plurality of production equipment;
an equipment status acquisition unit that acquires equipment data including equipment status for each of the production equipment from the plurality of production equipment;
an important performance evaluation indicator calculation unit that calculates the value of an important performance evaluation index that is a criterion for determining whether the operating status of the production line is good or bad based on equipment data related to the production history of each of the production equipment;
a stoppage factor calculation unit that calculates values of the plurality of stoppage factors that influence a decrease in the key performance evaluation indicators based on equipment data including the equipment status of each of the production equipment;
an output unit that displays the value of the key performance evaluation index and the value of the stoppage factor;
Equipped with
The stop factor calculation unit calculates the value of the important performance evaluation index and the value of the stop factor as values per unit time for the same value of the same type of time related to production on the production line;
A production line analysis system featuring:
(Additional note 2)
The stoppage factor calculation unit calculates the value of the unaggregated stoppage factor for which the value of the stoppage factor has not been calculated based on the equipment data including the equipment status of each of the production equipment, as "100 - Key Performance Indicator - Stoppage". be calculated using the formula of “Total factor value”;
The production line analysis system according toappendix 1, characterized by:
(Additional note 3)
The output unit displays the value of the stoppage factor and the value of the unaggregated stoppage factor on the same graph;
The production line analysis system according to appendix 2, characterized by:
(Additional note 4)
The output unit displays the value of the important performance evaluation index, the value of the stoppage factor, and the value of the unaggregated stoppage factor on the same graph;
The production line analysis system according to appendix 2, characterized by:
(Appendix 5)
The equipment data related to the production history of each production equipment is
equipment identification information for identifying the production equipment;
Workpiece identification information for identifying the workpiece processed by the production device;
a time when processing of the workpiece by the production device starts;
a time when processing of the workpiece by the production device ends;
pass/fail information indicating whether processing of the workpiece by the production device was successful or unsuccessful;
including;
The equipment data including the equipment status of each production equipment is
equipment identification information for identifying the production equipment;
Status information indicating what status the production equipment was in;
Detailed information that subdivides the device status;
a state start time that is the time when the state of the production equipment indicated in the equipment state was started;
a state end time that is the time when the state of the production equipment indicated in the equipment state ends;
including;
The production line analysis system according to any one ofSupplementary Notes 1 to 4, characterized by:
(Appendix 6)
The definition formula of the key performance evaluation index is line takt x number of processes/equipment load time,
The line takt is a target takt targeted for the production line,
The number of processes is a value obtained by counting the workpiece identification information in equipment data including the equipment status of each production equipment without duplication,
The equipment load time is the difference between the first processing start time in terms of time and the last processing end time in terms of time, targeting the entire equipment data related to the production history of each of the production equipment,
The production line analysis system according to appendix 5, characterized by:
(Appendix 7)
The definition formula of the important performance evaluation index is the number of non-defective products x line takt/operating time,
The line takt is a target takt targeted for the production line,
The number of non-defective products is a value obtained by counting the information that the workpiece was successfully processed in the pass/fail information of the device data related to the production history of each production device without duplication of the workpiece identification information,
The operating time is the difference between the maximum processing end time and the start time of the production site to which the production line belongs;
The production line analysis system according to appendix 5, characterized by:
(Appendix 8)
The stop factor calculation unit excludes time when the production equipment is not engaged in production processing in calculating the value of the stop factor;
The production line analysis system according to any one ofSupplementary Notes 1 to 7, characterized by:
(Appendix 9)
A production line analysis method for analyzing stoppage factors of a production line including multiple production devices, the method comprising:
a production record acquisition step of acquiring equipment data related to the production history of each of the production equipment from a plurality of the production equipment;
an equipment status acquisition step of acquiring equipment data including equipment status for each of the production equipment from a plurality of the production equipment;
an important performance evaluation index calculation step of calculating a value of an important performance evaluation index that is a criterion for determining whether the operating status of the production line is good or bad, based on equipment data related to the production history of each of the production equipment;
a stop factor calculation step of calculating values of the plurality of stop factors that influence a decrease in the key performance evaluation indicators based on equipment data including the equipment status of each of the production equipment;
an output step for displaying the value of the key performance evaluation indicator and the value of the stoppage factor;
including;
In the stop factor calculation step, the value of the important performance evaluation index and the value of the stop factor are calculated as values per unit time for the same value of the same type of time related to production on the production line;
A production line analysis method featuring:
(Appendix 10)
From a production line analysis system that analyzes the causes of stoppage of a production line that includes multiple production devices, the important performance evaluation indicators of the production line, the equipment status of the multiple production devices, and the information on the workpieces processed by the production devices are acquired. Data acquisition for acquiring learning data including machining status, the important performance evaluation index, the equipment status of the plurality of production devices, and the degree of influence of the stoppage factor on the decline of the important performance evaluation index in the processing status of the workpiece. Department and
Using the learning data, a decrease in the key performance evaluation index of the cause of the stoppage is determined based on the key performance evaluation index of the production line, the equipment status of the plurality of production devices, and the machining status of the workpieces processed by the production device. a model generation unit that generates a trained model for inferring the degree of influence on the
A learning device comprising:
(Appendix 11)
From a production line analysis system that analyzes the causes of stoppage of a production line that includes multiple production devices, the important performance evaluation indicators of the production line, the equipment status of the multiple production devices, and the information on the workpieces processed by the production devices are acquired. a data acquisition unit that acquires the processing status;
To infer the degree of influence of the stoppage factor on the decline of the key performance evaluation index in the key performance evaluation index of the production line, the device status of the plurality of production devices, and the processing status of the workpiece processed by the production device; The degree of influence of the stoppage factor on the decline of the key performance evaluation index is determined based on the key performance evaluation index, the equipment status of the plurality of production devices, and the processing status of the workpiece, which are acquired by the data acquisition unit using the trained model. an inference section that outputs
An inference device comprising:
複数の生産装置を含んだ生産ラインの停止要因を分析する生産ライン分析システムであって、
複数の前記生産装置から、前記生産装置ごとの生産履歴に関わる装置データを取得する生産実績取得部と、
複数の前記生産装置から、前記生産装置ごとの装置状態を含んだ装置データを取得する装置状態取得部と、
前記生産装置ごとの生産履歴に関わる装置データに基づいて、前記生産ラインの稼働状況の良否の判断基準である重要業績評価指標の値を算出する重要業績評価指標計算部と、
前記生産装置ごとの装置状態を含んだ装置データに基づいて、前記重要業績評価指標の減少に影響を及ぼす複数の前記停止要因の値を算出する停止要因計算部と、
前記重要業績評価指標の値と、前記停止要因の値と、を表示する出力部と、
を備え、
前記停止要因計算部は、前記重要業績評価指標の値と前記停止要因の値とを、前記生産ラインにおける生産に関わる同じ種類の時間の同一の値に対する単位時間当たりの値として算出すること、
を特徴とする生産ライン分析システム。
(付記2)
前記停止要因計算部は、前記生産装置ごとの装置状態を含んだ装置データに基づいて前記停止要因の値が算出されていない未集計の停止要因の値を、「100-重要業績評価指標-停止要因合算値」の計算式によって算出すること、
を特徴とする付記1に記載の生産ライン分析システム。
(付記3)
前記出力部は、前記停止要因の値と、前記未集計の停止要因の値とを、同一のグラフに表示すること、
を特徴とする付記2に記載の生産ライン分析システム。
(付記4)
前記出力部は、前記重要業績評価指標の値と、前記停止要因の値と、前記未集計の停止要因の値とを、同一のグラフに表示すること、
を特徴とする付記2に記載の生産ライン分析システム。
(付記5)
前記生産装置ごとの生産履歴に関わる装置データは、
前記生産装置を識別するための装置識別情報と、
前記生産装置で加工されるワークを識別するためのワーク識別情報と、
前記生産装置によるワークの加工開始時刻と、
前記生産装置による前記ワークの加工終了時刻と、
前記生産装置による前記ワークの加工が成功したか失敗したかを示す合否情報と、
を含み、
前記生産装置ごとの装置状態を含んだ装置データは、
前記生産装置を識別するための装置識別情報と、
前記生産装置がどのような状態であったかを示す状態情報と、
前記装置状態を細分化した詳細情報と、
前記装置状態に示される前記生産装置の状態が開始された時刻である状態開始時刻と、
前記装置状態に示される前記生産装置の状態が終了した時刻である状態終了時刻と、
を含むこと、
を特徴とする付記1から4のいずれか1つに記載の生産ライン分析システム。
(付記6)
重要業績評価指標の定義式が、ラインタクト×加工数/設備負荷時間であり、
前記ラインタクトが、前記生産ラインにおいて目標とされる目標タクトであり、
前記加工数が、前記生産装置ごとの装置状態を含んだ装置データにおける前記ワーク識別情報を重複なくカウントした値であり、
前記設備負荷時間が、前記生産装置ごとの生産履歴に関わる装置データの全体を対象として、時間的に最初の加工開始時刻と、時間的に最後の加工終了時刻との差分であること、
を特徴とする付記5に記載の生産ライン分析システム。
(付記7)
前記重要業績評価指標の定義式が、良品数×ラインタクト/操業時間であり、
前記ラインタクトが、前記生産ラインにおいて目標とされる目標タクトであり、
前記良品数は、前記生産装置ごとの生産履歴に関わる装置データの前記合否情報において前記ワークの加工が成功した情報を、前記ワーク識別情報を重複なくカウントした値であり、
前記操業時間は、最大加工終了時刻と生産ラインが属する生産現場の始業時刻との差分であること、
を特徴とする付記5に記載の生産ライン分析システム。
(付記8)
前記停止要因計算部は、前記停止要因の値の算出において、前記生産装置の生産加工外の時間を除外すること、
を特徴とする付記1から7のいずれか1つに記載の生産ライン分析システム。
(付記9)
複数の生産装置を含んだ生産ラインの停止要因を分析する生産ライン分析方法であって、
複数の前記生産装置から、前記生産装置ごとの生産履歴に関わる装置データを取得する生産実績取得ステップと、
複数の前記生産装置から、前記生産装置ごとの装置状態を含んだ装置データを取得する装置状態取得ステップと、
前記生産装置ごとの生産履歴に関わる装置データに基づいて、前記生産ラインの稼働状況の良否の判断基準である重要業績評価指標の値を算出する重要業績評価指標計算ステップと、
前記生産装置ごとの装置状態を含んだ装置データに基づいて、前記重要業績評価指標の減少に影響を及ぼす複数の前記停止要因の値を算出する停止要因計算ステップと、
前記重要業績評価指標の値と、前記停止要因の値と、を表示する出力ステップと、
を含み、
前記停止要因計算ステップでは、前記重要業績評価指標の値と前記停止要因の値とを、前記生産ラインにおける生産に関わる同じ種類の時間の同一の値に対する単位時間当たりの値として算出すること、
を特徴とする生産ライン分析方法。
(付記10)
複数の生産装置を含んだ生産ラインの停止要因を分析する生産ライン分析システムから、前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況と、前記重要業績評価指標、複数の前記生産装置の装置状態および前記ワークの加工状況における前記停止要因の重要業績評価指標低下への影響度と、を含む学習用データを取得するデータ取得部と、
前記学習用データを用いて、前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況とから前記停止要因の重要業績評価指標低下への影響度を推論するための学習済モデルを生成するモデル生成部と、
を備えることを特徴とする学習装置。
(付記11)
複数の生産装置を含んだ生産ラインの停止要因を分析する生産ライン分析システムから、前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況と、を取得するデータ取得部と、
前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況とにおける前記停止要因の重要業績評価指標低下への影響度を推論するための学習済モデルを用いて、前記データ取得部で取得した、前記重要業績評価指標、複数の前記生産装置の装置状態および前記ワークの加工状況から前記停止要因の重要業績評価指標低下への影響度を出力する推論部と、
を備えることを特徴とする推論装置。 (Additional note 1)
A production line analysis system that analyzes stoppage factors on a production line that includes multiple production devices,
a production record acquisition unit that acquires equipment data related to the production history of each of the production equipment from the plurality of production equipment;
an equipment status acquisition unit that acquires equipment data including equipment status for each of the production equipment from the plurality of production equipment;
an important performance evaluation indicator calculation unit that calculates the value of an important performance evaluation index that is a criterion for determining whether the operating status of the production line is good or bad based on equipment data related to the production history of each of the production equipment;
a stoppage factor calculation unit that calculates values of the plurality of stoppage factors that influence a decrease in the key performance evaluation indicators based on equipment data including the equipment status of each of the production equipment;
an output unit that displays the value of the key performance evaluation index and the value of the stoppage factor;
Equipped with
The stop factor calculation unit calculates the value of the important performance evaluation index and the value of the stop factor as values per unit time for the same value of the same type of time related to production on the production line;
A production line analysis system featuring:
(Additional note 2)
The stoppage factor calculation unit calculates the value of the unaggregated stoppage factor for which the value of the stoppage factor has not been calculated based on the equipment data including the equipment status of each of the production equipment, as "100 - Key Performance Indicator - Stoppage". be calculated using the formula of “Total factor value”;
The production line analysis system according to
(Additional note 3)
The output unit displays the value of the stoppage factor and the value of the unaggregated stoppage factor on the same graph;
The production line analysis system according to appendix 2, characterized by:
(Additional note 4)
The output unit displays the value of the important performance evaluation index, the value of the stoppage factor, and the value of the unaggregated stoppage factor on the same graph;
The production line analysis system according to appendix 2, characterized by:
(Appendix 5)
The equipment data related to the production history of each production equipment is
equipment identification information for identifying the production equipment;
Workpiece identification information for identifying the workpiece processed by the production device;
a time when processing of the workpiece by the production device starts;
a time when processing of the workpiece by the production device ends;
pass/fail information indicating whether processing of the workpiece by the production device was successful or unsuccessful;
including;
The equipment data including the equipment status of each production equipment is
equipment identification information for identifying the production equipment;
Status information indicating what status the production equipment was in;
Detailed information that subdivides the device status;
a state start time that is the time when the state of the production equipment indicated in the equipment state was started;
a state end time that is the time when the state of the production equipment indicated in the equipment state ends;
including;
The production line analysis system according to any one of
(Appendix 6)
The definition formula of the key performance evaluation index is line takt x number of processes/equipment load time,
The line takt is a target takt targeted for the production line,
The number of processes is a value obtained by counting the workpiece identification information in equipment data including the equipment status of each production equipment without duplication,
The equipment load time is the difference between the first processing start time in terms of time and the last processing end time in terms of time, targeting the entire equipment data related to the production history of each of the production equipment,
The production line analysis system according to appendix 5, characterized by:
(Appendix 7)
The definition formula of the important performance evaluation index is the number of non-defective products x line takt/operating time,
The line takt is a target takt targeted for the production line,
The number of non-defective products is a value obtained by counting the information that the workpiece was successfully processed in the pass/fail information of the device data related to the production history of each production device without duplication of the workpiece identification information,
The operating time is the difference between the maximum processing end time and the start time of the production site to which the production line belongs;
The production line analysis system according to appendix 5, characterized by:
(Appendix 8)
The stop factor calculation unit excludes time when the production equipment is not engaged in production processing in calculating the value of the stop factor;
The production line analysis system according to any one of
(Appendix 9)
A production line analysis method for analyzing stoppage factors of a production line including multiple production devices, the method comprising:
a production record acquisition step of acquiring equipment data related to the production history of each of the production equipment from a plurality of the production equipment;
an equipment status acquisition step of acquiring equipment data including equipment status for each of the production equipment from a plurality of the production equipment;
an important performance evaluation index calculation step of calculating a value of an important performance evaluation index that is a criterion for determining whether the operating status of the production line is good or bad, based on equipment data related to the production history of each of the production equipment;
a stop factor calculation step of calculating values of the plurality of stop factors that influence a decrease in the key performance evaluation indicators based on equipment data including the equipment status of each of the production equipment;
an output step for displaying the value of the key performance evaluation indicator and the value of the stoppage factor;
including;
In the stop factor calculation step, the value of the important performance evaluation index and the value of the stop factor are calculated as values per unit time for the same value of the same type of time related to production on the production line;
A production line analysis method featuring:
(Appendix 10)
From a production line analysis system that analyzes the causes of stoppage of a production line that includes multiple production devices, the important performance evaluation indicators of the production line, the equipment status of the multiple production devices, and the information on the workpieces processed by the production devices are acquired. Data acquisition for acquiring learning data including machining status, the important performance evaluation index, the equipment status of the plurality of production devices, and the degree of influence of the stoppage factor on the decline of the important performance evaluation index in the processing status of the workpiece. Department and
Using the learning data, a decrease in the key performance evaluation index of the cause of the stoppage is determined based on the key performance evaluation index of the production line, the equipment status of the plurality of production devices, and the machining status of the workpieces processed by the production device. a model generation unit that generates a trained model for inferring the degree of influence on the
A learning device comprising:
(Appendix 11)
From a production line analysis system that analyzes the causes of stoppage of a production line that includes multiple production devices, the important performance evaluation indicators of the production line, the equipment status of the multiple production devices, and the information on the workpieces processed by the production devices are acquired. a data acquisition unit that acquires the processing status;
To infer the degree of influence of the stoppage factor on the decline of the key performance evaluation index in the key performance evaluation index of the production line, the device status of the plurality of production devices, and the processing status of the workpiece processed by the production device; The degree of influence of the stoppage factor on the decline of the key performance evaluation index is determined based on the key performance evaluation index, the equipment status of the plurality of production devices, and the processing status of the workpiece, which are acquired by the data acquisition unit using the trained model. an inference section that outputs
An inference device comprising:
1 全体システム、10 生産システム、20 生産ライン、50 学習装置、51,61,200 データ取得部、52 モデル生成部、53 報酬計算部、54 関数更新部、60 推論装置、62 推論部、70 学習済モデル記憶部、90,93 処理回路、91 プロセッサ、92 メモリ、101 生産装置、102 ネットワーク、201 生産実績取得部、202 装置状態取得部、300 データ演算部、301 生産KPI計算部、302 停止要因計算部、400 出力部、500 対応作業者提案部、501 現在停止要因掌握部、502 作業者位置情報取得部、503 対応作業者判定部、1011 生産装置制御部。
1 Overall system, 10 Production system, 20 Production line, 50 Learning device, 51, 61, 200 Data acquisition unit, 52 Model generation unit, 53 Reward calculation unit, 54 Function update unit, 60 Inference device, 62 Inference unit, 70 Learning completed model storage unit, 90, 93 processing circuit, 91 processor, 92 memory, 101 production equipment, 102 network, 201 production result acquisition unit, 202 equipment status acquisition unit, 300 data calculation unit, 301 production KPI calculation unit, 302 stop factor Calculation unit, 400 Output unit, 500 Corresponding worker suggestion unit, 501 Current stoppage factor grasp unit, 502 Operator position information acquisition unit, 503 Corresponding worker determination unit, 1011 Production equipment control unit.
Claims (16)
- 複数の生産装置を含んだ生産ラインの停止要因を分析する生産システムであって、
複数の前記生産装置から、前記生産装置ごとの生産履歴に関わる装置データを取得する生産実績取得部と、
複数の前記生産装置から、前記生産装置ごとの装置状態を含んだ装置データを取得する装置状態取得部と、
前記生産装置ごとの生産履歴に関わる装置データに基づいて、前記生産ラインの稼働状況の良否の判断基準である重要業績評価指標の値を算出する重要業績評価指標計算部と、
前記生産装置ごとの装置状態を含んだ装置データに基づいて、前記重要業績評価指標の減少に影響を及ぼす複数の前記停止要因の値を算出する停止要因計算部と、
前記重要業績評価指標の値と、前記停止要因の値と、を表示する出力部と、
を備え、
前記停止要因計算部は、
前記重要業績評価指標の値と前記停止要因の値とを、前記生産ラインにおける生産に関わる同じ種類の時間の同一の値に対する単位時間当たりの値として算出し、
前記生産装置ごとの装置状態を含んだ装置データに基づいて前記停止要因の値が算出されていない未集計の停止要因の値を算出すること、
を特徴とする生産システム。 A production system that analyzes the causes of stoppages in a production line that includes multiple production devices,
a production record acquisition unit that acquires equipment data related to the production history of each of the production equipment from the plurality of production equipment;
an equipment status acquisition unit that acquires equipment data including equipment status for each of the production equipment from the plurality of production equipment;
an important performance evaluation indicator calculation unit that calculates the value of an important performance evaluation index that is a criterion for determining whether the operating status of the production line is good or bad based on equipment data related to the production history of each of the production equipment;
a stoppage factor calculation unit that calculates values of the plurality of stoppage factors that influence a decrease in the key performance evaluation indicators based on equipment data including the equipment status of each of the production equipment;
an output unit that displays the value of the key performance evaluation index and the value of the stoppage factor;
Equipped with
The stop factor calculation unit includes:
Calculating the value of the key performance evaluation index and the value of the stoppage factor as values per unit time for the same value of the same type of time related to production on the production line,
Calculating the value of the unaggregated stoppage factor for which the value of the stoppage factor has not been calculated based on equipment data including the equipment state of each of the production equipment;
A production system featuring: - 前記停止要因計算部は、前記未集計の停止要因の値を、「100-重要業績評価指標-停止要因合算値」の計算式によって算出すること、
を特徴とする請求項1に記載の生産システム。 The suspension factor calculation unit calculates the value of the unaggregated suspension factors using a formula of "100 - key performance evaluation index - suspension factors total value";
The production system according to claim 1, characterized by: - 前記出力部は、前記停止要因の値と、前記未集計の停止要因の値とを、同一のグラフに表示すること、
を特徴とする請求項2に記載の生産システム。 The output unit displays the value of the stoppage factor and the value of the unaggregated stoppage factor on the same graph;
The production system according to claim 2, characterized in that: - 前記出力部は、前記重要業績評価指標の値と、前記停止要因の値と、前記未集計の停止要因の値とを、同一のグラフに表示すること、
を特徴とする請求項2に記載の生産システム。 The output unit displays the value of the important performance evaluation index, the value of the stoppage factor, and the value of the unaggregated stoppage factor on the same graph;
The production system according to claim 2, characterized in that: - 前記生産装置ごとの生産履歴に関わる装置データは、
前記生産装置を識別するための装置識別情報と、
前記生産装置で加工されるワークを識別するためのワーク識別情報と、
前記生産装置によるワークの加工開始時刻と、
前記生産装置による前記ワークの加工終了時刻と、
前記生産装置による前記ワークの加工が成功したか失敗したかを示す合否情報と、
を含み、
前記生産装置ごとの装置状態を含んだ装置データは、
前記生産装置を識別するための装置識別情報と、
前記生産装置がどのような状態であったかを示す状態情報と、
前記装置状態を細分化した詳細情報と、
前記装置状態に示される前記生産装置の状態が開始された時刻である状態開始時刻と、
前記装置状態に示される前記生産装置の状態が終了した時刻である状態終了時刻と、
を含むこと、
を特徴とする請求項1から4のいずれか1つに記載の生産システム。 The equipment data related to the production history of each production equipment is
equipment identification information for identifying the production equipment;
Workpiece identification information for identifying the workpiece processed by the production device;
a time when processing of the workpiece by the production device starts;
a time when processing of the workpiece by the production device ends;
pass/fail information indicating whether processing of the workpiece by the production device was successful or unsuccessful;
including;
The equipment data including the equipment status of each production equipment is
equipment identification information for identifying the production equipment;
Status information indicating what status the production equipment was in;
Detailed information that subdivides the device status;
a state start time that is the time when the state of the production equipment indicated in the equipment state was started;
a state end time that is the time when the state of the production equipment indicated in the equipment state ends;
including;
The production system according to any one of claims 1 to 4, characterized by: - 重要業績評価指標の定義式が、ラインタクト×加工数/設備負荷時間であり、
前記ラインタクトが、前記生産ラインにおいて目標とされる目標タクトであり、
前記加工数が、前記生産装置ごとの装置状態を含んだ装置データにおける前記ワーク識別情報を重複なくカウントした値であり、
前記設備負荷時間が、前記生産装置ごとの生産履歴に関わる装置データの全体を対象として、時間的に最初の加工開始時刻と、時間的に最後の加工終了時刻との差分であること、
を特徴とする請求項5に記載の生産システム。 The definition formula of the key performance evaluation index is line takt x number of processes/equipment load time,
The line takt is a target takt targeted for the production line,
The number of processes is a value obtained by counting the workpiece identification information in equipment data including the equipment status of each production equipment without duplication,
The equipment load time is the difference between the first processing start time in terms of time and the last processing end time in terms of time, targeting the entire equipment data related to the production history of each of the production equipment,
The production system according to claim 5, characterized in that: - 前記重要業績評価指標の定義式が、良品数×ラインタクト/操業時間であり、
前記ラインタクトが、前記生産ラインにおいて目標とされる目標タクトであり、
前記良品数は、前記生産装置ごとの生産履歴に関わる装置データの前記合否情報において前記ワークの加工が成功した情報を、前記ワーク識別情報を重複なくカウントした値であり、
前記操業時間は、最大加工終了時刻と生産ラインが属する生産現場の始業時刻との差分であること、
を特徴とする請求項5に記載の生産システム。 The definition formula of the important performance evaluation index is the number of non-defective products x line takt/operating time,
The line takt is a target takt targeted for the production line,
The number of non-defective products is a value obtained by counting the information that the workpiece was successfully processed in the pass/fail information of the device data related to the production history of each production device without duplication of the workpiece identification information,
The operating time is the difference between the maximum processing end time and the start time of the production site to which the production line belongs;
The production system according to claim 5, characterized in that: - 前記停止要因計算部は、前記停止要因の値の算出において、前記生産装置の生産加工外の時間を除外すること、
を特徴とする請求項1から7のいずれか1つに記載の生産システム。 The stop factor calculation unit excludes time when the production equipment is not engaged in production processing in calculating the value of the stop factor;
The production system according to any one of claims 1 to 7, characterized by: - 複数の前記生産装置について前記停止要因計算部から前記停止要因の値を取得し、前記停止要因の値の変化率が予め設定された閾値を超過した前記停止要因を除去対象の停止要因と判定する現在停止要因掌握部と、
複数の前記生産装置が設置された生産現場に居る複数の作業者の位置を判定する作業者位置情報取得部と、
前記複数の作業者のうち前記除去対象の停止要因の除去に対応する作業者である対応作業者を判定する対応作業者判定部と、
を備えることを特徴とする請求項1から8のいずれか1つに記載の生産システム。 The value of the stoppage factor is acquired from the stoppage factor calculation unit for the plurality of production devices, and the stoppage factor whose rate of change in the value of the stoppage factor exceeds a preset threshold is determined to be a stoppage factor to be removed. The current outage cause identification department,
a worker position information acquisition unit that determines the positions of a plurality of workers at a production site where a plurality of the production devices are installed;
a corresponding worker determining unit that determines a corresponding worker who is a worker corresponding to the removal of the stop cause to be removed among the plurality of workers;
The production system according to any one of claims 1 to 8, characterized by comprising: - 前記停止要因がどの前記生産装置に属するかを示す停止要因属性情報と、前記生産装置の位置情報とに基づいて、前記生産装置と複数の前記作業者との距離を算出し、算出した前記距離が最も短い作業者を前記対応作業者と判定すること、
を特徴とする請求項9に記載の生産システム。 The distance between the production equipment and the plurality of workers is calculated based on stop cause attribute information indicating to which production equipment the stop cause belongs and the position information of the production equipment, and the calculated distance determining the worker with the shortest time as the corresponding worker;
The production system according to claim 9, characterized in that: - 複数の生産装置を含んだ生産ラインの停止要因を分析する生産ライン分析方法であって、
複数の前記生産装置から、前記生産装置ごとの生産履歴に関わる装置データを取得する生産実績取得ステップと、
複数の前記生産装置から、前記生産装置ごとの装置状態を含んだ装置データを取得する装置状態取得ステップと、
前記生産装置ごとの生産履歴に関わる装置データに基づいて、前記生産ラインの稼働状況の良否の判断基準である重要業績評価指標の値を算出する重要業績評価指標計算ステップと、
前記生産装置ごとの装置状態を含んだ装置データに基づいて、前記重要業績評価指標の減少に影響を及ぼす複数の前記停止要因の値を算出する停止要因計算ステップと、
前記重要業績評価指標の値と、前記停止要因の値と、を表示する出力ステップと、
を含み、
前記停止要因計算ステップでは、前記重要業績評価指標の値と前記停止要因の値とを、前記生産ラインにおける生産に関わる同じ種類の時間の同一の値に対する単位時間当たりの値として算出すること、
を特徴とする生産ライン分析方法。 A production line analysis method for analyzing stoppage factors of a production line including multiple production devices, the method comprising:
a production record acquisition step of acquiring equipment data related to the production history of each of the production equipment from a plurality of the production equipment;
an equipment status acquisition step of acquiring equipment data including equipment status for each of the production equipment from a plurality of the production equipment;
an important performance evaluation index calculation step of calculating a value of an important performance evaluation index that is a criterion for determining whether the operating status of the production line is good or bad, based on equipment data related to the production history of each of the production equipment;
a stop factor calculation step of calculating values of the plurality of stop factors that influence a decrease in the key performance evaluation indicators based on equipment data including the equipment status of each of the production equipment;
an output step for displaying the value of the key performance evaluation indicator and the value of the stoppage factor;
including;
In the stop factor calculation step, the value of the important performance evaluation index and the value of the stop factor are calculated as values per unit time for the same value of the same type of time related to production on the production line;
A production line analysis method featuring: - 複数の生産装置を含んだ生産ラインの停止要因を分析する生産システムから、前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況と、前記重要業績評価指標、複数の前記生産装置の装置状態および前記ワークの加工状況における前記停止要因の重要業績評価指標低下への影響度と、を含む学習用データを取得するデータ取得部と、
前記学習用データを用いて、前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況とから前記停止要因の重要業績評価指標低下への影響度を推論するための学習済モデルを生成するモデル生成部と、
を備えることを特徴とする学習装置。 From a production system that analyzes the causes of stoppage of a production line that includes multiple production devices, key performance evaluation indicators of the production line, equipment status of the multiple production devices, and processing status of workpieces processed by the production devices are obtained. and a data acquisition unit that acquires learning data including the key performance evaluation index, the device status of the plurality of production devices, and the degree of influence of the stoppage factor on the decline of the key performance evaluation index in the processing status of the workpiece. ,
Using the learning data, a decrease in the key performance evaluation index of the cause of the stoppage is determined based on the key performance evaluation index of the production line, the equipment status of the plurality of production devices, and the machining status of the workpieces processed by the production device. a model generation unit that generates a trained model for inferring the degree of influence on the
A learning device comprising: - 複数の生産装置を含んだ生産ラインの停止要因を分析する生産システムから、前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況と、を取得するデータ取得部と、
前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況とにおける前記停止要因の重要業績評価指標低下への影響度を推論するための学習済モデルを用いて、前記データ取得部で取得した、前記重要業績評価指標、複数の前記生産装置の装置状態および前記ワークの加工状況から前記停止要因の重要業績評価指標低下への影響度を出力する推論部と、
を備えることを特徴とする推論装置。 From a production system that analyzes the causes of stoppage of a production line that includes multiple production devices, key performance evaluation indicators of the production line, equipment status of the multiple production devices, and processing status of workpieces processed by the production devices are obtained. and a data acquisition unit that acquires
To infer the degree of influence of the stoppage factor on the decline of the key performance evaluation index in the key performance evaluation index of the production line, the device status of the plurality of production devices, and the processing status of the workpiece processed by the production device; The degree of influence of the stoppage factor on the decline of the key performance evaluation index is determined based on the key performance evaluation index, the equipment status of the plurality of production devices, and the processing status of the workpiece, which are acquired by the data acquisition unit using the learned model. an inference section that outputs
An inference device comprising: - 複数の生産装置を含んだ生産ラインの停止要因を分析する生産システムについての、前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況と、前記重要業績評価指標、複数の前記生産装置の装置状態および前記ワークの加工状況における前記停止要因の重要業績評価指標低下への影響度と、を含む学習用データを用いて機械学習を行って生成され、
前記重要業績評価指標、複数の前記生産装置の装置状態および前記ワークの加工状況から前記停止要因の重要業績評価指標低下への影響度を出力すること、
を特徴とする学習済モデル。 Important performance evaluation indicators of the production line, equipment status of the plurality of production equipment, and processing of workpieces processed by the production equipment, for a production system that analyzes the stoppage factors of a production line that includes a plurality of production equipment. Machine learning is performed using learning data including the situation, the key performance evaluation index, the device status of the plurality of production devices, and the degree of influence of the stoppage factor on the decline of the key performance evaluation index in the processing status of the workpiece. go and be generated,
outputting the degree of influence of the stoppage factor on a decline in the key performance evaluation index from the key performance evaluation index, the equipment status of the plurality of production devices, and the processing status of the workpiece;
A trained model featuring: - 複数の生産装置を含んだ生産ラインの停止要因を分析する生産システムから、前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況と、前記重要業績評価指標、複数の前記生産装置の装置状態および前記ワークの加工状況における前記停止要因の重要業績評価指標低下への影響度と、を含む学習用データを取得するデータ取得ステップと、
前記学習用データを用いて、前記生産ラインの重要業績評価指標と、複数の前記生産装置の装置状態と、前記生産装置で加工されるワークの加工状況とから前記停止要因の重要業績評価指標低下への影響度を推論するための学習済モデルを生成するモデル生成ステップと、
を含むことを特徴とする学習済モデルの生成方法。 From a production system that analyzes the causes of stoppage of a production line that includes multiple production devices, key performance evaluation indicators of the production line, equipment status of the multiple production devices, and processing status of workpieces processed by the production devices are obtained. and a data acquisition step of acquiring learning data including the key performance evaluation index, the device status of the plurality of production devices, and the degree of influence of the stoppage factor on the decline of the key performance evaluation index in the processing status of the workpiece. ,
Using the learning data, a decrease in the key performance evaluation index of the cause of the stoppage is determined based on the key performance evaluation index of the production line, the equipment status of the plurality of production devices, and the machining status of the workpieces processed by the production device. a model generation step for generating a trained model for inferring the degree of influence on the
A method for generating a trained model, the method comprising: - 新たな前記学習用データを取得する前記データ取得ステップを実施し、新たな前記学習用データを用いてモデル生成ステップを行うことにより、前記学習済モデルを更新すること、
を特徴とする請求項15に記載の学習済モデルの生成方法。 updating the learned model by performing the data acquisition step of acquiring new learning data and performing a model generation step using the new learning data;
The method for generating a trained model according to claim 15.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022089802 | 2022-06-01 | ||
| JP2022-089802 | 2022-06-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023233745A1 true WO2023233745A1 (en) | 2023-12-07 |
Family
ID=89026068
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/008392 WO2023233745A1 (en) | 2022-06-01 | 2023-03-06 | Production system, production line analysis method, learning device, inference device, learned model, and learned model generation method |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2023233745A1 (en) |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5808605B2 (en) * | 2011-08-17 | 2015-11-10 | 株式会社日立製作所 | Abnormality detection / diagnosis method and abnormality detection / diagnosis system |
| JP2016170460A (en) * | 2015-03-11 | 2016-09-23 | 株式会社日立産機システム | Production management system and production management method |
| WO2017029912A1 (en) * | 2015-08-20 | 2017-02-23 | 三菱重工業株式会社 | Production facility, production facility design method, production facility control method, and manufacturing method |
| WO2017163629A1 (en) * | 2016-03-25 | 2017-09-28 | 日本電気株式会社 | Information processing device, control method thereof, and control program |
| JP6364800B2 (en) * | 2014-02-10 | 2018-08-01 | オムロン株式会社 | Monitoring device and monitoring method |
| JP2019159728A (en) * | 2018-03-12 | 2019-09-19 | 株式会社リコー | Diagnostic device, diagnostic method and program |
| WO2021059291A1 (en) * | 2019-09-27 | 2021-04-01 | Tata Consultancy Services Limited | Method and system for identification and analysis of regime shift |
| JP6856139B2 (en) * | 2017-11-10 | 2021-04-07 | 日本電気株式会社 | Index calculation device, index calculation method, and index calculation program |
| JP6915279B2 (en) * | 2017-01-12 | 2021-08-04 | 富士通株式会社 | Worker allocation device, worker allocation method and worker allocation program |
| JP2021114116A (en) * | 2020-01-17 | 2021-08-05 | パナソニックIpマネジメント株式会社 | Facility control system, control method, and program |
| JP6961850B1 (en) * | 2021-03-01 | 2021-11-05 | 株式会社日立製作所 | Operation monitoring device and operation monitoring method |
| JP2022014574A (en) * | 2020-07-07 | 2022-01-20 | 株式会社日立製作所 | Work instruction device, work instruction system, and work instruction method |
| JP2022032622A (en) * | 2020-08-13 | 2022-02-25 | 株式会社日立製作所 | Data processing apparatus, data processing method, and data processing program |
| JP7071563B1 (en) * | 2021-02-16 | 2022-05-19 | 株式会社Social Area Networks | Work record management system and work record management method |
-
2023
- 2023-03-06 WO PCT/JP2023/008392 patent/WO2023233745A1/en unknown
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5808605B2 (en) * | 2011-08-17 | 2015-11-10 | 株式会社日立製作所 | Abnormality detection / diagnosis method and abnormality detection / diagnosis system |
| JP6364800B2 (en) * | 2014-02-10 | 2018-08-01 | オムロン株式会社 | Monitoring device and monitoring method |
| JP2016170460A (en) * | 2015-03-11 | 2016-09-23 | 株式会社日立産機システム | Production management system and production management method |
| WO2017029912A1 (en) * | 2015-08-20 | 2017-02-23 | 三菱重工業株式会社 | Production facility, production facility design method, production facility control method, and manufacturing method |
| WO2017163629A1 (en) * | 2016-03-25 | 2017-09-28 | 日本電気株式会社 | Information processing device, control method thereof, and control program |
| JP6915279B2 (en) * | 2017-01-12 | 2021-08-04 | 富士通株式会社 | Worker allocation device, worker allocation method and worker allocation program |
| JP6856139B2 (en) * | 2017-11-10 | 2021-04-07 | 日本電気株式会社 | Index calculation device, index calculation method, and index calculation program |
| JP2019159728A (en) * | 2018-03-12 | 2019-09-19 | 株式会社リコー | Diagnostic device, diagnostic method and program |
| WO2021059291A1 (en) * | 2019-09-27 | 2021-04-01 | Tata Consultancy Services Limited | Method and system for identification and analysis of regime shift |
| JP2021114116A (en) * | 2020-01-17 | 2021-08-05 | パナソニックIpマネジメント株式会社 | Facility control system, control method, and program |
| JP2022014574A (en) * | 2020-07-07 | 2022-01-20 | 株式会社日立製作所 | Work instruction device, work instruction system, and work instruction method |
| JP2022032622A (en) * | 2020-08-13 | 2022-02-25 | 株式会社日立製作所 | Data processing apparatus, data processing method, and data processing program |
| JP7071563B1 (en) * | 2021-02-16 | 2022-05-19 | 株式会社Social Area Networks | Work record management system and work record management method |
| JP6961850B1 (en) * | 2021-03-01 | 2021-11-05 | 株式会社日立製作所 | Operation monitoring device and operation monitoring method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11403160B2 (en) | Fault predicting system and fault prediction method | |
| US11521105B2 (en) | Machine learning device and machine learning method for learning fault prediction of main shaft or motor which drives main shaft, and fault prediction device and fault prediction system including machine learning device | |
| US10678193B2 (en) | Computer-implemented method and system for automatically monitoring and determining the status of entire process sections in a process unit | |
| US6532426B1 (en) | System and method for analyzing different scenarios for operating and designing equipment | |
| CN112449696B (en) | Time series data diagnosis device, additional learning method, and program | |
| US20170169342A1 (en) | System and method for diagnosing at least one component requiring maintenance in an appliance and/or installation | |
| JP7145821B2 (en) | Failure probability evaluation system and method | |
| JP2004165216A (en) | Production control method and production control apparatus | |
| JP2009086896A (en) | Failure prediction system and failure prediction method for computer | |
| TWI756628B (en) | Operation evaluation device, operation evaluation method, and program | |
| JP2006276924A (en) | Equipment diagnostic device and equipment diagnostic program | |
| WO2020157927A1 (en) | Diagnosis system and diagnosis method | |
| WO2023233745A1 (en) | Production system, production line analysis method, learning device, inference device, learned model, and learned model generation method | |
| JP6702297B2 (en) | Abnormal state diagnosis method and abnormal state diagnosis device | |
| WO2020166236A1 (en) | Work efficiency evaluating method, work efficiency evaluating device, and program | |
| JP6762443B1 (en) | Learning model generator, estimation device, learning model generation method and estimation method | |
| JP6885321B2 (en) | Process status diagnosis method and status diagnosis device | |
| CN105683852A (en) | Apparatus and method for model adaptation | |
| JP6579163B2 (en) | Process condition diagnosis method and condition diagnosis apparatus | |
| Wolf et al. | Model to assess the Economic Profitability of Predictive Maintenance Projects | |
| JP2022163504A (en) | Production line analysis system, production line analysis method, learning apparatus, and inference apparatus | |
| CN112785142A (en) | Intelligent work order early warning method and system for sewage treatment equipment based on Internet of things | |
| JP7339861B2 (en) | Failure probability evaluation system | |
| Tham et al. | Model-based and Model-free Prescriptive Maintenance on Edge Computing Nodes | |
| WO2023042301A1 (en) | Information processing device, information processing method, and recording medium |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23815507 Country of ref document: EP Kind code of ref document: A1 |