WO2023171521A1 - Film polyamide et son procédé de production - Google Patents
Film polyamide et son procédé de production Download PDFInfo
- Publication number
- WO2023171521A1 WO2023171521A1 PCT/JP2023/007760 JP2023007760W WO2023171521A1 WO 2023171521 A1 WO2023171521 A1 WO 2023171521A1 JP 2023007760 W JP2023007760 W JP 2023007760W WO 2023171521 A1 WO2023171521 A1 WO 2023171521A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyamide
- carbon atoms
- film
- polyamide film
- dicarboxylic acid
- Prior art date
Links
- 239000004952 Polyamide Substances 0.000 title claims abstract description 520
- 229920002647 polyamide Polymers 0.000 title claims abstract description 520
- 238000004519 manufacturing process Methods 0.000 title claims description 38
- 125000004432 carbon atom Chemical group C* 0.000 claims abstract description 123
- 238000002844 melting Methods 0.000 claims abstract description 70
- 230000008018 melting Effects 0.000 claims abstract description 70
- -1 aliphatic diamine Chemical class 0.000 claims abstract description 67
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 claims abstract description 62
- 238000011084 recovery Methods 0.000 claims abstract description 41
- 125000001931 aliphatic group Chemical group 0.000 claims abstract description 29
- 239000013078 crystal Substances 0.000 claims abstract description 28
- 125000003118 aryl group Chemical group 0.000 claims abstract description 26
- 238000012360 testing method Methods 0.000 claims abstract description 8
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 claims description 58
- 239000000178 monomer Substances 0.000 claims description 44
- 239000000539 dimer Substances 0.000 claims description 40
- 238000000465 moulding Methods 0.000 claims description 27
- 150000004985 diamines Chemical class 0.000 claims description 26
- YQLZOAVZWJBZSY-UHFFFAOYSA-N decane-1,10-diamine Chemical compound NCCCCCCCCCCN YQLZOAVZWJBZSY-UHFFFAOYSA-N 0.000 claims description 22
- 229910052751 metal Inorganic materials 0.000 claims description 22
- 239000002184 metal Substances 0.000 claims description 22
- 239000002253 acid Substances 0.000 claims description 20
- 229920005989 resin Polymers 0.000 claims description 10
- 239000011347 resin Substances 0.000 claims description 10
- 239000000758 substrate Substances 0.000 claims description 7
- 229910010272 inorganic material Inorganic materials 0.000 claims description 6
- 239000011147 inorganic material Substances 0.000 claims description 5
- 238000010438 heat treatment Methods 0.000 abstract description 73
- 238000000034 method Methods 0.000 description 94
- 238000006116 polymerization reaction Methods 0.000 description 76
- 229920000642 polymer Polymers 0.000 description 40
- 239000012760 heat stabilizer Substances 0.000 description 36
- 229920001971 elastomer Polymers 0.000 description 32
- 239000007795 chemical reaction product Substances 0.000 description 28
- 239000008188 pellet Substances 0.000 description 28
- 238000011156 evaluation Methods 0.000 description 27
- 239000010410 layer Substances 0.000 description 22
- 239000000203 mixture Substances 0.000 description 21
- 239000011342 resin composition Substances 0.000 description 21
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 20
- 230000004927 fusion Effects 0.000 description 17
- 230000008569 process Effects 0.000 description 17
- 238000003756 stirring Methods 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 15
- 230000007423 decrease Effects 0.000 description 13
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 12
- 230000007246 mechanism Effects 0.000 description 12
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 11
- 238000005530 etching Methods 0.000 description 10
- 238000004898 kneading Methods 0.000 description 10
- 238000002156 mixing Methods 0.000 description 10
- 229910052757 nitrogen Inorganic materials 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- CGRTZESQZZGAAU-UHFFFAOYSA-N [2-[3-[1-[3-(3-tert-butyl-4-hydroxy-5-methylphenyl)propanoyloxy]-2-methylpropan-2-yl]-2,4,8,10-tetraoxaspiro[5.5]undecan-9-yl]-2-methylpropyl] 3-(3-tert-butyl-4-hydroxy-5-methylphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C)=CC(CCC(=O)OCC(C)(C)C2OCC3(CO2)COC(OC3)C(C)(C)COC(=O)CCC=2C=C(C(O)=C(C)C=2)C(C)(C)C)=C1 CGRTZESQZZGAAU-UHFFFAOYSA-N 0.000 description 9
- 239000011889 copper foil Substances 0.000 description 8
- 230000006866 deterioration Effects 0.000 description 8
- 229920000728 polyester Polymers 0.000 description 8
- 229920000570 polyether Polymers 0.000 description 8
- 239000004065 semiconductor Substances 0.000 description 8
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 7
- 239000004721 Polyphenylene oxide Substances 0.000 description 7
- 239000000654 additive Substances 0.000 description 7
- 229910052799 carbon Inorganic materials 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 239000002245 particle Substances 0.000 description 7
- 229910052698 phosphorus Inorganic materials 0.000 description 7
- 239000011574 phosphorus Substances 0.000 description 7
- 230000000379 polymerizing effect Effects 0.000 description 7
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 6
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 6
- 238000006243 chemical reaction Methods 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 6
- 239000000843 powder Substances 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- OKOBUGCCXMIKDM-UHFFFAOYSA-N Irganox 1098 Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)NCCCCCCNC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 OKOBUGCCXMIKDM-UHFFFAOYSA-N 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000009998 heat setting Methods 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- KOUDKOMXLMXFKX-UHFFFAOYSA-N sodium oxido(oxo)phosphanium hydrate Chemical compound O.[Na+].[O-][PH+]=O KOUDKOMXLMXFKX-UHFFFAOYSA-N 0.000 description 5
- 239000007790 solid phase Substances 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 4
- 239000005977 Ethylene Substances 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- STLLXWLDRUVCHL-UHFFFAOYSA-N [2-[1-[2-hydroxy-3,5-bis(2-methylbutan-2-yl)phenyl]ethyl]-4,6-bis(2-methylbutan-2-yl)phenyl] prop-2-enoate Chemical compound CCC(C)(C)C1=CC(C(C)(C)CC)=CC(C(C)C=2C(=C(C=C(C=2)C(C)(C)CC)C(C)(C)CC)OC(=O)C=C)=C1O STLLXWLDRUVCHL-UHFFFAOYSA-N 0.000 description 4
- 230000001588 bifunctional effect Effects 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000001914 filtration Methods 0.000 description 4
- 239000003063 flame retardant Substances 0.000 description 4
- WQYVRQLZKVEZGA-UHFFFAOYSA-N hypochlorite Chemical compound Cl[O-] WQYVRQLZKVEZGA-UHFFFAOYSA-N 0.000 description 4
- 229920000412 polyarylene Polymers 0.000 description 4
- 229920000098 polyolefin Polymers 0.000 description 4
- 150000003839 salts Chemical class 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 238000009864 tensile test Methods 0.000 description 4
- 235000012431 wafers Nutrition 0.000 description 4
- JKIJEFPNVSHHEI-UHFFFAOYSA-N Phenol, 2,4-bis(1,1-dimethylethyl)-, phosphite (3:1) Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP(OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C JKIJEFPNVSHHEI-UHFFFAOYSA-N 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 3
- 125000003277 amino group Chemical group 0.000 description 3
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 3
- 239000003054 catalyst Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000000354 decomposition reaction Methods 0.000 description 3
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 3
- 239000000314 lubricant Substances 0.000 description 3
- 229920002223 polystyrene Polymers 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 238000005979 thermal decomposition reaction Methods 0.000 description 3
- XYXJKPCGSGVSBO-UHFFFAOYSA-N 1,3,5-tris[(4-tert-butyl-3-hydroxy-2,6-dimethylphenyl)methyl]-1,3,5-triazinane-2,4,6-trione Chemical compound CC1=CC(C(C)(C)C)=C(O)C(C)=C1CN1C(=O)N(CC=2C(=C(O)C(=CC=2C)C(C)(C)C)C)C(=O)N(CC=2C(=C(O)C(=CC=2C)C(C)(C)C)C)C1=O XYXJKPCGSGVSBO-UHFFFAOYSA-N 0.000 description 2
- OYNOCRWQLLIRON-UHFFFAOYSA-N 1-n,3-n-bis(2,2,6,6-tetramethylpiperidin-4-yl)benzene-1,3-dicarboxamide Chemical compound C1C(C)(C)NC(C)(C)CC1NC(=O)C1=CC=CC(C(=O)NC2CC(C)(C)NC(C)(C)C2)=C1 OYNOCRWQLLIRON-UHFFFAOYSA-N 0.000 description 2
- 108010056567 AM 19 Proteins 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- PAYRUJLWNCNPSJ-UHFFFAOYSA-N Aniline Chemical compound NC1=CC=CC=C1 PAYRUJLWNCNPSJ-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 2
- 239000004962 Polyamide-imide Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- HEDRZPFGACZZDS-MICDWDOJSA-N Trichloro(2H)methane Chemical compound [2H]C(Cl)(Cl)Cl HEDRZPFGACZZDS-MICDWDOJSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 2
- BEIOEBMXPVYLRY-UHFFFAOYSA-N [4-[4-bis(2,4-ditert-butylphenoxy)phosphanylphenyl]phenyl]-bis(2,4-ditert-butylphenoxy)phosphane Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP(C=1C=CC(=CC=1)C=1C=CC(=CC=1)P(OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C BEIOEBMXPVYLRY-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 150000001412 amines Chemical class 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 238000012662 bulk polymerization Methods 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- PAFZNILMFXTMIY-UHFFFAOYSA-N cyclohexylamine Chemical compound NC1CCCCC1 PAFZNILMFXTMIY-UHFFFAOYSA-N 0.000 description 2
- 238000005034 decoration Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- PWWSSIYVTQUJQQ-UHFFFAOYSA-N distearyl thiodipropionate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)CCSCCC(=O)OCCCCCCCCCCCCCCCCCC PWWSSIYVTQUJQQ-UHFFFAOYSA-N 0.000 description 2
- QFTYSVGGYOXFRQ-UHFFFAOYSA-N dodecane-1,12-diamine Chemical compound NCCCCCCCCCCCCN QFTYSVGGYOXFRQ-UHFFFAOYSA-N 0.000 description 2
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 2
- QHZOMAXECYYXGP-UHFFFAOYSA-N ethene;prop-2-enoic acid Chemical compound C=C.OC(=O)C=C QHZOMAXECYYXGP-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 150000004665 fatty acids Chemical class 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 229920002313 fluoropolymer Polymers 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- 238000005984 hydrogenation reaction Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 239000004615 ingredient Substances 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 229920000554 ionomer Polymers 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- SXJVFQLYZSNZBT-UHFFFAOYSA-N nonane-1,9-diamine Chemical compound NCCCCCCCCCN SXJVFQLYZSNZBT-UHFFFAOYSA-N 0.000 description 2
- SSDSCDGVMJFTEQ-UHFFFAOYSA-N octadecyl 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)CCC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 SSDSCDGVMJFTEQ-UHFFFAOYSA-N 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920002312 polyamide-imide Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 229920001451 polypropylene glycol Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000011241 protective layer Substances 0.000 description 2
- 239000012744 reinforcing agent Substances 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 239000011359 shock absorbing material Substances 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- BBMHARZCALWXSL-UHFFFAOYSA-M sodium dihydrogenphosphate monohydrate Chemical compound O.[Na+].OP(O)([O-])=O BBMHARZCALWXSL-UHFFFAOYSA-M 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- 239000004711 α-olefin Substances 0.000 description 2
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 1
- PWGJDPKCLMLPJW-UHFFFAOYSA-N 1,8-diaminooctane Chemical compound NCCCCCCCCN PWGJDPKCLMLPJW-UHFFFAOYSA-N 0.000 description 1
- 238000005160 1H NMR spectroscopy Methods 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- YAGPRJYCDKGWJR-UHFFFAOYSA-N 2-(2,4,8,10-tetratert-butylbenzo[d][1,3,2]benzodioxaphosphepin-6-yl)oxy-n,n-bis[2-(2,4,8,10-tetratert-butylbenzo[d][1,3,2]benzodioxaphosphepin-6-yl)oxyethyl]ethanamine Chemical compound O1C2=C(C(C)(C)C)C=C(C(C)(C)C)C=C2C2=CC(C(C)(C)C)=CC(C(C)(C)C)=C2OP1OCCN(CCOP1OC2=C(C=C(C=C2C=2C=C(C=C(C=2O1)C(C)(C)C)C(C)(C)C)C(C)(C)C)C(C)(C)C)CCOP(OC1=C(C=C(C=C11)C(C)(C)C)C(C)(C)C)OC2=C1C=C(C(C)(C)C)C=C2C(C)(C)C YAGPRJYCDKGWJR-UHFFFAOYSA-N 0.000 description 1
- FBVYJGUWIUOVAY-UHFFFAOYSA-N 2-(2,4,8,10-tetratert-butylbenzo[d][1,3,2]benzodioxaphosphepin-6-yl)oxyethanamine Chemical compound O1P(OCCN)OC2=C(C(C)(C)C)C=C(C(C)(C)C)C=C2C2=CC(C(C)(C)C)=CC(C(C)(C)C)=C21 FBVYJGUWIUOVAY-UHFFFAOYSA-N 0.000 description 1
- BTBJCTWMARHHQD-UHFFFAOYSA-N 2-heptadecylpropanedioic acid Chemical compound CCCCCCCCCCCCCCCCCC(C(O)=O)C(O)=O BTBJCTWMARHHQD-UHFFFAOYSA-N 0.000 description 1
- MSXXDBCLAKQJQT-UHFFFAOYSA-N 2-tert-butyl-6-methyl-4-[3-(2,4,8,10-tetratert-butylbenzo[d][1,3,2]benzodioxaphosphepin-6-yl)oxypropyl]phenol Chemical compound CC(C)(C)C1=C(O)C(C)=CC(CCCOP2OC3=C(C=C(C=C3C=3C=C(C=C(C=3O2)C(C)(C)C)C(C)(C)C)C(C)(C)C)C(C)(C)C)=C1 MSXXDBCLAKQJQT-UHFFFAOYSA-N 0.000 description 1
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 1
- KWSLGOVYXMQPPX-UHFFFAOYSA-N 5-[3-(trifluoromethyl)phenyl]-2h-tetrazole Chemical compound FC(F)(F)C1=CC=CC(C2=NNN=N2)=C1 KWSLGOVYXMQPPX-UHFFFAOYSA-N 0.000 description 1
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- 239000002656 Distearyl thiodipropionate Substances 0.000 description 1
- 229910002601 GaN Inorganic materials 0.000 description 1
- JMASRVWKEDWRBT-UHFFFAOYSA-N Gallium nitride Chemical compound [Ga]#N JMASRVWKEDWRBT-UHFFFAOYSA-N 0.000 description 1
- 239000005639 Lauric acid Substances 0.000 description 1
- OYHQOLUKZRVURQ-HZJYTTRNSA-N Linoleic acid Chemical compound CCCCC\C=C/C\C=C/CCCCCCCC(O)=O OYHQOLUKZRVURQ-HZJYTTRNSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 238000005481 NMR spectroscopy Methods 0.000 description 1
- REYJJPSVUYRZGE-UHFFFAOYSA-N Octadecylamine Chemical compound CCCCCCCCCCCCCCCCCCN REYJJPSVUYRZGE-UHFFFAOYSA-N 0.000 description 1
- 239000005642 Oleic acid Substances 0.000 description 1
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 1
- FRCLQKLLFQYUJJ-UHFFFAOYSA-N P(O)(O)O.P(O)(O)O.C(C)(C)(C)C1=C(C(=CC(=C1)C)C(C)(C)C)C(O)(C(CO)(CO)CO)C1=C(C=C(C=C1C(C)(C)C)C)C(C)(C)C Chemical compound P(O)(O)O.P(O)(O)O.C(C)(C)(C)C1=C(C(=CC(=C1)C)C(C)(C)C)C(O)(C(CO)(CO)CO)C1=C(C=C(C=C1C(C)(C)C)C)C(C)(C)C FRCLQKLLFQYUJJ-UHFFFAOYSA-N 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 239000007983 Tris buffer Substances 0.000 description 1
- IORUEKDKNHHQAL-UHFFFAOYSA-N [2-tert-butyl-6-[(3-tert-butyl-2-hydroxy-5-methylphenyl)methyl]-4-methylphenyl] prop-2-enoate Chemical compound CC(C)(C)C1=CC(C)=CC(CC=2C(=C(C=C(C)C=2)C(C)(C)C)OC(=O)C=C)=C1O IORUEKDKNHHQAL-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 238000010306 acid treatment Methods 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 238000007259 addition reaction Methods 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 1
- 229910002113 barium titanate Inorganic materials 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 125000003354 benzotriazolyl group Chemical class N1N=NC2=C1C=CC=C2* 0.000 description 1
- ZEFSGHVBJCEKAZ-UHFFFAOYSA-N bis(2,4-ditert-butyl-6-methylphenyl) ethyl phosphite Chemical compound CC=1C=C(C(C)(C)C)C=C(C(C)(C)C)C=1OP(OCC)OC1=C(C)C=C(C(C)(C)C)C=C1C(C)(C)C ZEFSGHVBJCEKAZ-UHFFFAOYSA-N 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- QVYARBLCAHCSFJ-UHFFFAOYSA-N butane-1,1-diamine Chemical compound CCCC(N)N QVYARBLCAHCSFJ-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- VNWKTOKETHGBQD-YPZZEJLDSA-N carbane Chemical compound [10CH4] VNWKTOKETHGBQD-YPZZEJLDSA-N 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 229940088516 cipro Drugs 0.000 description 1
- MYSWGUAQZAJSOK-UHFFFAOYSA-N ciprofloxacin Chemical compound C12=CC(N3CCNCC3)=C(F)C=C2C(=O)C(C(=O)O)=CN1C1CC1 MYSWGUAQZAJSOK-UHFFFAOYSA-N 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- GPWDPLKISXZVIE-UHFFFAOYSA-N cyclo[18]carbon Chemical compound C1#CC#CC#CC#CC#CC#CC#CC#CC#C1 GPWDPLKISXZVIE-UHFFFAOYSA-N 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 235000019305 distearyl thiodipropionate Nutrition 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 235000012438 extruded product Nutrition 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 150000002484 inorganic compounds Chemical class 0.000 description 1
- 239000010954 inorganic particle Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 235000020778 linoleic acid Nutrition 0.000 description 1
- OYHQOLUKZRVURQ-IXWMQOLASA-N linoleic acid Natural products CCCCC\C=C/C\C=C\CCCCCCCC(O)=O OYHQOLUKZRVURQ-IXWMQOLASA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 150000002763 monocarboxylic acids Chemical class 0.000 description 1
- DIOQZVSQGTUSAI-UHFFFAOYSA-N n-butylhexane Natural products CCCCCCCCCC DIOQZVSQGTUSAI-UHFFFAOYSA-N 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 150000002843 nonmetals Chemical class 0.000 description 1
- YNVQYOQLKGNUBZ-UHFFFAOYSA-N octadecane-1,1-diamine Chemical compound CCCCCCCCCCCCCCCCCC(N)N YNVQYOQLKGNUBZ-UHFFFAOYSA-N 0.000 description 1
- BNJOQKFENDDGSC-UHFFFAOYSA-N octadecanedioic acid Chemical compound OC(=O)CCCCCCCCCCCCCCCCC(O)=O BNJOQKFENDDGSC-UHFFFAOYSA-N 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- IOQPZZOEVPZRBK-UHFFFAOYSA-N octan-1-amine Chemical compound CCCCCCCCN IOQPZZOEVPZRBK-UHFFFAOYSA-N 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- NFHFRUOZVGFOOS-UHFFFAOYSA-N palladium;triphenylphosphane Chemical compound [Pd].C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 NFHFRUOZVGFOOS-UHFFFAOYSA-N 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- ACVYVLVWPXVTIT-UHFFFAOYSA-N phosphinic acid Chemical compound O[PH2]=O ACVYVLVWPXVTIT-UHFFFAOYSA-N 0.000 description 1
- OJMIONKXNSYLSR-UHFFFAOYSA-N phosphorous acid Chemical compound OP(O)O OJMIONKXNSYLSR-UHFFFAOYSA-N 0.000 description 1
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920001692 polycarbonate urethane Polymers 0.000 description 1
- 229920000921 polyethylene adipate Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 125000002572 propoxy group Chemical group [*]OC([H])([H])C(C([H])([H])[H])([H])[H] 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229910052594 sapphire Inorganic materials 0.000 description 1
- 239000010980 sapphire Substances 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000005368 silicate glass Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 229910001379 sodium hypophosphite Inorganic materials 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- ISIJQEHRDSCQIU-UHFFFAOYSA-N tert-butyl 2,7-diazaspiro[4.5]decane-7-carboxylate Chemical compound C1N(C(=O)OC(C)(C)C)CCCC11CNCC1 ISIJQEHRDSCQIU-UHFFFAOYSA-N 0.000 description 1
- 239000003017 thermal stabilizer Substances 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- DTQVDTLACAAQTR-DYCDLGHISA-N trifluoroacetic acid-d1 Chemical compound [2H]OC(=O)C(F)(F)F DTQVDTLACAAQTR-DYCDLGHISA-N 0.000 description 1
- 235000021122 unsaturated fatty acids Nutrition 0.000 description 1
- 150000004670 unsaturated fatty acids Chemical class 0.000 description 1
- 229920006163 vinyl copolymer Polymers 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
- C08G69/02—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids
- C08G69/26—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids derived from polyamines and polycarboxylic acids
- C08G69/34—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids derived from polyamines and polycarboxylic acids using polymerised unsaturated fatty acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
Definitions
- the present invention relates to a polyamide film and a method for producing the same.
- Highly flexible films that can be stretched under low loads at room temperature can be used in a wide range of applications, including base materials for adhesive tapes, transfer base materials for decoration or molding, cushioning materials for pressing, and manufacturing process applications for circuits and semiconductors. It is utilized in the field (Patent Document 1).
- a dicing film is used in the process of dividing a semiconductor wafer into chips (dicing), and is often also used in the next expanding process.
- the dicing film is required to have the property of expanding evenly (Patent Document 2). If the film cannot be expanded evenly, there is a problem in that chips are divided incorrectly and the yield is reduced.
- the dicing film In the expanding process, the dicing film is stretched radially, and is heated to remove slack. For this reason, even if the slack is removed by heat treatment, it is necessary to maintain equal intervals between the divided chips. Therefore, the dicing film is also required to have uniformity after heat treatment. If the film does not have uniformity after heat treatment, there is a problem that the distance between the divided chips cannot be maintained. If the chip spacing cannot be maintained, it may cause pick-up failure in subsequent processes.
- easy-to-form films such as release films are stretched along the surface of a mold, etc., and are in close contact with the surface, so the film has flexibility, can be stretched evenly, and has the ability to follow deformation to the mold. is required.
- the film when used as a release film, it must withstand molding temperatures. From the viewpoint of surface protection after molding, it is preferable that the film has restorability.
- Patent Document 4 discloses a film made of polyamide made of terephthalic acid, 1,10-decanediamine, dimer acid, and dimer diamine.
- the film of Patent Document 4 had at least one of the following problems: ⁇ Unable to expand uniformly at least before and after heat treatment; ⁇ Even if it could be expanded evenly, the uniform state could not be maintained due to heat treatment; ⁇ It was not possible to fully restore the state before tension was applied by releasing the tension after applying it.
- the present invention aims to solve the above-mentioned problems, and is capable of not only expanding uniformly both before and after heat treatment, but also maintaining the uniform state even after heat treatment after uniform expansion, as well as being able to maintain the uniform state even after applying tension.
- An object of the present invention is to provide a polyamide film with excellent heat resistance and flexibility that can be restored to its pre-applying state even when released.
- the gist of the invention is as follows. ⁇ 1> A unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms, a unit consisting of an aliphatic diamine (B) having 18 or more carbon atoms, and an aromatic dicarboxylic acid (C) having 12 or less carbon atoms unit and a unit consisting of an aliphatic diamine (D) having 12 or less carbon atoms, the melting point is 240°C or higher, the elongation recovery rate in the hysteresis test is 30% or higher, and the tensile modulus is 1500 MPa.
- a polyamide film having a 10% elongation strength of 70 MPa or less and a crystal melting enthalpy of 15 J/g or more ⁇ 2>
- the aliphatic dicarboxylic acid having 18 or more carbon atoms (A) is a dimer acid
- the aliphatic diamine having 18 or more carbon atoms (B) is a dimer diamine
- the aromatic dicarboxylic acid having 12 or less carbon atoms (C) is The polyamide film according to ⁇ 1>, wherein terephthalic acid and the aliphatic diamine (D) having 12 or less carbon atoms are 1,10-decanediamine.
- the total content of the unit consisting of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the unit consisting of the aliphatic diamine (B) having 18 or more carbon atoms constitutes the polyamide (E).
- the content of the unit consisting of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E)
- the content of the unit consisting of the aliphatic diamine (B) having 18 or more carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E)
- the content of the unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E)
- ⁇ 1> to ⁇ 3> wherein the content of the unit consisting of the aliphatic diamine (D) having 12 or less carbon atoms is 3 to 52% by mass based on the total monomer components constituting the polyamide (E).
- the polyamide film according to any one of the above. ⁇ 5> The polyamide film according to any one of ⁇ 1> to ⁇ 4>, wherein the crystal melting enthalpy is 25 J/g or more. ⁇ 6>
- the content of the unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms is 8 to 35% by mass based on the total monomer components constituting the polyamide (E), ⁇ 5> Polyamide film described in.
- the polyamide (E) includes a hard segment consisting of a unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms, a unit consisting of the aliphatic diamine (D) having 12 or less carbon atoms, and the ⁇ 1> to ⁇ 6> containing a block polyamide containing a soft segment consisting of a unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and a unit consisting of an aliphatic diamine (B) having 18 or more carbon atoms.
- the polyamide film according to any one of the above.
- a method for producing the polyamide film according to any one of ⁇ 1> to ⁇ 9> comprising: An aromatic dicarboxylic acid (C) having 12 or more carbon atoms and an aliphatic diamine (D) having 12 or less carbon atoms are combined with an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and an aliphatic diamine having 18 or more carbon atoms (B). ) A method for producing a polyamide film, which comprises reacting separately with polyamide (E) to obtain polyamide (E).
- ⁇ 11> The polyamide film according to any one of ⁇ 1> to ⁇ 9> and at least one layer provided on the polyamide film selected from the group consisting of a resin layer, a metal layer, and an inorganic material layer. , polyamide film laminate.
- a decorative molding film comprising the polyamide film according to any one of ⁇ 1> to ⁇ 9> or the polyamide film laminate according to ⁇ 11>.
- ⁇ 14> A flat or curved printed circuit board comprising the polyamide film according to any one of ⁇ 1> to ⁇ 9> or the polyamide film laminate according to ⁇ 11>.
- ⁇ 15> A planar or curved antenna substrate comprising the polyamide film according to any one of ⁇ 1> to ⁇ 9> or the polyamide film laminate according to ⁇ 11>.
- the polyamide film of the present invention can expand more fully and evenly both before and after heat treatment. After the polyamide film of the present invention has been uniformly expanded, the uniform state can be more fully maintained even by heat treatment, and even when tension is applied and then released, it can be more fully restored to the state before application.
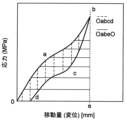
- FIG. 2 is a schematic diagram showing a hysteresis curve for explaining a method of calculating a hysteresis loss rate.
- the polyamide film of the present invention comprises a unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms (hereinafter sometimes referred to as component (A)) and an aliphatic diamine (B) having 18 or more carbon atoms (hereinafter referred to as component (A)).
- component (C) a unit consisting of an aromatic dicarboxylic acid (C) having 12 or less carbon atoms (hereinafter sometimes referred to as component (C)), and a unit consisting of an aromatic dicarboxylic acid (C) having 12 or less carbon atoms (hereinafter sometimes referred to as component (C));
- component (C) a unit consisting of an aromatic dicarboxylic acid (C) having 12 or less carbon atoms
- component (E) a polyamide containing a unit consisting of an aliphatic diamine (D) (hereinafter sometimes referred to as component (D)).
- Components (A) to (D) are contained as monomer components (or monomer residues) in the polyamide. Therefore, "a unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms” may simply be expressed as “an aliphatic dicarboxylic acid (A) monomer having 18 or more carbon atoms” or a residue thereof. "A unit consisting of an aliphatic diamine (B) having 18 or more carbon atoms” may be simply expressed as “an aliphatic diamine (B) monomer having 18 or more carbon atoms” or a residue thereof.
- a unit consisting of an aromatic dicarboxylic acid (C) having 12 or less carbon atoms may be simply expressed as “an aromatic dicarboxylic acid (C) monomer having 12 or less carbon atoms” or a residue thereof.
- a unit consisting of an aliphatic diamine (D) having 12 or less carbon atoms may be simply expressed as “an aliphatic diamine (D) monomer having 12 or less carbon atoms” or a residue thereof.
- the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms constituting the polyamide (E) used in the polyamide film of the present invention is preferably an aliphatic dicarboxylic acid consisting of hydrocarbons except for carboxyl groups, such as hexadecanedicarboxylic acid. (18 carbon atoms), octadecanedicarboxylic acid (20 carbon atoms), and dimer acid (36 carbon atoms).
- aliphatic dicarboxylic acids having 20 or more carbon atoms are preferred, and dimer acids are more preferred because of their increased flexibility.
- the dimer acid may be an addition reaction of two molecules selected from unsaturated fatty acids such as oleic acid and linoleic acid.
- the two molecules may be the same type of molecules or may be mutually different types of molecules.
- the dimer acid may be a dicarboxylic acid having an unsaturated bond, but a dicarboxylic acid in which all bonds are saturated by hydrogenation is preferred because it is less likely to be colored.
- Component (A) may be used alone or in combination of two or more of the above.
- the number of carbon atoms in component (A) is preferably 20 to 40, more preferably 30 to 40, even more preferably 34 to 40, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is 38.
- heat resistance refers to a film property that has a sufficiently high melting point. Flexibility is a property in which the elongation recovery rate of the film is sufficiently high and the tensile modulus of the film is sufficiently low. Uniform expandability refers to a film characteristic that allows it to expand more uniformly from the center to the edges both before and after heat treatment. Heat-resistant uniformity refers to a film characteristic that can sufficiently maintain a uniform state even after heat treatment after uniform expansion. Restorability refers to the property of a film that, after being expanded evenly, can be more fully restored to the state before tension is applied even after tension is applied and then released.
- the content of component (A) is preferably 3 to 45% by mass, and preferably 5 to 45% by mass, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. more preferably 10 to 45% by weight, even more preferably 10 to 40% by weight, fully preferably 13 to 40% by weight, and 16 to 33% by weight. is more fully preferred.
- the content is the content of the residues of component (A), and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E). When the polyamide contains two or more types of components (A), the total amount thereof may be within the above range.
- the aliphatic diamine (B) having 18 or more carbon atoms constituting the polyamide (E) used in the polyamide film of the present invention is preferably an aliphatic dicarboxylic acid consisting of all hydrocarbons except for the amino group.
- dimer diamine is preferred.
- dimer diamine is preferred.
- dimer diamine is preferred.
- dimer diamine is produced by reacting dimer acid with ammonia, followed by dehydration, nitrification, and reduction.
- the dimer diamine may be a diamine having an unsaturated bond, but a diamine in which all bonds are saturated by hydrogenation is preferred because it is less likely to be colored.
- Component (B) may be used alone or in combination of two or more of the above.
- the number of carbon atoms in component (B) is preferably 20 to 40, more preferably 30 to 40, still more preferably 34 to 40, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is 38.
- the content of component (B) is preferably 3 to 45% by mass, and preferably 5 to 45% by mass, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is more preferably 10 to 45% by weight, even more preferably 10 to 40% by weight, and fully preferably 20 to 34% by weight.
- the content is the content of the residues of component (B), and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E). When the polyamide contains two or more types of components (B), the total amount thereof may be within the above range.
- aromatic dicarboxylic acid (C) having 12 or less carbon atoms constituting the polyamide (E) used in the polyamide film of the present invention examples include terephthalic acid (8 carbon atoms), isophthalic acid (8 carbon atoms), orthophthalic acid ( carbon number 8).
- aromatic dicarboxylic acids having 8 or more carbon atoms are preferred, and terephthalic acid is more preferred, since heat resistance, flexibility, and rubber elasticity can be further improved.
- Component (C) may be used alone or in combination of two or more of the above.
- the number of carbon atoms in component (C) is preferably 4 to 12, more preferably 6 to 12, even more preferably 6 to 12, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is 10.
- the content of component (C) is preferably 3 to 45% by mass, and preferably 5 to 45% by mass, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is more preferably 5 to 40% by weight, even more preferably 8 to 35% by weight, and fully preferably 15 to 30% by weight.
- the content is the content of the residues of component (C), and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E). When the polyamide contains two or more types of components (C), the total amount thereof may be within the above range.
- Examples of the aliphatic diamine (D) having 12 or less carbon atoms constituting the polyamide (E) used in the polyamide film of the present invention include 1,12-dodecanediamine (12 carbon atoms), 1,10-decanediamine (carbon 10), 1,9-nonanediamine (9 carbon atoms), 1,8-octanediamine (8 carbon atoms), and 1,6-hexanediamine (6 carbon atoms).
- diamines having 6 or more carbon atoms are preferred, diamines having 8 or more carbon atoms are more preferred, and 1,10-decanediamine is even more preferred, since heat resistance, flexibility, and rubber elasticity can be further improved.
- (D) may be used alone or in combination of two or more of the above.
- the number of carbon atoms in component (D) is preferably 4 to 12, more preferably 6 to 12, even more preferably 8 to 12, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is 12.
- the content of component (D) is preferably 3 to 52% by mass, and 5 to 50% by mass from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability.
- the content is more preferably 5 to 40% by weight, even more preferably 10 to 40% by weight, and fully preferably 20 to 30% by weight.
- the content is the content of the residues of component (D), and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E). When the polyamide contains two or more types of components (D), the total amount thereof may be within the above range.
- the polyamide (E) may be a random polyamide in which the components (A) to (D) are randomly arranged and polymerized, or a hard segment and a component consisting of the components (C) and (D). It may be a block-type polyamide containing a soft segment consisting of (A) and (B), or a polyamide containing both a random-type polyamide and a block-type polyamide.
- the polyamide (E) preferably contains block-type polyamide, and preferably contains only block-type polyamide, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity. .
- block-type polyamides are preferred.
- the hard segments play the role of crosslinking points of the rubber, and the soft segments can freely expand and contract. Therefore, the polyamide (E) can have sufficiently excellent heat resistance and also sufficiently excellent flexibility (and rubber elasticity). As a result, it is thought that further improvements in heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity are achieved in films and laminates.
- Examples of combinations of components (C) and (D) include terephthalic acid and butanediamine, terephthalic acid and 1,9-nonanediamine, terephthalic acid and 1,10-decanediamine, and terephthalic acid and 1,12-dodecanediamine. Among them, terephthalic acid and 1,10-decanediamine are preferred.
- terephthalic acid and 1,10-decanediamine are preferred.
- the hard segment tends to become a highly crystalline segment, which promotes the formation of a phase-separated structure between the hard segment and the soft segment, resulting in more excellent flexibility and Demonstrates rubber elasticity.
- ⁇ Rubber'' is used in the concept of a material that is locally deformed by external force, but returns to its original shape when the force is removed.
- the total content of units consisting of aliphatic dicarboxylic acids (A) having 18 or more carbon atoms and units consisting of aliphatic diamines having 18 or more carbon atoms (B) in the polyamide (E) used in the present invention is determined by the heat resistance , from the viewpoint of further improving flexibility, uniform expandability, heat resistance uniformity, and restorability, preferably from 10 to 90% by mass, more preferably from 15 to 80% by mass, and from 20 to 80% by mass. More preferably, the amount is from 30 to 75% by weight, particularly preferably from 40 to 65% by weight.
- the total content is the total content of the residues of component (A) and the residues of component (B), and is the total content of all monomer components (or the total amount of those residues) constituting the polyamide (E). It is a percentage of
- the polyamide (E) used in the present invention preferably does not contain polyether components or polyester components that are easily decomposed during polymerization.
- polyether components include polyoxyethylene glycol, polyoxypropylene glycol, polyoxytetramethylene glycol, and polyoxyethylene/polyoxypropylene glycol.
- polyester component include polyethylene adipate, polytetramethylene adipate, and polyethylene sebacate.
- the total content of the polyether component and the polyester component is preferably 2% by mass or less, and 1% by mass or less from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is more preferable that the amount is 0.1% by mass or less, and even more preferably 0.1% by mass or less.
- the lower limit of the total content range is usually 0% by mass.
- the total content is the content of the residues of the polyether component and the polyester component, and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E).
- the polyether component and the polyester component are components that form a part of the polyamide through covalent bonds with the polyamide, and are not simply blended into the polyamide.
- the polyamide (E) used in the present invention may contain an end-capping agent in order to adjust the degree of polymerization, inhibit product decomposition, inhibit coloring, and the like.
- the terminal capping agent include monocarboxylic acids such as acetic acid, lauric acid, benzoic acid, and stearic acid, and monoamines such as octylamine, cyclohexylamine, aniline, and stearylamine.
- the terminal blocking agents one of the above may be used alone, or two or more thereof may be used in combination.
- the content of the terminal capping agent is not particularly limited, but is usually 0 to 10 mol% based on the total molar amount of dicarboxylic acid and diamine.
- the method for producing the polyamide (E) used in the present invention is not particularly limited, and includes, for example, an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms, an aliphatic diamine (B) having 18 or more carbon atoms, and an aromatic acid having 12 or less carbon atoms.
- a method in which a group dicarboxylic acid (C) and an aliphatic diamine having 12 or less carbon atoms (D) are reacted together hereinafter sometimes referred to as "bulk polymerization method"
- component (C) and component (D) are reacted together.
- the polyamide (E) used in the present invention is prepared by split polymerization from the viewpoint of further improving the heat resistance, flexibility, rubber elasticity, uniform expansibility, heat resistance uniformity, restorability, and adhesion to metal of the polyamide film of the present invention. Preferably, it is produced by a method.
- the polyamide has a more preferable enthalpy of crystal fusion, especially 25 J/g or more, and the polyamide film of the present invention has good heat resistance, flexibility, rubber elasticity, uniform extensibility, This is because heat resistance uniformity, restorability, and adhesion to metal are further improved.
- the polymerization method is not particularly limited, but examples include a method in which the polyamide is heated to a temperature below the melting point of the resulting polyamide, and polymerized by maintaining the temperature under a nitrogen stream while removing condensed water from the system.
- a polyamide polymerized by a batch polymerization method can be referred to as a "random type polyamide” from the viewpoint that all components are arranged randomly.
- the "melting point of the obtained polyamide” refers to the "melting point of the target polyamide", and may be, for example, the “melting point of the hard segment polymer” explained in the divisional polymerization method described below.
- polyamide when producing polyamide by the batch polymerization method, first, for example, a hard segment polymer is obtained by the production method described below in the divisional polymerization method. Next, the melting point of the obtained hard segment polymer is measured.
- the method for measuring the melting point is not particularly limited, and for example, the melting point can be measured using a differential scanning calorimeter. Thereafter, polyamide can be produced by subjecting the mixture containing the monomer (or prepolymer) to a polymerization reaction at a temperature below the "melting point" (especially at a temperature below the melting point).
- the melting point of the "target polyamide” (for example, the "melting point of the hard segment polymer") is
- the polymerization temperature in the batch polymerization method may be 220 to 300°C (particularly 240 to 280°C).
- the polymerization time in the batch polymerization method is not particularly limited as long as sufficient polymerization is carried out, and may be, for example, 1 to 10 hours (particularly 3 to 7 hours).
- component (C) and component (D) are reacted separately from component (A) and component (B) to perform polymerization.
- component (C) and component (D) are reacted to obtain a reaction product, and then the reaction product is further reacted with component (A) and component (B) to polymerize.
- Ingredient (A) and Ingredient (B) and A reaction product of component (C) and component (D) react and polymerize.
- component (A) and component (B) may be used in a non-reacted state or in a mutually reacted state (i.e., the form of their reaction products). ) may be used.
- the polyamide (E) used in the present invention can be prepared by reacting component (A) and component (B) in advance, and then combining the obtained reaction product of component (A) and component (B) with component (C ) and component (D) may be reacted and polymerized.
- the polyamide (E) used in the present invention is polymerized by reacting a reaction product of component (A) and component (B) with a reaction product of component (C) and component (D). It may be obtained by doing so.
- Component (A) and component (B) reacted with each other from the viewpoint of further improving the heat resistance, flexibility, rubber elasticity, uniform extensibility, heat resistance uniformity, restorability, and adhesion to metal of the polyamide film.
- they are used in the form (ie in the form of their reaction products).
- Polyamide polymerized by the split polymerization method is different from polyamide polymerized by the batch polymerization method, and is a polyamide composed of a hard segment consisting of components (C) and (D) and a soft segment consisting of components (A) and (B). obtained as. Therefore, polyamide polymerized by bulk polymerization is called “random polyamide,” whereas polyamide polymerized by split polymerization is called “block polyamide” from the viewpoint of containing hard segments and soft segments. I can do it.
- the monomer ratio [(C)/(D)] of aromatic dicarboxylic acid (C) having 12 or less carbon atoms and aliphatic diamine (D) having 12 or less carbon atoms to be used can be adjusted.
- the chain length of the resulting reaction product can be controlled, and as a result, the flexibility and rubber elasticity of the resulting polyamide can be controlled.
- the molar ratio [(C)/(D)] is preferably from 45/55 to 60/40, and preferably from 45/55 to 55/45, since flexibility and rubber elasticity are more sufficiently improved. is more preferable.
- a method for producing a reaction product containing an aromatic dicarboxylic acid (C) having 12 or less carbon atoms and an aliphatic diamine (D) having 12 or less carbon atoms (hereinafter simply referred to as "method for producing a reaction product X") '') is not particularly limited, but for example, the component (C) may be heated to a temperature above the melting point of the component (D) and below the melting point of the component (C) to maintain the powder state of the component (C).
- An example is a method of adding (D).
- the heating temperature may be 100 to 240°C (particularly 140 to 200°C).
- the addition of component (D) is preferably carried out continuously, for example over a period of 1 to 10 hours (especially 1 to 5 hours).
- the reaction product of component (C) and component (D) may have the form of a salt of component (C) and component (D), or a condensate (or oligomer or prepolymer) thereof. or a combination thereof.
- the method of reacting the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms with the aliphatic diamine (B) having 18 or more carbon atoms is not particularly limited, but For example, a method of reacting at a temperature of 80 to 150°C (particularly 100 to 150°C) for 0.5 to 3 hours can be mentioned.
- reaction product of component (A) and component (B) may also be in the form of a salt, similar to the reaction product of component (C) and component (D), or may be in the form of a salt, or may be formed by condensation thereof. It may have the form of a substance (or oligomer or prepolymer), or it may have a composite form of these.
- the polymerization method is not particularly limited; Examples include a method of polymerizing at a temperature below Specifically, it is heated to a temperature below the melting point of the hard segment polymer (for example, a polyamide composed only of components (C) and (D) that constitute the hard segment), and is heated under a nitrogen stream while removing condensed water from the system. , polymerization occurs by maintaining the temperature. By polymerizing in this manner, the hard segments can be polymerized without melting, and only the soft segments are molten.
- the method of polymerizing at a temperature below the melting point of the hard segment polymer is particularly effective in the polymerization of polyamides having a high melting point of 280° C. or higher, which tend to be decomposed due to high polymerization temperatures.
- Melting point of hard segment polymer refers to the melting point of a polyamide obtained by sufficiently polymerizing only components (C) and (D) constituting the hard segment as monomer components.
- the "melting point of a hard segment polymer” may be the melting point of a polyamide obtained by sufficiently polymerizing only components (C) and (D) as monomer components, for example, by the method described in International Publication No. 2013/042541 pamphlet. good.
- the "melting point of the hard segment polymer” is obtained by a method comprising step (i) of obtaining a reaction product from components (C) and (D) and step (ii) of polymerizing the obtained reaction product. This is the melting point of polyamide (hard segment polymer).
- step (i) components (C) and (D) are heated to a temperature above the melting point of component (D) and below the melting point of component (C), and component (C)
- the reaction product can be obtained by adding component (D) so as to maintain the powder state.
- step (i) for example, when using terephthalic acid and 1,10-decanediamine as components (C) and (D), the heating temperature is 100 to 240°C (preferably 140 to 200°C, particularly 170°C). It may be.
- the addition of component (D) is preferably carried out continuously, for example over a period of 1 to 10 hours (preferably 1 to 5 hours, particularly 2.5 hours).
- step (ii) the reaction product in the solid phase obtained in step (i) is sufficiently heated to maintain the solid phase to undergo polymerization (i.e., solidification). phase polymerization).
- the heating temperature i.e., polymerization temperature
- the heating time ie, polymerization time
- Steps (i) and (ii) are preferably carried out in a stream of nitrogen inert gas or the like.
- the "melting point of the hard segment polymer" is usually 315°C.
- the following method can be adopted. First, using only the components (C) and (D) constituting the polyamide, sufficient polymerization is carried out in the steps (i) and (ii) described above to obtain a polyamide (ie, hard segment polymer). Next, the melting point of the obtained polyamide is measured. The method for measuring the melting point is the same as in the batch polymerization method. Thereafter, component (C) and component (D) are reacted to obtain a reaction product according to the reaction product manufacturing method By further reacting and polymerizing component (A) and component (B), polyamide can be produced.
- a polyamide ie, hard segment polymer
- the polymerization temperature in the split polymerization method is 220 to 300°C (preferably 240 to 280°C, especially 260°C). °C).
- the polymerization time in the split polymerization method is not particularly limited as long as sufficient polymerization is carried out, and may be, for example, 1 to 10 hours (preferably 3 to 7 hours, particularly 5 hours).
- a catalyst may be used as necessary.
- the catalyst include phosphoric acid, phosphorous acid, hypophosphorous acid, or salts thereof.
- the content of the catalyst is not particularly limited, but is usually 0 to 2% by mole based on the total mole amount of dicarboxylic acid and diamine.
- an organic solvent or water may be added as necessary.
- polymerization may be carried out in a closed system or at normal pressure.
- the pressure may increase due to volatilization of monomers, generation of condensed water, etc., so it is preferable to control the pressure appropriately.
- the monomer used has a high boiling point and does not flow out of the system even without pressurization, polymerization can be carried out at normal pressure.
- polymerization can be carried out at normal pressure.
- polyamide (E) used in the present invention in order to prevent oxidative deterioration, it is preferable to carry out the polymerization under a nitrogen atmosphere or under vacuum.
- the polymerized polyamide may be extruded into strands and made into pellets, or may be hot-cut or underwater-cut to make pellets.
- solid phase polymerization may be performed after polymerization to further increase the molecular weight.
- Solid phase polymerization is particularly effective when the viscosity during polymerization is high and operation becomes difficult.
- the solid phase polymerization is preferably carried out by heating at a temperature below the melting point of the resin composition for 30 minutes or more, more preferably for 1 hour or more, under an inert gas flow or under reduced pressure.
- the melting point of the resin composition may be the same temperature as the above-mentioned "melting point of the hard segment polymer.”
- the polyamide (E) may include two or more types of polyamides (E) that differ in monomer composition (type), monomer arrangement, and/or molecular weight (especially melting point).
- the two or more types of polyamides (E) may be two or more types of polyamides (E) selected from the range of the polyamides (E) described above. Therefore, two or more types of polyamides (E) may each contain components (A) to (D).
- the two or more types of polyamides (E) having different monomer sequences are one or more types (especially one type) of the above-mentioned random type polyamides and one or more types (especially one type) of the above-described block type polyamides.
- the polyamide (E) preferably contains block polyamide, and the content of block polyamide is higher. is more preferable.
- the content of the block polyamide is preferably 10% by mass or more based on the total amount of polyamide (E), more preferably 30% by weight or more, more preferably 40% by weight or more, particularly preferably 45% by weight or more, sufficiently preferably 70% by weight or more, even more preferably 80% by weight or more, still more preferably 90% by weight or more, Most preferably it is 100% by mass.
- the contents of the components (A) to (D) described herein are the same as those of the components (A) to (D) in the total polyamide (E), respectively.
- the content may be D).
- the polyamide (E) may be used by melt-mixing some or all of the two or more types of polyamides (E) in advance.
- each polyamide (pellet) may be used as a dry blend, or a composite form of these may be used.
- the polyamide (E) used in the present invention contains two types of polyamides, a random type polyamide and a block type polyamide
- polyamides obtained by a batch polymerization method and a split polymerization method are used.
- the two types may be melt-mixed in advance, or the respective polyamides (pellets) may be dry blended.
- the polyamide (E) used in the present invention contains two types of random polyamides
- two types of random polyamides obtained by a batch polymerization method are melt-mixed in advance.
- each polyamide (pellet) may be dry blended.
- the polyamide (E) used in the present invention contains two types of block polyamides
- the method for producing the polyamide (E) two types of block polyamides obtained by a split polymerization method are melt-mixed in advance.
- each polyamide (pellet) may be dry blended.
- the polyamide (E) used in the present invention should include at least block polyamide (for example, block polyamide and block polyamide). or a combination of a random polyamide and a block polyamide), and preferably contains two types of block polyamides (for example, two types of block polyamides and no random polyamide). ) is more preferable.
- the content of the random polyamide in the polyamide (E) is preferably as low as possible from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. , preferably 90% by weight or less, more preferably 70% by weight or less, even more preferably 60% by weight or less, particularly preferably 55% by weight or less, fully preferably 30% by weight or less, even more preferably 20% by weight or less. , even more preferably 10% by weight or less, and most preferably 0% by weight.
- the melt-mixing is preferably performed at a temperature equal to or higher than the melting point of the polyamide used for melt-mixing.
- the polyamides used for melt-mixing have different melting points, it is preferable to perform the melt-mixing at a temperature equal to or higher than the melting point of the polyamide with the highest melting point.
- the monomer composition of each polyamide (E) (for example, the content of components (A), (B), (C) and (D)) is They may be the same or different.
- polyamide (E) contains two or more types of polyamide (E)
- the content of each component and The total content of component (A) and component (B) described above can be adjusted as desired.
- the polyamide film of the present invention is produced by melt-mixing the above polyamide (E) at 240 to 340°C for 3 to 15 minutes, extruding it into a sheet through a T-die, and controlling the temperature of the extruded product to -10 to 80°C. It can be produced as an unstretched film by placing the film in close contact with a stretched drum and cooling it.
- the content of polyamide (E) in the polyamide film is not particularly limited, and is, for example, 50% by mass or more, preferably 70% by mass or more, more preferably 90% by mass or more, and It is preferably 95% by mass or more, particularly preferably 100% by mass.
- the polyamide film may further contain other polymers.
- Other polymers include polyamides other than polyamide (E), polyimides, polyamideimides, polyetherimides, polyarylene ether ketones, polyarylene sulfides, fluorocarbon polymers, polyesters, polyethers, polyolefins, polystyrene, polycarbonates, polyurethanes, and ethylene/acetic acid. Examples include vinyl copolymers, ethylene/ ⁇ -olefin copolymers, ethylene/acrylic acid ester copolymers, maleic anhydride-modified polyolefins, and ionomers.
- the amount of other polymers is usually 50% by mass or less, preferably 30% by mass or less, more preferably 10% by mass or less, even more preferably 5% by mass or less, particularly preferably 0% by mass, based on the total amount of the film. %.
- the polyamide film of the present invention may be in an unstretched state or may be in a stretched state. From the perspective of further improving heat resistance, flexibility, uniform extensibility, heat resistance uniformity, resilience, and rubber elasticity, polyamide films can be used in an unstretched state or, if stretched, at a relatively low stretching ratio. It is preferable that
- the stretching is preferably uniaxial or biaxial stretching, which improves heat resistance, flexibility, uniform extensibility, heat resistance uniformity, resilience, and elasticity. From the viewpoint of further improving elasticity, stretching in the biaxial stretching direction is more preferable.
- the stretching method include a simultaneous stretching method and a sequential stretching method.
- the stretching method is preferably a simultaneous stretching method from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity, and further reducing warpage.
- An example of a simultaneous biaxial stretching method includes a method in which an unstretched film is simultaneously biaxially stretched and then subjected to heat setting treatment. Stretching is carried out at 30 to 150°C, and 1.01 to 5 times in both the width direction (hereinafter sometimes abbreviated as "TD") and longitudinal direction (hereinafter sometimes abbreviated as "MD"). It is preferable to increase the amount, and more preferably 1.1 to 3 times.
- the stretching ratio is preferably 3.5 times or less in both the TD direction and the MD direction (for example, 1.01 to 3.5 times, especially 1.1 to 3.5 times), more preferably 2.5 times or less (for example, 1.01 to 2.5 times, especially 1.1 to 2.5 times), even more preferably is 2 times or less (for example, 1.01 to 2 times, especially 1.1 to 2 times).
- the heat setting treatment is preferably performed at 150 to 300° C. for several seconds with a few percent of TD relaxation treatment.
- the film Before simultaneous biaxial stretching, the film may be subjected to preliminary longitudinal stretching of more than 1 and 1.2 times or less.
- An example of a sequential biaxial stretching method is a method in which an unstretched film is subjected to heat treatment such as roll heating or infrared heating, and then stretched in the longitudinal direction, followed by continuous transverse stretching and heat setting treatment.
- heat treatment such as roll heating or infrared heating
- the transverse stretching (TD direction) is preferably carried out at the same temperature as the longitudinal stretching, from 30 to 150° C., and at a stretching ratio within the same range as the TD direction stretching ratio in the simultaneous biaxial stretching method.
- the heat setting treatment is preferably carried out at 150 to 300° C. for several seconds with TD relaxation of several percent.
- a method for reducing surface roughness is a method of modifying the surface with a less polar substance.
- a method may be used in which silicon nitride or diamond-like carbon is deposited on the surface.
- Examples of the method for stretching the film include a flat sequential biaxial stretching method, a flat simultaneous biaxial stretching method, and a tubular method. Among these, it is preferable to employ the flat simultaneous biaxial stretching method from the viewpoint of improving the thickness accuracy of the film and making the MD properties of the film uniform.
- Examples of the stretching apparatus for employing the flat simultaneous biaxial stretching method include a screw type tenter, a pantograph type tenter, and a linear motor-driven clip type tenter.
- Examples of the heat treatment method after stretching include known methods such as blowing hot air, infrared ray irradiation, and microwave irradiation.
- the method of blowing hot air is preferable because it allows uniform and accurate heating.
- the polyamide film of the present invention has a thermal stability that increases thermal stability during film formation, prevents deterioration of film strength and elongation, and prevents film deterioration caused by oxidation and decomposition during use. It is preferable to include an agent.
- the heat stabilizer include hindered phenol heat stabilizers, hindered amine heat stabilizers, phosphorus heat stabilizers, sulfur heat stabilizers, and bifunctional heat stabilizers.
- hindered phenol heat stabilizer examples include Irganox1010 (registered trademark) (manufactured by BASF Japan, pentaerythritol tetrakis [3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate]), Irganox1076 (registered trademark) (manufactured by BASF Japan, octadecyl-3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate), Cyanox1790 (registered trademark) (manufactured by Solvay, 1,3,5-tris (4-tert-butyl-3-hydroxy-2,6-dimethylbenzyl)isocyanuric acid), Irganox1098 (registered trademark) (manufactured by BASF Japan, N,N'-(hexane-1,6-diyl)bis[3 -(3,5-di-tert-butyl
- hindered amine heat stabilizers examples include Nylostab S-EED (registered trademark) (manufactured by Clariant Japan, N,N'-bis-(2,2,6,6-tetramethyl-4-piperidinyl)-1, 3-benzenedicarboxamide).
- Examples of the phosphorus-based heat stabilizer include Irgafos168 (registered trademark) (manufactured by BASF Japan, tris(2,4-di-tert-butylphenyl) phosphite), Irgafos12 (registered trademark) (manufactured by BASF Japan, tris(2,4-di-tert-butylphenyl) phosphite), (2-((2,4,8,10-tetra-tert-butyldibenzo[d,f][1,3,2]dioxaphosphepin-6-yl)oxy)ethyl)amine), Irgafos38( (registered trademark) (manufactured by BASF Japan, bis(2,4-di-tert-butyl-6-methylphenyl)ethyl phosphite), ADKSTAB329K (registered trademark) (manufactured by ADEKA, tri
- sulfur-based heat stabilizer examples include DSTP "Yoshitomi” (registered trademark) (manufactured by Mitsubishi Chemical Corporation, chemical formula name: distearyl thiodipropionate), Seenox 412S (registered trademark) (manufactured by Cipro Kasei Co., Ltd., pentaerythritol tetrakis) -(3-dodecylthiopropionate)).
- bifunctional heat stabilizer examples include Sumilizer GM (registered trademark), 2-tert-butyl-6-(3-tert-butyl-2-hydroxy-5-methylbenzyl)-4 (manufactured by Sumitomo Chemical Co., Ltd.) -methylphenylacrylate), Sumilizer GS (registered trademark) (manufactured by Sumitomo Chemical Co., Ltd., 2-[1-(2-hydroxy-3,5-di-tert-pentylphenyl)ethyl]-4,6-di-tert- pentylphenyl acrylate).
- the thermal decomposition temperature of the hindered phenol thermal stabilizer is preferably 320°C or higher, more preferably 350°C or higher.
- Examples of the hindered phenol heat stabilizer having a thermal decomposition temperature of 320° C. or higher include Sumilizer GA-80.
- the hindered phenol heat stabilizer has an amide bond, it can prevent deterioration of film strength.
- An example of the hindered phenol heat stabilizer having an amide bond is Irganox 1098. Further, by using a difunctional type heat stabilizer in combination with the hindered phenol type heat stabilizer, deterioration in film strength can be further reduced.
- heat stabilizers may be used alone or in combination of two or more.
- a hindered phenol-based heat stabilizer and a phosphorus-based heat stabilizer are used together, it is possible to prevent pressure increase in the raw material filtration filter during film formation, and also prevent deterioration of film strength.
- a hindered phenol-based heat stabilizer, a phosphorus-based heat stabilizer, and a bifunctional heat stabilizer together, it is possible to prevent pressure increase in the raw material filtration filter during film formation, and to improve film strength. Deterioration can be further reduced.
- a combination of a hindered phenol heat stabilizer and a phosphorus heat stabilizer a combination of Sumilizer GA-80 or Irganox 1098 and Hostanox P-EPQ or GSY-P101 is preferred.
- a combination of a hindered phenol heat stabilizer, a phosphorus heat stabilizer, and a bifunctional heat stabilizer a combination of Sumilizer GA-80 or Irganox 1098, Hostanox P-EPQ or GSY-P101, and Sumilizer GS is preferred.
- Sumilizer GA-80, and combinations of GSY-P101 and Sumilizer GS are more preferred.
- the content of the heat stabilizer in the polyamide film of the present invention is preferably 0.01 to 2 parts by mass, and preferably 0.04 to 1 part by mass, based on 100 parts by mass of polyamide (E). is more preferable.
- the content of the heat stabilizer is preferably 0.01 to 2 parts by mass, and preferably 0.04 to 1 part by mass, based on 100 parts by mass of polyamide (E). is more preferable.
- the polyamide film of the present invention may contain lubricant particles in order to improve slipperiness.
- lubricant particles include inorganic particles such as silica, alumina, titanium dioxide, calcium carbonate, kaolin, and barium sulfate, and organic fine particles such as acrylic resin particles, melamine resin particles, silicone resin particles, and crosslinked polystyrene particles. It will be done.
- the polyamide film of the present invention may contain various additives as necessary, within a range that does not impair the effects of the present invention.
- additives include coloring agents such as pigments and dyes, coloring inhibitors, antioxidants different from the above heat stabilizers, weather resistance improvers, flame retardants, plasticizers, mold release agents, reinforcing agents, and modifiers. agents, antistatic agents, ultraviolet absorbers, antifogging agents, and various polymers.
- pigments include titanium oxide and the like.
- weather resistance improvers include benzotriazole compounds and the like.
- Examples of the flame retardant include brominated flame retardants and phosphorus flame retardants.
- the reinforcing agent include talc and the like.
- the various additives mentioned above may be added at any stage during film production.
- the other polymers and additives may be individually kneaded with the polyamide (E) in advance, or when extruded into a sheet. may be added (or dry blended) immediately before melt mixing.
- the polyamide film used in the present invention contains a heat stabilizer, lubricant particles, and various additives
- the kneader used for kneading is not particularly limited, and examples thereof include known melt-kneading machines such as a single-screw extruder, a twin-screw extruder, a Banbury mixer, a kneader, and a mixing roll.
- the melt-kneading temperature is usually higher than the melting point of polyamide (E).
- the polyamide film of the present invention can be subjected to a treatment to improve its surface adhesion, if necessary.
- a treatment to improve its surface adhesion, if necessary.
- methods for improving adhesion include corona treatment, plasma treatment, acid treatment, and flame treatment.
- Various coating agents may be applied to the surface of the polyamide film of the present invention in order to impart functions such as easy adhesion, antistatic properties, mold release properties, and gas barrier properties.
- the thickness of the polyamide film of the present invention is usually 1 ⁇ m to 2 mm, preferably 10 ⁇ m to 1 mm, more preferably from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity. is 50 to 200 ⁇ m.
- the stretched polyamide film has the above thickness.
- the polyamide film of the present invention has excellent heat resistance, and the melting point, which is an index of heat resistance, must be 240°C or higher, preferably 250°C or higher, and preferably 270°C or higher. is more preferable, and even more preferably 300°C or higher. If the melting point is too low, heat resistance will decrease.
- the melting point of a polyamide film is determined by the molecular weight of polyamide (E), the content of a reaction product (hard segment polymer) consisting of aromatic dicarboxylic acid (C) and aliphatic diamine having 12 or less carbon atoms (D), (C)/ (D) It can be controlled by adjusting one or more factors selected from the content ratio. For example, increasing the molecular weight of polyamide (E) increases its melting point. For example, if the molecular weight of polyamide (E) is reduced, the melting point will be lowered. Further, for example, when the content of the reaction product consisting of the aromatic dicarboxylic acid (C) and the aliphatic diamine having 12 or less carbon atoms (D) is increased, the melting point tends to increase.
- the melting point is the temperature based on the endothermic peak when the temperature is increased at a temperature increase rate of 20° C./min using a differential scanning calorimeter.
- the polyamide film of the present invention has excellent flexibility, and the elongation recovery rate, which is an index of flexibility, is usually 30% or more, and has good heat resistance, flexibility, uniform extensibility, heat resistance uniformity, restorability, and From the viewpoint of further improving rubber elasticity, it is preferably 40% or more, more preferably 50% or more, and even more preferably 55% or more. If the elongation recovery rate is too low, flexibility will decrease. The elongation recovery rate is usually 100% or less (particularly 90% or less). In the present invention, since the polyamide (E) constituting the polyamide film has a block structure, an elongation recovery rate of 50% or more (particularly 55% or more) can be achieved.
- the stretch recovery rate of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. It can be controlled by adjusting one or more factors. For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the elongation recovery rate tends to increase. For example, when the stretching ratio is increased, the stretching recovery rate decreases. On the other hand, when the stretching ratio is reduced, the stretching recovery rate increases.
- the elongation recovery rate is the value obtained when a tensile test was performed under the conditions of a 23° C. environment, a distance between chucks of 70 mm, and a tensile test speed of 5 mm/min.
- the polyamide film of the present invention usually has a tensile modulus (MD), which is one index of flexibility, of 1500 MPa or less, and has excellent heat resistance, flexibility, uniform extensibility, heat resistance uniformity, resilience, and rubber elasticity. From the viewpoint of improvement, it is preferably 1300 MPa or less, more preferably 1000 MPa or less, even more preferably 600 MPa or less, and particularly preferably 500 MPa or less. If the tensile modulus is too high, flexibility will decrease.
- the tensile modulus is usually 10 MPa or more.
- the tensile modulus of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. It can be controlled by adjusting one or more factors. For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the tensile modulus tends to decrease. For example, when the stretching ratio is increased, the tensile modulus is increased. On the other hand, when the stretching ratio is reduced, the tensile modulus is reduced.
- the elastic modulus tends to decrease; As the modulus of elasticity decreases, the modulus of elasticity tends to increase.
- the tensile modulus uses a value measured in an environment of a temperature of 20° C. and a humidity of 65% according to JIS K 7127.
- the polyamide film of the present invention usually has a 10% elongation strength (MD), which is an index of flexibility and uniform extensibility, of 70 MPa or less, and has excellent heat resistance, flexibility, uniform expansibility, heat resistance uniformity, restorability, and rubber. From the viewpoint of further improving elasticity, it is preferably 50 MPa or less, more preferably 35 MPa or less, and even more preferably 25 MPa or less. If the 10% elongation strength is too high, flexibility and uniform extensibility will decrease. The 10% elongation strength is usually 1 MPa or more.
- the 10% elongation strength of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms.
- the 10% elongation strength tends to decrease.
- the stretching ratio is increased, the tensile modulus is increased.
- the stretching ratio is reduced, the tensile modulus is reduced.
- the 10% elongation strength tends to decrease;
- the 10% elongation strength tends to increase.
- the 10% elongation strength uses a value measured in an environment of a temperature of 20° C. and a humidity of 65% according to JIS K 7127.
- the hysteresis loss rate is preferably 90% or less, and preferably 85% or less, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity. is more preferable, and even more preferably 80% or less.
- the hysteresis loss rate is usually 10% or more (particularly 30% or more).
- the hysteresis loss rate of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. It can be controlled by adjusting one or more factors. For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the hysteresis loss rate tends to decrease. For example, when the stretching ratio is increased, the hysteresis loss rate increases. On the other hand, when the stretching ratio is reduced, the hysteresis loss rate is reduced.
- the hysteresis loss rate uses a value obtained when a tensile test is performed in the same manner as the elongation recovery rate.
- the polyamide film of the present invention preferably has a crystal melting enthalpy of 15 J/g or more, preferably 18 J/g, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity. It is more preferably at least 20 J/g, even more preferably at least 23 J/g, sufficiently preferably at least 25 J/g, and preferably at least 40 J/g. Much more preferred.
- the higher the crystallinity of the hard segment the more the formation of a phase-separated structure between the hard segment and the soft segment is promoted, and the flexibility and rubber elasticity are improved. If the crystal melting enthalpy is too low, flexibility and/or rubber elasticity will decrease.
- the crystal melting enthalpy is usually 120 J/g or less (particularly 90 J/g or less).
- the polyamide (E) constituting the polyamide film has a block structure, a crystal melting enthalpy of 25 J/g or more can be achieved.
- the crystal melting enthalpy of a polyamide film is determined from the polymer structure of polyamide (E) and the content of a reaction product (hard segment polymer) consisting of an aromatic dicarboxylic acid (C) and an aliphatic diamine having 12 or less carbon atoms (D). It can be controlled by adjusting one or more selected factors. For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the enthalpy of crystal fusion tends to increase. For example, when the content of the reaction product consisting of the aromatic dicarboxylic acid (C) and the aliphatic diamine having 12 or less carbon atoms (D) is increased, the enthalpy of crystal fusion increases.
- the enthalpy of crystal fusion uses the value of the amount of heat of an endothermic peak measured in the same manner as the melting point.
- the polyamide film of the present invention has sufficiently low dielectric loss tangent and dielectric constant, and has excellent dielectric properties, and also has excellent insulation properties.
- the polyamide film of the present invention may be in the form of a single sheet, or may be wound into a film roll by being wound around a take-up roll. From the viewpoint of productivity when used for various purposes, it is preferable to take the form of a film roll. When made into a film roll, it may be slit to a desired width.
- the polyamide film of the present invention may be used as it is or in the form of a laminate.
- the polyamide film laminate is composed of the polyamide film of the present invention described above and a resin layer, a metal layer, and an inorganic material layer provided on the polyamide film. at least one layer selected from the group consisting of:
- the resin constituting the resin layer is not particularly limited, and examples thereof include polyimide, polyamideimide, polyetherimide, polyarylene ether ketone, polyarylene sulfide, fluorocarbon polymer, polyamide, polyester, polyether, polyolefin, polystyrene, polycarbonate, and polyurethane. , ethylene/vinyl acetate copolymers, ethylene/ ⁇ -olefin copolymers, ethylene/acrylic acid ester copolymers, maleic anhydride-modified polyolefins, and ionomers.
- the polyamide may be polyamide (E) or another polyamide.
- Examples of the metal constituting the metal layer include copper, aluminum, iron, nickel, tin, gold, silver, alloy steel (for example, stainless steel), and alloy plating.
- Examples of inorganic materials constituting the inorganic material layer include nonmetals such as diamond and silicon, inorganic compounds (oxides) such as silicon dioxide, alumina, zirconia, titanium oxide, barium titanate, silicon carbide, aluminum nitride, and gallium nitride. , carbide, nitride), sapphire glass, and silicate glass.
- the polyamide film and polyamide film laminate of the present invention are sufficiently superior in heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability, so at least one of these properties is required. (preferably applications requiring all of these properties).
- the polyamide film and polyamide film laminate of the present invention can be used as decorative molding materials (particularly decorative molding films) such as in-mold molding, film insert molding, vacuum molding, pressure molding, and press molding; curved circuit boards; Films for substrates such as flexible printed circuit boards, curved antenna boards, and flexible antenna boards; dicing tape, die attach film integrated with dicing tape (i.e., dicing/die attach film), die bonding film integrated with dicing tape (i.e., dicing/die bonding)
- Semiconductor process films especially dicing films
- Shock absorbing materials such as tube covering films, wire covering films, shock absorbing films, and sealing films. It can be suitably used for.
- the polyamide film of the present invention is used alone or in the form of a laminate.
- a polyamide film used as a decorative molding film can protect or seal the surface of an object by, for example, cold molding or hot molding.
- a polyamide film laminate used as a decorative molding film is made by forming a resin layer or a metal layer on the above-mentioned polyamide film, and can be used to impart designs or functionality to the surface of a molded product, for example, by in-mold molding or film insert molding. It is now possible to do so.
- a metal layer on the polyamide film laminate there are, for example, a method of forming a conductive circuit on the surface of the polyamide film, or a method of etching the metal layer of the polyamide film laminate to form metal wiring.
- the polyamide film of the present invention is used in the form of a polyamide film laminate.
- a polyamide film laminate used as a dicing film has a resin layer (particularly an adhesive layer) formed on the polyamide film described above, and is capable of holding, for example, a semiconductor wafer.
- a dicing film is a film that collectively holds a plurality of divided semiconductor wafers in a semiconductor manufacturing process (particularly a dicing process). In the expansion process, the dicing film is radially stretched (expansion process) and heat-treated to remove slack. After the expanding process, the dicing film is given tension by being pushed up with a needle or the like in the process of picking up each divided chip.
- heat treatment for example, a sealing process or a reflow process
- the heat treatment in the sealing step may involve heating at 150° C. or higher, for example.
- the heat treatment in the reflow process may involve heating at 200° C. or higher, for example.
- the polyamide film and polyamide film laminate of the present invention may be used to form a conductive circuit on the surface of the polyamide film, or to form a polyamide film laminate on the surface of the polyamide film. It can be used by etching the metal layer of the body and forming metal wiring.
- a flat or curved printed circuit board is a printed circuit board that may have a planar shape or a curved shape.
- the polyamide film and polyamide film laminate of the present invention may be used to form a conductive circuit on the surface of the polyamide film, or to form a polyamide film laminate on the surface of the polyamide film. It can be used by etching a metal layer and forming a metal wiring.
- a planar or curved antenna substrate is an antenna substrate that may have a planar shape or a curved shape.
- Resin composition of the film A few mg of the obtained film was taken and analyzed by 1 H-NMR using a high-resolution nuclear magnetic resonance apparatus (ECA-500NMR manufactured by JEOL Ltd.) to determine the respective copolymer components. It was determined from the peak intensity (resolution: 500 MHz, solvent: mixed solvent of deuterated trifluoroacetic acid and deuterated chloroform in a volume ratio of 4/5, temperature: 23° C.). In Table 1, the resin composition is shown as the final composition in terms of mass ratio.
- Melting point was evaluated according to the following criteria. ⁇ : 300°C or higher (excellent); ⁇ : 270°C or more and less than 300°C (good); ⁇ : 240°C or more and less than 270°C (no practical problem); ⁇ : Less than 240°C (practical problem).
- Crystal fusion enthalpy was evaluated according to the following criteria. ⁇ : 25 J/g or more (excellent); ⁇ : 15 J/g or more and less than 25 J/g (no practical problem); ⁇ : Less than 15 J/g (practical problem).
- Hysteresis loss rate (%) Area (Oabcd) / Area (OabeO) x 100
- the area (Oabcd) is the area of the region indicated by the broken line (vertical broken line)
- the area (OabeO) is the area of the region indicated by the solid line (horizontal solid line).
- FIG. 1 is a schematic diagram showing a hysteresis curve for explaining a method of calculating a hysteresis loss rate.
- 10% elongation strength (MD) was evaluated according to the following criteria. ⁇ : 25 MPa or less (best); ⁇ : More than 25 MPa and less than 35 MPa (excellent); ⁇ : More than 35 MPa and less than 50 MPa (good); ⁇ : More than 50 MPa and less than 70 MPa (no practical problem); ⁇ : Over 70 MPa (practical problem).
- ⁇ Tensile modulus (MD) ⁇ : 600MPa or less (excellent) ⁇ : More than 600 MPa and less than 1300 MPa (good); ⁇ : More than 1300 MPa and less than 1500 MPa (no practical problem); ⁇ : Over 1500 MPa (no practical problem).
- the molten polymer was filtered using a metal fiber sintered filter (manufactured by Nippon Seisen Co., Ltd., "NF-13", nominal filtration diameter: 60 ⁇ m). Thereafter, the molten polymer was extruded into a film through a T-die heated to 330°C to obtain a film-like melt Y1. The melt was brought into close contact with a cooling roll set at 0° C. by an electrostatic application method and cooled to obtain a substantially non-oriented unstretched polyamide film M1. When the resin composition of the polyamide component of the obtained unstretched polyamide film M1 was determined, it was found to be the same as the resin composition of the polyamide used. The obtained substantially non-oriented unstretched polyamide film M1 was heat-treated at 250° C. to obtain a crystallized unstretched polyamide film AM1.
- Examples 2 to 9 Polyamides P2 to P9 were obtained by carrying out the same operation as in Example 1, except that the amount of monomer charged into the reaction vessel was changed as shown in Table 1. Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, production of unstretched films M2 to M9, and heat treatment to obtain crystallized unstretched polyamide films AM2 to AM9. . When the resin composition of the polyamide component of the obtained crystallized unstretched polyamide film was determined, it was found to be the same as the resin composition of the polyamide used. Using the obtained crystallized unstretched films AM2 to AM9, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
- Example 10 In a reaction vessel equipped with a heating mechanism and a stirring mechanism, 26.7 parts by mass of dimer acid, 25.3 parts by mass of dimer diamine, 23.5 parts by mass of terephthalic acid, 24.4 parts by mass of 1,10-decanediamine, and hypochlorite were added. 0.1 part by mass of sodium phosphate monohydrate was added. Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in suspension. After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P10 in the form of pellets.
- Example 2 using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, preparation of an unstretched film M10, and heat treatment to obtain a crystallized unstretched polyamide film AM10.
- the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used.
- the obtained crystallized unstretched film AM10 uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
- Examples 11 and 12 Polyamides P11 and 12 were obtained by carrying out the same operation as in Example 10, except that the amounts of dimer acid, dimer diamine, terephthalic acid, and 1,10-decanediamine were changed to those shown in Table 1. Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, production of unstretched films M11 and M12, and heat treatment to obtain crystallized unstretched polyamide films AM11 and 12. . When the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used. Using the obtained crystallized unstretched films AM11 and AM12, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
- Comparative example 1 In a reaction vessel equipped with a heating mechanism and a stirring mechanism, 44.0 parts by mass of dimer acid, 41.7 parts by mass of dimer diamine, 6.9 parts by mass of terephthalic acid, 7.3 parts by mass of 1,10-decanediamine, and hypochlorite were added. 0.1 part by mass of sodium phosphate monohydrate was added. Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in suspension. After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P13 in the form of pellets.
- Example 2 using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, preparation of an unstretched film M13, and heat treatment to obtain a crystallized unstretched polyamide film AM13.
- the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used.
- uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
- Comparative example 2 Polyamide P14 was obtained by carrying out the same operation as in Example 10, except that the amounts of dimer acid, dimer diamine, terephthalic acid, and 1,10-decanediamine were changed to those shown in Table 1. Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, production of an unstretched film M14, and heat treatment to obtain a crystallized unstretched polyamide film AM14. When the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used. Using the obtained crystallized unstretched film AM14, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
- Comparative example 3 49.0 parts by mass of terephthalic acid and 0.1 parts by mass of sodium hypophosphite monohydrate were charged into a powder stirring device equipped with a heating mechanism. While heating at 170° C. and stirring, 50.9 parts by mass of 1,10-decanediamine was added little by little over 3 hours to obtain a reaction product. Thereafter, the reaction product was heated to 250° C. with stirring, and polymerization was carried out at 250° C. under a nitrogen stream at normal pressure for 7 hours while removing condensed water from the system. During the polymerization, the system was in a powder state. After the polymerization was completed, it was discharged to obtain polyamide P15 in powder form.
- Example 2 using the obtained powder, the same operations as in Example 1 were carried out to perform melt kneading, production of an unstretched film M15 from the film-like melt Y15, heat treatment, and crystallization of an unstretched polyamide film AM15. I got it. Using the obtained crystallized unstretched film AM15, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
- Comparative example 4 A reaction vessel equipped with a heating mechanism and a stirring mechanism was charged with 51.3 parts by mass of dimer acid, 48.6 parts by mass of dimer diamine, and 0.1 part by mass of sodium hypophosphite monohydrate. Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in a homogeneous molten state. After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P16 in the form of pellets.
- Example 2 using the obtained pellets, the same operations as in Example 1 were performed to melt-knead, produce an unstretched film M16 from the film-like melt Y16, and heat treat it, but the pellets could not withstand the heat treatment and crystallized. It was not possible to obtain an unstretched film that was oriented.
- Comparative example 5 In a reaction vessel equipped with a heating mechanism and a stirring mechanism, 51.0 parts by mass of polyoxytetramethylene glycol (PTMG1000) having a number average molecular weight of 1000 and having an amino group in place of the hydroxyl group at both ends, 28.3 parts by mass of terephthalic acid, 20.6 parts by mass of 1,10-decanediamine and 0.1 parts by mass of sodium hypophosphite monohydrate were added. Thereafter, the mixture was heated to 250° C. with stirring, and polymerization was carried out at 250° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in a suspended solution state. After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P17 in the form of pellets, but it was brittle and unsuitable for practical use.
- PTMG1000 polyoxytetramethylene glycol
- Example 13 Polyamide P18 55 parts by mass of polyamide P8 pellets obtained in Example 8, 45 parts by mass of polyamide P9 pellets obtained in Example 9, and 0.4 parts by mass of Sumilizer GA-80 were dry blended, and the cylinder temperature was set at 330°C. The mixture was put into a twin-screw extruder with a screw diameter of 26 mm and heated to 26 mm, melt-kneaded, and extruded into a strand. Thereafter, it was cooled and cut to obtain polyamide P18 in the form of pellets.
- the molten polymer was filtered using a metal fiber sintered filter (manufactured by Nippon Seisen Co., Ltd., "NF-13", nominal filtration diameter: 60 ⁇ m). Thereafter, the molten polymer was extruded into a film from a T-die heated to 330°C to obtain a film-like melt Y18. The melt was brought into close contact with a cooling roll set at 0° C. by an electrostatic application method and cooled to obtain a substantially non-oriented unstretched polyamide film M18. When the resin composition of the polyamide component of the obtained unstretched polyamide film M18 was determined, it was found to be the same as the resin composition of the polyamide used. The obtained substantially non-oriented unstretched polyamide film M18 was heat-treated at 250°C to obtain a crystallized unstretched polyamide film AM18.
- a metal fiber sintered filter manufactured by Nippon Seisen Co., Ltd., "NF-13", nominal filtration diameter: 60 ⁇
- Examples 14-22 Polyamides P19 to P27 were obtained by carrying out the same operation as in Example 13, except that the type of polyamide used and the amount of dry blending were changed as shown in Table 3. Further, using the obtained pellets, the same operations as in Example 13 were performed to perform melt-kneading, production of unstretched films M19 to M27, and heat treatment to obtain crystallized unstretched polyamide films AM19 to AM27. . When the resin composition of the polyamide component of the obtained crystallized unstretched polyamide film was determined, it was found to be the same as the resin composition of the polyamide used. Using the obtained crystallized unstretched films AM19 to AM27, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 13.
- Example 23 Provide of simultaneous biaxially stretched polyamide film While gripping both ends of the substantially non-oriented unstretched polyamide film M1 obtained in Example 1 with clips, biaxially stretching was carried out using a flat type simultaneous biaxially stretching machine. was carried out.
- the stretching conditions are: the temperature of the preheating section is 80°C, the temperature of the stretching section is 80°C, the MD stretching strain rate is 2400%/min, the TD stretching strain rate is 2400%/min, and the MD stretching ratio is 1.5.
- the TD stretching ratio was 1.5 times.
- the film was continuously heat-set at 270° C. in the same tenter of a biaxial stretching machine, and the film was subjected to a 6% relaxation treatment in the width direction to obtain a simultaneously biaxially stretched polyamide film.
- Examples 24, 26-33 A stretched polyamide film was obtained by carrying out the same operation as in Example 23, except that the unstretched polyamide film and the stretching conditions were changed as shown in Table 5. Using the obtained stretched polyamide film, a single-sided laminate was prepared, uniformly expanded, heat treated, and deformed in the same manner as in Example 23.
- Example 25 Production of sequentially biaxially stretched polyamide film
- the substantially non-oriented unstretched polyamide film M1 obtained in Example 1 was biaxially stretched using a flat type sequentially oriented stretching machine.
- an unstretched polyamide film M3 was heated to 80° C. by roll heating, infrared heating, etc., and stretched 3.0 times in the MD at a stretching strain rate of 2400%/min to obtain a longitudinally stretched film.
- both ends of the film in the width direction were gripped by clips of a transverse stretching machine, and transverse stretching was performed continuously.
- the temperature of the preheating part for TD stretching was 85°C
- the temperature of the stretching part was 85°C
- the stretching strain rate was 2400%/min
- the TD stretching ratio was 3.0 times.
- heat setting was performed at 270° C. in the same tenter of a transverse stretching machine, and a 6% relaxation treatment was performed in the width direction of the film to obtain a sequentially biaxially stretched polyamide film.
- a single-sided laminate was prepared, uniformly expanded, heat treated, and deformed in the same manner as in Example 23.
- Comparative example 6 A stretched polyamide film was obtained by carrying out the same operation as in Example 23, except that the unstretched polyamide film and the stretching conditions were changed as shown in Table 5. Using the obtained stretched polyamide film, a single-sided laminate was prepared, uniformly expanded, heat treated, and deformed in the same manner as in Example 23.
- Example 34 Provide of simultaneous biaxially stretched polyamide film While gripping both ends of the substantially non-oriented unstretched polyamide film M1 obtained in Example 1 with clips, biaxially stretching was carried out using a flat type simultaneous biaxially stretching machine. was carried out.
- the stretching conditions are: the temperature of the preheating part is 80°C, the temperature of the stretching part is 80°C, the MD stretching strain rate is 2400%/min, the TD stretching strain rate is 2400%/min, and the MD stretching ratio is 2.3.
- the TD stretching ratio was 2.3 times.
- the film was continuously heat-set at 270° C. in the same tenter of a biaxial stretching machine, and the film was subjected to a 6% relaxation treatment in the width direction to obtain a simultaneously biaxially stretched polyamide film.
- a polyamide film laminate was produced in the same manner as in Example 23 using the above stretched polyamide film to obtain a single-sided polyamide film laminate.
- Example 35-43 The same operations as in Example 34 were performed except that the type of unstretched film, the depth of the mold, the temperature of the mold, and the material to be laminated were changed as shown in Table 6 to produce a single-sided laminate and uniform expansion. , sheet molding, and deformation of the molded product.
- Comparative examples 7 to 9 A single-sided laminate was prepared by performing the same operations as in Example 34, except that the type of unstretched film, the depth of the mold, the temperature of the mold, and the mating material of the laminate were changed as shown in Table 6. We performed uniform expansion, sheet molding, and deformation of the molded product.
- Table 1 shows the manufacturing conditions and evaluation of the polyamides obtained in Examples 1 to 12 and Comparative Examples 1 to 5.
- A fatty acid dicarboxylic acid (A) having 18 or more carbon atoms (dimer acid)
- C aromatic dicarboxylic acid (C) having 12 or less carbon atoms (terephthalic acid)
- B Aliphatic diamine (B) having 18 or more carbon atoms (dimer diamine)
- D aliphatic diamine (D) having 12 or less carbon atoms (decane diamine)
- E PTMG1000 with amino groups at both ends
- F Sodium hypophosphite monohydrate
- Table 2 shows the polyamides used in the polyamide films obtained in Examples 1 to 12 and Comparative Examples 1 to 5, the stretching conditions and their evaluation, and the expansion conditions and evaluation.
- Table 3 shows the manufacturing conditions and evaluation of the polyamides obtained in Examples 13 to 22.
- A fatty acid dicarboxylic acid (A) having 18 or more carbon atoms (dimer acid)
- C aromatic dicarboxylic acid (C) having 12 or less carbon atoms (terephthalic acid)
- B Aliphatic diamine (B) having 18 or more carbon atoms (dimer diamine)
- D aliphatic diamine (D) having 12 or less carbon atoms (decanediamine)
- the melting point is usually 240°C or higher, preferably 270°C or higher, and more preferably 300°C or higher.
- Table 4 shows the polyamides used in the polyamide films obtained in Examples 13 to 22, stretching conditions, and evaluation thereof, as well as expansion conditions and evaluation.
- Table 5 shows the unstretched films used for the polyamide films obtained in Examples 23 to 33 and Comparative Example 6, stretching conditions, thickness, heating and pressing conditions of the obtained polyamide film laminate, expansion conditions, and evaluation. show.
- the polyamide films of Examples 1 to 22 all have a melting point of 240°C or higher, which is an index of heat resistance, an elongation recovery rate of 30% or higher in a hysteresis test, which is an index of flexibility, and a tensile strength.
- the elastic modulus was 1,500 MPa or less, and it had excellent heat resistance and flexibility.
- the films of Examples 1 to 22 had excellent rubber elasticity because the polyamide films used had a crystal fusion enthalpy, which is an index of crystallinity, of 15 J/g or more.
- the films of Examples 1 to 22 all had good uniform expandability, maintained uniformity after heat treatment (especially heat resistance uniformity), and had good recovery properties after re-deformation.
- polyamide films containing only block-type polyamide as the polyamide were used.
- the polyamide films of Examples 10 to 12 were polyamide films containing only random polyamide as the polyamide.
- the former polyamide film had a higher elongation recovery rate and crystal fusion enthalpy, and higher flexibility and rubber elasticity than the latter polyamide film.
- the polyamide films of Examples 1 to 9 had better uniform expandability than the polyamide films of Examples 10 to 12, and had better uniformity after heat treatment and better recovery after re-deformation.
- the polyamide films of Examples 13 to 15 were polyamide films containing only two types of block polyamides as polyamides.
- polyamide films containing block type polyamide and random type polyamide were used as the polyamide.
- the polyamide films of Examples 19 to 21 were polyamide films containing only two types of random polyamides as polyamides. Compare Examples 13, 16 and 19 with the same monomer composition to each other; Compare Examples 14, 18 and 20 with the same monomer composition to each other; and Examples 15, 17 and 21 with the same monomer composition to each other.
- ⁇ Polyamide films containing more block-type polyamides have higher elongation recovery and crystal fusion enthalpy, lower tensile modulus, and higher flexibility and rubber elasticity than polyamide films containing less block-type polyamides.
- Ta. - As a result, the polyamide films of Examples 13 to 15 had better uniform expansibility than the polyamide films of Examples 16 to 21, and had better uniformity after heat treatment and better restorability after re-deformation.
- the polyamide films of Examples 16 to 18 had better uniform expandability than the polyamide films of Examples 19 to 21, and had better uniformity after heat treatment and better recovery after re-deformation.
- the polyamide films of Examples 23 to 33 all have a melting point of 240°C or higher, which is an index of heat resistance, an elongation recovery rate of 30% or higher in a hysteresis test, which is an index of flexibility, and a tensile strength.
- the elastic modulus was 1,500 MPa or less, and it had excellent heat resistance and flexibility.
- the films of Examples 1 to 12 had excellent rubber elasticity because the polyamide films used had a crystal fusion enthalpy, which is an index of crystallinity, of 15 J/g or more. As a result, even if the expansion method was changed, the films of Examples 23 to 33 had good uniform expandability, good splitting properties of the laminate, maintained uniformity after heat treatment, and maintained uniformity after deformation treatment. The recovery was also good.
- polyamide films containing only block-type polyamide as the polyamide were used.
- the polyamide films of Examples 28 and 29 were polyamide films containing only random polyamide as the polyamide.
- the former polyamide film had a higher elongation recovery rate and crystal fusion enthalpy, and had higher flexibility and rubber elasticity than the latter polyamide film.
- the polyamide films of Examples 23 to 27 had better uniform expansibility than the polyamide films of Examples 28 and 29, and had better divisibility of the laminate, uniformity after heat treatment, and recovery after deformation treatment. there were.
- polyamide films containing two types of block polyamides were used as polyamides.
- the polyamide films of Examples 32 and 33 contained one type of block type polyamide and one type of random type polyamide as polyamides.
- the polyamide films of Examples 30 and 31 were superior to the polyamide films of Examples 32 and 33 in terms of uniform expansibility, as well as in the splitting property of the laminate, the uniformity after heat treatment, and the recovery property after deformation treatment. It was good.
- polyamide films containing only block-type polyamide as the polyamide were used.
- the polyamide films of Examples 38 and 39 were polyamide films containing only random polyamide as the polyamide.
- the former polyamide film had a higher elongation recovery rate and crystal fusion enthalpy, and had higher flexibility and rubber elasticity than the latter polyamide film.
- the results show that the polyamide films of Examples 34 and 37 have better uniform expandability than the polyamide films of Examples 38 and 39, and can maintain uniformity even after sheet forming.
- the polyamide films of Examples 40 and 41 were polyamide films containing only two types of block polyamides as polyamides.
- polyamide films containing one type of block type polyamide and one type of block type polyamide were used as polyamides.
- ⁇ Polyamide films containing more block-type polyamides have higher elongation recovery and crystal fusion enthalpy, lower tensile modulus, and higher flexibility and rubber elasticity than polyamide films containing less block-type polyamides.
- Ta. - The results show that the polyamide films of Examples 40 and 41 have better uniform expandability than the polyamide films of Examples 42 and 43, and can maintain uniformity even after sheet forming.
- the polyamide films of Comparative Examples 3 and 6 were made of polyamides that did not contain the soft segment forming components (A) and (B), and had a low elongation recovery rate. Uniformity and recovery after re-deformation were also not good.
- the polyamide films of Comparative Examples 7 to 9 were made of polyamides that did not contain the soft segment forming components (A) and (B), and had a low elongation recovery rate, so they had low uniform extensibility and the mold temperature Adjustment did not improve uniform expandability or uniformity after molding. In addition, recovery after deformation treatment was also low.
- the polyamide film of the present invention can be suitably used as a material for molding and decoration, a film for substrates, a film for semiconductor processing (particularly dicing tape), a shock absorbing material, and the like.
Abstract
La présente invention concerne un film polyamide qui présente une excellente résistance à la chaleur et une excellente flexibilité, et qui est non seulement capable d'être étiré uniformément à la fois avant et après un traitement thermique, mais également capable de maintenir l'état uniforme après l'étirement uniforme au moyen du traitement thermique et de recouvrer l'état avant l'application d'une tension au moyen d'une détente après l'application de la tension. La présente invention concerne un film polyamide qui contient un polyamide (E) qui contient une unité dérivée d'un acide dicarboxylique aliphatique (A) ayant au moins 18 atomes de carbone, une unité dérivée d'une diamine aliphatique (B) ayant au moins 18 atomes de carbone, une unité dérivée d'un acide dicarboxylique aromatique (C) ayant un maximum de 12 atomes de carbone, et une unité dérivée d'une diamine aliphatique (D) ayant un maximum de 12 atomes de carbone, et qui a un point de fusion minimal de 240°C, un rapport de récupération d'allongement minimal de 30% dans un test d'hystérésis, un module de traction maximal de 1,500 MPa, une résistance à l'allongement maximale de 10% de 70 MPa et une enthalpie de fusion cristalline minimale de 15 J/g.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023577252A JP7445356B2 (ja) | 2022-03-10 | 2023-03-02 | ポリアミドフィルムおよびその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-037438 | 2022-03-10 | ||
| JP2022037438 | 2022-03-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023171521A1 true WO2023171521A1 (fr) | 2023-09-14 |
Family
ID=87935312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/007760 WO2023171521A1 (fr) | 2022-03-10 | 2023-03-02 | Film polyamide et son procédé de production |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7445356B2 (fr) |
| TW (1) | TW202346417A (fr) |
| WO (1) | WO2023171521A1 (fr) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6274641A (ja) * | 1985-09-30 | 1987-04-06 | 東レ株式会社 | ポリアミドエラストマ含有積層構造体 |
| JPH0253823A (ja) * | 1988-08-17 | 1990-02-22 | Mitsubishi Kasei Corp | ブロックコポリアミドの製造法 |
| JPH02265925A (ja) * | 1989-02-27 | 1990-10-30 | Texaco Dev Corp | 弾性を有するポリアミド |
| JPH06511281A (ja) * | 1992-01-08 | 1994-12-15 | アライド−シグナル・インコーポレーテッド | ドデカンテレフタルアミド重合体の製造 |
| JP2008274288A (ja) * | 2007-05-03 | 2008-11-13 | Ems-Patent Ag | 半芳香族ポリアミド成形組成物及びその使用 |
| CN102532530A (zh) * | 2012-01-05 | 2012-07-04 | 南京工业大学 | 一种二聚酸型共聚尼龙的制备方法 |
| WO2016001949A1 (fr) * | 2014-07-02 | 2016-01-07 | 東洋インキScホールディングス株式会社 | Composition de résine thermo-durcissable, polyamide, feuille adhésive, article durci, et carte de circuits imprimés |
| WO2020085360A1 (fr) * | 2018-10-25 | 2020-04-30 | ユニチカ株式会社 | Polyamide souple |
| JP2020131577A (ja) * | 2019-02-21 | 2020-08-31 | ユニチカ株式会社 | 積層フィルムおよびその製造方法 |
| WO2021106541A1 (fr) * | 2019-11-27 | 2021-06-03 | ユニチカ株式会社 | Film de polyamide souple |
| JP2021154650A (ja) * | 2020-03-27 | 2021-10-07 | 三井化学株式会社 | 金属/樹脂複合構造体、金属/樹脂複合構造体の製造方法およびエンジンマウント部材 |
| US20220049054A1 (en) * | 2020-08-13 | 2022-02-17 | Ascend Performance Materials Operations Llc | Aliphatic and semi-aromatic polyamides with dimer acids and dimer amines |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103370358B (zh) | 2011-02-15 | 2015-04-22 | 帝斯曼知识产权资产管理有限公司 | 包含1,4-丁二胺单体单元的聚酰胺 |
| JP2012234849A (ja) | 2011-04-28 | 2012-11-29 | Unitika Ltd | フレキシブルプリント配線板用の銅張積層板およびフレキシブルプリント配線板 |
| CN106795280A (zh) | 2014-10-03 | 2017-05-31 | 帝斯曼知识产权资产管理有限公司 | 具有交替重复单元的共聚酰胺 |
| JP7143317B2 (ja) | 2017-03-20 | 2022-09-28 | ビーエーエスエフ ソシエタス・ヨーロピア | 金属及びポリアミド組成物を含有する積層体 |
-
2023
- 2023-03-02 JP JP2023577252A patent/JP7445356B2/ja active Active
- 2023-03-02 TW TW112107464A patent/TW202346417A/zh unknown
- 2023-03-02 WO PCT/JP2023/007760 patent/WO2023171521A1/fr active Application Filing
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6274641A (ja) * | 1985-09-30 | 1987-04-06 | 東レ株式会社 | ポリアミドエラストマ含有積層構造体 |
| JPH0253823A (ja) * | 1988-08-17 | 1990-02-22 | Mitsubishi Kasei Corp | ブロックコポリアミドの製造法 |
| JPH02265925A (ja) * | 1989-02-27 | 1990-10-30 | Texaco Dev Corp | 弾性を有するポリアミド |
| JPH06511281A (ja) * | 1992-01-08 | 1994-12-15 | アライド−シグナル・インコーポレーテッド | ドデカンテレフタルアミド重合体の製造 |
| JP2008274288A (ja) * | 2007-05-03 | 2008-11-13 | Ems-Patent Ag | 半芳香族ポリアミド成形組成物及びその使用 |
| CN102532530A (zh) * | 2012-01-05 | 2012-07-04 | 南京工业大学 | 一种二聚酸型共聚尼龙的制备方法 |
| WO2016001949A1 (fr) * | 2014-07-02 | 2016-01-07 | 東洋インキScホールディングス株式会社 | Composition de résine thermo-durcissable, polyamide, feuille adhésive, article durci, et carte de circuits imprimés |
| WO2020085360A1 (fr) * | 2018-10-25 | 2020-04-30 | ユニチカ株式会社 | Polyamide souple |
| JP2020131577A (ja) * | 2019-02-21 | 2020-08-31 | ユニチカ株式会社 | 積層フィルムおよびその製造方法 |
| WO2021106541A1 (fr) * | 2019-11-27 | 2021-06-03 | ユニチカ株式会社 | Film de polyamide souple |
| JP2021154650A (ja) * | 2020-03-27 | 2021-10-07 | 三井化学株式会社 | 金属/樹脂複合構造体、金属/樹脂複合構造体の製造方法およびエンジンマウント部材 |
| US20220049054A1 (en) * | 2020-08-13 | 2022-02-17 | Ascend Performance Materials Operations Llc | Aliphatic and semi-aromatic polyamides with dimer acids and dimer amines |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023171521A1 (fr) | 2023-09-14 |
| TW202346417A (zh) | 2023-12-01 |
| JP7445356B2 (ja) | 2024-03-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101867495B1 (ko) | 반방향족 폴리아미드 필름 | |
| JP6889966B1 (ja) | 柔軟性ポリアミドフィルム | |
| JP7398288B2 (ja) | 押出成形用組成物、そのフィルム、及び、フィルムの製造方法 | |
| EP3162838A1 (fr) | Solution de poly(acide amique) résistant à la chaleur élevée et film de polyimide | |
| KR102423342B1 (ko) | 반방향족 폴리아미드 필름 및 그 제조 방법 | |
| JP2020180297A (ja) | 半芳香族ポリアミドフィルム | |
| JP6358837B2 (ja) | 半芳香族ポリアミドフィルム | |
| JP2017039847A (ja) | 半芳香族ポリアミドフィルム | |
| JPWO2019031428A1 (ja) | 半芳香族ポリアミドフィルムおよびその製造方法 | |
| KR102194519B1 (ko) | 폴리아마이드 필름 및 제조 방법 | |
| JP7445356B2 (ja) | ポリアミドフィルムおよびその製造方法 | |
| JP7051181B1 (ja) | ポリアミドおよびそれからなる成形体およびフィルムならびに該ポリアミドの製造方法 | |
| JP7274246B1 (ja) | ポリアミドフィルム積層体 | |
| JP7252602B2 (ja) | 半芳香族ポリアミドフィルム | |
| JP2024009620A (ja) | 延伸ポリアミドフィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23766697 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023577252 Country of ref document: JP |