WO2023171521A1 - Polyamide film and method for producing same - Google Patents
Polyamide film and method for producing same Download PDFInfo
- Publication number
- WO2023171521A1 WO2023171521A1 PCT/JP2023/007760 JP2023007760W WO2023171521A1 WO 2023171521 A1 WO2023171521 A1 WO 2023171521A1 JP 2023007760 W JP2023007760 W JP 2023007760W WO 2023171521 A1 WO2023171521 A1 WO 2023171521A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyamide
- carbon atoms
- film
- polyamide film
- dicarboxylic acid
- Prior art date
Links
- 239000004952 Polyamide Substances 0.000 title claims abstract description 520
- 229920002647 polyamide Polymers 0.000 title claims abstract description 520
- 238000004519 manufacturing process Methods 0.000 title claims description 38
- 125000004432 carbon atom Chemical group C* 0.000 claims abstract description 123
- 238000002844 melting Methods 0.000 claims abstract description 70
- 230000008018 melting Effects 0.000 claims abstract description 70
- -1 aliphatic diamine Chemical class 0.000 claims abstract description 67
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 claims abstract description 62
- 238000011084 recovery Methods 0.000 claims abstract description 41
- 125000001931 aliphatic group Chemical group 0.000 claims abstract description 29
- 239000013078 crystal Substances 0.000 claims abstract description 28
- 125000003118 aryl group Chemical group 0.000 claims abstract description 26
- 238000012360 testing method Methods 0.000 claims abstract description 8
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 claims description 58
- 239000000178 monomer Substances 0.000 claims description 44
- 239000000539 dimer Substances 0.000 claims description 40
- 238000000465 moulding Methods 0.000 claims description 27
- 150000004985 diamines Chemical class 0.000 claims description 26
- YQLZOAVZWJBZSY-UHFFFAOYSA-N decane-1,10-diamine Chemical compound NCCCCCCCCCCN YQLZOAVZWJBZSY-UHFFFAOYSA-N 0.000 claims description 22
- 229910052751 metal Inorganic materials 0.000 claims description 22
- 239000002184 metal Substances 0.000 claims description 22
- 239000002253 acid Substances 0.000 claims description 20
- 229920005989 resin Polymers 0.000 claims description 10
- 239000011347 resin Substances 0.000 claims description 10
- 239000000758 substrate Substances 0.000 claims description 7
- 229910010272 inorganic material Inorganic materials 0.000 claims description 6
- 239000011147 inorganic material Substances 0.000 claims description 5
- 238000010438 heat treatment Methods 0.000 abstract description 73
- 238000000034 method Methods 0.000 description 94
- 238000006116 polymerization reaction Methods 0.000 description 76
- 229920000642 polymer Polymers 0.000 description 40
- 239000012760 heat stabilizer Substances 0.000 description 36
- 229920001971 elastomer Polymers 0.000 description 32
- 239000007795 chemical reaction product Substances 0.000 description 28
- 239000008188 pellet Substances 0.000 description 28
- 238000011156 evaluation Methods 0.000 description 27
- 239000010410 layer Substances 0.000 description 22
- 239000000203 mixture Substances 0.000 description 21
- 239000011342 resin composition Substances 0.000 description 21
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 20
- 230000004927 fusion Effects 0.000 description 17
- 230000008569 process Effects 0.000 description 17
- 238000003756 stirring Methods 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 15
- 230000007423 decrease Effects 0.000 description 13
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 12
- 230000007246 mechanism Effects 0.000 description 12
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 11
- 238000005530 etching Methods 0.000 description 10
- 238000004898 kneading Methods 0.000 description 10
- 238000002156 mixing Methods 0.000 description 10
- 229910052757 nitrogen Inorganic materials 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- CGRTZESQZZGAAU-UHFFFAOYSA-N [2-[3-[1-[3-(3-tert-butyl-4-hydroxy-5-methylphenyl)propanoyloxy]-2-methylpropan-2-yl]-2,4,8,10-tetraoxaspiro[5.5]undecan-9-yl]-2-methylpropyl] 3-(3-tert-butyl-4-hydroxy-5-methylphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C)=CC(CCC(=O)OCC(C)(C)C2OCC3(CO2)COC(OC3)C(C)(C)COC(=O)CCC=2C=C(C(O)=C(C)C=2)C(C)(C)C)=C1 CGRTZESQZZGAAU-UHFFFAOYSA-N 0.000 description 9
- 239000011889 copper foil Substances 0.000 description 8
- 230000006866 deterioration Effects 0.000 description 8
- 229920000728 polyester Polymers 0.000 description 8
- 229920000570 polyether Polymers 0.000 description 8
- 239000004065 semiconductor Substances 0.000 description 8
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 7
- 239000004721 Polyphenylene oxide Substances 0.000 description 7
- 239000000654 additive Substances 0.000 description 7
- 229910052799 carbon Inorganic materials 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 239000002245 particle Substances 0.000 description 7
- 229910052698 phosphorus Inorganic materials 0.000 description 7
- 239000011574 phosphorus Substances 0.000 description 7
- 230000000379 polymerizing effect Effects 0.000 description 7
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 6
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 6
- 238000006243 chemical reaction Methods 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 6
- 239000000843 powder Substances 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- OKOBUGCCXMIKDM-UHFFFAOYSA-N Irganox 1098 Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)NCCCCCCNC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 OKOBUGCCXMIKDM-UHFFFAOYSA-N 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000009998 heat setting Methods 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- KOUDKOMXLMXFKX-UHFFFAOYSA-N sodium oxido(oxo)phosphanium hydrate Chemical compound O.[Na+].[O-][PH+]=O KOUDKOMXLMXFKX-UHFFFAOYSA-N 0.000 description 5
- 239000007790 solid phase Substances 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 4
- 239000005977 Ethylene Substances 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- STLLXWLDRUVCHL-UHFFFAOYSA-N [2-[1-[2-hydroxy-3,5-bis(2-methylbutan-2-yl)phenyl]ethyl]-4,6-bis(2-methylbutan-2-yl)phenyl] prop-2-enoate Chemical compound CCC(C)(C)C1=CC(C(C)(C)CC)=CC(C(C)C=2C(=C(C=C(C=2)C(C)(C)CC)C(C)(C)CC)OC(=O)C=C)=C1O STLLXWLDRUVCHL-UHFFFAOYSA-N 0.000 description 4
- 230000001588 bifunctional effect Effects 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000001914 filtration Methods 0.000 description 4
- 239000003063 flame retardant Substances 0.000 description 4
- WQYVRQLZKVEZGA-UHFFFAOYSA-N hypochlorite Chemical compound Cl[O-] WQYVRQLZKVEZGA-UHFFFAOYSA-N 0.000 description 4
- 229920000412 polyarylene Polymers 0.000 description 4
- 229920000098 polyolefin Polymers 0.000 description 4
- 150000003839 salts Chemical class 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 238000009864 tensile test Methods 0.000 description 4
- 235000012431 wafers Nutrition 0.000 description 4
- JKIJEFPNVSHHEI-UHFFFAOYSA-N Phenol, 2,4-bis(1,1-dimethylethyl)-, phosphite (3:1) Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP(OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C JKIJEFPNVSHHEI-UHFFFAOYSA-N 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 3
- 125000003277 amino group Chemical group 0.000 description 3
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 3
- 239000003054 catalyst Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000000354 decomposition reaction Methods 0.000 description 3
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 3
- 239000000314 lubricant Substances 0.000 description 3
- 229920002223 polystyrene Polymers 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 238000005979 thermal decomposition reaction Methods 0.000 description 3
- XYXJKPCGSGVSBO-UHFFFAOYSA-N 1,3,5-tris[(4-tert-butyl-3-hydroxy-2,6-dimethylphenyl)methyl]-1,3,5-triazinane-2,4,6-trione Chemical compound CC1=CC(C(C)(C)C)=C(O)C(C)=C1CN1C(=O)N(CC=2C(=C(O)C(=CC=2C)C(C)(C)C)C)C(=O)N(CC=2C(=C(O)C(=CC=2C)C(C)(C)C)C)C1=O XYXJKPCGSGVSBO-UHFFFAOYSA-N 0.000 description 2
- OYNOCRWQLLIRON-UHFFFAOYSA-N 1-n,3-n-bis(2,2,6,6-tetramethylpiperidin-4-yl)benzene-1,3-dicarboxamide Chemical compound C1C(C)(C)NC(C)(C)CC1NC(=O)C1=CC=CC(C(=O)NC2CC(C)(C)NC(C)(C)C2)=C1 OYNOCRWQLLIRON-UHFFFAOYSA-N 0.000 description 2
- 108010056567 AM 19 Proteins 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- PAYRUJLWNCNPSJ-UHFFFAOYSA-N Aniline Chemical compound NC1=CC=CC=C1 PAYRUJLWNCNPSJ-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 2
- 239000004962 Polyamide-imide Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- HEDRZPFGACZZDS-MICDWDOJSA-N Trichloro(2H)methane Chemical compound [2H]C(Cl)(Cl)Cl HEDRZPFGACZZDS-MICDWDOJSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 2
- BEIOEBMXPVYLRY-UHFFFAOYSA-N [4-[4-bis(2,4-ditert-butylphenoxy)phosphanylphenyl]phenyl]-bis(2,4-ditert-butylphenoxy)phosphane Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP(C=1C=CC(=CC=1)C=1C=CC(=CC=1)P(OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C BEIOEBMXPVYLRY-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 150000001412 amines Chemical class 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 238000012662 bulk polymerization Methods 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- PAFZNILMFXTMIY-UHFFFAOYSA-N cyclohexylamine Chemical compound NC1CCCCC1 PAFZNILMFXTMIY-UHFFFAOYSA-N 0.000 description 2
- 238000005034 decoration Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- PWWSSIYVTQUJQQ-UHFFFAOYSA-N distearyl thiodipropionate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)CCSCCC(=O)OCCCCCCCCCCCCCCCCCC PWWSSIYVTQUJQQ-UHFFFAOYSA-N 0.000 description 2
- QFTYSVGGYOXFRQ-UHFFFAOYSA-N dodecane-1,12-diamine Chemical compound NCCCCCCCCCCCCN QFTYSVGGYOXFRQ-UHFFFAOYSA-N 0.000 description 2
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 2
- QHZOMAXECYYXGP-UHFFFAOYSA-N ethene;prop-2-enoic acid Chemical compound C=C.OC(=O)C=C QHZOMAXECYYXGP-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 150000004665 fatty acids Chemical class 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 229920002313 fluoropolymer Polymers 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- 238000005984 hydrogenation reaction Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 239000004615 ingredient Substances 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 229920000554 ionomer Polymers 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- SXJVFQLYZSNZBT-UHFFFAOYSA-N nonane-1,9-diamine Chemical compound NCCCCCCCCCN SXJVFQLYZSNZBT-UHFFFAOYSA-N 0.000 description 2
- SSDSCDGVMJFTEQ-UHFFFAOYSA-N octadecyl 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)CCC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 SSDSCDGVMJFTEQ-UHFFFAOYSA-N 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920002312 polyamide-imide Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 229920001451 polypropylene glycol Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000011241 protective layer Substances 0.000 description 2
- 239000012744 reinforcing agent Substances 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 239000011359 shock absorbing material Substances 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- BBMHARZCALWXSL-UHFFFAOYSA-M sodium dihydrogenphosphate monohydrate Chemical compound O.[Na+].OP(O)([O-])=O BBMHARZCALWXSL-UHFFFAOYSA-M 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- 239000004711 α-olefin Substances 0.000 description 2
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 1
- PWGJDPKCLMLPJW-UHFFFAOYSA-N 1,8-diaminooctane Chemical compound NCCCCCCCCN PWGJDPKCLMLPJW-UHFFFAOYSA-N 0.000 description 1
- 238000005160 1H NMR spectroscopy Methods 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- YAGPRJYCDKGWJR-UHFFFAOYSA-N 2-(2,4,8,10-tetratert-butylbenzo[d][1,3,2]benzodioxaphosphepin-6-yl)oxy-n,n-bis[2-(2,4,8,10-tetratert-butylbenzo[d][1,3,2]benzodioxaphosphepin-6-yl)oxyethyl]ethanamine Chemical compound O1C2=C(C(C)(C)C)C=C(C(C)(C)C)C=C2C2=CC(C(C)(C)C)=CC(C(C)(C)C)=C2OP1OCCN(CCOP1OC2=C(C=C(C=C2C=2C=C(C=C(C=2O1)C(C)(C)C)C(C)(C)C)C(C)(C)C)C(C)(C)C)CCOP(OC1=C(C=C(C=C11)C(C)(C)C)C(C)(C)C)OC2=C1C=C(C(C)(C)C)C=C2C(C)(C)C YAGPRJYCDKGWJR-UHFFFAOYSA-N 0.000 description 1
- FBVYJGUWIUOVAY-UHFFFAOYSA-N 2-(2,4,8,10-tetratert-butylbenzo[d][1,3,2]benzodioxaphosphepin-6-yl)oxyethanamine Chemical compound O1P(OCCN)OC2=C(C(C)(C)C)C=C(C(C)(C)C)C=C2C2=CC(C(C)(C)C)=CC(C(C)(C)C)=C21 FBVYJGUWIUOVAY-UHFFFAOYSA-N 0.000 description 1
- BTBJCTWMARHHQD-UHFFFAOYSA-N 2-heptadecylpropanedioic acid Chemical compound CCCCCCCCCCCCCCCCCC(C(O)=O)C(O)=O BTBJCTWMARHHQD-UHFFFAOYSA-N 0.000 description 1
- MSXXDBCLAKQJQT-UHFFFAOYSA-N 2-tert-butyl-6-methyl-4-[3-(2,4,8,10-tetratert-butylbenzo[d][1,3,2]benzodioxaphosphepin-6-yl)oxypropyl]phenol Chemical compound CC(C)(C)C1=C(O)C(C)=CC(CCCOP2OC3=C(C=C(C=C3C=3C=C(C=C(C=3O2)C(C)(C)C)C(C)(C)C)C(C)(C)C)C(C)(C)C)=C1 MSXXDBCLAKQJQT-UHFFFAOYSA-N 0.000 description 1
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 1
- KWSLGOVYXMQPPX-UHFFFAOYSA-N 5-[3-(trifluoromethyl)phenyl]-2h-tetrazole Chemical compound FC(F)(F)C1=CC=CC(C2=NNN=N2)=C1 KWSLGOVYXMQPPX-UHFFFAOYSA-N 0.000 description 1
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- 239000002656 Distearyl thiodipropionate Substances 0.000 description 1
- 229910002601 GaN Inorganic materials 0.000 description 1
- JMASRVWKEDWRBT-UHFFFAOYSA-N Gallium nitride Chemical compound [Ga]#N JMASRVWKEDWRBT-UHFFFAOYSA-N 0.000 description 1
- 239000005639 Lauric acid Substances 0.000 description 1
- OYHQOLUKZRVURQ-HZJYTTRNSA-N Linoleic acid Chemical compound CCCCC\C=C/C\C=C/CCCCCCCC(O)=O OYHQOLUKZRVURQ-HZJYTTRNSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 238000005481 NMR spectroscopy Methods 0.000 description 1
- REYJJPSVUYRZGE-UHFFFAOYSA-N Octadecylamine Chemical compound CCCCCCCCCCCCCCCCCCN REYJJPSVUYRZGE-UHFFFAOYSA-N 0.000 description 1
- 239000005642 Oleic acid Substances 0.000 description 1
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 1
- FRCLQKLLFQYUJJ-UHFFFAOYSA-N P(O)(O)O.P(O)(O)O.C(C)(C)(C)C1=C(C(=CC(=C1)C)C(C)(C)C)C(O)(C(CO)(CO)CO)C1=C(C=C(C=C1C(C)(C)C)C)C(C)(C)C Chemical compound P(O)(O)O.P(O)(O)O.C(C)(C)(C)C1=C(C(=CC(=C1)C)C(C)(C)C)C(O)(C(CO)(CO)CO)C1=C(C=C(C=C1C(C)(C)C)C)C(C)(C)C FRCLQKLLFQYUJJ-UHFFFAOYSA-N 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 239000007983 Tris buffer Substances 0.000 description 1
- IORUEKDKNHHQAL-UHFFFAOYSA-N [2-tert-butyl-6-[(3-tert-butyl-2-hydroxy-5-methylphenyl)methyl]-4-methylphenyl] prop-2-enoate Chemical compound CC(C)(C)C1=CC(C)=CC(CC=2C(=C(C=C(C)C=2)C(C)(C)C)OC(=O)C=C)=C1O IORUEKDKNHHQAL-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 238000010306 acid treatment Methods 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 238000007259 addition reaction Methods 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 1
- 229910002113 barium titanate Inorganic materials 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 125000003354 benzotriazolyl group Chemical class N1N=NC2=C1C=CC=C2* 0.000 description 1
- ZEFSGHVBJCEKAZ-UHFFFAOYSA-N bis(2,4-ditert-butyl-6-methylphenyl) ethyl phosphite Chemical compound CC=1C=C(C(C)(C)C)C=C(C(C)(C)C)C=1OP(OCC)OC1=C(C)C=C(C(C)(C)C)C=C1C(C)(C)C ZEFSGHVBJCEKAZ-UHFFFAOYSA-N 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- QVYARBLCAHCSFJ-UHFFFAOYSA-N butane-1,1-diamine Chemical compound CCCC(N)N QVYARBLCAHCSFJ-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- VNWKTOKETHGBQD-YPZZEJLDSA-N carbane Chemical compound [10CH4] VNWKTOKETHGBQD-YPZZEJLDSA-N 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 229940088516 cipro Drugs 0.000 description 1
- MYSWGUAQZAJSOK-UHFFFAOYSA-N ciprofloxacin Chemical compound C12=CC(N3CCNCC3)=C(F)C=C2C(=O)C(C(=O)O)=CN1C1CC1 MYSWGUAQZAJSOK-UHFFFAOYSA-N 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- GPWDPLKISXZVIE-UHFFFAOYSA-N cyclo[18]carbon Chemical compound C1#CC#CC#CC#CC#CC#CC#CC#CC#C1 GPWDPLKISXZVIE-UHFFFAOYSA-N 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 235000019305 distearyl thiodipropionate Nutrition 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 235000012438 extruded product Nutrition 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 150000002484 inorganic compounds Chemical class 0.000 description 1
- 239000010954 inorganic particle Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 235000020778 linoleic acid Nutrition 0.000 description 1
- OYHQOLUKZRVURQ-IXWMQOLASA-N linoleic acid Natural products CCCCC\C=C/C\C=C\CCCCCCCC(O)=O OYHQOLUKZRVURQ-IXWMQOLASA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 150000002763 monocarboxylic acids Chemical class 0.000 description 1
- DIOQZVSQGTUSAI-UHFFFAOYSA-N n-butylhexane Natural products CCCCCCCCCC DIOQZVSQGTUSAI-UHFFFAOYSA-N 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 150000002843 nonmetals Chemical class 0.000 description 1
- YNVQYOQLKGNUBZ-UHFFFAOYSA-N octadecane-1,1-diamine Chemical compound CCCCCCCCCCCCCCCCCC(N)N YNVQYOQLKGNUBZ-UHFFFAOYSA-N 0.000 description 1
- BNJOQKFENDDGSC-UHFFFAOYSA-N octadecanedioic acid Chemical compound OC(=O)CCCCCCCCCCCCCCCCC(O)=O BNJOQKFENDDGSC-UHFFFAOYSA-N 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- IOQPZZOEVPZRBK-UHFFFAOYSA-N octan-1-amine Chemical compound CCCCCCCCN IOQPZZOEVPZRBK-UHFFFAOYSA-N 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- NFHFRUOZVGFOOS-UHFFFAOYSA-N palladium;triphenylphosphane Chemical compound [Pd].C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 NFHFRUOZVGFOOS-UHFFFAOYSA-N 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- ACVYVLVWPXVTIT-UHFFFAOYSA-N phosphinic acid Chemical compound O[PH2]=O ACVYVLVWPXVTIT-UHFFFAOYSA-N 0.000 description 1
- OJMIONKXNSYLSR-UHFFFAOYSA-N phosphorous acid Chemical compound OP(O)O OJMIONKXNSYLSR-UHFFFAOYSA-N 0.000 description 1
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920001692 polycarbonate urethane Polymers 0.000 description 1
- 229920000921 polyethylene adipate Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 125000002572 propoxy group Chemical group [*]OC([H])([H])C(C([H])([H])[H])([H])[H] 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229910052594 sapphire Inorganic materials 0.000 description 1
- 239000010980 sapphire Substances 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000005368 silicate glass Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 229910001379 sodium hypophosphite Inorganic materials 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- ISIJQEHRDSCQIU-UHFFFAOYSA-N tert-butyl 2,7-diazaspiro[4.5]decane-7-carboxylate Chemical compound C1N(C(=O)OC(C)(C)C)CCCC11CNCC1 ISIJQEHRDSCQIU-UHFFFAOYSA-N 0.000 description 1
- 239000003017 thermal stabilizer Substances 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- DTQVDTLACAAQTR-DYCDLGHISA-N trifluoroacetic acid-d1 Chemical compound [2H]OC(=O)C(F)(F)F DTQVDTLACAAQTR-DYCDLGHISA-N 0.000 description 1
- 235000021122 unsaturated fatty acids Nutrition 0.000 description 1
- 150000004670 unsaturated fatty acids Chemical class 0.000 description 1
- 229920006163 vinyl copolymer Polymers 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
- C08G69/02—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids
- C08G69/26—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids derived from polyamines and polycarboxylic acids
- C08G69/34—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids derived from polyamines and polycarboxylic acids using polymerised unsaturated fatty acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
Definitions
- the present invention relates to a polyamide film and a method for producing the same.
- Highly flexible films that can be stretched under low loads at room temperature can be used in a wide range of applications, including base materials for adhesive tapes, transfer base materials for decoration or molding, cushioning materials for pressing, and manufacturing process applications for circuits and semiconductors. It is utilized in the field (Patent Document 1).
- a dicing film is used in the process of dividing a semiconductor wafer into chips (dicing), and is often also used in the next expanding process.
- the dicing film is required to have the property of expanding evenly (Patent Document 2). If the film cannot be expanded evenly, there is a problem in that chips are divided incorrectly and the yield is reduced.
- the dicing film In the expanding process, the dicing film is stretched radially, and is heated to remove slack. For this reason, even if the slack is removed by heat treatment, it is necessary to maintain equal intervals between the divided chips. Therefore, the dicing film is also required to have uniformity after heat treatment. If the film does not have uniformity after heat treatment, there is a problem that the distance between the divided chips cannot be maintained. If the chip spacing cannot be maintained, it may cause pick-up failure in subsequent processes.
- easy-to-form films such as release films are stretched along the surface of a mold, etc., and are in close contact with the surface, so the film has flexibility, can be stretched evenly, and has the ability to follow deformation to the mold. is required.
- the film when used as a release film, it must withstand molding temperatures. From the viewpoint of surface protection after molding, it is preferable that the film has restorability.
- Patent Document 4 discloses a film made of polyamide made of terephthalic acid, 1,10-decanediamine, dimer acid, and dimer diamine.
- the film of Patent Document 4 had at least one of the following problems: ⁇ Unable to expand uniformly at least before and after heat treatment; ⁇ Even if it could be expanded evenly, the uniform state could not be maintained due to heat treatment; ⁇ It was not possible to fully restore the state before tension was applied by releasing the tension after applying it.
- the present invention aims to solve the above-mentioned problems, and is capable of not only expanding uniformly both before and after heat treatment, but also maintaining the uniform state even after heat treatment after uniform expansion, as well as being able to maintain the uniform state even after applying tension.
- An object of the present invention is to provide a polyamide film with excellent heat resistance and flexibility that can be restored to its pre-applying state even when released.
- the gist of the invention is as follows. ⁇ 1> A unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms, a unit consisting of an aliphatic diamine (B) having 18 or more carbon atoms, and an aromatic dicarboxylic acid (C) having 12 or less carbon atoms unit and a unit consisting of an aliphatic diamine (D) having 12 or less carbon atoms, the melting point is 240°C or higher, the elongation recovery rate in the hysteresis test is 30% or higher, and the tensile modulus is 1500 MPa.
- a polyamide film having a 10% elongation strength of 70 MPa or less and a crystal melting enthalpy of 15 J/g or more ⁇ 2>
- the aliphatic dicarboxylic acid having 18 or more carbon atoms (A) is a dimer acid
- the aliphatic diamine having 18 or more carbon atoms (B) is a dimer diamine
- the aromatic dicarboxylic acid having 12 or less carbon atoms (C) is The polyamide film according to ⁇ 1>, wherein terephthalic acid and the aliphatic diamine (D) having 12 or less carbon atoms are 1,10-decanediamine.
- the total content of the unit consisting of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the unit consisting of the aliphatic diamine (B) having 18 or more carbon atoms constitutes the polyamide (E).
- the content of the unit consisting of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E)
- the content of the unit consisting of the aliphatic diamine (B) having 18 or more carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E)
- the content of the unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E)
- ⁇ 1> to ⁇ 3> wherein the content of the unit consisting of the aliphatic diamine (D) having 12 or less carbon atoms is 3 to 52% by mass based on the total monomer components constituting the polyamide (E).
- the polyamide film according to any one of the above. ⁇ 5> The polyamide film according to any one of ⁇ 1> to ⁇ 4>, wherein the crystal melting enthalpy is 25 J/g or more. ⁇ 6>
- the content of the unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms is 8 to 35% by mass based on the total monomer components constituting the polyamide (E), ⁇ 5> Polyamide film described in.
- the polyamide (E) includes a hard segment consisting of a unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms, a unit consisting of the aliphatic diamine (D) having 12 or less carbon atoms, and the ⁇ 1> to ⁇ 6> containing a block polyamide containing a soft segment consisting of a unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and a unit consisting of an aliphatic diamine (B) having 18 or more carbon atoms.
- the polyamide film according to any one of the above.
- a method for producing the polyamide film according to any one of ⁇ 1> to ⁇ 9> comprising: An aromatic dicarboxylic acid (C) having 12 or more carbon atoms and an aliphatic diamine (D) having 12 or less carbon atoms are combined with an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and an aliphatic diamine having 18 or more carbon atoms (B). ) A method for producing a polyamide film, which comprises reacting separately with polyamide (E) to obtain polyamide (E).
- ⁇ 11> The polyamide film according to any one of ⁇ 1> to ⁇ 9> and at least one layer provided on the polyamide film selected from the group consisting of a resin layer, a metal layer, and an inorganic material layer. , polyamide film laminate.
- a decorative molding film comprising the polyamide film according to any one of ⁇ 1> to ⁇ 9> or the polyamide film laminate according to ⁇ 11>.
- ⁇ 14> A flat or curved printed circuit board comprising the polyamide film according to any one of ⁇ 1> to ⁇ 9> or the polyamide film laminate according to ⁇ 11>.
- ⁇ 15> A planar or curved antenna substrate comprising the polyamide film according to any one of ⁇ 1> to ⁇ 9> or the polyamide film laminate according to ⁇ 11>.
- the polyamide film of the present invention can expand more fully and evenly both before and after heat treatment. After the polyamide film of the present invention has been uniformly expanded, the uniform state can be more fully maintained even by heat treatment, and even when tension is applied and then released, it can be more fully restored to the state before application.
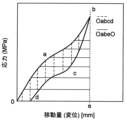
- FIG. 2 is a schematic diagram showing a hysteresis curve for explaining a method of calculating a hysteresis loss rate.
- the polyamide film of the present invention comprises a unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms (hereinafter sometimes referred to as component (A)) and an aliphatic diamine (B) having 18 or more carbon atoms (hereinafter referred to as component (A)).
- component (C) a unit consisting of an aromatic dicarboxylic acid (C) having 12 or less carbon atoms (hereinafter sometimes referred to as component (C)), and a unit consisting of an aromatic dicarboxylic acid (C) having 12 or less carbon atoms (hereinafter sometimes referred to as component (C));
- component (C) a unit consisting of an aromatic dicarboxylic acid (C) having 12 or less carbon atoms
- component (E) a polyamide containing a unit consisting of an aliphatic diamine (D) (hereinafter sometimes referred to as component (D)).
- Components (A) to (D) are contained as monomer components (or monomer residues) in the polyamide. Therefore, "a unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms” may simply be expressed as “an aliphatic dicarboxylic acid (A) monomer having 18 or more carbon atoms” or a residue thereof. "A unit consisting of an aliphatic diamine (B) having 18 or more carbon atoms” may be simply expressed as “an aliphatic diamine (B) monomer having 18 or more carbon atoms” or a residue thereof.
- a unit consisting of an aromatic dicarboxylic acid (C) having 12 or less carbon atoms may be simply expressed as “an aromatic dicarboxylic acid (C) monomer having 12 or less carbon atoms” or a residue thereof.
- a unit consisting of an aliphatic diamine (D) having 12 or less carbon atoms may be simply expressed as “an aliphatic diamine (D) monomer having 12 or less carbon atoms” or a residue thereof.
- the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms constituting the polyamide (E) used in the polyamide film of the present invention is preferably an aliphatic dicarboxylic acid consisting of hydrocarbons except for carboxyl groups, such as hexadecanedicarboxylic acid. (18 carbon atoms), octadecanedicarboxylic acid (20 carbon atoms), and dimer acid (36 carbon atoms).
- aliphatic dicarboxylic acids having 20 or more carbon atoms are preferred, and dimer acids are more preferred because of their increased flexibility.
- the dimer acid may be an addition reaction of two molecules selected from unsaturated fatty acids such as oleic acid and linoleic acid.
- the two molecules may be the same type of molecules or may be mutually different types of molecules.
- the dimer acid may be a dicarboxylic acid having an unsaturated bond, but a dicarboxylic acid in which all bonds are saturated by hydrogenation is preferred because it is less likely to be colored.
- Component (A) may be used alone or in combination of two or more of the above.
- the number of carbon atoms in component (A) is preferably 20 to 40, more preferably 30 to 40, even more preferably 34 to 40, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is 38.
- heat resistance refers to a film property that has a sufficiently high melting point. Flexibility is a property in which the elongation recovery rate of the film is sufficiently high and the tensile modulus of the film is sufficiently low. Uniform expandability refers to a film characteristic that allows it to expand more uniformly from the center to the edges both before and after heat treatment. Heat-resistant uniformity refers to a film characteristic that can sufficiently maintain a uniform state even after heat treatment after uniform expansion. Restorability refers to the property of a film that, after being expanded evenly, can be more fully restored to the state before tension is applied even after tension is applied and then released.
- the content of component (A) is preferably 3 to 45% by mass, and preferably 5 to 45% by mass, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. more preferably 10 to 45% by weight, even more preferably 10 to 40% by weight, fully preferably 13 to 40% by weight, and 16 to 33% by weight. is more fully preferred.
- the content is the content of the residues of component (A), and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E). When the polyamide contains two or more types of components (A), the total amount thereof may be within the above range.
- the aliphatic diamine (B) having 18 or more carbon atoms constituting the polyamide (E) used in the polyamide film of the present invention is preferably an aliphatic dicarboxylic acid consisting of all hydrocarbons except for the amino group.
- dimer diamine is preferred.
- dimer diamine is preferred.
- dimer diamine is preferred.
- dimer diamine is produced by reacting dimer acid with ammonia, followed by dehydration, nitrification, and reduction.
- the dimer diamine may be a diamine having an unsaturated bond, but a diamine in which all bonds are saturated by hydrogenation is preferred because it is less likely to be colored.
- Component (B) may be used alone or in combination of two or more of the above.
- the number of carbon atoms in component (B) is preferably 20 to 40, more preferably 30 to 40, still more preferably 34 to 40, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is 38.
- the content of component (B) is preferably 3 to 45% by mass, and preferably 5 to 45% by mass, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is more preferably 10 to 45% by weight, even more preferably 10 to 40% by weight, and fully preferably 20 to 34% by weight.
- the content is the content of the residues of component (B), and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E). When the polyamide contains two or more types of components (B), the total amount thereof may be within the above range.
- aromatic dicarboxylic acid (C) having 12 or less carbon atoms constituting the polyamide (E) used in the polyamide film of the present invention examples include terephthalic acid (8 carbon atoms), isophthalic acid (8 carbon atoms), orthophthalic acid ( carbon number 8).
- aromatic dicarboxylic acids having 8 or more carbon atoms are preferred, and terephthalic acid is more preferred, since heat resistance, flexibility, and rubber elasticity can be further improved.
- Component (C) may be used alone or in combination of two or more of the above.
- the number of carbon atoms in component (C) is preferably 4 to 12, more preferably 6 to 12, even more preferably 6 to 12, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is 10.
- the content of component (C) is preferably 3 to 45% by mass, and preferably 5 to 45% by mass, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is more preferably 5 to 40% by weight, even more preferably 8 to 35% by weight, and fully preferably 15 to 30% by weight.
- the content is the content of the residues of component (C), and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E). When the polyamide contains two or more types of components (C), the total amount thereof may be within the above range.
- Examples of the aliphatic diamine (D) having 12 or less carbon atoms constituting the polyamide (E) used in the polyamide film of the present invention include 1,12-dodecanediamine (12 carbon atoms), 1,10-decanediamine (carbon 10), 1,9-nonanediamine (9 carbon atoms), 1,8-octanediamine (8 carbon atoms), and 1,6-hexanediamine (6 carbon atoms).
- diamines having 6 or more carbon atoms are preferred, diamines having 8 or more carbon atoms are more preferred, and 1,10-decanediamine is even more preferred, since heat resistance, flexibility, and rubber elasticity can be further improved.
- (D) may be used alone or in combination of two or more of the above.
- the number of carbon atoms in component (D) is preferably 4 to 12, more preferably 6 to 12, even more preferably 8 to 12, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is 12.
- the content of component (D) is preferably 3 to 52% by mass, and 5 to 50% by mass from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability.
- the content is more preferably 5 to 40% by weight, even more preferably 10 to 40% by weight, and fully preferably 20 to 30% by weight.
- the content is the content of the residues of component (D), and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E). When the polyamide contains two or more types of components (D), the total amount thereof may be within the above range.
- the polyamide (E) may be a random polyamide in which the components (A) to (D) are randomly arranged and polymerized, or a hard segment and a component consisting of the components (C) and (D). It may be a block-type polyamide containing a soft segment consisting of (A) and (B), or a polyamide containing both a random-type polyamide and a block-type polyamide.
- the polyamide (E) preferably contains block-type polyamide, and preferably contains only block-type polyamide, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity. .
- block-type polyamides are preferred.
- the hard segments play the role of crosslinking points of the rubber, and the soft segments can freely expand and contract. Therefore, the polyamide (E) can have sufficiently excellent heat resistance and also sufficiently excellent flexibility (and rubber elasticity). As a result, it is thought that further improvements in heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity are achieved in films and laminates.
- Examples of combinations of components (C) and (D) include terephthalic acid and butanediamine, terephthalic acid and 1,9-nonanediamine, terephthalic acid and 1,10-decanediamine, and terephthalic acid and 1,12-dodecanediamine. Among them, terephthalic acid and 1,10-decanediamine are preferred.
- terephthalic acid and 1,10-decanediamine are preferred.
- the hard segment tends to become a highly crystalline segment, which promotes the formation of a phase-separated structure between the hard segment and the soft segment, resulting in more excellent flexibility and Demonstrates rubber elasticity.
- ⁇ Rubber'' is used in the concept of a material that is locally deformed by external force, but returns to its original shape when the force is removed.
- the total content of units consisting of aliphatic dicarboxylic acids (A) having 18 or more carbon atoms and units consisting of aliphatic diamines having 18 or more carbon atoms (B) in the polyamide (E) used in the present invention is determined by the heat resistance , from the viewpoint of further improving flexibility, uniform expandability, heat resistance uniformity, and restorability, preferably from 10 to 90% by mass, more preferably from 15 to 80% by mass, and from 20 to 80% by mass. More preferably, the amount is from 30 to 75% by weight, particularly preferably from 40 to 65% by weight.
- the total content is the total content of the residues of component (A) and the residues of component (B), and is the total content of all monomer components (or the total amount of those residues) constituting the polyamide (E). It is a percentage of
- the polyamide (E) used in the present invention preferably does not contain polyether components or polyester components that are easily decomposed during polymerization.
- polyether components include polyoxyethylene glycol, polyoxypropylene glycol, polyoxytetramethylene glycol, and polyoxyethylene/polyoxypropylene glycol.
- polyester component include polyethylene adipate, polytetramethylene adipate, and polyethylene sebacate.
- the total content of the polyether component and the polyester component is preferably 2% by mass or less, and 1% by mass or less from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is more preferable that the amount is 0.1% by mass or less, and even more preferably 0.1% by mass or less.
- the lower limit of the total content range is usually 0% by mass.
- the total content is the content of the residues of the polyether component and the polyester component, and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E).
- the polyether component and the polyester component are components that form a part of the polyamide through covalent bonds with the polyamide, and are not simply blended into the polyamide.
- the polyamide (E) used in the present invention may contain an end-capping agent in order to adjust the degree of polymerization, inhibit product decomposition, inhibit coloring, and the like.
- the terminal capping agent include monocarboxylic acids such as acetic acid, lauric acid, benzoic acid, and stearic acid, and monoamines such as octylamine, cyclohexylamine, aniline, and stearylamine.
- the terminal blocking agents one of the above may be used alone, or two or more thereof may be used in combination.
- the content of the terminal capping agent is not particularly limited, but is usually 0 to 10 mol% based on the total molar amount of dicarboxylic acid and diamine.
- the method for producing the polyamide (E) used in the present invention is not particularly limited, and includes, for example, an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms, an aliphatic diamine (B) having 18 or more carbon atoms, and an aromatic acid having 12 or less carbon atoms.
- a method in which a group dicarboxylic acid (C) and an aliphatic diamine having 12 or less carbon atoms (D) are reacted together hereinafter sometimes referred to as "bulk polymerization method"
- component (C) and component (D) are reacted together.
- the polyamide (E) used in the present invention is prepared by split polymerization from the viewpoint of further improving the heat resistance, flexibility, rubber elasticity, uniform expansibility, heat resistance uniformity, restorability, and adhesion to metal of the polyamide film of the present invention. Preferably, it is produced by a method.
- the polyamide has a more preferable enthalpy of crystal fusion, especially 25 J/g or more, and the polyamide film of the present invention has good heat resistance, flexibility, rubber elasticity, uniform extensibility, This is because heat resistance uniformity, restorability, and adhesion to metal are further improved.
- the polymerization method is not particularly limited, but examples include a method in which the polyamide is heated to a temperature below the melting point of the resulting polyamide, and polymerized by maintaining the temperature under a nitrogen stream while removing condensed water from the system.
- a polyamide polymerized by a batch polymerization method can be referred to as a "random type polyamide” from the viewpoint that all components are arranged randomly.
- the "melting point of the obtained polyamide” refers to the "melting point of the target polyamide", and may be, for example, the “melting point of the hard segment polymer” explained in the divisional polymerization method described below.
- polyamide when producing polyamide by the batch polymerization method, first, for example, a hard segment polymer is obtained by the production method described below in the divisional polymerization method. Next, the melting point of the obtained hard segment polymer is measured.
- the method for measuring the melting point is not particularly limited, and for example, the melting point can be measured using a differential scanning calorimeter. Thereafter, polyamide can be produced by subjecting the mixture containing the monomer (or prepolymer) to a polymerization reaction at a temperature below the "melting point" (especially at a temperature below the melting point).
- the melting point of the "target polyamide” (for example, the "melting point of the hard segment polymer") is
- the polymerization temperature in the batch polymerization method may be 220 to 300°C (particularly 240 to 280°C).
- the polymerization time in the batch polymerization method is not particularly limited as long as sufficient polymerization is carried out, and may be, for example, 1 to 10 hours (particularly 3 to 7 hours).
- component (C) and component (D) are reacted separately from component (A) and component (B) to perform polymerization.
- component (C) and component (D) are reacted to obtain a reaction product, and then the reaction product is further reacted with component (A) and component (B) to polymerize.
- Ingredient (A) and Ingredient (B) and A reaction product of component (C) and component (D) react and polymerize.
- component (A) and component (B) may be used in a non-reacted state or in a mutually reacted state (i.e., the form of their reaction products). ) may be used.
- the polyamide (E) used in the present invention can be prepared by reacting component (A) and component (B) in advance, and then combining the obtained reaction product of component (A) and component (B) with component (C ) and component (D) may be reacted and polymerized.
- the polyamide (E) used in the present invention is polymerized by reacting a reaction product of component (A) and component (B) with a reaction product of component (C) and component (D). It may be obtained by doing so.
- Component (A) and component (B) reacted with each other from the viewpoint of further improving the heat resistance, flexibility, rubber elasticity, uniform extensibility, heat resistance uniformity, restorability, and adhesion to metal of the polyamide film.
- they are used in the form (ie in the form of their reaction products).
- Polyamide polymerized by the split polymerization method is different from polyamide polymerized by the batch polymerization method, and is a polyamide composed of a hard segment consisting of components (C) and (D) and a soft segment consisting of components (A) and (B). obtained as. Therefore, polyamide polymerized by bulk polymerization is called “random polyamide,” whereas polyamide polymerized by split polymerization is called “block polyamide” from the viewpoint of containing hard segments and soft segments. I can do it.
- the monomer ratio [(C)/(D)] of aromatic dicarboxylic acid (C) having 12 or less carbon atoms and aliphatic diamine (D) having 12 or less carbon atoms to be used can be adjusted.
- the chain length of the resulting reaction product can be controlled, and as a result, the flexibility and rubber elasticity of the resulting polyamide can be controlled.
- the molar ratio [(C)/(D)] is preferably from 45/55 to 60/40, and preferably from 45/55 to 55/45, since flexibility and rubber elasticity are more sufficiently improved. is more preferable.
- a method for producing a reaction product containing an aromatic dicarboxylic acid (C) having 12 or less carbon atoms and an aliphatic diamine (D) having 12 or less carbon atoms (hereinafter simply referred to as "method for producing a reaction product X") '') is not particularly limited, but for example, the component (C) may be heated to a temperature above the melting point of the component (D) and below the melting point of the component (C) to maintain the powder state of the component (C).
- An example is a method of adding (D).
- the heating temperature may be 100 to 240°C (particularly 140 to 200°C).
- the addition of component (D) is preferably carried out continuously, for example over a period of 1 to 10 hours (especially 1 to 5 hours).
- the reaction product of component (C) and component (D) may have the form of a salt of component (C) and component (D), or a condensate (or oligomer or prepolymer) thereof. or a combination thereof.
- the method of reacting the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms with the aliphatic diamine (B) having 18 or more carbon atoms is not particularly limited, but For example, a method of reacting at a temperature of 80 to 150°C (particularly 100 to 150°C) for 0.5 to 3 hours can be mentioned.
- reaction product of component (A) and component (B) may also be in the form of a salt, similar to the reaction product of component (C) and component (D), or may be in the form of a salt, or may be formed by condensation thereof. It may have the form of a substance (or oligomer or prepolymer), or it may have a composite form of these.
- the polymerization method is not particularly limited; Examples include a method of polymerizing at a temperature below Specifically, it is heated to a temperature below the melting point of the hard segment polymer (for example, a polyamide composed only of components (C) and (D) that constitute the hard segment), and is heated under a nitrogen stream while removing condensed water from the system. , polymerization occurs by maintaining the temperature. By polymerizing in this manner, the hard segments can be polymerized without melting, and only the soft segments are molten.
- the method of polymerizing at a temperature below the melting point of the hard segment polymer is particularly effective in the polymerization of polyamides having a high melting point of 280° C. or higher, which tend to be decomposed due to high polymerization temperatures.
- Melting point of hard segment polymer refers to the melting point of a polyamide obtained by sufficiently polymerizing only components (C) and (D) constituting the hard segment as monomer components.
- the "melting point of a hard segment polymer” may be the melting point of a polyamide obtained by sufficiently polymerizing only components (C) and (D) as monomer components, for example, by the method described in International Publication No. 2013/042541 pamphlet. good.
- the "melting point of the hard segment polymer” is obtained by a method comprising step (i) of obtaining a reaction product from components (C) and (D) and step (ii) of polymerizing the obtained reaction product. This is the melting point of polyamide (hard segment polymer).
- step (i) components (C) and (D) are heated to a temperature above the melting point of component (D) and below the melting point of component (C), and component (C)
- the reaction product can be obtained by adding component (D) so as to maintain the powder state.
- step (i) for example, when using terephthalic acid and 1,10-decanediamine as components (C) and (D), the heating temperature is 100 to 240°C (preferably 140 to 200°C, particularly 170°C). It may be.
- the addition of component (D) is preferably carried out continuously, for example over a period of 1 to 10 hours (preferably 1 to 5 hours, particularly 2.5 hours).
- step (ii) the reaction product in the solid phase obtained in step (i) is sufficiently heated to maintain the solid phase to undergo polymerization (i.e., solidification). phase polymerization).
- the heating temperature i.e., polymerization temperature
- the heating time ie, polymerization time
- Steps (i) and (ii) are preferably carried out in a stream of nitrogen inert gas or the like.
- the "melting point of the hard segment polymer" is usually 315°C.
- the following method can be adopted. First, using only the components (C) and (D) constituting the polyamide, sufficient polymerization is carried out in the steps (i) and (ii) described above to obtain a polyamide (ie, hard segment polymer). Next, the melting point of the obtained polyamide is measured. The method for measuring the melting point is the same as in the batch polymerization method. Thereafter, component (C) and component (D) are reacted to obtain a reaction product according to the reaction product manufacturing method By further reacting and polymerizing component (A) and component (B), polyamide can be produced.
- a polyamide ie, hard segment polymer
- the polymerization temperature in the split polymerization method is 220 to 300°C (preferably 240 to 280°C, especially 260°C). °C).
- the polymerization time in the split polymerization method is not particularly limited as long as sufficient polymerization is carried out, and may be, for example, 1 to 10 hours (preferably 3 to 7 hours, particularly 5 hours).
- a catalyst may be used as necessary.
- the catalyst include phosphoric acid, phosphorous acid, hypophosphorous acid, or salts thereof.
- the content of the catalyst is not particularly limited, but is usually 0 to 2% by mole based on the total mole amount of dicarboxylic acid and diamine.
- an organic solvent or water may be added as necessary.
- polymerization may be carried out in a closed system or at normal pressure.
- the pressure may increase due to volatilization of monomers, generation of condensed water, etc., so it is preferable to control the pressure appropriately.
- the monomer used has a high boiling point and does not flow out of the system even without pressurization, polymerization can be carried out at normal pressure.
- polymerization can be carried out at normal pressure.
- polyamide (E) used in the present invention in order to prevent oxidative deterioration, it is preferable to carry out the polymerization under a nitrogen atmosphere or under vacuum.
- the polymerized polyamide may be extruded into strands and made into pellets, or may be hot-cut or underwater-cut to make pellets.
- solid phase polymerization may be performed after polymerization to further increase the molecular weight.
- Solid phase polymerization is particularly effective when the viscosity during polymerization is high and operation becomes difficult.
- the solid phase polymerization is preferably carried out by heating at a temperature below the melting point of the resin composition for 30 minutes or more, more preferably for 1 hour or more, under an inert gas flow or under reduced pressure.
- the melting point of the resin composition may be the same temperature as the above-mentioned "melting point of the hard segment polymer.”
- the polyamide (E) may include two or more types of polyamides (E) that differ in monomer composition (type), monomer arrangement, and/or molecular weight (especially melting point).
- the two or more types of polyamides (E) may be two or more types of polyamides (E) selected from the range of the polyamides (E) described above. Therefore, two or more types of polyamides (E) may each contain components (A) to (D).
- the two or more types of polyamides (E) having different monomer sequences are one or more types (especially one type) of the above-mentioned random type polyamides and one or more types (especially one type) of the above-described block type polyamides.
- the polyamide (E) preferably contains block polyamide, and the content of block polyamide is higher. is more preferable.
- the content of the block polyamide is preferably 10% by mass or more based on the total amount of polyamide (E), more preferably 30% by weight or more, more preferably 40% by weight or more, particularly preferably 45% by weight or more, sufficiently preferably 70% by weight or more, even more preferably 80% by weight or more, still more preferably 90% by weight or more, Most preferably it is 100% by mass.
- the contents of the components (A) to (D) described herein are the same as those of the components (A) to (D) in the total polyamide (E), respectively.
- the content may be D).
- the polyamide (E) may be used by melt-mixing some or all of the two or more types of polyamides (E) in advance.
- each polyamide (pellet) may be used as a dry blend, or a composite form of these may be used.
- the polyamide (E) used in the present invention contains two types of polyamides, a random type polyamide and a block type polyamide
- polyamides obtained by a batch polymerization method and a split polymerization method are used.
- the two types may be melt-mixed in advance, or the respective polyamides (pellets) may be dry blended.
- the polyamide (E) used in the present invention contains two types of random polyamides
- two types of random polyamides obtained by a batch polymerization method are melt-mixed in advance.
- each polyamide (pellet) may be dry blended.
- the polyamide (E) used in the present invention contains two types of block polyamides
- the method for producing the polyamide (E) two types of block polyamides obtained by a split polymerization method are melt-mixed in advance.
- each polyamide (pellet) may be dry blended.
- the polyamide (E) used in the present invention should include at least block polyamide (for example, block polyamide and block polyamide). or a combination of a random polyamide and a block polyamide), and preferably contains two types of block polyamides (for example, two types of block polyamides and no random polyamide). ) is more preferable.
- the content of the random polyamide in the polyamide (E) is preferably as low as possible from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. , preferably 90% by weight or less, more preferably 70% by weight or less, even more preferably 60% by weight or less, particularly preferably 55% by weight or less, fully preferably 30% by weight or less, even more preferably 20% by weight or less. , even more preferably 10% by weight or less, and most preferably 0% by weight.
- the melt-mixing is preferably performed at a temperature equal to or higher than the melting point of the polyamide used for melt-mixing.
- the polyamides used for melt-mixing have different melting points, it is preferable to perform the melt-mixing at a temperature equal to or higher than the melting point of the polyamide with the highest melting point.
- the monomer composition of each polyamide (E) (for example, the content of components (A), (B), (C) and (D)) is They may be the same or different.
- polyamide (E) contains two or more types of polyamide (E)
- the content of each component and The total content of component (A) and component (B) described above can be adjusted as desired.
- the polyamide film of the present invention is produced by melt-mixing the above polyamide (E) at 240 to 340°C for 3 to 15 minutes, extruding it into a sheet through a T-die, and controlling the temperature of the extruded product to -10 to 80°C. It can be produced as an unstretched film by placing the film in close contact with a stretched drum and cooling it.
- the content of polyamide (E) in the polyamide film is not particularly limited, and is, for example, 50% by mass or more, preferably 70% by mass or more, more preferably 90% by mass or more, and It is preferably 95% by mass or more, particularly preferably 100% by mass.
- the polyamide film may further contain other polymers.
- Other polymers include polyamides other than polyamide (E), polyimides, polyamideimides, polyetherimides, polyarylene ether ketones, polyarylene sulfides, fluorocarbon polymers, polyesters, polyethers, polyolefins, polystyrene, polycarbonates, polyurethanes, and ethylene/acetic acid. Examples include vinyl copolymers, ethylene/ ⁇ -olefin copolymers, ethylene/acrylic acid ester copolymers, maleic anhydride-modified polyolefins, and ionomers.
- the amount of other polymers is usually 50% by mass or less, preferably 30% by mass or less, more preferably 10% by mass or less, even more preferably 5% by mass or less, particularly preferably 0% by mass, based on the total amount of the film. %.
- the polyamide film of the present invention may be in an unstretched state or may be in a stretched state. From the perspective of further improving heat resistance, flexibility, uniform extensibility, heat resistance uniformity, resilience, and rubber elasticity, polyamide films can be used in an unstretched state or, if stretched, at a relatively low stretching ratio. It is preferable that
- the stretching is preferably uniaxial or biaxial stretching, which improves heat resistance, flexibility, uniform extensibility, heat resistance uniformity, resilience, and elasticity. From the viewpoint of further improving elasticity, stretching in the biaxial stretching direction is more preferable.
- the stretching method include a simultaneous stretching method and a sequential stretching method.
- the stretching method is preferably a simultaneous stretching method from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity, and further reducing warpage.
- An example of a simultaneous biaxial stretching method includes a method in which an unstretched film is simultaneously biaxially stretched and then subjected to heat setting treatment. Stretching is carried out at 30 to 150°C, and 1.01 to 5 times in both the width direction (hereinafter sometimes abbreviated as "TD") and longitudinal direction (hereinafter sometimes abbreviated as "MD"). It is preferable to increase the amount, and more preferably 1.1 to 3 times.
- the stretching ratio is preferably 3.5 times or less in both the TD direction and the MD direction (for example, 1.01 to 3.5 times, especially 1.1 to 3.5 times), more preferably 2.5 times or less (for example, 1.01 to 2.5 times, especially 1.1 to 2.5 times), even more preferably is 2 times or less (for example, 1.01 to 2 times, especially 1.1 to 2 times).
- the heat setting treatment is preferably performed at 150 to 300° C. for several seconds with a few percent of TD relaxation treatment.
- the film Before simultaneous biaxial stretching, the film may be subjected to preliminary longitudinal stretching of more than 1 and 1.2 times or less.
- An example of a sequential biaxial stretching method is a method in which an unstretched film is subjected to heat treatment such as roll heating or infrared heating, and then stretched in the longitudinal direction, followed by continuous transverse stretching and heat setting treatment.
- heat treatment such as roll heating or infrared heating
- the transverse stretching (TD direction) is preferably carried out at the same temperature as the longitudinal stretching, from 30 to 150° C., and at a stretching ratio within the same range as the TD direction stretching ratio in the simultaneous biaxial stretching method.
- the heat setting treatment is preferably carried out at 150 to 300° C. for several seconds with TD relaxation of several percent.
- a method for reducing surface roughness is a method of modifying the surface with a less polar substance.
- a method may be used in which silicon nitride or diamond-like carbon is deposited on the surface.
- Examples of the method for stretching the film include a flat sequential biaxial stretching method, a flat simultaneous biaxial stretching method, and a tubular method. Among these, it is preferable to employ the flat simultaneous biaxial stretching method from the viewpoint of improving the thickness accuracy of the film and making the MD properties of the film uniform.
- Examples of the stretching apparatus for employing the flat simultaneous biaxial stretching method include a screw type tenter, a pantograph type tenter, and a linear motor-driven clip type tenter.
- Examples of the heat treatment method after stretching include known methods such as blowing hot air, infrared ray irradiation, and microwave irradiation.
- the method of blowing hot air is preferable because it allows uniform and accurate heating.
- the polyamide film of the present invention has a thermal stability that increases thermal stability during film formation, prevents deterioration of film strength and elongation, and prevents film deterioration caused by oxidation and decomposition during use. It is preferable to include an agent.
- the heat stabilizer include hindered phenol heat stabilizers, hindered amine heat stabilizers, phosphorus heat stabilizers, sulfur heat stabilizers, and bifunctional heat stabilizers.
- hindered phenol heat stabilizer examples include Irganox1010 (registered trademark) (manufactured by BASF Japan, pentaerythritol tetrakis [3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate]), Irganox1076 (registered trademark) (manufactured by BASF Japan, octadecyl-3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate), Cyanox1790 (registered trademark) (manufactured by Solvay, 1,3,5-tris (4-tert-butyl-3-hydroxy-2,6-dimethylbenzyl)isocyanuric acid), Irganox1098 (registered trademark) (manufactured by BASF Japan, N,N'-(hexane-1,6-diyl)bis[3 -(3,5-di-tert-butyl
- hindered amine heat stabilizers examples include Nylostab S-EED (registered trademark) (manufactured by Clariant Japan, N,N'-bis-(2,2,6,6-tetramethyl-4-piperidinyl)-1, 3-benzenedicarboxamide).
- Examples of the phosphorus-based heat stabilizer include Irgafos168 (registered trademark) (manufactured by BASF Japan, tris(2,4-di-tert-butylphenyl) phosphite), Irgafos12 (registered trademark) (manufactured by BASF Japan, tris(2,4-di-tert-butylphenyl) phosphite), (2-((2,4,8,10-tetra-tert-butyldibenzo[d,f][1,3,2]dioxaphosphepin-6-yl)oxy)ethyl)amine), Irgafos38( (registered trademark) (manufactured by BASF Japan, bis(2,4-di-tert-butyl-6-methylphenyl)ethyl phosphite), ADKSTAB329K (registered trademark) (manufactured by ADEKA, tri
- sulfur-based heat stabilizer examples include DSTP "Yoshitomi” (registered trademark) (manufactured by Mitsubishi Chemical Corporation, chemical formula name: distearyl thiodipropionate), Seenox 412S (registered trademark) (manufactured by Cipro Kasei Co., Ltd., pentaerythritol tetrakis) -(3-dodecylthiopropionate)).
- bifunctional heat stabilizer examples include Sumilizer GM (registered trademark), 2-tert-butyl-6-(3-tert-butyl-2-hydroxy-5-methylbenzyl)-4 (manufactured by Sumitomo Chemical Co., Ltd.) -methylphenylacrylate), Sumilizer GS (registered trademark) (manufactured by Sumitomo Chemical Co., Ltd., 2-[1-(2-hydroxy-3,5-di-tert-pentylphenyl)ethyl]-4,6-di-tert- pentylphenyl acrylate).
- the thermal decomposition temperature of the hindered phenol thermal stabilizer is preferably 320°C or higher, more preferably 350°C or higher.
- Examples of the hindered phenol heat stabilizer having a thermal decomposition temperature of 320° C. or higher include Sumilizer GA-80.
- the hindered phenol heat stabilizer has an amide bond, it can prevent deterioration of film strength.
- An example of the hindered phenol heat stabilizer having an amide bond is Irganox 1098. Further, by using a difunctional type heat stabilizer in combination with the hindered phenol type heat stabilizer, deterioration in film strength can be further reduced.
- heat stabilizers may be used alone or in combination of two or more.
- a hindered phenol-based heat stabilizer and a phosphorus-based heat stabilizer are used together, it is possible to prevent pressure increase in the raw material filtration filter during film formation, and also prevent deterioration of film strength.
- a hindered phenol-based heat stabilizer, a phosphorus-based heat stabilizer, and a bifunctional heat stabilizer together, it is possible to prevent pressure increase in the raw material filtration filter during film formation, and to improve film strength. Deterioration can be further reduced.
- a combination of a hindered phenol heat stabilizer and a phosphorus heat stabilizer a combination of Sumilizer GA-80 or Irganox 1098 and Hostanox P-EPQ or GSY-P101 is preferred.
- a combination of a hindered phenol heat stabilizer, a phosphorus heat stabilizer, and a bifunctional heat stabilizer a combination of Sumilizer GA-80 or Irganox 1098, Hostanox P-EPQ or GSY-P101, and Sumilizer GS is preferred.
- Sumilizer GA-80, and combinations of GSY-P101 and Sumilizer GS are more preferred.
- the content of the heat stabilizer in the polyamide film of the present invention is preferably 0.01 to 2 parts by mass, and preferably 0.04 to 1 part by mass, based on 100 parts by mass of polyamide (E). is more preferable.
- the content of the heat stabilizer is preferably 0.01 to 2 parts by mass, and preferably 0.04 to 1 part by mass, based on 100 parts by mass of polyamide (E). is more preferable.
- the polyamide film of the present invention may contain lubricant particles in order to improve slipperiness.
- lubricant particles include inorganic particles such as silica, alumina, titanium dioxide, calcium carbonate, kaolin, and barium sulfate, and organic fine particles such as acrylic resin particles, melamine resin particles, silicone resin particles, and crosslinked polystyrene particles. It will be done.
- the polyamide film of the present invention may contain various additives as necessary, within a range that does not impair the effects of the present invention.
- additives include coloring agents such as pigments and dyes, coloring inhibitors, antioxidants different from the above heat stabilizers, weather resistance improvers, flame retardants, plasticizers, mold release agents, reinforcing agents, and modifiers. agents, antistatic agents, ultraviolet absorbers, antifogging agents, and various polymers.
- pigments include titanium oxide and the like.
- weather resistance improvers include benzotriazole compounds and the like.
- Examples of the flame retardant include brominated flame retardants and phosphorus flame retardants.
- the reinforcing agent include talc and the like.
- the various additives mentioned above may be added at any stage during film production.
- the other polymers and additives may be individually kneaded with the polyamide (E) in advance, or when extruded into a sheet. may be added (or dry blended) immediately before melt mixing.
- the polyamide film used in the present invention contains a heat stabilizer, lubricant particles, and various additives
- the kneader used for kneading is not particularly limited, and examples thereof include known melt-kneading machines such as a single-screw extruder, a twin-screw extruder, a Banbury mixer, a kneader, and a mixing roll.
- the melt-kneading temperature is usually higher than the melting point of polyamide (E).
- the polyamide film of the present invention can be subjected to a treatment to improve its surface adhesion, if necessary.
- a treatment to improve its surface adhesion, if necessary.
- methods for improving adhesion include corona treatment, plasma treatment, acid treatment, and flame treatment.
- Various coating agents may be applied to the surface of the polyamide film of the present invention in order to impart functions such as easy adhesion, antistatic properties, mold release properties, and gas barrier properties.
- the thickness of the polyamide film of the present invention is usually 1 ⁇ m to 2 mm, preferably 10 ⁇ m to 1 mm, more preferably from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity. is 50 to 200 ⁇ m.
- the stretched polyamide film has the above thickness.
- the polyamide film of the present invention has excellent heat resistance, and the melting point, which is an index of heat resistance, must be 240°C or higher, preferably 250°C or higher, and preferably 270°C or higher. is more preferable, and even more preferably 300°C or higher. If the melting point is too low, heat resistance will decrease.
- the melting point of a polyamide film is determined by the molecular weight of polyamide (E), the content of a reaction product (hard segment polymer) consisting of aromatic dicarboxylic acid (C) and aliphatic diamine having 12 or less carbon atoms (D), (C)/ (D) It can be controlled by adjusting one or more factors selected from the content ratio. For example, increasing the molecular weight of polyamide (E) increases its melting point. For example, if the molecular weight of polyamide (E) is reduced, the melting point will be lowered. Further, for example, when the content of the reaction product consisting of the aromatic dicarboxylic acid (C) and the aliphatic diamine having 12 or less carbon atoms (D) is increased, the melting point tends to increase.
- the melting point is the temperature based on the endothermic peak when the temperature is increased at a temperature increase rate of 20° C./min using a differential scanning calorimeter.
- the polyamide film of the present invention has excellent flexibility, and the elongation recovery rate, which is an index of flexibility, is usually 30% or more, and has good heat resistance, flexibility, uniform extensibility, heat resistance uniformity, restorability, and From the viewpoint of further improving rubber elasticity, it is preferably 40% or more, more preferably 50% or more, and even more preferably 55% or more. If the elongation recovery rate is too low, flexibility will decrease. The elongation recovery rate is usually 100% or less (particularly 90% or less). In the present invention, since the polyamide (E) constituting the polyamide film has a block structure, an elongation recovery rate of 50% or more (particularly 55% or more) can be achieved.
- the stretch recovery rate of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. It can be controlled by adjusting one or more factors. For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the elongation recovery rate tends to increase. For example, when the stretching ratio is increased, the stretching recovery rate decreases. On the other hand, when the stretching ratio is reduced, the stretching recovery rate increases.
- the elongation recovery rate is the value obtained when a tensile test was performed under the conditions of a 23° C. environment, a distance between chucks of 70 mm, and a tensile test speed of 5 mm/min.
- the polyamide film of the present invention usually has a tensile modulus (MD), which is one index of flexibility, of 1500 MPa or less, and has excellent heat resistance, flexibility, uniform extensibility, heat resistance uniformity, resilience, and rubber elasticity. From the viewpoint of improvement, it is preferably 1300 MPa or less, more preferably 1000 MPa or less, even more preferably 600 MPa or less, and particularly preferably 500 MPa or less. If the tensile modulus is too high, flexibility will decrease.
- the tensile modulus is usually 10 MPa or more.
- the tensile modulus of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. It can be controlled by adjusting one or more factors. For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the tensile modulus tends to decrease. For example, when the stretching ratio is increased, the tensile modulus is increased. On the other hand, when the stretching ratio is reduced, the tensile modulus is reduced.
- the elastic modulus tends to decrease; As the modulus of elasticity decreases, the modulus of elasticity tends to increase.
- the tensile modulus uses a value measured in an environment of a temperature of 20° C. and a humidity of 65% according to JIS K 7127.
- the polyamide film of the present invention usually has a 10% elongation strength (MD), which is an index of flexibility and uniform extensibility, of 70 MPa or less, and has excellent heat resistance, flexibility, uniform expansibility, heat resistance uniformity, restorability, and rubber. From the viewpoint of further improving elasticity, it is preferably 50 MPa or less, more preferably 35 MPa or less, and even more preferably 25 MPa or less. If the 10% elongation strength is too high, flexibility and uniform extensibility will decrease. The 10% elongation strength is usually 1 MPa or more.
- the 10% elongation strength of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms.
- the 10% elongation strength tends to decrease.
- the stretching ratio is increased, the tensile modulus is increased.
- the stretching ratio is reduced, the tensile modulus is reduced.
- the 10% elongation strength tends to decrease;
- the 10% elongation strength tends to increase.
- the 10% elongation strength uses a value measured in an environment of a temperature of 20° C. and a humidity of 65% according to JIS K 7127.
- the hysteresis loss rate is preferably 90% or less, and preferably 85% or less, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity. is more preferable, and even more preferably 80% or less.
- the hysteresis loss rate is usually 10% or more (particularly 30% or more).
- the hysteresis loss rate of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. It can be controlled by adjusting one or more factors. For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the hysteresis loss rate tends to decrease. For example, when the stretching ratio is increased, the hysteresis loss rate increases. On the other hand, when the stretching ratio is reduced, the hysteresis loss rate is reduced.
- the hysteresis loss rate uses a value obtained when a tensile test is performed in the same manner as the elongation recovery rate.
- the polyamide film of the present invention preferably has a crystal melting enthalpy of 15 J/g or more, preferably 18 J/g, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity. It is more preferably at least 20 J/g, even more preferably at least 23 J/g, sufficiently preferably at least 25 J/g, and preferably at least 40 J/g. Much more preferred.
- the higher the crystallinity of the hard segment the more the formation of a phase-separated structure between the hard segment and the soft segment is promoted, and the flexibility and rubber elasticity are improved. If the crystal melting enthalpy is too low, flexibility and/or rubber elasticity will decrease.
- the crystal melting enthalpy is usually 120 J/g or less (particularly 90 J/g or less).
- the polyamide (E) constituting the polyamide film has a block structure, a crystal melting enthalpy of 25 J/g or more can be achieved.
- the crystal melting enthalpy of a polyamide film is determined from the polymer structure of polyamide (E) and the content of a reaction product (hard segment polymer) consisting of an aromatic dicarboxylic acid (C) and an aliphatic diamine having 12 or less carbon atoms (D). It can be controlled by adjusting one or more selected factors. For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the enthalpy of crystal fusion tends to increase. For example, when the content of the reaction product consisting of the aromatic dicarboxylic acid (C) and the aliphatic diamine having 12 or less carbon atoms (D) is increased, the enthalpy of crystal fusion increases.
- the enthalpy of crystal fusion uses the value of the amount of heat of an endothermic peak measured in the same manner as the melting point.
- the polyamide film of the present invention has sufficiently low dielectric loss tangent and dielectric constant, and has excellent dielectric properties, and also has excellent insulation properties.
- the polyamide film of the present invention may be in the form of a single sheet, or may be wound into a film roll by being wound around a take-up roll. From the viewpoint of productivity when used for various purposes, it is preferable to take the form of a film roll. When made into a film roll, it may be slit to a desired width.
- the polyamide film of the present invention may be used as it is or in the form of a laminate.
- the polyamide film laminate is composed of the polyamide film of the present invention described above and a resin layer, a metal layer, and an inorganic material layer provided on the polyamide film. at least one layer selected from the group consisting of:
- the resin constituting the resin layer is not particularly limited, and examples thereof include polyimide, polyamideimide, polyetherimide, polyarylene ether ketone, polyarylene sulfide, fluorocarbon polymer, polyamide, polyester, polyether, polyolefin, polystyrene, polycarbonate, and polyurethane. , ethylene/vinyl acetate copolymers, ethylene/ ⁇ -olefin copolymers, ethylene/acrylic acid ester copolymers, maleic anhydride-modified polyolefins, and ionomers.
- the polyamide may be polyamide (E) or another polyamide.
- Examples of the metal constituting the metal layer include copper, aluminum, iron, nickel, tin, gold, silver, alloy steel (for example, stainless steel), and alloy plating.
- Examples of inorganic materials constituting the inorganic material layer include nonmetals such as diamond and silicon, inorganic compounds (oxides) such as silicon dioxide, alumina, zirconia, titanium oxide, barium titanate, silicon carbide, aluminum nitride, and gallium nitride. , carbide, nitride), sapphire glass, and silicate glass.
- the polyamide film and polyamide film laminate of the present invention are sufficiently superior in heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability, so at least one of these properties is required. (preferably applications requiring all of these properties).
- the polyamide film and polyamide film laminate of the present invention can be used as decorative molding materials (particularly decorative molding films) such as in-mold molding, film insert molding, vacuum molding, pressure molding, and press molding; curved circuit boards; Films for substrates such as flexible printed circuit boards, curved antenna boards, and flexible antenna boards; dicing tape, die attach film integrated with dicing tape (i.e., dicing/die attach film), die bonding film integrated with dicing tape (i.e., dicing/die bonding)
- Semiconductor process films especially dicing films
- Shock absorbing materials such as tube covering films, wire covering films, shock absorbing films, and sealing films. It can be suitably used for.
- the polyamide film of the present invention is used alone or in the form of a laminate.
- a polyamide film used as a decorative molding film can protect or seal the surface of an object by, for example, cold molding or hot molding.
- a polyamide film laminate used as a decorative molding film is made by forming a resin layer or a metal layer on the above-mentioned polyamide film, and can be used to impart designs or functionality to the surface of a molded product, for example, by in-mold molding or film insert molding. It is now possible to do so.
- a metal layer on the polyamide film laminate there are, for example, a method of forming a conductive circuit on the surface of the polyamide film, or a method of etching the metal layer of the polyamide film laminate to form metal wiring.
- the polyamide film of the present invention is used in the form of a polyamide film laminate.
- a polyamide film laminate used as a dicing film has a resin layer (particularly an adhesive layer) formed on the polyamide film described above, and is capable of holding, for example, a semiconductor wafer.
- a dicing film is a film that collectively holds a plurality of divided semiconductor wafers in a semiconductor manufacturing process (particularly a dicing process). In the expansion process, the dicing film is radially stretched (expansion process) and heat-treated to remove slack. After the expanding process, the dicing film is given tension by being pushed up with a needle or the like in the process of picking up each divided chip.
- heat treatment for example, a sealing process or a reflow process
- the heat treatment in the sealing step may involve heating at 150° C. or higher, for example.
- the heat treatment in the reflow process may involve heating at 200° C. or higher, for example.
- the polyamide film and polyamide film laminate of the present invention may be used to form a conductive circuit on the surface of the polyamide film, or to form a polyamide film laminate on the surface of the polyamide film. It can be used by etching the metal layer of the body and forming metal wiring.
- a flat or curved printed circuit board is a printed circuit board that may have a planar shape or a curved shape.
- the polyamide film and polyamide film laminate of the present invention may be used to form a conductive circuit on the surface of the polyamide film, or to form a polyamide film laminate on the surface of the polyamide film. It can be used by etching a metal layer and forming a metal wiring.
- a planar or curved antenna substrate is an antenna substrate that may have a planar shape or a curved shape.
- Resin composition of the film A few mg of the obtained film was taken and analyzed by 1 H-NMR using a high-resolution nuclear magnetic resonance apparatus (ECA-500NMR manufactured by JEOL Ltd.) to determine the respective copolymer components. It was determined from the peak intensity (resolution: 500 MHz, solvent: mixed solvent of deuterated trifluoroacetic acid and deuterated chloroform in a volume ratio of 4/5, temperature: 23° C.). In Table 1, the resin composition is shown as the final composition in terms of mass ratio.
- Melting point was evaluated according to the following criteria. ⁇ : 300°C or higher (excellent); ⁇ : 270°C or more and less than 300°C (good); ⁇ : 240°C or more and less than 270°C (no practical problem); ⁇ : Less than 240°C (practical problem).
- Crystal fusion enthalpy was evaluated according to the following criteria. ⁇ : 25 J/g or more (excellent); ⁇ : 15 J/g or more and less than 25 J/g (no practical problem); ⁇ : Less than 15 J/g (practical problem).
- Hysteresis loss rate (%) Area (Oabcd) / Area (OabeO) x 100
- the area (Oabcd) is the area of the region indicated by the broken line (vertical broken line)
- the area (OabeO) is the area of the region indicated by the solid line (horizontal solid line).
- FIG. 1 is a schematic diagram showing a hysteresis curve for explaining a method of calculating a hysteresis loss rate.
- 10% elongation strength (MD) was evaluated according to the following criteria. ⁇ : 25 MPa or less (best); ⁇ : More than 25 MPa and less than 35 MPa (excellent); ⁇ : More than 35 MPa and less than 50 MPa (good); ⁇ : More than 50 MPa and less than 70 MPa (no practical problem); ⁇ : Over 70 MPa (practical problem).
- ⁇ Tensile modulus (MD) ⁇ : 600MPa or less (excellent) ⁇ : More than 600 MPa and less than 1300 MPa (good); ⁇ : More than 1300 MPa and less than 1500 MPa (no practical problem); ⁇ : Over 1500 MPa (no practical problem).
- the molten polymer was filtered using a metal fiber sintered filter (manufactured by Nippon Seisen Co., Ltd., "NF-13", nominal filtration diameter: 60 ⁇ m). Thereafter, the molten polymer was extruded into a film through a T-die heated to 330°C to obtain a film-like melt Y1. The melt was brought into close contact with a cooling roll set at 0° C. by an electrostatic application method and cooled to obtain a substantially non-oriented unstretched polyamide film M1. When the resin composition of the polyamide component of the obtained unstretched polyamide film M1 was determined, it was found to be the same as the resin composition of the polyamide used. The obtained substantially non-oriented unstretched polyamide film M1 was heat-treated at 250° C. to obtain a crystallized unstretched polyamide film AM1.
- Examples 2 to 9 Polyamides P2 to P9 were obtained by carrying out the same operation as in Example 1, except that the amount of monomer charged into the reaction vessel was changed as shown in Table 1. Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, production of unstretched films M2 to M9, and heat treatment to obtain crystallized unstretched polyamide films AM2 to AM9. . When the resin composition of the polyamide component of the obtained crystallized unstretched polyamide film was determined, it was found to be the same as the resin composition of the polyamide used. Using the obtained crystallized unstretched films AM2 to AM9, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
- Example 10 In a reaction vessel equipped with a heating mechanism and a stirring mechanism, 26.7 parts by mass of dimer acid, 25.3 parts by mass of dimer diamine, 23.5 parts by mass of terephthalic acid, 24.4 parts by mass of 1,10-decanediamine, and hypochlorite were added. 0.1 part by mass of sodium phosphate monohydrate was added. Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in suspension. After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P10 in the form of pellets.
- Example 2 using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, preparation of an unstretched film M10, and heat treatment to obtain a crystallized unstretched polyamide film AM10.
- the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used.
- the obtained crystallized unstretched film AM10 uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
- Examples 11 and 12 Polyamides P11 and 12 were obtained by carrying out the same operation as in Example 10, except that the amounts of dimer acid, dimer diamine, terephthalic acid, and 1,10-decanediamine were changed to those shown in Table 1. Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, production of unstretched films M11 and M12, and heat treatment to obtain crystallized unstretched polyamide films AM11 and 12. . When the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used. Using the obtained crystallized unstretched films AM11 and AM12, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
- Comparative example 1 In a reaction vessel equipped with a heating mechanism and a stirring mechanism, 44.0 parts by mass of dimer acid, 41.7 parts by mass of dimer diamine, 6.9 parts by mass of terephthalic acid, 7.3 parts by mass of 1,10-decanediamine, and hypochlorite were added. 0.1 part by mass of sodium phosphate monohydrate was added. Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in suspension. After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P13 in the form of pellets.
- Example 2 using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, preparation of an unstretched film M13, and heat treatment to obtain a crystallized unstretched polyamide film AM13.
- the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used.
- uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
- Comparative example 2 Polyamide P14 was obtained by carrying out the same operation as in Example 10, except that the amounts of dimer acid, dimer diamine, terephthalic acid, and 1,10-decanediamine were changed to those shown in Table 1. Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, production of an unstretched film M14, and heat treatment to obtain a crystallized unstretched polyamide film AM14. When the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used. Using the obtained crystallized unstretched film AM14, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
- Comparative example 3 49.0 parts by mass of terephthalic acid and 0.1 parts by mass of sodium hypophosphite monohydrate were charged into a powder stirring device equipped with a heating mechanism. While heating at 170° C. and stirring, 50.9 parts by mass of 1,10-decanediamine was added little by little over 3 hours to obtain a reaction product. Thereafter, the reaction product was heated to 250° C. with stirring, and polymerization was carried out at 250° C. under a nitrogen stream at normal pressure for 7 hours while removing condensed water from the system. During the polymerization, the system was in a powder state. After the polymerization was completed, it was discharged to obtain polyamide P15 in powder form.
- Example 2 using the obtained powder, the same operations as in Example 1 were carried out to perform melt kneading, production of an unstretched film M15 from the film-like melt Y15, heat treatment, and crystallization of an unstretched polyamide film AM15. I got it. Using the obtained crystallized unstretched film AM15, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
- Comparative example 4 A reaction vessel equipped with a heating mechanism and a stirring mechanism was charged with 51.3 parts by mass of dimer acid, 48.6 parts by mass of dimer diamine, and 0.1 part by mass of sodium hypophosphite monohydrate. Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in a homogeneous molten state. After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P16 in the form of pellets.
- Example 2 using the obtained pellets, the same operations as in Example 1 were performed to melt-knead, produce an unstretched film M16 from the film-like melt Y16, and heat treat it, but the pellets could not withstand the heat treatment and crystallized. It was not possible to obtain an unstretched film that was oriented.
- Comparative example 5 In a reaction vessel equipped with a heating mechanism and a stirring mechanism, 51.0 parts by mass of polyoxytetramethylene glycol (PTMG1000) having a number average molecular weight of 1000 and having an amino group in place of the hydroxyl group at both ends, 28.3 parts by mass of terephthalic acid, 20.6 parts by mass of 1,10-decanediamine and 0.1 parts by mass of sodium hypophosphite monohydrate were added. Thereafter, the mixture was heated to 250° C. with stirring, and polymerization was carried out at 250° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in a suspended solution state. After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P17 in the form of pellets, but it was brittle and unsuitable for practical use.
- PTMG1000 polyoxytetramethylene glycol
- Example 13 Polyamide P18 55 parts by mass of polyamide P8 pellets obtained in Example 8, 45 parts by mass of polyamide P9 pellets obtained in Example 9, and 0.4 parts by mass of Sumilizer GA-80 were dry blended, and the cylinder temperature was set at 330°C. The mixture was put into a twin-screw extruder with a screw diameter of 26 mm and heated to 26 mm, melt-kneaded, and extruded into a strand. Thereafter, it was cooled and cut to obtain polyamide P18 in the form of pellets.
- the molten polymer was filtered using a metal fiber sintered filter (manufactured by Nippon Seisen Co., Ltd., "NF-13", nominal filtration diameter: 60 ⁇ m). Thereafter, the molten polymer was extruded into a film from a T-die heated to 330°C to obtain a film-like melt Y18. The melt was brought into close contact with a cooling roll set at 0° C. by an electrostatic application method and cooled to obtain a substantially non-oriented unstretched polyamide film M18. When the resin composition of the polyamide component of the obtained unstretched polyamide film M18 was determined, it was found to be the same as the resin composition of the polyamide used. The obtained substantially non-oriented unstretched polyamide film M18 was heat-treated at 250°C to obtain a crystallized unstretched polyamide film AM18.
- a metal fiber sintered filter manufactured by Nippon Seisen Co., Ltd., "NF-13", nominal filtration diameter: 60 ⁇
- Examples 14-22 Polyamides P19 to P27 were obtained by carrying out the same operation as in Example 13, except that the type of polyamide used and the amount of dry blending were changed as shown in Table 3. Further, using the obtained pellets, the same operations as in Example 13 were performed to perform melt-kneading, production of unstretched films M19 to M27, and heat treatment to obtain crystallized unstretched polyamide films AM19 to AM27. . When the resin composition of the polyamide component of the obtained crystallized unstretched polyamide film was determined, it was found to be the same as the resin composition of the polyamide used. Using the obtained crystallized unstretched films AM19 to AM27, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 13.
- Example 23 Provide of simultaneous biaxially stretched polyamide film While gripping both ends of the substantially non-oriented unstretched polyamide film M1 obtained in Example 1 with clips, biaxially stretching was carried out using a flat type simultaneous biaxially stretching machine. was carried out.
- the stretching conditions are: the temperature of the preheating section is 80°C, the temperature of the stretching section is 80°C, the MD stretching strain rate is 2400%/min, the TD stretching strain rate is 2400%/min, and the MD stretching ratio is 1.5.
- the TD stretching ratio was 1.5 times.
- the film was continuously heat-set at 270° C. in the same tenter of a biaxial stretching machine, and the film was subjected to a 6% relaxation treatment in the width direction to obtain a simultaneously biaxially stretched polyamide film.
- Examples 24, 26-33 A stretched polyamide film was obtained by carrying out the same operation as in Example 23, except that the unstretched polyamide film and the stretching conditions were changed as shown in Table 5. Using the obtained stretched polyamide film, a single-sided laminate was prepared, uniformly expanded, heat treated, and deformed in the same manner as in Example 23.
- Example 25 Production of sequentially biaxially stretched polyamide film
- the substantially non-oriented unstretched polyamide film M1 obtained in Example 1 was biaxially stretched using a flat type sequentially oriented stretching machine.
- an unstretched polyamide film M3 was heated to 80° C. by roll heating, infrared heating, etc., and stretched 3.0 times in the MD at a stretching strain rate of 2400%/min to obtain a longitudinally stretched film.
- both ends of the film in the width direction were gripped by clips of a transverse stretching machine, and transverse stretching was performed continuously.
- the temperature of the preheating part for TD stretching was 85°C
- the temperature of the stretching part was 85°C
- the stretching strain rate was 2400%/min
- the TD stretching ratio was 3.0 times.
- heat setting was performed at 270° C. in the same tenter of a transverse stretching machine, and a 6% relaxation treatment was performed in the width direction of the film to obtain a sequentially biaxially stretched polyamide film.
- a single-sided laminate was prepared, uniformly expanded, heat treated, and deformed in the same manner as in Example 23.
- Comparative example 6 A stretched polyamide film was obtained by carrying out the same operation as in Example 23, except that the unstretched polyamide film and the stretching conditions were changed as shown in Table 5. Using the obtained stretched polyamide film, a single-sided laminate was prepared, uniformly expanded, heat treated, and deformed in the same manner as in Example 23.
- Example 34 Provide of simultaneous biaxially stretched polyamide film While gripping both ends of the substantially non-oriented unstretched polyamide film M1 obtained in Example 1 with clips, biaxially stretching was carried out using a flat type simultaneous biaxially stretching machine. was carried out.
- the stretching conditions are: the temperature of the preheating part is 80°C, the temperature of the stretching part is 80°C, the MD stretching strain rate is 2400%/min, the TD stretching strain rate is 2400%/min, and the MD stretching ratio is 2.3.
- the TD stretching ratio was 2.3 times.
- the film was continuously heat-set at 270° C. in the same tenter of a biaxial stretching machine, and the film was subjected to a 6% relaxation treatment in the width direction to obtain a simultaneously biaxially stretched polyamide film.
- a polyamide film laminate was produced in the same manner as in Example 23 using the above stretched polyamide film to obtain a single-sided polyamide film laminate.
- Example 35-43 The same operations as in Example 34 were performed except that the type of unstretched film, the depth of the mold, the temperature of the mold, and the material to be laminated were changed as shown in Table 6 to produce a single-sided laminate and uniform expansion. , sheet molding, and deformation of the molded product.
- Comparative examples 7 to 9 A single-sided laminate was prepared by performing the same operations as in Example 34, except that the type of unstretched film, the depth of the mold, the temperature of the mold, and the mating material of the laminate were changed as shown in Table 6. We performed uniform expansion, sheet molding, and deformation of the molded product.
- Table 1 shows the manufacturing conditions and evaluation of the polyamides obtained in Examples 1 to 12 and Comparative Examples 1 to 5.
- A fatty acid dicarboxylic acid (A) having 18 or more carbon atoms (dimer acid)
- C aromatic dicarboxylic acid (C) having 12 or less carbon atoms (terephthalic acid)
- B Aliphatic diamine (B) having 18 or more carbon atoms (dimer diamine)
- D aliphatic diamine (D) having 12 or less carbon atoms (decane diamine)
- E PTMG1000 with amino groups at both ends
- F Sodium hypophosphite monohydrate
- Table 2 shows the polyamides used in the polyamide films obtained in Examples 1 to 12 and Comparative Examples 1 to 5, the stretching conditions and their evaluation, and the expansion conditions and evaluation.
- Table 3 shows the manufacturing conditions and evaluation of the polyamides obtained in Examples 13 to 22.
- A fatty acid dicarboxylic acid (A) having 18 or more carbon atoms (dimer acid)
- C aromatic dicarboxylic acid (C) having 12 or less carbon atoms (terephthalic acid)
- B Aliphatic diamine (B) having 18 or more carbon atoms (dimer diamine)
- D aliphatic diamine (D) having 12 or less carbon atoms (decanediamine)
- the melting point is usually 240°C or higher, preferably 270°C or higher, and more preferably 300°C or higher.
- Table 4 shows the polyamides used in the polyamide films obtained in Examples 13 to 22, stretching conditions, and evaluation thereof, as well as expansion conditions and evaluation.
- Table 5 shows the unstretched films used for the polyamide films obtained in Examples 23 to 33 and Comparative Example 6, stretching conditions, thickness, heating and pressing conditions of the obtained polyamide film laminate, expansion conditions, and evaluation. show.
- the polyamide films of Examples 1 to 22 all have a melting point of 240°C or higher, which is an index of heat resistance, an elongation recovery rate of 30% or higher in a hysteresis test, which is an index of flexibility, and a tensile strength.
- the elastic modulus was 1,500 MPa or less, and it had excellent heat resistance and flexibility.
- the films of Examples 1 to 22 had excellent rubber elasticity because the polyamide films used had a crystal fusion enthalpy, which is an index of crystallinity, of 15 J/g or more.
- the films of Examples 1 to 22 all had good uniform expandability, maintained uniformity after heat treatment (especially heat resistance uniformity), and had good recovery properties after re-deformation.
- polyamide films containing only block-type polyamide as the polyamide were used.
- the polyamide films of Examples 10 to 12 were polyamide films containing only random polyamide as the polyamide.
- the former polyamide film had a higher elongation recovery rate and crystal fusion enthalpy, and higher flexibility and rubber elasticity than the latter polyamide film.
- the polyamide films of Examples 1 to 9 had better uniform expandability than the polyamide films of Examples 10 to 12, and had better uniformity after heat treatment and better recovery after re-deformation.
- the polyamide films of Examples 13 to 15 were polyamide films containing only two types of block polyamides as polyamides.
- polyamide films containing block type polyamide and random type polyamide were used as the polyamide.
- the polyamide films of Examples 19 to 21 were polyamide films containing only two types of random polyamides as polyamides. Compare Examples 13, 16 and 19 with the same monomer composition to each other; Compare Examples 14, 18 and 20 with the same monomer composition to each other; and Examples 15, 17 and 21 with the same monomer composition to each other.
- ⁇ Polyamide films containing more block-type polyamides have higher elongation recovery and crystal fusion enthalpy, lower tensile modulus, and higher flexibility and rubber elasticity than polyamide films containing less block-type polyamides.
- Ta. - As a result, the polyamide films of Examples 13 to 15 had better uniform expansibility than the polyamide films of Examples 16 to 21, and had better uniformity after heat treatment and better restorability after re-deformation.
- the polyamide films of Examples 16 to 18 had better uniform expandability than the polyamide films of Examples 19 to 21, and had better uniformity after heat treatment and better recovery after re-deformation.
- the polyamide films of Examples 23 to 33 all have a melting point of 240°C or higher, which is an index of heat resistance, an elongation recovery rate of 30% or higher in a hysteresis test, which is an index of flexibility, and a tensile strength.
- the elastic modulus was 1,500 MPa or less, and it had excellent heat resistance and flexibility.
- the films of Examples 1 to 12 had excellent rubber elasticity because the polyamide films used had a crystal fusion enthalpy, which is an index of crystallinity, of 15 J/g or more. As a result, even if the expansion method was changed, the films of Examples 23 to 33 had good uniform expandability, good splitting properties of the laminate, maintained uniformity after heat treatment, and maintained uniformity after deformation treatment. The recovery was also good.
- polyamide films containing only block-type polyamide as the polyamide were used.
- the polyamide films of Examples 28 and 29 were polyamide films containing only random polyamide as the polyamide.
- the former polyamide film had a higher elongation recovery rate and crystal fusion enthalpy, and had higher flexibility and rubber elasticity than the latter polyamide film.
- the polyamide films of Examples 23 to 27 had better uniform expansibility than the polyamide films of Examples 28 and 29, and had better divisibility of the laminate, uniformity after heat treatment, and recovery after deformation treatment. there were.
- polyamide films containing two types of block polyamides were used as polyamides.
- the polyamide films of Examples 32 and 33 contained one type of block type polyamide and one type of random type polyamide as polyamides.
- the polyamide films of Examples 30 and 31 were superior to the polyamide films of Examples 32 and 33 in terms of uniform expansibility, as well as in the splitting property of the laminate, the uniformity after heat treatment, and the recovery property after deformation treatment. It was good.
- polyamide films containing only block-type polyamide as the polyamide were used.
- the polyamide films of Examples 38 and 39 were polyamide films containing only random polyamide as the polyamide.
- the former polyamide film had a higher elongation recovery rate and crystal fusion enthalpy, and had higher flexibility and rubber elasticity than the latter polyamide film.
- the results show that the polyamide films of Examples 34 and 37 have better uniform expandability than the polyamide films of Examples 38 and 39, and can maintain uniformity even after sheet forming.
- the polyamide films of Examples 40 and 41 were polyamide films containing only two types of block polyamides as polyamides.
- polyamide films containing one type of block type polyamide and one type of block type polyamide were used as polyamides.
- ⁇ Polyamide films containing more block-type polyamides have higher elongation recovery and crystal fusion enthalpy, lower tensile modulus, and higher flexibility and rubber elasticity than polyamide films containing less block-type polyamides.
- Ta. - The results show that the polyamide films of Examples 40 and 41 have better uniform expandability than the polyamide films of Examples 42 and 43, and can maintain uniformity even after sheet forming.
- the polyamide films of Comparative Examples 3 and 6 were made of polyamides that did not contain the soft segment forming components (A) and (B), and had a low elongation recovery rate. Uniformity and recovery after re-deformation were also not good.
- the polyamide films of Comparative Examples 7 to 9 were made of polyamides that did not contain the soft segment forming components (A) and (B), and had a low elongation recovery rate, so they had low uniform extensibility and the mold temperature Adjustment did not improve uniform expandability or uniformity after molding. In addition, recovery after deformation treatment was also low.
- the polyamide film of the present invention can be suitably used as a material for molding and decoration, a film for substrates, a film for semiconductor processing (particularly dicing tape), a shock absorbing material, and the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Materials Engineering (AREA)
- Polyamides (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
The present invention provides a polyamide film which has excellent heat resistance and excellent flexibility, and which is not only capable of being uniformly stretched both before and after a heat treatment, but also capable of maintaining the uniform state after the uniform stretching by means of the heat treatment and restoring the state before the application of a tension by means of release after the application of the tension. The present invention relates to a polyamide film which contains a polyamide (E) that contains a unit derived from an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms, a unit derived from an aliphatic diamine (B) having 18 or more carbon atoms, a unit derived from an aromatic dicarboxylic acid (C) having 12 or less carbon atoms, and a unit derived from an aliphatic diamine (D) having 12 or less carbon atoms, and which has a melting point of 240°C or higher, an elongation recovery ratio of 30% or more in a hysteresis test, a tensile modulus of 1,500 MPa or less, a 10% elongation strength of 70 MPa or less and a crystal melting enthalpy of 15 J/g or more.
Description
本発明はポリアミドフィルムおよびその製造方法に関する。
The present invention relates to a polyamide film and a method for producing the same.
室温下において低荷重で伸長可能な柔軟性の高いフィルムは、粘着テープなどの基材、加飾用または成形用の転写基材、プレス時のクッション材、回路および半導体の製造工程用途などの幅広い分野で活用されている(特許文献1)。
Highly flexible films that can be stretched under low loads at room temperature can be used in a wide range of applications, including base materials for adhesive tapes, transfer base materials for decoration or molding, cushioning materials for pressing, and manufacturing process applications for circuits and semiconductors. It is utilized in the field (Patent Document 1).
例えば、ダイシングフィルムは、半導体ウェハをチップに分割する(ダイシング)工程で用いられ、次のエキスパンド工程にも用いられることが多い。エキスパンド工程では、チップ同士の隙間を均等に広げるため、ダイシングフィルムには均等に拡張する性質が求められる(特許文献2)。フィルムが均等に拡張できないと、チップの分割不良が発生して、歩留まりが低下する問題がある。
For example, a dicing film is used in the process of dividing a semiconductor wafer into chips (dicing), and is often also used in the next expanding process. In the expanding process, in order to uniformly widen the gaps between chips, the dicing film is required to have the property of expanding evenly (Patent Document 2). If the film cannot be expanded evenly, there is a problem in that chips are divided incorrectly and the yield is reduced.
エキスパンド工程は、ダイシングフィルムを放射状に引き伸ばすが、弛みを除去するために加熱処理される。このため加熱処理により弛みを除去しても、分割されたチップ間隔を均等に保つ必要がある。従って、ダイシングフィルムには、熱処理後の均等性も求められる。フィルムが熱処理後の均等性を有さないと、分割したチップ間の間隔を保持できない問題がある。チップ間隔を保持できないと、後工程でピックアップ不良の原因となることがある。
In the expanding process, the dicing film is stretched radially, and is heated to remove slack. For this reason, even if the slack is removed by heat treatment, it is necessary to maintain equal intervals between the divided chips. Therefore, the dicing film is also required to have uniformity after heat treatment. If the film does not have uniformity after heat treatment, there is a problem that the distance between the divided chips cannot be maintained. If the chip spacing cannot be maintained, it may cause pick-up failure in subsequent processes.
エキスパンド工程の後、分割された各チップをヒックアップする工程があり、ニードル等で突き上げによる張力付与をおこなう。このため突き上げをしても、フィルムへの歪みが生じなく、ピックアップ回数が多い場合でも残留歪みが低減されていることが求められている(特許文献3)。従って、ダイシングフィルムには復元性も必要である。フィルムが十分に復元できないと、歪が蓄積してチップの位置ずれや傾きが発生して、ピックアップ不良が発生することがある。
After the expansion step, there is a step of hooking up each divided chip, in which tension is applied by pushing up with a needle or the like. For this reason, it is required that no distortion occurs to the film even when pushed up, and that residual distortion is reduced even when the film is picked up many times (Patent Document 3). Therefore, the dicing film also needs to have restorability. If the film cannot be restored sufficiently, distortion may accumulate and the chip may become misaligned or tilted, resulting in pick-up failure.
他の例として、離型フィルムなどの易成形フィルムでは、金型などの表面に沿って引き伸ばされ、密着した状態となるため、フィルムに柔軟性や均等に伸びること、金型への変形追従性が求められている。特に、離型フィルムで用いられる場合には、成型温度に耐える必要がある。成型後の表面保護性の点から、フィルムに復元性があることが好ましい。
As another example, easy-to-form films such as release films are stretched along the surface of a mold, etc., and are in close contact with the surface, so the film has flexibility, can be stretched evenly, and has the ability to follow deformation to the mold. is required. In particular, when used as a release film, it must withstand molding temperatures. From the viewpoint of surface protection after molding, it is preferable that the film has restorability.
耐熱性が高く柔軟性が高いフィルムとしては、例えば、特許文献4に、テレフタル酸と1,10-デカンジアミンとダイマー酸とダイマージアミンとからなるポリアミドからなるフィルムが開示されている。
As a film with high heat resistance and high flexibility, for example, Patent Document 4 discloses a film made of polyamide made of terephthalic acid, 1,10-decanediamine, dimer acid, and dimer diamine.
本発明の発明者等は、従来の技術では、以下の問題が生じることを見出した。
例えば、特許文献4のフィルムは、以下に示す問題のうち、少なくとも1つの問題を有した:
・熱処理前後の少なくとも一方で均等に拡張できなかった;
・均等に拡張できたとしても、熱処理により均等状態を保持できなかった;
・張力付与後の解放により付与前の状態に十分に復元できなかった。 The inventors of the present invention found that the following problems occur with the conventional technology.
For example, the film of Patent Document 4 had at least one of the following problems:
・Unable to expand uniformly at least before and after heat treatment;
・Even if it could be expanded evenly, the uniform state could not be maintained due to heat treatment;
・It was not possible to fully restore the state before tension was applied by releasing the tension after applying it.
例えば、特許文献4のフィルムは、以下に示す問題のうち、少なくとも1つの問題を有した:
・熱処理前後の少なくとも一方で均等に拡張できなかった;
・均等に拡張できたとしても、熱処理により均等状態を保持できなかった;
・張力付与後の解放により付与前の状態に十分に復元できなかった。 The inventors of the present invention found that the following problems occur with the conventional technology.
For example, the film of Patent Document 4 had at least one of the following problems:
・Unable to expand uniformly at least before and after heat treatment;
・Even if it could be expanded evenly, the uniform state could not be maintained due to heat treatment;
・It was not possible to fully restore the state before tension was applied by releasing the tension after applying it.
本発明は、前記の問題点を解決しようとするものであり、熱処理前後のいずれにおいても均等に拡張できるだけでなく、均等に拡張した後、熱処理によっても均等状態を保持できるとともに、張力付与後の解放によっても付与前の状態に復元できる、耐熱性および柔軟性に優れたポリアミドフィルムを提供とすることを目的とする。
The present invention aims to solve the above-mentioned problems, and is capable of not only expanding uniformly both before and after heat treatment, but also maintaining the uniform state even after heat treatment after uniform expansion, as well as being able to maintain the uniform state even after applying tension. An object of the present invention is to provide a polyamide film with excellent heat resistance and flexibility that can be restored to its pre-applying state even when released.
本発明の要旨は以下の通りである。
<1> 炭素数18以上の脂肪族ジカルボン酸(A)からなる単位と、炭素数18以上の脂肪族ジアミン(B)からなる単位と、炭素数12以下の芳香族ジカルボン酸(C)からなる単位と、炭素数12以下の脂肪族ジアミン(D)からなる単位とを含むポリアミド(E)を含有し、融点が240℃以上、ヒステリシス試験における伸長回復率が30%以上、引張弾性率が1500MPa以下、10%伸長強度が70MPa以下、結晶融解エンタルピーが15J/g以上であるポリアミドフィルム。
<2> 前記炭素数18以上の脂肪族ジカルボン酸(A)がダイマー酸、前記炭素数18以上の脂肪族ジアミン(B)がダイマージアミン、前記炭素数12以下の芳香族ジカルボン酸(C)がテレフタル酸、前記炭素数12以下の脂肪族ジアミン(D)が1,10-デカンジアミンである、<1>に記載のポリアミドフィルム。
<3> 前記炭素数18以上の脂肪族ジカルボン酸(A)からなる単位と、前記炭素数18以上の脂肪族ジアミン(B)からなる単位の合計の含有量が、ポリアミド(E)を構成する全モノマー成分に対して、10~90質量%である、<1>または<2>に記載のポリアミドフィルム。
<4> 前記炭素数18以上の脂肪族ジカルボン酸(A)からなる単位の含有量が、前記ポリアミド(E)を構成する全モノマー成分に対して、3~45質量%であり、
前記炭素数18以上の脂肪族ジアミン(B)からなる単位の含有量が、前記ポリアミドを構成(E)する全モノマー成分に対して、3~45質量%であり、
前記炭素数12以下の芳香族ジカルボン酸(C)からなる単位の含有量が、前記ポリアミド(E)を構成する全モノマー成分に対して、3~45質量%であり、
前記炭素数12以下の脂肪族ジアミン(D)からなる単位の含有量が、前記ポリアミド(E)を構成する全モノマー成分に対して、3~52質量%である、<1>~<3>のいずれかに記載のポリアミドフィルム。
<5> 前記結晶融解エンタルピーが25J/g以上である、<1>~<4>のいずれかに記載のポリアミドフィルム。
<6> 前記炭素数12以下の芳香族ジカルボン酸(C)からなる単位の含有量が、前記ポリアミド(E)を構成する全モノマー成分に対して、8~35質量%である、<5>に記載のポリアミドフィルム。
<7> 前記ポリアミド(E)は、前記炭素数12以下の芳香族ジカルボン酸(C)からなる単位と、前記炭素数12以下の脂肪族ジアミン(D)からなる単位からなるハードセグメント、および前記炭素数18以上の脂肪族ジカルボン酸(A)からなる単位と、炭素数18以上の脂肪族ジアミン(B)からなる単位からなるソフトセグメントを含むブロック型ポリアミドを含む、<1>~<6>のいずれかに記載のポリアミドフィルム。
<8> 前記ブロック型ポリアミドの含有量は、前記ポリアミド(E)全量に対して10質量%以上である、<7>に記載のポリアミドフィルム。
<9> 前記ブロック型ポリアミドの含有量は、前記ポリアミド(E)全量に対して40質量%以上である、<7>に記載のポリアミドフィルム。
<10> <1>~<9>のいずれかに記載のポリアミドフィルムを製造する方法であって、
炭素数12以下の芳香族ジカルボン酸(C)と炭素数12以下の脂肪族ジアミン(D)とを、炭素数18以上の脂肪族ジカルボン酸(A)および炭素数18以上の脂肪族ジアミン(B)とは別に反応させて、ポリアミド(E)を得ることを含む、ポリアミドフィルムの製造方法。
<11> <1>~<9>のいずれかに記載のポリアミドフィルムならびに該ポリアミドフィルム上に設けられた、樹脂層、金属層および無機材料層からなる群から選択される少なくとも一つの層を有する、ポリアミドフィルム積層体。
<12> <1>~<9>のいずれかに記載のポリアミドフィルムまたは<11>に記載のポリアミドフィルム積層体を含む加飾成形用フィルム。
<13> <1>~<9>のいずれかに記載のポリアミドフィルムまたは<11>に記載のポリアミドフィルム積層体を含むダイシング用フィルム。
<14> <1>~<9>のいずれかに記載のポリアミドフィルムまたは<11>に記載のポリアミドフィルム積層体を含む、平面または曲面プリント回路基板。
<15> <1>~<9>のいずれかに記載のポリアミドフィルムまたは<11>に記載のポリアミドフィルム積層体を含む、平面または曲面アンテナ基板。 The gist of the invention is as follows.
<1> A unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms, a unit consisting of an aliphatic diamine (B) having 18 or more carbon atoms, and an aromatic dicarboxylic acid (C) having 12 or less carbon atoms unit and a unit consisting of an aliphatic diamine (D) having 12 or less carbon atoms, the melting point is 240°C or higher, the elongation recovery rate in the hysteresis test is 30% or higher, and the tensile modulus is 1500 MPa. Hereinafter, a polyamide film having a 10% elongation strength of 70 MPa or less and a crystal melting enthalpy of 15 J/g or more.
<2> The aliphatic dicarboxylic acid having 18 or more carbon atoms (A) is a dimer acid, the aliphatic diamine having 18 or more carbon atoms (B) is a dimer diamine, and the aromatic dicarboxylic acid having 12 or less carbon atoms (C) is The polyamide film according to <1>, wherein terephthalic acid and the aliphatic diamine (D) having 12 or less carbon atoms are 1,10-decanediamine.
<3> The total content of the unit consisting of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the unit consisting of the aliphatic diamine (B) having 18 or more carbon atoms constitutes the polyamide (E). The polyamide film according to <1> or <2>, which is 10 to 90% by mass based on all monomer components.
<4> The content of the unit consisting of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E),
The content of the unit consisting of the aliphatic diamine (B) having 18 or more carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E),
The content of the unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E),
<1> to <3>, wherein the content of the unit consisting of the aliphatic diamine (D) having 12 or less carbon atoms is 3 to 52% by mass based on the total monomer components constituting the polyamide (E). The polyamide film according to any one of the above.
<5> The polyamide film according to any one of <1> to <4>, wherein the crystal melting enthalpy is 25 J/g or more.
<6> The content of the unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms is 8 to 35% by mass based on the total monomer components constituting the polyamide (E), <5> Polyamide film described in.
<7> The polyamide (E) includes a hard segment consisting of a unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms, a unit consisting of the aliphatic diamine (D) having 12 or less carbon atoms, and the <1> to <6> containing a block polyamide containing a soft segment consisting of a unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and a unit consisting of an aliphatic diamine (B) having 18 or more carbon atoms. The polyamide film according to any one of the above.
<8> The polyamide film according to <7>, wherein the content of the block polyamide is 10% by mass or more based on the total amount of the polyamide (E).
<9> The polyamide film according to <7>, wherein the content of the block polyamide is 40% by mass or more based on the total amount of the polyamide (E).
<10> A method for producing the polyamide film according to any one of <1> to <9>, comprising:
An aromatic dicarboxylic acid (C) having 12 or more carbon atoms and an aliphatic diamine (D) having 12 or less carbon atoms are combined with an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and an aliphatic diamine having 18 or more carbon atoms (B). ) A method for producing a polyamide film, which comprises reacting separately with polyamide (E) to obtain polyamide (E).
<11> The polyamide film according to any one of <1> to <9> and at least one layer provided on the polyamide film selected from the group consisting of a resin layer, a metal layer, and an inorganic material layer. , polyamide film laminate.
<12> A decorative molding film comprising the polyamide film according to any one of <1> to <9> or the polyamide film laminate according to <11>.
<13> A dicing film comprising the polyamide film according to any one of <1> to <9> or the polyamide film laminate according to <11>.
<14> A flat or curved printed circuit board comprising the polyamide film according to any one of <1> to <9> or the polyamide film laminate according to <11>.
<15> A planar or curved antenna substrate comprising the polyamide film according to any one of <1> to <9> or the polyamide film laminate according to <11>.
<1> 炭素数18以上の脂肪族ジカルボン酸(A)からなる単位と、炭素数18以上の脂肪族ジアミン(B)からなる単位と、炭素数12以下の芳香族ジカルボン酸(C)からなる単位と、炭素数12以下の脂肪族ジアミン(D)からなる単位とを含むポリアミド(E)を含有し、融点が240℃以上、ヒステリシス試験における伸長回復率が30%以上、引張弾性率が1500MPa以下、10%伸長強度が70MPa以下、結晶融解エンタルピーが15J/g以上であるポリアミドフィルム。
<2> 前記炭素数18以上の脂肪族ジカルボン酸(A)がダイマー酸、前記炭素数18以上の脂肪族ジアミン(B)がダイマージアミン、前記炭素数12以下の芳香族ジカルボン酸(C)がテレフタル酸、前記炭素数12以下の脂肪族ジアミン(D)が1,10-デカンジアミンである、<1>に記載のポリアミドフィルム。
<3> 前記炭素数18以上の脂肪族ジカルボン酸(A)からなる単位と、前記炭素数18以上の脂肪族ジアミン(B)からなる単位の合計の含有量が、ポリアミド(E)を構成する全モノマー成分に対して、10~90質量%である、<1>または<2>に記載のポリアミドフィルム。
<4> 前記炭素数18以上の脂肪族ジカルボン酸(A)からなる単位の含有量が、前記ポリアミド(E)を構成する全モノマー成分に対して、3~45質量%であり、
前記炭素数18以上の脂肪族ジアミン(B)からなる単位の含有量が、前記ポリアミドを構成(E)する全モノマー成分に対して、3~45質量%であり、
前記炭素数12以下の芳香族ジカルボン酸(C)からなる単位の含有量が、前記ポリアミド(E)を構成する全モノマー成分に対して、3~45質量%であり、
前記炭素数12以下の脂肪族ジアミン(D)からなる単位の含有量が、前記ポリアミド(E)を構成する全モノマー成分に対して、3~52質量%である、<1>~<3>のいずれかに記載のポリアミドフィルム。
<5> 前記結晶融解エンタルピーが25J/g以上である、<1>~<4>のいずれかに記載のポリアミドフィルム。
<6> 前記炭素数12以下の芳香族ジカルボン酸(C)からなる単位の含有量が、前記ポリアミド(E)を構成する全モノマー成分に対して、8~35質量%である、<5>に記載のポリアミドフィルム。
<7> 前記ポリアミド(E)は、前記炭素数12以下の芳香族ジカルボン酸(C)からなる単位と、前記炭素数12以下の脂肪族ジアミン(D)からなる単位からなるハードセグメント、および前記炭素数18以上の脂肪族ジカルボン酸(A)からなる単位と、炭素数18以上の脂肪族ジアミン(B)からなる単位からなるソフトセグメントを含むブロック型ポリアミドを含む、<1>~<6>のいずれかに記載のポリアミドフィルム。
<8> 前記ブロック型ポリアミドの含有量は、前記ポリアミド(E)全量に対して10質量%以上である、<7>に記載のポリアミドフィルム。
<9> 前記ブロック型ポリアミドの含有量は、前記ポリアミド(E)全量に対して40質量%以上である、<7>に記載のポリアミドフィルム。
<10> <1>~<9>のいずれかに記載のポリアミドフィルムを製造する方法であって、
炭素数12以下の芳香族ジカルボン酸(C)と炭素数12以下の脂肪族ジアミン(D)とを、炭素数18以上の脂肪族ジカルボン酸(A)および炭素数18以上の脂肪族ジアミン(B)とは別に反応させて、ポリアミド(E)を得ることを含む、ポリアミドフィルムの製造方法。
<11> <1>~<9>のいずれかに記載のポリアミドフィルムならびに該ポリアミドフィルム上に設けられた、樹脂層、金属層および無機材料層からなる群から選択される少なくとも一つの層を有する、ポリアミドフィルム積層体。
<12> <1>~<9>のいずれかに記載のポリアミドフィルムまたは<11>に記載のポリアミドフィルム積層体を含む加飾成形用フィルム。
<13> <1>~<9>のいずれかに記載のポリアミドフィルムまたは<11>に記載のポリアミドフィルム積層体を含むダイシング用フィルム。
<14> <1>~<9>のいずれかに記載のポリアミドフィルムまたは<11>に記載のポリアミドフィルム積層体を含む、平面または曲面プリント回路基板。
<15> <1>~<9>のいずれかに記載のポリアミドフィルムまたは<11>に記載のポリアミドフィルム積層体を含む、平面または曲面アンテナ基板。 The gist of the invention is as follows.
<1> A unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms, a unit consisting of an aliphatic diamine (B) having 18 or more carbon atoms, and an aromatic dicarboxylic acid (C) having 12 or less carbon atoms unit and a unit consisting of an aliphatic diamine (D) having 12 or less carbon atoms, the melting point is 240°C or higher, the elongation recovery rate in the hysteresis test is 30% or higher, and the tensile modulus is 1500 MPa. Hereinafter, a polyamide film having a 10% elongation strength of 70 MPa or less and a crystal melting enthalpy of 15 J/g or more.
<2> The aliphatic dicarboxylic acid having 18 or more carbon atoms (A) is a dimer acid, the aliphatic diamine having 18 or more carbon atoms (B) is a dimer diamine, and the aromatic dicarboxylic acid having 12 or less carbon atoms (C) is The polyamide film according to <1>, wherein terephthalic acid and the aliphatic diamine (D) having 12 or less carbon atoms are 1,10-decanediamine.
<3> The total content of the unit consisting of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the unit consisting of the aliphatic diamine (B) having 18 or more carbon atoms constitutes the polyamide (E). The polyamide film according to <1> or <2>, which is 10 to 90% by mass based on all monomer components.
<4> The content of the unit consisting of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E),
The content of the unit consisting of the aliphatic diamine (B) having 18 or more carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E),
The content of the unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E),
<1> to <3>, wherein the content of the unit consisting of the aliphatic diamine (D) having 12 or less carbon atoms is 3 to 52% by mass based on the total monomer components constituting the polyamide (E). The polyamide film according to any one of the above.
<5> The polyamide film according to any one of <1> to <4>, wherein the crystal melting enthalpy is 25 J/g or more.
<6> The content of the unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms is 8 to 35% by mass based on the total monomer components constituting the polyamide (E), <5> Polyamide film described in.
<7> The polyamide (E) includes a hard segment consisting of a unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms, a unit consisting of the aliphatic diamine (D) having 12 or less carbon atoms, and the <1> to <6> containing a block polyamide containing a soft segment consisting of a unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and a unit consisting of an aliphatic diamine (B) having 18 or more carbon atoms. The polyamide film according to any one of the above.
<8> The polyamide film according to <7>, wherein the content of the block polyamide is 10% by mass or more based on the total amount of the polyamide (E).
<9> The polyamide film according to <7>, wherein the content of the block polyamide is 40% by mass or more based on the total amount of the polyamide (E).
<10> A method for producing the polyamide film according to any one of <1> to <9>, comprising:
An aromatic dicarboxylic acid (C) having 12 or more carbon atoms and an aliphatic diamine (D) having 12 or less carbon atoms are combined with an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and an aliphatic diamine having 18 or more carbon atoms (B). ) A method for producing a polyamide film, which comprises reacting separately with polyamide (E) to obtain polyamide (E).
<11> The polyamide film according to any one of <1> to <9> and at least one layer provided on the polyamide film selected from the group consisting of a resin layer, a metal layer, and an inorganic material layer. , polyamide film laminate.
<12> A decorative molding film comprising the polyamide film according to any one of <1> to <9> or the polyamide film laminate according to <11>.
<13> A dicing film comprising the polyamide film according to any one of <1> to <9> or the polyamide film laminate according to <11>.
<14> A flat or curved printed circuit board comprising the polyamide film according to any one of <1> to <9> or the polyamide film laminate according to <11>.
<15> A planar or curved antenna substrate comprising the polyamide film according to any one of <1> to <9> or the polyamide film laminate according to <11>.
本発明のポリアミドフィルムは、熱処理前後のいずれにおいても、より十分に均等に拡張できる。
本発明のポリアミドフィルムはまた、均等に拡張した後において、熱処理によっても均等状態をより十分に保持できるとともに、張力付与後の解放によってもより十分に付与前の状態に復元できる。 The polyamide film of the present invention can expand more fully and evenly both before and after heat treatment.
After the polyamide film of the present invention has been uniformly expanded, the uniform state can be more fully maintained even by heat treatment, and even when tension is applied and then released, it can be more fully restored to the state before application.
本発明のポリアミドフィルムはまた、均等に拡張した後において、熱処理によっても均等状態をより十分に保持できるとともに、張力付与後の解放によってもより十分に付与前の状態に復元できる。 The polyamide film of the present invention can expand more fully and evenly both before and after heat treatment.
After the polyamide film of the present invention has been uniformly expanded, the uniform state can be more fully maintained even by heat treatment, and even when tension is applied and then released, it can be more fully restored to the state before application.
本発明のポリアミドフィルムは、炭素数18以上の脂肪族ジカルボン酸(A)(以下、成分(A)ということがある。)からなる単位と、炭素数18以上の脂肪族ジアミン(B)(以下、成分(B)ということがある。)からなる単位と、炭素数12以下の芳香族ジカルボン酸(C)(以下、成分(C)ということがある。)からなる単位と、炭素数12以下の脂肪族ジアミン(D)(以下、成分(D)ということがある。)からなる単位を含むポリアミド(E)を含有するポリアミドフィルムである。
The polyamide film of the present invention comprises a unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms (hereinafter sometimes referred to as component (A)) and an aliphatic diamine (B) having 18 or more carbon atoms (hereinafter referred to as component (A)). , a unit consisting of an aromatic dicarboxylic acid (C) having 12 or less carbon atoms (hereinafter sometimes referred to as component (C)), and a unit consisting of an aromatic dicarboxylic acid (C) having 12 or less carbon atoms (hereinafter sometimes referred to as component (C)); This is a polyamide film containing a polyamide (E) containing a unit consisting of an aliphatic diamine (D) (hereinafter sometimes referred to as component (D)).
成分(A)~(D)は、ポリアミド中、モノマー成分(またはモノマー残基)として含有されている。従って、「炭素数18以上の脂肪族ジカルボン酸(A)からなる単位」は単に「炭素数18以上の脂肪族ジカルボン酸(A)モノマー」またはその残基と表現されてもよい。「炭素数18以上の脂肪族ジアミン(B)からなる単位」は単に「炭素数18以上の脂肪族ジアミン(B)モノマー」またはその残基と表現されてもよい。「炭素数12以下の芳香族ジカルボン酸(C)からなる単位」は単に「炭素数12以下の芳香族ジカルボン酸(C)モノマー」またはその残基と表現されてもよい。「炭素数12以下の脂肪族ジアミン(D)からなる単位」は単に「炭素数12以下の脂肪族ジアミン(D)モノマー」またはその残基と表現されてもよい。
Components (A) to (D) are contained as monomer components (or monomer residues) in the polyamide. Therefore, "a unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms" may simply be expressed as "an aliphatic dicarboxylic acid (A) monomer having 18 or more carbon atoms" or a residue thereof. "A unit consisting of an aliphatic diamine (B) having 18 or more carbon atoms" may be simply expressed as "an aliphatic diamine (B) monomer having 18 or more carbon atoms" or a residue thereof. "A unit consisting of an aromatic dicarboxylic acid (C) having 12 or less carbon atoms" may be simply expressed as "an aromatic dicarboxylic acid (C) monomer having 12 or less carbon atoms" or a residue thereof. "A unit consisting of an aliphatic diamine (D) having 12 or less carbon atoms" may be simply expressed as "an aliphatic diamine (D) monomer having 12 or less carbon atoms" or a residue thereof.
本発明のポリアミドフィルムに用いるポリアミド(E)を構成する炭素数18以上の脂肪族ジカルボン酸(A)としては、カルボキシル基以外は全て炭化水素からなる脂肪族ジカルボン酸が好ましく、例えば、ヘキサデカンジカルボン酸(炭素数18)、オクタデカンジカルボン酸(炭素数20)、ダイマー酸(炭素数36)が挙げられる。中でも、柔軟性が高くなることから炭素数20以上の脂肪族ジカルボン酸が好ましく、ダイマー酸がより好ましい。ダイマー酸は、例えばオレイン酸、リノール酸等の不飽和脂肪酸から選択される2つの分子を付加反応させたものであってもよい。当該2つの分子は同種の分子であってもよいし、または相互に異種の分子であってもよい。ダイマー酸は、不飽和結合を有するジカルボン酸であってもよいが、着色しにくいことから、水添してすべての結合が飽和結合であるジカルボン酸が好ましい。成分(A)は、上記のうち1種を単独で用いてもよいし、または2種以上を併用してもよい。
The aliphatic dicarboxylic acid (A) having 18 or more carbon atoms constituting the polyamide (E) used in the polyamide film of the present invention is preferably an aliphatic dicarboxylic acid consisting of hydrocarbons except for carboxyl groups, such as hexadecanedicarboxylic acid. (18 carbon atoms), octadecanedicarboxylic acid (20 carbon atoms), and dimer acid (36 carbon atoms). Among these, aliphatic dicarboxylic acids having 20 or more carbon atoms are preferred, and dimer acids are more preferred because of their increased flexibility. The dimer acid may be an addition reaction of two molecules selected from unsaturated fatty acids such as oleic acid and linoleic acid. The two molecules may be the same type of molecules or may be mutually different types of molecules. The dimer acid may be a dicarboxylic acid having an unsaturated bond, but a dicarboxylic acid in which all bonds are saturated by hydrogenation is preferred because it is less likely to be colored. Component (A) may be used alone or in combination of two or more of the above.
成分(A)の炭素数は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、好ましくは20~40、より好ましくは30~40、さらに好ましくは34~38である。
The number of carbon atoms in component (A) is preferably 20 to 40, more preferably 30 to 40, even more preferably 34 to 40, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is 38.
本明細書中、耐熱性は、融点がより十分に高いフィルム特性のことである。
柔軟性は、フィルムの伸長回復率がより十分に高く、かつフィルムの引張弾性率がより十分に低い特性である。
均等拡張性とは、熱処理前後のいずれにおいても中央部から端部にわたって、より十分に均等に拡張できるフィルム特性をいうものとする。
耐熱均等性とは、均等に拡張した後、熱処理によっても、均等状態をより十分に保持できるフィルム特性をいうものとする。
復元性とは、均等に拡張した後、張力付与後の解放によっても、より十分に付与前の状態に復元できるフィルム特性をいうものとする。 As used herein, heat resistance refers to a film property that has a sufficiently high melting point.
Flexibility is a property in which the elongation recovery rate of the film is sufficiently high and the tensile modulus of the film is sufficiently low.
Uniform expandability refers to a film characteristic that allows it to expand more uniformly from the center to the edges both before and after heat treatment.
Heat-resistant uniformity refers to a film characteristic that can sufficiently maintain a uniform state even after heat treatment after uniform expansion.
Restorability refers to the property of a film that, after being expanded evenly, can be more fully restored to the state before tension is applied even after tension is applied and then released.
柔軟性は、フィルムの伸長回復率がより十分に高く、かつフィルムの引張弾性率がより十分に低い特性である。
均等拡張性とは、熱処理前後のいずれにおいても中央部から端部にわたって、より十分に均等に拡張できるフィルム特性をいうものとする。
耐熱均等性とは、均等に拡張した後、熱処理によっても、均等状態をより十分に保持できるフィルム特性をいうものとする。
復元性とは、均等に拡張した後、張力付与後の解放によっても、より十分に付与前の状態に復元できるフィルム特性をいうものとする。 As used herein, heat resistance refers to a film property that has a sufficiently high melting point.
Flexibility is a property in which the elongation recovery rate of the film is sufficiently high and the tensile modulus of the film is sufficiently low.
Uniform expandability refers to a film characteristic that allows it to expand more uniformly from the center to the edges both before and after heat treatment.
Heat-resistant uniformity refers to a film characteristic that can sufficiently maintain a uniform state even after heat treatment after uniform expansion.
Restorability refers to the property of a film that, after being expanded evenly, can be more fully restored to the state before tension is applied even after tension is applied and then released.
成分(A)の含有量は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、3~45質量%であることが好ましく、5~45質量%であることがより好ましく、10~45質量%であることがさらに好ましく、10~40質量%であることが特に好ましく、13~40質量%であることが十分に好ましく、16~33質量%であることがより十分に好ましい。当該含有量は、成分(A)の残基の含有量であって、ポリアミド(E)を構成する全モノマー成分(またはそれらの残基の全量)に対する割合である。ポリアミドが2種以上の成分(A)を含む場合、それらの合計量が上記範囲内であればよい。
The content of component (A) is preferably 3 to 45% by mass, and preferably 5 to 45% by mass, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. more preferably 10 to 45% by weight, even more preferably 10 to 40% by weight, fully preferably 13 to 40% by weight, and 16 to 33% by weight. is more fully preferred. The content is the content of the residues of component (A), and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E). When the polyamide contains two or more types of components (A), the total amount thereof may be within the above range.
本発明のポリアミドフィルムに用いるポリアミド(E)を構成する炭素数18以上の脂肪族ジアミン(B)としては、アミノ基以外は全て炭化水素からなる脂肪族ジカルボン酸が好ましく、例えば、オクタデカンジアミン(炭素数18)、エイコサンジアミン(炭素数20)、ダイマージアミン(炭素数36)が挙げられる。中でも、ダイマージアミンが好ましい。ダイマージアミンを用いることにより、他のモノマーより比較的少ない樹脂組成でもポリマー全体の柔軟性を効果的に向上させることができる。通常、ダイマージアミンは、ダイマー酸をアンモニアと反応させたのち、脱水し、ニトリル化し、還元することにより製造される。ダイマージアミンは、不飽和結合を有するジアミンであってもよいが、着色しにくいことから、水添してすべての結合が飽和結合であるジアミンが好ましい。成分(B)は、上記のうち1種を単独で用いてもよいし、または2種以上を併用してもよい。
The aliphatic diamine (B) having 18 or more carbon atoms constituting the polyamide (E) used in the polyamide film of the present invention is preferably an aliphatic dicarboxylic acid consisting of all hydrocarbons except for the amino group. For example, octadecanediamine (carbon 18), eicosandiamine (carbon number 20), and dimer diamine (carbon number 36). Among them, dimer diamine is preferred. By using dimer diamine, the flexibility of the entire polymer can be effectively improved even if the resin composition is relatively small compared to other monomers. Generally, dimer diamine is produced by reacting dimer acid with ammonia, followed by dehydration, nitrification, and reduction. The dimer diamine may be a diamine having an unsaturated bond, but a diamine in which all bonds are saturated by hydrogenation is preferred because it is less likely to be colored. Component (B) may be used alone or in combination of two or more of the above.
成分(B)の炭素数は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、好ましくは20~40、より好ましくは30~40、さらに好ましくは34~38である。
The number of carbon atoms in component (B) is preferably 20 to 40, more preferably 30 to 40, still more preferably 34 to 40, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is 38.
成分(B)の含有量は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、3~45質量%であることが好ましく、5~45質量%であることがより好ましく、10~45質量%であることがさらに好ましく、10~40質量%であることが特に好ましく、20~34質量%であることが十分に好ましい。当該含有量は、成分(B)の残基の含有量であって、ポリアミド(E)を構成する全モノマー成分(またはそれらの残基の全量)に対する割合である。ポリアミドが2種以上の成分(B)を含む場合、それらの合計量が上記範囲内であればよい。
The content of component (B) is preferably 3 to 45% by mass, and preferably 5 to 45% by mass, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is more preferably 10 to 45% by weight, even more preferably 10 to 40% by weight, and fully preferably 20 to 34% by weight. The content is the content of the residues of component (B), and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E). When the polyamide contains two or more types of components (B), the total amount thereof may be within the above range.
本発明のポリアミドフィルムに用いるポリアミド(E)を構成する炭素数12以下の芳香族ジカルボン酸(C)としては、例えば、テレフタル酸(炭素数8)、イソフタル酸(炭素数8)、オルトフタル酸(炭素数8)が挙げられる。中でも、耐熱性、柔軟性、ゴム弾性をさらに向上させやすいことから、炭素数8以上の芳香族ジカルボン酸が好ましく、テレフタル酸がより好ましい。成分(C)は、上記のうち1種を単独で用いてもよいし、または2種以上を併用してもよい。
Examples of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms constituting the polyamide (E) used in the polyamide film of the present invention include terephthalic acid (8 carbon atoms), isophthalic acid (8 carbon atoms), orthophthalic acid ( carbon number 8). Among these, aromatic dicarboxylic acids having 8 or more carbon atoms are preferred, and terephthalic acid is more preferred, since heat resistance, flexibility, and rubber elasticity can be further improved. Component (C) may be used alone or in combination of two or more of the above.
成分(C)の炭素数は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、好ましくは4~12、より好ましくは6~12、さらに好ましくは6~10である。
The number of carbon atoms in component (C) is preferably 4 to 12, more preferably 6 to 12, even more preferably 6 to 12, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is 10.
成分(C)の含有量は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、3~45質量%であることが好ましく、5~45質量%であることがより好ましく、5~40質量%であることがさらに好ましく、8~35質量%であることが特に好ましく、15~30質量%であることが十分に好ましい。当該含有量は、成分(C)の残基の含有量であって、ポリアミド(E)を構成する全モノマー成分(またはそれらの残基の全量)に対する割合である。ポリアミドが2種以上の成分(C)を含む場合、それらの合計量が上記範囲内であればよい。
The content of component (C) is preferably 3 to 45% by mass, and preferably 5 to 45% by mass, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is more preferably 5 to 40% by weight, even more preferably 8 to 35% by weight, and fully preferably 15 to 30% by weight. The content is the content of the residues of component (C), and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E). When the polyamide contains two or more types of components (C), the total amount thereof may be within the above range.
本発明のポリアミドフィルムに用いるポリアミド(E)を構成する炭素数12以下の脂肪族ジアミン(D)としては、例えば、1,12-ドデカンジアミン(炭素数12)、1,10-デカンジアミン(炭素数10)、1,9-ノナンジアミン(炭素数9)、1,8-オクタンジアミン(炭素数8)、1,6-ヘキサンジアミン(炭素数6)が挙げられる。中でも、耐熱性、柔軟性、ゴム弾性をさらに向上させやすいことから、炭素数6以上のジアミンが好ましく、炭素数8以上のジアミンがより好ましく、1,10-デカンジアミンがさらに好ましい。(D)は、上記のうち1種を単独で用いてもよいし、または2種以上を併用してもよい。
Examples of the aliphatic diamine (D) having 12 or less carbon atoms constituting the polyamide (E) used in the polyamide film of the present invention include 1,12-dodecanediamine (12 carbon atoms), 1,10-decanediamine (carbon 10), 1,9-nonanediamine (9 carbon atoms), 1,8-octanediamine (8 carbon atoms), and 1,6-hexanediamine (6 carbon atoms). Among these, diamines having 6 or more carbon atoms are preferred, diamines having 8 or more carbon atoms are more preferred, and 1,10-decanediamine is even more preferred, since heat resistance, flexibility, and rubber elasticity can be further improved. (D) may be used alone or in combination of two or more of the above.
成分(D)の炭素数は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、好ましくは4~12、より好ましくは6~12、さらに好ましくは8~12である。
The number of carbon atoms in component (D) is preferably 4 to 12, more preferably 6 to 12, even more preferably 8 to 12, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is 12.
成分(D)の含有量は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、3~52質量%であることが好ましく、5~50質量%であることがより好ましく、5~40質量%であることがさらに好ましく、10~40質量%であることが特に好ましく、20~30質量%であることが十分に好ましい。当該含有量は、成分(D)の残基の含有量であって、ポリアミド(E)を構成する全モノマー成分(またはそれらの残基の全量)に対する割合である。ポリアミドが2種以上の成分(D)を含む場合、それらの合計量が上記範囲内であればよい。
The content of component (D) is preferably 3 to 52% by mass, and 5 to 50% by mass from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. The content is more preferably 5 to 40% by weight, even more preferably 10 to 40% by weight, and fully preferably 20 to 30% by weight. The content is the content of the residues of component (D), and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E). When the polyamide contains two or more types of components (D), the total amount thereof may be within the above range.
本発明において、ポリアミド(E)は、成分(A)~(D)がランダムに配列および重合されたランダム型ポリアミドであってもよいし、成分(C)と(D)からなるハードセグメントおよび成分(A)と(B)からなるソフトセグメントを含むブロック型ポリアミドであってもよいし、またはランダム型ポリアミドとブロック型ポリアミドの両方を含むポリアミドであってもよい。ポリアミド(E)は、耐熱性、柔軟性、均等拡張性、耐熱均等性、復元性およびゴム弾性のさらなる向上の観点から、ブロック型ポリアミドを含むことが好ましく、ブロック型ポリアミドのみを含むことが好ましい。ブロック型ポリアミドが好ましいものと位置付けられるメカニズムの詳細は明らかではないが、以下の現象に基づくものと考えられる。ブロック型構造においてはハードセグメントとソフトセグメントの相分離構造が形成され、ハードセグメントがゴムの架橋点の役割を果たし、ソフトセグメントが自由に伸縮できるようになる。このため、ポリアミド(E)がより十分に優れた耐熱性を有しながらも、より十分に優れた柔軟性(およびゴム弾性)を有することができる。この結果として、フィルムおよび積層体において耐熱性、柔軟性、均等拡張性、耐熱均等性、復元性およびゴム弾性のさらなる向上が達成されるものと考えられる。成分(C)と(D)の組み合わせとしては、例えば、テレフタル酸とブタンジアミン、テレフタル酸と1,9-ノナンジアミン、テレフタル酸と1,10-デカンジアミン、テレフタル酸と1,12-ドデカンジアミンが挙げられ、中でも、テレフタル酸と1,10-デカンジアミンが好ましい。テレフタル酸と1,10-デカンジアミンを用いることにより、ハードセグメントが高結晶性のセグメントになりやすいため、ハードセグメントとソフトセグメントの相分離構造の形成が促進され、より十分に優れた柔軟性やゴム弾性を発現する。「ゴム」は、外力によって局所的に変形するが、除力すると元の形状へと戻る特性を示す物質の概念で用いている。
In the present invention, the polyamide (E) may be a random polyamide in which the components (A) to (D) are randomly arranged and polymerized, or a hard segment and a component consisting of the components (C) and (D). It may be a block-type polyamide containing a soft segment consisting of (A) and (B), or a polyamide containing both a random-type polyamide and a block-type polyamide. The polyamide (E) preferably contains block-type polyamide, and preferably contains only block-type polyamide, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity. . Although the details of the mechanism by which block-type polyamides are preferred are not clear, it is thought to be based on the following phenomenon. In the block type structure, a phase-separated structure of hard segments and soft segments is formed, the hard segments play the role of crosslinking points of the rubber, and the soft segments can freely expand and contract. Therefore, the polyamide (E) can have sufficiently excellent heat resistance and also sufficiently excellent flexibility (and rubber elasticity). As a result, it is thought that further improvements in heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity are achieved in films and laminates. Examples of combinations of components (C) and (D) include terephthalic acid and butanediamine, terephthalic acid and 1,9-nonanediamine, terephthalic acid and 1,10-decanediamine, and terephthalic acid and 1,12-dodecanediamine. Among them, terephthalic acid and 1,10-decanediamine are preferred. By using terephthalic acid and 1,10-decanediamine, the hard segment tends to become a highly crystalline segment, which promotes the formation of a phase-separated structure between the hard segment and the soft segment, resulting in more excellent flexibility and Demonstrates rubber elasticity. ``Rubber'' is used in the concept of a material that is locally deformed by external force, but returns to its original shape when the force is removed.
本発明に用いるポリアミド(E)中の炭素数18以上の脂肪族ジカルボン酸(A)からなる単位と、炭素数18以上の脂肪族ジアミン(B)からなる単位の合計の含有量は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、10~90質量%であることが好ましく、15~80質量%であることがより好ましく、20~80質量%であることがさらに好ましく、30~75質量%であることが特に好ましく、40~65質量%であることが十分に好ましい。当該合計含有量は、成分(A)の残基と、成分(B)の残基の合計の含有量であって、ポリアミド(E)を構成する全モノマー成分(またはそれらの残基の全量)に対する割合である。
The total content of units consisting of aliphatic dicarboxylic acids (A) having 18 or more carbon atoms and units consisting of aliphatic diamines having 18 or more carbon atoms (B) in the polyamide (E) used in the present invention is determined by the heat resistance , from the viewpoint of further improving flexibility, uniform expandability, heat resistance uniformity, and restorability, preferably from 10 to 90% by mass, more preferably from 15 to 80% by mass, and from 20 to 80% by mass. More preferably, the amount is from 30 to 75% by weight, particularly preferably from 40 to 65% by weight. The total content is the total content of the residues of component (A) and the residues of component (B), and is the total content of all monomer components (or the total amount of those residues) constituting the polyamide (E). It is a percentage of
本発明に用いるポリアミド(E)には、重合時に分解しやすいポリエーテル成分やポリエステル成分を用いないことが好ましい。そのようなポリエーテル成分としては、例えば、ポリオキシエチレングリコール、ポリオキシプロピレングリコール、ポリオキシテトラメチレングリコール、ポリオキシエチレン・ポリオキシプロピレングリコールが挙げられる。ポリエステル成分としては、例えば、ポリエチレンアジペート、ポリテトラメチレンアジペート、ポリエチレンセバケートが挙げられる。ポリエーテル成分やポリエステル成分を用いた場合、重合温度が高いと、分解が生じる場合がある。
The polyamide (E) used in the present invention preferably does not contain polyether components or polyester components that are easily decomposed during polymerization. Examples of such polyether components include polyoxyethylene glycol, polyoxypropylene glycol, polyoxytetramethylene glycol, and polyoxyethylene/polyoxypropylene glycol. Examples of the polyester component include polyethylene adipate, polytetramethylene adipate, and polyethylene sebacate. When a polyether component or a polyester component is used, decomposition may occur if the polymerization temperature is high.
ポリエーテル成分およびポリエステル成分の合計含有量は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、2質量%以下であることが好ましく、1質量%以下であることがより好ましく、0.1質量%以下であることがさらに好ましい。当該合計含有量範囲の下限値は通常、0質量%である。当該合計含有量は、ポリエーテル成分およびポリエステル成分の残基の含有量であって、ポリアミド(E)を構成する全モノマー成分(またはそれらの残基の全量)に対する割合である。ポリエーテル成分およびポリエステル成分は、ポリアミドとの共有結合によりポリアミドの一部を構成する成分であり、ポリアミドに単にブレンドされるものではない。
The total content of the polyether component and the polyester component is preferably 2% by mass or less, and 1% by mass or less from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. It is more preferable that the amount is 0.1% by mass or less, and even more preferably 0.1% by mass or less. The lower limit of the total content range is usually 0% by mass. The total content is the content of the residues of the polyether component and the polyester component, and is the ratio to all the monomer components (or the total amount of those residues) constituting the polyamide (E). The polyether component and the polyester component are components that form a part of the polyamide through covalent bonds with the polyamide, and are not simply blended into the polyamide.
本発明に用いるポリアミド(E)には、重合度調整や、製品の分解抑制や着色抑制等のため、末端封鎖剤を含有してもよい。末端封鎖剤としては、例えば、酢酸、ラウリル酸、安息香酸、ステアリン酸等のモノカルボン酸、オクチルアミン、シクロヘキシルアミン、アニリン、ステアリルアミン等のモノアミンが挙げられる。末端封鎖剤は上記のうち1種を単独で用いてもよいし、または2種以上を併用してもよい。末端封鎖剤の含有量は、特に限定されないが、通常、ジカルボン酸とジアミンの総モル量に対して0~10モル%である。
The polyamide (E) used in the present invention may contain an end-capping agent in order to adjust the degree of polymerization, inhibit product decomposition, inhibit coloring, and the like. Examples of the terminal capping agent include monocarboxylic acids such as acetic acid, lauric acid, benzoic acid, and stearic acid, and monoamines such as octylamine, cyclohexylamine, aniline, and stearylamine. Among the terminal blocking agents, one of the above may be used alone, or two or more thereof may be used in combination. The content of the terminal capping agent is not particularly limited, but is usually 0 to 10 mol% based on the total molar amount of dicarboxylic acid and diamine.
本発明に用いるポリアミド(E)の製造方法は特に限定されず、例えば、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)と炭素数12以下の芳香族ジカルボン酸(C)と炭素数12以下の脂肪族ジアミン(D)とをまとめて反応させる方法(以下、「一括重合法」ということがある)、または成分(C)と成分(D)とを、成分(A)および成分(B)とは別に反応させる方法(以下、「分割重合法」ということがある)により得ることができる。本発明に用いるポリアミド(E)は、本発明のポリアミドフィルムの耐熱性、柔軟性、ゴム弾性、均等拡張性、耐熱均等性、復元性および金属との密着性のさらなる向上の観点から、分割重合方法により製造されることが好ましい。ポリアミドを分割重合法により製造することにより、当該ポリアミドはより好ましい結晶融解エンタルピー、特に25J/g以上を有するようになり、本発明のポリアミドフィルムの耐熱性、柔軟性、ゴム弾性、均等拡張性、耐熱均等性、復元性および金属との密着性がさらに向上するためである。
The method for producing the polyamide (E) used in the present invention is not particularly limited, and includes, for example, an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms, an aliphatic diamine (B) having 18 or more carbon atoms, and an aromatic acid having 12 or less carbon atoms. A method in which a group dicarboxylic acid (C) and an aliphatic diamine having 12 or less carbon atoms (D) are reacted together (hereinafter sometimes referred to as "bulk polymerization method"), or a method in which component (C) and component (D) are reacted together. can be obtained by a method in which component (A) and component (B) are reacted separately (hereinafter sometimes referred to as "split polymerization method"). The polyamide (E) used in the present invention is prepared by split polymerization from the viewpoint of further improving the heat resistance, flexibility, rubber elasticity, uniform expansibility, heat resistance uniformity, restorability, and adhesion to metal of the polyamide film of the present invention. Preferably, it is produced by a method. By producing polyamide by a split polymerization method, the polyamide has a more preferable enthalpy of crystal fusion, especially 25 J/g or more, and the polyamide film of the present invention has good heat resistance, flexibility, rubber elasticity, uniform extensibility, This is because heat resistance uniformity, restorability, and adhesion to metal are further improved.
一括重合法においては、所定の全成分を混合し、重合を行う。重合方法は特に限定されないが、例えば、得られるポリアミドの融点以下の温度に加熱し、縮合水を系外に除去しながら、窒素気流下、当該温度を維持することにより重合する方法が挙げられる。一括重合法により重合したポリアミドは、全成分がランダムに配列される観点から、「ランダム型ポリアミド」と称することができる。「得られるポリアミドの融点」とは「目的とするポリアミドの融点」のことであり、例えば、後述する分割重合法において説明される「ハードセグメントポリマーの融点」であってもよい。
In the batch polymerization method, all predetermined components are mixed and polymerized. The polymerization method is not particularly limited, but examples include a method in which the polyamide is heated to a temperature below the melting point of the resulting polyamide, and polymerized by maintaining the temperature under a nitrogen stream while removing condensed water from the system. A polyamide polymerized by a batch polymerization method can be referred to as a "random type polyamide" from the viewpoint that all components are arranged randomly. The "melting point of the obtained polyamide" refers to the "melting point of the target polyamide", and may be, for example, the "melting point of the hard segment polymer" explained in the divisional polymerization method described below.
従って、一括重合法によりポリアミドを製造するに際しては、例えば、まず、後述する分割重合法において説明される製造方法によりハードセグメントポリマーを得る。次いで、得られたハードセグメントポリマーの融点を測定する。融点の測定方法は特に限定されず、例えば、示差走査型熱量計により測定することができる。その後、モノマー(またはプレポリマー)を含む混合物を、当該「融点」以下の温度(特に当該融点未満の温度)で重合反応に供することにより、ポリアミドを製造することができる。例えば、成分(A)~(D)それぞれとしてダイマー酸、ダイマージアミン、テレフタル酸および1,10-デカンジアミンを用いる場合、「目的とするポリアミド」の融点(例えば「ハードセグメントポリマーの融点」)は315℃であり、一括重合法における重合温度は220~300℃(特に240~280℃)であってもよい。この場合、一括重合法における重合時間は、十分な重合が行われる限り特に限定されず、例えば、1~10時間(特に3~7時間)であってもよい。
Therefore, when producing polyamide by the batch polymerization method, first, for example, a hard segment polymer is obtained by the production method described below in the divisional polymerization method. Next, the melting point of the obtained hard segment polymer is measured. The method for measuring the melting point is not particularly limited, and for example, the melting point can be measured using a differential scanning calorimeter. Thereafter, polyamide can be produced by subjecting the mixture containing the monomer (or prepolymer) to a polymerization reaction at a temperature below the "melting point" (especially at a temperature below the melting point). For example, when using dimer acid, dimer diamine, terephthalic acid, and 1,10-decanediamine as components (A) to (D), the melting point of the "target polyamide" (for example, the "melting point of the hard segment polymer") is The polymerization temperature in the batch polymerization method may be 220 to 300°C (particularly 240 to 280°C). In this case, the polymerization time in the batch polymerization method is not particularly limited as long as sufficient polymerization is carried out, and may be, for example, 1 to 10 hours (particularly 3 to 7 hours).
分割重合法においては、成分(C)と成分(D)とを、成分(A)および成分(B)とは別に反応させて重合を行う。例えば、成分(C)と成分(D)とを反応させ反応生成物を得たのち、当該反応生成物を、成分(A)および成分(B)と、さらに反応させて重合する。詳しくは、
成分(A)と、
成分(B)と、
成分(C)と成分(D)との反応生成物と、
を反応させて重合する。 In the split polymerization method, component (C) and component (D) are reacted separately from component (A) and component (B) to perform polymerization. For example, component (C) and component (D) are reacted to obtain a reaction product, and then the reaction product is further reacted with component (A) and component (B) to polymerize. For more information,
Ingredient (A) and
Ingredient (B) and
A reaction product of component (C) and component (D),
react and polymerize.
成分(A)と、
成分(B)と、
成分(C)と成分(D)との反応生成物と、
を反応させて重合する。 In the split polymerization method, component (C) and component (D) are reacted separately from component (A) and component (B) to perform polymerization. For example, component (C) and component (D) are reacted to obtain a reaction product, and then the reaction product is further reacted with component (A) and component (B) to polymerize. For more information,
Ingredient (A) and
Ingredient (B) and
A reaction product of component (C) and component (D),
react and polymerize.
このような分割重合法において、成分(A)および成分(B)は、相互に反応していない状態で使用されてもよいし、または相互に反応した状態(すなわち、それらの反応生成物の形態)で使用されてもよい。例えば、本発明に用いるポリアミド(E)は、成分(A)と成分(B)を予め反応させたのち、得られた成分(A)と成分(B)との反応生成物と、成分(C)と成分(D)との反応生成物を反応させて重合することにより得てもよい。詳しくは、本発明に用いるポリアミド(E)は、成分(A)と成分(B)との反応生成物と、成分(C)と成分(D)との反応生成物と、を反応させて重合することにより得てもよい。成分(A)および成分(B)は、ポリアミドフィルムの耐熱性、柔軟性、ゴム弾性、均等拡張性、耐熱均等性、復元性および金属との密着性のさらなる向上の観点から、相互に反応した状態(すなわち、それらの反応生成物の形態)で使用されることが好ましい。
In such a split polymerization method, component (A) and component (B) may be used in a non-reacted state or in a mutually reacted state (i.e., the form of their reaction products). ) may be used. For example, the polyamide (E) used in the present invention can be prepared by reacting component (A) and component (B) in advance, and then combining the obtained reaction product of component (A) and component (B) with component (C ) and component (D) may be reacted and polymerized. Specifically, the polyamide (E) used in the present invention is polymerized by reacting a reaction product of component (A) and component (B) with a reaction product of component (C) and component (D). It may be obtained by doing so. Component (A) and component (B) reacted with each other from the viewpoint of further improving the heat resistance, flexibility, rubber elasticity, uniform extensibility, heat resistance uniformity, restorability, and adhesion to metal of the polyamide film. Preferably, they are used in the form (ie in the form of their reaction products).
分割重合法により重合したポリアミドは、一括重合法により重合したポリアミドとは異なり、成分(C)と(D)からなるハードセグメントおよび成分(A)と(B)からなるソフトセグメントから構成されるポリアミドとして得られる。従って、一括重合法により重合したポリアミドが「ランダム型ポリアミド」であることに対して、分割重合法により重合したポリアミドは、ハードセグメントおよびソフトセグメントの含有の観点から、「ブロック型ポリアミド」と称することができる。
Polyamide polymerized by the split polymerization method is different from polyamide polymerized by the batch polymerization method, and is a polyamide composed of a hard segment consisting of components (C) and (D) and a soft segment consisting of components (A) and (B). obtained as. Therefore, polyamide polymerized by bulk polymerization is called "random polyamide," whereas polyamide polymerized by split polymerization is called "block polyamide" from the viewpoint of containing hard segments and soft segments. I can do it.
分割重合法においては、用いる炭素数12以下の芳香族ジカルボン酸(C)と炭素数12以下の脂肪族ジアミン(D)のモノマー比率[(C)/(D)]を調整することにより、得られる反応生成物の連鎖長を制御することができ、その結果、得られるポリアミドの柔軟性やゴム弾性を制御することができる。柔軟性やゴム弾性がより十分に向上することから、モル比[(C)/(D)]は、45/55~60/40とすることが好ましく、45/55~55/45とすることがより好ましい。
In the split polymerization method, the monomer ratio [(C)/(D)] of aromatic dicarboxylic acid (C) having 12 or less carbon atoms and aliphatic diamine (D) having 12 or less carbon atoms to be used can be adjusted. The chain length of the resulting reaction product can be controlled, and as a result, the flexibility and rubber elasticity of the resulting polyamide can be controlled. The molar ratio [(C)/(D)] is preferably from 45/55 to 60/40, and preferably from 45/55 to 55/45, since flexibility and rubber elasticity are more sufficiently improved. is more preferable.
分割重合法において、炭素数12以下の芳香族ジカルボン酸(C)と炭素数12以下の脂肪族ジアミン(D)を含有する反応生成物の製造方法(以下、単に「反応生成物の製造方法X」ということがある)は特に限定されないが、例えば、成分(D)の融点以上、かつ成分(C)の融点以下の温度に加熱し、成分(C)の粉末の状態を保つように、成分(D)を添加する方法が挙げられる。例えば、成分(C)および(D)それぞれとしてテレフタル酸および1,10-デカンジアミンを用いる場合、加熱温度は100~240℃(特に140~200℃)であってもよい。成分(D)の添加は連続的に行うことが好ましく、例えば、1~10時間(特に1~5時間)かけて行うことが好ましい。
In the split polymerization method, a method for producing a reaction product containing an aromatic dicarboxylic acid (C) having 12 or less carbon atoms and an aliphatic diamine (D) having 12 or less carbon atoms (hereinafter simply referred to as "method for producing a reaction product X") '') is not particularly limited, but for example, the component (C) may be heated to a temperature above the melting point of the component (D) and below the melting point of the component (C) to maintain the powder state of the component (C). An example is a method of adding (D). For example, when using terephthalic acid and 1,10-decanediamine as components (C) and (D), the heating temperature may be 100 to 240°C (particularly 140 to 200°C). The addition of component (D) is preferably carried out continuously, for example over a period of 1 to 10 hours (especially 1 to 5 hours).
成分(C)と成分(D)との反応生成物は、成分(C)と成分(D)との塩の形態を有していてもよいし、それらの縮合物(またはオリゴマーもしくはプレポリマー)の形態を有していてもよいし、またはこれらの複合形態を有していてもよい。
The reaction product of component (C) and component (D) may have the form of a salt of component (C) and component (D), or a condensate (or oligomer or prepolymer) thereof. or a combination thereof.
成分(A)と成分(B)を予め反応させる場合、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)とを反応させる方法は特に限定されないが、例えば、80~150℃(特に100~150℃)の温度で0.5~3時間反応させる方法が挙げられる。
When reacting component (A) and component (B) in advance, the method of reacting the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms with the aliphatic diamine (B) having 18 or more carbon atoms is not particularly limited, but For example, a method of reacting at a temperature of 80 to 150°C (particularly 100 to 150°C) for 0.5 to 3 hours can be mentioned.
成分(A)と成分(B)との反応生成物もまた、成分(C)と成分(D)との反応生成物と同様に、塩の形態を有していてもよいし、それらの縮合物(またはオリゴマーもしくはプレポリマー)の形態を有していてもよいし、またはこれらの複合形態を有していてもよい。
The reaction product of component (A) and component (B) may also be in the form of a salt, similar to the reaction product of component (C) and component (D), or may be in the form of a salt, or may be formed by condensation thereof. It may have the form of a substance (or oligomer or prepolymer), or it may have a composite form of these.
分割重合法において、重合方法は特に限定されないが、例えば、ハードセグメントポリマー(例えばハードセグメントを構成する成分(C)および(D)のみから構成されるポリアミド)の融点以下の温度(好ましくは当該融点未満の温度)で重合する方法が挙げられる。詳しくは、ハードセグメントポリマー(例えばハードセグメントを構成する成分(C)および(D)のみから構成されるポリアミド)の融点以下の温度に加熱し、縮合水を系外に除去しながら、窒素気流下、当該温度を維持することにより重合する。このように重合することにより、ハードセグメントは溶融することなく、ソフトセグメントだけが溶融した状態で重合することができる。ハードセグメントポリマーの融点以下の温度で重合する方法は、重合温度が高くなり分解しやすい280℃以上の高融点のポリアミドの重合において、特に効果的である。
In the split polymerization method, the polymerization method is not particularly limited; Examples include a method of polymerizing at a temperature below Specifically, it is heated to a temperature below the melting point of the hard segment polymer (for example, a polyamide composed only of components (C) and (D) that constitute the hard segment), and is heated under a nitrogen stream while removing condensed water from the system. , polymerization occurs by maintaining the temperature. By polymerizing in this manner, the hard segments can be polymerized without melting, and only the soft segments are molten. The method of polymerizing at a temperature below the melting point of the hard segment polymer is particularly effective in the polymerization of polyamides having a high melting point of 280° C. or higher, which tend to be decomposed due to high polymerization temperatures.
「ハードセグメントポリマーの融点」とは、ハードセグメントを構成する成分(C)および(D)のみをモノマー成分として十分に重合させてなるポリアミドの融点のことである。「ハードセグメントポリマーの融点」は、例えば、国際公開2013/042541号パンフレットに記載の方法により、成分(C)および(D)のみをモノマー成分として十分に重合させてなるポリアミドの融点であってもよい。詳しくは、「ハードセグメントポリマーの融点」は、成分(C)および(D)から反応生成物を得る工程(i)および得られた反応生成物を重合する工程(ii)を含む方法により得られたポリアミド(ハードセグメントポリマー)の融点である。ハードセグメントポリマーの製造過程において、工程(i)では、成分(C)および(D)を、成分(D)の融点以上、かつ成分(C)の融点以下の温度に加熱し、成分(C)の粉末の状態を保つように、成分(D)を添加することにより反応生成物を得ることができる。工程(i)では、例えば、成分(C)および(D)それぞれとしてテレフタル酸および1,10-デカンジアミンを用いる場合、加熱温度は100~240℃(好ましくは140~200℃、特に170℃)であってもよい。成分(D)の添加は連続的に行うことが好ましく、例えば、1~10時間(好ましくは1~5時間、特に2.5時間)かけて行うことが好ましい。ハードセグメントポリマーの製造過程において、工程(ii)では、工程(i)で得られた固相状態の反応生成物を、当該固相状態を保つように、十分に加熱して、重合(すなわち固相重合)を行う。工程(ii)では、例えば、成分(C)および(D)それぞれとしてテレフタル酸および1,10-デカンジアミンを用いる場合、加熱温度(すなわち重合温度)は220~300℃(好ましくは240~280℃、特に260℃)であってもよく、加熱時間(すなわち重合時間)は1~10時間(好ましくは3~7時間、特に5時間)であってもよい。工程(i)および(ii)は窒素不活性ガス等の気流中で行うことが好ましい。例えば、成分(C)および(D)それぞれとしてテレフタル酸および1,10-デカンジアミンを用いる場合、「ハードセグメントポリマーの融点」の融点は通常315℃である。
"Melting point of hard segment polymer" refers to the melting point of a polyamide obtained by sufficiently polymerizing only components (C) and (D) constituting the hard segment as monomer components. The "melting point of a hard segment polymer" may be the melting point of a polyamide obtained by sufficiently polymerizing only components (C) and (D) as monomer components, for example, by the method described in International Publication No. 2013/042541 pamphlet. good. Specifically, the "melting point of the hard segment polymer" is obtained by a method comprising step (i) of obtaining a reaction product from components (C) and (D) and step (ii) of polymerizing the obtained reaction product. This is the melting point of polyamide (hard segment polymer). In the process of producing a hard segment polymer, in step (i), components (C) and (D) are heated to a temperature above the melting point of component (D) and below the melting point of component (C), and component (C) The reaction product can be obtained by adding component (D) so as to maintain the powder state. In step (i), for example, when using terephthalic acid and 1,10-decanediamine as components (C) and (D), the heating temperature is 100 to 240°C (preferably 140 to 200°C, particularly 170°C). It may be. The addition of component (D) is preferably carried out continuously, for example over a period of 1 to 10 hours (preferably 1 to 5 hours, particularly 2.5 hours). In the process of producing a hard segment polymer, in step (ii), the reaction product in the solid phase obtained in step (i) is sufficiently heated to maintain the solid phase to undergo polymerization (i.e., solidification). phase polymerization). In step (ii), for example, when using terephthalic acid and 1,10-decanediamine as components (C) and (D), the heating temperature (i.e., polymerization temperature) is 220 to 300°C (preferably 240 to 280°C). , especially 260° C.), and the heating time (ie, polymerization time) may be 1 to 10 hours (preferably 3 to 7 hours, especially 5 hours). Steps (i) and (ii) are preferably carried out in a stream of nitrogen inert gas or the like. For example, when terephthalic acid and 1,10-decanediamine are used as components (C) and (D), the "melting point of the hard segment polymer" is usually 315°C.
従って、分割重合法によりポリアミドを製造するに際しては、例えば、以下の方法を採用することができる。まず、当該ポリアミドを構成する成分(C)および(D)のみを用いて上記した工程(i)および(ii)により十分に重合を行い、ポリアミド(すなわちハードセグメントポリマー)を得る。次いで、得られたポリアミドの融点を測定する。融点の測定方法は一括重合法においてと同様である。その後、前記した反応生成物の製造方法Xにより、成分(C)と成分(D)とを反応させ反応生成物を得たのち、当該反応生成物を、「ハードセグメントポリマーの融点」以下の温度で、成分(A)および成分(B)と、さらに反応させて重合することにより、ポリアミドを製造することができる。成分(A)~(D)それぞれとしてダイマー酸、ダイマージアミン、テレフタル酸および1,10-デカンジアミンを用いる場合、分割重合法における重合温度は220~300℃(好ましくは240~280℃、特に260℃)であってもよい。この場合、分割重合法における重合時間は、十分な重合が行われる限り特に限定されず、例えば、1~10時間(好ましくは3~7時間、特に5時間)であってもよい。
Therefore, when producing polyamide by the split polymerization method, for example, the following method can be adopted. First, using only the components (C) and (D) constituting the polyamide, sufficient polymerization is carried out in the steps (i) and (ii) described above to obtain a polyamide (ie, hard segment polymer). Next, the melting point of the obtained polyamide is measured. The method for measuring the melting point is the same as in the batch polymerization method. Thereafter, component (C) and component (D) are reacted to obtain a reaction product according to the reaction product manufacturing method By further reacting and polymerizing component (A) and component (B), polyamide can be produced. When using dimer acid, dimer diamine, terephthalic acid and 1,10-decanediamine as components (A) to (D), the polymerization temperature in the split polymerization method is 220 to 300°C (preferably 240 to 280°C, especially 260°C). ℃). In this case, the polymerization time in the split polymerization method is not particularly limited as long as sufficient polymerization is carried out, and may be, for example, 1 to 10 hours (preferably 3 to 7 hours, particularly 5 hours).
一括重合法および分割重合法(以下、単に「本発明に用いるポリアミド(E)の製造方法」ということがある)においては、必要に応じて、触媒を用いてもよい。触媒としては、例えば、リン酸、亜リン酸、次亜リン酸またはそれらの塩が挙げられる。触媒の含有量は、特に限定されないが、通常、ジカルボン酸とジアミンの総モル量に対して0~2モル%である。
In the batch polymerization method and the split polymerization method (hereinafter sometimes simply referred to as "method for producing polyamide (E) used in the present invention"), a catalyst may be used as necessary. Examples of the catalyst include phosphoric acid, phosphorous acid, hypophosphorous acid, or salts thereof. The content of the catalyst is not particularly limited, but is usually 0 to 2% by mole based on the total mole amount of dicarboxylic acid and diamine.
本発明に用いるポリアミド(E)の製造方法においては、必要に応じて、有機溶媒や水を加えてもよい。
In the method for producing polyamide (E) used in the present invention, an organic solvent or water may be added as necessary.
本発明に用いるポリアミド(E)の製造方法においては、重合は、密閉系でおこなってもよいし、常圧でおこなってもよい。密閉系でおこなう場合、モノマーの揮発や縮合水の発生等で圧力が上昇することがあるため、適宜圧力を制御することが好ましい。一方、用いるモノマーの沸点が高く、加圧しなくてもモノマーが系外に流出しない場合、常圧で重合することができる。例えば、ダイマー酸、ダイマージアミン、テレフタル酸、デカンジアミンの組み合わせの場合、常圧で重合することができる。
In the method for producing polyamide (E) used in the present invention, polymerization may be carried out in a closed system or at normal pressure. When carrying out in a closed system, the pressure may increase due to volatilization of monomers, generation of condensed water, etc., so it is preferable to control the pressure appropriately. On the other hand, if the monomer used has a high boiling point and does not flow out of the system even without pressurization, polymerization can be carried out at normal pressure. For example, in the case of a combination of dimer acid, dimer diamine, terephthalic acid, and decanediamine, polymerization can be carried out at normal pressure.
本発明に用いるポリアミド(E)の製造方法においては、酸化劣化を防ぐため、窒素雰囲気下または真空下で重合をおこなうことが好ましい。
In the method for producing polyamide (E) used in the present invention, in order to prevent oxidative deterioration, it is preferable to carry out the polymerization under a nitrogen atmosphere or under vacuum.
重合したポリアミドは、ストランド状に押出しペレットとしてもよいし、ホットカット、アンダーウォーターカットしてペレットとしてもよい。
The polymerized polyamide may be extruded into strands and made into pellets, or may be hot-cut or underwater-cut to make pellets.
本発明に用いるポリアミド(E)の製造方法においては、重合後、さらに高分子量化するために、固相重合をおこなってもよい。固相重合は、重合時の粘度が高粘度で操業が困難になる場合等に、特に効果的である。固相重合は、不活性ガス流通下または減圧下で、樹脂組成物の融点未満の温度で30分以上加熱することによりおこなうことが好ましく、1時間以上加熱することによりおこなうことがより好ましい。樹脂組成物の融点は、上記した「ハードセグメントポリマーの融点」と同様の温度であってもよい。
In the method for producing polyamide (E) used in the present invention, solid phase polymerization may be performed after polymerization to further increase the molecular weight. Solid phase polymerization is particularly effective when the viscosity during polymerization is high and operation becomes difficult. The solid phase polymerization is preferably carried out by heating at a temperature below the melting point of the resin composition for 30 minutes or more, more preferably for 1 hour or more, under an inert gas flow or under reduced pressure. The melting point of the resin composition may be the same temperature as the above-mentioned "melting point of the hard segment polymer."
ポリアミド(E)は、モノマー組成(種類)、モノマー配列、および/または分子量(特に融点)の異なる2種以上のポリアミド(E)を含んでもよい。2種以上のポリアミド(E)は、上記したポリアミド(E)の範囲内から選択される2種以上のポリアミド(E)であってもよい。従って、2種類以上のポリアミド(E)は各々、成分(A)~(D)を含んでもよい。モノマー配列の異なる2種以上のポリアミド(E)とは、1種類以上(特に1種類)の上記したランダム型ポリアミドおよび1種類以上(特に1種類)の上記したブロック型ポリアミドのことである。ポリアミド(E)は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、から、ブロック型ポリアミドを含むことが好ましく、ブロック型ポリアミドの含有量がより多いことがより好ましい。ブロック型ポリアミドの含有量は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、ポリアミド(E)全量に対して、好ましくは10質量%以上、より好ましくは30質量%以上、さらに好ましくは40質量%以上、特に好ましくは45質量%以上、十分に好ましくは70質量%以上、より十分に好ましくは80質量%以上、さらに十分に好ましくは90質量%以上、最も好ましくは100質量%である。ポリアミド(E)が2種以上のポリアミド(E)を含む場合、本明細書中に記載の成分(A)~(D)の含有量はそれぞれ、全ポリアミド(E)における成分(A)~(D)の含有量であってよい。
The polyamide (E) may include two or more types of polyamides (E) that differ in monomer composition (type), monomer arrangement, and/or molecular weight (especially melting point). The two or more types of polyamides (E) may be two or more types of polyamides (E) selected from the range of the polyamides (E) described above. Therefore, two or more types of polyamides (E) may each contain components (A) to (D). The two or more types of polyamides (E) having different monomer sequences are one or more types (especially one type) of the above-mentioned random type polyamides and one or more types (especially one type) of the above-described block type polyamides. From the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability, the polyamide (E) preferably contains block polyamide, and the content of block polyamide is higher. is more preferable. The content of the block polyamide is preferably 10% by mass or more based on the total amount of polyamide (E), more preferably 30% by weight or more, more preferably 40% by weight or more, particularly preferably 45% by weight or more, sufficiently preferably 70% by weight or more, even more preferably 80% by weight or more, still more preferably 90% by weight or more, Most preferably it is 100% by mass. When the polyamide (E) contains two or more types of polyamides (E), the contents of the components (A) to (D) described herein are the same as those of the components (A) to (D) in the total polyamide (E), respectively. The content may be D).
ポリアミド(E)が2種以上のポリアミド(E)を含む場合、ポリアミド(E)は、当該2種以上のポリアミド(E)のうち一部または全部のポリアミドを予め溶融混合して使用されてもよいし、各ポリアミド(ペレット)をドライブレンドして使用されてもよいし、またはこれらの複合形態で使用されてもよい。
When the polyamide (E) contains two or more types of polyamides (E), the polyamide (E) may be used by melt-mixing some or all of the two or more types of polyamides (E) in advance. Alternatively, each polyamide (pellet) may be used as a dry blend, or a composite form of these may be used.
例えば、本発明に用いるポリアミド(E)がランダム型ポリアミドおよびブロック型ポリアミドの2種類のポリアミドを含む場合、当該ポリアミド(E)の製造方法においては、一括重合法および分割重合法で得られたポリアミドの2種を予め溶融混合してもよいし、または各ポリアミド(ペレット)をドライブレンドしてもよい。
また例えば、本発明に用いるポリアミド(E)が2種のランダム型ポリアミドを含む場合、当該ポリアミド(E)の製造方法においては、一括重合法で得られた2種のランダム型ポリアミドを予め溶融混合してもよいし、または各ポリアミド(ペレット)をドライブレンドしてもよい。
また例えば、本発明に用いるポリアミド(E)が2種のブロック型ポリアミドを含む場合、当該ポリアミド(E)の製造方法においては、分割重合法で得られた2種のブロック型ポリアミドを予め溶融混合してもよいし、または各ポリアミド(ペレット)をドライブレンドしてもよい。
耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、本発明に用いるポリアミド(E)は、少なくともブロック型ポリアミドを含むこと(例えば、ブロック型ポリアミドとブロック型ポリアミドとの組み合わせまたはランダム型ポリアミドとブロック型ポリアミドとの組み合わせを含むこと)が好ましく、2種のブロック型ポリアミドを含むこと(例えば、2種のブロック型ポリアミドを含み、かつランダム型ポリアミドを含まないこと)がより好ましい。 For example, when the polyamide (E) used in the present invention contains two types of polyamides, a random type polyamide and a block type polyamide, in the method for producing the polyamide (E), polyamides obtained by a batch polymerization method and a split polymerization method are used. The two types may be melt-mixed in advance, or the respective polyamides (pellets) may be dry blended.
For example, when the polyamide (E) used in the present invention contains two types of random polyamides, in the method for producing the polyamide (E), two types of random polyamides obtained by a batch polymerization method are melt-mixed in advance. Alternatively, each polyamide (pellet) may be dry blended.
For example, when the polyamide (E) used in the present invention contains two types of block polyamides, in the method for producing the polyamide (E), two types of block polyamides obtained by a split polymerization method are melt-mixed in advance. Alternatively, each polyamide (pellet) may be dry blended.
From the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability, the polyamide (E) used in the present invention should include at least block polyamide (for example, block polyamide and block polyamide). or a combination of a random polyamide and a block polyamide), and preferably contains two types of block polyamides (for example, two types of block polyamides and no random polyamide). ) is more preferable.
また例えば、本発明に用いるポリアミド(E)が2種のランダム型ポリアミドを含む場合、当該ポリアミド(E)の製造方法においては、一括重合法で得られた2種のランダム型ポリアミドを予め溶融混合してもよいし、または各ポリアミド(ペレット)をドライブレンドしてもよい。
また例えば、本発明に用いるポリアミド(E)が2種のブロック型ポリアミドを含む場合、当該ポリアミド(E)の製造方法においては、分割重合法で得られた2種のブロック型ポリアミドを予め溶融混合してもよいし、または各ポリアミド(ペレット)をドライブレンドしてもよい。
耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、本発明に用いるポリアミド(E)は、少なくともブロック型ポリアミドを含むこと(例えば、ブロック型ポリアミドとブロック型ポリアミドとの組み合わせまたはランダム型ポリアミドとブロック型ポリアミドとの組み合わせを含むこと)が好ましく、2種のブロック型ポリアミドを含むこと(例えば、2種のブロック型ポリアミドを含み、かつランダム型ポリアミドを含まないこと)がより好ましい。 For example, when the polyamide (E) used in the present invention contains two types of polyamides, a random type polyamide and a block type polyamide, in the method for producing the polyamide (E), polyamides obtained by a batch polymerization method and a split polymerization method are used. The two types may be melt-mixed in advance, or the respective polyamides (pellets) may be dry blended.
For example, when the polyamide (E) used in the present invention contains two types of random polyamides, in the method for producing the polyamide (E), two types of random polyamides obtained by a batch polymerization method are melt-mixed in advance. Alternatively, each polyamide (pellet) may be dry blended.
For example, when the polyamide (E) used in the present invention contains two types of block polyamides, in the method for producing the polyamide (E), two types of block polyamides obtained by a split polymerization method are melt-mixed in advance. Alternatively, each polyamide (pellet) may be dry blended.
From the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability, the polyamide (E) used in the present invention should include at least block polyamide (for example, block polyamide and block polyamide). or a combination of a random polyamide and a block polyamide), and preferably contains two types of block polyamides (for example, two types of block polyamides and no random polyamide). ) is more preferable.
ポリアミド(E)におけるランダム型ポリアミドの含有量は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性のさらなる向上の観点から、少ないほど好ましく、詳しくはポリアミド(E)全量に対して、好ましくは90質量%以下、より好ましくは70質量%以下、さらに好ましくは60質量%以下、特に好ましくは55質量%以下、十分に好ましくは30質量%以下、より十分に好ましくは20質量%以下、さらに十分に好ましくは10質量%以下、最も好ましくは0質量%である。
The content of the random polyamide in the polyamide (E) is preferably as low as possible from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability. , preferably 90% by weight or less, more preferably 70% by weight or less, even more preferably 60% by weight or less, particularly preferably 55% by weight or less, fully preferably 30% by weight or less, even more preferably 20% by weight or less. , even more preferably 10% by weight or less, and most preferably 0% by weight.
本発明に用いるポリアミド(E)を溶融混合して得る場合、溶融混合は、溶融混合に用いるポリアミドの融点以上の温度でおこなうことが好ましい。溶融混合に用いるポリアミドの融点がそれぞれ異なる場合、融点の最も高いポリアミドの融点以上の温度で溶融混合をおこなうことが好ましい。
When the polyamide (E) used in the present invention is obtained by melt-mixing, the melt-mixing is preferably performed at a temperature equal to or higher than the melting point of the polyamide used for melt-mixing. When the polyamides used for melt-mixing have different melting points, it is preferable to perform the melt-mixing at a temperature equal to or higher than the melting point of the polyamide with the highest melting point.
ポリアミド(E)が2種以上のポリアミド(E)を含む場合、各ポリアミド(E)のモノマー組成(例えば、成分(A)、(B)、(C)および(D)の含有量)は、相互に、同じであってもよいし、異なっていてもよい。
When the polyamide (E) contains two or more types of polyamides (E), the monomer composition of each polyamide (E) (for example, the content of components (A), (B), (C) and (D)) is They may be the same or different.
ポリアミド(E)が2種以上のポリアミド(E)を含む場合、モノマー組成の異なるポリアミド(E)を2種以上用いて、それぞれのポリアミドの混合比率を調整することで、各成分の含有量および前記した成分(A)と成分(B)との合計含有量を任意に調整することができる。
When polyamide (E) contains two or more types of polyamide (E), the content of each component and The total content of component (A) and component (B) described above can be adjusted as desired.
本発明のポリアミドフィルムは、上記ポリアミド(E)を240~340℃で3~15分間溶融混合した後、Tダイを通じてシート状に押出し、この押し出された物を、-10~80℃に温度調節されたドラム上に密着させて冷却することにより未延伸フィルムとして製造することができる。ポリアミドフィルムにおけるポリアミド(E)の含有量は特に限定されず、ポリアミドフィルム全体に対して、例えば、50質量%以上であり、好ましくは70質量%以上であり、より好ましくは90質量%以上、さらに好ましくは95質量%以上、特に好ましくは100質量%である。
The polyamide film of the present invention is produced by melt-mixing the above polyamide (E) at 240 to 340°C for 3 to 15 minutes, extruding it into a sheet through a T-die, and controlling the temperature of the extruded product to -10 to 80°C. It can be produced as an unstretched film by placing the film in close contact with a stretched drum and cooling it. The content of polyamide (E) in the polyamide film is not particularly limited, and is, for example, 50% by mass or more, preferably 70% by mass or more, more preferably 90% by mass or more, and It is preferably 95% by mass or more, particularly preferably 100% by mass.
ポリアミドフィルムは、他のポリマーをさらに含んでもよい。他のポリマーとして、ポリアミド(E)以外のポリアミド、ポリイミド、ポリアミドイミド、ポリエーテルイミド、ポリアリーレンエーテルケトン、ポリアリーレンスルフィド、フルオロカーボンポリマー、ポリエステル、ポリエーテル、ポリオレフィン、ポリスチレン、ポリカーボネート、ポリウレタン、エチレン/酢酸ビニル共重合体、エチレン/α-オレフィン共重合体、エチレン/アクリル酸エステル共重合体、無水マレイン酸変性ポリオレフィン、アイオノマー等が挙げられる。他のポリマーは、通常、フィルム全量に対して、50質量%以下であり、好ましくは30質量%以下であり、より好ましくは10質量%以下、さらに好ましくは5質量%以下、特に好ましくは0質量%である。
The polyamide film may further contain other polymers. Other polymers include polyamides other than polyamide (E), polyimides, polyamideimides, polyetherimides, polyarylene ether ketones, polyarylene sulfides, fluorocarbon polymers, polyesters, polyethers, polyolefins, polystyrene, polycarbonates, polyurethanes, and ethylene/acetic acid. Examples include vinyl copolymers, ethylene/α-olefin copolymers, ethylene/acrylic acid ester copolymers, maleic anhydride-modified polyolefins, and ionomers. The amount of other polymers is usually 50% by mass or less, preferably 30% by mass or less, more preferably 10% by mass or less, even more preferably 5% by mass or less, particularly preferably 0% by mass, based on the total amount of the film. %.
本発明のポリアミドフィルムは、未延伸の状態であってもよいし、または延伸された状態であってもよい。耐熱性、柔軟性、均等拡張性、耐熱均等性、復元性およびゴム弾性のさらなる向上の観点から、ポリアミドフィルムは未延伸の状態、または延伸されていたとしても比較的低い倍率で延伸された状態であることが好ましい。
The polyamide film of the present invention may be in an unstretched state or may be in a stretched state. From the perspective of further improving heat resistance, flexibility, uniform extensibility, heat resistance uniformity, resilience, and rubber elasticity, polyamide films can be used in an unstretched state or, if stretched, at a relatively low stretching ratio. It is preferable that
本発明のポリアミドフィルムが延伸された状態で使用される場合、延伸は一軸方向または二軸方向の延伸であることが好ましく、耐熱性、柔軟性、均等拡張性、耐熱均等性、復元性およびゴム弾性のさらなる向上の観点から、二軸延伸方向の延伸であることがより好ましい。延伸方法としては、同時延伸法や逐次延伸法が挙げられる。延伸方法は、耐熱性、柔軟性、均等拡張性、耐熱均等性、復元性およびゴム弾性のさらなる向上ならびに反りのさらなる低減の観点から、同時延伸法であることが好ましい。
When the polyamide film of the present invention is used in a stretched state, the stretching is preferably uniaxial or biaxial stretching, which improves heat resistance, flexibility, uniform extensibility, heat resistance uniformity, resilience, and elasticity. From the viewpoint of further improving elasticity, stretching in the biaxial stretching direction is more preferable. Examples of the stretching method include a simultaneous stretching method and a sequential stretching method. The stretching method is preferably a simultaneous stretching method from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity, and further reducing warpage.
同時二軸延伸法の一例としては、未延伸フィルムを同時二軸延伸し、続いて熱固定処理を施す方法が挙げられる。延伸は、30~150℃で、幅方向(以下、「TD」と略称することがある。)、長手方向(以下、「MD」と略称することがある。)ともに1.01~5倍とすることが好ましく、1.1~3倍とすることがより好ましい。延伸倍率は、耐熱性、柔軟性、均等拡張性、耐熱均等性、復元性およびゴム弾性のさらなる向上の観点から、TD方向およびMD方向ともに、好ましくは3.5倍以下(例えば1.01~3.5倍、特に1.1~3.5倍)であり、より好ましくは2.5倍以下(例えば1.01~2.5倍、特に1.1~2.5倍)、さらに好ましくは2倍以下(例えば1.01~2倍、特に1.1~2倍)である。熱固定処理は、TDのリラックス処理を数%にて、150~300℃で数秒間おこなうことが好ましい。同時二軸する前に、フィルムに1を超えて1.2倍以下程度の予備縦延伸を施しておいてもよい。
An example of a simultaneous biaxial stretching method includes a method in which an unstretched film is simultaneously biaxially stretched and then subjected to heat setting treatment. Stretching is carried out at 30 to 150°C, and 1.01 to 5 times in both the width direction (hereinafter sometimes abbreviated as "TD") and longitudinal direction (hereinafter sometimes abbreviated as "MD"). It is preferable to increase the amount, and more preferably 1.1 to 3 times. The stretching ratio is preferably 3.5 times or less in both the TD direction and the MD direction (for example, 1.01 to 3.5 times, especially 1.1 to 3.5 times), more preferably 2.5 times or less (for example, 1.01 to 2.5 times, especially 1.1 to 2.5 times), even more preferably is 2 times or less (for example, 1.01 to 2 times, especially 1.1 to 2 times). The heat setting treatment is preferably performed at 150 to 300° C. for several seconds with a few percent of TD relaxation treatment. Before simultaneous biaxial stretching, the film may be subjected to preliminary longitudinal stretching of more than 1 and 1.2 times or less.
逐次二軸延伸法の一例としては、未延伸フィルムにロール加熱、赤外線加熱等の加熱処理を施したうえで、縦方向に延伸し、続いて連続的に、横延伸、熱固定処理を施す方法が挙げられる。同時二軸延伸法におけるMD方向の延伸倍率と同様の範囲内の延伸倍率にて行うことが好ましい。横延伸(TD方向)は、縦延伸の場合と同じ30~150℃で、同時二軸延伸法におけるTD方向の延伸倍率と同様の範囲内の延伸倍率にて行うことが好ましい。熱固定処理は、TDのリラックスを数%として150~300℃で数秒間おこなうことが好ましい。
An example of a sequential biaxial stretching method is a method in which an unstretched film is subjected to heat treatment such as roll heating or infrared heating, and then stretched in the longitudinal direction, followed by continuous transverse stretching and heat setting treatment. can be mentioned. It is preferable to carry out the stretching at a stretching ratio within the same range as the MD direction stretching ratio in the simultaneous biaxial stretching method. The transverse stretching (TD direction) is preferably carried out at the same temperature as the longitudinal stretching, from 30 to 150° C., and at a stretching ratio within the same range as the TD direction stretching ratio in the simultaneous biaxial stretching method. The heat setting treatment is preferably carried out at 150 to 300° C. for several seconds with TD relaxation of several percent.
フィルムの製造装置においては、シリンダー、バレルの溶融部および計量部、単管、フィルター、Tダイ等の表面に対して、樹脂の滞留を防ぐため、その表面の粗さを小さくする処理が施されていることが好ましい。表面の粗さを小さくする方法としては、例えば、極性の低い物質で改質する方法が挙げられる。または、その表面に窒化珪素やダイヤモンドライクカーボンを蒸着させる方法が挙げられる。
In film manufacturing equipment, the surfaces of cylinders, barrel melting and metering parts, single tubes, filters, T-dies, etc. are treated to reduce surface roughness to prevent resin from stagnation. It is preferable that An example of a method for reducing surface roughness is a method of modifying the surface with a less polar substance. Alternatively, a method may be used in which silicon nitride or diamond-like carbon is deposited on the surface.
フィルムを延伸する方法としては、例えば、フラット式逐次二軸延伸法、フラット式同時二軸延伸法、チューブラ法を挙げることができる。中でも、フィルムの厚み精度を向上させ、フィルムのMDの物性を均一とすることができる観点から、フラット式同時二軸延伸法を採用することが好ましい。
Examples of the method for stretching the film include a flat sequential biaxial stretching method, a flat simultaneous biaxial stretching method, and a tubular method. Among these, it is preferable to employ the flat simultaneous biaxial stretching method from the viewpoint of improving the thickness accuracy of the film and making the MD properties of the film uniform.
フラット式同時二軸延伸法を採用するための延伸装置としては、例えば、スクリュー式テンター、パンタグラフ式テンター、リニアモーター駆動クリップ式テンターが挙げられる。
Examples of the stretching apparatus for employing the flat simultaneous biaxial stretching method include a screw type tenter, a pantograph type tenter, and a linear motor-driven clip type tenter.
延伸後の熱処理方法としては、例えば、熱風を吹き付ける方法、赤外線を照射する方法、マイクロ波を照射する方法等の公知の方法が挙げられる。中でも、均一に精度良く加熱できることから、熱風を吹き付ける方法が好ましい。
Examples of the heat treatment method after stretching include known methods such as blowing hot air, infrared ray irradiation, and microwave irradiation. Among these, the method of blowing hot air is preferable because it allows uniform and accurate heating.
本発明のポリアミドフィルムには、製膜時の熱安定性を高め、フィルムの強度や伸度の劣化を防ぎ、使用時の酸化や分解等に起因するフィルムの劣化を防止するために、熱安定剤を含有させることが好ましい。熱安定剤としては、例えば、ヒンダードフェノール系熱安定剤、ヒンダードアミン系熱安定剤、リン系熱安定剤、イオウ系熱安定剤、二官能型熱安定剤が挙げられる。
The polyamide film of the present invention has a thermal stability that increases thermal stability during film formation, prevents deterioration of film strength and elongation, and prevents film deterioration caused by oxidation and decomposition during use. It is preferable to include an agent. Examples of the heat stabilizer include hindered phenol heat stabilizers, hindered amine heat stabilizers, phosphorus heat stabilizers, sulfur heat stabilizers, and bifunctional heat stabilizers.
ヒンダードフェノール系熱安定剤としては、例えば、Irganox1010(登録商標)(BASFジャパン社製、ペンタエリスリトール テトラキス[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート])、Irganox1076(登録商標)(BASFジャパン社製、オクタデシル-3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート)、Cyanox1790(登録商標)(ソルベイ社製、1,3,5-トリス(4-tert-ブチル-3-ヒドロキシ-2,6-ジメチルベンジル)イソシアヌル酸)、Irganox1098(登録商標)(BASFジャパン社製、N,N’-(ヘキサン-1,6-ジイル)ビス[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオンアミド])、SumilizerGA-80(登録商標)(住友化学社製、3,9-ビス[2-{3-(3-tert-ブチル-4-ヒドロキシ-5-メチルフェニル)プロピオニルオキシ}-1,1-ジメチルエチル]-2,4,8,10-テトラオキサスピロ[5.5]ウンデカン)が挙げられる。
Examples of the hindered phenol heat stabilizer include Irganox1010 (registered trademark) (manufactured by BASF Japan, pentaerythritol tetrakis [3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate]), Irganox1076 (registered trademark) (manufactured by BASF Japan, octadecyl-3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate), Cyanox1790 (registered trademark) (manufactured by Solvay, 1,3,5-tris (4-tert-butyl-3-hydroxy-2,6-dimethylbenzyl)isocyanuric acid), Irganox1098 (registered trademark) (manufactured by BASF Japan, N,N'-(hexane-1,6-diyl)bis[3 -(3,5-di-tert-butyl-4-hydroxyphenyl)propionamide]), SumilizerGA-80 (registered trademark) (manufactured by Sumitomo Chemical Co., Ltd., 3,9-bis[2-{3-(3-tert -butyl-4-hydroxy-5-methylphenyl)propionyloxy}-1,1-dimethylethyl]-2,4,8,10-tetraoxaspiro[5.5]undecane).
ヒンダードアミン系熱安定剤としては、例えば、Nylostab S-EED(登録商標)(クラリアントジャパン社製、N、N’-ビス-(2,2,6,6-テトラメチル-4-ピペリジニル)-1,3-ベンゼンジカルボキシアミド)が挙げられる。
Examples of hindered amine heat stabilizers include Nylostab S-EED (registered trademark) (manufactured by Clariant Japan, N,N'-bis-(2,2,6,6-tetramethyl-4-piperidinyl)-1, 3-benzenedicarboxamide).
リン系熱安定剤としては、例えば、Irgafos168(登録商標)(BASFジャパン社製、トリス(2,4-ジ-tert-ブチルフェニル)ホスファイト)、Irgafos12(登録商標)(BASFジャパン社製、トリス(2-((2,4,8,10-テトラ-tert-ブチルジベンゾ[d、f][1,3,2]ジオキサホスフェピン-6-イル)オキシ)エチル)アミン)、Irgafos38(登録商標)(BASFジャパン社製、ビス(2,4-ジ-tert-ブチル-6-メチルフェニル)エチルホスフィット)、ADKSTAB329K(登録商標)(ADEKA社製、トリス(モノ-ジノニルフェニル)ホスフィット)、ADKSTAB PEP36(登録商標)(ADEKA社製、ビス(2,6-ジ―tert―ブチル-4-メチルフェニル)ペンタエリスリトール-ジ-ホスファイト)、Hostanox P-EPQ(登録商標)(クラリアント社製、テトラキス(2,4-ジ-tert-ブチルフェニル)-4,4’-ビフェニルジホスホナイト)、GSY-P101(登録商標)(堺化学工業社製、テトラキス(2,4-ジ-tert-ブチル-5-メチルフェニル)-4,4’-ビフェニレンジホスホナイト)、スミライザーGP(登録商標)(住友化学社製、6-[3-(3-tert-ブチル-4-ヒドロキシ-5-メチルフェニル)プロポキシ]-2,4,8,10-テトラ-tert-ブチルジベンゾ[d,f][1,3,2]-ジオキサホスフェピン)が挙げられる。
Examples of the phosphorus-based heat stabilizer include Irgafos168 (registered trademark) (manufactured by BASF Japan, tris(2,4-di-tert-butylphenyl) phosphite), Irgafos12 (registered trademark) (manufactured by BASF Japan, tris(2,4-di-tert-butylphenyl) phosphite), (2-((2,4,8,10-tetra-tert-butyldibenzo[d,f][1,3,2]dioxaphosphepin-6-yl)oxy)ethyl)amine), Irgafos38( (registered trademark) (manufactured by BASF Japan, bis(2,4-di-tert-butyl-6-methylphenyl)ethyl phosphite), ADKSTAB329K (registered trademark) (manufactured by ADEKA, tris(mono-dinonylphenyl) phosphite) Fit), ADKSTAB PEP36 (registered trademark) (manufactured by ADEKA, bis(2,6-di-tert-butyl-4-methylphenyl)pentaerythritol-di-phosphite), Hostanox P-EPQ (registered trademark) (Clariant) Tetrakis (2,4-di-tert-butylphenyl)-4,4'-biphenyldiphosphonite), GSY-P101 (registered trademark) (manufactured by Sakai Chemical Industry Co., Ltd., Tetrakis (2,4-di-tert-butylphenyl)-4,4'-biphenyldiphosphonite), tert-butyl-5-methylphenyl)-4,4'-biphenylene diphosphonite), Sumilizer GP (registered trademark) (manufactured by Sumitomo Chemical Co., Ltd., 6-[3-(3-tert-butyl-4-hydroxy-5) -methylphenyl)propoxy]-2,4,8,10-tetra-tert-butyldibenzo[d,f][1,3,2]-dioxaphosphepine).
イオウ系熱安定剤としては、例えば、DSTP「ヨシトミ」(登録商標)(三菱ケミカル社製、化学式名:ジステアリルチオジプロピオネート)、Seenox 412S(登録商標)(シプロ化成社製、ペンタエリスリトール テトラキス-(3-ドデシルチオプロピオネート))が挙げられる。
Examples of the sulfur-based heat stabilizer include DSTP "Yoshitomi" (registered trademark) (manufactured by Mitsubishi Chemical Corporation, chemical formula name: distearyl thiodipropionate), Seenox 412S (registered trademark) (manufactured by Cipro Kasei Co., Ltd., pentaerythritol tetrakis) -(3-dodecylthiopropionate)).
二官能型熱安定剤としては、例えば、スミライザーGM(登録商標)、(住友化学社製、2-tert-ブチル-6-(3-tert-ブチル-2-ヒドロキシ-5-メチルベンジル)-4-メチルフェニルアクリレート)、スミライザーGS(登録商標)(住友化学社製、2-[1-(2-ヒドロキシ-3,5-ジ-tert-ペンチルフェニル)エチル]-4,6-ジ-tert-ペンチルフェニルアクリレート)が挙げられる。
Examples of the bifunctional heat stabilizer include Sumilizer GM (registered trademark), 2-tert-butyl-6-(3-tert-butyl-2-hydroxy-5-methylbenzyl)-4 (manufactured by Sumitomo Chemical Co., Ltd.) -methylphenylacrylate), Sumilizer GS (registered trademark) (manufactured by Sumitomo Chemical Co., Ltd., 2-[1-(2-hydroxy-3,5-di-tert-pentylphenyl)ethyl]-4,6-di-tert- pentylphenyl acrylate).
フィルム強度の劣化を防止する観点からは、ヒンダードフェノール系熱安定剤が好ましい。ヒンダードフェノール系熱安定剤の熱分解温度は、320℃以上であることが好ましく、350℃以上であることがより好ましい。熱分解温度が320℃以上のヒンダードフェノール系熱安定剤としては、スミライザーGA-80が挙げられる。また、ヒンダードフェノール系熱安定剤は、アミド結合を有していれば、フィルム強度の劣化を防止することができる。アミド結合を有しているヒンダードフェノール系熱安定剤としては、例えば、イルガノックス1098が挙げられる。また、ヒンダードフェノール系熱安定剤に二官能型熱安定剤を併用することにより、フィルム強度の劣化をさらに低減することができる。
From the viewpoint of preventing deterioration of film strength, hindered phenol heat stabilizers are preferred. The thermal decomposition temperature of the hindered phenol thermal stabilizer is preferably 320°C or higher, more preferably 350°C or higher. Examples of the hindered phenol heat stabilizer having a thermal decomposition temperature of 320° C. or higher include Sumilizer GA-80. Furthermore, if the hindered phenol heat stabilizer has an amide bond, it can prevent deterioration of film strength. An example of the hindered phenol heat stabilizer having an amide bond is Irganox 1098. Further, by using a difunctional type heat stabilizer in combination with the hindered phenol type heat stabilizer, deterioration in film strength can be further reduced.
これらの熱安定剤は、単独で用いてもよいし、2種以上を併用してもよい。例えば、ヒンダードフェノール系熱安定剤とリン系熱安定剤を併用すれば、フィルムの製膜時における原料濾過用フィルターの昇圧を防止することができるとともに、フィルム強度の劣化を防止することができる。また、ヒンダードフェノール系熱安定剤とリン系熱安定剤と二官能型熱安定剤を併用すれば、フィルムの製膜時における原料濾過用フィルターの昇圧を防止することができるとともに、フィルム強度の劣化をさらに低減することができる。
These heat stabilizers may be used alone or in combination of two or more. For example, if a hindered phenol-based heat stabilizer and a phosphorus-based heat stabilizer are used together, it is possible to prevent pressure increase in the raw material filtration filter during film formation, and also prevent deterioration of film strength. . In addition, by using a hindered phenol-based heat stabilizer, a phosphorus-based heat stabilizer, and a bifunctional heat stabilizer together, it is possible to prevent pressure increase in the raw material filtration filter during film formation, and to improve film strength. Deterioration can be further reduced.
ヒンダードフェノール系熱安定剤とリン系熱安定剤の組み合わせとしては、スミライザーGA-80またはイルガノックス1098と、Hostanox P-EPQまたはGSY-P101との組み合わせが好ましい。ヒンダードフェノール系熱安定剤とリン系熱安定剤と二官能型熱安定剤の組み合わせとしては、スミライザーGA-80またはイルガノックス1098と、HostanoxP-EPQまたはGSY-P101と、スミライザーGSの組み合わせが好ましく、スミライザーGA-80と、GSY-P101とスミライザーGSとの組み合わせがより好ましい。
As a combination of a hindered phenol heat stabilizer and a phosphorus heat stabilizer, a combination of Sumilizer GA-80 or Irganox 1098 and Hostanox P-EPQ or GSY-P101 is preferred. As a combination of a hindered phenol heat stabilizer, a phosphorus heat stabilizer, and a bifunctional heat stabilizer, a combination of Sumilizer GA-80 or Irganox 1098, Hostanox P-EPQ or GSY-P101, and Sumilizer GS is preferred. , Sumilizer GA-80, and combinations of GSY-P101 and Sumilizer GS are more preferred.
本発明のポリアミドフィルムにおける上記熱安定剤の含有量としては、ポリアミド(E)100質量部に対して、0.01~2質量部とすることが好ましく、0.04~1質量部とすることがより好ましい。熱安定剤の含有量が0.01~2質量部とすることにより、熱分解をより効率的に抑制することができる。なお、熱安定剤を2種以上併用する場合は、各々の熱安定剤の個別の含有量、および熱安定剤の合計の含有量のいずれもが、上記の範囲に入っていることが好ましい。
The content of the heat stabilizer in the polyamide film of the present invention is preferably 0.01 to 2 parts by mass, and preferably 0.04 to 1 part by mass, based on 100 parts by mass of polyamide (E). is more preferable. By setting the content of the heat stabilizer to 0.01 to 2 parts by mass, thermal decomposition can be suppressed more efficiently. In addition, when using two or more types of heat stabilizers in combination, it is preferable that both the individual content of each heat stabilizer and the total content of the heat stabilizers fall within the above range.
本発明のポリアミドフィルムには、滑り性を良好にするため、滑剤粒子が含有されていてもよい。滑剤粒子としては、例えば、シリカ、アルミナ、二酸化チタン、炭酸カルシウム、カオリン、硫酸バリウム等の無機粒子や、アクリル系樹脂粒子、メラミン樹脂粒子、シリコーン樹脂粒子、架橋ポリスチレン粒子等の有機系微粒子が挙げられる。
The polyamide film of the present invention may contain lubricant particles in order to improve slipperiness. Examples of lubricant particles include inorganic particles such as silica, alumina, titanium dioxide, calcium carbonate, kaolin, and barium sulfate, and organic fine particles such as acrylic resin particles, melamine resin particles, silicone resin particles, and crosslinked polystyrene particles. It will be done.
本発明のポリアミドフィルムには、本発明の効果を損なわない範囲において、必要に応じて、各種の添加剤が含有されていてもよい。添加剤としては、例えば、顔料・染料等の着色剤、着色防止剤、上記熱安定剤とは異なる酸化防止剤、耐候性改良剤、難燃剤、可塑剤、離型剤、強化剤、改質剤、帯電防止剤、紫外線吸収剤、防曇剤、各種ポリマーが挙げられる。顔料としては、酸化チタン等が挙げられる。耐候性改良剤としては、ベンゾトリアゾール系化合物等が挙げられる。難燃剤としては、臭素系難燃剤やリン系難燃剤等が挙げられる。強化剤としては、タルク等が挙げられる。なお、上記各種の添加剤は、フィルムを製造する際の任意の段階でこれを添加すればよい。
The polyamide film of the present invention may contain various additives as necessary, within a range that does not impair the effects of the present invention. Examples of additives include coloring agents such as pigments and dyes, coloring inhibitors, antioxidants different from the above heat stabilizers, weather resistance improvers, flame retardants, plasticizers, mold release agents, reinforcing agents, and modifiers. agents, antistatic agents, ultraviolet absorbers, antifogging agents, and various polymers. Examples of pigments include titanium oxide and the like. Examples of weather resistance improvers include benzotriazole compounds and the like. Examples of the flame retardant include brominated flame retardants and phosphorus flame retardants. Examples of the reinforcing agent include talc and the like. The various additives mentioned above may be added at any stage during film production.
ポリアミドフィルムが上記した他のポリマーおよび/または添加剤を含む場合、当該他のポリマーおよび添加剤はそれぞれ独立して、ポリアミド(E)と予め混練されてもよいし、またはシート状に押出す際の溶融混合直前に添加(またはドライブレンド)されてもよい。
When the polyamide film contains the other polymers and/or additives described above, the other polymers and additives may be individually kneaded with the polyamide (E) in advance, or when extruded into a sheet. may be added (or dry blended) immediately before melt mixing.
本発明に用いるポリアミドフィルムに、熱安定剤、滑剤粒子、各種の添加剤を含有させる場合、ポリアミド(E)と当該添加剤とを予め混練しておくことが好ましい。混練に用いられる混練機は、特に限定されないが、例えば、単軸押出機、二軸押出機、バンバリーミキサー、ニーダー、ミキシングロール等、公知の溶融混練機が挙げられる。溶融混練温度は、通常、ポリアミド(E)の融点以上である。
When the polyamide film used in the present invention contains a heat stabilizer, lubricant particles, and various additives, it is preferable to knead the polyamide (E) and the additives in advance. The kneader used for kneading is not particularly limited, and examples thereof include known melt-kneading machines such as a single-screw extruder, a twin-screw extruder, a Banbury mixer, a kneader, and a mixing roll. The melt-kneading temperature is usually higher than the melting point of polyamide (E).
本発明のポリアミドフィルムには、必要に応じて、その表面の密着性を向上させるための処理を施すことができる。密着性を向上させる方法としては、例えば、コロナ処理、プラズマ処理、酸処理、火炎処理が挙げられる。
The polyamide film of the present invention can be subjected to a treatment to improve its surface adhesion, if necessary. Examples of methods for improving adhesion include corona treatment, plasma treatment, acid treatment, and flame treatment.
本発明のポリアミドフィルムの表面には、易接着性、帯電防止性、離型性、ガスバリア性等の機能を付与するため、各種のコーティング剤が塗布されていてもよい。
Various coating agents may be applied to the surface of the polyamide film of the present invention in order to impart functions such as easy adhesion, antistatic properties, mold release properties, and gas barrier properties.
本発明のポリアミドフィルムの厚みは通常、1μm~2mmであり、耐熱性、柔軟性、均等拡張性、耐熱均等性、復元性およびゴム弾性のさらなる向上の観点から、好ましくは10μm~1mm、より好ましくは50~200μmである。ポリアミドフィルムが延伸されている場合、延伸されたポリアミドフィルムが上記厚みを有している。
The thickness of the polyamide film of the present invention is usually 1 μm to 2 mm, preferably 10 μm to 1 mm, more preferably from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity. is 50 to 200 μm. When the polyamide film is stretched, the stretched polyamide film has the above thickness.
本発明のポリアミドフィルムは、耐熱性に優れるものであり、耐熱性の指標となる融点が、240℃以上であることが必要であり、250℃以上であることが好ましく、270℃以上であることがより好ましく、300℃以上であることがさらに好ましい。融点が低すぎると、耐熱性が低下する。
The polyamide film of the present invention has excellent heat resistance, and the melting point, which is an index of heat resistance, must be 240°C or higher, preferably 250°C or higher, and preferably 270°C or higher. is more preferable, and even more preferably 300°C or higher. If the melting point is too low, heat resistance will decrease.
ポリアミドフィルムの融点は、ポリアミド(E)の分子量、芳香族ジカルボン酸(C)と炭素数12以下の脂肪族ジアミン(D)からなる反応生成物(ハードセグメントポリマー)の含有量、(C)/(D)含有比から選択れる1つ以上の因子を調整することにより、制御することができる。例えば、ポリアミド(E)の分子量を増大させると、当該融点は高くなる。また例えば、ポリアミド(E)の分子量を低減させると、当該融点は低くなる。
さらに例えば、芳香族ジカルボン酸(C)と炭素数12以下の脂肪族ジアミン(D)からなる反応生成物の含有量を増大させると、当該融点は高くなる傾向がある。 The melting point of a polyamide film is determined by the molecular weight of polyamide (E), the content of a reaction product (hard segment polymer) consisting of aromatic dicarboxylic acid (C) and aliphatic diamine having 12 or less carbon atoms (D), (C)/ (D) It can be controlled by adjusting one or more factors selected from the content ratio. For example, increasing the molecular weight of polyamide (E) increases its melting point. For example, if the molecular weight of polyamide (E) is reduced, the melting point will be lowered.
Further, for example, when the content of the reaction product consisting of the aromatic dicarboxylic acid (C) and the aliphatic diamine having 12 or less carbon atoms (D) is increased, the melting point tends to increase.
さらに例えば、芳香族ジカルボン酸(C)と炭素数12以下の脂肪族ジアミン(D)からなる反応生成物の含有量を増大させると、当該融点は高くなる傾向がある。 The melting point of a polyamide film is determined by the molecular weight of polyamide (E), the content of a reaction product (hard segment polymer) consisting of aromatic dicarboxylic acid (C) and aliphatic diamine having 12 or less carbon atoms (D), (C)/ (D) It can be controlled by adjusting one or more factors selected from the content ratio. For example, increasing the molecular weight of polyamide (E) increases its melting point. For example, if the molecular weight of polyamide (E) is reduced, the melting point will be lowered.
Further, for example, when the content of the reaction product consisting of the aromatic dicarboxylic acid (C) and the aliphatic diamine having 12 or less carbon atoms (D) is increased, the melting point tends to increase.
本明細書中、融点は、示差走査熱量計により昇温速度20℃/分にて昇温した時の吸熱ピークに基づく温度を用いている。
In this specification, the melting point is the temperature based on the endothermic peak when the temperature is increased at a temperature increase rate of 20° C./min using a differential scanning calorimeter.
本発明のポリアミドフィルムは、柔軟性に優れるものであり、柔軟性の指標となる伸長回復率が通常、30%以上であり、耐熱性、柔軟性、均等拡張性、耐熱均等性、復元性およびゴム弾性のさらなる向上の観点から、40%以上であることが好ましく、50%以上であることがより好ましく、55%以上であることがさらに好ましい。伸長回復率が低すぎると、柔軟性が低下する。当該伸長回復率は通常、100%以下(特に90%以下)である。本発明においては、ポリアミドフィルムを構成するポリアミド(E)がブロック型構造を有することにより、50%以上(特に55%以上)の伸長回復率を達成することができる。
The polyamide film of the present invention has excellent flexibility, and the elongation recovery rate, which is an index of flexibility, is usually 30% or more, and has good heat resistance, flexibility, uniform extensibility, heat resistance uniformity, restorability, and From the viewpoint of further improving rubber elasticity, it is preferably 40% or more, more preferably 50% or more, and even more preferably 55% or more. If the elongation recovery rate is too low, flexibility will decrease. The elongation recovery rate is usually 100% or less (particularly 90% or less). In the present invention, since the polyamide (E) constituting the polyamide film has a block structure, an elongation recovery rate of 50% or more (particularly 55% or more) can be achieved.
ポリアミドフィルムの伸長回復率は、ポリアミド(E)の高分子構造、延伸倍率、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)の含有量から選択れる1つ以上の因子を調整することにより、制御することができる。
例えば、ポリアミド(E)の高分子構造をランダム型構造からブロック型構造に調整すると、伸長回復率は増大する傾向がある。
また例えば、延伸倍率を増大させると、当該伸長回復率は低減する。他方、延伸倍率を低減させると、当該伸長回復率は増大する。
さらに例えば、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)の含有量を増大させたり、(B)の含有量を増大させたりすると、当該伸長回復率は増大する傾向がある。 The stretch recovery rate of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. It can be controlled by adjusting one or more factors.
For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the elongation recovery rate tends to increase.
For example, when the stretching ratio is increased, the stretching recovery rate decreases. On the other hand, when the stretching ratio is reduced, the stretching recovery rate increases.
Further, for example, if the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms is increased, or if the content of (B) is increased, the elongation recovery can be improved. rates tend to increase.
例えば、ポリアミド(E)の高分子構造をランダム型構造からブロック型構造に調整すると、伸長回復率は増大する傾向がある。
また例えば、延伸倍率を増大させると、当該伸長回復率は低減する。他方、延伸倍率を低減させると、当該伸長回復率は増大する。
さらに例えば、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)の含有量を増大させたり、(B)の含有量を増大させたりすると、当該伸長回復率は増大する傾向がある。 The stretch recovery rate of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. It can be controlled by adjusting one or more factors.
For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the elongation recovery rate tends to increase.
For example, when the stretching ratio is increased, the stretching recovery rate decreases. On the other hand, when the stretching ratio is reduced, the stretching recovery rate increases.
Further, for example, if the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms is increased, or if the content of (B) is increased, the elongation recovery can be improved. rates tend to increase.
本明細書中、伸長回復率は、23℃環境下、チャック間距離70mmおよび引張試験速度5mm/minの条件で引張り試験したときの値を用いている。
In this specification, the elongation recovery rate is the value obtained when a tensile test was performed under the conditions of a 23° C. environment, a distance between chucks of 70 mm, and a tensile test speed of 5 mm/min.
本発明のポリアミドフィルムは、柔軟性の1つの指標となる引張弾性率(MD)が通常、1500MPa以下であり、耐熱性、柔軟性、均等拡張性、耐熱均等性、復元性およびゴム弾性のさらなる向上の観点から、1300MPa以下であることが好ましく、1000MPa以下であることがより好ましく、600MPa以下であることがさらに好ましく、500MPa以下であることが特に好ましい。引張弾性率が高すぎると、柔軟性が低下する。当該引張弾性率は通常、10MPa以上である。
The polyamide film of the present invention usually has a tensile modulus (MD), which is one index of flexibility, of 1500 MPa or less, and has excellent heat resistance, flexibility, uniform extensibility, heat resistance uniformity, resilience, and rubber elasticity. From the viewpoint of improvement, it is preferably 1300 MPa or less, more preferably 1000 MPa or less, even more preferably 600 MPa or less, and particularly preferably 500 MPa or less. If the tensile modulus is too high, flexibility will decrease. The tensile modulus is usually 10 MPa or more.
ポリアミドフィルムの引張弾性率は、ポリアミド(E)の高分子構造、延伸倍率、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)の含有量から選択れる1つ以上の因子を調整することにより、制御することができる。
例えば、ポリアミド(E)の高分子構造をランダム型構造からブロック型構造に調整すると、引張弾性率は低減する傾向がある。
また例えば、延伸倍率を増大させると、当該引張弾性率は増大する。他方、延伸倍率を低減させると、当該引張弾性率は低減する。
さらに例えば、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)の含有量を増大させると当該弾性率は低減する傾向があり、(B)の含有量を減少させると、当該弾性率は増大する傾向がある。 The tensile modulus of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. It can be controlled by adjusting one or more factors.
For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the tensile modulus tends to decrease.
For example, when the stretching ratio is increased, the tensile modulus is increased. On the other hand, when the stretching ratio is reduced, the tensile modulus is reduced.
Furthermore, for example, when the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine having 18 or more carbon atoms (B) is increased, the elastic modulus tends to decrease; As the modulus of elasticity decreases, the modulus of elasticity tends to increase.
例えば、ポリアミド(E)の高分子構造をランダム型構造からブロック型構造に調整すると、引張弾性率は低減する傾向がある。
また例えば、延伸倍率を増大させると、当該引張弾性率は増大する。他方、延伸倍率を低減させると、当該引張弾性率は低減する。
さらに例えば、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)の含有量を増大させると当該弾性率は低減する傾向があり、(B)の含有量を減少させると、当該弾性率は増大する傾向がある。 The tensile modulus of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. It can be controlled by adjusting one or more factors.
For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the tensile modulus tends to decrease.
For example, when the stretching ratio is increased, the tensile modulus is increased. On the other hand, when the stretching ratio is reduced, the tensile modulus is reduced.
Furthermore, for example, when the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine having 18 or more carbon atoms (B) is increased, the elastic modulus tends to decrease; As the modulus of elasticity decreases, the modulus of elasticity tends to increase.
本明細書中、引張弾性率は、JIS K 7127に従って、温度20℃、湿度65%の環境下で測定された値を用いている。
In this specification, the tensile modulus uses a value measured in an environment of a temperature of 20° C. and a humidity of 65% according to JIS K 7127.
本発明のポリアミドフィルムは、柔軟性や均等拡張性の指標となる10%伸長強度(MD)が通常、70MPa以下であり、耐熱性、柔軟性、均等拡張性、耐熱均等性、復元性およびゴム弾性のさらなる向上の観点から、50MPa以下であることが好ましく、35MPa以下であることがより好ましく、25MPa以下であることがさらに好ましい。10%伸長強度が高すぎると、柔軟性および均等拡張性が低下する。当該10%伸長強度は通常、1MPa以上である。
The polyamide film of the present invention usually has a 10% elongation strength (MD), which is an index of flexibility and uniform extensibility, of 70 MPa or less, and has excellent heat resistance, flexibility, uniform expansibility, heat resistance uniformity, restorability, and rubber. From the viewpoint of further improving elasticity, it is preferably 50 MPa or less, more preferably 35 MPa or less, and even more preferably 25 MPa or less. If the 10% elongation strength is too high, flexibility and uniform extensibility will decrease. The 10% elongation strength is usually 1 MPa or more.
ポリアミドフィルムの10%伸長強度は、ポリアミド(E)の高分子構造、延伸倍率、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)の含有量から選択れる1つ以上の因子を調整することにより、制御することができる。
例えば、ポリアミド(E)の高分子構造をランダム型構造からブロック型構造に調整すると、10%伸長強度は低減する傾向がある。
また例えば、延伸倍率を増大させると、当該引張弾性率は増大する。他方、延伸倍率を低減させると、当該引張弾性率は低減する。
さらに例えば、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)の含有量を増大さると当該10%伸長強度は低減する傾向があり、(B)の含有量を増大させたりすると、当該10%伸長強度は増大する傾向がある。 The 10% elongation strength of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. can be controlled by adjusting one or more factors.
For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the 10% elongation strength tends to decrease.
For example, when the stretching ratio is increased, the tensile modulus is increased. On the other hand, when the stretching ratio is reduced, the tensile modulus is reduced.
Furthermore, for example, when the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine having 18 or more carbon atoms (B) is increased, the 10% elongation strength tends to decrease; When the content is increased, the 10% elongation strength tends to increase.
例えば、ポリアミド(E)の高分子構造をランダム型構造からブロック型構造に調整すると、10%伸長強度は低減する傾向がある。
また例えば、延伸倍率を増大させると、当該引張弾性率は増大する。他方、延伸倍率を低減させると、当該引張弾性率は低減する。
さらに例えば、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)の含有量を増大さると当該10%伸長強度は低減する傾向があり、(B)の含有量を増大させたりすると、当該10%伸長強度は増大する傾向がある。 The 10% elongation strength of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. can be controlled by adjusting one or more factors.
For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the 10% elongation strength tends to decrease.
For example, when the stretching ratio is increased, the tensile modulus is increased. On the other hand, when the stretching ratio is reduced, the tensile modulus is reduced.
Furthermore, for example, when the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine having 18 or more carbon atoms (B) is increased, the 10% elongation strength tends to decrease; When the content is increased, the 10% elongation strength tends to increase.
本明細書中、10%伸長強度は、JIS K 7127に従って、温度20℃、湿度65%の環境下で測定された値を用いている。
In this specification, the 10% elongation strength uses a value measured in an environment of a temperature of 20° C. and a humidity of 65% according to JIS K 7127.
本発明のポリアミドフィルムにおいて、ヒステリシスロス率は、小さければ小さいほどゴム弾性が高いことを示す。ポリアミドフィルムにおいて、ヒステリシスロス率は、耐熱性、柔軟性、均等拡張性、耐熱均等性、復元性およびゴム弾性のさらなる向上の観点から、90%以下であることが好ましく、85%以下であることがより好ましく、80%以下であることがさらに好ましい。当該ヒステリシスロス率は通常、10%以上(特に30%以上)である。
In the polyamide film of the present invention, the smaller the hysteresis loss rate, the higher the rubber elasticity. In the polyamide film, the hysteresis loss rate is preferably 90% or less, and preferably 85% or less, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity. is more preferable, and even more preferably 80% or less. The hysteresis loss rate is usually 10% or more (particularly 30% or more).
ポリアミドフィルムのヒステリシスロス率は、ポリアミド(E)の高分子構造、延伸倍率、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)の含有量から選択れる1つ以上の因子を調整することにより、制御することができる。
例えば、ポリアミド(E)の高分子構造をランダム型構造からブロック型構造に調整すると、ヒステリシスロス率は低減する傾向がある。
また例えば、延伸倍率を増大させると、当該ヒステリシスロス率は増大する。他方、延伸倍率を低減させると、当該ヒステリシスロス率は低減する。
さらに例えば、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)の含有量を増大させたり、(B)の含有量を増大させたりすると、当該ヒステリシスロス率は低減する傾向がある。 The hysteresis loss rate of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. It can be controlled by adjusting one or more factors.
For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the hysteresis loss rate tends to decrease.
For example, when the stretching ratio is increased, the hysteresis loss rate increases. On the other hand, when the stretching ratio is reduced, the hysteresis loss rate is reduced.
Furthermore, for example, if the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms is increased, or if the content of (B) is increased, the hysteresis loss rates tend to decrease.
例えば、ポリアミド(E)の高分子構造をランダム型構造からブロック型構造に調整すると、ヒステリシスロス率は低減する傾向がある。
また例えば、延伸倍率を増大させると、当該ヒステリシスロス率は増大する。他方、延伸倍率を低減させると、当該ヒステリシスロス率は低減する。
さらに例えば、炭素数18以上の脂肪族ジカルボン酸(A)と炭素数18以上の脂肪族ジアミン(B)の含有量を増大させたり、(B)の含有量を増大させたりすると、当該ヒステリシスロス率は低減する傾向がある。 The hysteresis loss rate of the polyamide film is selected from the polymer structure of the polyamide (E), the stretching ratio, and the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms. It can be controlled by adjusting one or more factors.
For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the hysteresis loss rate tends to decrease.
For example, when the stretching ratio is increased, the hysteresis loss rate increases. On the other hand, when the stretching ratio is reduced, the hysteresis loss rate is reduced.
Furthermore, for example, if the content of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the aliphatic diamine (B) having 18 or more carbon atoms is increased, or if the content of (B) is increased, the hysteresis loss rates tend to decrease.
本明細書中、ヒステリシスロス率は、伸長回復率と同様の方法で引張り試験したときの値を用いている。
In this specification, the hysteresis loss rate uses a value obtained when a tensile test is performed in the same manner as the elongation recovery rate.
本発明のポリアミドフィルムは、結晶融解エンタルピーが、耐熱性、柔軟性、均等拡張性、耐熱均等性、復元性およびゴム弾性のさらなる向上の観点から15J/g以上であることが好ましく、18J/g以上であることがより好ましく、20J/g以上であることがさらに好ましく、23J/g以上であることが特に好ましく、25J/g以上であることが十分に好ましく、40J/g以上であることがより十分に好ましい。ハードセグメントの結晶性が高いほど、ハードセグメントとソフトセグメントの相分離構造の形成が促進され、柔軟性やゴム弾性が向上する。当該結晶融解エンタルピーが低すぎると、柔軟性および/またはゴム弾性が低下する。当該結晶融解エンタルピーは通常、120J/g以下(特に90J/g以下)である。本発明においては、ポリアミドフィルムを構成するポリアミド(E)がブロック型構造を有することにより、25J/g以上の結晶融解エンタルピーを達成することができる。
The polyamide film of the present invention preferably has a crystal melting enthalpy of 15 J/g or more, preferably 18 J/g, from the viewpoint of further improving heat resistance, flexibility, uniform expandability, heat resistance uniformity, restorability, and rubber elasticity. It is more preferably at least 20 J/g, even more preferably at least 23 J/g, sufficiently preferably at least 25 J/g, and preferably at least 40 J/g. Much more preferred. The higher the crystallinity of the hard segment, the more the formation of a phase-separated structure between the hard segment and the soft segment is promoted, and the flexibility and rubber elasticity are improved. If the crystal melting enthalpy is too low, flexibility and/or rubber elasticity will decrease. The crystal melting enthalpy is usually 120 J/g or less (particularly 90 J/g or less). In the present invention, since the polyamide (E) constituting the polyamide film has a block structure, a crystal melting enthalpy of 25 J/g or more can be achieved.
ポリアミドフィルムの結晶融解エンタルピーは、ポリアミド(E)の高分子構造、芳香族ジカルボン酸(C)と炭素数12以下の脂肪族ジアミン(D)からなる反応生成物(ハードセグメントポリマー)の含有量から選択れる1つ以上の因子を調整することにより、制御することができる。
例えば、ポリアミド(E)の高分子構造をランダム型構造からブロック型構造に調整すると、結晶融解エンタルピーは増大する傾向がある。
また例えば、芳香族ジカルボン酸(C)と炭素数12以下の脂肪族ジアミン(D)からなる反応生成物の含有量を増大させると、結晶融解エンタルピー増大する。 The crystal melting enthalpy of a polyamide film is determined from the polymer structure of polyamide (E) and the content of a reaction product (hard segment polymer) consisting of an aromatic dicarboxylic acid (C) and an aliphatic diamine having 12 or less carbon atoms (D). It can be controlled by adjusting one or more selected factors.
For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the enthalpy of crystal fusion tends to increase.
For example, when the content of the reaction product consisting of the aromatic dicarboxylic acid (C) and the aliphatic diamine having 12 or less carbon atoms (D) is increased, the enthalpy of crystal fusion increases.
例えば、ポリアミド(E)の高分子構造をランダム型構造からブロック型構造に調整すると、結晶融解エンタルピーは増大する傾向がある。
また例えば、芳香族ジカルボン酸(C)と炭素数12以下の脂肪族ジアミン(D)からなる反応生成物の含有量を増大させると、結晶融解エンタルピー増大する。 The crystal melting enthalpy of a polyamide film is determined from the polymer structure of polyamide (E) and the content of a reaction product (hard segment polymer) consisting of an aromatic dicarboxylic acid (C) and an aliphatic diamine having 12 or less carbon atoms (D). It can be controlled by adjusting one or more selected factors.
For example, when the polymer structure of polyamide (E) is adjusted from a random structure to a block structure, the enthalpy of crystal fusion tends to increase.
For example, when the content of the reaction product consisting of the aromatic dicarboxylic acid (C) and the aliphatic diamine having 12 or less carbon atoms (D) is increased, the enthalpy of crystal fusion increases.
本明細書中、結晶融解エンタルピーは、融点と同様の方法で測定された吸熱ピークの熱量の値を用いている。
In this specification, the enthalpy of crystal fusion uses the value of the amount of heat of an endothermic peak measured in the same manner as the melting point.
本発明のポリアミドフィルムは、誘電正接や比誘電率がより十分に低く誘電特性に優れており、さらに絶縁特性にも優れている。
The polyamide film of the present invention has sufficiently low dielectric loss tangent and dielectric constant, and has excellent dielectric properties, and also has excellent insulation properties.
本発明のポリアミドフィルムは、枚葉とされてもよいし、巻き取りロールに巻き取られることによりフィルムロールの形態とされてもよい。各種用途への利用に際しての生産性の観点から、フィルムロールの形態とすることが好ましい。フィルムロールとされた場合は、所望の巾にスリットされていてもよい。
The polyamide film of the present invention may be in the form of a single sheet, or may be wound into a film roll by being wound around a take-up roll. From the viewpoint of productivity when used for various purposes, it is preferable to take the form of a film roll. When made into a film roll, it may be slit to a desired width.
本発明のポリアミドフィルムはそのまま使用されてもよいし、または積層体の形態で使用されてもよい。
The polyamide film of the present invention may be used as it is or in the form of a laminate.
本発明のポリアミドフィルムが積層体の形態で使用される場合、当該ポリアミドフィルム積層体は、前記した本発明のポリアミドフィルムならびに該ポリアミドフィルム上に設けられた、樹脂層、金属層および無機材料層からなる群から選択される少なくとも一つの層を有する。
When the polyamide film of the present invention is used in the form of a laminate, the polyamide film laminate is composed of the polyamide film of the present invention described above and a resin layer, a metal layer, and an inorganic material layer provided on the polyamide film. at least one layer selected from the group consisting of:
樹脂層を構成する樹脂は、特に限定されず、例えば、ポリイミド、ポリアミドイミド、ポリエーテルイミド、ポリアリーレンエーテルケトン、ポリアリーレンスルフィド、フルオロカーボンポリマー、ポリアミド、ポリエステル、ポリエーテル、ポリオレフィン、ポリスチレン、ポリカーボネート、ポリウレタン、エチレン/酢酸ビニル共重合体、エチレン/α-オレフィン共重合体、エチレン/アクリル酸エステル共重合体、無水マレイン酸変性ポリオレフィン、アイオノマーからなる群から選択されてもよい。樹脂層を構成する樹脂がポリアミドの場合、当該ポリアミドは、ポリアミド(E)であってもよいし、またはそれ以外のポリアミドであってもよい。
金属層を構成する金属としては、例えば、銅、アルミニウム、鉄、ニッケル、スズ、金、銀、合金鋼(例えばステンレス)、合金メッキが挙げられる。
無機材料層を構成する無機材料としては、例えば、ダイヤモンド、ケイ素などの非金属、二酸化ケイ素、アルミナ、ジルコニア、酸化チタン、チタン酸バリウム、炭化ケイ素、窒化アルミ、窒化ガリウムなどの無機化合物(酸化物、炭化物、窒化物)、サファイアガラス、ケイ酸塩ガラスが挙げられる。 The resin constituting the resin layer is not particularly limited, and examples thereof include polyimide, polyamideimide, polyetherimide, polyarylene ether ketone, polyarylene sulfide, fluorocarbon polymer, polyamide, polyester, polyether, polyolefin, polystyrene, polycarbonate, and polyurethane. , ethylene/vinyl acetate copolymers, ethylene/α-olefin copolymers, ethylene/acrylic acid ester copolymers, maleic anhydride-modified polyolefins, and ionomers. When the resin constituting the resin layer is polyamide, the polyamide may be polyamide (E) or another polyamide.
Examples of the metal constituting the metal layer include copper, aluminum, iron, nickel, tin, gold, silver, alloy steel (for example, stainless steel), and alloy plating.
Examples of inorganic materials constituting the inorganic material layer include nonmetals such as diamond and silicon, inorganic compounds (oxides) such as silicon dioxide, alumina, zirconia, titanium oxide, barium titanate, silicon carbide, aluminum nitride, and gallium nitride. , carbide, nitride), sapphire glass, and silicate glass.
金属層を構成する金属としては、例えば、銅、アルミニウム、鉄、ニッケル、スズ、金、銀、合金鋼(例えばステンレス)、合金メッキが挙げられる。
無機材料層を構成する無機材料としては、例えば、ダイヤモンド、ケイ素などの非金属、二酸化ケイ素、アルミナ、ジルコニア、酸化チタン、チタン酸バリウム、炭化ケイ素、窒化アルミ、窒化ガリウムなどの無機化合物(酸化物、炭化物、窒化物)、サファイアガラス、ケイ酸塩ガラスが挙げられる。 The resin constituting the resin layer is not particularly limited, and examples thereof include polyimide, polyamideimide, polyetherimide, polyarylene ether ketone, polyarylene sulfide, fluorocarbon polymer, polyamide, polyester, polyether, polyolefin, polystyrene, polycarbonate, and polyurethane. , ethylene/vinyl acetate copolymers, ethylene/α-olefin copolymers, ethylene/acrylic acid ester copolymers, maleic anhydride-modified polyolefins, and ionomers. When the resin constituting the resin layer is polyamide, the polyamide may be polyamide (E) or another polyamide.
Examples of the metal constituting the metal layer include copper, aluminum, iron, nickel, tin, gold, silver, alloy steel (for example, stainless steel), and alloy plating.
Examples of inorganic materials constituting the inorganic material layer include nonmetals such as diamond and silicon, inorganic compounds (oxides) such as silicon dioxide, alumina, zirconia, titanium oxide, barium titanate, silicon carbide, aluminum nitride, and gallium nitride. , carbide, nitride), sapphire glass, and silicate glass.
本発明のポリアミドフィルムおよびポリアミドフィルム積層体は、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性に、より十分に優れているため、これらの特性のうち、少なくとも1つの特性が要求される用途(好ましくはこれらの全ての特性が要求される用途)に有用である。例えば、本発明のポリアミドフィルムおよびポリアミドフィルム積層体は、インモールド成形、フィルムインサート成形、真空成形、圧空成形、プレス成形等の成形加飾用材料(特に加飾成形用フィルム);曲面回路基板、フレキシブルプリント回路基板、曲面アンテナ基板およびフレキシブルアンテナ基板等の基板用フィルム;ダイシングテープ、ダイシングテープ一体型ダイアタッチフィルム(すなわちダイシング・ダイアタッチフィルム)、ダイシングテープ一体型ダイボンディングフィルム(すなわちダイシング・ダイボンディングフィルム)、ダイシングテープ一体型ウェハ裏面保護フィルム、バックグライディングフィルム等の半導体工程用フィルム(特にダイシング用フィルム);チューブ被覆用フィルム、電線被覆用フィルム、衝撃吸収フィルム、封止フィルム等の衝撃吸収材料等に好適に用いることができる。
The polyamide film and polyamide film laminate of the present invention are sufficiently superior in heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability, so at least one of these properties is required. (preferably applications requiring all of these properties). For example, the polyamide film and polyamide film laminate of the present invention can be used as decorative molding materials (particularly decorative molding films) such as in-mold molding, film insert molding, vacuum molding, pressure molding, and press molding; curved circuit boards; Films for substrates such as flexible printed circuit boards, curved antenna boards, and flexible antenna boards; dicing tape, die attach film integrated with dicing tape (i.e., dicing/die attach film), die bonding film integrated with dicing tape (i.e., dicing/die bonding) Semiconductor process films (especially dicing films) such as dicing tape-integrated wafer back protection film, back gliding film; Shock absorbing materials such as tube covering films, wire covering films, shock absorbing films, and sealing films. It can be suitably used for.
本発明のポリアミドフィルムを加飾成形用フィルムに用いる場合、本発明のポリアミドフィルム単体または積層体の形態として使用される。
加飾成型用フィルムとしてポリアミドフィルムは、例えば冷間成形や熱間成形で、対象物の表面を保護または封止できるようになっている。
加飾成型用フィルムとしてのポリアミドフィルム積層体は、前記したポリアミドフィルムに樹脂層や金属層が形成されており、例えばインモールド成形やフィルムインサート成形で、成型品の表面に図柄や機能性を付与できるようになっている。
前記ポリアミドフィルム積層体に金属層を形成する場合、例えばポリアミドフィルム表面に導電性の回路を形成する方法、またはポリアミドフィルム積層体の金属層をエッチングし、金属配線を形成する方法がある。 When the polyamide film of the present invention is used as a decorative molding film, the polyamide film of the present invention is used alone or in the form of a laminate.
A polyamide film used as a decorative molding film can protect or seal the surface of an object by, for example, cold molding or hot molding.
A polyamide film laminate used as a decorative molding film is made by forming a resin layer or a metal layer on the above-mentioned polyamide film, and can be used to impart designs or functionality to the surface of a molded product, for example, by in-mold molding or film insert molding. It is now possible to do so.
When forming a metal layer on the polyamide film laminate, there are, for example, a method of forming a conductive circuit on the surface of the polyamide film, or a method of etching the metal layer of the polyamide film laminate to form metal wiring.
加飾成型用フィルムとしてポリアミドフィルムは、例えば冷間成形や熱間成形で、対象物の表面を保護または封止できるようになっている。
加飾成型用フィルムとしてのポリアミドフィルム積層体は、前記したポリアミドフィルムに樹脂層や金属層が形成されており、例えばインモールド成形やフィルムインサート成形で、成型品の表面に図柄や機能性を付与できるようになっている。
前記ポリアミドフィルム積層体に金属層を形成する場合、例えばポリアミドフィルム表面に導電性の回路を形成する方法、またはポリアミドフィルム積層体の金属層をエッチングし、金属配線を形成する方法がある。 When the polyamide film of the present invention is used as a decorative molding film, the polyamide film of the present invention is used alone or in the form of a laminate.
A polyamide film used as a decorative molding film can protect or seal the surface of an object by, for example, cold molding or hot molding.
A polyamide film laminate used as a decorative molding film is made by forming a resin layer or a metal layer on the above-mentioned polyamide film, and can be used to impart designs or functionality to the surface of a molded product, for example, by in-mold molding or film insert molding. It is now possible to do so.
When forming a metal layer on the polyamide film laminate, there are, for example, a method of forming a conductive circuit on the surface of the polyamide film, or a method of etching the metal layer of the polyamide film laminate to form metal wiring.
本発明のポリアミドフィルムをダイシング用フィルムに用いる場合、本発明のポリアミドフィルムはポリアミドフィルム積層体の形態で使用される。
ダイシング用フィルムとしてのポリアミドフィルム積層体は、前記したポリアミドフィルムに樹脂層(特に接着層)が形成されており、例えば、半導体ウェハを保持できるようになっている。
ダイシング用フィルムは、半導体の製造工程(特にダイシング工程)において、分割された複数の半導体ウェハを一括して保持するフィルムである。ダイシング用フィルムは、エキスパンド工程において、放射状に引き伸ばされ(拡張工程)、弛みを除去するために加熱処理される。ダイシング用フィルムは、エキスパンド工程の後、分割された各チップをピックアップする工程において、ニードル等による突き上げにより張力を付与される。 When the polyamide film of the present invention is used as a dicing film, the polyamide film of the present invention is used in the form of a polyamide film laminate.
A polyamide film laminate used as a dicing film has a resin layer (particularly an adhesive layer) formed on the polyamide film described above, and is capable of holding, for example, a semiconductor wafer.
A dicing film is a film that collectively holds a plurality of divided semiconductor wafers in a semiconductor manufacturing process (particularly a dicing process). In the expansion process, the dicing film is radially stretched (expansion process) and heat-treated to remove slack. After the expanding process, the dicing film is given tension by being pushed up with a needle or the like in the process of picking up each divided chip.
ダイシング用フィルムとしてのポリアミドフィルム積層体は、前記したポリアミドフィルムに樹脂層(特に接着層)が形成されており、例えば、半導体ウェハを保持できるようになっている。
ダイシング用フィルムは、半導体の製造工程(特にダイシング工程)において、分割された複数の半導体ウェハを一括して保持するフィルムである。ダイシング用フィルムは、エキスパンド工程において、放射状に引き伸ばされ(拡張工程)、弛みを除去するために加熱処理される。ダイシング用フィルムは、エキスパンド工程の後、分割された各チップをピックアップする工程において、ニードル等による突き上げにより張力を付与される。 When the polyamide film of the present invention is used as a dicing film, the polyamide film of the present invention is used in the form of a polyamide film laminate.
A polyamide film laminate used as a dicing film has a resin layer (particularly an adhesive layer) formed on the polyamide film described above, and is capable of holding, for example, a semiconductor wafer.
A dicing film is a film that collectively holds a plurality of divided semiconductor wafers in a semiconductor manufacturing process (particularly a dicing process). In the expansion process, the dicing film is radially stretched (expansion process) and heat-treated to remove slack. After the expanding process, the dicing film is given tension by being pushed up with a needle or the like in the process of picking up each divided chip.
本発明のポリアミドフィルムをダイシング用フィルムとして用いて半導体を製造するに際し、ダイシング工程の前および/または後において、熱処理(例えば、封止工程やリフロー工程)を行ってもよい。本発明のポリアミドフィルムは、耐熱性、柔軟性、均等拡張性、耐熱均等性および復元性に優れており、そのような熱処理を行っても、これらの優れた特性を発揮できるためである。封止工程の熱処理は、例えば、150℃以上の加熱を伴っていてもよい。リフロー工程の熱処理は、例えば、200℃以上の加熱を伴っていてもよい。
When manufacturing a semiconductor using the polyamide film of the present invention as a dicing film, heat treatment (for example, a sealing process or a reflow process) may be performed before and/or after the dicing process. This is because the polyamide film of the present invention is excellent in heat resistance, flexibility, uniform expandability, heat resistance uniformity, and restorability, and can exhibit these excellent properties even after such heat treatment. The heat treatment in the sealing step may involve heating at 150° C. or higher, for example. The heat treatment in the reflow process may involve heating at 200° C. or higher, for example.
本発明のポリアミドフィルムおよびポリアミドフィルム積層体を平面または曲面プリント回路基板に用いる場合、本発明のポリアミドフィルムおよびポリアミドフィルム積層体は、ポリアミドフィルム表面に導電性の回路を形成すること、またはポリアミドフィルム積層体の金属層をエッチングし、金属配線を形成することにより用いることができる。
平面または曲面プリント回路基板は、平面形状を有していてもよいし、または曲面形状を有していてもよいプリント回路基板のことである。 When the polyamide film and polyamide film laminate of the present invention are used for a flat or curved printed circuit board, the polyamide film and polyamide film laminate of the present invention may be used to form a conductive circuit on the surface of the polyamide film, or to form a polyamide film laminate on the surface of the polyamide film. It can be used by etching the metal layer of the body and forming metal wiring.
A flat or curved printed circuit board is a printed circuit board that may have a planar shape or a curved shape.
平面または曲面プリント回路基板は、平面形状を有していてもよいし、または曲面形状を有していてもよいプリント回路基板のことである。 When the polyamide film and polyamide film laminate of the present invention are used for a flat or curved printed circuit board, the polyamide film and polyamide film laminate of the present invention may be used to form a conductive circuit on the surface of the polyamide film, or to form a polyamide film laminate on the surface of the polyamide film. It can be used by etching the metal layer of the body and forming metal wiring.
A flat or curved printed circuit board is a printed circuit board that may have a planar shape or a curved shape.
本発明のポリアミドフィルムおよびポリアミドフィルム積層体を平面または曲面アンテナ基板に用いる場合、本発明のポリアミドフィルムおよびポリアミドフィルム積層体は、ポリアミドフィルム表面に導電性の回路を形成すること、またはポリアミドフィルム積層体の金属層をエッチングし、金属配線を形成することにより用いることができる。
平面または曲面アンテナ基板は、平面形状を有していてもよいし、または曲面形状を有していてもよいアンテナ基板のことである。 When the polyamide film and polyamide film laminate of the present invention are used for a flat or curved antenna substrate, the polyamide film and polyamide film laminate of the present invention may be used to form a conductive circuit on the surface of the polyamide film, or to form a polyamide film laminate on the surface of the polyamide film. It can be used by etching a metal layer and forming a metal wiring.
A planar or curved antenna substrate is an antenna substrate that may have a planar shape or a curved shape.
平面または曲面アンテナ基板は、平面形状を有していてもよいし、または曲面形状を有していてもよいアンテナ基板のことである。 When the polyamide film and polyamide film laminate of the present invention are used for a flat or curved antenna substrate, the polyamide film and polyamide film laminate of the present invention may be used to form a conductive circuit on the surface of the polyamide film, or to form a polyamide film laminate on the surface of the polyamide film. It can be used by etching a metal layer and forming a metal wiring.
A planar or curved antenna substrate is an antenna substrate that may have a planar shape or a curved shape.
以下、本発明を実施例によって具体的に説明するが、本発明はこれらによって限定されるものではない。
Hereinafter, the present invention will be specifically explained with reference to Examples, but the present invention is not limited thereto.
A.評価方法
ポリアミドフィルムの評価は、以下の方法によっておこなった。 A. Evaluation method The polyamide film was evaluated by the following method.
ポリアミドフィルムの評価は、以下の方法によっておこなった。 A. Evaluation method The polyamide film was evaluated by the following method.
(1)フィルムの樹脂組成
得られたフィルムから数mg採り、高分解能核磁気共鳴装置(日本電子社製ECA-500NMR)を用いて、1H-NMR分析することにより、それぞれの共重合成分のピーク強度から求めた(分解能:500MHz、溶媒:重水素化トリフルオロ酢酸と重水素化クロロホルムとの容量比が4/5の混合溶媒、温度:23℃)。表1において、樹脂組成を最終組成として質量比で示した。 (1) Resin composition of the film A few mg of the obtained film was taken and analyzed by 1 H-NMR using a high-resolution nuclear magnetic resonance apparatus (ECA-500NMR manufactured by JEOL Ltd.) to determine the respective copolymer components. It was determined from the peak intensity (resolution: 500 MHz, solvent: mixed solvent of deuterated trifluoroacetic acid and deuterated chloroform in a volume ratio of 4/5, temperature: 23° C.). In Table 1, the resin composition is shown as the final composition in terms of mass ratio.
得られたフィルムから数mg採り、高分解能核磁気共鳴装置(日本電子社製ECA-500NMR)を用いて、1H-NMR分析することにより、それぞれの共重合成分のピーク強度から求めた(分解能:500MHz、溶媒:重水素化トリフルオロ酢酸と重水素化クロロホルムとの容量比が4/5の混合溶媒、温度:23℃)。表1において、樹脂組成を最終組成として質量比で示した。 (1) Resin composition of the film A few mg of the obtained film was taken and analyzed by 1 H-NMR using a high-resolution nuclear magnetic resonance apparatus (ECA-500NMR manufactured by JEOL Ltd.) to determine the respective copolymer components. It was determined from the peak intensity (resolution: 500 MHz, solvent: mixed solvent of deuterated trifluoroacetic acid and deuterated chloroform in a volume ratio of 4/5, temperature: 23° C.). In Table 1, the resin composition is shown as the final composition in terms of mass ratio.
(2)フィルムの融点、結晶融解エンタルピー
得られたフィルムから数mg採り、示差走査熱量計DSC-7型(パーキンエルマー社製)用いて、昇温速度20℃/分で350℃まで昇温した後、350℃で5分間保持し、降温速度20℃/分で25℃まで降温し、さらに25℃で5分間保持後、昇温速度20℃/分で再昇温した。
再昇温時の吸熱ピークのトップを融点とし、吸熱ピークの熱量を結晶融解エンタルピーとした。結晶融解エンタルピーは、融解開始から終了までの温度範囲のピーク面積から求められる。なお、結晶融解エンタルピーは、任意の10箇所で行った測定で得られた値の平均値を用いた。 (2) Melting point and enthalpy of crystal fusion of the film Several mg of the obtained film was taken and heated to 350°C at a heating rate of 20°C/min using a differential scanning calorimeter DSC-7 model (manufactured by PerkinElmer). Thereafter, the temperature was held at 350°C for 5 minutes, the temperature was lowered to 25°C at a temperature decreasing rate of 20°C/min, and after further holding at 25°C for 5 minutes, the temperature was raised again at a temperature increasing rate of 20°C/min.
The top of the endothermic peak during re-heating was taken as the melting point, and the amount of heat at the endothermic peak was taken as the enthalpy of crystal fusion. Crystal melting enthalpy is determined from the peak area in the temperature range from the start to the end of melting. For the enthalpy of crystal fusion, the average value of the values obtained by measurements performed at ten arbitrary locations was used.
得られたフィルムから数mg採り、示差走査熱量計DSC-7型(パーキンエルマー社製)用いて、昇温速度20℃/分で350℃まで昇温した後、350℃で5分間保持し、降温速度20℃/分で25℃まで降温し、さらに25℃で5分間保持後、昇温速度20℃/分で再昇温した。
再昇温時の吸熱ピークのトップを融点とし、吸熱ピークの熱量を結晶融解エンタルピーとした。結晶融解エンタルピーは、融解開始から終了までの温度範囲のピーク面積から求められる。なお、結晶融解エンタルピーは、任意の10箇所で行った測定で得られた値の平均値を用いた。 (2) Melting point and enthalpy of crystal fusion of the film Several mg of the obtained film was taken and heated to 350°C at a heating rate of 20°C/min using a differential scanning calorimeter DSC-7 model (manufactured by PerkinElmer). Thereafter, the temperature was held at 350°C for 5 minutes, the temperature was lowered to 25°C at a temperature decreasing rate of 20°C/min, and after further holding at 25°C for 5 minutes, the temperature was raised again at a temperature increasing rate of 20°C/min.
The top of the endothermic peak during re-heating was taken as the melting point, and the amount of heat at the endothermic peak was taken as the enthalpy of crystal fusion. Crystal melting enthalpy is determined from the peak area in the temperature range from the start to the end of melting. For the enthalpy of crystal fusion, the average value of the values obtained by measurements performed at ten arbitrary locations was used.
融点を以下の基準に従って評価した。
◎:300℃以上(優良);
○:270℃以上300℃未満(良);
△:240℃以上270℃未満(実用上問題なし);
×:240℃未満(実用上問題あり)。 Melting point was evaluated according to the following criteria.
◎: 300℃ or higher (excellent);
○: 270°C or more and less than 300°C (good);
△: 240°C or more and less than 270°C (no practical problem);
×: Less than 240°C (practical problem).
◎:300℃以上(優良);
○:270℃以上300℃未満(良);
△:240℃以上270℃未満(実用上問題なし);
×:240℃未満(実用上問題あり)。 Melting point was evaluated according to the following criteria.
◎: 300℃ or higher (excellent);
○: 270°C or more and less than 300°C (good);
△: 240°C or more and less than 270°C (no practical problem);
×: Less than 240°C (practical problem).
結晶融解エンタルピーを以下の基準に従って評価した。
◎:25J/g以上(優良);
△:15J/g以上25J/g未満(実用上問題なし);
×:15J/g未満(実用上問題あり)。 Crystal fusion enthalpy was evaluated according to the following criteria.
◎: 25 J/g or more (excellent);
△: 15 J/g or more and less than 25 J/g (no practical problem);
×: Less than 15 J/g (practical problem).
◎:25J/g以上(優良);
△:15J/g以上25J/g未満(実用上問題なし);
×:15J/g未満(実用上問題あり)。 Crystal fusion enthalpy was evaluated according to the following criteria.
◎: 25 J/g or more (excellent);
△: 15 J/g or more and less than 25 J/g (no practical problem);
×: Less than 15 J/g (practical problem).
(3)フィルムの伸長回復率(柔軟性)、ヒステリシスロス率(ゴム弾性率)
得られたフィルムから、JIS K6251 3号の形状の試験片を作製し、INTESCO社製2020型試験機を用いて伸長回復率およびヒステリシスロス率の測定をおこなった。23℃環境下、チャック間距離70mm、引張試験速度5mm/minの条件で、14mm引張り、直ちに同じ速度で元に戻し、応力がゼロになった時の残留歪A(mm)を求めた。なお、伸長回復率およびヒステリシスロス率は、フィルムの任意の10箇所で得られた10個の試験片を用いて測定された値の平均値を用いた。
伸長回復率は、残留歪Aを用いて下記式により算出した。
伸長回復率(%)=(14-A)/14×100 (3) Film elongation recovery rate (flexibility), hysteresis loss rate (rubber elastic modulus)
A test piece having the shape of JIS K6251 No. 3 was prepared from the obtained film, and the elongation recovery rate and hysteresis loss rate were measured using a 2020 type testing machine manufactured by INTESCO. In a 23°C environment, under conditions of a chuck distance of 70 mm and a tensile test speed of 5 mm/min, it was pulled 14 mm and immediately returned to its original state at the same speed, and the residual strain A (mm) when the stress became zero was determined. For the elongation recovery rate and hysteresis loss rate, the average value of the values measured using 10 test pieces obtained at 10 arbitrary locations on the film was used.
The elongation recovery rate was calculated using the residual strain A using the following formula.
Elongation recovery rate (%) = (14-A)/14×100
得られたフィルムから、JIS K6251 3号の形状の試験片を作製し、INTESCO社製2020型試験機を用いて伸長回復率およびヒステリシスロス率の測定をおこなった。23℃環境下、チャック間距離70mm、引張試験速度5mm/minの条件で、14mm引張り、直ちに同じ速度で元に戻し、応力がゼロになった時の残留歪A(mm)を求めた。なお、伸長回復率およびヒステリシスロス率は、フィルムの任意の10箇所で得られた10個の試験片を用いて測定された値の平均値を用いた。
伸長回復率は、残留歪Aを用いて下記式により算出した。
伸長回復率(%)=(14-A)/14×100 (3) Film elongation recovery rate (flexibility), hysteresis loss rate (rubber elastic modulus)
A test piece having the shape of JIS K6251 No. 3 was prepared from the obtained film, and the elongation recovery rate and hysteresis loss rate were measured using a 2020 type testing machine manufactured by INTESCO. In a 23°C environment, under conditions of a chuck distance of 70 mm and a tensile test speed of 5 mm/min, it was pulled 14 mm and immediately returned to its original state at the same speed, and the residual strain A (mm) when the stress became zero was determined. For the elongation recovery rate and hysteresis loss rate, the average value of the values measured using 10 test pieces obtained at 10 arbitrary locations on the film was used.
The elongation recovery rate was calculated using the residual strain A using the following formula.
Elongation recovery rate (%) = (14-A)/14×100
さらに、得られたヒステリシス曲線から、下記式により算出した。
ヒステリシスロス率(%)=面積(Oabcd)/面積(OabeO)×100
例えば、図1において、面積(Oabcd)は破線(縦破線)により示される領域の面積のことであり、面積(OabeO)は実線(横実線)により示される領域の面積のことである。図1は、ヒステリシスロス率の算出方法を説明するためのヒステリシス曲線を示す模式図である。 Furthermore, it was calculated using the following formula from the obtained hysteresis curve.
Hysteresis loss rate (%) = Area (Oabcd) / Area (OabeO) x 100
For example, in FIG. 1, the area (Oabcd) is the area of the region indicated by the broken line (vertical broken line), and the area (OabeO) is the area of the region indicated by the solid line (horizontal solid line). FIG. 1 is a schematic diagram showing a hysteresis curve for explaining a method of calculating a hysteresis loss rate.
ヒステリシスロス率(%)=面積(Oabcd)/面積(OabeO)×100
例えば、図1において、面積(Oabcd)は破線(縦破線)により示される領域の面積のことであり、面積(OabeO)は実線(横実線)により示される領域の面積のことである。図1は、ヒステリシスロス率の算出方法を説明するためのヒステリシス曲線を示す模式図である。 Furthermore, it was calculated using the following formula from the obtained hysteresis curve.
Hysteresis loss rate (%) = Area (Oabcd) / Area (OabeO) x 100
For example, in FIG. 1, the area (Oabcd) is the area of the region indicated by the broken line (vertical broken line), and the area (OabeO) is the area of the region indicated by the solid line (horizontal solid line). FIG. 1 is a schematic diagram showing a hysteresis curve for explaining a method of calculating a hysteresis loss rate.
(4)フィルムの引張破断強度、引張破断伸度、引張弾性率(柔軟性)および10%伸長強度
JIS K 7127に従って、温度20℃、湿度65%の環境下で測定した。試料の大きさは10mm×150mm、チャック間の初期距離は100mm、引張速度は500mm/分とした。
フィルムの引張破断強度、引張破断伸度、引張弾性率および10%伸長強度は少なくともMD方向の物性を測定した。
なお、フィルムの引張破断強度、引張破断伸度、引張弾性率および10%伸長強度は、フィルムの任意の10箇所で得られた10個の試料を用いて測定された値の平均値を用いた。
10%伸長強度(MD)を以下の基準に従って評価した。
◎◎:25MPa以下(最良);
◎:25MPa超35MPa以下(優良);
○:35MPa超50MPa以下(良);
△:50MPa超70MPa以下(実用上問題なし);
×:70MPa超(実用上問題あり)。 (4) Tensile strength at break, tensile elongation at break, tensile modulus (flexibility), and 10% elongation strength of film Measured in accordance with JIS K 7127 at a temperature of 20° C. and a humidity of 65%. The size of the sample was 10 mm x 150 mm, the initial distance between the chucks was 100 mm, and the pulling speed was 500 mm/min.
The tensile strength at break, tensile elongation at break, tensile modulus, and 10% elongation strength of the film were determined by measuring physical properties at least in the MD direction.
Note that the tensile strength at break, tensile elongation at break, tensile modulus, and 10% elongation strength of the film were the average values of the values measured using 10 samples obtained at 10 arbitrary locations on the film. .
10% elongation strength (MD) was evaluated according to the following criteria.
◎◎: 25 MPa or less (best);
◎: More than 25 MPa and less than 35 MPa (excellent);
○: More than 35 MPa and less than 50 MPa (good);
△: More than 50 MPa and less than 70 MPa (no practical problem);
×: Over 70 MPa (practical problem).
JIS K 7127に従って、温度20℃、湿度65%の環境下で測定した。試料の大きさは10mm×150mm、チャック間の初期距離は100mm、引張速度は500mm/分とした。
フィルムの引張破断強度、引張破断伸度、引張弾性率および10%伸長強度は少なくともMD方向の物性を測定した。
なお、フィルムの引張破断強度、引張破断伸度、引張弾性率および10%伸長強度は、フィルムの任意の10箇所で得られた10個の試料を用いて測定された値の平均値を用いた。
10%伸長強度(MD)を以下の基準に従って評価した。
◎◎:25MPa以下(最良);
◎:25MPa超35MPa以下(優良);
○:35MPa超50MPa以下(良);
△:50MPa超70MPa以下(実用上問題なし);
×:70MPa超(実用上問題あり)。 (4) Tensile strength at break, tensile elongation at break, tensile modulus (flexibility), and 10% elongation strength of film Measured in accordance with JIS K 7127 at a temperature of 20° C. and a humidity of 65%. The size of the sample was 10 mm x 150 mm, the initial distance between the chucks was 100 mm, and the pulling speed was 500 mm/min.
The tensile strength at break, tensile elongation at break, tensile modulus, and 10% elongation strength of the film were determined by measuring physical properties at least in the MD direction.
Note that the tensile strength at break, tensile elongation at break, tensile modulus, and 10% elongation strength of the film were the average values of the values measured using 10 samples obtained at 10 arbitrary locations on the film. .
10% elongation strength (MD) was evaluated according to the following criteria.
◎◎: 25 MPa or less (best);
◎: More than 25 MPa and less than 35 MPa (excellent);
○: More than 35 MPa and less than 50 MPa (good);
△: More than 50 MPa and less than 70 MPa (no practical problem);
×: Over 70 MPa (practical problem).
(5)フィルムの熱収縮率
JIS K 7133に従って、200℃で15分間熱処理をした際のフィルムの収縮率を測定した。 (5) Heat shrinkage rate of film According to JIS K 7133, the shrinkage rate of the film was measured when heat treated at 200°C for 15 minutes.
JIS K 7133に従って、200℃で15分間熱処理をした際のフィルムの収縮率を測定した。 (5) Heat shrinkage rate of film According to JIS K 7133, the shrinkage rate of the film was measured when heat treated at 200°C for 15 minutes.
(6)フィルムの均等拡張性1
拡張前のフィルムに10mm間隔の10×10の格子をスタンプし、フィルム拡張後の格子間隔を測定した。中央部と端部との倍率差が2.5%未満の場合を◎◎、2.5%以上5%未満の場合を◎、5%以上7.5%未満の場合を○、7.5%以上10%未満の場合を△、10%以上の場合を×と判定した。 (6) Uniform expandability of film 1
A 10×10 grid with a spacing of 10 mm was stamped on the film before expansion, and the grid spacing after the film was expanded was measured. ◎◎ if the magnification difference between the center and edge is less than 2.5%, ◎ if it is 2.5% or more and less than 5%, ○ if it is 5% or more and less than 7.5% % or more and less than 10% was judged as Δ, and when it was 10% or more, it was judged as ×.
拡張前のフィルムに10mm間隔の10×10の格子をスタンプし、フィルム拡張後の格子間隔を測定した。中央部と端部との倍率差が2.5%未満の場合を◎◎、2.5%以上5%未満の場合を◎、5%以上7.5%未満の場合を○、7.5%以上10%未満の場合を△、10%以上の場合を×と判定した。 (6) Uniform expandability of film 1
A 10×10 grid with a spacing of 10 mm was stamped on the film before expansion, and the grid spacing after the film was expanded was measured. ◎◎ if the magnification difference between the center and edge is less than 2.5%, ◎ if it is 2.5% or more and less than 5%, ○ if it is 5% or more and less than 7.5% % or more and less than 10% was judged as Δ, and when it was 10% or more, it was judged as ×.
(7)フィルムの均等拡張性2
実施例、比較例で得られたポリアミドフィルムの片面積層体から、エッチングにより10mm×10mmの正方形を0.5mm間隔で5×5個作製し、円筒押し上げによるフィルム拡張後の正方形の間隔を測定した。正方形に歪みがなく、かつ中央部の正方形間隔と端部の正方形間隔との差が25%未満の場合を◎◎、25%以上50%未満の場合を◎、50%以上の場合を○と判定した。一方、正方形の向きや形状に歪みが生じた場合を△、正方形に亀裂が生じた場合を×と判定した。 (7) Uniform expandability of film 2
From the single-sided laminate of the polyamide film obtained in Examples and Comparative Examples, 5 x 5 squares of 10 mm x 10 mm were prepared at 0.5 mm intervals by etching, and the spacing between the squares was measured after the film was expanded by pushing up the cylinder. . If there is no distortion in the squares and the difference between the square spacing in the center and the square spacing at the edges is less than 25%, ◎◎, if it is 25% or more and less than 50%, ◎, and if it is 50% or more, ○. I judged it. On the other hand, a case where distortion occurred in the orientation or shape of the square was judged as △, and a case where a crack occurred in the square was judged as ×.
実施例、比較例で得られたポリアミドフィルムの片面積層体から、エッチングにより10mm×10mmの正方形を0.5mm間隔で5×5個作製し、円筒押し上げによるフィルム拡張後の正方形の間隔を測定した。正方形に歪みがなく、かつ中央部の正方形間隔と端部の正方形間隔との差が25%未満の場合を◎◎、25%以上50%未満の場合を◎、50%以上の場合を○と判定した。一方、正方形の向きや形状に歪みが生じた場合を△、正方形に亀裂が生じた場合を×と判定した。 (7) Uniform expandability of film 2
From the single-sided laminate of the polyamide film obtained in Examples and Comparative Examples, 5 x 5 squares of 10 mm x 10 mm were prepared at 0.5 mm intervals by etching, and the spacing between the squares was measured after the film was expanded by pushing up the cylinder. . If there is no distortion in the squares and the difference between the square spacing in the center and the square spacing at the edges is less than 25%, ◎◎, if it is 25% or more and less than 50%, ◎, and if it is 50% or more, ○. I judged it. On the other hand, a case where distortion occurred in the orientation or shape of the square was judged as △, and a case where a crack occurred in the square was judged as ×.
(8)フィルムの均等拡張性3
実施例、比較例で得られたポリアミドフィルム片面積層体から、エッチングで半径10mm、20mm、30mm、40mm、50mmの同心円を、線幅0.5mmで作製し、球面状に熱変形後の同心円の直径を測定した。MD方向とTD方向との直径差が2%未満の場合を◎◎、2%以上4%未満の場合を◎、4%以上6%未満の場合を○、6%以上の場合(同心円の切断なし)を△、同心円が切断した場合を×と判定した。同心円の切断とは、エッチングで作製した同心円が断線することである。 (8) Uniform expandability of film 3
Concentric circles with radii of 10 mm, 20 mm, 30 mm, 40 mm, and 50 mm with a line width of 0.5 mm were produced by etching from the single-sided polyamide film laminates obtained in Examples and Comparative Examples, and the concentric circles after thermal deformation into spherical shapes were The diameter was measured. If the diameter difference between the MD direction and the TD direction is less than 2%, ◎◎, if it is 2% or more and less than 4%, ◎, if it is 4% or more and less than 6%, ○, if it is 6% or more (concentric circle cutting) (No) was judged as △, and when the concentric circles were cut, it was judged as ×. The cutting of concentric circles means that the concentric circles created by etching are disconnected.
実施例、比較例で得られたポリアミドフィルム片面積層体から、エッチングで半径10mm、20mm、30mm、40mm、50mmの同心円を、線幅0.5mmで作製し、球面状に熱変形後の同心円の直径を測定した。MD方向とTD方向との直径差が2%未満の場合を◎◎、2%以上4%未満の場合を◎、4%以上6%未満の場合を○、6%以上の場合(同心円の切断なし)を△、同心円が切断した場合を×と判定した。同心円の切断とは、エッチングで作製した同心円が断線することである。 (8) Uniform expandability of film 3
Concentric circles with radii of 10 mm, 20 mm, 30 mm, 40 mm, and 50 mm with a line width of 0.5 mm were produced by etching from the single-sided polyamide film laminates obtained in Examples and Comparative Examples, and the concentric circles after thermal deformation into spherical shapes were The diameter was measured. If the diameter difference between the MD direction and the TD direction is less than 2%, ◎◎, if it is 2% or more and less than 4%, ◎, if it is 4% or more and less than 6%, ○, if it is 6% or more (concentric circle cutting) (No) was judged as △, and when the concentric circles were cut, it was judged as ×. The cutting of concentric circles means that the concentric circles created by etching are disconnected.
(9)熱処理後の均等性1
10mm間隔の10×10の格子をスタンプして均等拡張したフィルムを熱処理して、23℃、相対湿度50%、24時間調湿した後、再度格子間隔を測定した。中央部と端部との倍率差が2.5%未満の場合を◎◎、2.5%以上5%未満の場合を◎、5%以上7.5%未満の場合を○、7.5%以上10%未満の場合を△、10%以上の場合を×と判定した。 (9) Uniformity after heat treatment 1
The film, which was stamped with 10×10 grids with 10 mm spacing and expanded evenly, was heat-treated and conditioned at 23° C. and 50% relative humidity for 24 hours, and then the grid spacing was measured again. ◎◎ if the magnification difference between the center and edge is less than 2.5%, ◎ if it is 2.5% or more and less than 5%, ○ if it is 5% or more and less than 7.5% % or more and less than 10% was judged as Δ, and when it was 10% or more, it was judged as ×.
10mm間隔の10×10の格子をスタンプして均等拡張したフィルムを熱処理して、23℃、相対湿度50%、24時間調湿した後、再度格子間隔を測定した。中央部と端部との倍率差が2.5%未満の場合を◎◎、2.5%以上5%未満の場合を◎、5%以上7.5%未満の場合を○、7.5%以上10%未満の場合を△、10%以上の場合を×と判定した。 (9) Uniformity after heat treatment 1
The film, which was stamped with 10×10 grids with 10 mm spacing and expanded evenly, was heat-treated and conditioned at 23° C. and 50% relative humidity for 24 hours, and then the grid spacing was measured again. ◎◎ if the magnification difference between the center and edge is less than 2.5%, ◎ if it is 2.5% or more and less than 5%, ○ if it is 5% or more and less than 7.5% % or more and less than 10% was judged as Δ, and when it was 10% or more, it was judged as ×.
(10)熱処理後の均等性2
片面の銅箔積層体から10mm×10mmの正方形を0.5mm間隔で5×5個、エッチングで作製して均等拡張したフィルムを熱処理して、再度正方形の間隔を測定した。正方形に歪みがなく、かつ中央部の正方形間隔と端部の正方形間隔との差が25%未満の場合を◎◎、25%以上50%未満の場合を◎、50%以上の場合を○とした。一方、正方形の向きや形状に歪みが生じた場合を△、正方形に亀裂が生じた場合を×と判定した。 (10) Uniformity after heat treatment 2
5 x 5 squares of 10 mm x 10 mm were prepared at 0.5 mm intervals from a single-sided copper foil laminate by etching, the uniformly expanded film was heat treated, and the square spacing was measured again. If there is no distortion in the squares and the difference between the square spacing in the center and the square spacing at the edges is less than 25%, ◎◎, if it is 25% or more and less than 50%, ◎, and if it is 50% or more, ○. did. On the other hand, a case where distortion occurred in the orientation or shape of the square was judged as △, and a case where a crack occurred in the square was judged as ×.
片面の銅箔積層体から10mm×10mmの正方形を0.5mm間隔で5×5個、エッチングで作製して均等拡張したフィルムを熱処理して、再度正方形の間隔を測定した。正方形に歪みがなく、かつ中央部の正方形間隔と端部の正方形間隔との差が25%未満の場合を◎◎、25%以上50%未満の場合を◎、50%以上の場合を○とした。一方、正方形の向きや形状に歪みが生じた場合を△、正方形に亀裂が生じた場合を×と判定した。 (10) Uniformity after heat treatment 2
5 x 5 squares of 10 mm x 10 mm were prepared at 0.5 mm intervals from a single-sided copper foil laminate by etching, the uniformly expanded film was heat treated, and the square spacing was measured again. If there is no distortion in the squares and the difference between the square spacing in the center and the square spacing at the edges is less than 25%, ◎◎, if it is 25% or more and less than 50%, ◎, and if it is 50% or more, ○. did. On the other hand, a case where distortion occurred in the orientation or shape of the square was judged as △, and a case where a crack occurred in the square was judged as ×.
(11)熱処理後の均等性3(成形)
片面の銅箔積層体からエッチングで同心円を作製して球面状に拡張したフィルムと、溶融したフィルムとを積層して成形後、再度同心円の直径を測定した。MD方向とTD方向との直径差が2%未満の場合を◎◎、2%以上4%未満の場合を◎、4%以上6%未満の場合を○、7.5%以上10%未満の場合(同心円の切断なし)を△、同心円が切断した場合を×と判定した。 (11) Uniformity after heat treatment 3 (molding)
Concentric circles were created by etching from a single-sided copper foil laminate, and the film expanded into a spherical shape and the melted film were laminated and molded, and then the diameter of the concentric circles was measured again. ◎◎ when the diameter difference between MD direction and TD direction is less than 2%, ◎ when it is 2% or more and less than 4%, ○ when it is 4% or more and less than 6%, ○ when it is 7.5% or more and less than 10%. The case (no cutting of concentric circles) was judged as Δ, and the case of cutting of concentric circles was judged as ×.
片面の銅箔積層体からエッチングで同心円を作製して球面状に拡張したフィルムと、溶融したフィルムとを積層して成形後、再度同心円の直径を測定した。MD方向とTD方向との直径差が2%未満の場合を◎◎、2%以上4%未満の場合を◎、4%以上6%未満の場合を○、7.5%以上10%未満の場合(同心円の切断なし)を△、同心円が切断した場合を×と判定した。 (11) Uniformity after heat treatment 3 (molding)
Concentric circles were created by etching from a single-sided copper foil laminate, and the film expanded into a spherical shape and the melted film were laminated and molded, and then the diameter of the concentric circles was measured again. ◎◎ when the diameter difference between MD direction and TD direction is less than 2%, ◎ when it is 2% or more and less than 4%, ○ when it is 4% or more and less than 6%, ○ when it is 7.5% or more and less than 10%. The case (no cutting of concentric circles) was judged as Δ, and the case of cutting of concentric circles was judged as ×.
(12)再変形後の復元性1
1cm間隔の10×10の格子をスタンプして均等拡張および熱処理したフィルムを再度拡張し、60秒間保持した。張力を解放して60秒後、格子サイズ(全長)を測定した。再拡張前後の寸法と変形量から、下記式により復元率を算出した。回復率が60%以上の場合を◎◎、50%以上60%未満の場合を◎、40%以上50%未満の場合を○、30%以上40%以上の場合を△、30%未満の場合を×と判定した。
復元率=(再拡張前の寸法+変形量-再拡張後の寸法)/変形量×100 (12) Restorability after re-deformation 1
The evenly expanded and heat-treated film was expanded again by stamping a 10×10 grid with 1 cm spacing and held for 60 seconds. The grid size (total length) was measured 60 seconds after the tension was released. The restoration rate was calculated using the following formula from the dimensions and deformation before and after re-expansion. ◎◎ if the recovery rate is 60% or more, ◎ if it is 50% or more and less than 60%, ○ if it is 40% or more and less than 50%, △ if it is 30% or more and 40% or more. was judged as ×.
Restoration rate = (dimension before re-expansion + amount of deformation - dimension after re-expansion) / amount of deformation x 100
1cm間隔の10×10の格子をスタンプして均等拡張および熱処理したフィルムを再度拡張し、60秒間保持した。張力を解放して60秒後、格子サイズ(全長)を測定した。再拡張前後の寸法と変形量から、下記式により復元率を算出した。回復率が60%以上の場合を◎◎、50%以上60%未満の場合を◎、40%以上50%未満の場合を○、30%以上40%以上の場合を△、30%未満の場合を×と判定した。
復元率=(再拡張前の寸法+変形量-再拡張後の寸法)/変形量×100 (12) Restorability after re-deformation 1
The evenly expanded and heat-treated film was expanded again by stamping a 10×10 grid with 1 cm spacing and held for 60 seconds. The grid size (total length) was measured 60 seconds after the tension was released. The restoration rate was calculated using the following formula from the dimensions and deformation before and after re-expansion. ◎◎ if the recovery rate is 60% or more, ◎ if it is 50% or more and less than 60%, ○ if it is 40% or more and less than 50%, △ if it is 30% or more and 40% or more. was judged as ×.
Restoration rate = (dimension before re-expansion + amount of deformation - dimension after re-expansion) / amount of deformation x 100
(13)再変形後の復元性2
片面の銅箔積層体から10mm×10mmの正方形を0.5mm間隔で5×5個、エッチングで作製して均等拡張および熱処理したフィルムの正方形部分を棒で押し上げ、その状態を60秒間保持した。棒を離して60秒後、変形跡の深さ高さを測定した。変形跡の高さが0.5mm未満の場合を◎◎、0.5mm以上1mm未満の場合を◎、1mm以上2mm未満の場合を○、2mm以上4mm未満の場合を△、4mm以上の場合を×とした。 (13) Restorability after re-deformation 2
5 x 5 10 mm x 10 mm squares were etched at 0.5 mm intervals from a single-sided copper foil laminate, uniformly expanded and heat treated, and the square portion of the film was pushed up with a rod and held in that state for 60 seconds. 60 seconds after the rod was released, the depth and height of the deformation mark were measured. ◎◎ if the height of the deformation mark is less than 0.5 mm, ◎ if the height is 0.5 mm or more and less than 1 mm, ○ if the height is 1 mm or more and less than 2 mm, △ if the height is 2 mm or more and less than 4 mm, and △ if the height is 4 mm or more. It was set as ×.
片面の銅箔積層体から10mm×10mmの正方形を0.5mm間隔で5×5個、エッチングで作製して均等拡張および熱処理したフィルムの正方形部分を棒で押し上げ、その状態を60秒間保持した。棒を離して60秒後、変形跡の深さ高さを測定した。変形跡の高さが0.5mm未満の場合を◎◎、0.5mm以上1mm未満の場合を◎、1mm以上2mm未満の場合を○、2mm以上4mm未満の場合を△、4mm以上の場合を×とした。 (13) Restorability after re-deformation 2
5 x 5 10 mm x 10 mm squares were etched at 0.5 mm intervals from a single-sided copper foil laminate, uniformly expanded and heat treated, and the square portion of the film was pushed up with a rod and held in that state for 60 seconds. 60 seconds after the rod was released, the depth and height of the deformation mark were measured. ◎◎ if the height of the deformation mark is less than 0.5 mm, ◎ if the height is 0.5 mm or more and less than 1 mm, ○ if the height is 1 mm or more and less than 2 mm, △ if the height is 2 mm or more and less than 4 mm, and △ if the height is 4 mm or more. It was set as ×.
(14)再変形後の復元性3
片面の銅箔積層体からエッチングで同心円を作製して球面状に拡張したフィルムと溶融したフィルムとの成形物に円柱を押し当てて変形させ、その状態を60秒間保持した。円柱を離して60秒後、変形跡の深さを測定した。変形跡の深さが0.5mm未満の場合を◎◎、0.5mm以上1mm未満の場合を◎、1mm以上2mm未満の場合を○、2mm以上4mm未満の場合を△、4mm以上の場合を×とした。 (14) Restorability after re-deformation 3
Concentric circles were created by etching from a single-sided copper foil laminate, and a cylinder was pressed against the molded product of the spherically expanded film and the molten film to deform it, and this state was held for 60 seconds. Sixty seconds after the cylinder was released, the depth of the deformation mark was measured. ◎◎ if the deformation mark depth is less than 0.5mm, ◎ if it is 0.5mm or more and less than 1mm, ○ if it is 1mm or more and less than 2mm, △ if it is 2mm or more and less than 4mm, and △ if it is 4mm or more. It was set as ×.
片面の銅箔積層体からエッチングで同心円を作製して球面状に拡張したフィルムと溶融したフィルムとの成形物に円柱を押し当てて変形させ、その状態を60秒間保持した。円柱を離して60秒後、変形跡の深さを測定した。変形跡の深さが0.5mm未満の場合を◎◎、0.5mm以上1mm未満の場合を◎、1mm以上2mm未満の場合を○、2mm以上4mm未満の場合を△、4mm以上の場合を×とした。 (14) Restorability after re-deformation 3
Concentric circles were created by etching from a single-sided copper foil laminate, and a cylinder was pressed against the molded product of the spherically expanded film and the molten film to deform it, and this state was held for 60 seconds. Sixty seconds after the cylinder was released, the depth of the deformation mark was measured. ◎◎ if the deformation mark depth is less than 0.5mm, ◎ if it is 0.5mm or more and less than 1mm, ○ if it is 1mm or more and less than 2mm, △ if it is 2mm or more and less than 4mm, and △ if it is 4mm or more. It was set as ×.
(15)耐熱性
上記した「(2)フィルムの融点、結晶融解エンタルピー」におけるフィルムの融点の評価結果を耐熱性の評価結果として用いた。 (15) Heat resistance The evaluation results of the melting point of the film in "(2) Melting point of the film, enthalpy of crystal fusion" above were used as the evaluation results of the heat resistance.
上記した「(2)フィルムの融点、結晶融解エンタルピー」におけるフィルムの融点の評価結果を耐熱性の評価結果として用いた。 (15) Heat resistance The evaluation results of the melting point of the film in "(2) Melting point of the film, enthalpy of crystal fusion" above were used as the evaluation results of the heat resistance.
(16)フィルムの柔軟性
上記したフィルムの伸長回復率および引張弾性率について以下の基準に従って評価した。それらの評価結果のうち、低い方の評価結果を柔軟性の評価結果として用いた。 (16) Flexibility of film The elongation recovery rate and tensile modulus of the film described above were evaluated according to the following criteria. Among these evaluation results, the lower evaluation result was used as the evaluation result of flexibility.
上記したフィルムの伸長回復率および引張弾性率について以下の基準に従って評価した。それらの評価結果のうち、低い方の評価結果を柔軟性の評価結果として用いた。 (16) Flexibility of film The elongation recovery rate and tensile modulus of the film described above were evaluated according to the following criteria. Among these evaluation results, the lower evaluation result was used as the evaluation result of flexibility.
・伸長回復率
◎:50%以上(優良);
○:40%以上50%未満(良);
△:30%以上40%未満(実用上問題なし);
×:30%未満(実用上問題あり)。 ・Elongation recovery rate ◎: 50% or more (excellent);
○: 40% or more and less than 50% (good);
△: 30% or more and less than 40% (no practical problem);
×: Less than 30% (practical problem).
◎:50%以上(優良);
○:40%以上50%未満(良);
△:30%以上40%未満(実用上問題なし);
×:30%未満(実用上問題あり)。 ・Elongation recovery rate ◎: 50% or more (excellent);
○: 40% or more and less than 50% (good);
△: 30% or more and less than 40% (no practical problem);
×: Less than 30% (practical problem).
・引張弾性率(MD)
◎:600MPa以下(優良)
○:600MPa超1300MPa以下(良);
△:1300MPa超1500MPa以下(実用上問題なし);
×:1500MPa超(実用上問題なし)。 ・Tensile modulus (MD)
◎: 600MPa or less (excellent)
○: More than 600 MPa and less than 1300 MPa (good);
△: More than 1300 MPa and less than 1500 MPa (no practical problem);
×: Over 1500 MPa (no practical problem).
◎:600MPa以下(優良)
○:600MPa超1300MPa以下(良);
△:1300MPa超1500MPa以下(実用上問題なし);
×:1500MPa超(実用上問題なし)。 ・Tensile modulus (MD)
◎: 600MPa or less (excellent)
○: More than 600 MPa and less than 1300 MPa (good);
△: More than 1300 MPa and less than 1500 MPa (no practical problem);
×: Over 1500 MPa (no practical problem).
(17)総合評価
表2および4において、上記した項目(6)、(9)、(12)、(15)および(16)の評価結果を総合的に評価した。詳しくは、これらの評価結果のうち、最低の評価結果を総合評価の結果として用いた。
表5において、上記した項目(7)、(10)、(13)、(15)および(16)の評価結果を総合的に評価した。詳しくは、これらの評価結果のうち、最低の評価結果を総合評価の結果として用いた。
表6において、上記した項目(8)、(11)、(14)、(15)および(16)の評価結果を総合的に評価した。詳しくは、これらの評価結果のうち、最低の評価結果を総合評価の結果として用いた。 (17) Comprehensive evaluation In Tables 2 and 4, the evaluation results of the above-mentioned items (6), (9), (12), (15) and (16) were comprehensively evaluated. Specifically, among these evaluation results, the lowest evaluation result was used as the result of the comprehensive evaluation.
In Table 5, the evaluation results of the above-mentioned items (7), (10), (13), (15), and (16) were comprehensively evaluated. Specifically, among these evaluation results, the lowest evaluation result was used as the result of the comprehensive evaluation.
In Table 6, the evaluation results of the above-mentioned items (8), (11), (14), (15), and (16) were comprehensively evaluated. Specifically, among these evaluation results, the lowest evaluation result was used as the result of the comprehensive evaluation.
表2および4において、上記した項目(6)、(9)、(12)、(15)および(16)の評価結果を総合的に評価した。詳しくは、これらの評価結果のうち、最低の評価結果を総合評価の結果として用いた。
表5において、上記した項目(7)、(10)、(13)、(15)および(16)の評価結果を総合的に評価した。詳しくは、これらの評価結果のうち、最低の評価結果を総合評価の結果として用いた。
表6において、上記した項目(8)、(11)、(14)、(15)および(16)の評価結果を総合的に評価した。詳しくは、これらの評価結果のうち、最低の評価結果を総合評価の結果として用いた。 (17) Comprehensive evaluation In Tables 2 and 4, the evaluation results of the above-mentioned items (6), (9), (12), (15) and (16) were comprehensively evaluated. Specifically, among these evaluation results, the lowest evaluation result was used as the result of the comprehensive evaluation.
In Table 5, the evaluation results of the above-mentioned items (7), (10), (13), (15), and (16) were comprehensively evaluated. Specifically, among these evaluation results, the lowest evaluation result was used as the result of the comprehensive evaluation.
In Table 6, the evaluation results of the above-mentioned items (8), (11), (14), (15), and (16) were comprehensively evaluated. Specifically, among these evaluation results, the lowest evaluation result was used as the result of the comprehensive evaluation.
B.原料
原料は、以下のものを用いた。
・ダイマー酸:クローダ社製 プリポール1009
・テレフタル酸:
・ダイマージアミン:クローダ社製 プリアミン1075
・デカンジアミン:
・次亜リン酸ナトリウム:
・熱安定剤:住友化学社製 Sumilizer GA-80 B. Raw materials The following raw materials were used.
・Dimer acid: Pripol 1009 manufactured by Croda
·Terephthalic acid:
・Dimer diamine: Priamine 1075 manufactured by Croda
・Decanediamine:
・Sodium hypophosphite:
・Heat stabilizer: Sumilizer GA-80 manufactured by Sumitomo Chemical Co., Ltd.
原料は、以下のものを用いた。
・ダイマー酸:クローダ社製 プリポール1009
・テレフタル酸:
・ダイマージアミン:クローダ社製 プリアミン1075
・デカンジアミン:
・次亜リン酸ナトリウム:
・熱安定剤:住友化学社製 Sumilizer GA-80 B. Raw materials The following raw materials were used.
・Dimer acid: Pripol 1009 manufactured by Croda
·Terephthalic acid:
・Dimer diamine: Priamine 1075 manufactured by Croda
・Decanediamine:
・Sodium hypophosphite:
・Heat stabilizer: Sumilizer GA-80 manufactured by Sumitomo Chemical Co., Ltd.
実施例1
・ポリアミドP1
リボンブレンダー式の反応装置にテレフタル酸23.5質量部、次亜リン酸ナトリウム一水和物0.1質量部を投入し、窒素密閉下、回転数30rpmで撹拌しながら170℃に加熱した。その後、温度を170℃に保ち、かつ回転数を30rpmに保ったまま、液注装置を用いて、100℃に加温した1,10-デカンジアミン24.4質量部を、2.5時間かけて連続的(連続液注方式)に添加し反応生成物を得た。なお、原料モノマーのモル比は、テレフタル酸:1,10-デカンジアミン=50.0:50.0であった。
加熱機構、撹拌機構を備えた反応容器にダイマー酸26.7質量部、ダイマージアミン25.3質量部を投入した。100℃で1時間撹拌した後に上記反応生成物を47.9質量部撹拌しながら投入した。
その後260℃まで撹拌しながら加熱し、縮合水を系外に除去しながら、窒素気流下、常圧、260℃で、5時間重合をおこなった。重合中、系は懸濁溶液の状態であった。
重合終了後、払い出し、これを切断し、乾燥してペレット形態のポリアミドP1を得た。 Example 1
・Polyamide P1
23.5 parts by mass of terephthalic acid and 0.1 parts by mass of sodium hypophosphite monohydrate were charged into a ribbon blender type reactor, and the mixture was heated to 170° C. with stirring at a rotational speed of 30 rpm under nitrogen sealing. Then, while maintaining the temperature at 170°C and the rotation speed at 30 rpm, 24.4 parts by mass of 1,10-decanediamine heated to 100°C was added over 2.5 hours using a liquid injection device. was added continuously (continuous injection method) to obtain a reaction product. The molar ratio of the raw material monomers was terephthalic acid:1,10-decanediamine=50.0:50.0.
26.7 parts by mass of dimer acid and 25.3 parts by mass of dimer diamine were charged into a reaction vessel equipped with a heating mechanism and a stirring mechanism. After stirring at 100° C. for 1 hour, 47.9 parts by mass of the above reaction product was added while stirring.
Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in a suspended solution state.
After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P1 in the form of pellets.
・ポリアミドP1
リボンブレンダー式の反応装置にテレフタル酸23.5質量部、次亜リン酸ナトリウム一水和物0.1質量部を投入し、窒素密閉下、回転数30rpmで撹拌しながら170℃に加熱した。その後、温度を170℃に保ち、かつ回転数を30rpmに保ったまま、液注装置を用いて、100℃に加温した1,10-デカンジアミン24.4質量部を、2.5時間かけて連続的(連続液注方式)に添加し反応生成物を得た。なお、原料モノマーのモル比は、テレフタル酸:1,10-デカンジアミン=50.0:50.0であった。
加熱機構、撹拌機構を備えた反応容器にダイマー酸26.7質量部、ダイマージアミン25.3質量部を投入した。100℃で1時間撹拌した後に上記反応生成物を47.9質量部撹拌しながら投入した。
その後260℃まで撹拌しながら加熱し、縮合水を系外に除去しながら、窒素気流下、常圧、260℃で、5時間重合をおこなった。重合中、系は懸濁溶液の状態であった。
重合終了後、払い出し、これを切断し、乾燥してペレット形態のポリアミドP1を得た。 Example 1
・Polyamide P1
23.5 parts by mass of terephthalic acid and 0.1 parts by mass of sodium hypophosphite monohydrate were charged into a ribbon blender type reactor, and the mixture was heated to 170° C. with stirring at a rotational speed of 30 rpm under nitrogen sealing. Then, while maintaining the temperature at 170°C and the rotation speed at 30 rpm, 24.4 parts by mass of 1,10-decanediamine heated to 100°C was added over 2.5 hours using a liquid injection device. was added continuously (continuous injection method) to obtain a reaction product. The molar ratio of the raw material monomers was terephthalic acid:1,10-decanediamine=50.0:50.0.
26.7 parts by mass of dimer acid and 25.3 parts by mass of dimer diamine were charged into a reaction vessel equipped with a heating mechanism and a stirring mechanism. After stirring at 100° C. for 1 hour, 47.9 parts by mass of the above reaction product was added while stirring.
Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in a suspended solution state.
After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P1 in the form of pellets.
・ポリアミドフィルムの作製
得られたペレット 100質量部とスミライザーGA-80 0.4質量部とをドライブレンドし、シリンダー温度を330℃に加熱したスクリュー径が26mmである二軸押出機に投入し、溶融混練して、ストランド状に押出した。その後、冷却、切断して、ペレットを得た。
得られたペレットを、シリンダー温度330℃に加熱した単軸押出機(スクリュー径50mm)に投入し溶融して、溶融ポリマーを得た。該溶融ポリマーを金属繊維焼結フィルター(日本精線社製、「NF-13」、公称濾過径:60μm)を用いて濾過した。その後、330℃にしたTダイより溶融ポリマーをフィルム状に押出し、フィルム状の溶融物Y1とした。該溶融物を0℃に設定した冷却ロール上に静電印加法により密着させて冷却し、実質的に無配向の未延伸ポリアミドフィルムM1を得た。
得られた未延伸ポリアミドフィルムM1のポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた、実質的に無配向の未延伸ポリアミドフィルムM1を250℃にて熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM1を得た。 ・Production of polyamide film 100 parts by mass of the obtained pellets and 0.4 parts by mass of Sumilizer GA-80 were dry-blended and put into a twin-screw extruder with a screw diameter of 26 mm heated to a cylinder temperature of 330°C. The mixture was melt-kneaded and extruded into a strand. Thereafter, it was cooled and cut to obtain pellets.
The obtained pellets were put into a single screw extruder (screw diameter 50 mm) heated to a cylinder temperature of 330° C. and melted to obtain a molten polymer. The molten polymer was filtered using a metal fiber sintered filter (manufactured by Nippon Seisen Co., Ltd., "NF-13", nominal filtration diameter: 60 μm). Thereafter, the molten polymer was extruded into a film through a T-die heated to 330°C to obtain a film-like melt Y1. The melt was brought into close contact with a cooling roll set at 0° C. by an electrostatic application method and cooled to obtain a substantially non-oriented unstretched polyamide film M1.
When the resin composition of the polyamide component of the obtained unstretched polyamide film M1 was determined, it was found to be the same as the resin composition of the polyamide used.
The obtained substantially non-oriented unstretched polyamide film M1 was heat-treated at 250° C. to obtain a crystallized unstretched polyamide film AM1.
得られたペレット 100質量部とスミライザーGA-80 0.4質量部とをドライブレンドし、シリンダー温度を330℃に加熱したスクリュー径が26mmである二軸押出機に投入し、溶融混練して、ストランド状に押出した。その後、冷却、切断して、ペレットを得た。
得られたペレットを、シリンダー温度330℃に加熱した単軸押出機(スクリュー径50mm)に投入し溶融して、溶融ポリマーを得た。該溶融ポリマーを金属繊維焼結フィルター(日本精線社製、「NF-13」、公称濾過径:60μm)を用いて濾過した。その後、330℃にしたTダイより溶融ポリマーをフィルム状に押出し、フィルム状の溶融物Y1とした。該溶融物を0℃に設定した冷却ロール上に静電印加法により密着させて冷却し、実質的に無配向の未延伸ポリアミドフィルムM1を得た。
得られた未延伸ポリアミドフィルムM1のポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた、実質的に無配向の未延伸ポリアミドフィルムM1を250℃にて熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM1を得た。 ・Production of polyamide film 100 parts by mass of the obtained pellets and 0.4 parts by mass of Sumilizer GA-80 were dry-blended and put into a twin-screw extruder with a screw diameter of 26 mm heated to a cylinder temperature of 330°C. The mixture was melt-kneaded and extruded into a strand. Thereafter, it was cooled and cut to obtain pellets.
The obtained pellets were put into a single screw extruder (screw diameter 50 mm) heated to a cylinder temperature of 330° C. and melted to obtain a molten polymer. The molten polymer was filtered using a metal fiber sintered filter (manufactured by Nippon Seisen Co., Ltd., "NF-13", nominal filtration diameter: 60 μm). Thereafter, the molten polymer was extruded into a film through a T-die heated to 330°C to obtain a film-like melt Y1. The melt was brought into close contact with a cooling roll set at 0° C. by an electrostatic application method and cooled to obtain a substantially non-oriented unstretched polyamide film M1.
When the resin composition of the polyamide component of the obtained unstretched polyamide film M1 was determined, it was found to be the same as the resin composition of the polyamide used.
The obtained substantially non-oriented unstretched polyamide film M1 was heat-treated at 250° C. to obtain a crystallized unstretched polyamide film AM1.
・ポリアミドフィルムの均等拡張
得られた結晶化した未延伸フィルムAM1を150mm×150mmに切り出し、1cm間隔の10×10の格子をスタンプした後、四辺をクリップで把持しながら、バッチ式同時二軸延伸機にて、二軸延伸をおこなった。拡張条件は23℃、MDの拡張歪み速度が40%/秒、TDの拡張歪み速度が40%/秒、MDの拡張倍率が1.5倍、TDの拡張倍率が1.5倍であった。 - Uniform expansion of polyamide film The obtained crystallized unstretched film AM1 was cut out to 150 mm x 150 mm, and after stamping a 10 x 10 grid with 1 cm intervals, simultaneous biaxial stretching was carried out in a batch type while holding the four sides with clips. Biaxial stretching was performed using a machine. The expansion conditions were 23°C, MD expansion strain rate of 40%/sec, TD expansion strain rate of 40%/sec, MD expansion rate of 1.5 times, and TD expansion rate of 1.5 times. .
得られた結晶化した未延伸フィルムAM1を150mm×150mmに切り出し、1cm間隔の10×10の格子をスタンプした後、四辺をクリップで把持しながら、バッチ式同時二軸延伸機にて、二軸延伸をおこなった。拡張条件は23℃、MDの拡張歪み速度が40%/秒、TDの拡張歪み速度が40%/秒、MDの拡張倍率が1.5倍、TDの拡張倍率が1.5倍であった。 - Uniform expansion of polyamide film The obtained crystallized unstretched film AM1 was cut out to 150 mm x 150 mm, and after stamping a 10 x 10 grid with 1 cm intervals, simultaneous biaxial stretching was carried out in a batch type while holding the four sides with clips. Biaxial stretching was performed using a machine. The expansion conditions were 23°C, MD expansion strain rate of 40%/sec, TD expansion strain rate of 40%/sec, MD expansion rate of 1.5 times, and TD expansion rate of 1.5 times. .
・ポリアミドフィルムの熱処理
上記均等拡張後のフィルムを、クリップを把持したまま250℃にて熱固定をおこなった。 - Heat treatment of polyamide film The film after uniform expansion was heat-set at 250° C. while holding the clip.
上記均等拡張後のフィルムを、クリップを把持したまま250℃にて熱固定をおこなった。 - Heat treatment of polyamide film The film after uniform expansion was heat-set at 250° C. while holding the clip.
・ポリアミドフィルムの再拡張
上記熱処理後のフィルムの四辺を、再度クリップで把持しながら、バッチ式同時二軸延伸機にて、再度拡張をおこなった。拡張条件は23℃、MDの拡張速度が1mm/秒、TDの拡張速度が1mm/秒であった - Re-expansion of polyamide film The four sides of the film after the above heat treatment were again expanded using a batch-type simultaneous biaxial stretching machine while holding the film again with clips. Expansion conditions were 23°C, MD expansion rate 1 mm/sec, and TD expansion rate 1 mm/sec.
上記熱処理後のフィルムの四辺を、再度クリップで把持しながら、バッチ式同時二軸延伸機にて、再度拡張をおこなった。拡張条件は23℃、MDの拡張速度が1mm/秒、TDの拡張速度が1mm/秒であった - Re-expansion of polyamide film The four sides of the film after the above heat treatment were again expanded using a batch-type simultaneous biaxial stretching machine while holding the film again with clips. Expansion conditions were 23°C, MD expansion rate 1 mm/sec, and TD expansion rate 1 mm/sec.
実施例2~9
反応容器に投入するモノマーの量を表1のように変更する以外は、実施例1と同様の操作をおこない、ポリアミドP2~P9を得た。また、得られたペレットを用いて、実施例1と同様の操作をおこなって、溶融混練、未延伸フィルムM2~M9の作製、熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM2~AM9を得た。
得られた結晶化した未延伸ポリアミドフィルムのポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた結晶化した未延伸フィルムAM2~AM9を用いて、実施例1と同様に均等拡張、熱処理、再拡張をおこなった。 Examples 2 to 9
Polyamides P2 to P9 were obtained by carrying out the same operation as in Example 1, except that the amount of monomer charged into the reaction vessel was changed as shown in Table 1. Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, production of unstretched films M2 to M9, and heat treatment to obtain crystallized unstretched polyamide films AM2 to AM9. .
When the resin composition of the polyamide component of the obtained crystallized unstretched polyamide film was determined, it was found to be the same as the resin composition of the polyamide used.
Using the obtained crystallized unstretched films AM2 to AM9, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
反応容器に投入するモノマーの量を表1のように変更する以外は、実施例1と同様の操作をおこない、ポリアミドP2~P9を得た。また、得られたペレットを用いて、実施例1と同様の操作をおこなって、溶融混練、未延伸フィルムM2~M9の作製、熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM2~AM9を得た。
得られた結晶化した未延伸ポリアミドフィルムのポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた結晶化した未延伸フィルムAM2~AM9を用いて、実施例1と同様に均等拡張、熱処理、再拡張をおこなった。 Examples 2 to 9
Polyamides P2 to P9 were obtained by carrying out the same operation as in Example 1, except that the amount of monomer charged into the reaction vessel was changed as shown in Table 1. Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, production of unstretched films M2 to M9, and heat treatment to obtain crystallized unstretched polyamide films AM2 to AM9. .
When the resin composition of the polyamide component of the obtained crystallized unstretched polyamide film was determined, it was found to be the same as the resin composition of the polyamide used.
Using the obtained crystallized unstretched films AM2 to AM9, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
実施例10
加熱機構、撹拌機構を備えた反応容器に、ダイマー酸26.7質量部、ダイマージアミン25.3質量部、テレフタル酸23.5質量部、1,10-デカンジアミン24.4質量部、次亜リン酸ナトリウム一水和物0.1質量部を投入した。
その後、撹拌しながら260℃まで加熱し、縮合水を系外に除去しながら、窒素気流下、常圧、260℃で、5時間重合をおこなった。重合中、系は懸濁状態であった。
重合終了後、払い出し、これを切断し、乾燥してペレット形態のポリアミドP10を得た。
また、得られたペレットを用いて、実施例1と同様の操作をおこなって、溶融混練、未延伸フィルムM10の作製、熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM10を得た。
得られた未延伸フィルムのポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた結晶化した未延伸フィルムAM10を用いて、実施例1と同様に均等拡張、熱処理、再拡張をおこなった。 Example 10
In a reaction vessel equipped with a heating mechanism and a stirring mechanism, 26.7 parts by mass of dimer acid, 25.3 parts by mass of dimer diamine, 23.5 parts by mass of terephthalic acid, 24.4 parts by mass of 1,10-decanediamine, and hypochlorite were added. 0.1 part by mass of sodium phosphate monohydrate was added.
Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in suspension.
After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P10 in the form of pellets.
Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, preparation of an unstretched film M10, and heat treatment to obtain a crystallized unstretched polyamide film AM10.
When the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used.
Using the obtained crystallized unstretched film AM10, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
加熱機構、撹拌機構を備えた反応容器に、ダイマー酸26.7質量部、ダイマージアミン25.3質量部、テレフタル酸23.5質量部、1,10-デカンジアミン24.4質量部、次亜リン酸ナトリウム一水和物0.1質量部を投入した。
その後、撹拌しながら260℃まで加熱し、縮合水を系外に除去しながら、窒素気流下、常圧、260℃で、5時間重合をおこなった。重合中、系は懸濁状態であった。
重合終了後、払い出し、これを切断し、乾燥してペレット形態のポリアミドP10を得た。
また、得られたペレットを用いて、実施例1と同様の操作をおこなって、溶融混練、未延伸フィルムM10の作製、熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM10を得た。
得られた未延伸フィルムのポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた結晶化した未延伸フィルムAM10を用いて、実施例1と同様に均等拡張、熱処理、再拡張をおこなった。 Example 10
In a reaction vessel equipped with a heating mechanism and a stirring mechanism, 26.7 parts by mass of dimer acid, 25.3 parts by mass of dimer diamine, 23.5 parts by mass of terephthalic acid, 24.4 parts by mass of 1,10-decanediamine, and hypochlorite were added. 0.1 part by mass of sodium phosphate monohydrate was added.
Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in suspension.
After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P10 in the form of pellets.
Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, preparation of an unstretched film M10, and heat treatment to obtain a crystallized unstretched polyamide film AM10.
When the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used.
Using the obtained crystallized unstretched film AM10, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
実施例11、12
ダイマー酸、ダイマージアミン、テレフタル酸、1,10-デカンジアミンの投入量を表1の投入量に変更する以外は、実施例10と同様の操作をおこない、ポリアミドP11、12を得た。また、得られたペレットを用いて、実施例1と同様の操作をおこなって、溶融混練、未延伸フィルムM11、M12の作製、熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM11、12を得た。
得られた未延伸フィルムのポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた結晶化した未延伸フィルムAM11、12を用いて、実施例1と同様に均等拡張、熱処理、再拡張をおこなった。 Examples 11 and 12
Polyamides P11 and 12 were obtained by carrying out the same operation as in Example 10, except that the amounts of dimer acid, dimer diamine, terephthalic acid, and 1,10-decanediamine were changed to those shown in Table 1. Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, production of unstretched films M11 and M12, and heat treatment to obtain crystallized unstretched polyamide films AM11 and 12. .
When the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used.
Using the obtained crystallized unstretched films AM11 and AM12, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
ダイマー酸、ダイマージアミン、テレフタル酸、1,10-デカンジアミンの投入量を表1の投入量に変更する以外は、実施例10と同様の操作をおこない、ポリアミドP11、12を得た。また、得られたペレットを用いて、実施例1と同様の操作をおこなって、溶融混練、未延伸フィルムM11、M12の作製、熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM11、12を得た。
得られた未延伸フィルムのポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた結晶化した未延伸フィルムAM11、12を用いて、実施例1と同様に均等拡張、熱処理、再拡張をおこなった。 Examples 11 and 12
Polyamides P11 and 12 were obtained by carrying out the same operation as in Example 10, except that the amounts of dimer acid, dimer diamine, terephthalic acid, and 1,10-decanediamine were changed to those shown in Table 1. Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, production of unstretched films M11 and M12, and heat treatment to obtain crystallized unstretched polyamide films AM11 and 12. .
When the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used.
Using the obtained crystallized unstretched films AM11 and AM12, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
比較例1
加熱機構、撹拌機構を備えた反応容器に、ダイマー酸44.0質量部、ダイマージアミン41.7質量部、テレフタル酸6.9質量部、1,10-デカンジアミン7.3質量部、次亜リン酸ナトリウム一水和物0.1質量部を投入した。
その後、撹拌しながら260℃まで加熱し、縮合水を系外に除去しながら、窒素気流下、常圧、260℃で、5時間重合をおこなった。重合中、系は懸濁状態であった。
重合終了後、払い出し、これを切断し、乾燥してペレット形態のポリアミドP13を得た。
また、得られたペレットを用いて、実施例1と同様の操作をおこなって、溶融混練、未延伸フィルムM13の作製、熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM13を得た。
得られた未延伸フィルムのポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた結晶化した未延伸フィルムAM13を用いて、実施例1と同様に均等拡張、熱処理、再拡張をおこなった。 Comparative example 1
In a reaction vessel equipped with a heating mechanism and a stirring mechanism, 44.0 parts by mass of dimer acid, 41.7 parts by mass of dimer diamine, 6.9 parts by mass of terephthalic acid, 7.3 parts by mass of 1,10-decanediamine, and hypochlorite were added. 0.1 part by mass of sodium phosphate monohydrate was added.
Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in suspension.
After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P13 in the form of pellets.
Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, preparation of an unstretched film M13, and heat treatment to obtain a crystallized unstretched polyamide film AM13.
When the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used.
Using the obtained crystallized unstretched film AM13, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
加熱機構、撹拌機構を備えた反応容器に、ダイマー酸44.0質量部、ダイマージアミン41.7質量部、テレフタル酸6.9質量部、1,10-デカンジアミン7.3質量部、次亜リン酸ナトリウム一水和物0.1質量部を投入した。
その後、撹拌しながら260℃まで加熱し、縮合水を系外に除去しながら、窒素気流下、常圧、260℃で、5時間重合をおこなった。重合中、系は懸濁状態であった。
重合終了後、払い出し、これを切断し、乾燥してペレット形態のポリアミドP13を得た。
また、得られたペレットを用いて、実施例1と同様の操作をおこなって、溶融混練、未延伸フィルムM13の作製、熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM13を得た。
得られた未延伸フィルムのポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた結晶化した未延伸フィルムAM13を用いて、実施例1と同様に均等拡張、熱処理、再拡張をおこなった。 Comparative example 1
In a reaction vessel equipped with a heating mechanism and a stirring mechanism, 44.0 parts by mass of dimer acid, 41.7 parts by mass of dimer diamine, 6.9 parts by mass of terephthalic acid, 7.3 parts by mass of 1,10-decanediamine, and hypochlorite were added. 0.1 part by mass of sodium phosphate monohydrate was added.
Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in suspension.
After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P13 in the form of pellets.
Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, preparation of an unstretched film M13, and heat treatment to obtain a crystallized unstretched polyamide film AM13.
When the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used.
Using the obtained crystallized unstretched film AM13, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
比較例2
ダイマー酸、ダイマージアミン、テレフタル酸、1,10-デカンジアミンの投入量を表1の投入量に変更する以外は、実施例10と同様の操作をおこない、ポリアミドP14を得た。また、得られたペレットを用いて、実施例1と同様の操作をおこなって、溶融混練、未延伸フィルムM14の作製、の作製、熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM14を得た。
得られた未延伸フィルムのポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた結晶化した未延伸フィルムAM14を用いて、実施例1と同様に均等拡張、熱処理、再拡張をおこなった。 Comparative example 2
Polyamide P14 was obtained by carrying out the same operation as in Example 10, except that the amounts of dimer acid, dimer diamine, terephthalic acid, and 1,10-decanediamine were changed to those shown in Table 1. Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, production of an unstretched film M14, and heat treatment to obtain a crystallized unstretched polyamide film AM14.
When the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used.
Using the obtained crystallized unstretched film AM14, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
ダイマー酸、ダイマージアミン、テレフタル酸、1,10-デカンジアミンの投入量を表1の投入量に変更する以外は、実施例10と同様の操作をおこない、ポリアミドP14を得た。また、得られたペレットを用いて、実施例1と同様の操作をおこなって、溶融混練、未延伸フィルムM14の作製、の作製、熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM14を得た。
得られた未延伸フィルムのポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた結晶化した未延伸フィルムAM14を用いて、実施例1と同様に均等拡張、熱処理、再拡張をおこなった。 Comparative example 2
Polyamide P14 was obtained by carrying out the same operation as in Example 10, except that the amounts of dimer acid, dimer diamine, terephthalic acid, and 1,10-decanediamine were changed to those shown in Table 1. Further, using the obtained pellets, the same operations as in Example 1 were performed to perform melt-kneading, production of an unstretched film M14, and heat treatment to obtain a crystallized unstretched polyamide film AM14.
When the resin composition of the polyamide component of the obtained unstretched film was determined, it was found to be the same as the resin composition of the polyamide used.
Using the obtained crystallized unstretched film AM14, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
比較例3
加熱機構を備えた粉末撹拌装置に、テレフタル酸49.0質量部、次亜リン酸ナトリウム一水和物0.1質量部を投入した。170℃加熱下、撹拌しながら、1,10-デカンジアミン50.9質量部を3時間かけて少量ずつ加え、反応生成物を得た。その後、攪拌しながら前記反応生成物を250℃まで加熱し、縮合水を系外に除去しながら、窒素気流下、常圧、250℃で7時間重合をおこなった。重合中、系は粉末の状態であった。
重合終了後、払い出し、粉末形態のポリアミドP15を得た。また、得られた粉末を用いて、実施例1と同様の操作をおこなって、溶融混練、フィルム状の溶融物Y15から未延伸フィルムM15の作製、熱処理を行い、結晶化した未延伸ポリアミドフィルムAM15を得た。
得られた結晶化した未延伸フィルムAM15を用いて、実施例1と同様に均等拡張、熱処理、再拡張をおこなった。 Comparative example 3
49.0 parts by mass of terephthalic acid and 0.1 parts by mass of sodium hypophosphite monohydrate were charged into a powder stirring device equipped with a heating mechanism. While heating at 170° C. and stirring, 50.9 parts by mass of 1,10-decanediamine was added little by little over 3 hours to obtain a reaction product. Thereafter, the reaction product was heated to 250° C. with stirring, and polymerization was carried out at 250° C. under a nitrogen stream at normal pressure for 7 hours while removing condensed water from the system. During the polymerization, the system was in a powder state.
After the polymerization was completed, it was discharged to obtain polyamide P15 in powder form. Further, using the obtained powder, the same operations as in Example 1 were carried out to perform melt kneading, production of an unstretched film M15 from the film-like melt Y15, heat treatment, and crystallization of an unstretched polyamide film AM15. I got it.
Using the obtained crystallized unstretched film AM15, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
加熱機構を備えた粉末撹拌装置に、テレフタル酸49.0質量部、次亜リン酸ナトリウム一水和物0.1質量部を投入した。170℃加熱下、撹拌しながら、1,10-デカンジアミン50.9質量部を3時間かけて少量ずつ加え、反応生成物を得た。その後、攪拌しながら前記反応生成物を250℃まで加熱し、縮合水を系外に除去しながら、窒素気流下、常圧、250℃で7時間重合をおこなった。重合中、系は粉末の状態であった。
重合終了後、払い出し、粉末形態のポリアミドP15を得た。また、得られた粉末を用いて、実施例1と同様の操作をおこなって、溶融混練、フィルム状の溶融物Y15から未延伸フィルムM15の作製、熱処理を行い、結晶化した未延伸ポリアミドフィルムAM15を得た。
得られた結晶化した未延伸フィルムAM15を用いて、実施例1と同様に均等拡張、熱処理、再拡張をおこなった。 Comparative example 3
49.0 parts by mass of terephthalic acid and 0.1 parts by mass of sodium hypophosphite monohydrate were charged into a powder stirring device equipped with a heating mechanism. While heating at 170° C. and stirring, 50.9 parts by mass of 1,10-decanediamine was added little by little over 3 hours to obtain a reaction product. Thereafter, the reaction product was heated to 250° C. with stirring, and polymerization was carried out at 250° C. under a nitrogen stream at normal pressure for 7 hours while removing condensed water from the system. During the polymerization, the system was in a powder state.
After the polymerization was completed, it was discharged to obtain polyamide P15 in powder form. Further, using the obtained powder, the same operations as in Example 1 were carried out to perform melt kneading, production of an unstretched film M15 from the film-like melt Y15, heat treatment, and crystallization of an unstretched polyamide film AM15. I got it.
Using the obtained crystallized unstretched film AM15, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 1.
比較例4
加熱機構、撹拌機構を備えた反応容器に、ダイマー酸51.3質量部、ダイマージアミン48.6質量部、次亜リン酸ナトリウム一水和物0.1質量部を投入した。
その後、撹拌しながら、260℃まで加熱し、縮合水を系外に除去しながら、窒素気流下、常圧、260℃で、5時間重合をおこなった。重合中、系は均一な溶融状態であった。
重合終了後、払い出し、これを切断し、乾燥して、ペレット形態のポリアミドP16を得た。
また、得られたペレットを用いて、実施例1と同様の操作をおこなって、溶融混練、フィルム状の溶融物Y16から未延伸フィルムM16の作製、熱処理をおこなったが、熱処理に耐えられず結晶化した未延伸フィルムを得ることができなかった。 Comparative example 4
A reaction vessel equipped with a heating mechanism and a stirring mechanism was charged with 51.3 parts by mass of dimer acid, 48.6 parts by mass of dimer diamine, and 0.1 part by mass of sodium hypophosphite monohydrate.
Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in a homogeneous molten state.
After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P16 in the form of pellets.
In addition, using the obtained pellets, the same operations as in Example 1 were performed to melt-knead, produce an unstretched film M16 from the film-like melt Y16, and heat treat it, but the pellets could not withstand the heat treatment and crystallized. It was not possible to obtain an unstretched film that was oriented.
加熱機構、撹拌機構を備えた反応容器に、ダイマー酸51.3質量部、ダイマージアミン48.6質量部、次亜リン酸ナトリウム一水和物0.1質量部を投入した。
その後、撹拌しながら、260℃まで加熱し、縮合水を系外に除去しながら、窒素気流下、常圧、260℃で、5時間重合をおこなった。重合中、系は均一な溶融状態であった。
重合終了後、払い出し、これを切断し、乾燥して、ペレット形態のポリアミドP16を得た。
また、得られたペレットを用いて、実施例1と同様の操作をおこなって、溶融混練、フィルム状の溶融物Y16から未延伸フィルムM16の作製、熱処理をおこなったが、熱処理に耐えられず結晶化した未延伸フィルムを得ることができなかった。 Comparative example 4
A reaction vessel equipped with a heating mechanism and a stirring mechanism was charged with 51.3 parts by mass of dimer acid, 48.6 parts by mass of dimer diamine, and 0.1 part by mass of sodium hypophosphite monohydrate.
Thereafter, the mixture was heated to 260° C. with stirring, and polymerization was carried out at 260° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in a homogeneous molten state.
After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P16 in the form of pellets.
In addition, using the obtained pellets, the same operations as in Example 1 were performed to melt-knead, produce an unstretched film M16 from the film-like melt Y16, and heat treat it, but the pellets could not withstand the heat treatment and crystallized. It was not possible to obtain an unstretched film that was oriented.
比較例5
加熱機構、撹拌機構を備えた反応容器に、両末端の水酸基に代えてアミノ基を有する数平均分子量1000のポリオキシテトラメチレングリコール(PTMG1000)51.0質量部、テレフタル酸28.3質量部、1,10-デカンジアミン20.6質量部、次亜リン酸ナトリウム一水和物0.1質量部を投入した。
その後、撹拌しながら250℃まで加熱し、縮合水を系外に除去しながら、窒素気流下、常圧、250℃で、5時間重合をおこなった。重合中、系は懸濁溶液の状態であった。
重合終了後、払い出し、これを切断し、乾燥して、ペレット形態のポリアミドP17を得たが、脆く、実用には適さないものであった。 Comparative example 5
In a reaction vessel equipped with a heating mechanism and a stirring mechanism, 51.0 parts by mass of polyoxytetramethylene glycol (PTMG1000) having a number average molecular weight of 1000 and having an amino group in place of the hydroxyl group at both ends, 28.3 parts by mass of terephthalic acid, 20.6 parts by mass of 1,10-decanediamine and 0.1 parts by mass of sodium hypophosphite monohydrate were added.
Thereafter, the mixture was heated to 250° C. with stirring, and polymerization was carried out at 250° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in a suspended solution state.
After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P17 in the form of pellets, but it was brittle and unsuitable for practical use.
加熱機構、撹拌機構を備えた反応容器に、両末端の水酸基に代えてアミノ基を有する数平均分子量1000のポリオキシテトラメチレングリコール(PTMG1000)51.0質量部、テレフタル酸28.3質量部、1,10-デカンジアミン20.6質量部、次亜リン酸ナトリウム一水和物0.1質量部を投入した。
その後、撹拌しながら250℃まで加熱し、縮合水を系外に除去しながら、窒素気流下、常圧、250℃で、5時間重合をおこなった。重合中、系は懸濁溶液の状態であった。
重合終了後、払い出し、これを切断し、乾燥して、ペレット形態のポリアミドP17を得たが、脆く、実用には適さないものであった。 Comparative example 5
In a reaction vessel equipped with a heating mechanism and a stirring mechanism, 51.0 parts by mass of polyoxytetramethylene glycol (PTMG1000) having a number average molecular weight of 1000 and having an amino group in place of the hydroxyl group at both ends, 28.3 parts by mass of terephthalic acid, 20.6 parts by mass of 1,10-decanediamine and 0.1 parts by mass of sodium hypophosphite monohydrate were added.
Thereafter, the mixture was heated to 250° C. with stirring, and polymerization was carried out at 250° C. under a nitrogen stream at normal pressure for 5 hours while removing condensed water from the system. During the polymerization, the system was in a suspended solution state.
After the polymerization was completed, it was discharged, cut, and dried to obtain polyamide P17 in the form of pellets, but it was brittle and unsuitable for practical use.
実施例13
・ポリアミドP18
実施例8で得られたポリアミドP8のペレット 55質量部、実施例9で得られたポリアミドP9のペレット 45質量部、スミライザーGA-80 0.4質量部とをドライブレンドし、シリンダー温度を330℃に加熱したスクリュー径が26mmである二軸押出機に投入し、溶融混練して、ストランド状に押出した。その後、冷却、切断して、ペレット形態のポリアミドP18を得た。 Example 13
・Polyamide P18
55 parts by mass of polyamide P8 pellets obtained in Example 8, 45 parts by mass of polyamide P9 pellets obtained in Example 9, and 0.4 parts by mass of Sumilizer GA-80 were dry blended, and the cylinder temperature was set at 330°C. The mixture was put into a twin-screw extruder with a screw diameter of 26 mm and heated to 26 mm, melt-kneaded, and extruded into a strand. Thereafter, it was cooled and cut to obtain polyamide P18 in the form of pellets.
・ポリアミドP18
実施例8で得られたポリアミドP8のペレット 55質量部、実施例9で得られたポリアミドP9のペレット 45質量部、スミライザーGA-80 0.4質量部とをドライブレンドし、シリンダー温度を330℃に加熱したスクリュー径が26mmである二軸押出機に投入し、溶融混練して、ストランド状に押出した。その後、冷却、切断して、ペレット形態のポリアミドP18を得た。 Example 13
・Polyamide P18
55 parts by mass of polyamide P8 pellets obtained in Example 8, 45 parts by mass of polyamide P9 pellets obtained in Example 9, and 0.4 parts by mass of Sumilizer GA-80 were dry blended, and the cylinder temperature was set at 330°C. The mixture was put into a twin-screw extruder with a screw diameter of 26 mm and heated to 26 mm, melt-kneaded, and extruded into a strand. Thereafter, it was cooled and cut to obtain polyamide P18 in the form of pellets.
・ポリアミドフィルムの作製
得られたペレット 100質量部とスミライザーGA-80 0.4質量部とをドライブレンドし、シリンダー温度を330℃に加熱したスクリュー径が26mmである二軸押出機に投入し、溶融混練して、ストランド状に押出した。その後、冷却、切断して、ペレットを得た。
得られたペレットを、シリンダー温度330℃に加熱した単軸押出機(スクリュー径50mm)に投入し溶融して、溶融ポリマーを得た。該溶融ポリマーを金属繊維焼結フィルター(日本精線社製、「NF-13」、公称濾過径:60μm)を用いて濾過した。その後、330℃にしたTダイより溶融ポリマーをフィルム状に押出し、フィルム状の溶融物Y18とした。該溶融物を0℃に設定した冷却ロール上に静電印加法により密着させて冷却し、実質的に無配向の未延伸ポリアミドフィルムM18を得た。
得られた未延伸ポリアミドフィルムM18のポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた、実質的に無配向の未延伸ポリアミドフィルムM18を250℃にて熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM18を得た。 ・Production of polyamide film 100 parts by mass of the obtained pellets and 0.4 parts by mass of Sumilizer GA-80 were dry-blended and put into a twin-screw extruder with a screw diameter of 26 mm heated to a cylinder temperature of 330°C. The mixture was melt-kneaded and extruded into a strand. Thereafter, it was cooled and cut to obtain pellets.
The obtained pellets were put into a single screw extruder (screw diameter 50 mm) heated to a cylinder temperature of 330° C. and melted to obtain a molten polymer. The molten polymer was filtered using a metal fiber sintered filter (manufactured by Nippon Seisen Co., Ltd., "NF-13", nominal filtration diameter: 60 μm). Thereafter, the molten polymer was extruded into a film from a T-die heated to 330°C to obtain a film-like melt Y18. The melt was brought into close contact with a cooling roll set at 0° C. by an electrostatic application method and cooled to obtain a substantially non-oriented unstretched polyamide film M18.
When the resin composition of the polyamide component of the obtained unstretched polyamide film M18 was determined, it was found to be the same as the resin composition of the polyamide used.
The obtained substantially non-oriented unstretched polyamide film M18 was heat-treated at 250°C to obtain a crystallized unstretched polyamide film AM18.
得られたペレット 100質量部とスミライザーGA-80 0.4質量部とをドライブレンドし、シリンダー温度を330℃に加熱したスクリュー径が26mmである二軸押出機に投入し、溶融混練して、ストランド状に押出した。その後、冷却、切断して、ペレットを得た。
得られたペレットを、シリンダー温度330℃に加熱した単軸押出機(スクリュー径50mm)に投入し溶融して、溶融ポリマーを得た。該溶融ポリマーを金属繊維焼結フィルター(日本精線社製、「NF-13」、公称濾過径:60μm)を用いて濾過した。その後、330℃にしたTダイより溶融ポリマーをフィルム状に押出し、フィルム状の溶融物Y18とした。該溶融物を0℃に設定した冷却ロール上に静電印加法により密着させて冷却し、実質的に無配向の未延伸ポリアミドフィルムM18を得た。
得られた未延伸ポリアミドフィルムM18のポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた、実質的に無配向の未延伸ポリアミドフィルムM18を250℃にて熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM18を得た。 ・Production of polyamide film 100 parts by mass of the obtained pellets and 0.4 parts by mass of Sumilizer GA-80 were dry-blended and put into a twin-screw extruder with a screw diameter of 26 mm heated to a cylinder temperature of 330°C. The mixture was melt-kneaded and extruded into a strand. Thereafter, it was cooled and cut to obtain pellets.
The obtained pellets were put into a single screw extruder (screw diameter 50 mm) heated to a cylinder temperature of 330° C. and melted to obtain a molten polymer. The molten polymer was filtered using a metal fiber sintered filter (manufactured by Nippon Seisen Co., Ltd., "NF-13", nominal filtration diameter: 60 μm). Thereafter, the molten polymer was extruded into a film from a T-die heated to 330°C to obtain a film-like melt Y18. The melt was brought into close contact with a cooling roll set at 0° C. by an electrostatic application method and cooled to obtain a substantially non-oriented unstretched polyamide film M18.
When the resin composition of the polyamide component of the obtained unstretched polyamide film M18 was determined, it was found to be the same as the resin composition of the polyamide used.
The obtained substantially non-oriented unstretched polyamide film M18 was heat-treated at 250°C to obtain a crystallized unstretched polyamide film AM18.
・ポリアミドフィルムの均等拡張
得られた結晶化した未延伸フィルムAM18を150mm×150mmに切り出し、1cm間隔の10×10の格子をスタンプした後、四辺をクリップで把持しながら、バッチ式同時二軸延伸機にて、二軸延伸をおこなった。拡張条件は23℃、MDの拡張歪み速度が40%/秒、TDの拡張歪み速度が40%/秒、MDの拡張倍率が1.5倍、TDの拡張倍率が1.5倍であった。 - Uniform expansion of polyamide film The obtained crystallized unstretched film AM18 was cut out to 150 mm x 150 mm, and after stamping a 10 x 10 grid with 1 cm spacing, batch-type simultaneous biaxial stretching was carried out while holding the four sides with clips. Biaxial stretching was performed using a machine. The expansion conditions were 23°C, MD expansion strain rate of 40%/sec, TD expansion strain rate of 40%/sec, MD expansion rate of 1.5 times, and TD expansion rate of 1.5 times. .
得られた結晶化した未延伸フィルムAM18を150mm×150mmに切り出し、1cm間隔の10×10の格子をスタンプした後、四辺をクリップで把持しながら、バッチ式同時二軸延伸機にて、二軸延伸をおこなった。拡張条件は23℃、MDの拡張歪み速度が40%/秒、TDの拡張歪み速度が40%/秒、MDの拡張倍率が1.5倍、TDの拡張倍率が1.5倍であった。 - Uniform expansion of polyamide film The obtained crystallized unstretched film AM18 was cut out to 150 mm x 150 mm, and after stamping a 10 x 10 grid with 1 cm spacing, batch-type simultaneous biaxial stretching was carried out while holding the four sides with clips. Biaxial stretching was performed using a machine. The expansion conditions were 23°C, MD expansion strain rate of 40%/sec, TD expansion strain rate of 40%/sec, MD expansion rate of 1.5 times, and TD expansion rate of 1.5 times. .
・ポリアミドフィルムの熱処理
上記均等拡張後のフィルムを、クリップを把持したまま250℃にて熱固定をおこなった。 - Heat treatment of polyamide film The film after uniform expansion was heat-set at 250° C. while holding the clip.
上記均等拡張後のフィルムを、クリップを把持したまま250℃にて熱固定をおこなった。 - Heat treatment of polyamide film The film after uniform expansion was heat-set at 250° C. while holding the clip.
・ポリアミドフィルムの再拡張
上記熱処理後のフィルムの四辺を、再度クリップで把持しながら、バッチ式同時二軸延伸機にて、再度拡張をおこなった。拡張条件は23℃、MDの拡張速度が1mm/秒、TDの拡張速度が1mm/秒であった。 - Re-expansion of polyamide film The four sides of the film after the above heat treatment were again expanded using a batch-type simultaneous biaxial stretching machine while holding the film again with clips. The expansion conditions were 23° C., the MD expansion rate was 1 mm/sec, and the TD expansion rate was 1 mm/sec.
上記熱処理後のフィルムの四辺を、再度クリップで把持しながら、バッチ式同時二軸延伸機にて、再度拡張をおこなった。拡張条件は23℃、MDの拡張速度が1mm/秒、TDの拡張速度が1mm/秒であった。 - Re-expansion of polyamide film The four sides of the film after the above heat treatment were again expanded using a batch-type simultaneous biaxial stretching machine while holding the film again with clips. The expansion conditions were 23° C., the MD expansion rate was 1 mm/sec, and the TD expansion rate was 1 mm/sec.
実施例14~22
用いるポリアミドの種類とドライブレンドする量を表3のように変更する以外は、実施例13と同様の操作をおこない、ポリアミドP19~P27を得た。また、得られたペレットを用いて、実施例13と同様の操作をおこなって、溶融混練、未延伸フィルムM19~M27の作製、熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM19~AM27を得た。
得られた結晶化した未延伸ポリアミドフィルムのポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた結晶化した未延伸フィルムAM19~AM27を用いて、実施例13と同様に均等拡張、熱処理、再拡張をおこなった。 Examples 14-22
Polyamides P19 to P27 were obtained by carrying out the same operation as in Example 13, except that the type of polyamide used and the amount of dry blending were changed as shown in Table 3. Further, using the obtained pellets, the same operations as in Example 13 were performed to perform melt-kneading, production of unstretched films M19 to M27, and heat treatment to obtain crystallized unstretched polyamide films AM19 to AM27. .
When the resin composition of the polyamide component of the obtained crystallized unstretched polyamide film was determined, it was found to be the same as the resin composition of the polyamide used.
Using the obtained crystallized unstretched films AM19 to AM27, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 13.
用いるポリアミドの種類とドライブレンドする量を表3のように変更する以外は、実施例13と同様の操作をおこない、ポリアミドP19~P27を得た。また、得られたペレットを用いて、実施例13と同様の操作をおこなって、溶融混練、未延伸フィルムM19~M27の作製、熱処理をおこない、結晶化した未延伸ポリアミドフィルムAM19~AM27を得た。
得られた結晶化した未延伸ポリアミドフィルムのポリアミド成分の樹脂組成を求めたところ、用いたポリアミドの樹脂組成と同一であった。
得られた結晶化した未延伸フィルムAM19~AM27を用いて、実施例13と同様に均等拡張、熱処理、再拡張をおこなった。 Examples 14-22
Polyamides P19 to P27 were obtained by carrying out the same operation as in Example 13, except that the type of polyamide used and the amount of dry blending were changed as shown in Table 3. Further, using the obtained pellets, the same operations as in Example 13 were performed to perform melt-kneading, production of unstretched films M19 to M27, and heat treatment to obtain crystallized unstretched polyamide films AM19 to AM27. .
When the resin composition of the polyamide component of the obtained crystallized unstretched polyamide film was determined, it was found to be the same as the resin composition of the polyamide used.
Using the obtained crystallized unstretched films AM19 to AM27, uniform expansion, heat treatment, and re-expansion were performed in the same manner as in Example 13.
実施例23
・同時二軸延伸ポリアミドフィルムの作製
実施例1で得られた、実質的に無配向の未延伸ポリアミドフィルムM1の両端をクリップで把持しながら、フラット式同時二軸延伸機にて、二軸延伸をおこなった。延伸条件は、予熱部の温度が80℃、延伸部の温度が80℃、MDの延伸歪み速度が2400%/分、TDの延伸歪み速度が2400%/分、MDの延伸倍率が1.5倍、TDの延伸倍率が1.5倍であった。延伸後連続して、二軸延伸機の同じテンター内で270℃にて熱固定をおこない、フィルムの幅方向に6%のリラックス処理を施し、同時二軸延伸ポリアミドフィルムを得た。 Example 23
・Production of simultaneous biaxially stretched polyamide film While gripping both ends of the substantially non-oriented unstretched polyamide film M1 obtained in Example 1 with clips, biaxially stretching was carried out using a flat type simultaneous biaxially stretching machine. was carried out. The stretching conditions are: the temperature of the preheating section is 80°C, the temperature of the stretching section is 80°C, the MD stretching strain rate is 2400%/min, the TD stretching strain rate is 2400%/min, and the MD stretching ratio is 1.5. The TD stretching ratio was 1.5 times. After stretching, the film was continuously heat-set at 270° C. in the same tenter of a biaxial stretching machine, and the film was subjected to a 6% relaxation treatment in the width direction to obtain a simultaneously biaxially stretched polyamide film.
・同時二軸延伸ポリアミドフィルムの作製
実施例1で得られた、実質的に無配向の未延伸ポリアミドフィルムM1の両端をクリップで把持しながら、フラット式同時二軸延伸機にて、二軸延伸をおこなった。延伸条件は、予熱部の温度が80℃、延伸部の温度が80℃、MDの延伸歪み速度が2400%/分、TDの延伸歪み速度が2400%/分、MDの延伸倍率が1.5倍、TDの延伸倍率が1.5倍であった。延伸後連続して、二軸延伸機の同じテンター内で270℃にて熱固定をおこない、フィルムの幅方向に6%のリラックス処理を施し、同時二軸延伸ポリアミドフィルムを得た。 Example 23
・Production of simultaneous biaxially stretched polyamide film While gripping both ends of the substantially non-oriented unstretched polyamide film M1 obtained in Example 1 with clips, biaxially stretching was carried out using a flat type simultaneous biaxially stretching machine. was carried out. The stretching conditions are: the temperature of the preheating section is 80°C, the temperature of the stretching section is 80°C, the MD stretching strain rate is 2400%/min, the TD stretching strain rate is 2400%/min, and the MD stretching ratio is 1.5. The TD stretching ratio was 1.5 times. After stretching, the film was continuously heat-set at 270° C. in the same tenter of a biaxial stretching machine, and the film was subjected to a 6% relaxation treatment in the width direction to obtain a simultaneously biaxially stretched polyamide film.
・ポリアミドフィルム積層体の作製
得られた同時二軸延伸ポリアミドフィルムの両面に、厚さ18μmの電解銅箔(表面粗さRz=1.2μm)が接するように重ね合わせ、真空プレス装置にセットして、230℃、1MPa、5分間加熱および加圧処理して、両面に銅箔層を有するポリアミドフィルム積層体を得た。
得られたポリアミドフィルム積層体から200mm×200mmを切り出し、片面に保護層を設けてエッチング処理を行い、保護層を設けなかった側の金属層を除去し、片面のみに金属層を有するポリアミドフィルム片面積層体を得た。 ・Preparation of polyamide film laminate Both sides of the obtained simultaneously biaxially stretched polyamide film were stacked so that they were in contact with 18 μm thick electrolytic copper foil (surface roughness Rz = 1.2 μm), and set in a vacuum press machine. Then, heat and pressure treatment was performed at 230° C. and 1 MPa for 5 minutes to obtain a polyamide film laminate having copper foil layers on both sides.
A piece of 200 mm x 200 mm was cut out from the obtained polyamide film laminate, a protective layer was provided on one side, etching treatment was performed, and the metal layer on the side on which no protective layer was provided was removed, resulting in a single-sided polyamide film having a metal layer on only one side. A laminate was obtained.
得られた同時二軸延伸ポリアミドフィルムの両面に、厚さ18μmの電解銅箔(表面粗さRz=1.2μm)が接するように重ね合わせ、真空プレス装置にセットして、230℃、1MPa、5分間加熱および加圧処理して、両面に銅箔層を有するポリアミドフィルム積層体を得た。
得られたポリアミドフィルム積層体から200mm×200mmを切り出し、片面に保護層を設けてエッチング処理を行い、保護層を設けなかった側の金属層を除去し、片面のみに金属層を有するポリアミドフィルム片面積層体を得た。 ・Preparation of polyamide film laminate Both sides of the obtained simultaneously biaxially stretched polyamide film were stacked so that they were in contact with 18 μm thick electrolytic copper foil (surface roughness Rz = 1.2 μm), and set in a vacuum press machine. Then, heat and pressure treatment was performed at 230° C. and 1 MPa for 5 minutes to obtain a polyamide film laminate having copper foil layers on both sides.
A piece of 200 mm x 200 mm was cut out from the obtained polyamide film laminate, a protective layer was provided on one side, etching treatment was performed, and the metal layer on the side on which no protective layer was provided was removed, resulting in a single-sided polyamide film having a metal layer on only one side. A laminate was obtained.
・ポリアミドフィルム積層体の均等拡張
得られた延伸ポリアミドフィルム片面積層体から、10mm×10mmの正方形を0.5mm間隔でMD方向に5列、TD方向に5列、合計25個作製し、直径150mmの穴の空いた金属円板に挟み、穴の中心に正方形の中心がくるようにフィルムを固定した。内径140mm、外径145mmの円筒を、フィルムの下側から押し上げた。変形温度は23℃、変形速度は10mm/秒、変形量は10mmであった。 - Uniform expansion of polyamide film laminate From the obtained stretched polyamide film single-sided laminate, a total of 25 squares of 10 mm x 10 mm were made at 0.5 mm intervals, 5 rows in the MD direction and 5 rows in the TD direction, with a diameter of 150 mm. The film was sandwiched between two metal disks with a hole in it, and the film was fixed so that the center of the square was in the center of the hole. A cylinder with an inner diameter of 140 mm and an outer diameter of 145 mm was pushed up from below the film. The deformation temperature was 23°C, the deformation speed was 10 mm/sec, and the deformation amount was 10 mm.
得られた延伸ポリアミドフィルム片面積層体から、10mm×10mmの正方形を0.5mm間隔でMD方向に5列、TD方向に5列、合計25個作製し、直径150mmの穴の空いた金属円板に挟み、穴の中心に正方形の中心がくるようにフィルムを固定した。内径140mm、外径145mmの円筒を、フィルムの下側から押し上げた。変形温度は23℃、変形速度は10mm/秒、変形量は10mmであった。 - Uniform expansion of polyamide film laminate From the obtained stretched polyamide film single-sided laminate, a total of 25 squares of 10 mm x 10 mm were made at 0.5 mm intervals, 5 rows in the MD direction and 5 rows in the TD direction, with a diameter of 150 mm. The film was sandwiched between two metal disks with a hole in it, and the film was fixed so that the center of the square was in the center of the hole. A cylinder with an inner diameter of 140 mm and an outer diameter of 145 mm was pushed up from below the film. The deformation temperature was 23°C, the deformation speed was 10 mm/sec, and the deformation amount was 10 mm.
・ポリアミドフィルム積層体の熱処理
上記均等拡張後のフィルムの外周から中心に向かって10mmの領域に250℃の熱風を当て、フィルムの弛みを除去した。 - Heat treatment of polyamide film laminate Hot air at 250° C. was applied to an area of 10 mm from the outer periphery toward the center of the uniformly expanded film to remove slack in the film.
上記均等拡張後のフィルムの外周から中心に向かって10mmの領域に250℃の熱風を当て、フィルムの弛みを除去した。 - Heat treatment of polyamide film laminate Hot air at 250° C. was applied to an area of 10 mm from the outer periphery toward the center of the uniformly expanded film to remove slack in the film.
・ポリアミドフィルム積層体の変形
上記熱処理後のフィルムを金属円板に固定した状態で、正方形の下側から、10mm×10mmの面積の角棒を、1mm/秒の速度で10mm押し上げ、その状態を60秒間保持した。 ・Deformation of polyamide film laminate With the film after the above heat treatment fixed on a metal disk, a square rod with an area of 10 mm x 10 mm is pushed up 10 mm from the bottom of the square at a speed of 1 mm/sec. It was held for 60 seconds.
上記熱処理後のフィルムを金属円板に固定した状態で、正方形の下側から、10mm×10mmの面積の角棒を、1mm/秒の速度で10mm押し上げ、その状態を60秒間保持した。 ・Deformation of polyamide film laminate With the film after the above heat treatment fixed on a metal disk, a square rod with an area of 10 mm x 10 mm is pushed up 10 mm from the bottom of the square at a speed of 1 mm/sec. It was held for 60 seconds.
実施例24、26~33
未延伸ポリアミドフィルム、延伸条件を表5のように変更する以外は、実施例23と同様の操作をおこなって、延伸ポリアミドフィルムを得た。
得られた延伸ポリアミドフィルムを用いて、実施例23と同様に片面積層体の作製、均等拡張、熱処理、変形処理をおこなった。 Examples 24, 26-33
A stretched polyamide film was obtained by carrying out the same operation as in Example 23, except that the unstretched polyamide film and the stretching conditions were changed as shown in Table 5.
Using the obtained stretched polyamide film, a single-sided laminate was prepared, uniformly expanded, heat treated, and deformed in the same manner as in Example 23.
未延伸ポリアミドフィルム、延伸条件を表5のように変更する以外は、実施例23と同様の操作をおこなって、延伸ポリアミドフィルムを得た。
得られた延伸ポリアミドフィルムを用いて、実施例23と同様に片面積層体の作製、均等拡張、熱処理、変形処理をおこなった。 Examples 24, 26-33
A stretched polyamide film was obtained by carrying out the same operation as in Example 23, except that the unstretched polyamide film and the stretching conditions were changed as shown in Table 5.
Using the obtained stretched polyamide film, a single-sided laminate was prepared, uniformly expanded, heat treated, and deformed in the same manner as in Example 23.
実施例25
・逐次二軸延伸ポリアミドフィルムの作製
実施例1で得られた、実質的に無配向の未延伸ポリアミドフィルムM1を、フラット式逐次軸延伸機によって二軸延伸をおこなった。まず、未延伸ポリアミドフィルムM3をロール加熱や赤外線加熱等によって80℃に加熱し、MDに延伸歪み速度2400%/分で3.0倍延伸して、縦延伸フィルムを得た。続いて連続的に、フィルムの幅方向の両端を横延伸機のクリップに把持させ、横延伸をおこなった。TD延伸の予熱部の温度は85℃、延伸部の温度は85℃、延伸歪み速度は2400%/分、TDの延伸倍率が3.0倍であった。そして、横延伸機の同じテンター内で、270℃で熱固定をおこない、フィルムの幅方向に6%のリラックス処理を施し、逐次二軸延伸ポリアミドフィルムを得た。
得られたポリアミドフィルムを用いて、実施例23と同様に片面積層体の作製、均等拡張、熱処理、変形処理をおこなった。 Example 25
- Production of sequentially biaxially stretched polyamide film The substantially non-oriented unstretched polyamide film M1 obtained in Example 1 was biaxially stretched using a flat type sequentially oriented stretching machine. First, an unstretched polyamide film M3 was heated to 80° C. by roll heating, infrared heating, etc., and stretched 3.0 times in the MD at a stretching strain rate of 2400%/min to obtain a longitudinally stretched film. Subsequently, both ends of the film in the width direction were gripped by clips of a transverse stretching machine, and transverse stretching was performed continuously. The temperature of the preheating part for TD stretching was 85°C, the temperature of the stretching part was 85°C, the stretching strain rate was 2400%/min, and the TD stretching ratio was 3.0 times. Then, heat setting was performed at 270° C. in the same tenter of a transverse stretching machine, and a 6% relaxation treatment was performed in the width direction of the film to obtain a sequentially biaxially stretched polyamide film.
Using the obtained polyamide film, a single-sided laminate was prepared, uniformly expanded, heat treated, and deformed in the same manner as in Example 23.
・逐次二軸延伸ポリアミドフィルムの作製
実施例1で得られた、実質的に無配向の未延伸ポリアミドフィルムM1を、フラット式逐次軸延伸機によって二軸延伸をおこなった。まず、未延伸ポリアミドフィルムM3をロール加熱や赤外線加熱等によって80℃に加熱し、MDに延伸歪み速度2400%/分で3.0倍延伸して、縦延伸フィルムを得た。続いて連続的に、フィルムの幅方向の両端を横延伸機のクリップに把持させ、横延伸をおこなった。TD延伸の予熱部の温度は85℃、延伸部の温度は85℃、延伸歪み速度は2400%/分、TDの延伸倍率が3.0倍であった。そして、横延伸機の同じテンター内で、270℃で熱固定をおこない、フィルムの幅方向に6%のリラックス処理を施し、逐次二軸延伸ポリアミドフィルムを得た。
得られたポリアミドフィルムを用いて、実施例23と同様に片面積層体の作製、均等拡張、熱処理、変形処理をおこなった。 Example 25
- Production of sequentially biaxially stretched polyamide film The substantially non-oriented unstretched polyamide film M1 obtained in Example 1 was biaxially stretched using a flat type sequentially oriented stretching machine. First, an unstretched polyamide film M3 was heated to 80° C. by roll heating, infrared heating, etc., and stretched 3.0 times in the MD at a stretching strain rate of 2400%/min to obtain a longitudinally stretched film. Subsequently, both ends of the film in the width direction were gripped by clips of a transverse stretching machine, and transverse stretching was performed continuously. The temperature of the preheating part for TD stretching was 85°C, the temperature of the stretching part was 85°C, the stretching strain rate was 2400%/min, and the TD stretching ratio was 3.0 times. Then, heat setting was performed at 270° C. in the same tenter of a transverse stretching machine, and a 6% relaxation treatment was performed in the width direction of the film to obtain a sequentially biaxially stretched polyamide film.
Using the obtained polyamide film, a single-sided laminate was prepared, uniformly expanded, heat treated, and deformed in the same manner as in Example 23.
比較例6
未延伸ポリアミドフィルム、延伸条件を表5のように変更する以外は、実施例23と同様の操作をおこなって、延伸ポリアミドフィルムを得た。
得られた延伸ポリアミドフィルムを用いて、実施例23と同様に片面積層体の作製、均等拡張、熱処理、変形処理をおこなった。 Comparative example 6
A stretched polyamide film was obtained by carrying out the same operation as in Example 23, except that the unstretched polyamide film and the stretching conditions were changed as shown in Table 5.
Using the obtained stretched polyamide film, a single-sided laminate was prepared, uniformly expanded, heat treated, and deformed in the same manner as in Example 23.
未延伸ポリアミドフィルム、延伸条件を表5のように変更する以外は、実施例23と同様の操作をおこなって、延伸ポリアミドフィルムを得た。
得られた延伸ポリアミドフィルムを用いて、実施例23と同様に片面積層体の作製、均等拡張、熱処理、変形処理をおこなった。 Comparative example 6
A stretched polyamide film was obtained by carrying out the same operation as in Example 23, except that the unstretched polyamide film and the stretching conditions were changed as shown in Table 5.
Using the obtained stretched polyamide film, a single-sided laminate was prepared, uniformly expanded, heat treated, and deformed in the same manner as in Example 23.
実施例34
・同時二軸延伸ポリアミドフィルムの作製
実施例1で得られた、実質的に無配向の未延伸ポリアミドフィルムM1の両端をクリップで把持しながら、フラット式同時二軸延伸機にて、二軸延伸をおこなった。延伸条件は、予熱部の温度が80℃、延伸部の温度が80℃、MDの延伸歪み速度が2400%/分、TDの延伸歪み速度が2400%/分、MDの延伸倍率が2.3倍、TDの延伸倍率が2.3倍であった。延伸後連続して、二軸延伸機の同じテンター内で270℃にて熱固定をおこない、フィルムの幅方向に6%のリラックス処理を施し、同時二軸延伸ポリアミドフィルムを得た。 Example 34
・Production of simultaneous biaxially stretched polyamide film While gripping both ends of the substantially non-oriented unstretched polyamide film M1 obtained in Example 1 with clips, biaxially stretching was carried out using a flat type simultaneous biaxially stretching machine. was carried out. The stretching conditions are: the temperature of the preheating part is 80°C, the temperature of the stretching part is 80°C, the MD stretching strain rate is 2400%/min, the TD stretching strain rate is 2400%/min, and the MD stretching ratio is 2.3. The TD stretching ratio was 2.3 times. After stretching, the film was continuously heat-set at 270° C. in the same tenter of a biaxial stretching machine, and the film was subjected to a 6% relaxation treatment in the width direction to obtain a simultaneously biaxially stretched polyamide film.
・同時二軸延伸ポリアミドフィルムの作製
実施例1で得られた、実質的に無配向の未延伸ポリアミドフィルムM1の両端をクリップで把持しながら、フラット式同時二軸延伸機にて、二軸延伸をおこなった。延伸条件は、予熱部の温度が80℃、延伸部の温度が80℃、MDの延伸歪み速度が2400%/分、TDの延伸歪み速度が2400%/分、MDの延伸倍率が2.3倍、TDの延伸倍率が2.3倍であった。延伸後連続して、二軸延伸機の同じテンター内で270℃にて熱固定をおこない、フィルムの幅方向に6%のリラックス処理を施し、同時二軸延伸ポリアミドフィルムを得た。 Example 34
・Production of simultaneous biaxially stretched polyamide film While gripping both ends of the substantially non-oriented unstretched polyamide film M1 obtained in Example 1 with clips, biaxially stretching was carried out using a flat type simultaneous biaxially stretching machine. was carried out. The stretching conditions are: the temperature of the preheating part is 80°C, the temperature of the stretching part is 80°C, the MD stretching strain rate is 2400%/min, the TD stretching strain rate is 2400%/min, and the MD stretching ratio is 2.3. The TD stretching ratio was 2.3 times. After stretching, the film was continuously heat-set at 270° C. in the same tenter of a biaxial stretching machine, and the film was subjected to a 6% relaxation treatment in the width direction to obtain a simultaneously biaxially stretched polyamide film.
・ポリアミドフィルム積層体の作製
上記延伸ポリアミドフィルムを用いて、実施例23と同様にしてポリアミドフィルム積層体を作製して、ポリアミドフィルム片面積層体を得た。 - Production of polyamide film laminate A polyamide film laminate was produced in the same manner as in Example 23 using the above stretched polyamide film to obtain a single-sided polyamide film laminate.
上記延伸ポリアミドフィルムを用いて、実施例23と同様にしてポリアミドフィルム積層体を作製して、ポリアミドフィルム片面積層体を得た。 - Production of polyamide film laminate A polyamide film laminate was produced in the same manner as in Example 23 using the above stretched polyamide film to obtain a single-sided polyamide film laminate.
・ポリアミドフィルムの均等拡張
得られた延伸ポリアミドフィルム片面積層体から、0.5mmの線幅で半径10mmから50mmの同心円を10mm間隔で作製し、直径150mm、深さ5mmの球面を有する金型に、同心円の作製面を上にして、球面部分の中心に同心円の中心が来るようにフィルム固定して、金型の温度を50℃にセットした。反対側から、50℃にセットした、直径150mm、高さ5mmの球面を有する金型を、10mm/秒の速度で押し付けた。 ・Equal expansion of polyamide film From the obtained stretched polyamide film single-sided laminate, concentric circles with a radius of 10 mm to 50 mm with a line width of 0.5 mm were created at 10 mm intervals, and placed in a mold having a spherical surface with a diameter of 150 mm and a depth of 5 mm. The film was fixed with the surface on which the concentric circles were made facing up so that the center of the concentric circles was located at the center of the spherical part, and the temperature of the mold was set at 50°C. A mold having a spherical surface with a diameter of 150 mm and a height of 5 mm, set at 50° C., was pressed from the opposite side at a speed of 10 mm/sec.
得られた延伸ポリアミドフィルム片面積層体から、0.5mmの線幅で半径10mmから50mmの同心円を10mm間隔で作製し、直径150mm、深さ5mmの球面を有する金型に、同心円の作製面を上にして、球面部分の中心に同心円の中心が来るようにフィルム固定して、金型の温度を50℃にセットした。反対側から、50℃にセットした、直径150mm、高さ5mmの球面を有する金型を、10mm/秒の速度で押し付けた。 ・Equal expansion of polyamide film From the obtained stretched polyamide film single-sided laminate, concentric circles with a radius of 10 mm to 50 mm with a line width of 0.5 mm were created at 10 mm intervals, and placed in a mold having a spherical surface with a diameter of 150 mm and a depth of 5 mm. The film was fixed with the surface on which the concentric circles were made facing up so that the center of the concentric circles was located at the center of the spherical part, and the temperature of the mold was set at 50°C. A mold having a spherical surface with a diameter of 150 mm and a height of 5 mm, set at 50° C., was pressed from the opposite side at a speed of 10 mm/sec.
・溶融シートとの成形
得られた均等拡張後のフィルムから均等拡張した部分だけ切り出し、同心円の作製面を上にして、50℃に加熱した上記金型に沿うようにセットし、実施例1で得られたフィルム状の溶融物Y1を、50℃に加熱した上記のもう一方の金型で挟み込んで球面状の成形物を得た。 - Molding with molten sheet Only the uniformly expanded portion was cut out from the obtained uniformly expanded film, and set along the above mold heated to 50°C with the concentric circle production side facing up. The obtained film-like melt Y1 was sandwiched between the other mold heated to 50° C. to obtain a spherical molded product.
得られた均等拡張後のフィルムから均等拡張した部分だけ切り出し、同心円の作製面を上にして、50℃に加熱した上記金型に沿うようにセットし、実施例1で得られたフィルム状の溶融物Y1を、50℃に加熱した上記のもう一方の金型で挟み込んで球面状の成形物を得た。 - Molding with molten sheet Only the uniformly expanded portion was cut out from the obtained uniformly expanded film, and set along the above mold heated to 50°C with the concentric circle production side facing up. The obtained film-like melt Y1 was sandwiched between the other mold heated to 50° C. to obtain a spherical molded product.
・ポリアミドフィルムの再変形
上記球面状の成形物に、直径2.5mmの円柱を、1mm/秒の速度で5mm押し当て、その状態を60秒間保持した。 - Re-deformation of polyamide film A cylinder with a diameter of 2.5 mm was pressed 5 mm into the spherical molded article at a speed of 1 mm/sec, and this state was held for 60 seconds.
上記球面状の成形物に、直径2.5mmの円柱を、1mm/秒の速度で5mm押し当て、その状態を60秒間保持した。 - Re-deformation of polyamide film A cylinder with a diameter of 2.5 mm was pressed 5 mm into the spherical molded article at a speed of 1 mm/sec, and this state was held for 60 seconds.
実施例35~43
未延伸フィルムの種類、金型の深さ、金型の温度、積層相手材を表6のように変更する以外は、実施例34と同様の操作をおこなって、片面積層体の作製、均等拡張、シート成形、成形物の変形処理を行った。 Examples 35-43
The same operations as in Example 34 were performed except that the type of unstretched film, the depth of the mold, the temperature of the mold, and the material to be laminated were changed as shown in Table 6 to produce a single-sided laminate and uniform expansion. , sheet molding, and deformation of the molded product.
未延伸フィルムの種類、金型の深さ、金型の温度、積層相手材を表6のように変更する以外は、実施例34と同様の操作をおこなって、片面積層体の作製、均等拡張、シート成形、成形物の変形処理を行った。 Examples 35-43
The same operations as in Example 34 were performed except that the type of unstretched film, the depth of the mold, the temperature of the mold, and the material to be laminated were changed as shown in Table 6 to produce a single-sided laminate and uniform expansion. , sheet molding, and deformation of the molded product.
比較例7~9
未延伸フィルムの種類、金型の深さ、金型の温度、積層体の相手材を表6のように変更する以外は、実施例34と同様の操作をおこなって、片面積層体の作製、均等拡張、シート成形、成形物の変形処理を行った。 Comparative examples 7 to 9
A single-sided laminate was prepared by performing the same operations as in Example 34, except that the type of unstretched film, the depth of the mold, the temperature of the mold, and the mating material of the laminate were changed as shown in Table 6. We performed uniform expansion, sheet molding, and deformation of the molded product.
未延伸フィルムの種類、金型の深さ、金型の温度、積層体の相手材を表6のように変更する以外は、実施例34と同様の操作をおこなって、片面積層体の作製、均等拡張、シート成形、成形物の変形処理を行った。 Comparative examples 7 to 9
A single-sided laminate was prepared by performing the same operations as in Example 34, except that the type of unstretched film, the depth of the mold, the temperature of the mold, and the mating material of the laminate were changed as shown in Table 6. We performed uniform expansion, sheet molding, and deformation of the molded product.
実施例1~12、比較例1~5で得られたポリアミドの製造条件およびその評価を表1に示す。
Table 1 shows the manufacturing conditions and evaluation of the polyamides obtained in Examples 1 to 12 and Comparative Examples 1 to 5.

表1中の略号は以下の通りである。
A=炭素18以上の脂肪酸ジカルボン酸(A)(ダイマー酸)
C=炭素数が12以下の芳香族ジカルボン酸(C)(テレフタル酸)
B=炭素数が18以上の脂肪族ジアミン(B)(ダイマージアミン)
D=炭素数が12以下の脂肪族ジアミン(D)(デカンジアミン)
E=両末端にアミノ基を有するPTMG1000
F=次亜リン酸Na一水和物 The abbreviations in Table 1 are as follows.
A = fatty acid dicarboxylic acid (A) having 18 or more carbon atoms (dimer acid)
C = aromatic dicarboxylic acid (C) having 12 or less carbon atoms (terephthalic acid)
B = Aliphatic diamine (B) having 18 or more carbon atoms (dimer diamine)
D = aliphatic diamine (D) having 12 or less carbon atoms (decane diamine)
E = PTMG1000 with amino groups at both ends
F = Sodium hypophosphite monohydrate
A=炭素18以上の脂肪酸ジカルボン酸(A)(ダイマー酸)
C=炭素数が12以下の芳香族ジカルボン酸(C)(テレフタル酸)
B=炭素数が18以上の脂肪族ジアミン(B)(ダイマージアミン)
D=炭素数が12以下の脂肪族ジアミン(D)(デカンジアミン)
E=両末端にアミノ基を有するPTMG1000
F=次亜リン酸Na一水和物 The abbreviations in Table 1 are as follows.
A = fatty acid dicarboxylic acid (A) having 18 or more carbon atoms (dimer acid)
C = aromatic dicarboxylic acid (C) having 12 or less carbon atoms (terephthalic acid)
B = Aliphatic diamine (B) having 18 or more carbon atoms (dimer diamine)
D = aliphatic diamine (D) having 12 or less carbon atoms (decane diamine)
E = PTMG1000 with amino groups at both ends
F = Sodium hypophosphite monohydrate
実施例1~12、比較例1~5で得られたポリアミドフィルムに用いたポリアミド、延伸条件、その評価、および拡張条件、評価を表2に示す。
Table 2 shows the polyamides used in the polyamide films obtained in Examples 1 to 12 and Comparative Examples 1 to 5, the stretching conditions and their evaluation, and the expansion conditions and evaluation.

実施例13~22で得られたポリアミドの製造条件およびその評価を表3に示す。
Table 3 shows the manufacturing conditions and evaluation of the polyamides obtained in Examples 13 to 22.

表3中の略号は以下の通りである。
A=炭素18以上の脂肪酸ジカルボン酸(A)(ダイマー酸)
C=炭素数が12以下の芳香族ジカルボン酸(C)(テレフタル酸)
B=炭素数が18以上の脂肪族ジアミン(B)(ダイマージアミン)
D=炭素数が12以下の脂肪族ジアミン(D)(デカンジアミン) The abbreviations in Table 3 are as follows.
A = fatty acid dicarboxylic acid (A) having 18 or more carbon atoms (dimer acid)
C = aromatic dicarboxylic acid (C) having 12 or less carbon atoms (terephthalic acid)
B = Aliphatic diamine (B) having 18 or more carbon atoms (dimer diamine)
D = aliphatic diamine (D) having 12 or less carbon atoms (decanediamine)
A=炭素18以上の脂肪酸ジカルボン酸(A)(ダイマー酸)
C=炭素数が12以下の芳香族ジカルボン酸(C)(テレフタル酸)
B=炭素数が18以上の脂肪族ジアミン(B)(ダイマージアミン)
D=炭素数が12以下の脂肪族ジアミン(D)(デカンジアミン) The abbreviations in Table 3 are as follows.
A = fatty acid dicarboxylic acid (A) having 18 or more carbon atoms (dimer acid)
C = aromatic dicarboxylic acid (C) having 12 or less carbon atoms (terephthalic acid)
B = Aliphatic diamine (B) having 18 or more carbon atoms (dimer diamine)
D = aliphatic diamine (D) having 12 or less carbon atoms (decanediamine)
実施例13~22において、融点は通常、240℃以上であり、好ましくは270℃以上、より好ましくは300℃以上である。
In Examples 13 to 22, the melting point is usually 240°C or higher, preferably 270°C or higher, and more preferably 300°C or higher.
実施例13~22で得られたポリアミドフィルムに用いたポリアミド、延伸条件、その評価、および拡張条件、評価を表4に示す。
Table 4 shows the polyamides used in the polyamide films obtained in Examples 13 to 22, stretching conditions, and evaluation thereof, as well as expansion conditions and evaluation.

実施例23~33、比較例6で得られたポリアミドフィルムに用いた未延伸フィルム、延伸条件、厚み、得られたポリアミドフィルムの積層体の加熱加圧条件、および拡張条件、評価を表5に示す。
Table 5 shows the unstretched films used for the polyamide films obtained in Examples 23 to 33 and Comparative Example 6, stretching conditions, thickness, heating and pressing conditions of the obtained polyamide film laminate, expansion conditions, and evaluation. show.

表5の略号は下記の通りである。
Cu箔:電解銅箔 The abbreviations in Table 5 are as follows.
Cu foil: Electrolytic copper foil
Cu箔:電解銅箔 The abbreviations in Table 5 are as follows.
Cu foil: Electrolytic copper foil
実施例34~43、比較例7~9で得られたポリアミドフィルムに用いた未延伸フィルム、延伸条件、厚み、得られたポリアミドフィルムの積層体の加熱加圧条件、および成形条件、評価を表6に示す。
The unstretched films used for the polyamide films obtained in Examples 34 to 43 and Comparative Examples 7 to 9, stretching conditions, thickness, heating and pressing conditions of the obtained polyamide film laminate, molding conditions, and evaluation are shown. 6.

表6の略号は下記の通りである。
Cu箔:電解銅箔 The abbreviations in Table 6 are as follows.
Cu foil: Electrolytic copper foil
Cu箔:電解銅箔 The abbreviations in Table 6 are as follows.
Cu foil: Electrolytic copper foil
実施例1~22のポリアミドフィルムは、用いるポリアミドフィルムが、いずれも、耐熱性の指標である融点が240℃以上で、柔軟性の指標であるヒステリシス試験における伸長回復率が30%以上で、引張弾性率が1500MPa以下で、耐熱性、柔軟性に優れていた。また、実施例1~22のフィルムは、用いるポリアミドフィルムが、結晶性の指標である結晶融解エンタルピーが15J/g以上であったため、ゴム弾性に優れていた。その結果、実施例1~22のフィルムは、いずれも、均等拡張性が良好で、熱処理後の均等性(特に耐熱均等性)が維持され、再変形後の回復性が良好であった。
The polyamide films of Examples 1 to 22 all have a melting point of 240°C or higher, which is an index of heat resistance, an elongation recovery rate of 30% or higher in a hysteresis test, which is an index of flexibility, and a tensile strength. The elastic modulus was 1,500 MPa or less, and it had excellent heat resistance and flexibility. Further, the films of Examples 1 to 22 had excellent rubber elasticity because the polyamide films used had a crystal fusion enthalpy, which is an index of crystallinity, of 15 J/g or more. As a result, the films of Examples 1 to 22 all had good uniform expandability, maintained uniformity after heat treatment (especially heat resistance uniformity), and had good recovery properties after re-deformation.
実施例1~9のポリアミドフィルムは、ポリアミドとしてブロック型ポリアミドのみを含むポリアミドフィルムを用いた。実施例10~12のポリアミドフィルは、ポリアミドとしてランダム型ポリアミドのみを含むポリアミドフィルムを用いた。前者のポリアミドフィルムは、後者のポリアミドフィルムよりも、伸長回復率および結晶融解エンタルピーが大きく、柔軟性やゴム弾性が高かった。その結果、実施例1~9のポリアミドフィルムは、実施例10~12のポリアミドフィルムよりも均等拡張性に優れ、熱処理後の均等性や再変形後の回復性も良好であった。
For the polyamide films of Examples 1 to 9, polyamide films containing only block-type polyamide as the polyamide were used. The polyamide films of Examples 10 to 12 were polyamide films containing only random polyamide as the polyamide. The former polyamide film had a higher elongation recovery rate and crystal fusion enthalpy, and higher flexibility and rubber elasticity than the latter polyamide film. As a result, the polyamide films of Examples 1 to 9 had better uniform expandability than the polyamide films of Examples 10 to 12, and had better uniformity after heat treatment and better recovery after re-deformation.
実施例13~15のポリアミドフィルムは、ポリアミドとして2種類のブロック型ポリアミドのみを含むポリアミドフィルムを用いた。
実施例16~18のポリアミドフィルムは、ポリアミドとしてブロック型ポリアミドとランダム型ポリアミドを含むポリアミドフィルムを用いた。
実施例19~21のポリアミドフィルムは、ポリアミドとして2種類のランダム型ポリアミドのみを含むポリアミドフィルムを用いた。
相互に同じモノマー組成の実施例13、16および19を対比すること、相互に同じモノマー組成の実施例14、18および20を対比すること、および相互に同じモノマー組成の実施例15、17および21を対比することにより、以下の事項が明らかとなった:
・ブロック型ポリアミドをより多く含むポリアミドフィルムは、ブロック型ポリアミドをより少なく含むポリアミドフィルムより、伸長回復率および結晶融解エンタルピーがより大きく、かつ引張弾性率がより小さく、柔軟性やゴム弾性がより高かった。
・その結果、実施例13~15のポリアミドフィルムは、実施例16~21のポリアミドフィルムよりも、均等拡張性に優れ、熱処理後の均等性や再変形後の復元性も良好であった。実施例16~18のポリアミドフィルムは、実施例19~21のポリアミドフィルムよりも、均等拡張性に優れ、熱処理後の均等性や再変形後の回復性も良好であった。 The polyamide films of Examples 13 to 15 were polyamide films containing only two types of block polyamides as polyamides.
For the polyamide films of Examples 16 to 18, polyamide films containing block type polyamide and random type polyamide were used as the polyamide.
The polyamide films of Examples 19 to 21 were polyamide films containing only two types of random polyamides as polyamides.
Compare Examples 13, 16 and 19 with the same monomer composition to each other; Compare Examples 14, 18 and 20 with the same monomer composition to each other; and Examples 15, 17 and 21 with the same monomer composition to each other. The following points were clarified by comparing:
・Polyamide films containing more block-type polyamides have higher elongation recovery and crystal fusion enthalpy, lower tensile modulus, and higher flexibility and rubber elasticity than polyamide films containing less block-type polyamides. Ta.
- As a result, the polyamide films of Examples 13 to 15 had better uniform expansibility than the polyamide films of Examples 16 to 21, and had better uniformity after heat treatment and better restorability after re-deformation. The polyamide films of Examples 16 to 18 had better uniform expandability than the polyamide films of Examples 19 to 21, and had better uniformity after heat treatment and better recovery after re-deformation.
実施例16~18のポリアミドフィルムは、ポリアミドとしてブロック型ポリアミドとランダム型ポリアミドを含むポリアミドフィルムを用いた。
実施例19~21のポリアミドフィルムは、ポリアミドとして2種類のランダム型ポリアミドのみを含むポリアミドフィルムを用いた。
相互に同じモノマー組成の実施例13、16および19を対比すること、相互に同じモノマー組成の実施例14、18および20を対比すること、および相互に同じモノマー組成の実施例15、17および21を対比することにより、以下の事項が明らかとなった:
・ブロック型ポリアミドをより多く含むポリアミドフィルムは、ブロック型ポリアミドをより少なく含むポリアミドフィルムより、伸長回復率および結晶融解エンタルピーがより大きく、かつ引張弾性率がより小さく、柔軟性やゴム弾性がより高かった。
・その結果、実施例13~15のポリアミドフィルムは、実施例16~21のポリアミドフィルムよりも、均等拡張性に優れ、熱処理後の均等性や再変形後の復元性も良好であった。実施例16~18のポリアミドフィルムは、実施例19~21のポリアミドフィルムよりも、均等拡張性に優れ、熱処理後の均等性や再変形後の回復性も良好であった。 The polyamide films of Examples 13 to 15 were polyamide films containing only two types of block polyamides as polyamides.
For the polyamide films of Examples 16 to 18, polyamide films containing block type polyamide and random type polyamide were used as the polyamide.
The polyamide films of Examples 19 to 21 were polyamide films containing only two types of random polyamides as polyamides.
Compare Examples 13, 16 and 19 with the same monomer composition to each other; Compare Examples 14, 18 and 20 with the same monomer composition to each other; and Examples 15, 17 and 21 with the same monomer composition to each other. The following points were clarified by comparing:
・Polyamide films containing more block-type polyamides have higher elongation recovery and crystal fusion enthalpy, lower tensile modulus, and higher flexibility and rubber elasticity than polyamide films containing less block-type polyamides. Ta.
- As a result, the polyamide films of Examples 13 to 15 had better uniform expansibility than the polyamide films of Examples 16 to 21, and had better uniformity after heat treatment and better restorability after re-deformation. The polyamide films of Examples 16 to 18 had better uniform expandability than the polyamide films of Examples 19 to 21, and had better uniformity after heat treatment and better recovery after re-deformation.
実施例23~33のポリアミドフィルムは、用いるポリアミドフィルムが、いずれも、耐熱性の指標である融点が240℃以上で、柔軟性の指標であるヒステリシス試験における伸長回復率が30%以上で、引張弾性率が1500MPa以下で、耐熱性、柔軟性に優れていた。
実施例1~12のフィルムは、用いるポリアミドフィルムが、結晶性の指標である結晶融解エンタルピーが15J/g以上であったため、ゴム弾性に優れていた。
その結果、実施例23~33のフィルムは、拡張方法を変更しても、いずれも均等拡張性が良く、積層物の分割性も良く、熱処理後の均等性が維持されており、変形処理後の回復性も良かった。 The polyamide films of Examples 23 to 33 all have a melting point of 240°C or higher, which is an index of heat resistance, an elongation recovery rate of 30% or higher in a hysteresis test, which is an index of flexibility, and a tensile strength. The elastic modulus was 1,500 MPa or less, and it had excellent heat resistance and flexibility.
The films of Examples 1 to 12 had excellent rubber elasticity because the polyamide films used had a crystal fusion enthalpy, which is an index of crystallinity, of 15 J/g or more.
As a result, even if the expansion method was changed, the films of Examples 23 to 33 had good uniform expandability, good splitting properties of the laminate, maintained uniformity after heat treatment, and maintained uniformity after deformation treatment. The recovery was also good.
実施例1~12のフィルムは、用いるポリアミドフィルムが、結晶性の指標である結晶融解エンタルピーが15J/g以上であったため、ゴム弾性に優れていた。
その結果、実施例23~33のフィルムは、拡張方法を変更しても、いずれも均等拡張性が良く、積層物の分割性も良く、熱処理後の均等性が維持されており、変形処理後の回復性も良かった。 The polyamide films of Examples 23 to 33 all have a melting point of 240°C or higher, which is an index of heat resistance, an elongation recovery rate of 30% or higher in a hysteresis test, which is an index of flexibility, and a tensile strength. The elastic modulus was 1,500 MPa or less, and it had excellent heat resistance and flexibility.
The films of Examples 1 to 12 had excellent rubber elasticity because the polyamide films used had a crystal fusion enthalpy, which is an index of crystallinity, of 15 J/g or more.
As a result, even if the expansion method was changed, the films of Examples 23 to 33 had good uniform expandability, good splitting properties of the laminate, maintained uniformity after heat treatment, and maintained uniformity after deformation treatment. The recovery was also good.
実施例23~27のポリアミドフィルムは、ポリアミドとしてブロック型ポリアミドのみを含むポリアミドフィルムを用いた。実施例28、29のポリアミドフィルは、ポリアミドとしてランダム型ポリアミドのみを含むポリアミドフィルムを用いた。前者のポリアミドフィルムは、後者のポリアミドフィルムよりも、伸長回復率および結晶融解エンタルピーが大きく、柔軟性やゴム弾性が高かった。その結果、実施例23~27のポリアミドフィルムは、実施例28、29のポリアミドフィルムよりも均等拡張性に優れ、積層物の分割性や熱処理後の均等性、変形処理後の回復性も良好であった。
For the polyamide films of Examples 23 to 27, polyamide films containing only block-type polyamide as the polyamide were used. The polyamide films of Examples 28 and 29 were polyamide films containing only random polyamide as the polyamide. The former polyamide film had a higher elongation recovery rate and crystal fusion enthalpy, and had higher flexibility and rubber elasticity than the latter polyamide film. As a result, the polyamide films of Examples 23 to 27 had better uniform expansibility than the polyamide films of Examples 28 and 29, and had better divisibility of the laminate, uniformity after heat treatment, and recovery after deformation treatment. there were.
実施例30および31のポリアミドフィルムは、ポリアミドとして2種類のブロック型ポリアミドを含むポリアミドフィルムを用いた。
実施例32および33のポリアミドフィルムは、ポリアミドとして1種類のブロック型ポリアミドと1種類のランダム型ポリアミドを含むポリアミドフィルムを用いた。
相互に同じモノマー組成の実施例30および32を対比すること、相互に同じモノマー組成の実施例31および33を対比することにより、以下の事項が明らかとなった:
・ブロック型ポリアミドをより多く含むポリアミドフィルムは、ブロック型ポリアミドをより少なく含むポリアミドフィルムより、伸長回復率および結晶融解エンタルピーがより大きく、かつ引張弾性率がより小さく、柔軟性やゴム弾性がより高かった。
・その結果、実施例30および31のポリアミドフィルムは、実施例32および33のポリアミドフィルムよりも、均等拡張性に優れ、積層物の分割性や熱処理後の均等性、変形処理後の回復性も良好であった。 For the polyamide films of Examples 30 and 31, polyamide films containing two types of block polyamides were used as polyamides.
The polyamide films of Examples 32 and 33 contained one type of block type polyamide and one type of random type polyamide as polyamides.
By comparing Examples 30 and 32 with the same monomer composition and comparing Examples 31 and 33 with the same monomer composition, the following was clarified:
・Polyamide films containing more block-type polyamides have higher elongation recovery and crystal fusion enthalpy, lower tensile modulus, and higher flexibility and rubber elasticity than polyamide films containing less block-type polyamides. Ta.
・As a result, the polyamide films of Examples 30 and 31 were superior to the polyamide films of Examples 32 and 33 in terms of uniform expansibility, as well as in the splitting property of the laminate, the uniformity after heat treatment, and the recovery property after deformation treatment. It was good.
実施例32および33のポリアミドフィルムは、ポリアミドとして1種類のブロック型ポリアミドと1種類のランダム型ポリアミドを含むポリアミドフィルムを用いた。
相互に同じモノマー組成の実施例30および32を対比すること、相互に同じモノマー組成の実施例31および33を対比することにより、以下の事項が明らかとなった:
・ブロック型ポリアミドをより多く含むポリアミドフィルムは、ブロック型ポリアミドをより少なく含むポリアミドフィルムより、伸長回復率および結晶融解エンタルピーがより大きく、かつ引張弾性率がより小さく、柔軟性やゴム弾性がより高かった。
・その結果、実施例30および31のポリアミドフィルムは、実施例32および33のポリアミドフィルムよりも、均等拡張性に優れ、積層物の分割性や熱処理後の均等性、変形処理後の回復性も良好であった。 For the polyamide films of Examples 30 and 31, polyamide films containing two types of block polyamides were used as polyamides.
The polyamide films of Examples 32 and 33 contained one type of block type polyamide and one type of random type polyamide as polyamides.
By comparing Examples 30 and 32 with the same monomer composition and comparing Examples 31 and 33 with the same monomer composition, the following was clarified:
・Polyamide films containing more block-type polyamides have higher elongation recovery and crystal fusion enthalpy, lower tensile modulus, and higher flexibility and rubber elasticity than polyamide films containing less block-type polyamides. Ta.
・As a result, the polyamide films of Examples 30 and 31 were superior to the polyamide films of Examples 32 and 33 in terms of uniform expansibility, as well as in the splitting property of the laminate, the uniformity after heat treatment, and the recovery property after deformation treatment. It was good.
実施例34~36を対比することにより、金型温度を調整することにより、成形深さを大きくしても均等拡張性をより良好とすることができ、シート成形後も均等性を維持できることがわかる。
By comparing Examples 34 to 36, it was found that by adjusting the mold temperature, uniform expandability could be improved even when the molding depth was increased, and uniformity could be maintained even after sheet molding. Recognize.
実施例34および37のポリアミドフィルムは、ポリアミドとしてブロック型ポリアミドのみを含むポリアミドフィルムを用いた。実施例38および39のポリアミドフィルは、ポリアミドとしてランダム型ポリアミドのみを含むポリアミドフィルムを用いた。前者のポリアミドフィルムは、後者のポリアミドフィルムよりも、伸長回復率および結晶融解エンタルピーが大きく、柔軟性やゴム弾性が高かった。その結果、実施例34および37のポリアミドフィルムは、実施例38および39のポリアミドフィルムよりも均等拡張性に優れ、シート成形後も均等性を維持できることがわかる。
For the polyamide films of Examples 34 and 37, polyamide films containing only block-type polyamide as the polyamide were used. The polyamide films of Examples 38 and 39 were polyamide films containing only random polyamide as the polyamide. The former polyamide film had a higher elongation recovery rate and crystal fusion enthalpy, and had higher flexibility and rubber elasticity than the latter polyamide film. The results show that the polyamide films of Examples 34 and 37 have better uniform expandability than the polyamide films of Examples 38 and 39, and can maintain uniformity even after sheet forming.
実施例40および41のポリアミドフィルムは、ポリアミドとして2種類のブロック型ポリアミドのみを含むポリアミドフィルムを用いた。
実施例42および43のポリアミドフィルムは、ポリアミドとして1種類のブロック型ポリアミドと1種類のブロック型ポリアミドを含むポリアミドフィルムを用いた。
相互に同じモノマー組成の実施例40および42を対比すること、相互に同じモノマー組成の実施例41および43を対比することにより、以下の事項が明らかとなった:
・ブロック型ポリアミドをより多く含むポリアミドフィルムは、ブロック型ポリアミドをより少なく含むポリアミドフィルムより、伸長回復率および結晶融解エンタルピーがより大きく、かつ引張弾性率がより小さく、柔軟性やゴム弾性がより高かった。
・その結果、実施例40および41のポリアミドフィルムは、実施例42および43のポリアミドフィルムよりも、均等拡張性に優れ、シート成形後も均等性を維持できることがわかる。 The polyamide films of Examples 40 and 41 were polyamide films containing only two types of block polyamides as polyamides.
For the polyamide films of Examples 42 and 43, polyamide films containing one type of block type polyamide and one type of block type polyamide were used as polyamides.
By comparing Examples 40 and 42 with the same monomer composition and comparing Examples 41 and 43 with the same monomer composition, the following was clarified:
・Polyamide films containing more block-type polyamides have higher elongation recovery and crystal fusion enthalpy, lower tensile modulus, and higher flexibility and rubber elasticity than polyamide films containing less block-type polyamides. Ta.
- The results show that the polyamide films of Examples 40 and 41 have better uniform expandability than the polyamide films of Examples 42 and 43, and can maintain uniformity even after sheet forming.
実施例42および43のポリアミドフィルムは、ポリアミドとして1種類のブロック型ポリアミドと1種類のブロック型ポリアミドを含むポリアミドフィルムを用いた。
相互に同じモノマー組成の実施例40および42を対比すること、相互に同じモノマー組成の実施例41および43を対比することにより、以下の事項が明らかとなった:
・ブロック型ポリアミドをより多く含むポリアミドフィルムは、ブロック型ポリアミドをより少なく含むポリアミドフィルムより、伸長回復率および結晶融解エンタルピーがより大きく、かつ引張弾性率がより小さく、柔軟性やゴム弾性がより高かった。
・その結果、実施例40および41のポリアミドフィルムは、実施例42および43のポリアミドフィルムよりも、均等拡張性に優れ、シート成形後も均等性を維持できることがわかる。 The polyamide films of Examples 40 and 41 were polyamide films containing only two types of block polyamides as polyamides.
For the polyamide films of Examples 42 and 43, polyamide films containing one type of block type polyamide and one type of block type polyamide were used as polyamides.
By comparing Examples 40 and 42 with the same monomer composition and comparing Examples 41 and 43 with the same monomer composition, the following was clarified:
・Polyamide films containing more block-type polyamides have higher elongation recovery and crystal fusion enthalpy, lower tensile modulus, and higher flexibility and rubber elasticity than polyamide films containing less block-type polyamides. Ta.
- The results show that the polyamide films of Examples 40 and 41 have better uniform expandability than the polyamide films of Examples 42 and 43, and can maintain uniformity even after sheet forming.
比較例3および6のポリアミドフィルムは、ソフトセグメントを形成する成分(A)と(B)を含まないポリアミドからなり、伸長回復率が低いポリアミドフィルムを用いたため、均等拡張性が低く、熱処理後の均等性や再変形後の回復性も良くなかった。
The polyamide films of Comparative Examples 3 and 6 were made of polyamides that did not contain the soft segment forming components (A) and (B), and had a low elongation recovery rate. Uniformity and recovery after re-deformation were also not good.
比較例7~9のポリアミドフィルムは、ソフトセグメントを形成する成分(A)と(B)を含まないポリアミドからなり、伸長回復率が低いポリアミドフィルムを用いたため、均等拡張性が低く、金型温度を調整しても均等拡張性や成形後の均等性は改善しなかった。また、変形処理後の回復性も低かった。
The polyamide films of Comparative Examples 7 to 9 were made of polyamides that did not contain the soft segment forming components (A) and (B), and had a low elongation recovery rate, so they had low uniform extensibility and the mold temperature Adjustment did not improve uniform expandability or uniformity after molding. In addition, recovery after deformation treatment was also low.
本発明のポリアミドフィルムは、成形加飾用材料、基板用フィルム、半導体工程用フィルム(特にダイシングテープ)および衝撃吸収材料等に好適に用いることができる。
The polyamide film of the present invention can be suitably used as a material for molding and decoration, a film for substrates, a film for semiconductor processing (particularly dicing tape), a shock absorbing material, and the like.
Claims (15)
- 炭素数18以上の脂肪族ジカルボン酸(A)からなる単位と、炭素数18以上の脂肪族ジアミン(B)からなる単位と、炭素数12以下の芳香族ジカルボン酸(C)からなる単位と、炭素数12以下の脂肪族ジアミン(D)からなる単位とを含むポリアミド(E)を含有し、融点が240℃以上、ヒステリシス試験における伸長回復率が30%以上、引張弾性率が1500MPa以下、10%伸長強度が70MPa以下、結晶融解エンタルピーが15J/g以上であるポリアミドフィルム。 A unit consisting of an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms, a unit consisting of an aliphatic diamine (B) having 18 or more carbon atoms, and a unit consisting of an aromatic dicarboxylic acid (C) having 12 or less carbon atoms, Contains a polyamide (E) containing a unit consisting of an aliphatic diamine (D) having 12 or less carbon atoms, a melting point of 240°C or higher, an elongation recovery rate of 30% or higher in a hysteresis test, a tensile modulus of 1500 MPa or lower, 10 A polyamide film having a % elongation strength of 70 MPa or less and a crystal melting enthalpy of 15 J/g or more.
- 前記炭素数18以上の脂肪族ジカルボン酸(A)がダイマー酸、前記炭素数18以上の脂肪族ジアミン(B)がダイマージアミン、前記炭素数12以下の芳香族ジカルボン酸(C)がテレフタル酸、前記炭素数12以下の脂肪族ジアミン(D)が1,10-デカンジアミンである、請求項1に記載のポリアミドフィルム。 The aliphatic dicarboxylic acid having 18 or more carbon atoms (A) is a dimer acid, the aliphatic diamine having 18 or more carbon atoms (B) is a dimer diamine, the aromatic dicarboxylic acid having 12 or less carbon atoms (C) is terephthalic acid, The polyamide film according to claim 1, wherein the aliphatic diamine (D) having 12 or less carbon atoms is 1,10-decanediamine.
- 前記炭素数18以上の脂肪族ジカルボン酸(A)からなる単位と、前記炭素数18以上の脂肪族ジアミン(B)からなる単位の合計の含有量が、ポリアミド(E)を構成する全モノマー成分に対して、10~90質量%である、請求項1または2に記載のポリアミドフィルム。 The total content of the units consisting of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and the unit consisting of the aliphatic diamine having 18 or more carbon atoms (B) is the total monomer component constituting the polyamide (E). The polyamide film according to claim 1 or 2, wherein the amount is 10 to 90% by mass.
- 前記炭素数18以上の脂肪族ジカルボン酸(A)からなる単位の含有量が、前記ポリアミド(E)を構成する全モノマー成分に対して、3~45質量%であり、
前記炭素数18以上の脂肪族ジアミン(B)からなる単位の含有量が、前記ポリアミドを構成(E)する全モノマー成分に対して、3~45質量%であり、
前記炭素数12以下の芳香族ジカルボン酸(C)からなる単位の含有量が、前記ポリアミド(E)を構成する全モノマー成分に対して、3~45質量%であり、
前記炭素数12以下の脂肪族ジアミン(D)からなる単位の含有量が、前記ポリアミド(E)を構成する全モノマー成分に対して、3~52質量%である、請求項1~3のいずれかに記載のポリアミドフィルム。 The content of the unit consisting of the aliphatic dicarboxylic acid (A) having 18 or more carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E),
The content of the unit consisting of the aliphatic diamine (B) having 18 or more carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E),
The content of the unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms is 3 to 45% by mass based on the total monomer components constituting the polyamide (E),
Any one of claims 1 to 3, wherein the content of the unit consisting of the aliphatic diamine (D) having 12 or less carbon atoms is 3 to 52% by mass based on the total monomer components constituting the polyamide (E). The polyamide film described in Crab. - 前記結晶融解エンタルピーが25J/g以上である、請求項1~4のいずれかに記載のポリアミドフィルム。 The polyamide film according to any one of claims 1 to 4, wherein the crystal melting enthalpy is 25 J/g or more.
- 前記炭素数12以下の芳香族ジカルボン酸(C)からなる単位の含有量が、前記ポリアミド(E)を構成する全モノマー成分に対して、8~35質量%である、請求項5に記載のポリアミドフィルム。 According to claim 5, the content of the unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms is 8 to 35% by mass based on the total monomer components constituting the polyamide (E). Polyamide film.
- 前記ポリアミド(E)は、前記炭素数12以下の芳香族ジカルボン酸(C)からなる単位と、前記炭素数12以下の脂肪族ジアミン(D)からなる単位からなるハードセグメント、および前記炭素数18以上の脂肪族ジカルボン酸(A)からなる単位と、炭素数18以上の脂肪族ジアミン(B)からなる単位からなるソフトセグメントを含むブロック型ポリアミドを含む、請求項1~6のいずれかに記載のポリアミドフィルム。 The polyamide (E) comprises a unit consisting of the aromatic dicarboxylic acid (C) having 12 or less carbon atoms, a hard segment consisting of the unit consisting of the aliphatic diamine (D) having 12 or less carbon atoms, and the above 18 carbon atoms. Any one of claims 1 to 6, comprising a block polyamide containing a soft segment consisting of a unit consisting of the above aliphatic dicarboxylic acid (A) and a unit consisting of an aliphatic diamine (B) having 18 or more carbon atoms. polyamide film.
- 前記ブロック型ポリアミドの含有量は、前記ポリアミド(E)全量に対して10質量%以上である、請求項7に記載のポリアミドフィルム。 The polyamide film according to claim 7, wherein the content of the block type polyamide is 10% by mass or more based on the total amount of the polyamide (E).
- 前記ブロック型ポリアミドの含有量は、前記ポリアミド(E)全量に対して40質量%以上である、請求項7に記載のポリアミドフィルム。 The polyamide film according to claim 7, wherein the content of the block polyamide is 40% by mass or more based on the total amount of the polyamide (E).
- 請求項1~9のいずれかに記載のポリアミドフィルムを製造する方法であって、
炭素数12以下の芳香族ジカルボン酸(C)と炭素数12以下の脂肪族ジアミン(D)とを、炭素数18以上の脂肪族ジカルボン酸(A)および炭素数18以上の脂肪族ジアミン(B)とは別に反応させて、ポリアミド(E)を得ることを含む、ポリアミドフィルムの製造方法。 A method for producing a polyamide film according to any one of claims 1 to 9, comprising:
An aromatic dicarboxylic acid (C) having 12 or more carbon atoms and an aliphatic diamine (D) having 12 or less carbon atoms are combined with an aliphatic dicarboxylic acid (A) having 18 or more carbon atoms and an aliphatic diamine having 18 or more carbon atoms (B). ) A method for producing a polyamide film, which comprises reacting separately with polyamide (E) to obtain polyamide (E). - 請求項1~9のいずれかに記載のポリアミドフィルムならびに該ポリアミドフィルム上に設けられた、樹脂層、金属層および無機材料層からなる群から選択される少なくとも一つの層を有する、ポリアミドフィルム積層体。 A polyamide film laminate comprising the polyamide film according to any one of claims 1 to 9 and at least one layer selected from the group consisting of a resin layer, a metal layer, and an inorganic material layer provided on the polyamide film. .
- 請求項1~9のいずれかに記載のポリアミドフィルムまたは請求項11に記載のポリアミドフィルム積層体を含む加飾成形用フィルム。 A decorative molding film comprising the polyamide film according to any one of claims 1 to 9 or the polyamide film laminate according to claim 11.
- 請求項1~9のいずれかに記載のポリアミドフィルムまたは請求項11に記載のポリアミドフィルム積層体を含むダイシング用フィルム。 A dicing film comprising the polyamide film according to any one of claims 1 to 9 or the polyamide film laminate according to claim 11.
- 請求項1~9のいずれかに記載のポリアミドフィルムまたは請求項11に記載のポリアミドフィルム積層体を含む、平面または曲面プリント回路基板。 A flat or curved printed circuit board comprising the polyamide film according to any one of claims 1 to 9 or the polyamide film laminate according to claim 11.
- 請求項1~9のいずれかに記載のポリアミドフィルムまたは請求項11に記載のポリアミドフィルム積層体を含む、平面または曲面アンテナ基板。 A planar or curved antenna substrate comprising the polyamide film according to any one of claims 1 to 9 or the polyamide film laminate according to claim 11.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023577252A JP7445356B2 (en) | 2022-03-10 | 2023-03-02 | Polyamide film and its manufacturing method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022037438 | 2022-03-10 | ||
| JP2022-037438 | 2022-03-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023171521A1 true WO2023171521A1 (en) | 2023-09-14 |
Family
ID=87935312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/007760 WO2023171521A1 (en) | 2022-03-10 | 2023-03-02 | Polyamide film and method for producing same |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7445356B2 (en) |
| TW (1) | TW202346417A (en) |
| WO (1) | WO2023171521A1 (en) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6274641A (en) * | 1985-09-30 | 1987-04-06 | 東レ株式会社 | Laminated structure containing polyamide elastomer |
| JPH0253823A (en) * | 1988-08-17 | 1990-02-22 | Mitsubishi Kasei Corp | Production of block copolyamide |
| JPH02265925A (en) * | 1989-02-27 | 1990-10-30 | Texaco Dev Corp | Polyamide having elasticity |
| JPH06511281A (en) * | 1992-01-08 | 1994-12-15 | アライド−シグナル・インコーポレーテッド | Production of dodecane terephthalamide polymer |
| JP2008274288A (en) * | 2007-05-03 | 2008-11-13 | Ems-Patent Ag | Semi-aromatic polyamide molding composition and its use |
| CN102532530A (en) * | 2012-01-05 | 2012-07-04 | 南京工业大学 | Preparation method of dimer acid type copolymer nylon |
| WO2016001949A1 (en) * | 2014-07-02 | 2016-01-07 | 東洋インキScホールディングス株式会社 | Heat-curable resin composition, polyamide, adhesive sheet, cured article, and printed wiring board |
| WO2020085360A1 (en) * | 2018-10-25 | 2020-04-30 | ユニチカ株式会社 | Flexible polyamide |
| JP2020131577A (en) * | 2019-02-21 | 2020-08-31 | ユニチカ株式会社 | Laminate film and method for producing the same |
| WO2021106541A1 (en) * | 2019-11-27 | 2021-06-03 | ユニチカ株式会社 | Flexible polyamide film |
| JP2021154650A (en) * | 2020-03-27 | 2021-10-07 | 三井化学株式会社 | Metal/resin composite structure, method for manufacturing metal/resin composite structure, and engine mount member |
| US20220049054A1 (en) * | 2020-08-13 | 2022-02-17 | Ascend Performance Materials Operations Llc | Aliphatic and semi-aromatic polyamides with dimer acids and dimer amines |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012110413A1 (en) | 2011-02-15 | 2012-08-23 | Dsm Ip Assets B.V. | Polyamide containing monomer units of 1,4-butylene diamine |
| JP2012234849A (en) | 2011-04-28 | 2012-11-29 | Unitika Ltd | Copper clad laminate for flexible printed wiring board and flexible printed wiring board |
| CN106795280A (en) | 2014-10-03 | 2017-05-31 | 帝斯曼知识产权资产管理有限公司 | With the copolyamide for being alternately repeated unit |
| EP3600880B1 (en) | 2017-03-20 | 2021-01-27 | Basf Se | Laminates comprising a metal and a polyamide composition |
-
2023
- 2023-03-02 WO PCT/JP2023/007760 patent/WO2023171521A1/en active Application Filing
- 2023-03-02 TW TW112107464A patent/TW202346417A/en unknown
- 2023-03-02 JP JP2023577252A patent/JP7445356B2/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6274641A (en) * | 1985-09-30 | 1987-04-06 | 東レ株式会社 | Laminated structure containing polyamide elastomer |
| JPH0253823A (en) * | 1988-08-17 | 1990-02-22 | Mitsubishi Kasei Corp | Production of block copolyamide |
| JPH02265925A (en) * | 1989-02-27 | 1990-10-30 | Texaco Dev Corp | Polyamide having elasticity |
| JPH06511281A (en) * | 1992-01-08 | 1994-12-15 | アライド−シグナル・インコーポレーテッド | Production of dodecane terephthalamide polymer |
| JP2008274288A (en) * | 2007-05-03 | 2008-11-13 | Ems-Patent Ag | Semi-aromatic polyamide molding composition and its use |
| CN102532530A (en) * | 2012-01-05 | 2012-07-04 | 南京工业大学 | Preparation method of dimer acid type copolymer nylon |
| WO2016001949A1 (en) * | 2014-07-02 | 2016-01-07 | 東洋インキScホールディングス株式会社 | Heat-curable resin composition, polyamide, adhesive sheet, cured article, and printed wiring board |
| WO2020085360A1 (en) * | 2018-10-25 | 2020-04-30 | ユニチカ株式会社 | Flexible polyamide |
| JP2020131577A (en) * | 2019-02-21 | 2020-08-31 | ユニチカ株式会社 | Laminate film and method for producing the same |
| WO2021106541A1 (en) * | 2019-11-27 | 2021-06-03 | ユニチカ株式会社 | Flexible polyamide film |
| JP2021154650A (en) * | 2020-03-27 | 2021-10-07 | 三井化学株式会社 | Metal/resin composite structure, method for manufacturing metal/resin composite structure, and engine mount member |
| US20220049054A1 (en) * | 2020-08-13 | 2022-02-17 | Ascend Performance Materials Operations Llc | Aliphatic and semi-aromatic polyamides with dimer acids and dimer amines |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202346417A (en) | 2023-12-01 |
| JPWO2023171521A1 (en) | 2023-09-14 |
| JP7445356B2 (en) | 2024-03-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101867495B1 (en) | Semi-aromatic polyamide film | |
| JP6889966B1 (en) | Flexible polyamide film | |
| JP7398288B2 (en) | Composition for extrusion molding, its film, and method for producing the film | |
| EP3162838A1 (en) | High heat-resistant polyamic acid solution and polyimide film | |
| KR102423342B1 (en) | Semi-aromatic polyamide film and manufacturing method thereof | |
| JP2020180297A (en) | Semi-aromatic polyamide film | |
| JP6358837B2 (en) | Semi-aromatic polyamide film | |
| JP2017039847A (en) | Semiaromatic polyamide film | |
| JPWO2019031428A1 (en) | Semi-aromatic polyamide film and method for producing the same | |
| KR102194519B1 (en) | Polyamide films and process for preparation | |
| JP7445356B2 (en) | Polyamide film and its manufacturing method | |
| JP7051181B1 (en) | Polyamide, a molded product and film made of the polyamide, and a method for producing the polyamide. | |
| JP7274246B1 (en) | Polyamide film laminate | |
| JP7252602B2 (en) | semi-aromatic polyamide film | |
| JP2024009620A (en) | stretched polyamide film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23766697 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023577252 Country of ref document: JP |