WO2022209598A1 - ころ軸受、ころ軸受ユニット、モータ、ころ軸受の製造方法及びころ軸受の静音方法 - Google Patents
ころ軸受、ころ軸受ユニット、モータ、ころ軸受の製造方法及びころ軸受の静音方法 Download PDFInfo
- Publication number
- WO2022209598A1 WO2022209598A1 PCT/JP2022/009565 JP2022009565W WO2022209598A1 WO 2022209598 A1 WO2022209598 A1 WO 2022209598A1 JP 2022009565 W JP2022009565 W JP 2022009565W WO 2022209598 A1 WO2022209598 A1 WO 2022209598A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- roller
- roller bearing
- inner ring
- bearing
- outer ring
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 19
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 230000030279 gene silencing Effects 0.000 title 1
- 230000036316 preload Effects 0.000 claims description 95
- 230000002093 peripheral effect Effects 0.000 claims description 35
- 230000003746 surface roughness Effects 0.000 claims description 5
- 238000012360 testing method Methods 0.000 description 89
- 230000020169 heat generation Effects 0.000 description 14
- 230000000052 comparative effect Effects 0.000 description 10
- 238000005096 rolling process Methods 0.000 description 10
- 239000004519 grease Substances 0.000 description 9
- IUVCFHHAEHNCFT-INIZCTEOSA-N 2-[(1s)-1-[4-amino-3-(3-fluoro-4-propan-2-yloxyphenyl)pyrazolo[3,4-d]pyrimidin-1-yl]ethyl]-6-fluoro-3-(3-fluorophenyl)chromen-4-one Chemical compound C1=C(F)C(OC(C)C)=CC=C1C(C1=C(N)N=CN=C11)=NN1[C@@H](C)C1=C(C=2C=C(F)C=CC=2)C(=O)C2=CC(F)=CC=C2O1 IUVCFHHAEHNCFT-INIZCTEOSA-N 0.000 description 8
- 238000010586 diagram Methods 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 5
- 238000011056 performance test Methods 0.000 description 5
- 230000002159 abnormal effect Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000003921 oil Substances 0.000 description 4
- 238000001816 cooling Methods 0.000 description 3
- 239000010687 lubricating oil Substances 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 230000007704 transition Effects 0.000 description 3
- 230000033228 biological regulation Effects 0.000 description 2
- 238000013016 damping Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 230000005856 abnormality Effects 0.000 description 1
- 239000002199 base oil Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images


















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/24—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for radial load mainly
- F16C19/26—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for radial load mainly with a single row of rollers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/225—Details of the ribs supporting the end of the rollers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/34—Rollers; Needles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/34—Rollers; Needles
- F16C33/36—Rollers; Needles with bearing-surfaces other than cylindrical, e.g. tapered; with grooves in the bearing surfaces
- F16C33/366—Tapered rollers, i.e. rollers generally shaped as truncated cones
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/583—Details of specific parts of races
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/583—Details of specific parts of races
- F16C33/585—Details of specific parts of races of raceways, e.g. ribs to guide the rollers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/34—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load
- F16C19/36—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with a single row of rollers
- F16C19/361—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with a single row of rollers with cylindrical rollers
- F16C19/362—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with a single row of rollers with cylindrical rollers the rollers being crossed within the single row
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/22—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings
- F16C19/34—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load
- F16C19/36—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with a single row of rollers
- F16C19/364—Bearings with rolling contact, for exclusively rotary movement with bearing rollers essentially of the same size in one or more circular rows, e.g. needle bearings for both radial and axial load with a single row of rollers with tapered rollers, i.e. rollers having essentially the shape of a truncated cone
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/54—Systems consisting of a plurality of bearings with rolling friction
- F16C19/546—Systems with spaced apart rolling bearings including at least one angular contact bearing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2220/00—Shaping
- F16C2220/60—Shaping by removing material, e.g. machining
- F16C2220/70—Shaping by removing material, e.g. machining by grinding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2229/00—Setting preload
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2240/00—Specified values or numerical ranges of parameters; Relations between them
- F16C2240/30—Angles, e.g. inclinations
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2240/00—Specified values or numerical ranges of parameters; Relations between them
- F16C2240/40—Linear dimensions, e.g. length, radius, thickness, gap
- F16C2240/54—Surface roughness
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2380/00—Electrical apparatus
- F16C2380/26—Dynamo-electric machines or combinations therewith, e.g. electro-motors and generators
Definitions
- the present invention relates to a roller bearing, a roller bearing unit, a motor, a roller bearing manufacturing method, and a roller bearing noise reduction method.
- cylindrical roller bearings, tapered roller bearings, etc. are provided with flanges at the ends of the bearing rings in order to guide the multiple rollers in the circumferential direction of the bearing rings, and the end faces of the rollers are brought into sliding contact with the flanges.
- high resistance to large axial loads is required (Patent Documents 1 and 2).
- the axial resistance performance is improved by grinding the end face of the cylindrical roller in the portion that comes into sliding contact with the flange so that the profile line of the cross section has a specific curve.
- axial resistance performance is improved by providing a convex crowning portion on the end face of the cylindrical roller that passes through the first position and the second position on the end face of the cylindrical roller. are improving.
- rolling bearings are required to be quiet as one of the performance requirements.
- multiple cylindrical rollers cover the raceway surface in the non-load zone (including the entrance and exit of the load zone).
- squeaking noise which is a type of noise
- Techniques for suppressing squealing noise are disclosed in Patent Documents 3 to 6, for example.
- the relationship between the diameter of the outer peripheral surface of the retainer and the thickness of the annular gap existing between the inner peripheral surface of the flange and the outer peripheral surface of the retainer is defined, and the squeak noise is reduced.
- a separator having a roller guide surface that guides the rollers is interposed between the adjacent rolling elements in the annular space between the inner ring and the outer ring to suppress the squeak noise. suppressing it.
- the contour of the roller rolling surface is formed in a linear shape parallel to the axis at the central portion, and the tilt in the circumferential direction and the radial direction of the column side surface in the pocket of the retainer is limited. This suppresses the inclination of the rollers in the direction of revolution and the inclination in the radial direction, thereby reducing the level of vibration and noise.
- the cylindrical roller bearing of Patent Document 6 has a polygonal curved surface of an outer ring raceway in which a plurality of curved surfaces are connected at a constant phase angle. are preventing.
- the roller end face is defined by a curve passing through the points described above, if the roller end face has a relatively large radius of curvature (almost linear), the roller end face and its end face It has been confirmed that a discontinuous edge portion is generated at the intersection with the chamfer formed at the shaft end. If such an edge portion exists, when a large axial load is applied or when the roller is skewed during high-speed rotation, the edge portion of the roller comes into contact with the flange portion and edge load is likely to occur. Therefore, under severe use conditions, the contact surface pressure may increase in some cases, which may cause temperature rise, seizure, galling, and the like.
- roller rolling surface is sometimes crowned in order to reduce the edge load of the roller due to the load.
- the roller rolling surface is sometimes crowned in order to reduce the edge load of the roller due to the load.
- the rolling elements which is the main cause of squeak noise.
- the cage retains its strength due to the thickness of the annular gap that exists between the inner peripheral surface of the flange formed at the end of the outer ring and the outer peripheral surface of the cage. regulates movement.
- the disturbance vibration of the rollers in the pockets is suppressed by the damping characteristics of the cage obtained from the viscosity characteristics of the grease present between the cage and the outer ring or inner ring.
- the damping characteristics due to the viscosity characteristics of the grease described above dampen the movement of the rollers in each pocket. Therefore, squeak noise can be suppressed. Also in Patent Documents 4 to 6, it is possible to suppress the squeaking sound for the same reason as described above.
- rollers it is difficult to completely control the movement of the rollers. For example, if there is manufacturing variation such as inclination or irregularities in the rolling surface shape of the rollers, the rollers tend to move unevenly and stability is lost. May result in lost behavior. Moreover, if the grease is applied unevenly between the rolling surface of the roller and the outer ring (or inner ring), the rollers may be skewed, and there is a limit to reliably preventing squeak noise.
- the squealing noise of ball bearings and cylindrical roller bearings incorporated in medium- and large-sized motors could be prevented by applying a preload load to the bearings. (load, axial preload) may cause abnormal heat generation, and preload cannot be applied easily. Therefore, the present situation is that the squealing noise of cylindrical roller bearings has not yet been completely prevented or resolved.
- the present invention provides a roller in which the contact between the end face of the roller and the flange portion can be continuous surface contact without edge contact, and high axial resistance can be obtained even when a large axial load or skew occurs.
- a first object is to provide a method for manufacturing a bearing and a roller bearing. It is a second object of the present invention to provide a roller bearing, a roller bearing unit, a motor, and a method for reducing roller bearing noise that can suppress heat generation due to an edge load and prevent squeak noise.
- a roller bearing comprising an outer ring having a raceway surface on its inner peripheral surface, an inner ring having a raceway surface on its outer peripheral surface, and a plurality of rollers rotatably arranged between the outer ring and the inner ring.
- One or both of the outer ring and the inner ring is provided with a flange projecting radially from the raceway surface and having a guide surface for guiding the roller end surface of the roller in sliding contact,
- the rollers Chamfered portions formed on both ends in the axial direction of the outer peripheral surface of the roller, and a roller inclined surface provided on the roller inner diameter side of the roller end surface from the axial end of the chamfered portion and facing the guide surface of the flange.
- the radial position of the roller inclined surface facing the end of the guide surface on the flange projecting side is defined as a first position
- the radial position of the boundary between the chamfered portion and the roller inclined surface is defined as a second position
- the The angle of intersection between the tangent to the roller inclined surface and the perpendicular to the rotation axis of the roller at the first position is ⁇
- the intersection angle of the tangent to the roller inclination surface and the perpendicular to the roller rotation axis at the second position is ⁇
- a restricting portion that restricts axial movement of the inner ring or the outer ring that receives a preload load from the preload portion
- a rotating shaft having a rotor a housing having a stator; a roller bearing unit according to (2), which rotatably supports the rotating shaft in the housing; motor.
- a roller bearing comprising an outer ring having a raceway surface on its inner peripheral surface, an inner ring having a raceway surface on its outer peripheral surface, and a plurality of rollers rotatably arranged between the outer ring and the inner ring.
- One or both of the outer ring and the inner ring is provided with a flange that protrudes radially from the raceway surface, and the flange has a guide surface that guides the roller end surface of the roller in sliding contact therewith.
- the roller has chamfered portions formed on both ends in the axial direction of the outer peripheral surface of the roller, and a roller inclined surface provided on the roller inner diameter side of the roller end surface from the axial end of the chamfered portion and facing the guide surface of the flange portion. and In a cross section cut along a plane including the rotation axis of the roller and the bearing center axis, the radial position of the roller inclined surface facing the end of the guide surface on the flange projecting side is a first position, and the chamfered portion is defined as a first position.
- the radial position of the boundary with the roller inclined surface is defined as a second position
- the intersection angle between the tangent to the roller inclined surface at the first position and the perpendicular to the rotation axis of the roller is ⁇
- the roller at the second position is Let ⁇ be the intersection angle between the tangent to the inclined surface and the perpendicular to the rotation axis of the roller, and ⁇ be the intersection angle between the guide surface and the perpendicular to the bearing center axis. ⁇ to satisfy A method for manufacturing a roller bearing.
- a method for quieting a roller bearing comprising: The outer ring and the inner ring are each formed with a flange portion protruding radially from the raceway surface and having a guide surface for guiding the end surface of the roller in sliding contact therewith, When the outer ring or the inner ring, which is the rotating ring of the roller bearing, rotates between one side surface of the outer ring and the other side surface of the inner ring among the one side surface and the other side surface of the outer ring and the inner ring. , both end faces of all the rollers incorporated in the roller bearing apply a constant axial preload load in the axial direction such that they are always in contact with the respective flanges to prevent squeak noise; Quiet method for roller bearings.
- the contact between the end face of the roller and the flange can be continuous surface contact without edge contact, and high axial resistance can be obtained even when a large axial load or skew occurs. Moreover, according to the present invention, it is possible to completely prevent the generation of squealing noise of the cylindrical roller bearing.
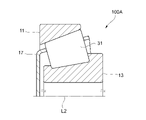
- FIG. 1 is a partial cross-sectional view of a roller bearing according to a first embodiment of the invention.
- FIG. 2 is an enlarged view of the S portion of FIG. 1, and is a partially enlarged explanatory view showing a state in which the cylindrical roller and the flange portion are separated.
- 3 is a schematic cross-sectional view of a main part showing a roller bearing unit having the roller bearing of FIG. 1.
- FIG. FIG. 4 is a schematic sectional view of a motor in which the roller bearing shown in FIG. 1 and the roller bearing unit shown in FIG. 3 are applied to support the motor rotating shaft.
- FIG. 5 is an enlarged cross-sectional view showing the flange portion and cylindrical rollers of the first configuration example.
- FIG. 6 is a schematic diagram schematically showing the results of measuring the shape of the end face of the cylindrical roller of the first structural example.
- FIG. 7 is a schematic diagram schematically showing the result of measuring the shape of the cylindrical roller end face of the second configuration example.
- FIG. 8 is a cross-sectional view showing the flange portion and cylindrical rollers of the third configuration example.
- FIG. 9 is a cross-sectional view showing a flange portion and cylindrical rollers of a fourth configuration example.
- FIG. 10 is a diagram showing the results of the performance test, and is a graph showing the transition of the bearing outer ring temperature with respect to the elapsed time.
- FIG. 10 is a diagram showing the results of the performance test, and is a graph showing the transition of the bearing outer ring temperature with respect to the elapsed time.
- FIG. 11 is a diagram showing the results of the performance test, and is a graph showing the transition of the temperature of the bearing outer ring with respect to elapsed time.
- 1 is a sectional view showing a tapered roller bearing having tapered rollers;
- FIG. 1 is a cross-sectional view showing a cross roller bearing with cylindrical rollers;
- FIG. 14 is a test result of Test Example B1, and is a graph showing changes in bearing outer ring temperature, bearing vibration, and rotational speed with respect to test time.
- FIG. 15 is a graph showing test results of Test Example B2, showing changes in bearing outer ring temperature, bearing vibration, and rotational speed with respect to test time.
- FIG. 16 is a test result of Test Example B3, and is a graph showing changes in bearing outer ring temperature, bearing vibration, and rotational speed with respect to test time.
- FIG. 17 is a test result of Test Example B4, and is a graph showing changes in bearing outer ring temperature, bearing vibration, and rotational speed with respect to test time.
- FIG. 18 is a diagram showing the distribution of bearing vibration with respect to the axial preload load in each of Test Examples B1 to B4, and is a graph showing the range in which squeak noise occurs and the range in which it does not occur.
- FIG. 19 is a graph showing behavior of bearing temperature and bearing vibration in the cylindrical roller bearing shown in FIGS.
- FIG. 1 is a partial cross-sectional view of a roller bearing according to a first embodiment of the invention.
- the roller bearing 100 includes an outer ring 11, an inner ring 13, cylindrical rollers 15, and a retainer 17.
- the inner ring 13 includes an inner ring raceway surface 13a in contact with the cylindrical rollers 15 and one side of the inner ring raceway surface 13a in the width direction, that is, in the axial direction. It has an inner ring flange 19 formed at one end (the right end in FIG. 1) and protruding toward the outer ring 11 side, and inner ring side surfaces 25a and 25b.
- the outer ring 11 includes an outer ring raceway surface 11a in contact with the cylindrical rollers 15, outer ring flange portions 12a and 12b formed on both sides in the width direction of the outer ring raceway surface 11a and protruding toward the inner ring 13 side, and outer ring side surfaces 16a and 16b. and
- the cylindrical roller 15 has a roller outer peripheral surface 15b that rolls and contacts the outer ring raceway surface 11a and the inner ring raceway surface 13a, and a roller end surface 15a.
- the inner ring collar portion 19 has a guide surface 19 a that guides the cylindrical rollers 15 in the circumferential direction of the outer ring 11 and the inner ring 13 .
- the cylindrical roller 15 rolls on the inner ring raceway surface 13a with the roller end surface 15a in sliding contact with the guide surface 19a of the inner ring collar portion 19. As shown in FIG.
- FIG. 2 is an enlarged view of the S section in FIG. 1, and is a partially enlarged explanatory view showing a state in which the cylindrical roller 15 and the inner ring flange 19 are separated.
- FIG. 2 shows a cross section cut along a plane including the rotation axis L1 of the cylindrical roller 15 and the bearing center axis L2, and the X direction is the axial direction and the Y direction is the radial direction.
- T in the drawing indicates an intersection point between the chamfered portion (chamfer) of the inner ring collar portion 19 and the guide surface 19a.
- the inner ring collar portion 19 has a guide surface 19a that guides the cylindrical rollers 15 in the circumferential direction of the outer ring 11 and the inner ring 13 shown in FIG.
- the guide surface 19a is an annular surface that continues along the circumferential direction.
- the roller end surface 15a of the cylindrical roller 15 has a chamfer 21 whose diameter is reduced so as to separate from the inner ring raceway surface 13a from one end of the roller outer peripheral surface 15b along the rotation axis L1, and a chamfer 21.
- a roller inclined surface 15c is formed radially inward of the roller end surface 15a from the axially outer end and faces the guide surface 19a of the inner ring collar portion 19.
- the roller end face 15a that comes into sliding contact with the inner ring flange portion 19 of the cylindrical roller 15 is formed by grinding with an elastic grindstone (not shown).
- the surface roughness Ra of the roller inclined surface 15c is preferably 0.1 ⁇ m or less, more preferably 0.05 ⁇ m or less, still more preferably 0.03 ⁇ m or less. According to this, the friction between the roller inclined surface 15c and the guide surface 19a of the inner ring flange portion 19 can be reduced, the oil film formability is improved, and the allowable rotational speed of the roller bearing 100 can be improved. In addition, it is advantageous in improving seizure resistance and against galling.
- the radial position of the roller inclined surface 15c facing the end portion T of the guide surface 19a on the flange projecting side is defined as a first position A, and the boundary between the chamfered portion 21 and the roller inclined surface 15c
- a second position B is the radial position of the roller inclined surface 15c corresponding to .
- "opposing" means being in the same radial position.
- a third position C is the position of the axial end of the chamfered portion 21 opposite to the second position B.
- intersection angle between the tangent line L3 of the roller inclined surface 15c at the first position A and the perpendicular line of the rotation axis L1 of the cylindrical roller 15 is ⁇
- tangent line L4 of the roller inclined surface 15c at the second position B and the rotation axis of the cylindrical roller 15 Let ⁇ be the angle of intersection with the perpendicular to L1, and let ⁇ be the angle of intersection between the guide surface 19a and the perpendicular to the bearing central axis L2 (see FIG. 1) (synonymous with the perpendicular to the rotation axis L1 of the cylindrical roller 15).
- ⁇ is equal to the flange opening angle of the inner ring flange portion 19 .
- the crossing angle ⁇ of the guide surface 19a is manufactured with ⁇ as a target value, with the allowable tolerance at the time of manufacturing the inner ring 13 being ⁇ .
- ⁇ representing the allowable range
- values such as 5', 3', (2'), etc., are adopted according to various conditions such as the standard, application, and size of the bearing.
- the crossing angle ⁇ at the first position A and the crossing angle ⁇ at the second position B are set according to formula (1), preferably formula (2). ⁇ (1) ( ⁇ + ⁇ ) ⁇ ( ⁇ ) (2)
- the guide surface 19a of the inner ring flange 19 is formed by the cylindrical roller.
- the point of contact with the roller inclined surface 15c of 15 is located between the first position A and the second position B. As shown in FIG.
- the allowable tolerance for the crossing angle ⁇ of the guide surface 19a of the inner ring collar portion 19 is ⁇ 3′
- the crossing angle ⁇ is set to be less than 20′
- the crossing angle ⁇ at the second position B is set to be greater than 20′.
- the roller end surface 15a is at the minimum allowable inclination of the guide surface 19a. , the contact point does not move radially inward of the roller from the first position A. Also, if the contact point is at the second position B, the roller end surface 15a has an inclination larger than the maximum allowable value of the guide surface 19a, so the contact point moves radially outward of the roller from the second position B. never. Therefore, the contact point between the guide surface 19a and the roller end surface 15a is within the range from the first position A to the second position B on the roller end surface 15a. In other words, the annular range from the first position A to the second position B of the roller end face 15 a becomes the effective contact surface with the inner ring flange 19 .
- the gap between the inner ring flange 19 and the cylindrical roller 15 is large at the roller radial direction inner side (the outer diameter side of the inner ring flange 19) from the first position A.
- the gap between the inner ring flange portion 19 and the cylindrical roller 15 is also large on the radially outer side of the roller (on the inner diameter side of the inner ring flange portion 19) from the 2nd position B. Therefore, the lubricating oil (and grease) in the bearing is smoothly sucked. Therefore, at the actual contact points within the effective contact surface between the first position A and the second position B, the surface pressure is reduced without generating an edge load. As a result, sufficient lubricating performance can be obtained, and a structure having an excellent cooling effect can be obtained.
- the inner ring collar portion 19 shown here does not have a grinding relief portion in the axial direction, and the roller end face 15a has a so-called flattened shape with a large amount of crowning and continuity.
- the grinding relief in FIG. 2 is the third position C at the maximum from the assumed point where the inner ring raceway surface 13a extending along the bearing center axis L2 (FIG. 1) of the inner ring 13 and the guide surface 19a of the inner ring collar portion 19 abut each other.
- a grinding relief portion 24 is provided on the side of the inner ring raceway surface 13a between .
- the ground relief portion 24 is located between an intersection (not shown) where the inner ring raceway surface 13a abuts against the guide surface 19a of the inner ring collar portion 19 and a point C on the inner ring raceway surface 13a (preferably closer to the intersection point than the point C). should be formed in The ground relief portion 24 is preferably formed by turning (hard turning) after heat treatment.
- the inner ring collar portion 19 is provided on the inner ring 13 , but the collar portion is not limited to the inner ring 13 and may be a collar portion formed on the outer ring 11 .
- the first position A and the second position B are arranged on the small diameter side of the bearing from the intersection where the chamfered flange and the guide surface contact each other.
- the outer ring 11 is formed with a flange, the first position A and the second position B are arranged on the large diameter side of the bearing from the intersection where the chamfered flange and the guide surface contact each other.
- the first position A is on the small diameter side of the roller inclined surface
- the second position B is on the large diameter side of the roller inclined surface.
- a second position B where the roller inclined surface 15c and the chamfered portion 21 are connected is formed by a smooth curved surface without edges.
- This connecting portion generally has an edge at the intersection of the roller inclined surface 15c whose axial cross section is formed by a curve and the chamfered portion 21 which is formed by a straight line.
- a smooth curved surface is continuously formed.
- Such an edgeless curved surface can be formed by, for example, a spline curve, a Bezier curve, or the like. Grinding with an elastic whetstone can be given as the connecting process for processing the connecting portion, but the connecting process is not limited to this. As a result, edge contact does not occur, and sudden heat generation of the roller bearing 100 due to an edge load can be prevented.
- the roller bearing 100 having this configuration effectively prevents the generation of squeak noise by applying an axial preload load to the bearing.
- a roller bearing has a portion (non-load zone) that does not receive a load in the bearing.
- Apply an axial preload so that That is, of the one and the other side surfaces of the outer ring 11 and the inner ring 13, one side surface of the outer ring 11 (outer ring side surface 16a) and the other side surface of the inner ring 13 (inner ring side surface 25b) are subjected to an axial preload load. be done.
- the cylindrical rollers 15 are constrained and the behavior of the cylindrical rollers 15 is restricted.
- FIG. 3 is a schematic cross-sectional view of essential parts showing a roller bearing unit 200 including the roller bearing 100 of FIG.
- the roller bearing unit 200 includes a roller bearing 100 , a preload portion 50 and a regulation portion 60 .
- One of the preload portion 50 and the restricting portion 60 is arranged on the housing 70 side, and the other is arranged on the shaft 80 side.
- FIG. 3 shows a configuration in which the regulation portion 60 is arranged on the housing 70 side and the preload portion 50 is arranged on the shaft 80 side. may be placed. Further, both the preload portion 50 and the restricting portion 60 may be arranged on the housing 70 side as described later. In other words, the preload portion 50 and the restricting portion 60 may be arranged at diagonal positions in the axial direction X cross section.
- the outer peripheral surface 18 of the outer ring 11 and an outer ring fixed ring 61 which is a restricting portion 60 that abuts against the outer ring side surface 16a of one side (the left side in FIG. 3) of the outer ring 11, are fixed.
- the outer ring fixed ring 61 may be an annular member, or may be a wall portion projecting from the housing 70 toward the inner ring 13 side.
- the outer ring stationary ring 61 prevents axial displacement of the outer ring 11 due to an axial preload load, which will be described later.
- the shaft 80 includes an inner peripheral surface 29 of the inner ring 13, a spring portion 51 that abuts against the inner ring side surface 25b of the other side of the inner ring 13 (the right side in FIG. 3), and an inner ring fixing portion that presses the spring portion 51 toward the inner ring side surface 25b.
- a ring 53 is arranged.
- the inner ring fixed ring 53 may be configured to be screwed onto the shaft 80, or may be a stepped portion in which the shaft 80 itself protrudes radially outward.
- the spring portion 51 and the inner ring fixed ring 53 constitute the preload portion 50 .
- the preload portion 50 presses the inner ring side surface 25 b of the inner ring collar portion 19 to apply an axial preload load to the roller bearing 100 .
- the preload portion 50 may have another configuration as long as it can press the inner ring side surface 25b in the axial direction. Also, the axial preload load can be changed to an appropriate preload force by changing the elastic constant of the spring portion 51 or the degree of screw tightening of the inner ring stationary ring 53 .
- the housing 70 is a housing that is arranged to cover the roller bearing 100 and positions the cylindrical roller bearing 100 at a predetermined position.
- the shaft 80 and the housing 70 can be relatively rotatably supported by the roller bearings 100, and an axial preload load can be applied to the roller bearings 100.
- the roller bearing 100 to which the axial preload load is applied can prevent the generation of squeak noise as described above.
- preloading section 50 it is possible to apply either a constant pressure preloading mechanism or a fixed position preloading mechanism.
- a constant pressure preload mechanism such as a spring, it is preferable because a constant preload can be secured even if the inside of the roller bearing 100 is worn.
- FIG. 4 is a schematic sectional view of a motor 300 in which the roller bearing 100 shown in FIG. 1 and the roller bearing unit 200 shown in FIG. 3 are applied to support the motor rotating shaft.
- the motor 300 includes a housing 70 , a shaft 80 passing through the housing 70 to rotate, a rotor 91 fixed to the shaft 80 , a stator 93 surrounding the rotor 91 and fixed to the housing 70 , and the shaft 80 to the housing 70 . and at least one pair of roller bearing units 200 for supporting. According to the motor 300 of this configuration, by using the roller bearing 100 described above and applying an axial preload load to the roller bearing 100, it is possible to prevent the occurrence of squealing noise and enable quiet operation.
- FIG. 5 is an enlarged sectional view showing the inner ring collar portion 19 and the cylindrical rollers 15 of the first configuration example.
- a grinding relief portion extending in the axial direction is not formed at the end of the guide surface 19a on the inner ring raceway surface side, and a grinding relief portion 24 extending in the radial direction is formed at the end of the inner ring raceway surface 13a.
- the roller end face 15a has a continuous sloping shape with a large amount of crowning.
- Cylindrical roller bearings 100 manufactured with the permissible range of the crossing angle ⁇ of the guide surface 19a of the inner ring flange 19 of 20′ ⁇ 3′ were prepared, and the outer shape of the cylindrical rollers 15 was measured.
- the coordinates of the roller end surface 15a at an arbitrary point P1 between the first position A and the second position B of the roller end surface 15a are measured, and the inclination of the tangent line L5 (per 0.1 mm in the axial direction) is obtained from the obtained coordinates. change in falling amount) was calculated.
- FIG. 6 is a schematic diagram schematically showing the results of measuring the end face shape of the cylindrical roller of the first configuration example.
- the axis of rotation of the cylindrical roller is indicated by L1.
- the inclination of the tangent line at the first position A-1 (corresponding to A in FIG. 5) of one of the pair of roller end surfaces is 9.
- the inclination ⁇ of the tangential line at the first position A-2 of the same end surface (the position corresponding to A in FIG. 5 and on the opposite phase side of A-1 by 180°) is 10.1'.
- the slope of the tangent line was less than 20′ and less than 17′ at any position.
- the slopes of the tangent lines at A-1 and A-2 of the opposite end faces of the rollers are also less than 20' and less than 17', respectively.
- the inclination ⁇ of the tangential line at the second position B-1 (corresponding to B in FIG. 5) of one roller end face is 66.6′
- the second position B-2 (B in FIG. ) (180° opposite phase side of B1) the slope of the tangent line was 86.7'
- the slope of the tangent line was greater than 20' and greater than 23' at any position.
- the slopes of the tangents at B-1 and B-2 of the opposite end surfaces of the same roller are also greater than 23'.
- the contact point between the roller end surface 15a and the guide surface 19a of the inner ring flange portion 19 can be between the first position A-1 and the second position B-1, and the first position A-2. to the second position B-2, the inclination of the guide surface 19a is within the allowable range of inclination described above. Therefore, the radially inner side of the first positions A-1 and A-2 and the radially outer side of the second positions B-1 and B-2 of the roller end face 15a do not come into contact with the guide surface 19a. I don't get it.
- roller end surface 15a does not come into edge contact with the guide surface 19a, and the intersection of the roller end surface 15a and the chamfered portion 21 (chamfer) does not come into contact with the guide surface 19a even if skew occurs. As a result, heat generation due to sudden edge loading does not occur.
- the gap Wa between the inner ring flange 19 and the cylindrical rollers 15 at the first position A and the gap Wb between the inner ring flange 19 and the cylindrical rollers 15 at the second position B are both large. , the suction of lubricating oil (and grease) in the bearing becomes smooth.
- FIG. 7 is a schematic diagram schematically showing the results of measuring the shape of the cylindrical roller of the second configuration example.
- the rotation axis of the cylindrical roller 15 is indicated by L1.
- the roller end face 15a of the second structural example has a continuous sloping shape like the first structural example shown in FIG. 6, but the crowning of the roller end face 15a is small.
- the outer shape of the cylindrical roller 15 manufactured with the permissible range of the intersection angle ⁇ on the guide surface 19a of the inner ring flange 19 being 20′ ⁇ 3′ was measured.
- the inclination ⁇ of the tangent line at the first position A-1 of one of the pair of roller end surfaces was 1.3'.
- the slope of the tangent line at position A-2 (180° opposite phase side of A-1) was 0.7', and the slope of the tangent line was less than 17' at any position.
- A-1 and A-2 on the opposite side of the same roller are also less than 20' and less than 17', respectively.
- the inclination ⁇ of the tangential line at the second position B-1 of one roller end face is 98.6′, The slope was 104.5', and the slope of the tangential line was greater than 20' and greater than 23' at any position.
- B-1 and B-2 on the opposite side end surfaces of the same roller are also larger than 20' and larger than 23', respectively.
- the roller end surface 15a does not come into edge contact with the guide surface 19a, and the intersection of the roller end surface 15a and the chamfered portion 21 (chamfer) has no skew or the like. Even if it did occur, it did not contact the guide surface 19a, so there was no heat generation due to a sudden edge load. Moreover, both the gap Wa and the gap Wb are large, so that lubricating oil (and grease) in the bearing can be smoothly sucked.
- FIG. 8 is a cross-sectional view showing the inner ring collar portion 19 and the cylindrical rollers 15 of the third configuration example.
- the roller end face 15a of the third configuration example is a ground surface formed with a radius of curvature R of 3000 mm, and a grinding relief portion 23 extending in the axial direction is formed at the proximal end of the inner ring collar portion 19.
- the intermediate point P2 of the roller end surface 15a contacts the guide surface 19a of the inner ring collar portion 19.
- the relationship between the crossing angle ⁇ , the crossing angle ⁇ , and the crossing angle ⁇ is ⁇ .
- the gap Wa and the gap Wb at the second position B are smaller than those in the first and second configuration examples.
- FIG. 9 is a cross-sectional view showing the inner ring collar portion 19 and the cylindrical rollers 15 of the fourth configuration example.
- the roller end face 15a of the fourth configuration example is a flat ground surface, and the relationship between the intersection angle ⁇ , the intersection angle ⁇ , and the intersection angle ⁇ is ⁇ , ⁇ .
- a grinding relief portion 23 extending in the axial direction is formed at the proximal end of the inner ring collar portion 19 .
- the second position B of the roller end surface 15 a contacts the guide surface 19 a of the inner ring collar portion 19 .
- the gap Wa at the first position A is larger than those of the first to third configuration examples, but the gap at the second position B does not exist.
- Test Example A1 Cylindrical rollers of the first structural example + raceway ring of cylindrical roller bearing NJ2326 Test Example A2: Cylindrical rollers of the second structural example + raceway ring of cylindrical roller bearing NJ2326 Test Example A3: Cylindrical rollers of the third structural example + Raceway ring of cylindrical roller bearing NJ2326 Test Example A4 (Comparative Example A4): Cylindrical rollers of the fourth structural example + raceway ring of cylindrical roller bearing NJ2326 Note that the grinding undercuts 24 of Test Examples A1 and A2 were obtained after heat treatment. It was formed by turning, and the ground relief portions 23 of Test Example A3 and Comparative Example A4 were formed by turning before heat treatment.
- Figs. 10 and 11 are graphs showing the results of the performance test, and are graphs showing the transition of the temperature of the outer ring of the bearing with respect to the elapsed time.
- Fig. 10 shows a case where the radial load is constantly applied and the axial load is increased to 0.1 ⁇ Fr and then increased to 0.2 ⁇ Fr. 5 ⁇ Fr and then increased to 0.6 ⁇ Fr.
- Test Examples A1 to A3 show almost the same trend until 3 hours after the start of the test, but after 4 hours, Test Examples A1 and A2 , A3 appeared, and the bearing temperature of Test Example A1 was the lowest. After 5 hours, the bearing temperature was 81.8°C for Test Example A1, 84.8°C for Test Example A2, and 85.8°C for Test Example A3. After 10 hours, the temperatures were 85.9°C for Test Example A1, 89.0°C for Test Example A2, and 90.6°C for Test Example A3. On the other hand, in Comparative Example A4, the bearing temperature abruptly increased from the start of the test and reached 120° C. before 1 hour had passed.
- Test Example A1 Cylindrical rollers of the first structural example + raceway ring of cylindrical roller bearing NJ2326
- Test Example A2 Cylindrical rollers of the second structural example + raceway ring of cylindrical roller bearing NJ2326
- Test Example A3 Cylindrical rollers of the third structural example + Bearing Ring of Cylindrical Roller Bearing NJ2326
- Comparative Example A4 Cylindrical Roller of Third Configuration Example + Bearing Ring of Cylindrical Roller Bearing NJ2326
- the grinding relief portion 24 in Test Examples A1 and A2 was formed by turning after heat treatment.
- the ground relief portions 23 of Test Example A3 and Comparative Example A4 were formed by turning before the heat treatment.
- the shape of the roller end face is such that the inclination at the first position A and the second position B is ⁇ , and preferably the inclination at the first position A is the minimum guide surface , and the inclination at the second position B is larger than the maximum production allowable value ( ⁇ + ⁇ ) of the guide surface of the flange, and the outline is continuous at any position.
- the cylindrical rollers used in Test Examples A1 and A2 had a surface roughness Ra of about 0.07 to 0.10 ⁇ m, and were in contact with at least the flange of the outer (inner) ring. It is desirable that the surface roughness Ra of the roller end face (within the range between the first position A and the second position B) be 0.1 ⁇ m or less, since this can reduce heat generation.
- a cross roller bearing 100B having outer rings 11A and 11B, an inner ring 13, and cylindrical rollers 33, or a cross taper bearing having tapered rollers (not shown) may be used instead of the cylindrical roller bearing 100 shown in FIG. 1.
- high axial resistance can be obtained even when a large axial load or skew occurs.
- FIG. 14 is a test result of Test Example B1, and is a graph showing changes in bearing outer ring temperature, bearing vibration, and rotational speed with respect to test time.
- ⁇ Period T3 Inner ring rotation speed 1000min -1
- Axial preload load: Fa 6327N
- Vibration state When the rotational speed was increased while maintaining the axial preload, the temperature of the outer ring increased, but there was no squeak even after the temperature of the outer ring stabilized.
- Axial preload load: Fa 6327N Condition: The rotation speed was further increased, and there was no squeaking noise until the temperature of the outer ring stabilized.
- FIG. 15 is a graph showing test results of Test Example B2, showing changes in bearing outer ring temperature, bearing vibration, and rotational speed with respect to test time.
- Axial preload load: Fa 0N Vibration state: When only the radial load was applied, no squealing sound occurred until about 1.6 hours had passed.
- Axial preload load: Fa 0N Vibration state: A squealing sound occurred immediately after changing the rotation speed.
- FIG. 16 is a test result of Test Example B3, and is a graph showing changes in bearing outer ring temperature, bearing vibration, and rotational speed with respect to test time.
- ⁇ Period T1 Inner ring rotation speed: 800 min -1 , Axial preload load: Fa 0N: Vibration state: When only the radial load was applied, a squealing sound was generated after about 1.6 hours.
- Axial preload load: Fa 0N Vibration state: No squealing sound was generated even when the rotation speed was increased. However, the vibration gradually increased.
- Axial preload load: Fa 0N Vibration state: Even if the rotational speed was further increased under the condition of period T2, no squealing sound was generated. However, the vibration gradually increased.
- Axial preload load: Fa 9050N Vibration state: A squealing sound occurred immediately after the rotation speed was reduced. That is, the reproducibility of Test Example B3 (period T1) was confirmed. After confirming the reproducibility, when the axial preload Fa was set to 9050 N, the squealing noise disappeared, and thereafter, the squealing noise did not occur for 3.5 to 4 hours.
- FIG. 17 is a test result of Test Example B4, and is a graph showing changes in bearing outer ring temperature, bearing vibration, and rotational speed with respect to test time.
- ⁇ Period T1 Inner ring rotation speed: 800min -1 Axial preload load: Fa 0N Vibration state: About 2 hours after the start of the test, when the temperature of the outer ring became almost constant, a squealing sound was generated.
- Axial preload load: Fa 5435N Vibration state: When the axial preload load was applied, the squealing noise became smaller than that generated in the period T1, but the squealing noise continued to occur.
- ⁇ Period T3 Inner ring rotation speed 1000min -1
- ⁇ Period T4 Inner ring rotation speed 1200min -1
- Axial preload load: Fa 5435N Vibration state: When the rotation speed was further increased, the squealing sound disappeared. A tendency was observed that the higher the rotation speed, the less likely the squealing noise was generated.
- the test machine was temporarily stopped and the axial preload load was released.
- FIG. 18 is a diagram showing the distribution of bearing vibration with respect to the axial preload load in each of Test Examples B1 to B4, and is a graph showing the range in which squeak noise occurs and the range in which it does not occur.
- axial preload loads Fa 0N, 5435N, 6327N, and 9050N
- squeak noise occurs at less than 6327N, but does not occur at 6327N or more.
- a constant pressure axial preload load is applied in the axial direction to make contact with the flange. Therefore, even when all the rollers pass through the non-loaded zone, there is no gap that would cause all the rollers to move in the axial direction and generate squeak noise. It is presumed that the squealing noise is suppressed for this reason.
- FIG. 19 is a graph showing behavior of bearing temperature and bearing vibration in the cylindrical roller bearing shown in FIGS.
- the results of the cylindrical roller bearing shown in FIGS. 1 and 2 are shown on the graph as symbol S.
- edge load may occur when the cylindrical roller 15 and the inner ring collar portion 19 contact each other. Avoid heat and vibration.
- the shape of the vicinity of the contact position between the inner ring flange 19 and the cylindrical roller 15 described above may also be formed in the outer ring flange 12b formed on the outer ring 11 shown in FIG.
- cylindrical roller bearing 100 of this embodiment is of the NJ type with both outer ring ribs and inner ring single rib, it is also applicable to NUP, NF, and NH types. In either case, the shape near the contact position between the flange portion and the cylindrical roller where the axial preload is applied is the same as the shape near the contact position between the inner ring flange portion 19 and the cylindrical roller 15 described above.
- a roller bearing comprising an outer ring having a raceway surface on its inner peripheral surface, an inner ring having a raceway surface on its outer peripheral surface, and a plurality of rollers rotatably arranged between the outer ring and the inner ring.
- One or both of the outer ring and the inner ring is provided with a flange projecting radially from the raceway surface and having a guide surface for guiding the roller end surface of the roller in sliding contact
- the roller includes chamfered portions formed at both ends in the axial direction of the outer peripheral surface of the roller, a roller inclined surface provided on the roller inner diameter side of the roller end surface from the axial end of the chamfered portion and facing the guide surface of the flange; has In a cross section cut along a plane containing the rotation axis of the roller and the bearing center axis, A radial position of the roller inclined surface facing the end of the guide surface on the flange projecting side is defined as a first position, and a radial position of a boundary between the chamfered portion and the roller inclined surface is defined as a second position,
- the angle of intersection between the tangent to the roller inclined surface and the perpendicular to the rotation axis of the roller at the first position is ⁇ , and the intersection angle
- the contact point is at the second position, the roller end surface has a larger inclination than the guide surface, so the contact point does not move radially outward from the second position. Therefore, the contact point between the flange guide surface and the roller end surface is within the range from the first position to the second position on the roller end surface. As a result, edge contact does not occur between the roller end surface and the guide surface, and sudden heat generation due to sudden edge load can be prevented. As a result, high axial resistance can be obtained even when a large axial load or skew occurs. In addition, the gap between the roller end face and the guide face is ensured, so that the lubricant can be well supplied, and the cooling effect can be improved.
- roller bearing according to any one of (1) to (3) which is a cylindrical roller bearing, a tapered roller bearing, a cross roller bearing having cylindrical rollers, or a cross taper bearing having tapered rollers. According to this roller bearing, high axial resistance performance can be obtained even when a large axial load or skew occurs.
- roller bearing according to any one of (1) to (3), a preload section that applies a constant axial preload load to the outer ring or the inner ring, and the preload that receives the preload from the preload section.
- a constant-pressure shaft in which both end surfaces of all the rollers incorporated in the roller bearing are in constant contact with the respective flanges when the outer ring or inner ring, which is the rotating ring of the roller bearing, is rotating. Prevents squeak noise by applying an axial preload load in the direction of roller bearing.
- roller bearing it is possible to avoid an edge load that occurs when the roller end face contacts the outer ring flange and the inner ring flange, and no abnormal heat is generated.
- the axial preload load by applying the axial preload load, the behavior of the cylindrical rollers can be reliably regulated, and the generation of squeak noise can be reliably prevented.
- a connection portion between the roller inclined surface and the chamfered portion is formed by a curved surface without an edge, and one side surface of the outer ring and the other side surface of the inner ring are selected from one side surface and the other side surface of the outer ring and the inner ring.
- the roller bearing according to (5) wherein an axial axial preload load is applied to the side surface of the roller and the side surface of the roller to prevent squeak noise. According to this roller bearing, edge contact does not occur between the roller end surface and the guide surface, and rapid heat generation due to edge load can be prevented.
- roller bearing according to (5) or (6) a restricting portion that restricts axial movement of the inner ring or the outer ring that receives a preload load from the preload portion;
- the axial preload load is accurately applied to the cylindrical roller bearing by the preload portion and the restricting portion, and the movement in the axial direction is reliably restricted. This prevents squealing noise without abnormal heat generation.
- this motor when it is driven, it can be a quiet motor that does not generate abnormal heat and does not generate squealing noise.
- a roller bearing comprising an outer ring having a raceway surface on its inner peripheral surface, an inner ring having a raceway surface on its outer peripheral surface, and a plurality of rollers rotatably arranged between the outer ring and the inner ring.
- One or both of the outer ring and the inner ring is provided with a flange that protrudes radially from the raceway surface, and the flange has a guide surface that guides the roller end surface of the roller in sliding contact therewith.
- the roller has chamfered portions formed on both ends in the axial direction of the outer peripheral surface of the roller, and a roller inclined surface provided on the roller inner diameter side of the roller end surface from the axial end of the chamfered portion and facing the guide surface of the flange portion. and In a cross section cut along a plane including the rotation axis of the roller and the bearing center axis, the radial position of the roller inclined surface facing the end of the guide surface on the flange projecting side is a first position, and the chamfered portion is defined as a first position.
- the radial position of the boundary with the roller inclined surface is defined as a second position
- the intersection angle between the tangent to the roller inclined surface at the first position and the perpendicular to the rotation axis of the roller is ⁇
- the roller at the second position is Let ⁇ be the intersection angle between the tangent to the inclined surface and the perpendicular to the rotation axis of the roller, and ⁇ be the intersection angle between the guide surface and the perpendicular to the bearing center axis.
- ⁇ A method of manufacturing a roller bearing that satisfies According to this roller bearing manufacturing method, if the point of contact between the guide surface of the flange and the roller end surface is the first position A, the roller end surface has an inclination less than the inclination of the guide surface.
- the roller end surface has a greater inclination than the guide surface, so the contact point does not move radially outward of the roller from the second position. Therefore, the contact point between the flange guide surface and the roller end surface is within the range from the first position to the second position on the roller end surface. As a result, edge contact does not occur between the roller end surface and the guide surface, and sudden heat generation due to edge load can be prevented. As a result, high axial resistance can be obtained even when a large axial load or skew occurs. In addition, the gap between the roller end face and the guide face is ensured, so that the lubricant can be well supplied, and the cooling effect can be improved.
- a method for quieting a roller bearing comprising: The outer ring and the inner ring are each formed with a flange portion protruding radially from the raceway surface and having a guide surface for guiding the end surface of the roller in sliding contact therewith, When the outer ring or the inner ring, which is the rotating ring of the roller bearing, rotates between one side surface of the outer ring and the other side surface of the inner ring among the one side surface and the other side surface of the outer ring and the inner ring.
- both end faces of all the rollers incorporated in the roller bearing apply a constant axial preload load in the axial direction such that they are always in contact with the respective flanges to prevent squeak noise; Quiet method for roller bearings. According to this roller bearing noise reduction method, by applying an axial preload load, it is possible to reliably regulate the behavior of the rollers and reliably prevent the occurrence of squeak noise.
- the present invention is not limited to the above-described embodiments, and those skilled in the art can make modifications and applications by combining each configuration of the embodiments with each other, based on the description of the specification and well-known techniques. It is also contemplated by the present invention that it falls within the scope of protection sought.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rolling Contact Bearings (AREA)
Abstract
Description
特許文献1のころ軸受の構成によれば、鍔部と摺接する部分の円筒ころの端面を、その断面の外形線が特定の曲線となるように研削加工することによって耐アキシアル性能を向上させている。
また、特許文献2のころ軸受の構成においては、円筒ころの端面における第一の位置と第二の位置とを通過する凸状のクラウニング部を円筒ころの端面に設けることで、耐アキシアル性能を向上させている。
特許文献3の円筒ころ軸受は、保持器の外周面の直径と、鍔部の内周面と保持器の外周面との間に存在する環状の隙間の厚さとの関係を規定し、きしり音と保持器音の音圧レベルを低下させている。
特許文献4のきしり音抑制ラジアル軸受は、内輪と外輪との間の環状空間内において、隣接する転動体間にころを案内するころ案内面を有するセパレータを介装して、きしり音の発生を抑制させている。
特許文献5の円筒ころ軸受は、ころ転動面の輪郭をその中央部で軸に平行な直線形状とし、保持器のポケットにおける柱側の面の円周方向及び半径方向への傾きを限定して、ころの公転方向に対する傾き及び半径方向に対する傾きを抑制し、振動・騒音レベルを低減させている。
特許文献6の円筒ころ軸受は、複数の構成曲面を一定の位相角度で接続した外輪軌道の多角形状曲面において、その構成曲面同士の接続点で共通接平面を持つことで、きしり音の発生を防止している。
また、本発明は、エッジロードによる発熱を抑制するとともに、きしり音の発生を防止できるころ軸受、ころ軸受ユニット及びモータ、並びにころ軸受の静音方法を提供することを第2の目的とする。
(1) 内周面に軌道面を有する外輪と、外周面に軌道面を有する内輪と、前記外輪と内輪との間に転動自在に配置された複数のころと、を備えるころ軸受であって、
前記外輪と前記内輪との一方又は双方には、前記軌道面から径方向に突出して設けられて、前記ころのころ端面を摺接させて案内する案内面を有する鍔部が形成され、
前記ころは、
ころ外周面の軸方向両端に形成された面取り部と、前記面取り部の軸端から前記ころ端面のころ内径側に設けられ、前記鍔部の前記案内面に対向するころ傾斜面と、を有し、
前記ころの回転軸と軸受中心軸とを含む面で切断した断面において、
前記案内面の鍔部突出側の端部に相対する前記ころ傾斜面の径方向位置を第1位置、前記面取り部と前記ころ傾斜面との境界の径方向位置を第2位置とし、前記第1位置における前記ころ傾斜面の接線と前記ころの回転軸の垂線との交差角をα、前記第2位置における前記ころ傾斜面の接線と前記ころの回転軸の垂線との交差角をβ、前記案内面と前記軸受中心軸の垂線との交差角をθ、とするとき、
α<θ<β
を満たす、ころ軸受。
(2) (1)に記載のころ軸受と、
前記予圧部からの予圧荷重を受ける前記内輪又は前記外輪の軸方向移動を規制する規制部と、を備え前記ころ軸受の回転輪である外輪又は内輪が回転している際に、前記ころ軸受に組み込まれているすべての前記ころの両端面が、それぞれの前記鍔部と常時接触する様な定圧の軸方向のアキシアル予圧荷重が負荷されることにより、きしり音を防止する、ころ軸受ユニット。
(3) ロータを有する回転軸と、
ステータを有するハウジングと、
前記回転軸を前記ハウジングに回転自在に支持する、(2)に記載のころ軸受ユニットと、
を備えるモータ。
(4) 内周面に軌道面を有する外輪と、外周面に軌道面を有する内輪と、前記外輪と内輪との間に転動自在に配置された複数のころと、を備えるころ軸受の製造方法であって、
前記外輪と前記内輪との一方又は双方には、前記軌道面から径方向に突出して鍔部が設けられ、前記鍔部は、前記ころのころ端面を摺接させて案内する案内面を有し、
前記ころは、ころ外周面の軸方向両端に形成された面取り部と、前記面取り部の軸端から前記ころ端面のころ内径側に設けられ、前記鍔部の前記案内面に対向するころ傾斜面と、を有し、
前記ころの回転軸と軸受中心軸とを含む面で切断した断面において、前記案内面の鍔部突出側の端部に相対する前記ころ傾斜面の径方向位置を第1位置、前記面取り部と前記ころ傾斜面との境界の径方向位置を第2位置とし、前記第1位置における前記ころ傾斜面の接線と前記ころの回転軸の垂線との交差角をα、前記第2位置における前記ころ傾斜面の接線と前記ころの回転軸の垂線との交差角をβ、前記案内面と前記軸受中心軸の垂線との交差角をθ、とするとき、
α<θ<β
を満たすようにする、
ころ軸受の製造方法。
(5) 内周面に軌道面を有する外輪と、外周面に軌道面を有する内輪と、前記外輪と内輪との間に転動自在に配置された複数の円筒ころであるころと、を備えるころ軸受の静音方法であって、
前記外輪と前記内輪は、前記軌道面から径方向に突出して設けられて、前記ころのころ端面を摺接させて案内する案内面を有する鍔部がそれぞれ形成され、
前記外輪及び前記内輪における一方と他方の側面のうち、前記外輪の一方の側面と前記内輪の他方の側面とに、前記ころ軸受の回転輪である前記外輪又は前記内輪が回転している際に、前記ころ軸受に組み込まれているすべての前記ころの両端面が、それぞれの前記鍔部と常時接触する様な軸方向の定圧のアキシアル予圧荷重を負荷して、きしり音を防止する、
ころ軸受の静音方法。
また、本発明によれば、円筒ころ軸受のきしり音の発生を完全防止できる。
図1は、本発明の第1の実施形態に係るころ軸受の部分断面図である。
ころ軸受100は、外輪11、内輪13、円筒ころ15及び保持器17を備え、内輪13は、円筒ころ15に接する内輪軌道面13aと、内輪軌道面13aの幅方向の片側、即ち、軸方向一方の端部(図1の右端)に形成されて外輪11側に向かって突出する内輪鍔部19と、内輪側面25a,25bとを有する。
円筒ころ15のころ端面15aには、回転軸L1に沿ったころ外周面15bの一端から、内輪軌道面13aから離反するように縮径された面取り部(チャンファー)21と、面取り部21の軸方向外側の端部からころ端面15aの径方向内側に形成されて、内輪鍔部19の案内面19aに対向するころ傾斜面15cと、が設けられる。
α<θ<β ・・・(1)
(α+δ)<θ<(β-δ) ・・・(2)
内輪13に鍔部が形成された場合は、鍔部面取り部と案内面とが接する交点から軸受小径側に、前述した第1位置A及び第2位置Bが配置される。
外輪11に鍔部が形成された場合は、鍔部面取り部と案内面とが接する交点から軸受大径側に、前述した第1位置A,第2位置Bが配置される。
いずれの場合も、ころ15において、第1位置Aがころ傾斜面の小径側となり、第2位置Bがころ傾斜面の大径側となる。
そして、本構成のころ軸受100は、軸受にアキシアル予圧荷重を負荷することによって、きしり音の発生を効果的に防止している。
一般にころ軸受では、軸受内で荷重を受けない部分(非負荷圏)が存在するが、本構成のころ軸受100においては、非負荷圏に配置される円筒ころ15の全てに対して所定の荷重を受けるように、アキシアル予圧荷重を負荷する。つまり、外輪11及び内輪13における一方と他方の側面のうち、外輪11の一方の側面(外輪側面16a)と内輪13の他方の側面(内輪側面25b)とに、軸方向のアキシアル予圧荷重が負荷されるようにする。そうすると、円筒ころ15が拘束されて、円筒ころ15の挙動が規制される。これにより、きしり音の発生を防止でき、静音状態を維持したまま回転動作できるころ軸受100が得られる。
次に、上記したころ軸受100を用いて、きしり音の発生を防止できるころ軸受ユニット200について説明する。
図3は、図1のころ軸受100を備えるころ軸受ユニット200を示す要部概略断面図である。
予圧部50と規制部60とは、一方がハウジング70側に配置され、他方がシャフト80側に配置される。図3には、ハウジング70側に規制部60を配置し、シャフト80側に予圧部50を配置した構成を示すが、規制部60をシャフト80側に配置し、予圧部50をハウジング70側に配置してもよい。また、予圧部50と規制部60とは、後述するように共にハウジング70側に配置されていてもよい。つまり、予圧部50と規制部60は、軸方向Xの断面において対角位置に配置されていればよい。
図4は、図1に示すころ軸受100と図3に示すころ軸受ユニット200をモータ回転軸の支持に適用したモータ300の概略断面図である。
本構成のモータ300によれば、前述したころ軸受100を使用して、ころ軸受100にアキシアル予圧荷重を負荷することにより、きしり音の発生を防止でき、静音な運転が可能となる。
<第1構成例>
図5は、第1構成例の内輪鍔部19と円筒ころ15を示す拡大断面図である。
第1構成例では、案内面19aの内輪軌道面側の端部に軸方向に伸びる研削逃げ部が形成されず、内輪軌道面13aの端部に径方向に伸びる研削逃げ部24を有し、ころ端面15aは、クラウニング量が大きい連続性のあるだらし形状となっている。
この内輪鍔部19の案内面19aにおける交差角θの許容範囲を20’±3’として製造した円筒ころ軸受100を用意し、この円筒ころ15の外形状を測定した。特に、ころ端面15aの第1位置Aから第2位置Bまでの間の任意の点P1における、ころ端面15aの座標を測定し、求めた座標から接線L5の傾き(軸方向0.1mm当たりの落ち量の変化)を計算した。
図7は、第2構成例の円筒ころの形状を測定した結果を模式的に示す概略図である。図7には、円筒ころ15の回転軸をL1で示してある。
第2構成例のころ端面15aは、図6に示す第1構成例と同様に連続性のあるだらし形状となっているが、ころ端面15aのクラウニングが小さい。
外形状の測定結果から接線の傾きを計算した結果、一対のころ端面のうち、一方のころ端面の第1位置A-1における接線の傾きαは1.3’、同ころ、同端面の第1位置A-2(A-1の180°反対位相側)における接線の傾きは0.7’となり、いずれの位置でも接線の傾きが17’未満であった。当然、同ころの反対側端面のA-1、A-2においてもそれぞれ20’未満であり、17’未満である。
図8は、第3構成例の内輪鍔部19と円筒ころ15を示す断面図である。
第3構成例のころ端面15aは、曲率半径Rを3000mmで形成した研削面であり、内輪鍔部19の基端に軸方向に伸びる研削逃げ部23を形成している。この構成では、ころ端面15aの中間点P2が内輪鍔部19の案内面19aに接触する。交差角α、交差角β、交差角θの関係は、α<θ<βとなっているが、ころ端面15aの曲率半径Rが第1、第2構成例より大きいため、第1位置Aの隙間Waと第2位置Bの隙間Wbは、第1、第2構成例の場合よりも小さい。
図9は、第4構成例の内輪鍔部19と円筒ころ15を示す断面図である。
第4構成例のころ端面15aは、フラットな研削面であり、交差角α、交差角β、交差角θの関係は、α<θ、β<θとなっている。内輪鍔部19の基端に軸方向に伸びる研削逃げ部23を形成している。この構成では、ころ端面15aの第2位置Bが内輪鍔部19の案内面19aに接触する。また、第1位置Aの隙間Waは第1~第3構成例よりも大きいが、第2位置Bの隙間は存在しない。
上記の第1構成例及び第2構成例と同様な形状を有する円筒ころを、円筒ころ軸受NJ2326(内径φ130mm,外径φ280mm)の軌道輪に組み込んだころ軸受と、第3構成例、第4構成例に対応するころ軸受とを用意して、それぞれのころ軸受の性能試験を実施した。
ラジアル荷重Fr: 90487N(9224kgf)を負荷
アキシアル荷重Fa:0.1×Fr~0.6×Fr(ラジアル荷重)まで負荷
回転数N:1000min-1
油浴潤滑(粘度:VG68、500cc=ころPCD最下部の油面量)
荷重負荷時間:10時間(またはそれ以上)
内輪鍔部の案内面の角度の製作許容範囲:20’±3’(δ=3’)
試験例A2:第2構成例の円筒ころ+円筒ころ軸受NJ2326の軌道輪
試験例A3:第3構成例の円筒ころ+円筒ころ軸受NJ2326の軌道輪
試験例A4(比較例A4):第4構成例の円筒ころ+円筒ころ軸受NJ2326の軌道輪
なお、試験例A1と試験例A2の研削逃げ部24は、熱処理後の旋削加工により形成し、試験例A3と比較例A4の研削逃げ部23は、熱処理前の旋削加工により形成した。
一方、比較例A4は、試験開始から急激に軸受温度が上昇し、1時間経過する前に120℃に達した。
試験例A1:第1構成例の円筒ころ+円筒ころ軸受NJ2326の軌道輪
試験例A2:第2構成例の円筒ころ+円筒ころ軸受NJ2326の軌道輪
試験例A3:第3構成例の円筒ころ+円筒ころ軸受NJ2326の軌道輪
比較例A4:第3構成例の円筒ころ+円筒ころ軸受NJ2326の軌道輪
なお、試験例A1と試験例A2の研削逃げ部24は、熱処理後の旋削加工により形成し、試験例A3と比較例A4の研削逃げ部23は、熱処理前の旋削加工により形成した。試験例A1~比較例A4は、1.5時間経過するまでは殆ど差がなかったが、これ以降は、試験例A1、試験例A2、試験例A3、比較例A4の順で軸受温度が大きくなった。そして、5時間経過後にアキシアル荷重を0.6×Frに増加させると、比較例A4が試験例A1及び試験例A2との差が広がり、比較例A4については、軸受温度が急に上昇して7時間経過すると120℃に達した。5時間経過後の軸受温度は、試験例A1が91.7℃、試験例A2が93.8℃、試験例A3が97.8、比較例A4が98.2℃となった。また、10時間経過した後は、試験例A1が94.4℃、試験例A2が95.9℃、試験例A3が107.5℃となった。
円筒ころ軸受できしり音が発生しやすい条件として、グリース潤滑時(油潤滑時はほとんど発生しない)で、回転数が比較的低速時である事やラジアル荷重が比較的小さい時に発生しやすいと言われている。そこで、図1に示す円筒ころ軸受100の円筒ころ15(ころ傾斜面15cと面取り部21との交差部を滑らかに接続したエッジのない面を有する)を組み込んだNJタイプ(外輪両鍔/内輪片鍔)に、比較的小さい荷重のラジアル荷重(Fr)を一定の状態で負荷し、アキシアル荷重(Fa)を0N(kgf)からきしり音が発生しない荷重まで変化させ、これと同時に回転速度を変化させて、きしり音の発生有無を確認した。以下、試験例B1~B4の試験条件と試験結果とを、図14~図19を用いて説明する。
(試験条件)
・試験軸受:円筒ころ軸受(型式NJ2326)、但し、Fa=0の場合は型式NU2326相当品
・グリース:レアマックススーパ(協同油脂社製)(空間容積:30%、供給容量:約330g、基油動粘度:70mm2/s(40℃)(=cSt)
・内輪回転速度:800min-1,1000min-1,1200min-1
・きしり音発生の有無判定基準:試験軸受ハウジングの振動値が2m/s2以上、及び聴覚判定
・ラジアル荷重:Fr=22622N(2306kgf)(P/C=0.02)
・アキシアル荷重(アキシアル予圧荷重):Fa=0N,6327N(645kgf)(Fa/Fr=0.28)
・確認事項:きしり音の発生有無とラジアル荷重Fr(動等価荷重/基本動定格荷重:P/C=0.02)時のアキシアル予圧荷重Faと回転速度の影響
図14は、試験例B1の試験結果であって、試験時間に対する軸受外輪温度、軸受振動及び回転速度の変化を示すグラフである。
内輪回転速度:800min-1
アキシアル予圧荷重:Fa=0N
振動状態:試験開始から約2時間経過後の、概ね外輪温度が一定になってから、きしり音(P)が発生した。
・期間T2
内輪回転速度:800min-1、
アキシアル予圧荷重:Fa=6327N
振動状態:アキシアル予圧荷重を負荷すると、きしり音の発生がなくなった。
・期間T3
内輪回転速度:1000min-1
アキシアル予圧荷重:Fa=6327N
振動状態:アキシアル予圧荷重を保持したまま回転速度を増速すると外輪温度が上昇したが、外輪温度が安定した後もきしり音の発生はない。
・期間T4
内輪回転速度:1200min-1、
アキシアル予圧荷重:Fa=6327N
状態:更に回転速度を増速して、外輪温度が安定するまできしり音の発生はなかった。
(試験条件)
・内輪回転速度:800min-1,1000min-1
・アキシアル予圧荷重:Fa=0N,6327N(645kgf)(Fa/Fr=0.28),9050N(922.5kgf)(Fa/Fr=0.4)・その他は試験例B1と同様
図15は、試験例B2の試験結果であって、試験時間に対する軸受外輪温度、軸受振動及び回転速度の変化を示すグラフである。
・期間T1
内輪回転速度:1000min-1
アキシアル予圧荷重:Fa=0N
振動状態:ラジアル荷重のみ負荷した状態では、約1.6時間経過後まできしり音の発生はなかった。
・期間T2
内輪回転速度:800min-1、
アキシアル予圧荷重:Fa=0N
振動状態:回転数の変更直後にきしり音が発生した。
・期間T3
内輪回転速度:800min-1、
アキシアル予圧荷重:Fa=9050N
振動状態:アキシアル予圧荷重を負荷すると同時にきしり音が発生しなくなった。
・期間T4
内輪回転速度:800min-1、
アキシアル予圧荷重:Fa=6327N
振動状態:アキシアル予圧荷重を変更して約2時間の間、きしり音は発生しなかった。
・期間T5
内輪回転速度:1000min-1、
アキシアル予圧荷重:Fa=6327N
振動状態:回転数を変更して約1時間の間、きしり音は発生しなかった。
期間T5の後、再度、試験例B1できしり音が発生していた、回転速度800min-1、アキシアル予圧荷重Fa=0Nでの結果を確認するため、試験機を一旦停止し、アキシアル予圧荷重Faも開放した。
・期間T6
内輪回転速度:800min-1
アキシアル予圧荷重:Fa=0N
振動状態:確実にきしり音が発生しており、試験例B1の再現性が確認できた。
(試験条件)
内輪回転速度:800min-1,1000min-1,1200min-1
・ラジアル荷重:Fr=45244N(4612kgf)(P/C=0.04)
・アキシアル予圧荷重:Fa=0N,9050N(922.5kgf)(Fa/Fr=0.2)・その他は試験例B1と同様
図16は、試験例B3の試験結果であって、試験時間に対する軸受外輪温度、軸受振動及び回転速度の変化を示すグラフである。
・期間T1
内輪回転速度:800min-1、
アキシアル予圧荷重:Fa=0N:
振動状態:ラジアル荷重のみ負荷した状態では、約1.6時間経過後からきしり音が発生した。
・期間T2
内輪回転速度:1000min-1
アキシアル予圧荷重:Fa=0N
振動状態:回転速度を増加させても、きしり音は発生しなかった。ただし、振動は徐々に増加傾向であった。
・期間T3
内輪回転速度:1200min-1
アキシアル予圧荷重:Fa=0N
振動状態:期間T2の条件で回転速度を更に増加させても、きしり音は発生しなかった。ただし、振動は徐々に増加傾向であった。
・期間T4
内輪回転速度:800min-1、
アキシアル予圧荷重:Fa=9050N
振動状態:回転数を減少させた直後にきしり音が発生した。つまり、試験例B3(期間T1)の再現性を確認できた。この再現性の確認後、アキシアル予圧荷重Fa=9050Nにしたところ、きしり音の発生はなくなり、その後、3.5~4時間中、きしり音の発生はなかった。
(試験条件)
・内輪回転速度:800min-1、1000min-1、1200min-1
・ラジアル荷重:Fr=22622N (2306kgf) (P/C =0.02)
・アキシアル予圧荷重:Fa=0N、5435N(554kgf)(Fa/Fr=0.24)・その他は試験例B1と同様
図17は、試験例B4の試験結果であって、試験時間に対する軸受外輪温度、軸受振動及び回転速度の変化を示すグラフである。
・期間T1
内輪回転速度:800min-1
アキシアル予圧荷重:Fa=0N
振動状態:試験開始から約2時間経過後の、概ね外輪温度が一定になってから、きしり音が発生した。
・期間T2
内輪回転速度:800min-1
アキシアル予圧荷重:Fa=5435N
振動状態:アキシアル予圧荷重を負荷すると、きしり音は、期間T1で発生したときより小さくなるが、きしり音が発生したまま状態が継続した。
・期間T3
内輪回転速度:1000min-1
アキシアル予圧荷重Fa=5435N
振動状態:回転速度を増加させてもきしり音は発生し続けていた。
・期間T4
内輪回転速度:1200min-1
アキシアル予圧荷重:Fa=5435N
振動状態:更に回転速度を増加させると、きしり音が発生しなくなった。回転速度が高いほどきしり音が生じにくくなる傾向が認められた。
ここで、きしり音の発生する状態の再現性を確認するため、試験機を一旦停止して、アキシアル予圧荷重を開放した。
・期間T5
内輪回転速度:800min-1
アキシアル予圧荷重:Fa=0N
振動状態:再び期間T1と同じ条件にしたところ、きしり音が発生して再現性を確認できた。
図18は、各試験例B1~B4のアキシアル予圧荷重に対する軸受振動の分布を示す図で、きしり音の発生範囲と未発生範囲とを示すグラフである。
アキシアル予圧荷重、Fa=0N,5435N,6327N,9050Nで確認した結果、6327N未満ではきしり音が発生するが、6327N以上ではきしり音が発生しない。円筒ころ軸受の回転輪である外輪又は内輪が回転している際には、円筒ころ軸受に組み込まれているすべての円筒ころの両端面に、一組の対角線上のそれぞれの鍔部と常時接触する様な軸方向の定圧のアキシアル予圧荷重を負荷して、鍔部と接触させている。そのため、全てのころが非負荷圏を通過した際でも、全てのころがアキシアル方向に動いてきしり音を発生させるような隙間が無い。このために、きしり音が抑制されていると推測される。
本構成の円筒ころ軸受100では、ころ傾斜面15cと面取り部21との接続位置がエッジのない滑らかな曲面で形成されているため、円筒ころ15と内輪鍔部19との接触時にエッジロードによる発熱、振動を回避できている。また、アキシアル予圧荷重をFa=18099Nを負荷した場合であっても、特に発熱、振動ともに異常はない。
(1) 内周面に軌道面を有する外輪と、外周面に軌道面を有する内輪と、前記外輪と内輪との間に転動自在に配置された複数のころと、を備えるころ軸受であって、
前記外輪と前記内輪との一方又は双方には、前記軌道面から径方向に突出して設けられて、前記ころのころ端面を摺接させて案内する案内面を有する鍔部が形成され、
前記ころは、ころ外周面の軸方向両端に形成された面取り部と、
前記面取り部の軸端から前記ころ端面のころ内径側に設けられ、前記鍔部の前記案内面に対向するころ傾斜面と、
を有し、
前記ころの回転軸と軸受中心軸とを含む面で切断した断面において、
前記案内面の鍔部突出側の端部に相対する前記ころ傾斜面の径方向位置を第1位置、前記面取り部と前記ころ傾斜面との境界の径方向位置を第2位置とし、
前記第1位置における前記ころ傾斜面の接線と前記ころの回転軸の垂線との交差角をα、前記第2位置における前記ころ傾斜面の接線と前記ころの回転軸の垂線との交差角をβ、前記案内面と前記軸受中心軸の垂線との交差角をθ、とするとき、
α<θ<β
を満たす、ころ軸受。
このころ軸受によれば、鍔部の案内面ところ端面との接触点が、第1位置Aであるとすると、ころ端面は、案内面の傾斜未満の傾斜を有するため、接触点は第1位置Aよりも径方向内側に移動することはない。また、接触点が第2位置であるとすると、ころ端面は、案内面より大きい傾斜を有するため、接触点は第2位置よりも径方向外側に移動することはない。したがって、鍔案内面と、ころ端面との接触点は、ころ端面における第1位置から第2位置までの範囲に収まることになる。これにより、ころ端面と案内面との間ではエッジ当たりが生じることがなく、急激なエッジロードによる急激な発熱の発生を防止できる。これにより、大きなアキシアル荷重やスキューの発生時であっても高いアキシアル耐性が得られる。また、ころ端面と案内面との隙間が確保されて潤滑剤の供給が良好となり、冷却効果を向上できる。
このころ軸受によれば、ころ端面部と鍔案内部のエッジの接触が無い為、エッジロードの発生を防止して、耐アキシアル性能を向上できる。
このころ軸受によれば、鍔案内面ところ端面との摺接による発熱が抑えられる。
このころ軸受によれば、大きなアキシアル荷重やスキューの発生時であっても高い耐
アキシアル性能が得られる。
前記ころ軸受の回転輪である外輪又は内輪が回転している際に、前記ころ軸受に組み込まれているすべての前記ころの両端面が、それぞれの前記鍔部と常時接触する様な定圧の軸方向のアキシアル予圧荷重が負荷されることにより、きしり音を防止する、
ころ軸受。
このころ軸受によれば、ころ端面と外輪鍔部及び内輪鍔部との接触時に生じるエッジロードが回避でき、異常な発熱が発生しない。また、アキシアル予圧荷重を負荷することにより、円筒ころの挙動を確実に規制でき、きしり音の発生を確実に防止できる。
このころ軸受によれば、ころ端面と案内面との間ではエッジ当たりが生じることがなく、エッジロードによる急激な発熱の発生を防止できる。
前記予圧部からの予圧荷重を受ける前記内輪又は前記外輪の軸方向移動を規制する規制部と、を備え前記ころ軸受の回転輪である外輪又は内輪が回転している際に、前記ころ軸受に組み込まれているすべての前記ころの両端面が、それぞれの前記鍔部と常時接触する様な定圧の軸方向のアキシアル予圧荷重が負荷されることにより、きしり音を防止する、ころ軸受ユニット。
このころ軸受ユニットによれば、予圧部と規制部により、円筒ころ軸受にアキシアル予圧荷重が正確に負荷され、軸方向の移動が確実に規制される。これにより、異常な発熱もなくきしり音を防止できる
ステータを有するハウジングと、
前記回転軸を前記ハウジングに回転自在に支持する、(7)に記載のころ軸受ユニットと、
を備えるモータ。
このモータによれば、駆動時に、異常な発熱もなくきしり音の生じない静音のモータにできる。
前記外輪と前記内輪との一方又は双方には、前記軌道面から径方向に突出して鍔部が設けられ、前記鍔部は、前記ころのころ端面を摺接させて案内する案内面を有し、
前記ころは、ころ外周面の軸方向両端に形成された面取り部と、前記面取り部の軸端から前記ころ端面のころ内径側に設けられ、前記鍔部の前記案内面に対向するころ傾斜面と、を有し、
前記ころの回転軸と軸受中心軸とを含む面で切断した断面において、前記案内面の鍔部突出側の端部に相対する前記ころ傾斜面の径方向位置を第1位置、前記面取り部と前記ころ傾斜面との境界の径方向位置を第2位置とし、前記第1位置における前記ころ傾斜面の接線と前記ころの回転軸の垂線との交差角をα、前記第2位置における前記ころ傾斜面の接線と前記ころの回転軸の垂線との交差角をβ、前記案内面と前記軸受中心軸の垂線との交差角をθ、とするとき、
α<θ<β
を満たすようにする、ころ軸受の製造方法。
このころ軸受の製造方法によれば、鍔部の案内面ところ端面との接触点が、第1位置Aであるとすると、ころ端面は、案内面の傾斜未満の傾斜を有するため、接触点は第1位置Aよりもころの径方向内側に移動することはない。また、接触点が第2位置であるとすると、ころ端面は、案内面より大きい傾斜を有するため、接触点は第2位置よりもころの径方向外側に移動することはない。したがって、鍔案内面と、ころ端面との接触点は、ころ端面における第1位置から第2位置までの範囲に収まることになる。これにより、ころ端面と案内面との間ではエッジ当たりが生じることがなく、エッジロードによる急激な発熱の発生を防止できる。これにより、大きなアキシアル荷重やスキューの発生時であっても高いアキシアル耐性が得られる。また、ころ端面と案内面との隙間が確保されて潤滑剤の供給が良好となり、冷却効果を向上できる。
前記外輪と前記内輪は、前記軌道面から径方向に突出して設けられて、前記ころのころ端面を摺接させて案内する案内面を有する鍔部がそれぞれ形成され、
前記外輪及び前記内輪における一方と他方の側面のうち、前記外輪の一方の側面と前記内輪の他方の側面とに、前記ころ軸受の回転輪である前記外輪又は前記内輪が回転している際に、前記ころ軸受に組み込まれているすべての前記ころの両端面が、それぞれの前記鍔部と常時接触する様な軸方向の定圧のアキシアル予圧荷重を負荷して、きしり音を防止する、
ころ軸受の静音方法。
このころ軸受の静音方法によれば、アキシアル予圧荷重を負荷することにより、ころの挙動を確実に規制でき、きしり音の発生を確実に防止できる。
11a 外輪軌道面
12a,12b 外輪鍔部
13 内輪
13a 内輪軌道面(軌道面)
15 円筒ころ(ころ)
15a ころ端面
15b ころ転動(外周)面
15c ころ傾斜面
16a,16b 外輪側面
17 保持器
18 外周面
19 内輪鍔部
19a 案内面
21 面取り部
23 鍔部基端の研削逃げ部
24 内輪軌道面側の研削逃げ部
25a,25b 内輪側面
31 円錐ころ(ころ)
33 円筒ころ(ころ)
50 予圧部
51 ばね部
53 内輪固定環
60 規制部
61 外輪固定環
70 ハウジング
80 シャフト
91 ロータ
93 ステータ
100 円筒ころ軸受(ころ軸受)
100A 円錐ころ軸受(ころ軸受)
100B クロスローラ軸受(ころ軸受)
200 軸受ユニット
300 モータ
Claims (10)
- 内周面に軌道面を有する外輪と、外周面に軌道面を有する内輪と、前記外輪と内輪との間に転動自在に配置された複数のころと、を備えるころ軸受であって、
前記外輪と前記内輪との一方又は双方には、前記軌道面から径方向に突出して設けられて、前記ころのころ端面を摺接させて案内する案内面を有する鍔部が形成され、
前記ころは、ころ外周面の軸方向両端に形成された面取り部と、前記面取り部の軸端から前記ころ端面のころ内径側に設けられ、前記鍔部の前記案内面に対向するころ傾斜面と、を有し、
前記ころの回転軸と軸受中心軸とを含む面で切断した断面において、前記案内面の鍔部突出側の端部に相対する前記ころ傾斜面の径方向位置を第1位置、前記面取り部と前記ころ傾斜面との境界の径方向位置を第2位置とし、前記第1位置における前記ころ傾斜面の接線と前記ころの回転軸の垂線との交差角をα、前記第2位置における前記ころ傾斜面の接線と前記ころの回転軸の垂線との交差角をβ、前記案内面と前記軸受中心軸の垂線との交差角をθ、とするとき、
α<θ<β
を満たす、ころ軸受。 - 前記案内面の前記軌道面側の端部に軸方向に伸びる研削逃げ部が形成されず、当該端部に径方向に伸びる研削逃げが形成されている、
請求項1に記載のころ軸受。 - 前記案内面の表面粗さRaは、0.1μm以下である、
請求項1又は2に記載のころ軸受。 - 円筒ころ軸受、円錐ころ軸受、円筒ころを有するクロスローラ軸受、円すいころを有するクロステーパ軸受のいずれかである、
請求項1~3のいずれか1つに記載のころ軸受。 - 請求項1~3のいずれか1項に記載のころ軸受と、前記外輪又は前記内輪に定圧のアキシアル予圧荷重を負荷する予圧部と、前記予圧部からの予圧荷重を受ける前記内輪又は前記外輪の軸方向移動を規制する規制部と、を有する円筒ころ軸受ユニットに用いられ、前記ころ軸受の前記ころが円筒ころである、ころ軸受であって、
前記ころ軸受の回転輪である外輪又は内輪が回転している際に、前記ころ軸受に組み込まれているすべての前記ころの両端面が、それぞれの前記鍔部と常時接触する様な定圧の軸方向のアキシアル予圧荷重が負荷されることにより、きしり音を防止する、
ころ軸受。 - 前記ころ傾斜面と前記面取り部との接続部は、エッジのない曲面で形成され、前記外輪及び前記内輪における一方と他方の側面のうち、前記外輪の一方の側面と前記内輪の他方の側面とに、軸方向のアキシアル予圧荷重を負荷し、きしり音を防止する、
請求項5に記載のころ軸受。 - 請求項5又は6に記載のころ軸受と、
前記予圧部からの予圧荷重を受ける前記内輪又は前記外輪の軸方向移動を規制する規制部と、を備え前記ころ軸受の回転輪である外輪又は内輪が回転している際に、前記ころ軸受に組み込まれているすべての前記ころの両端面が、それぞれの前記鍔部と常時接触する様な定圧の軸方向のアキシアル予圧荷重が負荷されることにより、きしり音を防止する、ころ軸受ユニット。 - ロータを有する回転軸と、
ステータを有するハウジングと、
前記回転軸を前記ハウジングに回転自在に支持する、請求項7に記載のころ軸受ユニットと、
を備えるモータ。 - 内周面に軌道面を有する外輪と、外周面に軌道面を有する内輪と、前記外輪と内輪との間に転動自在に配置された複数のころと、を備えるころ軸受の製造方法であって、
前記外輪と前記内輪との一方又は双方には、前記軌道面から径方向に突出して鍔部が設けられ、前記鍔部は、前記ころのころ端面を摺接させて案内する案内面を有し、
前記ころは、ころ外周面の軸方向両端に形成された面取り部と、前記面取り部の軸端から前記ころ端面のころ内径側に設けられ、前記鍔部の前記案内面に対向するころ傾斜面と、を有し、
前記ころの回転軸と軸受中心軸とを含む面で切断した断面において、前記案内面の鍔部突出側の端部に相対する前記ころ傾斜面の径方向位置を第1位置、前記面取り部と前記ころ傾斜面との境界の径方向位置を第2位置とし、前記第1位置における前記ころ傾斜面の接線と前記ころの回転軸の垂線との交差角をα、前記第2位置における前記ころ傾斜面の接線と前記ころの回転軸の垂線との交差角をβ、前記案内面と前記軸受中心軸の垂線との交差角をθ、とするとき、
α<θ<β
を満たすようにする、
ころ軸受の製造方法。 - 内周面に軌道面を有する外輪と、外周面に軌道面を有する内輪と、前記外輪と内輪との間に転動自在に配置された複数の円筒ころであるころと、を備えるころ軸受の静音方法であって、
前記外輪と前記内輪は、前記軌道面から径方向に突出して設けられて、前記ころのころ端面を摺接させて案内する案内面を有する鍔部がそれぞれ形成され、
前記外輪及び前記内輪における一方と他方の側面のうち、前記外輪の一方の側面と前記内輪の他方の側面とに、前記ころ軸受の回転輪である前記外輪又は前記内輪が回転している際に、前記ころ軸受に組み込まれているすべての前記ころの両端面が、それぞれの前記鍔部と常時接触する様な軸方向の定圧のアキシアル予圧荷重を負荷して、きしり音を防止する、
ころ軸受の静音方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/914,114 US12117042B2 (en) | 2021-03-31 | 2022-03-04 | Roller bearing, roller bearing unit, motor, method for manufacturing roller bearing, and method for silencing roller bearing |
| CN202280003246.7A CN115413311A (zh) | 2021-03-31 | 2022-03-04 | 滚子轴承、滚子轴承单元、电动机、滚子轴承的制造方法及滚子轴承的静音方法 |
| EP22773579.2A EP4317721A4 (en) | 2021-03-31 | 2022-03-04 | ROLLER BEARING, ROLLER BEARING UNIT, MOTOR, METHOD FOR MANUFACTURING ROLLER BEARING, AND METHOD FOR SUPPRESSING NOISE OF ROLLER BEARING |
| JP2022534282A JPWO2022209598A1 (ja) | 2021-03-31 | 2022-03-04 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021062261 | 2021-03-31 | ||
| JP2021-062262 | 2021-03-31 | ||
| JP2021-062261 | 2021-03-31 | ||
| JP2021062262 | 2021-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022209598A1 true WO2022209598A1 (ja) | 2022-10-06 |
Family
ID=83458604
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/009565 WO2022209598A1 (ja) | 2021-03-31 | 2022-03-04 | ころ軸受、ころ軸受ユニット、モータ、ころ軸受の製造方法及びころ軸受の静音方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12117042B2 (ja) |
| EP (1) | EP4317721A4 (ja) |
| JP (1) | JPWO2022209598A1 (ja) |
| CN (1) | CN115413311A (ja) |
| WO (1) | WO2022209598A1 (ja) |
Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS512856A (en) * | 1974-06-25 | 1976-01-10 | Nippon Seiko Kk | Entotorojikukeno shijisochi |
| JPS5822515U (ja) * | 1981-08-06 | 1983-02-12 | エヌ・テ−・エヌ東洋ベアリング株式会社 | 円筒ころ軸受 |
| JPS62270825A (ja) | 1986-05-19 | 1987-11-25 | Koyo Seiko Co Ltd | 円筒ころ軸受 |
| JPH0658334A (ja) | 1992-08-07 | 1994-03-01 | Nippon Seiko Kk | きしり音抑制ラジアル軸受 |
| JPH09291942A (ja) | 1996-02-26 | 1997-11-11 | Nippon Seiko Kk | ラジアル転がり軸受 |
| JPH11344035A (ja) | 1998-03-31 | 1999-12-14 | Nippon Seiko Kk | 円筒ころ軸受 |
| JP2000018242A (ja) * | 1998-07-03 | 2000-01-18 | Nippon Seiko Kk | 歯車装置 |
| JP2000161367A (ja) * | 1998-11-26 | 2000-06-13 | Ntn Corp | ソリッド形針状ころ軸受 |
| JP2003021145A (ja) | 2001-07-05 | 2003-01-24 | Nsk Ltd | ころ軸受 |
| JP2004176745A (ja) * | 2002-11-25 | 2004-06-24 | Nsk Ltd | 転がり軸受 |
| JP2005003121A (ja) | 2003-06-12 | 2005-01-06 | Nsk Ltd | 円筒ころ軸受 |
| JP2006316917A (ja) * | 2005-05-13 | 2006-11-24 | Ntn Corp | 鉄道車両車軸支持構造 |
| JP2010001992A (ja) * | 2008-06-20 | 2010-01-07 | Ntn Corp | 工作機械用転がり軸受 |
| JP2013117249A (ja) * | 2011-12-02 | 2013-06-13 | Ntn Corp | ころ軸受 |
| JP2021062261A (ja) | 2021-01-19 | 2021-04-22 | 株式会社大都技研 | 遊技台 |
| JP2021062262A (ja) | 2021-01-19 | 2021-04-22 | 株式会社ユニバーサルエンターテインメント | 遊技機 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB927512A (ja) * | 1961-12-13 | 1963-05-29 | Georg Schafer | |
| US3351398A (en) * | 1965-09-01 | 1967-11-07 | Avco Corp | Combination roller and ball radial bearing |
| JPS5913369Y2 (ja) * | 1979-07-18 | 1984-04-20 | 日本精工株式会社 | 円筒ころ軸受 |
| US4730995A (en) * | 1986-09-25 | 1988-03-15 | American Standard Inc. | Screw compressor bearing arrangement with positive stop to accommodate thrust reversal |
| JP2004011821A (ja) * | 2002-06-10 | 2004-01-15 | Nsk Ltd | 円筒ころ軸受 |
| WO2004111477A1 (ja) | 2003-06-12 | 2004-12-23 | Nsk Ltd. | 円筒ころ軸受 |
| JP2007162893A (ja) * | 2005-12-16 | 2007-06-28 | Nsk Ltd | 歯車装置用円筒ころ軸受および歯車装置 |
| DE102006048079A1 (de) * | 2006-10-10 | 2008-04-17 | Schaeffler Kg | Radialzylinderrollenlager |
| JP5455329B2 (ja) * | 2008-06-24 | 2014-03-26 | Ntn株式会社 | 円筒ころ軸受 |
-
2022
- 2022-03-04 US US17/914,114 patent/US12117042B2/en active Active
- 2022-03-04 WO PCT/JP2022/009565 patent/WO2022209598A1/ja active Application Filing
- 2022-03-04 EP EP22773579.2A patent/EP4317721A4/en active Pending
- 2022-03-04 JP JP2022534282A patent/JPWO2022209598A1/ja active Pending
- 2022-03-04 CN CN202280003246.7A patent/CN115413311A/zh active Pending
Patent Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS512856A (en) * | 1974-06-25 | 1976-01-10 | Nippon Seiko Kk | Entotorojikukeno shijisochi |
| JPS5822515U (ja) * | 1981-08-06 | 1983-02-12 | エヌ・テ−・エヌ東洋ベアリング株式会社 | 円筒ころ軸受 |
| JPS62270825A (ja) | 1986-05-19 | 1987-11-25 | Koyo Seiko Co Ltd | 円筒ころ軸受 |
| JPH0658334A (ja) | 1992-08-07 | 1994-03-01 | Nippon Seiko Kk | きしり音抑制ラジアル軸受 |
| JPH09291942A (ja) | 1996-02-26 | 1997-11-11 | Nippon Seiko Kk | ラジアル転がり軸受 |
| JPH11344035A (ja) | 1998-03-31 | 1999-12-14 | Nippon Seiko Kk | 円筒ころ軸受 |
| JP2000018242A (ja) * | 1998-07-03 | 2000-01-18 | Nippon Seiko Kk | 歯車装置 |
| JP2000161367A (ja) * | 1998-11-26 | 2000-06-13 | Ntn Corp | ソリッド形針状ころ軸受 |
| JP2003021145A (ja) | 2001-07-05 | 2003-01-24 | Nsk Ltd | ころ軸受 |
| JP2004176745A (ja) * | 2002-11-25 | 2004-06-24 | Nsk Ltd | 転がり軸受 |
| JP2005003121A (ja) | 2003-06-12 | 2005-01-06 | Nsk Ltd | 円筒ころ軸受 |
| JP2006316917A (ja) * | 2005-05-13 | 2006-11-24 | Ntn Corp | 鉄道車両車軸支持構造 |
| JP2010001992A (ja) * | 2008-06-20 | 2010-01-07 | Ntn Corp | 工作機械用転がり軸受 |
| JP2013117249A (ja) * | 2011-12-02 | 2013-06-13 | Ntn Corp | ころ軸受 |
| JP2021062261A (ja) | 2021-01-19 | 2021-04-22 | 株式会社大都技研 | 遊技台 |
| JP2021062262A (ja) | 2021-01-19 | 2021-04-22 | 株式会社ユニバーサルエンターテインメント | 遊技機 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4317721A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US12117042B2 (en) | 2024-10-15 |
| US20240209892A1 (en) | 2024-06-27 |
| EP4317721A4 (en) | 2024-04-17 |
| EP4317721A1 (en) | 2024-02-07 |
| CN115413311A (zh) | 2022-11-29 |
| JPWO2022209598A1 (ja) | 2022-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7670058B2 (en) | Cage for antifriction bearings with rollers | |
| WO2012099120A1 (ja) | 転がり軸受 | |
| US6315459B1 (en) | Synthetic resin cage for roller bearing | |
| JP4115940B2 (ja) | 複列円筒ころ軸受 | |
| JP2007051702A (ja) | 円錐ころ軸受、及びこれを用いた車両用ピニオン軸支持装置 | |
| WO2018034240A1 (ja) | 玉軸受、主軸装置及び工作機械 | |
| US20040184692A1 (en) | Cylindrical roller bearing | |
| US9011018B2 (en) | Roller bearing | |
| JP6340794B2 (ja) | 円筒ころ軸受 | |
| US5716146A (en) | Radial rolling bearing | |
| WO2022209598A1 (ja) | ころ軸受、ころ軸受ユニット、モータ、ころ軸受の製造方法及びころ軸受の静音方法 | |
| JP2011094716A (ja) | スラストころ軸受 | |
| JP7142629B2 (ja) | アンギュラ玉軸受保持器およびアンギュラ玉軸受 | |
| CA2635971C (en) | A deformable bearing race | |
| JP6493580B2 (ja) | アンギュラ玉軸受 | |
| JP4322641B2 (ja) | 円筒ころ軸受 | |
| JP4387162B2 (ja) | 円筒ころ軸受 | |
| EP3744992A1 (en) | Angular ball bearing | |
| JP2000081042A (ja) | 円筒ころ軸受 | |
| JP3252588B2 (ja) | 玉軸受装置 | |
| JP2004324733A (ja) | クロスローラ軸受 | |
| JPH11336772A (ja) | 転がり軸受 | |
| JP2004011821A (ja) | 円筒ころ軸受 | |
| WO2024053142A1 (ja) | ころ軸受 | |
| JP7033518B2 (ja) | アンギュラ玉軸受およびその保持器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2022534282 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 17914114 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022773579 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2022773579 Country of ref document: EP Effective date: 20231031 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |