WO2020195055A1 - 二次電池 - Google Patents
二次電池 Download PDFInfo
- Publication number
- WO2020195055A1 WO2020195055A1 PCT/JP2020/001881 JP2020001881W WO2020195055A1 WO 2020195055 A1 WO2020195055 A1 WO 2020195055A1 JP 2020001881 W JP2020001881 W JP 2020001881W WO 2020195055 A1 WO2020195055 A1 WO 2020195055A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- positive electrode
- mixture layer
- negative electrode
- layer
- electrode mixture
- Prior art date
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/36—Selection of substances as active materials, active masses, active liquids
- H01M4/362—Composites
- H01M4/364—Composites as mixtures
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/62—Selection of inactive substances as ingredients for active masses, e.g. binders, fillers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/36—Selection of substances as active materials, active masses, active liquids
- H01M4/58—Selection of substances as active materials, active masses, active liquids of inorganic compounds other than oxides or hydroxides, e.g. sulfides, selenides, tellurides, halogenides or LiCoFy; of polyanionic structures, e.g. phosphates, silicates or borates
- H01M4/5825—Oxygenated metallic salts or polyanionic structures, e.g. borates, phosphates, silicates, olivines
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/431—Inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/443—Particulate material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/446—Composite material consisting of a mixture of organic and inorganic materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/489—Separators, membranes, diaphragms or spacing elements inside the cells, characterised by their physical properties, e.g. swelling degree, hydrophilicity or shut down properties
- H01M50/491—Porosity
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M2004/021—Physical characteristics, e.g. porosity, surface area
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M2004/026—Electrodes composed of, or comprising, active material characterised by the polarity
- H01M2004/027—Negative electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M2004/026—Electrodes composed of, or comprising, active material characterised by the polarity
- H01M2004/028—Positive electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2300/00—Electrolytes
- H01M2300/0017—Non-aqueous electrolytes
- H01M2300/0025—Organic electrolyte
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0404—Methods of deposition of the material by coating on electrode collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/661—Metal or alloys, e.g. alloy coatings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- This disclosure relates to a secondary battery.
- the electrodes constituting the secondary battery generally include a metal core body and a mixture layer provided on the surface of the core body.
- Patent Document 1 describes an electrode for a non-aqueous electrolyte secondary battery including a mixture layer containing an active material and a porous insulating layer provided on the surface of the mixture layer, and the surface of the insulating layer.
- An electrode having a roughness of 0.2 ⁇ m to 0.4 ⁇ m and having a mixed layer containing a component of the insulating layer and a component of the mixture layer formed at the interface between the insulating layer and the mixture layer is disclosed.
- Patent Document 1 By the way, in secondary batteries such as lithium ion batteries, it is an important issue to keep the internal resistance low.
- the technique disclosed in Patent Document 1 still has room for improvement, especially in reducing the internal resistance of the battery.
- the secondary battery according to one aspect of the present disclosure is provided on the surface of the positive electrode core body, the positive electrode including the positive electrode mixture layer provided on the surface of the positive electrode core body, the negative electrode core body, and the negative electrode core body.
- a negative electrode including a negative electrode mixture layer is provided.
- At least one of the positive electrode mixture layer and the negative electrode mixture layer has a coefficient of variation of layer thickness of 0.01 to 0.30, or a curving ratio of the layer surface of 1.2 to 2.0. ..
- At least one of the positive electrode mixture layer and the negative electrode mixture layer has a coefficient of variation of layer thickness of 0.01 to 0.30 and a curving ratio of the layer surface of 1.2 to 2.0. preferable.
- the present inventors have focused on the surface of the mixture layer containing the active material and conducted a diligent study. As a result, the coefficient of variation of the thickness of the mixture layer was set to 0.01 to 0.30. It has been found that the internal resistance of the secondary battery using the electrode is specifically reduced by controlling or controlling the coefficient of variation on the surface of the mixture layer to 1.2 to 2.0. If the coefficient of variation of the thickness of the mixture layer is within the above range, it is considered that appropriate irregularities are formed on the surface of the mixture layer to reduce the reaction resistance, which in turn reduces the internal resistance of the battery.
- the surface of a mixture layer means the surface opposite to the core body located outside the electrode.
- the outer body is not limited to the cylindrical outer can, for example, a square shape, a coin shape, or the like. It may be an outer can or an outer body made of a laminated sheet. Further, the electrode body may be a laminated electrode body in which a plurality of positive electrodes and a plurality of negative electrodes are alternately laminated via a separator.
- FIG. 1 is a cross-sectional view of the secondary battery 10 which is an example of the embodiment.
- the secondary battery 10 includes an electrode body 14, an electrolyte, and an outer can 16 that houses the electrode body 14 and the electrolyte.
- the electrode body 14 has a positive electrode 11, a negative electrode 12, and a separator 13, and has a wound structure in which the positive electrode 11 and the negative electrode 12 are spirally wound via the separator 13.
- the outer can 16 is a bottomed cylindrical metal container having an opening on one side in the axial direction, and the opening of the outer can 16 is closed by a sealing body 17.
- the sealing body 17 side of the secondary battery 10 is on the top, and the bottom side of the outer can 16 is on the bottom.
- a non-aqueous electrolyte for example, a non-aqueous electrolyte is used.
- the non-aqueous electrolyte contains a non-aqueous solvent and an electrolyte salt dissolved in the non-aqueous solvent.
- the non-aqueous solvent for example, esters, ethers, nitriles, amides, and a mixed solvent of two or more of these may be used.
- the non-aqueous solvent may contain a halogen substituent in which at least a part of hydrogen in these solvents is replaced with a halogen atom such as fluorine.
- the non-aqueous electrolyte is not limited to the liquid electrolyte, and may be a solid electrolyte.
- the electrolyte salt for example, a lithium salt such as LiPF 6 is used.
- the positive electrode 11, the negative electrode 12, and the separator 13 constituting the electrode body 14 are all strip-shaped long bodies, and are alternately laminated in the radial direction of the electrode body 14 by being wound in a spiral shape. Further, the electrode body 14 has a positive electrode lead 20 connected to the positive electrode 11 by welding or the like, and a negative electrode lead 21 connected to the negative electrode 12 by welding or the like.
- the negative electrode 12 is formed to have a size one size larger than that of the positive electrode 11 in order to prevent precipitation of lithium. That is, the negative electrode 12 is formed longer than the positive electrode 11 in the longitudinal direction and the width direction.
- the two separators 13 are formed to have a size at least one size larger than that of the positive electrode 11, and are arranged so as to sandwich the positive electrode 11, for example.
- Insulating plates 18 and 19 are arranged above and below the electrode body 14, respectively.
- the positive electrode lead 20 connected to the positive electrode 11 extends to the sealing body 17 side through the through hole of the insulating plate 18, and the negative electrode lead 21 connected to the negative electrode 12 passes through the outside of the insulating plate 19. It extends to the bottom side of the outer can 16.
- the positive electrode lead 20 is connected to the lower surface of the internal terminal plate 23 of the sealing body 17 by welding or the like, and the cap 27, which is the top plate of the sealing body 17 electrically connected to the internal terminal plate 23, serves as the positive electrode terminal.
- the negative electrode lead 21 is connected to the inner surface of the bottom of the outer can 16 by welding or the like, and the outer can 16 serves as a negative electrode terminal.
- a gasket 28 is provided between the outer can 16 and the sealing body 17 to ensure the airtightness inside the battery.
- the outer can 16 is formed with a grooved portion 22 that supports the sealing body 17, with a part of the side surface portion protruding inward.
- the grooved portion 22 is preferably formed in an annular shape along the circumferential direction of the outer can 16, and the sealing body 17 is supported on the upper surface thereof.
- the sealing body 17 is fixed to the upper part of the outer can 16 by the grooved portion 22 and the open end portion of the outer can 16 crimped to the sealing body 17.
- the sealing body 17 has a structure in which an internal terminal plate 23, a lower valve body 24, an insulating member 25, an upper valve body 26, and a cap 27 are laminated in this order from the electrode body 14 side.
- Each member constituting the sealing body 17 has, for example, a disk shape or a ring shape, and each member except the insulating member 25 is electrically connected to each other.
- the lower valve body 24 and the upper valve body 26 are connected at their respective central portions, and an insulating member 25 is interposed between the respective peripheral portions.
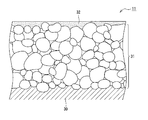
- FIG. 2 is a cross-sectional view of the positive electrode 11 which is an example of the embodiment.
- the positive electrode 11 has a positive electrode core body 30 and a positive electrode mixture layer 31 provided on the surface of the positive electrode core body 30.
- a foil of a metal such as aluminum that is stable in the potential range of the positive electrode 11 and a film in which the metal is arranged on the surface layer can be used.
- the thickness of the positive electrode core 30 is, for example, 10 ⁇ m to 30 ⁇ m.
- the positive electrode mixture layer 31 contains a positive electrode active material, a conductive agent, and a binder, and is preferably provided on both sides of the positive electrode core body 30 excluding the portion to which the positive electrode lead 20 is connected.
- the positive electrode mixture layer 31 is composed mainly of the positive electrode active material.
- the content of the positive electrode active material in the positive electrode mixture layer 31 is preferably 80% by mass or more, more preferably 90 to 99% by mass, based on the mass of the positive electrode mixture layer 31.
- the positive electrode mixture layer 31 has appropriate irregularities on the surface, which reduces the internal resistance of the battery.
- the positive electrode active material contained in the positive electrode mixture layer 31 is composed mainly of a lithium-containing transition metal composite oxide.
- Metal elements contained in the lithium-containing transition metal composite oxide include Ni, Co, Mn, Al, B, Mg, Ti, V, Cr, Fe, Cu, Zn, Ga, Sr, Zr, Nb, In, Sn, Ta, W and the like can be mentioned.
- An example of a suitable lithium-containing transition metal composite oxide is a composite oxide containing at least one of Ni, Co, and Mn. Specific examples include a lithium-containing transition metal composite oxide containing Ni, Co and Mn, and a lithium-containing transition metal composite oxide containing Ni, Co and Al.
- the volume-based median diameter of the positive electrode active material (hereinafter referred to as “D50”) is, for example, 5 ⁇ m to 30 ⁇ m, preferably 10 ⁇ m to 25 ⁇ m.
- the volume-based D50 means a particle diameter in which the cumulative frequency is 50% from the smaller particle diameter in the volume-based particle size distribution, and is also called a medium diameter.
- the D50 can be measured using water as a dispersion medium using a laser diffraction type particle size distribution measuring device (for example, Microtrac HRA manufactured by Nikkiso Co., Ltd.).
- the packing density of the positive electrode active material in the positive electrode mixture layer 31 is preferably 3.2 g / cm 3 or more. In this case, the energy density of the battery can be increased, and the higher the packing density of the positive electrode active material, the more remarkable the effect of reducing the internal resistance due to the unevenness formed on the surface of the positive electrode mixture layer 31.
- the upper limit of the packing density is not particularly limited, but is, for example, 3.9 g / cm 3 or 3.7 g / cm 3 .
- the positive electrode 11 having a predetermined area is dissolved in royal water, the amount of elements constituting the positive electrode active material is determined by ICP emission analysis, and the weight of the active material per predetermined area is calculated. Then, it may be calculated from the average thickness of the positive electrode mixture layer 31.
- the positive electrode 11 has the surface layer 32 described later, it is necessary to further subtract the mass of the surface layer 32.
- the mass of the surface layer 32 can be determined by using a calibration curve derived from the fluorescent X-ray intensity of the surface layer having a known coating amount (coating weight).
- a fluorescence X-ray analyzer manufactured by Rigaku Co., Ltd. is used for the fluorescence X-ray measurement of the surface layer 32.
- Examples of the conductive agent contained in the positive electrode mixture layer 31 include carbon materials such as carbon black, acetylene black, ketjen black, and graphite. Above all, it is preferable to use acetylene black.
- the content of the conductive agent is, for example, 0.5 to 3% by mass with respect to the mass of the positive electrode mixture layer 31.
- binder contained in the positive electrode mixture layer 31 examples include fluororesins such as polytetrafluoroethylene (PTFE) and polyvinylidene fluoride (PVdF), polyacrylonitrile (PAN), polyimides, acrylic resins, and polyolefins. Of these, a fluororesin such as PVdF is preferable. These resins may be used in combination with cellulose derivatives such as carboxymethyl cellulose (CMC) or salts thereof, polyethylene oxide (PEO) and the like. The content of the binder is, for example, 0.5 to 3% by mass with respect to the mass of the positive electrode mixture layer 31.
- fluororesins such as polytetrafluoroethylene (PTFE) and polyvinylidene fluoride (PVdF), polyacrylonitrile (PAN), polyimides, acrylic resins, and polyolefins. Of these, a fluororesin such as PVdF is preferable.
- resins may be used in combination with cellulose derivative
- the positive electrode mixture layer 31 preferably has a coefficient of variation of layer thickness of 0.01 to 0.30.
- the coefficient of variation of the thickness of the positive electrode mixture layer 31 is a value obtained by dividing the standard deviation of the thickness of the positive electrode mixture layer 31 by the average value of the thickness, and is an index showing the variation of the thickness with respect to the average thickness. .. Since a part of the constituent material of the positive electrode mixture layer 31 is embedded in the positive electrode core body 30, there are irregularities at the interface between the positive electrode core body 30 and the positive electrode mixture layer 31, but the irregularities are the positive electrode mixture. It is smaller than the unevenness formed on the surface of the layer 31. Therefore, the coefficient of variation of the thickness of the positive electrode mixture layer 31 is an index indicating the degree of unevenness on the surface of the positive electrode mixture layer 31, and the larger the coefficient of variation, the larger the surface unevenness.
- the average thickness of the positive electrode mixture layer 31 is, for example, 30 ⁇ m to 100 ⁇ m on one side of the positive electrode core body 30, preferably 40 ⁇ m to 90 ⁇ m, and more preferably 50 ⁇ m to 80 ⁇ m.
- the positive electrode mixture layer 31 is generally provided on both sides of the positive electrode core 30 with substantially the same thickness.
- the coefficient of variation of the thickness of the positive electrode mixture layer 31 is more preferably 0.015 or more, and particularly preferably 0.020 or more.
- the upper limit of the coefficient of variation is more preferably 0.28 and particularly preferably 0.25. When the upper limit value exceeds 0.30, the surface unevenness of the positive electrode mixture layer 31 becomes too large, and the cycle characteristics deteriorate due to, for example, non-uniformity of the battery reaction.
- a straight line X that passes through the deepest point D1 and is parallel to the outermost surface S of the positive electrode 11 (the outermost surface of the surface layer 32) and a straight line Y that passes through the shallowest point D2 and is parallel to the outermost surface of the positive electrode 11 are drawn.
- a reference line Z is drawn which passes through the middle of Y and is parallel to the outermost surface of the positive electrode 11.
- a perpendicular line is drawn from an arbitrary position A of the reference line Z in the thickness direction of the positive electrode mixture layer 31, and from the reference line Z to the surface of the positive electrode mixture layer 31 (the interface between the positive electrode mixture layer 31 and the surface layer 32).
- the length D is measured as the thickness of the positive electrode mixture layer 31.
- the length D was measured at intervals of 4 ⁇ m from the position A of the reference line Z, and the length D measured at 40 points was averaged to obtain the average thickness of the positive electrode mixture layer 31. Further, the standard deviation and the coefficient of variation of the thickness of the positive electrode mixture layer 31 are calculated from the average thickness.
- the surface layer 32 is not arranged on the positive electrode 11, and the outermost surface S of the positive electrode 11 has irregularities due to the shape of the active material, and a straight line X parallel to the outermost surface S of the positive electrode 11 (the outermost surface of the surface layer 32) may be drawn. It can be difficult.
- a straight line X' is drawn according to the following procedure, a straight line X is drawn so as to be parallel to the straight line X', and the coefficient of variation or the like is obtained based on such a straight line X. be able to.
- Twenty active material particles located on the surface of the positive electrode 11 located on the opposite side of the positive electrode core 30 are selected.
- the curvature ratio on the surface of the positive electrode mixture layer 31 is preferably 1.2 to 2.0.
- the curvature ratio of the surface of the positive electrode mixture layer 31 is the length measured along the surface of the positive electrode mixture layer 31 with respect to the length between any two points on the outermost surface of the positive electrode mixture layer 31. It is a value obtained by dividing the value by the length of a straight line parallel to the surface of the positive electrode 11, and is an index indicating the degree of unevenness on the surface of the positive electrode mixture layer 31. The larger the curve ratio, the larger the surface unevenness.
- the curvature ratio on the surface of the positive electrode mixture layer 31 is more preferably 1.25 or more, and particularly preferably 1.30 or more.
- the upper limit of the curve ratio is more preferably 1.95, and particularly preferably 1.90.
- the length (L) along the surface of the positive electrode mixture layer 31 is measured in the length range of 160 ⁇ m of the reference line Z, and the curvature ratio is calculated by the formula of L ⁇ m / 160 ⁇ m.
- the positive electrode mixture layer 31 has, for example, a coefficient of variation of the layer thickness of 0.01 to 0.30 and a curving ratio of the layer surface of 1.2 to 2.0. If the coefficient of variation of the layer thickness of the positive electrode mixture layer 31 is within the range, it is considered that appropriate surface irregularities are formed on the positive electrode mixture layer 31 to reduce the reaction resistance, which affects the performance of other batteries. Internal resistance can be reduced without any need. In other words, the surface of the positive electrode mixture layer 31 is formed with irregularities that satisfy the coefficient of variation and the curvature ratio.
- the positive electrode mixture layer 31 is formed by, for example, applying a positive electrode mixture slurry containing a positive electrode active material, a conductive agent, a binder, and the like to the surface of the positive electrode core body 30 and drying the coating film.
- the coating film of the positive electrode mixture layer 31 is compressed in order to increase the packing density of the positive electrode active material, but when the coating film is simply compressed, the surface of the mixture layer becomes flat and the above-mentioned coefficient of variation, Surface irregularities that satisfy the coefficient of variation are not formed.
- the positive electrode mixture layer 31 As a method of forming the desired unevenness on the surface of the positive electrode mixture layer 31, for example, after forming the coating film of the surface layer 32 on the coating film of the positive electrode mixture layer 31, the positive electrode mixture layer 31 and the surface layer 32 There is a method of compressing. Since the coating film of the positive electrode mixture layer 31 before compression has surface irregularities, the irregularities of the coating film can be made the positive electrode mixture by compressing the positive electrode mixture layer 31 together with the surface layer 32 without compressing it alone. It can be left on the surface of layer 31.
- the positive electrode 11 may have a surface layer 32 provided on the surface of the positive electrode mixture layer 31.
- the suitable surface layer 32 is composed of an inorganic compound as a main component, has lower conductivity than the positive electrode mixture layer 31, and is more preferably an insulating layer.
- the surface layer 32 may be removed after the compression step, but the positive electrode mixture layer 31 is not removed from the viewpoints of reducing the manufacturing cost by omitting the removing step, suppressing an internal short circuit, suppressing heat generation when a short circuit occurs, and the like. It is preferable to leave it on the surface of.
- the surface layer 32 covers the entire surface of the positive electrode mixture layer 31 to form the outermost surface layer of the positive electrode 11.
- the surface layer 32 contains, for example, an inorganic compound and a binder, and its surface (the outermost surface S of the positive electrode 11) is substantially flat. Therefore, the curving ratio of the surface of the surface layer 32 is small, for example, less than 1.2.
- irregularities due to the irregularities on the surface of the positive electrode mixture layer 31 are formed.
- the inorganic compound contained in the surface layer 32 is a compound in which Li is not deinserted by solid phase redox at a potential of 2.5 V (vs. Li / Li + ) or higher, and does not function as a positive electrode active material.
- Inorganic compounds include oxides, hydroxides, oxyhydroxides, borates, phosphates containing at least one metal element selected from, for example, Al, Sn, W, Nb, Mo, Si, and Ba. At least one of a salt and a sulfate.
- the content of the inorganic compound in the surface layer 32 is preferably 80% by mass or more, more preferably 90 to 99% by mass, based on the mass of the surface layer 32.
- the inorganic compound examples include titanium oxide (TiO 2 ), aluminum oxide (Al 2 O 3 ), tin oxide (SnO 2 ), tungsten oxide (WO 3 ), niobium oxide (Nb 2 O 5 ), and molybdenum oxide (Nb 2 O 5 ).
- Oxides such as MoO 3 ) and silicon oxide (SiO 2 ), hydroxides such as magnesium hydroxide (Mg (OH) 2 ), oxyhydroxides such as boehmite (AlOOH), lithium phosphate (Li 3 PO 4) ) And the like, and sulfates such as barium sulfate (BaSO 4 ) and the like.
- the volume-based D50 of the inorganic compound is preferably 0.05 ⁇ m to 1 ⁇ m, more preferably 0.1 ⁇ m to 0.8 ⁇ m. In this case, it is easy to adjust the porosity and pore size of the surface layer 32 to the desired range.
- the binder contained in the surface layer 32 the same type of binder as the binder applied to the positive electrode mixture layer 31, such as fluororesin such as PTFE and PVdF, PAN, polyimide, acrylic resin, and polyolefin may be used. it can.
- the content of the binder is, for example, 0.5 to 3% by mass with respect to the mass of the surface layer 32.
- the average thickness of the surface layer 32 is preferably thinner than the average thickness of the positive electrode mixture layer 31. Specifically, it is 0.1 ⁇ m to 10 ⁇ m on one side of the positive electrode core body 30, preferably 0.5 ⁇ m to 9 ⁇ m, and more preferably 1 ⁇ m to 8 ⁇ m. If the thickness of the surface layer 32 becomes too thin, it becomes difficult to maintain the surface unevenness of the positive electrode mixture layer 31 in the compression step of the positive electrode 11.
- the coefficient of variation of the thickness of the surface layer 32 (standard deviation of thickness / average thickness) is, for example, 0.3 or more.
- the average thickness of the surface layer 32 is measured by the same method as the average thickness of the positive electrode mixture layer 31.
- the surface layer 32 is a porous layer and does not interfere with the penetration of the electrolyte.
- the porosity of the surface layer 32 is, for example, 25 to 55%, and is preferably 30 to 45% from the viewpoint of reducing internal resistance and suppressing heat generation when an internal short circuit occurs.
- the porosity of the surface layer 32 is measured by the following method. (1) Using a calibration curve derived from the fluorescent X-ray intensity of the surface layer of a known coating amount (coating weight), the coating amount of the inorganic compound particles contained in the surface layer 32 is obtained from the fluorescent X-ray intensity. (2) The true volume (Vt) of the inorganic compound particles is obtained from the true density and the amount of the inorganic compound particles. (3) The apparent volume (Va) of the surface layer 32 is obtained from the area and the average thickness of the surface layer 32. (4) The porosity (P) of the surface layer 32 is calculated by the following formula.
- the negative electrode 12 has a negative electrode core body and a negative electrode mixture layer provided on the surface of the negative electrode core body.
- a foil of a metal such as copper that is stable in the potential range of the negative electrode 12, a film in which the metal is arranged on the surface layer, or the like can be used.
- the thickness of the negative electrode core is, for example, 5 ⁇ m to 25 ⁇ m.
- the negative electrode mixture layer contains a negative electrode active material and a binder, and is preferably provided on both sides of the negative electrode core body excluding the portion to which the negative electrode lead 21 is connected, for example.
- the negative electrode mixture layer contains, for example, a carbon-based active material that reversibly occludes and releases lithium ions as a negative electrode active material.
- Suitable carbon-based active materials are natural graphite such as scaly graphite, massive graphite, earthy graphite, and graphite such as artificial graphite such as massive artificial graphite (MAG) and graphitized mesophase carbon microbeads (MCMB).
- a Si-based active material composed of at least one of Si and a Si-containing compound may be used, or a carbon-based active material and a Si-based active material may be used in combination.
- the volume-based D50 of the negative electrode active material is, for example, 5 ⁇ m to 30 ⁇ m, preferably 10 ⁇ m to 25 ⁇ m.
- the packing density of the negative electrode active material in the negative electrode mixture layer is preferably 1.2 g / cm 3 or more. In this case, the energy density of the battery can be increased. Further, when unevenness is formed on the surface of the negative electrode mixture layer, the higher the packing density of the negative electrode active material, the more remarkable the effect of reducing the internal resistance due to the surface unevenness of the negative electrode mixture layer.
- the upper limit of the packing density is not particularly limited, but is, for example, 2.0 g / cm 3 or 1.7 g / cm 3 .
- the binder contained in the negative electrode mixture layer fluororesin, PAN, polyimide, acrylic resin, polyolefin or the like can be used as in the case of the positive electrode 11, but styrene-butadiene rubber (SBR) is used. Is preferable.
- the negative electrode mixture layer preferably further contains CMC or a salt thereof, polyacrylic acid (PAA) or a salt thereof, polyvinyl alcohol (PVA) and the like. Above all, it is preferable to use SBR in combination with CMC or a salt thereof, PAA or a salt thereof.
- the negative electrode mixture layer has appropriate irregularities on the surface, and even if the coefficient of variation of the layer thickness (standard deviation of thickness / average thickness) is 0.01 to 0.30. Good.
- the coefficient of variation is more preferably 0.015 or more, and particularly preferably 0.020 or more.
- the upper limit of the coefficient of variation is more preferably 0.28 and particularly preferably 0.25.
- the average thickness of the negative electrode mixture layer is, for example, 30 ⁇ m to 100 ⁇ m on one side of the negative electrode core body, preferably 40 ⁇ m to 90 ⁇ m, and more preferably 50 ⁇ m to 80 ⁇ m.
- the average thickness of the negative electrode mixture layer is measured by the same method as the average thickness of the positive electrode mixture layer 31.
- the negative electrode mixture layer may have a curving ratio of 1.2 to 2.0 on the surface of the layer.
- the winding ratio is more preferably 1.25 or more, and particularly preferably 1.30 or more.
- the upper limit of the curve ratio is more preferably 1.95, and particularly preferably 1.90.
- the coefficient of variation of the layer thickness is 0.01 to 0.30
- the curving ratio of the layer surface is 1.2 to 2.0.
- the surface of the negative electrode mixture layer is formed with irregularities that satisfy the coefficient of variation and the curvature ratio.
- the bending ratio of the negative electrode mixture layer is measured by the same method as the bending ratio of the positive electrode mixture layer 31.
- the negative electrode 12 may have a surface layer provided on the surface of the negative electrode mixture layer.
- the surface layer of the negative electrode 12 is made of the same material as the surface layer 32 described above, and has the same thickness and porosity.
- the surface layer may be removed after the unevenness is formed on the surface of the negative electrode mixture layer, but is preferably left on the surface of the negative electrode mixture layer.
- the negative electrode 12 is manufactured, for example, by forming a surface coating film on the coating film of the negative electrode mixture layer and then compressing the negative electrode mixture layer together with the surface layer.
- a porous sheet having ion permeability and insulating property is used for the separator 13.
- the porous sheet include a microporous thin film, a woven fabric, and a non-woven fabric.
- olefin resin such as polyethylene and polypropylene, cellulose and the like are suitable.
- the separator 13 may have either a single-layer structure or a laminated structure.
- a heat-resistant layer or the like may be formed on the surface of the separator 13.
- a lithium-containing transition metal composite oxide (volume-based D50: 10 ⁇ m) represented by Ni 0.88 Co 0.09 Al 0.03 O 2 was used.
- a positive electrode mixture slurry is prepared by mixing 100 parts by mass of a positive electrode active material, 1 part by mass of acetylene black, and 1 part by mass of polyvinylidene fluoride, and using N-methyl-2-pyrrolidone (NMP) as a dispersion medium.
- NMP N-methyl-2-pyrrolidone
- the positive electrode mixture slurry was applied to both sides of the positive electrode core made of aluminum foil at an amount of 0.028 g / cm 2 per side, the coating film was dried, and the positive electrode mixture was applied to both sides of the positive electrode core. A layer was formed.
- Titanium oxide (volume-based D50: 0.2 ⁇ m) was used as the inorganic compound constituting the surface layer.
- a slurry for the surface layer was prepared by mixing 100 parts by mass of titanium oxide and 3 parts by mass of polyvinylidene fluoride and using NMP as a dispersion medium. Next, the slurry was applied to the surface of the positive electrode mixture layer to form a surface layer on the surface of the positive electrode mixture layer. Then, the positive electrode mixture layer and the surface layer were compressed by a roll press to obtain a positive electrode in which the positive electrode mixture layer and the surface layer were formed on both sides of the positive electrode core in this order.
- the density of the positive electrode mixture layer was 3.2 g / cm 3 , the average thickness was 60 ⁇ m, and the coefficient of variation of the thickness (standard deviation of thickness / average thickness) was 0.029.
- the average thickness of the surface layer was 2.5 ⁇ m, and the coefficient of variation of the thickness was 0.696.
- Graphite powder was used as the negative electrode active material. 98.7 parts by mass of the negative electrode active material, 0.7 parts by mass of carboxymethyl cellulose (CMC), and 0.6 parts by mass of styrene-butadiene rubber (SBR) were mixed, and water was used as a dispersion medium. A negative electrode mixture slurry was prepared. Next, the negative electrode mixture slurry was applied to both sides of the negative electrode core made of copper foil at an amount of 0.013 g / cm 2 per side, the coating film was dried and compressed, and then cut into a predetermined electrode size. A negative electrode having negative electrode mixture layers formed on both sides of the negative electrode core was obtained.
- CMC carboxymethyl cellulose
- SBR styrene-butadiene rubber
- Ethyl carbonate (EC), ethyl methyl carbonate (EMC), and dimethyl carbonate (DMC) were mixed in a volume ratio of 3: 3: 4.
- a non-aqueous electrolytic solution was prepared by dissolving LiPF 6 in the mixed solvent so as to have a concentration of 1.2 mol / L.
- Electrode body was housed in a bottomed cylindrical outer can having an outer diameter of 18.2 mm and a height of 65 mm, and after injecting a non-aqueous electrolyte solution, the opening of the outer can was sealed with a gasket and a sealing body.
- a 18650 type cylindrical non-aqueous electrolyte secondary battery was obtained.
- Examples 2 to 7 A positive electrode and a non-aqueous electrolyte secondary battery were obtained in the same manner as in Example 1 except that the compounds shown in Table 1 were used instead of titanium oxide as the inorganic compounds constituting the surface layer.
- Example 1 In the preparation of the positive electrode, the method is the same as in Example 1 except that the positive electrode mixture layer is compressed, the surface of the compressed positive electrode mixture layer is coated with the slurry for the surface layer, and then the surface layer is compressed. A positive electrode and a non-aqueous electrolyte secondary battery were obtained.
- Example 8> In the preparation of the positive electrode, the density of the positive electrode mixture layer was 3.5 g / cm 3 and the thickness of the surface layer was 4 ⁇ m by changing the coating amount of the slurry and the pressure at the time of compressing the coating film. A positive electrode and a non-aqueous electrolyte secondary battery were obtained in the same manner. The measurement results of the thickness of each layer and the like are shown in Table 2 described later together with the evaluation results of the inorganic compounds constituting the surface layer and the internal resistance of the battery.
- Example 9 In the preparation of the positive electrode, a positive electrode and a non-aqueous electrolyte secondary battery were obtained in the same manner as in Example 8 except that the thickness of the surface layer was set to the thickness shown in Table 2.
- Example 11 In the preparation of the positive electrode, 100 parts by mass of boehmite (AlOOH, average particle size: 0.5 ⁇ m) and 3 parts by mass of acrylic resin were mixed, and water was used as a dispersion medium to prepare a slurry for the surface layer. .. Next, the slurry was applied to the surface of the positive electrode mixture layer at an amount of 8 g / m 2 , and the coating film was dried to form a surface layer on the surface of the positive electrode mixture layer.
- boehmite AlOOH, average particle size: 0.5 ⁇ m
- acrylic resin 3 parts by mass of acrylic resin
- Example 8 After compressing the positive electrode mixture layer and the surface layer with a roll press, the surface layer is removed by immersing the electrode plate in water and performing sonication to obtain a positive electrode in which only the positive electrode mixture layer is formed on both sides of the positive electrode core. Obtained. Other than that, a non-aqueous electrolyte secondary battery was obtained in the same manner as in Example 8.
- Example 12 In the preparation of the positive electrode, the positive electrode was prepared by the same method as in Example 2 except that the coating amount of the slurry and the pressure at the time of compressing the coating film were changed to set the density of the positive electrode mixture layer to 3.7 g / cm 3. And a non-aqueous electrolyte secondary battery was obtained.
- the measurement results such as the thickness of each layer are shown in Table 3 described later together with the evaluation results of the inorganic compounds constituting the surface layer and the internal resistance of the battery.
- Examples 13 and 14> A positive electrode and a non-aqueous electrolyte secondary battery were obtained in the same manner as in Example 12 except that the solid content of the slurry was adjusted in the preparation of the positive electrode.
- Example 15 A non-aqueous electrolyte secondary battery was obtained in the same manner as in Example 1 except that the positive electrode and the negative electrode were prepared by the following method.
- a lithium-containing transition metal composite oxide (volume-based D50: 10 ⁇ m) represented by Ni 0.88 Co 0.09 Al 0.03 O 2 was used.
- a positive electrode mixture slurry is prepared by mixing 100 parts by mass of a positive electrode active material, 1 part by mass of acetylene black, and 1 part by mass of polyvinylidene fluoride, and using N-methyl-2-pyrrolidone (NMP) as a dispersion medium.
- NMP N-methyl-2-pyrrolidone
- the positive electrode mixture slurry was applied to both sides of a positive electrode core made of aluminum foil at an amount of 0.028 g / cm 2 per side, the coating film was dried and compressed, and then cut into a predetermined electrode size. , A positive electrode having positive electrode mixture layers formed on both sides of the positive electrode core was obtained.
- Graphite powder was used as the negative electrode active material. 98.7 parts by mass of the negative electrode active material, 0.7 parts by mass of carboxymethyl cellulose (CMC), and 0.6 parts by mass of styrene-butadiene rubber (SBR) were mixed, and water was used as a dispersion medium. A negative electrode mixture slurry was prepared. Next, the negative electrode mixture slurry was applied to both sides of the negative electrode core made of copper foil at an amount of 0.013 g / cm 2 per side, the coating film was dried, and the negative electrode mixture was applied to both sides of the negative electrode core. A layer was formed.
- CMC carboxymethyl cellulose
- SBR styrene-butadiene rubber
- Titanium oxide (volume-based D50: 0.5 ⁇ m) was used as the inorganic compound constituting the surface layer.
- a slurry for the surface layer was prepared by mixing 100 parts by mass of titanium oxide and 3 parts by mass of an acrylic resin and using water as a dispersion medium. Next, the slurry was applied to the surface of the negative electrode mixture layer at an amount of 8 g / m 2 , and the coating film was dried to form a surface layer on the surface of the negative electrode mixture layer. Then, the negative electrode mixture layer and the surface layer were compressed by a roll press to obtain a negative electrode in which the negative electrode mixture layer and the surface layer were formed on both sides of the negative electrode core in this order.
- the density of the negative electrode mixture layer was 1.2 g / cm 3 , the average thickness was 66 ⁇ m, and the coefficient of variation of the thickness was 0.029.
- the average thickness of the surface layer was 2.5 ⁇ m, and the coefficient of variation of the thickness was 0.766.
- Examples 16 to 21 A negative electrode and a non-aqueous electrolyte secondary battery were obtained in the same manner as in Example 15 except that the compounds shown in Table 4 were used instead of titanium oxide as the inorganic compounds constituting the surface layer.
- Example 5 In the production of the negative electrode, the same method as in Example 15 is used except that the negative electrode mixture layer is compressed, a surface layer slurry is applied to the surface of the compressed negative electrode mixture layer, and then the surface layer is compressed. A negative electrode and a non-aqueous electrolyte secondary battery were obtained.
- Example 22 In the preparation of the negative electrode, the negative electrode was prepared by the same method as in Example 16 except that the coating amount of the slurry and the pressure at the time of compressing the coating film were changed to set the density of the negative electrode mixture layer to 1.5 g / cm 3. And a non-aqueous electrolyte secondary battery was obtained.
- the measurement results of the thickness of each layer and the like are shown in Table 5 described later together with the evaluation results of the inorganic compounds constituting the surface layer and the internal resistance of the battery.
- Examples 23 and 24 A negative electrode and a non-aqueous electrolyte secondary battery were obtained in the same manner as in Example 22 except that the solid content of the slurry was adjusted in the preparation of the negative electrode.
- Example 25 Examples of the negative electrode except that the coating amount of the slurry and the pressure at the time of compressing the coating film were changed so that the density of the negative electrode mixture layer was 1.7 g / cm 3 and the thickness of the surface layer was 4.2 ⁇ m.
- a negative electrode and a non-aqueous electrolyte secondary battery were obtained in the same manner as in 15. The measurement results such as the thickness of each layer are shown in Table 6 described later together with the evaluation results of the inorganic compounds constituting the surface layer and the internal resistance of the battery.
- Examples 26 and 27 In the production of the negative electrode, the negative electrode and the non-aqueous electrolyte secondary battery were obtained in the same manner as in Example 25 except that the thickness of the surface layer was set to the thickness shown in Table 2.
- Example 28 In the preparation of the negative electrode, 100 parts by mass of boehmite (AlOOH, volume-based D50: 0.5 ⁇ m) and 3 parts by mass of acrylic resin are mixed, and water is used as a dispersion medium to prepare a slurry for the surface layer. did. Next, the slurry was applied to the surface of the negative electrode mixture layer at an amount of 8 g / m 2 , and the coating film was dried to form a surface layer on the surface of the negative electrode mixture layer.
- boehmite AlOOH, volume-based D50: 0.5 ⁇ m
- acrylic resin 3 parts by mass of acrylic resin
- Example 25 After compressing the negative electrode mixture layer and the surface layer with a roll press, the surface layer is removed by immersing the electrode plate in water and performing ultrasonic treatment, and a negative electrode in which only the negative electrode mixture layer is formed on both sides of the negative electrode core. Obtained. Other than that, a non-aqueous electrolyte secondary battery was obtained in the same manner as in Example 25.
- the batteries of the examples all have lower internal resistance than the batteries of the corresponding comparative examples. That is, the internal resistance of the battery can be suppressed low by forming irregularities on the layer surface so that the coefficient of variation of the thickness of the mixture layer is within the range of 0.01 to 0.30.
- the coefficient of variation of the layer thickness of at least one of the positive electrode mixture layer and the negative electrode mixture layer may be 0.01 to 0.30, or the curvature of the layer surface may be high. It may be 1.2 to 2.0. Further, it is preferable to provide a surface layer containing an inorganic compound on at least one surface of the positive electrode mixture layer and the negative electrode mixture layer.
- Rechargeable battery 11 Positive electrode 12 Negative electrode 13 Separator 14 Electrode body 16 Exterior can 17 Sealing body 18, 19 Insulation plate 20 Positive electrode lead 21 Negative electrode lead 22 Grooving part 23 Internal terminal plate 24 Lower valve body 25 Insulation member 26 Upper valve body 27 Cap 28 Gasket 30 Positive electrode core 31 Positive electrode mixture layer 32 Surface layer
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Composite Materials (AREA)
- Inorganic Chemistry (AREA)
- Materials Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Secondary Cells (AREA)
Abstract
二次電池は、正極芯体、及び正極芯体の表面に設けられた正極合剤層を含む正極と、負極芯体、及び負極芯体の表面に設けられた負極合剤層を含む負極とを備える。正極合剤層及び負極合剤層の少なくとも一方は、層厚みの変動係数が0.01~0.30であるか、或いは層表面の曲路率が1.2~2.0である。
Description
本開示は、二次電池に関する。
二次電池を構成する電極は、一般的に、金属製の芯体と、芯体の表面に設けられた合剤層とを備える。例えば、特許文献1には、活物質を含む合剤層と、合剤層の表面に設けられた多孔質の絶縁層とを備える非水電解質二次電池用電極であって、絶縁層の表面粗さが0.2μm~0.4μmであり、絶縁層と合剤層との界面に、絶縁層の成分と合剤層の成分とを含む混合層が形成された電極が開示されている。
ところで、リチウムイオン電池等の二次電池において、内部抵抗を低く抑えることは重要な課題である。特許文献1に開示された技術は、特に電池の内部抵抗低減について未だ改良の余地がある。
本開示の一態様である二次電池は、正極芯体、及び前記正極芯体の表面に設けられた正極合剤層を含む正極と、負極芯体、及び前記負極芯体の表面に設けられた負極合剤層を含む負極とを備える。前記正極合剤層及び前記負極合剤層の少なくとも一方は、層厚みの変動係数が0.01~0.30であるか、或いは層表面の曲路率が1.2~2.0である。前記正極合剤層及び前記負極合剤層の少なくとも一方は、層厚みの変動係数が0.01~0.30であり、層表面の曲路率が1.2~2.0であることが好ましい。
本開示の一態様によれば、内部抵抗の低い二次電池を提供できる。
上述の通り、リチウムイオン電池等の二次電池において、内部抵抗を低く抑えることは重要な課題である。かかる課題を解決すべく、本発明者らは、活物質を含む合剤層の表面に着目して鋭意検討を行った結果、合剤層の厚みの変動係数を0.01~0.30に制御する、或いは合剤層の表面の曲路率を1.2~2.0に制御することによって、当該電極を用いた二次電池の内部抵抗が特異的に低下することを見出した。合剤層の厚みの変動係数等が上記範囲内であれば、合剤層の表面に適度な凹凸が形成されて反応抵抗が減少し、これにより電池の内部抵抗が低下すると考えられる。なお、本明細書において、合剤層の表面とは、電極の外側に位置する芯体と反対側の面を意味する。
以下、本開示に係る二次電池の実施形態の一例について詳細に説明する。以下では、巻回型の電極体14が有底円筒形状の外装缶16に収容された円筒形電池を例示するが、外装体は円筒形の外装缶に限定されず、例えば角形、コイン形等の外装缶であってもよく、ラミネートシートで構成された外装体であってもよい。また、電極体は、複数の正極と複数の負極がセパレータを介して交互に積層された積層型の電極体であってもよい。
図1は、実施形態の一例である二次電池10の断面図である。図1に例示するように、二次電池10は、電極体14と、電解質と、電極体14及び電解質を収容する外装缶16とを備える。電極体14は、正極11、負極12、及びセパレータ13を有し、正極11と負極12がセパレータ13を介して渦巻き状に巻回された巻回構造を有する。外装缶16は、軸方向一方側が開口した有底円筒形状の金属製容器であって、外装缶16の開口は封口体17によって塞がれている。以下では、説明の便宜上、二次電池10の封口体17側を上、外装缶16の底部側を下とする。
電解質には、例えば非水電解質が用いられる。非水電解質は、非水溶媒と、非水溶媒に溶解した電解質塩とを含む。非水溶媒には、例えばエステル類、エーテル類、ニトリル類、アミド類、及びこれらの2種以上の混合溶媒等を用いてもよい。非水溶媒は、これら溶媒の水素の少なくとも一部をフッ素等のハロゲン原子で置換したハロゲン置換体を含有していてもよい。なお、非水電解質は液体電解質に限定されず、固体電解質であってもよい。電解質塩には、例えばLiPF6等のリチウム塩が使用される。
電極体14を構成する正極11、負極12、及びセパレータ13は、いずれも帯状の長尺体であって、渦巻状に巻回されることで電極体14の径方向に交互に積層される。また、電極体14は、溶接等により正極11に接続された正極リード20と、溶接等により負極12に接続された負極リード21とを有する。負極12は、リチウムの析出を防止するために、正極11よりも一回り大きな寸法で形成される。すなわち、負極12は、正極11より長手方向及び幅方向に長く形成される。2枚のセパレータ13は、少なくとも正極11よりも一回り大きな寸法で形成され、例えば正極11を挟むように配置される。
電極体14の上下には、絶縁板18,19がそれぞれ配置される。図1に示す例では、正極11に接続された正極リード20が絶縁板18の貫通孔を通って封口体17側に延び、負極12に接続された負極リード21が絶縁板19の外側を通って外装缶16の底部側に延びている。正極リード20は封口体17の内部端子板23の下面に溶接等で接続され、内部端子板23と電気的に接続された封口体17の天板であるキャップ27が正極端子となる。負極リード21は外装缶16の底部内面に溶接等で接続され、外装缶16が負極端子となる。
外装缶16と封口体17の間にはガスケット28が設けられ、電池内部の密閉性が確保される。外装缶16には、側面部の一部が内側に張り出した、封口体17を支持する溝入部22が形成されている。溝入部22は、外装缶16の周方向に沿って環状に形成されることが好ましく、その上面で封口体17を支持する。封口体17は、溝入部22と、封口体17に対して加締められた外装缶16の開口端部とにより、外装缶16の上部に固定される。
封口体17は、電極体14側から順に、内部端子板23、下弁体24、絶縁部材25、上弁体26、及びキャップ27が積層された構造を有する。封口体17を構成する各部材は、例えば円板形状又はリング形状を有し、絶縁部材25を除く各部材は互いに電気的に接続されている。下弁体24と上弁体26は各々の中央部で接続され、各々の周縁部の間には絶縁部材25が介在している。異常発熱で電池の内圧が上昇すると、下弁体24が上弁体26をキャップ27側に押し上げるように変形して破断することにより、下弁体24と上弁体26の間の電流経路が遮断される。更に内圧が上昇すると、上弁体26が破断し、キャップ27の開口部からガスが排出される。
以下、図2を参照しながら、電極体14を構成する正極11、負極12、セパレータ13について詳説する。図2は、実施形態の一例である正極11の断面図である。
[正極]
図2に例示するように、正極11は、正極芯体30と、正極芯体30の表面に設けられた正極合剤層31とを有する。正極芯体30には、アルミニウムなど正極11の電位範囲で安定な金属の箔、当該金属を表層に配置したフィルム等を用いることができる。正極芯体30の厚みは、例えば10μm~30μmである。正極合剤層31は、正極活物質、導電剤、及び結着剤を含み、正極リード20が接続される部分を除く正極芯体30の両面に設けられることが好ましい。
図2に例示するように、正極11は、正極芯体30と、正極芯体30の表面に設けられた正極合剤層31とを有する。正極芯体30には、アルミニウムなど正極11の電位範囲で安定な金属の箔、当該金属を表層に配置したフィルム等を用いることができる。正極芯体30の厚みは、例えば10μm~30μmである。正極合剤層31は、正極活物質、導電剤、及び結着剤を含み、正極リード20が接続される部分を除く正極芯体30の両面に設けられることが好ましい。
正極合剤層31は、正極活物質を主成分として構成される。正極合剤層31における正極活物質の含有量は、正極合剤層31の質量に対して、80質量%以上が好ましく、90~99質量%がより好ましい。詳しくは後述するが、正極合剤層31は表面に適度な凹凸を有し、これにより電池の内部抵抗が低減される。
正極合剤層31に含まれる正極活物質は、リチウム含有遷移金属複合酸化物を主成分として構成される。リチウム含有遷移金属複合酸化物に含有される金属元素としては、Ni、Co、Mn、Al、B、Mg、Ti、V、Cr、Fe、Cu、Zn、Ga、Sr、Zr、Nb、In、Sn、Ta、W等が挙げられる。好適なリチウム含有遷移金属複合酸化物の一例は、Ni、Co、Mnの少なくとも1種を含有する複合酸化物である。具体例としては、Ni、Co、Mnを含有するリチウム含有遷移金属複合酸化物、Ni、Co、Alを含有するリチウム含有遷移金属複合酸化物が挙げられる。
正極活物質の体積基準のメジアン径(以下、「D50」とする)は、例えば5μm~30μmであり、好ましくは10μm~25μmである。体積基準のD50は、体積基準の粒度分布において頻度の累積が粒子径の小さい方から50%となる粒子径を意味し、中位径とも呼ばれる。D50は、レーザー回折式の粒度分布測定装置(例えば、日機装株式会社製、マイクロトラックHRA)を用い、水を分散媒として測定できる。
正極合剤層31における正極活物質の充填密度は、3.2g/cm3以上であることが好ましい。この場合、電池のエネルギー密度を高めることができ、また正極活物質の充填密度が高いほど、正極合剤層31の表面に形成された凹凸による内部抵抗の低減効果がより顕著になる。充填密度の上限値は特に限定されないが、例えば3.9g/cm3、又は3.7g/cm3である。
正極合剤層31における正極活物質の充填密度は、所定面積の正極11を王水に溶解し、ICP発光分析により正極活物質を構成する元素量を求め、所定面積当りの活物質重量を算出し、正極合剤層31の平均厚みから算出すればよい。正極11が後述の表層32を有する場合は、更に表層32の質量を差し引く必要がある。表層32の質量は、既知の目付け量(塗工重量)の表層の蛍光X線強度から導いた検量線を用いて求めることができる。表層32の蛍光X線測定には、例えば株式会社リガク社製の蛍光X線分析装置を用いる。
正極合剤層31に含まれる導電剤としては、カーボンブラック、アセチレンブラック、ケッチェンブラック、黒鉛等の炭素材料が例示できる。中でも、アセチレンブラックを用いることが好ましい。導電剤の含有量は、正極合剤層31の質量に対して、例えば0.5~3質量%である。
正極合剤層31に含まれる結着剤としては、ポリテトラフルオロエチレン(PTFE)、ポリフッ化ビニリデン(PVdF)等のフッ素樹脂、ポリアクリロニトリル(PAN)、ポリイミド、アクリル樹脂、ポリオレフィンなどが例示できる。中でも、PVdF等のフッ素樹脂が好ましい。これらの樹脂と、カルボキシメチルセルロース(CMC)又はその塩等のセルロース誘導体、ポリエチレンオキシド(PEO)等が併用されてもよい。結着剤の含有量は、正極合剤層31の質量に対して、例えば0.5~3質量%である。
正極合剤層31は、層厚みの変動係数が0.01~0.30であることが好ましい。ここで、正極合剤層31の厚みの変動係数とは、正極合剤層31の厚みの標準偏差を厚みの平均値で割った値であって、平均厚みに対する厚みのバラツキを示す指標である。なお、正極合剤層31の構成材料の一部は正極芯体30にめり込んでいるため、正極芯体30と正極合剤層31の界面には凹凸が存在するが、その凹凸は正極合剤層31の表面に形成される凹凸よりも小さい。このため、正極合剤層31の厚みの変動係数は、正極合剤層31の表面の凹凸の程度を示す指標となり、当該変動係数が大きくなるほど、表面凹凸が大きいことを意味する。
正極合剤層31の平均厚みは、例えば正極芯体30の片側で30μm~100μmであり、好ましくは40μm~90μm、より好ましくは50μm~80μmである。正極合剤層31は、一般的に、正極芯体30の両面にそれぞれ略同じ厚みで設けられる。正極合剤層31の厚みの変動係数は、0.015以上がより好ましく、0.020以上が特に好ましい。変動係数の上限値は、0.28がより好ましく、0.25が特に好ましい。上限値が0.30を超えると、正極合剤層31の表面凹凸が大きくなり過ぎて、例えば電池反応の不均一化によりサイクル特性が低下する。
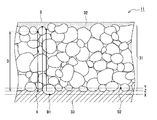
正極合剤層31の平均厚みの測定には、正極11の長手方向に160μm以上の長さ範囲が観察できる正極断面の電子顕微鏡写真を用いる。具体的な測定方法について、図3を参照しながら以下に説明する。
(1)図3に示すように、正極合剤層31の厚み方向において、正極活物質と正極芯体30との接触部で最も深い点(最深点D1)と、最も浅い点(最浅点D2)を求める。
(2)最深点D1を通り正極11の最表面S(表層32の最表面)に平行な直線X、及び最浅点D2を通り正極11の最表面に平行な直線Yを引き、直線X,Yのちょうど中間を通り正極11の最表面に平行な基準線Zを引く。
(3)基準線Zの任意の位置Aから正極合剤層31の厚み方向に垂線を引き、基準線Zから正極合剤層31の表面(正極合剤層31と表層32の界面)までの長さDを、正極合剤層31の厚みとして計測する。
(4)基準線Zの位置Aから4μm間隔で長さDをそれぞれ計測し、40点で計測した長さDを平均化して正極合剤層31の平均厚みを求めた。また、当該平均厚みから、正極合剤層31の厚みの標準偏差及び変動係数が算出される。
(1)図3に示すように、正極合剤層31の厚み方向において、正極活物質と正極芯体30との接触部で最も深い点(最深点D1)と、最も浅い点(最浅点D2)を求める。
(2)最深点D1を通り正極11の最表面S(表層32の最表面)に平行な直線X、及び最浅点D2を通り正極11の最表面に平行な直線Yを引き、直線X,Yのちょうど中間を通り正極11の最表面に平行な基準線Zを引く。
(3)基準線Zの任意の位置Aから正極合剤層31の厚み方向に垂線を引き、基準線Zから正極合剤層31の表面(正極合剤層31と表層32の界面)までの長さDを、正極合剤層31の厚みとして計測する。
(4)基準線Zの位置Aから4μm間隔で長さDをそれぞれ計測し、40点で計測した長さDを平均化して正極合剤層31の平均厚みを求めた。また、当該平均厚みから、正極合剤層31の厚みの標準偏差及び変動係数が算出される。
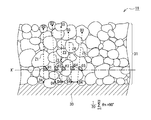
正極11に表層32が配置されず、正極11の最表面Sに活物質の形状に起因した凹凸があり、正極11の最表面S(表層32の最表面)に平行な直線Xを引くことが困難な場合がある。このような場合、図4に示すように、下記手順に沿って直線X’を引き、直線X’と平行になるように直線Xを引き、このような直線Xに基づいて変動係数等を求めることができる。
(1)正極芯体30とは反対側に位置する正極11の表面に位置する活物質粒子を20個選定する。
(2)それぞれの粒子に対し、その粒子の中心(点D3)と、点D3から正極芯体30の表面までが最短となる点(点D4)を求め、点D3と点D4を通る直線Z1~Z20を引く(図4では、Z1~Z5が記載されている)。
(3)直線Z1~Z20と交わる角度の平均が90度となる直線X’を求める。
(1)正極芯体30とは反対側に位置する正極11の表面に位置する活物質粒子を20個選定する。
(2)それぞれの粒子に対し、その粒子の中心(点D3)と、点D3から正極芯体30の表面までが最短となる点(点D4)を求め、点D3と点D4を通る直線Z1~Z20を引く(図4では、Z1~Z5が記載されている)。
(3)直線Z1~Z20と交わる角度の平均が90度となる直線X’を求める。
また、正極合剤層31の表面の曲路率は、1.2~2.0であることが好ましい。ここで、正極合剤層31の表面の曲路率とは、正極合剤層31の最表面の任意の2点間の長さについて、正極合剤層31の表面に沿って測定された長さを正極11の表面に平行な直線の長さで割った値であって、正極合剤層31の表面の凹凸の程度を示す指標となる。曲路率が大きくなるほど、表面凹凸が大きいことを意味する。正極合剤層31の表面の曲路率は、1.25以上がより好ましく、1.30以上が特に好ましい。曲路率の上限値は、1.95がより好ましく、1.90が特に好ましい。
正極合剤層31の表面の曲路率の測定には、平均厚みの測定に用いた、正極11の断面の電子顕微鏡写真を用いることができる。具体的には、上記基準線Zの160μmの長さ範囲において、正極合剤層31の表面に沿った長さ(L)を計測し、Lμm/160μmの式により曲路率を算出する。
正極合剤層31は、例えば層厚みの変動係数が0.01~0.30であり、層表面の曲路率が1.2~2.0である。正極合剤層31の層厚みの変動係数等が当該範囲内であれば、正極合剤層31に適度な表面凹凸が形成されて反応抵抗が減少すると考えられ、他の電池性能に影響を与えることなく内部抵抗を低減できる。換言すると、正極合剤層31の表面には、当該変動係数、曲路率を満たす凹凸が形成されている。
正極合剤層31は、例えば正極芯体30の表面に正極活物質、導電剤、及び結着剤等を含む正極合剤スラリーを塗布し、塗膜を乾燥させることにより形成される。一般的に、正極合剤層31の塗膜は、正極活物質の充填密度を上げるために圧縮されるが、塗膜を単純に圧縮すると、合剤層の表面が平坦になり上記変動係数、曲路率を満たすような表面凹凸は形成されない。正極合剤層31の表面に目的とする凹凸を形成する方法としては、例えば、正極合剤層31の塗膜の上に表層32の塗膜を形成した後、正極合剤層31及び表層32を圧縮する方法が挙げられる。正極合剤層31の圧縮前の塗膜には表面凹凸が存在するため、正極合剤層31を単独で圧縮せず表層32と一緒に圧縮することで、当該塗膜の凹凸を正極合剤層31の表面に残すことができる。
正極11は、正極合剤層31の表面に設けられた表層32を有していてもよい。好適な表層32は、無機化合物を主成分として構成され、正極合剤層31よりも導電性が低く、より好ましくは絶縁層であることが好ましい。表層32は、上記圧縮工程後に除去されてもよいが、除去工程の省略による製造コストの削減、内部短絡の抑制、短絡発生時の発熱抑制等の観点から、除去せずに正極合剤層31の表面に残存させることが好ましい。
表層32は、正極合剤層31の表面全体を覆って正極11の最表層を構成する。表層32は、例えば無機化合物、及び結着剤を含み、その表面(正極11の最表面S)は略平坦である。このため、表層32の表面の曲路率は小さく、例えば1.2未満である。他方、表層32と正極合剤層31の界面には、正極合剤層31の表面の凹凸に起因した凹凸が形成されている。
表層32に含まれる無機化合物は、2.5V(vs.Li/Li+)以上の電位における固相酸化還元によりLiが脱挿入しない化合物であって、正極活物質として機能しない化合物である。無機化合物は、例えばAl、Sn、W、Nb、Mo、Si、及びBaから選択される少なくとも1種の金属元素を含有する酸化物、水酸化物、オキシ水酸化物、ホウ酸塩、リン酸塩、及び硫酸塩の少なくとも1種である。表層32における無機化合物の含有量は、表層32の質量に対して、80質量%以上が好ましく、90~99質量%がより好ましい。
無機化合物の具体例としては、酸化チタン(TiO2)、酸化アルミニウム(Al2O3)、酸化スズ(SnO2)、酸化タングステン(WO3)、酸化ニオブ(Nb2O5)、酸化モリブデン(MoO3)、酸化ケイ素(SiO2)等の酸化物、水酸化マグネシウム(Mg(OH)2)等の水酸化物、ベーマイト(AlOOH)等のオキシ水酸化物、リン酸リチウム(Li3PO4)等のリン酸塩、硫酸バリウム(BaSO4)等の硫酸塩などが挙げられる。中でも、酸化チタン(TiO2)、及びベーマイト(AlOOH)が好ましい。無機化合物の体積基準のD50は、0.05μm~1μmが好ましく、0.1μm~0.8μmがより好ましい。この場合、表層32の空隙率及び孔径を目的とする範囲に調整することが容易である。
表層32に含まれる結着剤には、正極合剤層31に適用される結着剤と同種のもの、例えばPTFE、PVdF等のフッ素樹脂、PAN、ポリイミド、アクリル樹脂、ポリオレフィンなどを用いることができる。結着剤の含有量は、表層32の質量に対して、例えば0.5~3質量%である。
表層32の平均厚みは、正極合剤層31の平均厚みよりも薄いことが好ましい。具体的には、正極芯体30の片側で0.1μm~10μmであり、好ましくは0.5μm~9μm、より好ましくは1μm~8μmである。表層32の厚みが薄くなり過ぎると、正極11の圧縮工程で正極合剤層31の表面凹凸を維持することが難しくなる。また、表層32の厚みの変動係数(厚みの標準偏差/平均厚み)は、例えば0.3以上である。なお、表層32の平均厚みは、正極合剤層31の平均厚みと同様の方法で測定される。
表層32は、多孔質層であって、電解質の浸透を妨げない。表層32の空隙率は、例えば25~55%であって、内部抵抗の低減、内部短絡発生時の発熱抑制等の観点から、好ましくは30~45%である。表層32の空隙率は、下記の方法で測定される。
(1)既知の目付け量(塗工重量)の表層の蛍光X線強度から導いた検量線を用い、表層32に含まれる無機化合物粒子の目付け量を蛍光X線強度から求める。
(2)無機化合物粒子の真密度と目付け量から、無機化合物粒子の真体積(Vt)を求める。
(3)表層32の面積及び平均厚みから、表層32の見かけ上の体積(Va)を求める。(4)以下の式により、表層32の空隙率(P)を算出する。
(1)既知の目付け量(塗工重量)の表層の蛍光X線強度から導いた検量線を用い、表層32に含まれる無機化合物粒子の目付け量を蛍光X線強度から求める。
(2)無機化合物粒子の真密度と目付け量から、無機化合物粒子の真体積(Vt)を求める。
(3)表層32の面積及び平均厚みから、表層32の見かけ上の体積(Va)を求める。(4)以下の式により、表層32の空隙率(P)を算出する。
P=100-100Vt/Va
[負極]
負極12は、負極芯体と、負極芯体の表面に設けられた負極合剤層とを有する。負極芯体には、銅など負極12の電位範囲で安定な金属の箔、当該金属を表層に配置したフィルム等を用いることができる。負極芯体の厚みは、例えば5μm~25μmである。負極合剤層は、負極活物質及び結着剤を含み、例えば負極リード21が接続される部分を除く負極芯体の両面に設けられることが好ましい。
[負極]
負極12は、負極芯体と、負極芯体の表面に設けられた負極合剤層とを有する。負極芯体には、銅など負極12の電位範囲で安定な金属の箔、当該金属を表層に配置したフィルム等を用いることができる。負極芯体の厚みは、例えば5μm~25μmである。負極合剤層は、負極活物質及び結着剤を含み、例えば負極リード21が接続される部分を除く負極芯体の両面に設けられることが好ましい。
負極合剤層には、負極活物質として、例えばリチウムイオンを可逆的に吸蔵、放出する炭素系活物質が含まれる。好適な炭素系活物質は、鱗片状黒鉛、塊状黒鉛、土状黒鉛等の天然黒鉛、塊状人造黒鉛(MAG)、黒鉛化メソフェーズカーボンマイクロビーズ(MCMB)等の人造黒鉛などの黒鉛である。また、負極活物質には、Si及びSi含有化合物の少なくとも一方で構成されるSi系活物質が用いられてもよく、炭素系活物質とSi系活物質が併用されてもよい。
負極活物質の体積基準のD50は、例えば5μm~30μmであり、好ましくは10μm~25μmである。また、負極合剤層における負極活物質の充填密度は、1.2g/cm3以上であることが好ましい。この場合、電池のエネルギー密度の高めることができる。また、負極合剤層の表面に凹凸を形成した場合に、負極活物質の充填密度が高いほど、負極合剤層の表面凹凸による内部抵抗の低減効果がより顕著になる。充填密度の上限値は特に限定されないが、例えば2.0g/cm3、又は1.7g/cm3である。
負極合剤層に含まれる結着剤には、正極11の場合と同様に、フッ素樹脂、PAN、ポリイミド、アクリル樹脂、ポリオレフィン等を用いることもできるが、スチレン-ブタジエンゴム(SBR)を用いることが好ましい。また、負極合剤層は、更に、CMC又はその塩、ポリアクリル酸(PAA)又はその塩、ポリビニルアルコール(PVA)などを含むことが好ましい。中でも、SBRと、CMC又はその塩、PAA又はその塩を併用することが好適である。
負極合剤層は、正極合剤層31と同様に、表面に適度な凹凸を有し、層厚みの変動係数(厚みの標準偏差/平均厚み)が0.01~0.30であってもよい。当該変動係数は、0.015以上がより好ましく、0.020以上が特に好ましい。変動係数の上限値は、0.28がより好ましく、0.25が特に好ましい。負極合剤層の平均厚みは、例えば負極芯体の片側で30μm~100μmであり、好ましくは40μm~90μm、より好ましくは50μm~80μmである。なお、負極合剤層の平均厚みは、正極合剤層31の平均厚みと同様の方法で測定される。
負極合剤層は、層表面の曲路率が1.2~2.0であってもよい。当該曲路率は、1.25以上がより好ましく、1.30以上が特に好ましい。曲路率の上限値は、1.95がより好ましく、1.90が特に好ましい。負極合剤層は、例えば層厚みの変動係数が0.01~0.30であり、層表面の曲路率が1.2~2.0である。換言すると、負極合剤層の表面には、当該変動係数、曲路率を満たす凹凸が形成されている。なお、負極合剤層の曲路率は、正極合剤層31の曲路率と同様の方法で測定される。
負極12は、負極合剤層の表面に設けられた表層を有していてもよい。負極12の表層は、上述の表層32と同様の材料で構成され、同様の厚み、空隙率を有する。表層は、負極合剤層の表面に凹凸が形成された後に除去されてもよいが、好ましくは負極合剤層の表面に残存させる。負極12は、例えば負極合剤層の塗膜の上に表層の塗膜を形成した後、表層と共に負極合剤層を圧縮して製造される。
[セパレータ]
セパレータ13には、イオン透過性及び絶縁性を有する多孔性シートが用いられる。多孔性シートの具体例としては、微多孔薄膜、織布、不織布等が挙げられる。セパレータ13の材質としては、ポリエチレン、ポリプロピレン等のオレフィン樹脂、セルロースなどが好適である。セパレータ13は、単層構造、積層構造のいずれであってもよい。セパレータ13の表面には、耐熱層などが形成されていてもよい。
セパレータ13には、イオン透過性及び絶縁性を有する多孔性シートが用いられる。多孔性シートの具体例としては、微多孔薄膜、織布、不織布等が挙げられる。セパレータ13の材質としては、ポリエチレン、ポリプロピレン等のオレフィン樹脂、セルロースなどが好適である。セパレータ13は、単層構造、積層構造のいずれであってもよい。セパレータ13の表面には、耐熱層などが形成されていてもよい。
以下、実施例により本開示を更に詳説するが、本開示はこれらの実施例に限定されるものではない。
<実施例1>
[正極の作製]
正極活物質として、Ni0.88Co0.09Al0.03O2で表されるリチウム含有遷移金属複合酸化物(体積基準のD50:10μm)を用いた。100質量部の正極活物質と、1質量部のアセチレンブラックと、1質量部のポリフッ化ビニリデンとを混合し、分散媒としてN-メチル-2-ピロリドン(NMP)を用いて、正極合剤スラリーを調製した。次に、当該正極合剤スラリーをアルミニウム箔からなる正極芯体の両面に、片面当たり0.028g/cm2の量で塗布し、塗膜を乾燥して、正極芯体の両面に正極合剤層を形成した。
[正極の作製]
正極活物質として、Ni0.88Co0.09Al0.03O2で表されるリチウム含有遷移金属複合酸化物(体積基準のD50:10μm)を用いた。100質量部の正極活物質と、1質量部のアセチレンブラックと、1質量部のポリフッ化ビニリデンとを混合し、分散媒としてN-メチル-2-ピロリドン(NMP)を用いて、正極合剤スラリーを調製した。次に、当該正極合剤スラリーをアルミニウム箔からなる正極芯体の両面に、片面当たり0.028g/cm2の量で塗布し、塗膜を乾燥して、正極芯体の両面に正極合剤層を形成した。
表層を構成する無機化合物として、酸化チタン(体積基準のD50:0.2μm)を用いた。100質量部の酸化チタンと、3質量部のポリフッ化ビニリデンとを混合し、分散媒としてNMPを用いて、表層用のスラリーを調製した。次に、当該スラリーを正極合剤層の表面に塗布し、正極合剤層の表面に表層を形成した。その後、ロールプレスで正極合剤層及び表層を圧縮して、正極芯体の両面に正極合剤層及び表層がこの順に形成された正極を得た。
正極合剤層の密度は3.2g/cm3、平均厚みは60μm、厚みの変動係数(厚みの標準偏差/平均厚み)は0.029であった。表層の平均厚みは2.5μm、厚みの変動係数は0.696であった。これらの測定結果は、表層を構成する無機化合物、電池の内部抵抗の評価結果と共に、後述の表1に示す。なお、各層の平均厚み、密度の測定方法は上述の通りである。
[負極の作製]
負極活物質として、黒鉛粉末を用いた。98.7質量部の負極活物質と、0.7質量部のカルボキシメチルセルロース(CMC)と、0.6質量部のスチレン-ブタジエンゴム(SBR)とを混合し、分散媒として水を用いて、負極合剤スラリーを調製した。次に、当該負極合剤スラリーを銅箔からなる負極芯体の両面に、片面当たり0.013g/cm2の量で塗布し、塗膜を乾燥、圧縮した後、所定の電極サイズに切断し、負極芯体の両面に負極合剤層が形成された負極を得た。
負極活物質として、黒鉛粉末を用いた。98.7質量部の負極活物質と、0.7質量部のカルボキシメチルセルロース(CMC)と、0.6質量部のスチレン-ブタジエンゴム(SBR)とを混合し、分散媒として水を用いて、負極合剤スラリーを調製した。次に、当該負極合剤スラリーを銅箔からなる負極芯体の両面に、片面当たり0.013g/cm2の量で塗布し、塗膜を乾燥、圧縮した後、所定の電極サイズに切断し、負極芯体の両面に負極合剤層が形成された負極を得た。
[非水電解液の調製]
エチレンカーボネート(EC)と、エチルメチルカーボネート(EMC)と、ジメチルカーボネート(DMC)とを、3:3:4の体積比で混合した。当該混合溶媒に、LiPF6を1.2mol/Lの濃度となるように溶解させて非水電解液を調製した。
エチレンカーボネート(EC)と、エチルメチルカーボネート(EMC)と、ジメチルカーボネート(DMC)とを、3:3:4の体積比で混合した。当該混合溶媒に、LiPF6を1.2mol/Lの濃度となるように溶解させて非水電解液を調製した。
[二次電池の作製]
上記正極にアルミニウムリードを、上記負極にニッケルリードをそれぞれ取り付け、厚さ14μmのポリエチレン製のセパレータを介して巻回することにより、巻回型の電極体を作製した。当該電極体を、外径18.2mm、高さ65mmの有底円筒形状の外装缶に収容し、非水電解液を注入した後、ガスケット及び封口体により外装缶の開口部を封口して、18650型の円筒形の非水電解質二次電池を得た。
上記正極にアルミニウムリードを、上記負極にニッケルリードをそれぞれ取り付け、厚さ14μmのポリエチレン製のセパレータを介して巻回することにより、巻回型の電極体を作製した。当該電極体を、外径18.2mm、高さ65mmの有底円筒形状の外装缶に収容し、非水電解液を注入した後、ガスケット及び封口体により外装缶の開口部を封口して、18650型の円筒形の非水電解質二次電池を得た。
<実施例2~7>
表層を構成する無機化合物として、酸化チタンの代わりに、表1に示す化合物を用いたこと以外は、実施例1と同様の方法で正極及び非水電解質二次電池を得た。
表層を構成する無機化合物として、酸化チタンの代わりに、表1に示す化合物を用いたこと以外は、実施例1と同様の方法で正極及び非水電解質二次電池を得た。
<比較例1>
正極の作製において、正極合剤層を圧縮した後、圧縮後の正極合剤層の表面に表層用のスラリーを塗布し、その後、表層を圧縮したこと以外は、実施例1と同様の方法で正極及び非水電解質二次電池を得た。
正極の作製において、正極合剤層を圧縮した後、圧縮後の正極合剤層の表面に表層用のスラリーを塗布し、その後、表層を圧縮したこと以外は、実施例1と同様の方法で正極及び非水電解質二次電池を得た。
<比較例2>
正極の作製において、表層を形成しなかったこと以外は、実施例1と同様の方法で正極及び非水電解質二次電池を得た。
正極の作製において、表層を形成しなかったこと以外は、実施例1と同様の方法で正極及び非水電解質二次電池を得た。
<実施例8>
正極の作製において、スラリーの塗布量、及び塗膜圧縮時の圧力を変更して、正極合剤層の密度を3.5g/cm3、表層の厚みを4μmとした以外は、実施例1と同様の方法で正極及び非水電解質二次電池を得た。各層の厚み等の測定結果は、表層を構成する無機化合物、電池の内部抵抗の評価結果と共に、後述の表2に示す。
正極の作製において、スラリーの塗布量、及び塗膜圧縮時の圧力を変更して、正極合剤層の密度を3.5g/cm3、表層の厚みを4μmとした以外は、実施例1と同様の方法で正極及び非水電解質二次電池を得た。各層の厚み等の測定結果は、表層を構成する無機化合物、電池の内部抵抗の評価結果と共に、後述の表2に示す。
<実施例9,10>
正極の作製において、表層の厚みを表2に示す厚みとしたこと以外は、実施例8と同様の方法で正極及び非水電解質二次電池を得た。
正極の作製において、表層の厚みを表2に示す厚みとしたこと以外は、実施例8と同様の方法で正極及び非水電解質二次電池を得た。
<実施例11>
正極の作製において、100質量部のベーマイト(AlOOH、平均粒径:0.5μm)と、3質量部のアクリル系樹脂とを混合し、分散媒として水を用いて、表層用のスラリーを調製した。次に、当該スラリーを正極合剤層の表面に8g/m2の量で塗布し、塗膜を乾燥して、正極合剤層の表面に表層を形成した。ロールプレスで正極合剤層及び表層を圧縮した後、極板を水に浸漬して超音波処理することで表層を除去し、正極芯体の両面に正極合剤層のみが形成された正極を得た。その他は、実施例8と同様にして非水電解質二次電池を得た。
正極の作製において、100質量部のベーマイト(AlOOH、平均粒径:0.5μm)と、3質量部のアクリル系樹脂とを混合し、分散媒として水を用いて、表層用のスラリーを調製した。次に、当該スラリーを正極合剤層の表面に8g/m2の量で塗布し、塗膜を乾燥して、正極合剤層の表面に表層を形成した。ロールプレスで正極合剤層及び表層を圧縮した後、極板を水に浸漬して超音波処理することで表層を除去し、正極芯体の両面に正極合剤層のみが形成された正極を得た。その他は、実施例8と同様にして非水電解質二次電池を得た。
<比較例3>
正極の作製において、表層を形成しなかったこと以外は、実施例8と同様の方法で正極及び非水電解質二次電池を得た。
正極の作製において、表層を形成しなかったこと以外は、実施例8と同様の方法で正極及び非水電解質二次電池を得た。
<実施例12>
正極の作製において、スラリーの塗布量、及び塗膜圧縮時の圧力を変更して、正極合剤層の密度を3.7g/cm3としたこと以外は、実施例2と同様の方法で正極及び非水電解質二次電池を得た。各層の厚み等の測定結果は、表層を構成する無機化合物、電池の内部抵抗の評価結果と共に、後述の表3に示す。
正極の作製において、スラリーの塗布量、及び塗膜圧縮時の圧力を変更して、正極合剤層の密度を3.7g/cm3としたこと以外は、実施例2と同様の方法で正極及び非水電解質二次電池を得た。各層の厚み等の測定結果は、表層を構成する無機化合物、電池の内部抵抗の評価結果と共に、後述の表3に示す。
<実施例13,14>
正極の作製において、スラリーの固形分率を調整したこと以外は、実施例12と同様の方法で正極及び非水電解質二次電池を得た。
正極の作製において、スラリーの固形分率を調整したこと以外は、実施例12と同様の方法で正極及び非水電解質二次電池を得た。
<比較例4>
正極の作製において、表層を形成しなかったこと以外は、実施例12と同様の方法で正極及び非水電解質二次電池を得た。
正極の作製において、表層を形成しなかったこと以外は、実施例12と同様の方法で正極及び非水電解質二次電池を得た。
<実施例15>
以下の方法で正極及び負極を作製したこと以外は、実施例1と同様の方法で非水電解質二次電池を得た。
以下の方法で正極及び負極を作製したこと以外は、実施例1と同様の方法で非水電解質二次電池を得た。
[正極の作製]
正極活物質として、Ni0.88Co0.09Al0.03O2で表されるリチウム含有遷移金属複合酸化物(体積基準のD50:10μm)を用いた。100質量部の正極活物質と、1質量部のアセチレンブラックと、1質量部のポリフッ化ビニリデンとを混合し、分散媒としてN-メチル-2-ピロリドン(NMP)を用いて、正極合剤スラリーを調製した。次に、当該正極合剤スラリーをアルミニウム箔からなる正極芯体の両面に、片面当たり0.028g/cm2の量で塗布し、塗膜を乾燥、圧縮した後、所定の電極サイズに切断し、正極芯体の両面に正極合剤層が形成された正極を得た。
正極活物質として、Ni0.88Co0.09Al0.03O2で表されるリチウム含有遷移金属複合酸化物(体積基準のD50:10μm)を用いた。100質量部の正極活物質と、1質量部のアセチレンブラックと、1質量部のポリフッ化ビニリデンとを混合し、分散媒としてN-メチル-2-ピロリドン(NMP)を用いて、正極合剤スラリーを調製した。次に、当該正極合剤スラリーをアルミニウム箔からなる正極芯体の両面に、片面当たり0.028g/cm2の量で塗布し、塗膜を乾燥、圧縮した後、所定の電極サイズに切断し、正極芯体の両面に正極合剤層が形成された正極を得た。
[負極の作製]
負極活物質として、黒鉛粉末を用いた。98.7質量部の負極活物質と、0.7質量部のカルボキシメチルセルロース(CMC)と、0.6質量部のスチレン-ブタジエンゴム(SBR)とを混合し、分散媒として水を用いて、負極合剤スラリーを調製した。次に、当該負極合剤スラリーを銅箔からなる負極芯体の両面に、片面当たり0.013g/cm2の量で塗布し、塗膜を乾燥して、負極芯体の両面に負極合剤層を形成した。
負極活物質として、黒鉛粉末を用いた。98.7質量部の負極活物質と、0.7質量部のカルボキシメチルセルロース(CMC)と、0.6質量部のスチレン-ブタジエンゴム(SBR)とを混合し、分散媒として水を用いて、負極合剤スラリーを調製した。次に、当該負極合剤スラリーを銅箔からなる負極芯体の両面に、片面当たり0.013g/cm2の量で塗布し、塗膜を乾燥して、負極芯体の両面に負極合剤層を形成した。
表層を構成する無機化合物として、酸化チタン(体積基準のD50:0.5μm)を用いた。100質量部の酸化チタンと、3質量部のアクリル系樹脂とを混合し、分散媒として水を用いて、表層用のスラリーを調製した。次に、当該スラリーを負極合剤層の表面に8g/m2の量で塗布し、塗膜を乾燥して、負極合剤層の表面に表層を形成した。その後、ロールプレスで負極合剤層及び表層を圧縮して、負極芯体の両面に負極合剤層及び表層がこの順に形成された負極を得た。
負極合剤層の密度は1.2g/cm3、平均厚みは66μm、厚みの変動係数は0.029であった。表層の平均厚みは2.5μm、厚みの変動係数は0.766であった。これらの測定結果は、表層を構成する無機化合物、電池の内部抵抗の評価結果と共に、後述の表4に示す。
<実施例16~21>
表層を構成する無機化合物として、酸化チタンの代わりに、表4に示す化合物を用いたこと以外は、実施例15と同様の方法で負極及び非水電解質二次電池を得た。
表層を構成する無機化合物として、酸化チタンの代わりに、表4に示す化合物を用いたこと以外は、実施例15と同様の方法で負極及び非水電解質二次電池を得た。
<比較例5>
負極の作製において、負極合剤層を圧縮した後、圧縮後の負極合剤層の表面に表層用のスラリーを塗布し、その後、表層を圧縮したこと以外は、実施例15と同様の方法で負極及び非水電解質二次電池を得た。
負極の作製において、負極合剤層を圧縮した後、圧縮後の負極合剤層の表面に表層用のスラリーを塗布し、その後、表層を圧縮したこと以外は、実施例15と同様の方法で負極及び非水電解質二次電池を得た。
<比較例6>
負極の作製において、表層を形成しなかったこと以外は、実施例15と同様の方法で負極及び非水電解質二次電池を得た。
負極の作製において、表層を形成しなかったこと以外は、実施例15と同様の方法で負極及び非水電解質二次電池を得た。
<実施例22>
負極の作製において、スラリーの塗布量、及び塗膜圧縮時の圧力を変更して、負極合剤層の密度を1.5g/cm3としたこと以外は、実施例16と同様の方法で負極及び非水電解質二次電池を得た。各層の厚み等の測定結果は、表層を構成する無機化合物、電池の内部抵抗の評価結果と共に、後述の表5に示す。
負極の作製において、スラリーの塗布量、及び塗膜圧縮時の圧力を変更して、負極合剤層の密度を1.5g/cm3としたこと以外は、実施例16と同様の方法で負極及び非水電解質二次電池を得た。各層の厚み等の測定結果は、表層を構成する無機化合物、電池の内部抵抗の評価結果と共に、後述の表5に示す。
<実施例23,24>
負極の作製において、スラリーの固形分率を調整したこと以外は、実施例22と同様の方法で負極及び非水電解質二次電池を得た。
負極の作製において、スラリーの固形分率を調整したこと以外は、実施例22と同様の方法で負極及び非水電解質二次電池を得た。
<比較例7>
負極の作製において、表層を形成しなかったこと以外は、実施例22と同様の方法で負極及び非水電解質二次電池を得た。
負極の作製において、表層を形成しなかったこと以外は、実施例22と同様の方法で負極及び非水電解質二次電池を得た。
<実施例25>
負極の作製において、スラリーの塗布量、及び塗膜圧縮時の圧力を変更して、負極合剤層の密度を1.7g/cm3、表層の厚みを4.2μmとした以外は、実施例15と同様の方法で負極及び非水電解質二次電池を得た。各層の厚み等の測定結果は、表層を構成する無機化合物、電池の内部抵抗の評価結果と共に、後述の表6に示す。
負極の作製において、スラリーの塗布量、及び塗膜圧縮時の圧力を変更して、負極合剤層の密度を1.7g/cm3、表層の厚みを4.2μmとした以外は、実施例15と同様の方法で負極及び非水電解質二次電池を得た。各層の厚み等の測定結果は、表層を構成する無機化合物、電池の内部抵抗の評価結果と共に、後述の表6に示す。
<実施例26,27>
負極の作製において、表層の厚みを表2に示す厚みとしたこと以外は、実施例25と同様の方法で負極及び非水電解質二次電池を得た。
負極の作製において、表層の厚みを表2に示す厚みとしたこと以外は、実施例25と同様の方法で負極及び非水電解質二次電池を得た。
<実施例28>
負極の作製において、100質量部のベーマイト(AlOOH、体積基準のD50:0.5μm)と、3質量部のアクリル系樹脂とを混合し、分散媒として水を用いて、表層用のスラリーを調製した。次に、当該スラリーを負極合剤層の表面に8g/m2の量で塗布し、塗膜を乾燥して、負極合剤層の表面に表層を形成した。ロールプレスで負極合剤層及び表層を圧縮した後、極板を水に浸漬して超音波処理することで表層を除去し、負極芯体の両面に負極合剤層のみが形成された負極を得た。その他は、実施例25と同様にして非水電解質二次電池を得た。
負極の作製において、100質量部のベーマイト(AlOOH、体積基準のD50:0.5μm)と、3質量部のアクリル系樹脂とを混合し、分散媒として水を用いて、表層用のスラリーを調製した。次に、当該スラリーを負極合剤層の表面に8g/m2の量で塗布し、塗膜を乾燥して、負極合剤層の表面に表層を形成した。ロールプレスで負極合剤層及び表層を圧縮した後、極板を水に浸漬して超音波処理することで表層を除去し、負極芯体の両面に負極合剤層のみが形成された負極を得た。その他は、実施例25と同様にして非水電解質二次電池を得た。
<比較例8>
負極の作製において、表層を形成しなかったこと以外は、実施例25と同様の方法で負極及び非水電解質二次電池を得た。
負極の作製において、表層を形成しなかったこと以外は、実施例25と同様の方法で負極及び非水電解質二次電池を得た。
[内部抵抗の評価]
実施例及び比較例の各電池を、電流値1000mAで、充電終止電圧4.2Vまで定電流充電し、4.2Vで60分間、定電圧充電を行った。次に、低抵抗計(測定周波数を1kHzに設定した交流4端子法)を用いて、電池の端子間抵抗を測定した。各実施例の内部抵抗は、対応する比較例の電池の測定値を100としたときの相対値である。
実施例及び比較例の各電池を、電流値1000mAで、充電終止電圧4.2Vまで定電流充電し、4.2Vで60分間、定電圧充電を行った。次に、低抵抗計(測定周波数を1kHzに設定した交流4端子法)を用いて、電池の端子間抵抗を測定した。各実施例の内部抵抗は、対応する比較例の電池の測定値を100としたときの相対値である。
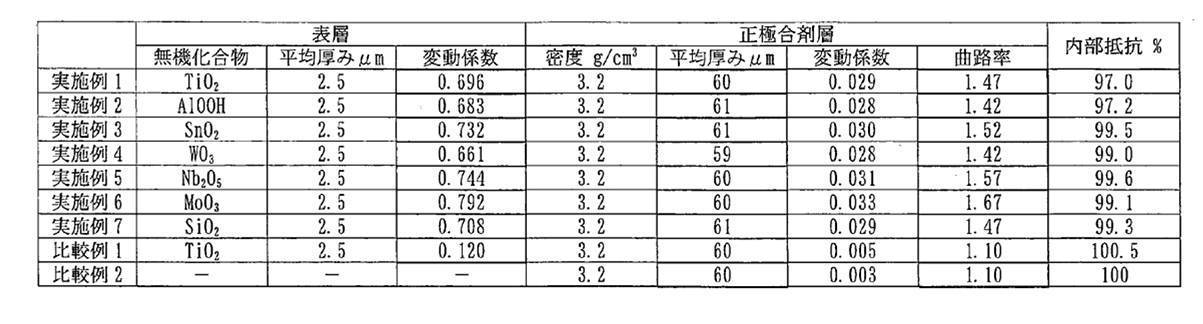


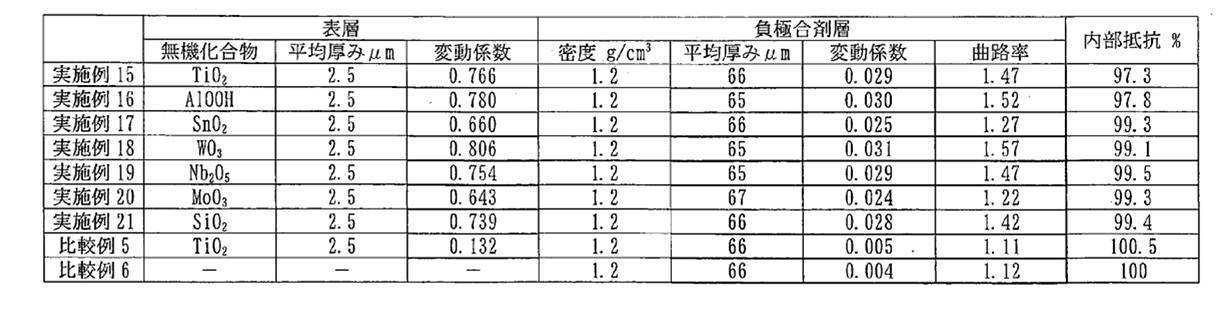


表1~表6に示すように、実施例の電池はいずれも、対応する比較例の電池と比べて内部抵抗が低い。すなわち、合剤層の厚みの変動係数が0.01~0.30の範囲内となるように層表面に凹凸を形成することで、電池の内部抵抗を低く抑えることができる。
また、活物質の充填密度が高くなるほど、電池の内部抵抗を低く抑えるという効果が顕著であった。これは、実施例1,9及び25~27で構成されるグループと、実施例2,12~14で構成されるグループと、実施例16と22~24で構成されるグループにおいて、各グループの内部抵抗を比較すれば、明らかである。
また、合剤層の表面から表層を除去した場合(実施例11,28)も、他の実施例と同様の効果が得られた。
電池の内部抵抗を下げるためには、正極合剤層及び負極合剤層の少なくとも一方において、層厚みの変動係数が0.01~0.30であればよく、或いは層表面の曲路率が1.2~2.0であればよい。また、正極合剤層及び負極合剤層の少なくとも一方の表面に、無機化合物を含む表層を設けることが好ましい。
10 二次電池
11 正極
12 負極
13 セパレータ
14 電極体
16 外装缶
17 封口体
18,19 絶縁板
20 正極リード
21 負極リード
22 溝入部
23 内部端子板
24 下弁体
25 絶縁部材
26 上弁体
27 キャップ
28 ガスケット
30 正極芯体
31 正極合剤層
32 表層
11 正極
12 負極
13 セパレータ
14 電極体
16 外装缶
17 封口体
18,19 絶縁板
20 正極リード
21 負極リード
22 溝入部
23 内部端子板
24 下弁体
25 絶縁部材
26 上弁体
27 キャップ
28 ガスケット
30 正極芯体
31 正極合剤層
32 表層
Claims (8)
- 正極芯体、及び前記正極芯体の表面に設けられた正極合剤層を含む正極と、
負極芯体、及び前記負極芯体の表面に設けられた負極合剤層を含む負極と、
を備え、
前記正極合剤層及び前記負極合剤層の少なくとも一方は、層厚みの変動係数が0.01~0.30である、二次電池。 - 正極芯体、及び前記正極芯体の表面に設けられた正極合剤層を含む正極と、
負極芯体、及び前記負極芯体の表面に設けられた負極合剤層を含む負極と、
を備え、
前記正極合剤層及び前記負極合剤層の少なくとも一方は、層表面の曲路率が1.2~2.0である、二次電池。 - 前記正極合剤層における活物質の充填密度は、3.2g/cm3以上であり、
前記負極合剤層における活物質の充填密度は、1.2g/cm3以上である、請求項1又は2に記載の二次電池。 - 前記正極合剤層及び前記負極合剤層の少なくとも一方の表面には、無機化合物を含む表層が設けられている、請求項1~3のいずれか1項に記載の二次電池。
- 前記表層の平均厚みは、0.1μm~10μmであり、
前記表層の厚みの変動係数は、0.30以上である、請求項4に記載の二次電池。 - 前記無機化合物は、Al、Sn、W、Nb、Mo、Si、及びBaから選択される少なくとも1種の金属元素を含有する酸化物、水酸化物、オキシ水酸化物、ホウ酸塩、リン酸塩、及び硫酸塩の少なくとも1種である、請求項4又は5に記載の二次電池。
- 前記表層の空隙率は、25%~55%である、請求項4~6のいずれか1項に記載の二次電池。
- 前記無機化合物の体積基準のメジアン径は、0.05μm~1μmである、請求項4~7のいずれか1項に記載の二次電池。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021508124A JP7394327B2 (ja) | 2019-03-27 | 2020-01-21 | 二次電池 |
| EP20776973.8A EP3951918A4 (en) | 2019-03-27 | 2020-01-21 | SECONDARY BATTERY |
| CN202080024426.4A CN113632256B (zh) | 2019-03-27 | 2020-01-21 | 二次电池 |
| US17/441,458 US20220166004A1 (en) | 2019-03-27 | 2020-01-21 | Secondary battery |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-059615 | 2019-03-27 | ||
| JP2019059615 | 2019-03-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020195055A1 true WO2020195055A1 (ja) | 2020-10-01 |
Family
ID=72611775
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/001881 WO2020195055A1 (ja) | 2019-03-27 | 2020-01-21 | 二次電池 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220166004A1 (ja) |
| EP (1) | EP3951918A4 (ja) |
| JP (1) | JP7394327B2 (ja) |
| CN (1) | CN113632256B (ja) |
| WO (1) | WO2020195055A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022168692A1 (ja) * | 2021-02-02 | 2022-08-11 | 昭和電工マテリアルズ株式会社 | リチウムイオン二次電池用負極材、リチウムイオン二次電池用負極材組成物、リチウムイオン二次電池用負極、及びリチウムイオン二次電池 |
| WO2023145428A1 (ja) * | 2022-01-28 | 2023-08-03 | パナソニックIpマネジメント株式会社 | 二次電池用負極および二次電池 |
| WO2023188395A1 (ja) * | 2022-03-31 | 2023-10-05 | ビークルエナジージャパン株式会社 | リチウムイオン二次電池 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5525630B2 (ja) | 1972-08-04 | 1980-07-07 | ||
| JP2000133316A (ja) * | 1998-10-27 | 2000-05-12 | Ngk Insulators Ltd | リチウム二次電池及び電極板の作製方法 |
| JP2011165663A (ja) * | 2010-02-04 | 2011-08-25 | Samsung Sdi Co Ltd | 機能性膜コーティング装置およびコーティング方法 |
| WO2015114692A1 (ja) * | 2014-01-31 | 2015-08-06 | 株式会社豊田自動織機 | 非水系二次電池用負極及び非水系二次電池、負極活物質及びその製造方法、ナノシリコンと炭素層とカチオン性ポリマー層とを具備する複合体、ナノシリコンと炭素層よりなる複合体の製造方法 |
| JP2015201252A (ja) * | 2014-04-04 | 2015-11-12 | トヨタ自動車株式会社 | 活物質粉体及びその製造方法 |
| WO2018179900A1 (ja) * | 2017-03-31 | 2018-10-04 | パナソニックIpマネジメント株式会社 | 二次電池 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4259778B2 (ja) * | 2001-08-02 | 2009-04-30 | パナソニック株式会社 | 非水系二次電池用正極の製造方法 |
| JP4326323B2 (ja) * | 2003-12-24 | 2009-09-02 | 三洋電機株式会社 | 非水電解質電池 |
| CN102388498B (zh) * | 2009-04-10 | 2014-04-23 | 丰田自动车株式会社 | 锂离子电池及其利用 |
| KR101198806B1 (ko) * | 2010-12-06 | 2012-11-07 | 현대자동차주식회사 | 다공절연층을 포함하는 이차전지 전극 및 그 제조 방법 |
| KR101511732B1 (ko) * | 2012-04-10 | 2015-04-13 | 주식회사 엘지화학 | 다공성 코팅층이 형성된 전극, 이의 제조방법 및 이를 포함하는 전기화학소자 |
| JP6447621B2 (ja) * | 2014-02-26 | 2019-01-09 | 三洋電機株式会社 | 非水電解質二次電池 |
| CN107004808B (zh) * | 2014-12-08 | 2019-11-12 | 株式会社Lg化学 | 具有提高的安全性的电极组件、制法和包括其的电化学元件 |
| JP6602130B2 (ja) * | 2014-12-26 | 2019-11-06 | パナソニック株式会社 | 非水電解質二次電池用正極及び非水電解質二次電池 |
| WO2016204274A1 (ja) * | 2015-06-19 | 2016-12-22 | 宇部興産株式会社 | ポリオレフィン微多孔膜、蓄電デバイス用セパレータフィルム、および蓄電デバイス |
| JP6094711B2 (ja) * | 2015-06-19 | 2017-03-15 | 宇部興産株式会社 | ポリオレフィン微多孔膜、蓄電デバイス用セパレータフィルム、および蓄電デバイス |
-
2020
- 2020-01-21 US US17/441,458 patent/US20220166004A1/en active Pending
- 2020-01-21 EP EP20776973.8A patent/EP3951918A4/en active Pending
- 2020-01-21 JP JP2021508124A patent/JP7394327B2/ja active Active
- 2020-01-21 WO PCT/JP2020/001881 patent/WO2020195055A1/ja unknown
- 2020-01-21 CN CN202080024426.4A patent/CN113632256B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5525630B2 (ja) | 1972-08-04 | 1980-07-07 | ||
| JP2000133316A (ja) * | 1998-10-27 | 2000-05-12 | Ngk Insulators Ltd | リチウム二次電池及び電極板の作製方法 |
| JP2011165663A (ja) * | 2010-02-04 | 2011-08-25 | Samsung Sdi Co Ltd | 機能性膜コーティング装置およびコーティング方法 |
| WO2015114692A1 (ja) * | 2014-01-31 | 2015-08-06 | 株式会社豊田自動織機 | 非水系二次電池用負極及び非水系二次電池、負極活物質及びその製造方法、ナノシリコンと炭素層とカチオン性ポリマー層とを具備する複合体、ナノシリコンと炭素層よりなる複合体の製造方法 |
| JP2015201252A (ja) * | 2014-04-04 | 2015-11-12 | トヨタ自動車株式会社 | 活物質粉体及びその製造方法 |
| WO2018179900A1 (ja) * | 2017-03-31 | 2018-10-04 | パナソニックIpマネジメント株式会社 | 二次電池 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3951918A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022168692A1 (ja) * | 2021-02-02 | 2022-08-11 | 昭和電工マテリアルズ株式会社 | リチウムイオン二次電池用負極材、リチウムイオン二次電池用負極材組成物、リチウムイオン二次電池用負極、及びリチウムイオン二次電池 |
| WO2022168170A1 (ja) * | 2021-02-02 | 2022-08-11 | 昭和電工マテリアルズ株式会社 | リチウムイオン二次電池用負極材、リチウムイオン二次電池用負極材組成物、リチウムイオン二次電池用負極、及びリチウムイオン二次電池 |
| WO2023145428A1 (ja) * | 2022-01-28 | 2023-08-03 | パナソニックIpマネジメント株式会社 | 二次電池用負極および二次電池 |
| WO2023188395A1 (ja) * | 2022-03-31 | 2023-10-05 | ビークルエナジージャパン株式会社 | リチウムイオン二次電池 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20220166004A1 (en) | 2022-05-26 |
| EP3951918A4 (en) | 2022-08-24 |
| CN113632256B (zh) | 2024-06-21 |
| JPWO2020195055A1 (ja) | 2020-10-01 |
| CN113632256A (zh) | 2021-11-09 |
| JP7394327B2 (ja) | 2023-12-08 |
| EP3951918A1 (en) | 2022-02-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020195055A1 (ja) | 二次電池 | |
| JP7386432B2 (ja) | 非水電解質二次電池 | |
| WO2021132115A1 (ja) | 二次電池用電極、及び二次電池 | |
| JP2020053343A (ja) | 非水電解質二次電池 | |
| JPWO2020066576A1 (ja) | 非水電解質二次電池用負極及び非水電解質二次電池 | |
| JP7086807B2 (ja) | 非水電解質二次電池 | |
| JP7317526B2 (ja) | 非水電解質二次電池 | |
| JP2021072194A (ja) | 非水電解質二次電池用正極活物質、及び非水電解質二次電池 | |
| WO2020195091A1 (ja) | 二次電池 | |
| WO2020241105A1 (ja) | 二次電池用の負極活物質、及び二次電池 | |
| WO2020066255A1 (ja) | 二次電池用正極及び二次電池 | |
| US20240204261A1 (en) | Non-aqueous electrolyte secondary battery | |
| JP2021072193A (ja) | 非水電解質二次電池用正極活物質、及び非水電解質二次電池 | |
| US11522188B2 (en) | Positive electrode active material for non-aqueous electrolyte secondary battery, and non-aqueous electrolyte secondary battery | |
| WO2021024789A1 (ja) | 非水電解質二次電池用正極活物質、及び非水電解質二次電池 | |
| CN112204767B (zh) | 非水电解质二次电池 | |
| WO2024042897A1 (ja) | 二次電池用負極および非水電解質二次電池 | |
| WO2024057933A1 (ja) | 非水電解質二次電池 | |
| WO2023032558A1 (ja) | 二次電池用負極および二次電池 | |
| WO2024042871A1 (ja) | 非水電解質二次電池 | |
| WO2024042998A1 (ja) | 非水電解質二次電池 | |
| WO2024042888A1 (ja) | 非水電解質二次電池 | |
| WO2024042939A1 (ja) | 非水電解質二次電池 | |
| WO2023053582A1 (ja) | 二次電池用正極、及びそれを用いた二次電池 | |
| WO2024042937A1 (ja) | 非水電解質二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20776973 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021508124 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020776973 Country of ref document: EP Effective date: 20211027 |