WO2019082931A1 - Dispositif de traitement de poudre - Google Patents
Dispositif de traitement de poudreInfo
- Publication number
- WO2019082931A1 WO2019082931A1 PCT/JP2018/039504 JP2018039504W WO2019082931A1 WO 2019082931 A1 WO2019082931 A1 WO 2019082931A1 JP 2018039504 W JP2018039504 W JP 2018039504W WO 2019082931 A1 WO2019082931 A1 WO 2019082931A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- air flow
- housing
- processing apparatus
- powder processing
- rotating body
- Prior art date
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C23/00—Auxiliary methods or auxiliary devices or accessories specially adapted for crushing or disintegrating not provided for in preceding groups or not specially adapted to apparatus covered by a single preceding group
- B02C23/08—Separating or sorting of material, associated with crushing or disintegrating
- B02C23/10—Separating or sorting of material, associated with crushing or disintegrating with separator arranged in discharge path of crushing or disintegrating zone
- B02C23/12—Separating or sorting of material, associated with crushing or disintegrating with separator arranged in discharge path of crushing or disintegrating zone with return of oversize material to crushing or disintegrating zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/14—Disintegrating by mills having rotary beater elements ; Hammer mills with vertical rotor shaft, e.g. combined with sifting devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/14—Disintegrating by mills having rotary beater elements ; Hammer mills with vertical rotor shaft, e.g. combined with sifting devices
- B02C13/18—Disintegrating by mills having rotary beater elements ; Hammer mills with vertical rotor shaft, e.g. combined with sifting devices with beaters rigidly connected to the rotor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/26—Details
- B02C13/28—Shape or construction of beater elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/26—Details
- B02C13/28—Shape or construction of beater elements
- B02C13/2804—Shape or construction of beater elements the beater elements being rigidly connected to the rotor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/26—Details
- B02C13/282—Shape or inner surface of mill-housings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/26—Details
- B02C13/288—Ventilating, or influencing air circulation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C15/00—Disintegrating by milling members in the form of rollers or balls co-operating with rings or discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C23/00—Auxiliary methods or auxiliary devices or accessories specially adapted for crushing or disintegrating not provided for in preceding groups or not specially adapted to apparatus covered by a single preceding group
- B02C23/08—Separating or sorting of material, associated with crushing or disintegrating
- B02C23/10—Separating or sorting of material, associated with crushing or disintegrating with separator arranged in discharge path of crushing or disintegrating zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C23/00—Auxiliary methods or auxiliary devices or accessories specially adapted for crushing or disintegrating not provided for in preceding groups or not specially adapted to apparatus covered by a single preceding group
- B02C23/18—Adding fluid, other than for crushing or disintegrating by fluid energy
- B02C23/24—Passing gas through crushing or disintegrating zone
- B02C23/30—Passing gas through crushing or disintegrating zone the applied gas acting to effect material separation
Definitions
- the present invention relates to a powder processing apparatus for pulverizing massive raw materials to produce powder particles having a predetermined particle diameter.
- a conventional pulverizing apparatus is disclosed in JP-A-2001-259451.
- This comminution device discharges to the outside a comminution rotor, which is rotatably provided inside the comminution chamber, a liner which is disposed with a gap between the circumference of the comminution rotor, and which has a predetermined particle size or less.
- the input material is comminuted by the comminution rotor and liner. Then, the pulverized raw material is moved upward by the air flow introduced to the inside, and a centrifugal force is applied by the classification rotor.
- the raw material of the particle size smaller than the predetermined particle size where the inward force by the air flow becomes larger than the centrifugal force is discharged to the outside.
- the raw material that is not discharged to the outside that is, the raw material having a particle size larger than the predetermined particle size flows circumferentially along the grinding chamber, but collides with the vane and falls to be ground again with the grinding rotor and liner.
- the vanes it is possible to prevent the pulsation of the grinding rotor and stably drive the grinding rotor without a large amount of raw material falling on the grinding rotor at a stroke.
- the air flow generated by the classification rotor also collides with the vanes.
- the air stream that has collided with the vanes flows vertically.
- the flow velocity of the air flow flowing toward the classification rotor that is, the energy becomes weak. Therefore, in the pulverizing apparatus of JP-A-2001-259451, it is necessary to set the flow rate of the air flow flowing toward the classification rotor to a flow rate that can flow upward even if the air flow colliding with the vane is blown. is there.
- the particle size of the powder particles classified by the classification rotor is inversely proportional to the number of rotations of the classification rotor and proportional to the square root of the flow rate of the air flow flowing to the classification rotor.
- the present invention has been made to solve the above-described problems, and it is an object of the present invention to provide a powder processing apparatus having a simple configuration and capable of reducing the flow rate of air flow and miniaturizing powder particles. To aim.
- a powder processing apparatus comprises a cylindrical casing extending in the vertical direction, a raw material supply unit for supplying a raw material into the casing, and a lower side of the raw material supply unit
- a first rotating body that rotates about a central axis extending in the vertical direction, a crushing member disposed at a radial outer edge of the first rotating body, and crushing the raw material into powder particles
- a swirling air flow generation unit disposed above the one rotation body and generating an air flow in the turning direction in the housing, and an air flow inflow arranged in the housing below the rotation body of the housing and flowing the air flow into the housing
- an air flow outflow portion for flowing out the air flow from the upper portion of the housing, and inside the housing, the air flow outflow portion radially faces the swirl air flow generation portion and the rotational direction of the swirl air flow generation portion Located inward in the radial direction compared to the rear Comprising a guide portion having a guide surface.
- the radially inward force is applied to the powder or granular material swirling inside the housing by the guide surface. Therefore, even if the flow rate of the air flow inflowing from the air flow inflow portion is reduced, it is possible to apply a force that pushes the granular material inward in the radial direction. Thereby, the flow rate of the air flow inflowing from the air flow inflow portion can be reduced. In addition, since the flow rate of the air flow can be reduced, the particle size of the powder particles discharged from the air flow outflow portion can be reduced, that is, miniaturization can be performed. Further, by reducing the flow rate of the air flow, the device for generating the air flow can be miniaturized, and the entire device can be miniaturized. Furthermore, by reducing the flow rate of the air flow, it is possible to reduce power consumption and save power.
- the swirling air flow generation unit may include a second rotating body that rotates around a central axis, and a plurality of blades that are radially provided around the periphery of the second rotating body.
- a surface of the guide surface which is circumferentially extended from an end portion on the front side in the rotational direction of the swirling airflow generating portion, is positioned radially outward of the swirling airflow generating portion.
- the housing includes a cylindrical housing cylinder extending along the central axis, and at least one of the guides extends radially inward from the housing cylinder. With this configuration, it is possible to fix the guide firmly.
- the housing includes a housing top plate at an upper end in the vertical direction and extending in a direction perpendicular to the central axis, and at least one of the guides is downward from the lower surface of the housing top plate. Extend. With this configuration, it is possible to fix the guide firmly. In addition, since the guide portion can be taken out together with the housing top plate portion, maintenance is easy.
- the above-mentioned guidance part is tabular.
- the guide surface is a curved surface in which an intermediate portion in the circumferential direction is expanded in the radial direction.
- the guide surface is located on the front side in the rotation direction of the swirling air flow generating unit with the upper side being lower side.
- a powder processing apparatus that has a simple configuration, can reduce the flow rate of air flow, and can make fine particles.
- FIG. 1 is a schematic layout view of an example of a powder processing system according to the present invention. It is sectional drawing of the conventional powder processing apparatus used for the test of the comparative example. It is a graph which shows the result of examination 1.
- FIG. 1 is a cross-sectional view of a powder processing apparatus according to the present invention.
- the powder processing apparatus A crushes lumped material into powder particles.
- the powder processing apparatus A includes a housing 10, a raw material supply unit 20, a drive unit 30, a crushing unit 40, a swirling air flow generation unit 50, a guiding unit 60, and an air flow outflow unit. And 70.
- the direction in which the central axis C1 extends is referred to as the vertical direction.
- the direction perpendicular to the vertical direction is taken as the radial direction, the side facing the center is taken as the inside, and the side away from the center is taken as the outside. Further, a direction along a circumference centered on the central axis C1 is taken as a circumferential direction.
- the housing 10 includes a housing 11, a shaft holding portion 12, a raw material receiving hole 13, an air flow inflow portion 14, a bottom cover 15, and a hinge 16.
- the housing 11 has a cylindrical shape extending along a central axis C1 extending vertically.
- the housing 11 includes a housing bottom portion 111, a housing cylindrical portion 112, a flange portion 113, and a housing top plate portion 114.
- the housing bottom portion 111 is in the form of a disc that radially extends from the center to the outside.
- the housing 11 is fixed to a rack or the like (not shown) so that the housing bottom 111 is horizontal.
- the housing cylindrical portion 112 has a cylindrical shape extending upward from the outer edge of the housing bottom 111 along the central axis C1.
- the housing cylinder portion 112 is cylindrical with the central axis C1 as a center.
- the flange portion 113 is disposed at the upper end of the housing cylindrical portion 112 and spreads radially outward.
- the flange portion 113 and the housing cylindrical portion 112 are an integrally molded body. That is, the housing bottom portion 111, the housing cylindrical portion 112, and the flange portion 113 are integrally formed of metal.
- a metal although stainless steel can be mentioned, for example, it is not limited to this.
- the lower end portion of the housing cylindrical portion 112 is closed by the housing bottom portion 111. Further, the upper end portion of the housing cylindrical portion 112 is open.
- the housing top plate portion 114 closes the opening at the upper end portion of the housing cylindrical portion 112.
- the housing top plate portion 114 is attached to the flange portion 113 via a hinge 16. Thus, the housing top plate 114 pivots about the rotation shaft 161 of the hinge 16 to open and close the opening of the housing cylinder 112.
- the housing top plate portion 114 is fixed to the flange portion 113 with a screw or the like.
- the housing cylindrical portion 112 and the housing top plate portion 114 are securely fixed and sealed so that the air flow does not leak from the gap.
- fixation by a screw etc. may be one place, in order to perform fixation and sealing reliably, it is preferable to be fixed in multiple places.
- gaskets, packings, etc. may be arranged to improve the airtightness.
- a through hole 115 is formed which penetrates up and down.
- a first shaft 31 and a second shaft 32, which will be described later, of the drive unit 30 pass through the through hole 115.
- a discharge hole 116 penetrating vertically is provided at a central portion of the housing top plate portion 114.
- the shaft holding portion 12 has a cylindrical shape which is disposed at the central portion of the housing bottom portion 111 and extends vertically.
- the center of the axis holding portion 12 coincides with the central axis C1.
- the shaft holding portion 12 is fixed to the housing bottom portion 111 by a fixing tool such as a screw.
- a seal (here, a labyrinth seal) is formed on the upper end portion of the shaft holding portion 12. In this way, the flow of the air flow including the granular material into the shaft holding portion 12 is suppressed without preventing the rotation of the first rotating body 41.
- the raw material receiving hole 13 receives the massive raw material supplied from the raw material supply unit 20 into the housing cylindrical portion 112, that is, the inside of the housing 10. As shown in FIG. 1, the raw material receiving hole 13 is a through hole provided in the housing cylindrical portion 112 and penetrating in the radial direction. The raw material receiving hole 13 is disposed on the upper side of the crushing unit 40 disposed inside the housing cylindrical portion 112.
- Airflow Inflow Unit 14 In the air flow inlet portion 14, an air flow which flows into the inside from the outside of the housing cylinder portion 112 is supplied. As shown in FIG. 1, the air flow inlet portion 14 is a through hole provided in the housing cylindrical portion 112 and penetrating in the radial direction. The air flow inflow portion 14 is disposed below the crushing portion 40.
- the bottom cover 15 is disposed below the crushing unit 40 inside the housing cylindrical portion 112.
- the bottom cover 15 is annular.
- the bottom cover 15 and the first rotating body 41 face each other with a gap at the top and bottom. Then, the air flow flows into the gap between the upper surface of the bottom cover 15 and the lower surface of the first rotating body 41 of the crushing unit 40.
- the air flow supplied from the air flow in-flow portion 14 is referred to as a transfer air flow for transferring the powder particles.
- the raw material supply unit 20 includes a raw material supply pipe 21 and a screw conveyor 22.
- the raw material supply pipe 21 is a pipe, and a part of the raw material supply pipe 21 is inserted from the raw material receiving hole 13 into the inside of the housing cylindrical portion 112 and fixed.
- a screw conveyor 22 is rotatably disposed inside the raw material supply pipe 21.
- the screw conveyor 22 moves the bulk material along the material supply pipe 21 by rotating.
- the massive raw material moved by the screw conveyor 22 is introduced from the raw material receiving hole 13 into the inside of the housing cylindrical portion 112.
- the drive unit 30 drives the crushing unit 40 and the swirling air flow generation unit 50.
- the drive unit 30 includes a first shaft 31, a second shaft 32, a first belt 331, and a second belt 332.
- the first shaft 31 is cylindrical.
- the first rotating body 41 is fixed to the upper end of the first shaft 31.
- the first shaft 31 is rotatably supported via a bearing (not shown) disposed inside the shaft holding portion 12.
- the first shaft 31 is vertically supported by the shaft holding portion 12 and rotatably supported around the central axis C1.
- the lower end portion of the first shaft 31 penetrates the through hole 115 of the housing bottom portion 111 and protrudes below the housing bottom portion 111.
- the first pulley 311 is fixed to the lower end portion of the first shaft 31 while being locked to the first shaft 31. Examples of the method of fixing the first pulley 311 include, but are not limited to, press fitting, welding, adhesion, and the like. Also, a key and a key groove may be employed in order to securely prevent the rotation.
- the cross-sectional shape of the first shaft 31 may be a non-circular shape to prevent rotation.
- a first belt 331 is wound around the first pulley 311.
- the rotational force from a motor (not shown) is transmitted via the first belt 331, and the first pulley 311 rotates around the central axis C1. Accordingly, the first shaft 31 to which the first pulley 311 is attached and the first rotating body 41 fixed to the first shaft 31 rotate around the central axis C1.
- the second shaft 32 is cylindrical and disposed inside the cylindrical first shaft 31.
- the second shaft 32 is rotatably supported by the first shaft 31 via a bearing (not shown). That is, the second shaft 32 is rotatably supported by the shaft holding portion 12 about the central axis C1.
- the lower end portion of the second shaft 32 protrudes below the lower end portion of the first shaft 31.
- the second pulley 321 is fixed to a portion of the second shaft 32 that protrudes below the lower end portion of the first shaft 31 while being prevented from rotating. Examples of a method of fixing the second pulley 321 include, but are not limited to, press-fitting, welding, adhesion, and the like. Also, a key and a key groove may be employed in order to securely prevent the rotation. In addition, the cross-sectional shape of the second shaft 32 may be a non-circular shape to prevent rotation.
- a second belt 332 is wound around the second pulley 321.
- the rotational force from a motor (not shown) is transmitted via the second belt 332, and the second pulley 321 rotates around the central axis C1.
- the second shaft 32 to which the second pulley 321 is attached and the second rotating body 51 fixed to the second shaft 32 rotate around the central axis C1.
- first pulley 311 and the second pulley 321 rotatable at different rotational speeds
- driving forces may be transmitted from different motors.
- reduction gear it is possible to rotate the first pulley 311 and the second pulley 321 at different rotational speeds using a common motor.
- different rotation numbers include cases where the rotation direction is the same as well as cases where the rotation direction is different.
- FIG. 2 is a plan view of the crushing unit.
- FIG. 3 is a cross-sectional view taken along line III-III of the grinding unit shown in FIG.
- the crushing unit 40 is disposed inside the housing cylindrical portion 112, and includes a first rotating body 41, a hammer 42, and a liner 43.
- the first rotating body 41 is circular as viewed in the vertical direction. That is, the 1st rotary body 41 is disk shape.
- a shaft fixing hole 411 penetrating vertically is provided at the center of the first rotating body 41.
- the shaft fixing hole 411 is fixed while the first shaft 31 is locked.
- shaft fixed hole 411 can mention a press injection, for example.
- attachment, etc. is widely employable.
- the key groove and the key may be used to securely stop the rotation, or the cross-sectional shape of the first shaft 31 may be set to a shape other than a circle to prevent rotation.
- the upper surface of the first rotating body 41 is provided with a plurality of (here, 12) hammer attachment portions 412 at the outer edge.
- the hammer attachment portion 412 is a recess that is recessed downward from the top surface of the first rotating body 41.
- the hammer attachment portions 412 are arranged at equal intervals in the circumferential direction.
- the hammer mounting portion 412 extends inward from the outer edge of the first rotating body 41. Then, the inside of the hammer attachment portion 412 is formed in an arc shape.
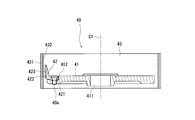
- the hammer 42 is an example of a crushing member.
- the hammer 42 includes a hammer base 421, a rising portion 422, and a crushing blade 423.
- the hammer base 421 is flat and inserted into the hammer mounting portion 412. Then, the hammer base 421 is fixed to the first rotating body 41 by, for example, the screw 40a (see FIGS. 2 and 3).
- the fixing method may be welding, adhesion or the like.
- the rising portion 422 integrally protrudes from one end of the hammer base 421 to one side. As shown in FIG. 3, when the hammer base 421 is inserted into the hammer mounting portion 412, the rising portion 422 rises upward.
- the crushing blade 423 is disposed outside the rising portion 422 in the radial direction.
- the crushing blade 423 includes a plurality of asperities extending vertically. The unevenness may extend parallel to the central axis C1 or may be inclined in the circumferential direction with respect to the central axis C1.
- the liner 43 is annular.
- the inner surface of the liner 43 radially faces the outer surface of the hammer 42 with a gap therebetween.
- the liner 43 includes a plurality of liner tips 431, and the liner tips 431 are juxtaposed to each other in the circumferential direction along the inner peripheral surface of the housing cylindrical portion 112.
- the liner 43 is formed such that the inner peripheral surface facing the hammer 42 is a polygonal ring.
- the liner tip 431 may be fixed to the housing cylindrical portion 112 with, for example, a screw.
- the liner tip 431 is provided with a crushing blade 432 having an uneven surface on the inner surface.
- the crushing blade 432 may be, similarly to the crushing blade 423 of the hammer 42, an unevenness extending in the vertical direction. Further, the crushing blade 432 may be formed by intersecting concave grooves, and the convex portions may be formed in a polygonal shape such as a square or an equilateral triangle. Also, the pin-shaped convex portions may be two-dimensionally arranged.
- the crushing blade 423 of the hammer 42 and the crushing blade 432 of the liner tip 431 move relatively in the circumferential direction.
- the crushing blade 423 and the crushing blade 432 crush the blocky raw material when the first rotating body 41 rotates at a high speed. Therefore, at least the crushing blade 423 of the hammer 42 and at least the crushing blade 432 of the liner tip 431 are high in strength and hardness and excellent in wear resistance, ceramic (alumina, zirconia, etc.), tungsten carbide, cemented carbide, tool steel, etc. It is formed by In addition, you may form the hammer 42 whole with these materials. Moreover, the material with high abrasion resistance is an example, and is not limited to these.
- the surface of the liner tip 431 on which the crushing blade 432 is formed is flat. Therefore, as compared with the configuration in which the grinding blade 432 is provided on the curved surface, manufacture of the liner tip 431 is easier.
- manufacture of the liner tip 431 is easier.
- the liner tip 431 has a simple shape, it is easy to manufacture the liner tip 431 using a material that is difficult to process in a complicated shape, such as ceramic. Thereby, it is possible to reduce the cost required to manufacture the powder processing apparatus A.
- the grinding blade 432 may be formed on the inner surface of the annular liner 43.
- an upper surface plate may be attached to the upper surface of the first rotating body 41.
- the upper surface plate is provided to suppress damage, wear, and the like of the first rotating body 41, the hammer 42, the screw 40a, and the like due to the collision of the raw material input from the raw material receiving hole 13.
- a top plate it is possible to comprise with the material excellent in abrasion resistance.
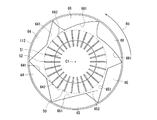
- FIG. 4 is a plan view of the swirling air flow generating unit and the guiding unit. As shown in FIG. 1 and FIG. 4, the swirling airflow generation unit 50 includes a second rotating body 51 and a plurality of blades 52.
- the second rotating body 51 is circular in plan view. That is, the 2nd rotary body 51 is disk shape.
- the second shaft 32 is fixed to the second rotating body 51 while being prevented from rotating.
- the centers of the second rotating body 51 and the second shaft 32 overlap with the central axis C1.
- the second shaft 32 may be fixed by press-fitting into a through hole (not shown), or may be screwed, welded, bonded, or the like.
- the locking may be performed using a key and a key groove.
- the plurality of blades 52 are fixed on the upper surface of the second rotating body 51 at equal intervals in the circumferential direction.
- the plurality of blades may be fixed by welding, adhesion, or the like after being inserted into, for example, a recessed groove formed on the upper surface of the second rotating body 51.
- the upper side of the blade 52 fixed to the upper surface of the second rotating body 51 extends outward. That is, when the swirling airflow generation unit 50 rotates, the portion through which the outer end of the upper end portion of the blade 52 passes is the outermost portion in the passage area of the blade 52.
- the blade 52 has a plane orthogonal to the turning direction of the turning air flow generation unit 50.
- an airflow flowing in the circumferential direction is generated inside the housing 10.
- the swirling airflow generation unit 50 rotates in a counterclockwise direction Rd in a plan view.
- An air flow (hereinafter referred to as a swirling air flow) swirling in the counterclockwise direction Rd along the housing cylindrical portion 112 in the housing 10, that is, the housing cylindrical portion 112 by the rotation of the swirling air flow generation unit 50.
- the granular material is sorted (hereinafter classified) according to the size of the particle by the swirling airflow generated by the swirling airflow generation unit 50.
- the guide portion 60 includes a guide plate 61 and a support rib 62 which are disposed inside the housing cylindrical portion 112.
- the guide plate 61 is an example of a guide member.
- a plurality of (here, six) guide plates 61 are arranged at equal intervals in the circumferential direction inside the housing cylindrical portion 112.
- the guide plate 61 is a rectangular plate, and the guide plate 61 extends vertically.
- the guide plate 61 is provided with the guide surface 611 which opposes the turning air flow generation part 50 to radial direction.
- the lower end portion of the guide surface 611 extends to the same or substantially the same position as the lower end portion of the blade 52 of the swirling airflow generation unit 50.
- the guide plate 61 is provided with the housing cylindrical portion 112 such that the front side of the rotational air flow generation portion 50 of the guide surface 611, that is, the second rotary body 51 in the rotational direction is inside compared to the rear side. It is fixed to the inner surface of the
- a fixing method of the guide plate 61 welding, adhesion, etc. can be mentioned, but it is not limited to this, and a configuration in which it is inserted and fixed in a groove provided in the housing cylindrical portion 112 may be used. .
- a wide variety of fixing methods capable of securely fixing the guide plate 61 can be adopted.
- a surface 612 extending along the circumferential direction from the front end of the rotational flow generating unit 50 of the guide surface 611 in the rotational direction is outside the area through which the blade 52 of the rotational flow generating unit 50 passes.
- the guide surface 611 guides the airflow generated by the swirling airflow generation unit 50 inward so that the airflow is not directly blown to the swirling airflow generation unit 50. As a result, the granular material swirled by the swirling air current is guided inward while suppressing collision with the blade 52.
- the support rib 62 is in the form of a plate fixed to the surface of the guide plate 61 opposite to the guide surface 611 and the inner surface of the housing cylindrical portion 112.
- the support rib 62 fixes the guide plate 61.
- one support rib 62 is provided at the upper and lower center of the guide plate 61.
- a plurality of support ribs 62 may be provided.
- FIG. 5 is a cross-sectional view showing another way of attaching the guide plate.
- the guide plate 61 may be fixed to the lower surface of the housing top plate portion 114.
- the guide plate 61 is fixed to the housing top plate portion 114 by screwing, but welding, welding or the like may be employed other than screwing.
- the guide plate 61a may be directly attached to and fixed to the lower surface of the housing top plate portion 114, or may be inserted into a concave portion formed on the lower surface of the housing top plate portion 114 and recessed upward. It may be a guide plate 61b.
- the guide plates (61a, 61b) can be taken out to the outside, so maintenance of the guide plates (61a, 61b) is easy.
- a guide plate should just be a shape which does not become obstructive at the time of opening and closing of the housing top plate part 114.
- the housing top plate portion 114 may be attached to the flange portion 113 without a hinge.
- FIG. 6 is a plan view showing another example of the guide portion used in the powder processing apparatus according to the present invention.
- a curved guide plate 63 may be used.
- the guide surface 631 is also a curved surface.
- the guide 631 is guided such that the surface 632 extending along the circumferential direction from the front end of the second rotary body 51 in the rotational direction of the guide surface 631 is outside the area through which the blade 52 of the swirling air flow generation unit 50 passes A plate 63 is disposed.
- the curved guide surface 631 it is possible to smoothly guide the swirling air flow.
- the guide surface 631 is a curved surface convex to the outer side, it is not limited to this, A curved surface convex shape may be sufficient as inner side.
- a curved surface convex shape may be sufficient as inner side.
- FIG. 7 is a plan view showing still another example of the guide portion.
- the guide member 64 not a flat guide plate but a guide member 64 protruding in the radial direction may be used.
- the surface of the guide surface 641 of the guide member 64 in which the end on the front side in the rotational direction of the second rotating body 51 is extended is outside the area where the blade 52 of the swirling air flow generation unit 50 passes.
- the guide surface 651 may be elongated, or the guide surface 661 may be curved like the guide member 66.
- the guide members 64, 65, 66 may be integrally formed with the housing 11.
- the guide members 64, 65, 66 manufactured as separate members may be fixed to the inside of the housing 11.
- the surfaces 642, 652, 662 which extended the end by the side of the front of the rotation direction of the 2nd rotary body 51 of the guide surface 641, 651, 661 are the outer sides from the field where the blade 52 of swirling airflow generation part 50 passes. become.
- the guide surfaces 611, 631, 641, 651, and 661 described above are surfaces that extend vertically, that is, surfaces that are at the same position in the circumferential direction from the upper end to the lower end.
- the upper side of the guide surface may be located on the front side in the rotation direction of the first rotating body 41 with respect to the lower side. Thereby, the swirling air flow can be guided to the inside smoothly.
- the air flow outflow portion 70 discharges the air flow (air) flowing in from the air flow inflow portion 14 to the outside. As shown in FIG. 1, the air flow outflow portion 70 is attached to the upper surface of the housing top plate portion 114.
- the air flow outflow portion 70 includes an exhaust cylinder portion 71 and an exhaust flange 72.
- the exhaust cylinder portion 71 is cylindrical and communicates with the discharge hole 116 provided at the center of the housing top plate portion 114. Then, the air inside the housing 11 flows into the exhaust cylinder portion 71 through the discharge hole 116.
- the exhaust flange 72 may be disposed on the upper surface of the housing top plate 114 via a gasket (not shown). Then, the exhaust flange 72 is fixed to the housing top plate portion 114 by, for example, a screw. Thereby, the sealability between the housing top plate portion 114 and the exhaust cylinder portion 71 is enhanced, and the leakage of the air flow is suppressed.
- a gasket an O-ring or the like may be used.
- a concave portion may be formed in one of the air flow outlet portion 70 and the housing top plate portion 114, and a convex portion may be formed in the other, and the convex portion may be inserted into the concave portion to seal.
- FIG. 8 is a schematic layout view of an example of the powder processing system according to the present invention.
- the powder processing system CL shown in FIG. 8 includes a raw material supply device Ma, a powder processing device A, a filter device Ft, and a blower Bw.
- the powder processing apparatus A is fixed to the horizontal surface of the pedestal Ca with a screw or the like (not shown). Then, the air flow outflow portion 70 of the powder processing apparatus A and the inflow portion Ft3 of the filter device Ft are connected via a pipe.
- the filter device Ft is, for example, a bug filter.
- the filter device Ft includes a housing Ft1, a partition Ft2, an inflow portion Ft3, an outflow portion Ft4, a filter medium Ft5, and an outlet Ft6.
- the partition part Ft2 divides the inside of the housing Ft1 into an upper part and a lower part.
- the partition Ft2 is provided with a plurality of through holes. On the lower side of the partition Ft2 of the housing Ft1, a cylindrical filter material Ft5 surrounding the periphery of the through hole of the partition Ft2 and extending downward is disposed.
- the air flow from the powder processing apparatus A flows into the housing Ft1 from the inflow portion Ft3, passes through the filter medium Ft5, and flows out from the outflow portion Ft4. At this time, particulate matter is collected on the outer surface of the filter medium Ft5.
- compressed gas compressed air
- a pipe not shown
- An outlet Ft6 is provided at the lower end of the housing Ft1.
- the powder particles accumulated in the lower part of the housing Ft5 are taken out from the takeout port Ft6.
- the powder particles taken out of the takeout port Ft6 are powder particles after classification, that is, manufactured articles.
- the outlet Ft4 of the filter device Ft is connected to the blower Bw via a pipe.
- the blower Bw generates a negative pressure in the pipe connected to the outlet Ft4. Due to the generation of the negative pressure, an air flow toward the blower Bw is generated in the filter device Ft, the powder processing device A, and the pipe connecting them. Further, in the powder processing apparatus A, the negative pressure causes the air flow from the air flow inflow portion 14. Note that a separate blower (not shown) may be provided outside the air flow inlet portion 14 to force the generated air flow.
- the operation of the powder processing apparatus A will be described.
- the powder processing apparatus A in a state where the first rotating body 41 and the second rotating body 51 are rotating, bulk material is supplied from the material supply unit 20.
- the raw material supplied from the raw material supply unit 20 falls on the first rotating body 41 of the pulverizing unit 40.
- the raw material is crushed into powder by a crushing blade 423 of the hammer 42 and a crushing blade 432 of the liner 43.
- air air flow flows into the inside of the housing 11 from the air flow inflow portion 14 as described above.
- the air flow introduced from the air flow in-flow portion 14 flows radially outward from the gap between the first rotating body 41 and the bottom cover 15, and along the housing cylindrical portion 112 from between the first rotating body 41 and the liner 43 Flow upwards.
- the outflow destination of the air flow is the air flow outflow portion 70. Therefore, the air flow flowing out between the first rotating body 41 and the liner 43 is directed upward and inward.
- the air flow moves together with the pulverized powder. That is, the granular material crushed by the crushing part 40 is conveyed toward the upper side and the inside by the carrier air flow.
- a swirling airflow is generated by the swirling airflow generation unit 50.
- the carrier air flowed in from the air flow in portion 14 merges with the swirling air flow.
- two forces of a force F1 directed inward by the carrier air flow and a force F2 directed outward by the swirling air flow act on the powder particles contained in the carrier air flow.
- the force F1 changes according to the flow rate (flow velocity) of the carrier air flow, and the force F1 also increases as the carrier air flow increases.
- the force F2 changes according to the flow rate (flow velocity) of the swirling airflow, that is, the rotation speed of the swirling airflow generation unit 50, and the force F2 also increases as the rotation speed of the swirling airflow generation unit 50 increases.
- the particle size of the granular material carried together with the air flow discharged from the air flow outflow portion 70 is the flow rate of the carrier air flow and It depends on the number of revolutions. More specifically, the median diameter D 50 of the particulate matter discharged from the air flow outflow portion 70 is proportional to the square root of the flow rate of the carrier air flow, and inversely proportional to the rotational speed of the swirling air flow generation portion 50.
- the particle size of the powder particles discharged from the air flow outflow unit 70 is determined.
- the particle size can be adjusted to
- the median diameter D 50 is a particle diameter at which the number of powder particles having a diameter smaller than the particle diameter is equal to the number of powder particles having a larger diameter when the particles are arranged in the order of particle diameter. is there.
- emitted from the airflow outflow part 70 by classification has a larger particle size than the determined particle size.
- Such particulate matter is pushed outward by the swirling air flow, contacts the inner surface of the housing cylindrical portion 112, and then moves downward along the inner surface of the housing cylindrical portion 112. Then, after being crushed again by the crushing blade 423 of the hammer 42 and the crushing blade 432 of the liner 43, the material is again conveyed upward by the conveying air flow.
- the pulverization by the hammer 42 and the liner 43, the conveyance by the conveyance air flow, and the classification by the swirling air flow are repeated to generate the powder particles which are crushed into the particle diameter of the determined particle diameter and the particle diameter smaller than that.
- the produced granular material is collected by the filter device Ft and taken out.
- the guide plate 61 is disposed inside the housing 11.
- the guide surface 611 of the guide plate 61 guides the swirling air flow inward. By this operation, the swirling air flow is directed inward.
- the force F1 due to the swirling air flow can be smaller than in the case where the guide plate 61 is not disposed. Therefore, it is possible to lower the flow rate of the carrier air flow and the rotation speed of the swirling air flow generation unit 50 in order to obtain a predetermined particle diameter. In other words, since the flow rate of the carrier air flow can be suppressed to a low level, the fine particles can be miniaturized.
- power consumption can be reduced, that is, energy saving can be achieved.
- the guide surface 611 is arranged to guide the swirling air flow inward smoothly. Therefore, compared with the conventional configuration in which the swirling airflow collides with the plate-like member, the powder particles are less likely to adhere to the guide plate 61, and vortices are less likely to occur in the swirling airflow. Therefore, powder and granular material can be manufactured smoothly and efficiently.
- the powder particles can be conveyed inward even if the flow rate of the conveying air flow is low. Even if the flow rate of the carrier air flow is low, the powder particles are unlikely to remain inside the housing 11. Thereby, crushing is repeated by the crushing blade 423 of the hammer 42 and the crushing blade 432 of the liner 43, and excessive crushing which is excessively crushed can be suppressed, and the generation amount of fine powder can be suppressed.
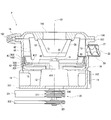
- FIG. 9 is a cross-sectional view of a conventional powder processing apparatus used in the test of the comparative example.
- the powder processing apparatus P shown in FIG. 9 has substantially the same configuration as the powder processing apparatus A shown in FIG. 1 except that an inner cylinder 81 and vertical vanes 82 are provided instead of the guide plate 61. . Therefore, in the powder processing apparatus P, parts substantially the same as the powder processing apparatus A are given the same reference numerals, and detailed descriptions of the same parts will be omitted. In FIG. 9, the reference numerals of parts not directly related to the features of the present invention are also omitted.
- the powder processing apparatus P includes an inner cylinder 81 inside the housing cylindrical portion 112.
- the inner cylinder 81 has a cylindrical shape that wraps the outer side of the swirling air flow generation unit 50.
- the vertical vanes 82 are flat and connect the outer surface of the inner cylinder 81 and the inner surface of the housing cylindrical portion 112.
- a plurality of (for example, six) vertical vanes 82 are provided and arranged along the radial direction.
- the powder processing apparatus P In the powder processing apparatus P, the granular material transported to the swirling air flow in the circumferential direction along the housing cylindrical portion 112 and collides with the vertical vanes 82. And it falls to the lower side. Then, the dropped powdery particles are crushed again by the crushing unit 40.
- the powder processing apparatus P of the comparative example has such a configuration.
- the powder processing apparatus P As in the powder processing apparatus A, the raw material supplied from the raw material supply unit 20 falls onto the first rotating body 41 of the pulverizing unit 40. The raw material is crushed into powder by a crushing blade 423 of the hammer 42 and a crushing blade 432 of the liner 43. Then, the crushed raw material is conveyed by the conveying air flow, and passes between the inner periphery of the housing cylindrical portion 112 and the outer periphery of the inner cylinder 81. Thereafter, the granular material is classified by the swirling air flow generation unit 50. Then, powder particles smaller than the determined particle diameter pass through the gap of the blade 52 and are discharged to the outside from the discharge hole 116.
- the powder particles having a particle diameter larger than the determined particle diameter move downward inside the inner cylinder 81 and drop into the first rotating body 41. Then, the dropped powder particles are crushed again into fine particles, that is, particles with a small particle diameter, by the crushing blade 423 of the hammer 42 and the crushing blade 432 of the liner 43.
- the powder processing apparatus P by repeating the above operation, the raw material is crushed into powder particles and classification is performed.
- a test result using the powder processing apparatus A of the present invention is taken as an example, and a test result performed using a conventional powder processing apparatus P is taken as a comparative example.
- the tests are conducted under the same conditions in both the example and the comparative example.
- the conditions of the test are as follows.
- about the part to which the condition has changed for every evaluation it demonstrates for every evaluation.
- an Example is shown with a square and a comparative example is shown with a triangle.
- Shape of hammer crusher blade Tatemizo Hammer outer diameter: 318.1 mm Number of hammers: 12 pcs rotation speed: 7000 rpm Rotating air flow generator rotation speed: 2000rpm-7000rpm Pulverized material: Heavy calcium carbonate (particle size about 1 mm)
- the standard flow rate is an air flow supplied to the powder processing apparatus P in the conventional powder processing performed using the powder processing apparatus P, that is, the flow rate of the carrier air flow.
- the results of Tests 1 and 2 are shown in FIG. 10 and FIG.
- FIG. 10 is a graph showing the results of Test 1.
- FIG. 11 is a graph showing the results of Test 2.
- the ordinate represents the grinding efficiency (kg / kW ⁇ h)
- the abscissa represents the median diameter (D 50 ⁇ m).
- the grinding efficiency indicates the throughput of the raw material per unit power.
- FIG. 12 is a graph showing the time until the grinding unit returns to the idle state after the supply of the raw material is stopped.
- the vertical axis represents the time until the load on the grinding unit 40 is minimized after the supply of the raw material is stopped, that is, the idle state is restored.
- the horizontal axis is the median diameter D 50 of the product powder granules.
- the time for which the particulates stay inside the housing 11 is the time required for the treatment.
- the time to return to the idle state is shorter in the example than in the comparative example when the median diameter D 50 is the same. That is, when the flow rate of the carrier air flow is small, it can be seen that the processing time until the powder processing apparatus A grinds the raw material than the powder processing apparatus P and obtains the powder of the determined particle size is short. The Thereby, it is understood that the powder processing apparatus A of the present invention can shorten the tact time of the processing compared to the conventional powder processing apparatus P when the flow rate of the carrier air flow is small.
- FIG. 13 is a graph showing the grinding efficiency. Graph of FIG. 13, similar to the graph of FIG. 13, crushing a longitudinal axis efficiency, and the median diameter D 50 of the horizontal axis.
- the grinding efficiency of the powder processing apparatus A according to the present invention is smaller than that of the conventional powder processing apparatus P when the flow rate of the carrier air flow is small. It also turned out to be expensive.
- Evaluation 4 the test was performed using polystyrene as a raw material.
- a material such as polystyrene which is hard to break is used and the flow rate of the carrier air flow is low, in the conventional powder processing apparatus P, the fluctuation of the grinding load becomes large and stable operation can not be performed. From this, it was found that the powder processing apparatus A according to the present invention had high operation stability at a low air volume as compared to the conventional powder processing apparatus P. That is, it was found that the powder processing apparatus A according to the present invention can reduce the air flow more than the conventional powder processing apparatus P.
- FIG. 14 is a graph showing the content of fine powder contained in the produced granular material. 14, the vertical axis fines ratio, and the median diameter D 50 of the horizontal axis.
- the powder processing apparatus A of the present invention When powder particles having the same median diameter D 50 are produced, the powder processing apparatus A of the present invention has a lower fine powder ratio than that of the conventional powder processing apparatus P. That is, when powder particles having a determined particle diameter are generated using the same amount of raw material, the powder processing apparatus A of the present invention can generate more particles than the conventional powder processing apparatus P. That is, it can be seen that the powder processing apparatus A of the present invention has less waste than the conventional powder processing apparatus P, and the powder processing efficiency is high.
- FIG. 15 is a graph showing the grinding efficiency.
- Figure 15 is crushed ordinate efficiency, and the median diameter D 50 of the horizontal axis.
- the pulverization efficiency is higher than when the conventional powder processing apparatus P1 is used.
- the powder processing apparatus according to the present invention having the guide surface is the conventional powder processing apparatus. It can be seen that the grinding efficiency is higher than that.
- the housing has a guide surface for guiding the swirling air flow generated inside the housing to the inside, so that crushing is performed compared to the conventional powder processing apparatus.
- the efficiency is high and the powder processing time can be shortened.
- the use of the powder processing apparatus according to the present invention requires less raw materials necessary to obtain powder particles having a determined particle size, as compared to the case of using a conventional powder processing apparatus.
- the flow rate of the air flowed in can be reduced, that is, the flow rate of the air flow can be reduced.
- Reference Signs List 10 housing 11 housing 111 housing bottom portion 112 housing cylindrical portion 113 flange portion 114 housing top plate portion 115 through hole 116 discharge hole 12 shaft holding portion 13 raw material receiving hole 14 air flow inflow portion 15 bottom cover 20 raw material supply portion 30 drive portion 31 1 shaft 311 first pulley 32 second shaft 321 second pulley 331 first belt 332 second belt 40 crushing unit 41 first rotary body 412 hammer attachment unit 42 hammer 423 crushing blade 43 liner 432 crushing blade 50 swirling air flow generation unit 51 Second rotating body 52 blade 60 guide portion 61 guide plate 62 support rib 63 guide plate 64 guide member 65 guide member 66 guide member 70 air flow outflow portion 71 exhaust tube portion 72 exhaust flange A powder processing device CL Body treatment system Ft filter device Bw blower
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Crushing And Pulverization Processes (AREA)
Abstract
Selon l'invention, afin d'obtenir un débit d'air inférieur et une poudre plus fine avec une constitution simple, un dispositif de traitement de poudre comprend : un boîtier cylindrique ; une unité d'alimentation en matière première ; un premier corps rotatif qui tourne autour d'un axe central ; un élément de pulvérisation destiné à pulvériser la matière première ; un second corps rotatif qui tourne autour de l'axe central ; une pluralité de pales qui sont disposées selon un motif radial au niveau d'une extrémité dans une direction perpendiculaire au second corps rotatif ; une unité d'entrée d'air qui est disposée sur le côté inférieur du corps rotatif et qui permet l'entrée d'un flux d'air vers l'intérieur du boîtier ; une unité de sortie d'air destinée à évacuer le flux d'air, comprenant de la poudre, à partir de la partie supérieure du boîtier ; et une surface de guidage qui fait face au second corps rotatif dans la direction radiale et dont le côté avant est positionné plus vers l'intérieur dans la direction radiale que le côté arrière dans la direction de rotation du second corps rotatif.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020207011109A KR102559996B1 (ko) | 2017-10-27 | 2018-10-24 | 분체 처리 장치 |
| CN201880069175.4A CN111278567B (zh) | 2017-10-27 | 2018-10-24 | 粉体处理装置 |
| EP18871182.4A EP3702040A4 (fr) | 2017-10-27 | 2018-10-24 | Dispositif de traitement de poudre |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017208042A JP6982467B2 (ja) | 2017-10-27 | 2017-10-27 | 粉体処理装置 |
| JP2017-208042 | 2017-10-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019082931A1 true WO2019082931A1 (fr) | 2019-05-02 |
Family
ID=66246575
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/039504 WO2019082931A1 (fr) | 2017-10-27 | 2018-10-24 | Dispositif de traitement de poudre |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3702040A4 (fr) |
| JP (1) | JP6982467B2 (fr) |
| KR (1) | KR102559996B1 (fr) |
| CN (1) | CN111278567B (fr) |
| WO (1) | WO2019082931A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114273010A (zh) * | 2021-12-22 | 2022-04-05 | 严东 | 一种花椒壳籽分离设备 |
| CN114392687A (zh) * | 2022-01-21 | 2022-04-26 | 苏州市希尔孚新材料股份有限公司 | 一种银碳化钨石墨触点的微量元素定量添加设备及制造方法 |
| CN117244638A (zh) * | 2023-08-08 | 2023-12-19 | 欧斯迦德(徐州)机械制造有限公司 | 一种复合破碎式重型破碎机 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7330786B2 (ja) * | 2019-07-05 | 2023-08-22 | 川崎重工業株式会社 | 粉砕システムの運転方法及び粉体の製造方法 |
| DE102020100907A1 (de) * | 2020-01-16 | 2021-07-22 | Netzsch Trockenmahltechnik Gmbh | Vorrichtung und verfahren zum verrunden von graphitflocken eines graphitmaterials |
| CN113713919B (zh) * | 2021-08-17 | 2023-05-23 | 承德华净活性炭有限公司 | 一种环保生物质颗粒粉碎筛选装置 |
| CN116422418A (zh) * | 2023-04-23 | 2023-07-14 | 山东惟远新材料装备有限公司 | 一种超细粉碎分级机 |
| CN118080082B (zh) * | 2024-04-28 | 2024-06-28 | 佳木斯大学 | 一种药物原料粉碎筛分一体设备 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001041652A (ja) * | 1999-07-29 | 2001-02-16 | Hosokawa Micron Corp | 気流乾燥装置 |
| JP2001259451A (ja) | 2001-04-27 | 2001-09-25 | Hosokawa Micron Corp | 微粉砕装置及び粉体製品製造システム |
| JP2003517927A (ja) * | 1999-12-21 | 2003-06-03 | ロエシェ ゲーエムベーハー | ミル分級機 |
| JP2007061684A (ja) * | 2005-08-29 | 2007-03-15 | Babcock Hitachi Kk | 竪型粉砕機 |
| JP2010253394A (ja) * | 2009-04-24 | 2010-11-11 | Earth Technica:Kk | 分級機構 |
| JP2011098316A (ja) * | 2009-11-09 | 2011-05-19 | Ihi Corp | 竪型ローラミル |
| WO2014124899A1 (fr) | 2013-02-15 | 2014-08-21 | Thyssenkrupp Industrial Solutions Ag | Séparateur et procédé pour faire fonctionner un séparateur |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE942244C (de) * | 1951-02-23 | 1956-06-14 | Kloeckner Humboldt Deutz Ag | Prallmuehle |
| DE4026924A1 (de) * | 1990-08-25 | 1992-02-27 | Orenstein & Koppel Ag | Vertikalprallmuehle mit integrierter materialklassierung |
| DE9313930U1 (de) * | 1993-09-15 | 1993-11-25 | Kohlhaas & Kraus Ingenieurgesellschaft mbH, 53757 Sankt Augustin | Einrichtungen zur Beeinflussung eines Kornspektrums in hochtourigen Sichtermühlen |
| DE10141414B4 (de) * | 2001-08-23 | 2004-03-04 | Loesche Gmbh | Wälzmühle, Luftstrom-Wälzmühle, und Verfahren zur Vermahlung von Stoffen mit magnetisierbaren, insbesondere eisenhaltigen Bestandteilen, beispielsweise Schlacken |
| DE10317437A1 (de) * | 2003-04-15 | 2004-10-28 | Babcock Borsig Power Systems Gmbh | Walzen- oder Walzenschüsselmühle |
| CN201380093Y (zh) * | 2009-03-05 | 2010-01-13 | 薛晓军 | 立轴式超细粉碎机 |
| CN102574125A (zh) * | 2010-09-16 | 2012-07-11 | 里基·E·沃克 | 煤粉碎机/分级机导流板 |
| DE102011014592A1 (de) * | 2011-03-21 | 2012-09-27 | Loesche Gmbh | Wälzmühle |
| CN202478997U (zh) * | 2012-03-21 | 2012-10-10 | 邢军 | 直吸式空气分级磨粉机 |
| CN105312144B (zh) * | 2014-06-10 | 2018-04-20 | 细川密克朗国际公司 | 超微气流分级磨 |
| JP6570270B2 (ja) * | 2015-03-10 | 2019-09-04 | 株式会社栗本鐵工所 | 分級機能付粉砕装置 |
| CN205570444U (zh) * | 2015-12-15 | 2016-09-14 | 莱歇研磨机械制造(上海)有限公司 | 一种可调节多级分离式选粉机 |
| CN105618202A (zh) * | 2016-03-17 | 2016-06-01 | 厦门金邦达实业有限责任公司 | 一种具有翼型叶轮导流装置的中速磨煤机 |
| CN107096608A (zh) * | 2017-05-27 | 2017-08-29 | 广州天地实业有限公司 | 一种立式超微粉碎机 |
-
2017
- 2017-10-27 JP JP2017208042A patent/JP6982467B2/ja active Active
-
2018
- 2018-10-24 KR KR1020207011109A patent/KR102559996B1/ko active IP Right Grant
- 2018-10-24 CN CN201880069175.4A patent/CN111278567B/zh active Active
- 2018-10-24 WO PCT/JP2018/039504 patent/WO2019082931A1/fr unknown
- 2018-10-24 EP EP18871182.4A patent/EP3702040A4/fr active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001041652A (ja) * | 1999-07-29 | 2001-02-16 | Hosokawa Micron Corp | 気流乾燥装置 |
| JP2003517927A (ja) * | 1999-12-21 | 2003-06-03 | ロエシェ ゲーエムベーハー | ミル分級機 |
| JP2001259451A (ja) | 2001-04-27 | 2001-09-25 | Hosokawa Micron Corp | 微粉砕装置及び粉体製品製造システム |
| JP2007061684A (ja) * | 2005-08-29 | 2007-03-15 | Babcock Hitachi Kk | 竪型粉砕機 |
| JP2010253394A (ja) * | 2009-04-24 | 2010-11-11 | Earth Technica:Kk | 分級機構 |
| JP2011098316A (ja) * | 2009-11-09 | 2011-05-19 | Ihi Corp | 竪型ローラミル |
| WO2014124899A1 (fr) | 2013-02-15 | 2014-08-21 | Thyssenkrupp Industrial Solutions Ag | Séparateur et procédé pour faire fonctionner un séparateur |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3702040A4 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114273010A (zh) * | 2021-12-22 | 2022-04-05 | 严东 | 一种花椒壳籽分离设备 |
| CN114392687A (zh) * | 2022-01-21 | 2022-04-26 | 苏州市希尔孚新材料股份有限公司 | 一种银碳化钨石墨触点的微量元素定量添加设备及制造方法 |
| CN114392687B (zh) * | 2022-01-21 | 2023-04-07 | 苏州市希尔孚新材料股份有限公司 | 一种银碳化钨石墨触点的微量元素定量添加设备及制造方法 |
| CN117244638A (zh) * | 2023-08-08 | 2023-12-19 | 欧斯迦德(徐州)机械制造有限公司 | 一种复合破碎式重型破碎机 |
| CN117244638B (zh) * | 2023-08-08 | 2024-03-29 | 欧斯迦德(徐州)机械制造有限公司 | 一种复合破碎式重型破碎机 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3702040A4 (fr) | 2021-08-11 |
| EP3702040A1 (fr) | 2020-09-02 |
| KR20200068671A (ko) | 2020-06-15 |
| CN111278567A (zh) | 2020-06-12 |
| CN111278567B (zh) | 2021-10-19 |
| JP2019076874A (ja) | 2019-05-23 |
| KR102559996B1 (ko) | 2023-07-26 |
| JP6982467B2 (ja) | 2021-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019082931A1 (fr) | Dispositif de traitement de poudre | |
| JP3710333B2 (ja) | 気流乾燥装置 | |
| US7708216B2 (en) | High turbulence mill and bi-negative pressure turbine thereof | |
| US5094391A (en) | Pneumatic classifier | |
| JPWO2012014985A1 (ja) | ジェットミル | |
| JP2015167930A (ja) | 竪型粉砕機 | |
| KR102249403B1 (ko) | 초미립자 분쇄기 | |
| US6877683B2 (en) | Crusher | |
| JP5030430B2 (ja) | 竪型ローラミル | |
| CN1929925B (zh) | 高度湍流磨及其双负压涡轮 | |
| JP2010094574A (ja) | ジェットミル | |
| JP5898330B2 (ja) | 気流乾燥装置 | |
| JP3907547B2 (ja) | 気流乾燥装置 | |
| KR101513054B1 (ko) | 2단 수직 원심 분급기 | |
| JP2005262147A (ja) | 粉体分級機 | |
| JP7028822B2 (ja) | 粉砕装置 | |
| JP4576577B2 (ja) | 粉砕装置 | |
| JPS62129153A (ja) | 竪型ミル | |
| JPH09131542A (ja) | 竪型粉砕機 | |
| JP2570708Y2 (ja) | 竪型粉砕機 | |
| JP3053073B2 (ja) | 衝突式気流粉砕装置 | |
| JPH03207477A (ja) | 分級装置 | |
| JP2024021692A (ja) | 粉体処理装置 | |
| JP2005288272A (ja) | 遠心式破砕機 | |
| JP2004113865A (ja) | 竪型粉砕機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18871182 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20207011109 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018871182 Country of ref document: EP Effective date: 20200527 |