WO2017158837A1 - 回転機械、回転機械のケーシングの製造方法 - Google Patents
回転機械、回転機械のケーシングの製造方法 Download PDFInfo
- Publication number
- WO2017158837A1 WO2017158837A1 PCT/JP2016/058804 JP2016058804W WO2017158837A1 WO 2017158837 A1 WO2017158837 A1 WO 2017158837A1 JP 2016058804 W JP2016058804 W JP 2016058804W WO 2017158837 A1 WO2017158837 A1 WO 2017158837A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- casing
- high porosity
- turbine
- compressor
- rotating machine
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 19
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 239000000463 material Substances 0.000 claims abstract description 38
- 239000007769 metal material Substances 0.000 claims abstract description 17
- 239000000843 powder Substances 0.000 claims description 45
- 230000002093 peripheral effect Effects 0.000 claims description 36
- 238000002844 melting Methods 0.000 claims description 22
- 230000008018 melting Effects 0.000 claims description 22
- 230000001678 irradiating effect Effects 0.000 claims description 6
- 230000008569 process Effects 0.000 claims description 3
- 238000003892 spreading Methods 0.000 claims description 2
- 230000007480 spreading Effects 0.000 claims description 2
- 239000007789 gas Substances 0.000 description 23
- 229910052751 metal Inorganic materials 0.000 description 16
- 239000002184 metal Substances 0.000 description 16
- 230000004048 modification Effects 0.000 description 13
- 238000012986 modification Methods 0.000 description 13
- 238000003475 lamination Methods 0.000 description 7
- 239000003054 catalyst Substances 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- 229910000838 Al alloy Inorganic materials 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 238000009751 slip forming Methods 0.000 description 4
- 238000005266 casting Methods 0.000 description 3
- 238000004512 die casting Methods 0.000 description 3
- 230000017525 heat dissipation Effects 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 230000005855 radiation Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 206010037660 Pyrexia Diseases 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 239000002912 waste gas Substances 0.000 description 1
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02B—INTERNAL-COMBUSTION PISTON ENGINES; COMBUSTION ENGINES IN GENERAL
- F02B39/00—Component parts, details, or accessories relating to, driven charging or scavenging pumps, not provided for in groups F02B33/00 - F02B37/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/38—Process control to achieve specific product aspects, e.g. surface smoothness, density, porosity or hollow structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/26—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass heat exchangers or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
- F01D25/08—Cooling; Heating; Heat-insulation
- F01D25/14—Casings modified therefor
- F01D25/145—Thermally insulated casings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
- F01D25/24—Casings; Casing parts, e.g. diaphragms, casing fastenings
- F01D25/26—Double casings; Measures against temperature strain in casings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02B—INTERNAL-COMBUSTION PISTON ENGINES; COMBUSTION ENGINES IN GENERAL
- F02B37/00—Engines characterised by provision of pumps driven at least for part of the time by exhaust
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02C—GAS-TURBINE PLANTS; AIR INTAKES FOR JET-PROPULSION PLANTS; CONTROLLING FUEL SUPPLY IN AIR-BREATHING JET-PROPULSION PLANTS
- F02C6/00—Plural gas-turbine plants; Combinations of gas-turbine plants with other apparatus; Adaptations of gas-turbine plants for special use
- F02C6/04—Gas-turbine plants providing heated or pressurised working fluid for other apparatus, e.g. without mechanical power output
- F02C6/10—Gas-turbine plants providing heated or pressurised working fluid for other apparatus, e.g. without mechanical power output supplying working fluid to a user, e.g. a chemical process, which returns working fluid to a turbine of the plant
- F02C6/12—Turbochargers, i.e. plants for augmenting mechanical power output of internal-combustion piston engines by increase of charge pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/02—Selection of particular materials
- F04D29/023—Selection of particular materials especially adapted for elastic fluid pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/40—Casings; Connections of working fluid
- F04D29/42—Casings; Connections of working fluid for radial or helico-centrifugal pumps
- F04D29/4206—Casings; Connections of working fluid for radial or helico-centrifugal pumps especially adapted for elastic fluid pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/58—Cooling; Heating; Diminishing heat transfer
- F04D29/582—Cooling; Heating; Diminishing heat transfer specially adapted for elastic fluid pumps
- F04D29/5853—Cooling; Heating; Diminishing heat transfer specially adapted for elastic fluid pumps heat insulation or conduction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2207/00—Aspects of the compositions, gradients
- B22F2207/11—Gradients other than composition gradients, e.g. size gradients
- B22F2207/17—Gradients other than composition gradients, e.g. size gradients density or porosity gradients
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/001—Turbines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2220/00—Application
- F05D2220/40—Application in turbochargers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/22—Manufacture essentially without removing material by sintering
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/30—Manufacture with deposition of material
- F05D2230/31—Layer deposition
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2260/00—Function
- F05D2260/20—Heat transfer, e.g. cooling
- F05D2260/231—Preventing heat transfer
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/50—Intrinsic material properties or characteristics
- F05D2300/502—Thermal properties
- F05D2300/5024—Heat conductivity
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/50—Intrinsic material properties or characteristics
- F05D2300/514—Porosity
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/10—Internal combustion engine [ICE] based vehicles
- Y02T10/12—Improving ICE efficiencies
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Combustion & Propulsion (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Automation & Control Theory (AREA)
- Thermal Sciences (AREA)
- Supercharger (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
Description
このような構成によれば、ケーシングの主部に対し、高気孔率部は気孔率が高いので、熱伝導性が低くなる。このような高気孔率部を部分的に設けることで、ケーシングの熱伝導性を部分的に制御しつつ、主部により必要な剛性を維持することができる。
このように、空隙を有することで、高気孔率部は熱伝導性が低くなる。このような空隙は、例えば、ケーシングを形成する金属材料からなる粉体を完全に溶融しないようにすることで形成することができる。
高気孔率部にケーシングを形成する金属材料からなる粉体が存在するようにすることで、高気孔率部の密度を低く、気孔率を高くすることができる。このような粉体は、例えば、ケーシングを形成する金属材料を完全に溶融しないことで、ケーシング中に粉体のまま存在させることができる。
このように、ケーシングの全周ではなく、周方向に間隔を空けて部分的に高気孔率部を設けると、高気孔率部によって熱伝導性を抑制することができる。高気孔率部以外は、高気孔率部よりも気孔率が低い主部によって形成されることなり、ケーシングのカバーの強度を確保することができる。
これにより、コンプレッサの出口側のスクロール流路から、インペラによって昇温、昇圧される空気の熱が、入口流路側に伝わることを抑制できる。この結果、コンプレッサの入口側における吸込温度上昇が抑制され、コンプレッサの圧力比低下、効率低下を抑制することができる。
これにより、高気孔率部により、タービンケーシング内を通る排ガスの熱がタービンケーシングを通して放出されることを抑制できる。さらに、タービンケーシングの外周部側のみ気孔率を高めることで、高温ガスに晒されるタービンケーシングの内面の耐酸化性を維持することができる。
このようにして、金属材料から形成された主部と、主部よりも気孔率が高い高気孔率部と、を備えるケーシングを形成することができる。このようなケーシングは、高気孔率部の気孔率が高いので、熱伝導率が部分的に低くなる。このような高気孔率部を設けることで、ケーシングの熱伝導率を部分的に制御しつつ、主部により必要な剛性を維持することができる。
次に、この発明の第一実施形態における回転機械、回転機械のケーシングの製造方法を図面に基づき説明する。
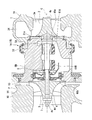
図1は、この発明の第一実施形態におけるターボチャージャの断面図である。
図1に示すように、ターボチャージャ(回転機械)1Aは、タービンホイール2、コンプレッサホイール(インペラ)3、回転軸(回転体)4、ジャーナルベアリング5A,5B、及び軸受ハウジング6を備えている。このターボチャージャ1Aは、例えば、回転軸4が水平方向に延在するような姿勢で自動車等にエンジンの補機として搭載される。ここで、図1に示す一点鎖線は、回転軸4の中心軸Cを示している。
回転軸4及びコンプレッサホイール3は、タービンホイール2の回転に伴って中心軸Cを中心に回転する。
コンプレッサホイール3は、いわゆるインペラであって、回転軸4が回転することによって空気を遠心圧縮する。より具体的には、中心軸Cの延びる方向で第二側から流入する空気(吸気)を昇圧および昇温して、その径方向外側に形成されるディフューザ13へと送り出す。
図2に示すように、コンプレッサケーシング10は、ホイール入口流路(入口流路)11と、ホイール流路12と、ディフューザ13と、スクロール14と、を形成する。
コンプレッサケーシング10は、例えばアルミ合金等の金属材料を用い、金属積層法により形成される。
図3に示すように、金属積層法は、材料粉を所定厚さに敷き詰めて材料粉層を形成する工程S1と、材料粉層に溶融ビームを照射する工程S2と、を順次繰り返す。
高気孔率部16Hは、ホイール流路12、ディフューザ13、および、スクロール14からホイール入口流路11への熱伝導を抑制する。高気孔率部16Hは、例えば、ホイール入口流路11の一般部18の外周側に、周方向に連続して形成されている。高気孔率部16Hは、一般部18の内周面18fに露出せず、内周面18fよりも所定の寸法だけ外周側の領域に形成されている。
この高気孔率部16Hは、コンプレッサケーシング10において、高気孔率部16H以外の部分を形成する低気孔率部(主部、残部)16Lよりも、気孔率が高くなるように形成されている。
この高気孔率部16Hは、例えば材料粉の表面のみが溶融し、表面よりも内側が未溶融の状態であってもよい。このようにすると、高気孔率部16Hは、各材料粉の形状を維持したまま、表面が溶融することで複数の材料粉同士が結着しつつ、材料粉間に多数の空隙が形成された多孔質状に形成することができる。
ここで、上述した高気孔率部16Hは、材料粉が完全に未溶融のまま、すなわち材料粉のまま残存していてもよい。これには、例えば、周囲の低気孔率部16Lを形成する部分に対しては、溶融ビームを照射し、高気孔率部16Hを形成する部分に対しては、溶融ビームを非照射とし、材料粉を未溶融のまま残存させる。
そこで、図2中に二点鎖線で示すように、例えばコンプレッサケーシング10の外周壁10Fを薄肉化することができる。
このように、スクロール14を形成するコンプレッサケーシング10の外周壁10Fを薄肉化することで、コンプレッサホイール3の回転により昇温、昇圧された圧縮空気の放熱を促進することができる。さらに、コンプレッサケーシング10は、タービンTに近い側が、輻射の影響でメタルの温度が上昇する。しかし、コンプレッサケーシング10において、タービンTとは反対側を向く外周壁10Fが薄肉化されることで、放熱効果を促進できる。
なお、このように、ホイール流路12の外周面を薄肉化するのは、周方向に間隔を空けた複数個所であってもよい。
その結果、コンプレッサケーシング10を介しての熱伝達を抑え、ターボチャージャ1Aの性能を向上することが可能となる。
さらに、高気孔率部16Hは、金属材料からなる粉体が存在しているようにすることができる。これにより、高気孔率部16Hは密度が低く、気孔率が高くなり、熱伝導性が低くなる。
これらのような高気孔率部16Hは、溶融ビームの照射の際に、材料粉の少なくとも未溶融の状態とすればよく、容易に形成できる。
このように、コンプレッサケーシング10の薄肉化を図ることで、コンプレッサホイール3により昇温した空気の放熱を促進することができる。
さらに、コンプレッサケーシング10のタービンT側が輻射の影響で表面メタル温度が上昇するのに対し、コンプレッサケーシング10のタービンTとは反対側の外周壁10Fの肉厚を薄くすることで、放熱効果を促進できる。
第一実施形態では、高気孔率部16Hを、ホイール入口流路11の一般部18の外周側に形成したが、これに限るものではない。
図4は、この発明の第一実施形態の第一変形例における図2に相当する断面図である。
例えば、図4に示すように、高気孔率部116Hは、ホイール入口流路11を形成するコンプレッサケーシング10の傾斜部17および一般部18と、ホイール流路12とを連続して形成するようにしてもよい。
第一実施形態においては、図2、図4に示すように、高気孔率部16H,116Hを周方向に連続して全周に形成したが、この構成に限られない。例えば、高気孔率部16H,116Hは、周方向に間隔を空けて複数個所に設けるようにしてもよい。
次に、この発明の第二実施形態を図面に基づき説明する。この第二実施形態の説明においては、図1を援用するとともに、第一実施形態と同一部分に同一符号を付して説明する。さらに、第一実施形態で説明した構成と共通するターボチャージャの全体構成については、その詳細説明を省略する。
図5に示すように、タービンケーシング31は、ガス導入部(図示無し)と、スクロール流路34と、排気部35と、を備えている。
低気孔率部36Lと高気孔率部36Hとは、上述した金属積層法で形成できる。この金属積層法で形成する際、低気孔率部36Lと高気孔率部36Hとは、溶融ビームを照射する工程で、照射する溶融ビームの出力、ビーム走査速度、ビーム走査線幅等を調整することで形成される。
その結果、タービンケーシング31を介した熱伝達を抑え、ターボチャージャ1Bの性能を向上することが可能となる。
上述した第二実施形態においては、高気孔率部36Hを、例えば、スクロール流路34の外周壁部34w、排気部35のテーパ部35t、ストレート部35sにわたって連続して形成する場合について説明したが、この構成に限られない。
図6は、この発明の第二実施形態の第一変形例における図5に相当する断面図である。
図6に示すように、高気孔率部136Hは、例えば、スクロール流路34の外周壁部34wのみに形成するようにしてもよい。より具体的には、高気孔率部136Hは、タービンケーシング31のうち、排気部35などには形成せずに、スクロール流路34にのみ形成するようにしてもよい。
図7は、この発明の第二実施形態の第二変形例における図5に相当する断面図である。
図7に示すように、高気孔率部236Hは、例えば、排気部35のテーパ部35t、ストレート部35sのみに設けるようにしてもよい。
図5から図7では、高気孔率部36H,136H,236Hを周方向に連続して全周に形成する場合を例示した。しかし、この構成に限られず、例えば、高気孔率部36H,136H,236Hは、周方向に間隔を空けて複数個所に設けるようにしてもよい。
この発明は、上述した実施形態に限定されるものではなく、この発明の趣旨を逸脱しない範囲において、設計変更可能である。
上述した第一実施形態においては、高気孔率部16Hが、金属材料からなる粉体が未溶融の状態で存在している空隙を有する場合について説明した。しかし、高気孔率部16Hは、空隙から粉体を除去しても良い。この場合、ケーシングに粉体除去用の孔などを形成すれば紛体を除去することができる。
2 タービンホイール
2w タービン翼
3 コンプレッサホイール
4 回転軸(回転体)
4a 第一端部
4b 第二端部
4n ネジ部
5A,5B ジャーナルベアリング
6 軸受ハウジング
7 ナット
10 コンプレッサケーシング(ケーシング)
10F 外周壁
11 ホイール入口流路(入口流路)
12 ホイール流路
12a 最外周部
13 ディフューザ
14 スクロール
14a 端部
15a 曲面
16H,36H,116H,136H,236H 高気孔率部
16L,36L 低気孔率部(主部、残部)
17 傾斜部
18 一般部
18f 内周面
19 ブレード部
19g 外縁
31 タービンケーシング(ケーシング)
31a 開口部
31f 外周面
31g 内周面
32 取付金具
34 スクロール流路
34w 外周壁部
35 排気部
35s ストレート部
35t テーパ部
60a,60b 開口部
61A,61B ベアリング収容部
C 中心軸
P コンプレッサ
T タービン
Claims (7)
- 中心軸回りに回転する回転体と、
前記回転体の少なくとも一部を収容するケーシングと、を備え、
前記ケーシングは、金属材料から形成された主部と、前記主部と同材料で形成され、かつ前記主部よりも気孔率が高い高気孔率部と、を備える回転機械。 - 前記高気孔率部は、空隙を有する請求項1に記載の回転機械。
- 前記高気孔率部は、前記金属材料からなる粉体が存在している請求項1に記載の回転機械。
- 前記高気孔率部は、前記中心軸の周方向に間隔を空けた複数個所に設けられている、請求項1に記載の回転機械。
- 前記回転機械はターボチャージャであり、
前記ケーシングは、前記ターボチャージャのコンプレッサケーシングであり、
前記高気孔率部は、前記コンプレッサケーシングに形成されたスクロール流路と入口流路との間に形成されている請求項1に記載の回転機械。 - 前記回転機械はターボチャージャであり、
前記ケーシングは、前記ターボチャージャのタービンケーシングであり、
前記高気孔率部は、前記タービンケーシングの外周部に形成されている請求項1に記載の回転機械。 - 請求項1から6の何れか一項に記載の回転機械の前記ケーシングの製造方法であって、
前記ケーシングを形成する金属材料からなる材料粉を敷き詰めて材料粉層を形成する工程と、溶融ビームを照射して前記材料粉を溶融させる工程と、を繰り返すことで前記ケーシングを形成し、
前記材料粉を溶融させる工程は、前記溶融ビームの出力、ビーム走査速度、及びビーム走査線幅の少なくとも一つを調整することで、前記ケーシングの一部に、前記ケーシングの残部よりも気孔率が高い高気孔率部を形成する、回転機械のケーシングの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680083527.2A CN108779709A (zh) | 2016-03-18 | 2016-03-18 | 旋转机械、旋转机械的壳体的制造方法 |
| US16/082,866 US10634042B2 (en) | 2016-03-18 | 2016-03-18 | Rotating machine and method for manufacturing casing for rotating machine |
| PCT/JP2016/058804 WO2017158837A1 (ja) | 2016-03-18 | 2016-03-18 | 回転機械、回転機械のケーシングの製造方法 |
| EP16894455.1A EP3412890B1 (en) | 2016-03-18 | 2016-03-18 | Rotating machine and method for manufacturing casing for rotating machine |
| JP2018505204A JP6640326B2 (ja) | 2016-03-18 | 2016-03-18 | 回転機械、回転機械のケーシングの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2016/058804 WO2017158837A1 (ja) | 2016-03-18 | 2016-03-18 | 回転機械、回転機械のケーシングの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017158837A1 true WO2017158837A1 (ja) | 2017-09-21 |
Family
ID=59850215
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/058804 WO2017158837A1 (ja) | 2016-03-18 | 2016-03-18 | 回転機械、回転機械のケーシングの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10634042B2 (ja) |
| EP (1) | EP3412890B1 (ja) |
| JP (1) | JP6640326B2 (ja) |
| CN (1) | CN108779709A (ja) |
| WO (1) | WO2017158837A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019100205A (ja) * | 2017-11-29 | 2019-06-24 | 三菱重工業株式会社 | タービンホイール、ターボチャージャー及びタービンホイールの製造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016207745A1 (de) * | 2016-05-04 | 2017-11-09 | Continental Automotive Gmbh | Turbinengehäuse für einen Turbolader einer Brennkraftmaschine sowie Turbolader |
| DE102020101904A1 (de) * | 2020-01-27 | 2021-07-29 | Röchling Automotive SE & Co. KG | Verfahren zur Herstellung eines Luftkanalbauteils mit einem additiven Herstellungsverfahren unter Veränderung wenigstens eines Prozessparameters während der Verfahrensausführung und derartiges Luftkanalbauteil |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59118801A (ja) * | 1982-12-27 | 1984-07-09 | Toshiba Corp | 焼結部品の製造方法 |
| JP2003129862A (ja) * | 2001-10-23 | 2003-05-08 | Toshiba Corp | タービン翼の製造方法 |
| JP2005219384A (ja) * | 2004-02-06 | 2005-08-18 | Toyota Motor Corp | 射出成形型 |
| JP2013129899A (ja) * | 2011-12-22 | 2013-07-04 | Toyota Motor Corp | 断熱部材の製造方法およびこれにより製造された内燃機関 |
| JP2014122582A (ja) * | 2012-12-21 | 2014-07-03 | Toyota Motor Corp | 過給機 |
| JP2015187411A (ja) * | 2014-03-26 | 2015-10-29 | 株式会社東芝 | 動翼一体型タービンロータ、蒸気タービンおよび動翼一体型タービンロータの製造方法 |
| JP2016023351A (ja) * | 2014-07-23 | 2016-02-08 | 株式会社日立製作所 | 合金構造体 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55149178A (en) * | 1979-05-02 | 1980-11-20 | Ishikawajima Harima Heavy Ind | Composite heat resisting structure of ceramic and metal and its manufacture |
| US5980203A (en) | 1996-06-05 | 1999-11-09 | Atlas Compco Comptec | Spark-prevention coating for oxygen compressor shroud |
| US5704759A (en) * | 1996-10-21 | 1998-01-06 | Alliedsignal Inc. | Abrasive tip/abradable shroud system and method for gas turbine compressor clearance control |
| JP2001234753A (ja) | 2000-02-24 | 2001-08-31 | Hitachi Ltd | 過給機用コンプレッサハウジング |
| JP2007154750A (ja) * | 2005-12-05 | 2007-06-21 | Ishikawajima Harima Heavy Ind Co Ltd | 酸素圧縮機 |
| JP4655277B2 (ja) * | 2006-01-23 | 2011-03-23 | トヨタ自動車株式会社 | 構造体 |
| ITMI20070665A1 (it) * | 2007-03-30 | 2008-09-30 | Nuovo Pignone Spa | Rivestimento abradibile ed antincrostazione per macchine rotative a luido |
| CN201133281Y (zh) * | 2007-12-25 | 2008-10-15 | 孙宇 | 一种涡轮增压器 |
| JP5665602B2 (ja) * | 2011-02-25 | 2015-02-04 | 三菱重工業株式会社 | 多段過給機構造 |
| ITFI20120035A1 (it) * | 2012-02-23 | 2013-08-24 | Nuovo Pignone Srl | "produzione di giranti per turbo-macchine" |
| US20160332371A1 (en) * | 2014-01-22 | 2016-11-17 | United Technologies Corporation | Additive manufacturing system and method of operation |
| US10167727B2 (en) * | 2014-08-13 | 2019-01-01 | United Technologies Corporation | Gas turbine engine blade containment system |
| US11359632B2 (en) * | 2014-10-31 | 2022-06-14 | Ingersoll-Rand Industrial U.S., Inc. | Rotary screw compressor rotor having work extraction mechanism |
| US10132185B2 (en) * | 2014-11-07 | 2018-11-20 | Rolls-Royce Corporation | Additive process for an abradable blade track used in a gas turbine engine |
-
2016
- 2016-03-18 US US16/082,866 patent/US10634042B2/en active Active
- 2016-03-18 JP JP2018505204A patent/JP6640326B2/ja not_active Expired - Fee Related
- 2016-03-18 CN CN201680083527.2A patent/CN108779709A/zh active Pending
- 2016-03-18 WO PCT/JP2016/058804 patent/WO2017158837A1/ja active Application Filing
- 2016-03-18 EP EP16894455.1A patent/EP3412890B1/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59118801A (ja) * | 1982-12-27 | 1984-07-09 | Toshiba Corp | 焼結部品の製造方法 |
| JP2003129862A (ja) * | 2001-10-23 | 2003-05-08 | Toshiba Corp | タービン翼の製造方法 |
| JP2005219384A (ja) * | 2004-02-06 | 2005-08-18 | Toyota Motor Corp | 射出成形型 |
| JP2013129899A (ja) * | 2011-12-22 | 2013-07-04 | Toyota Motor Corp | 断熱部材の製造方法およびこれにより製造された内燃機関 |
| JP2014122582A (ja) * | 2012-12-21 | 2014-07-03 | Toyota Motor Corp | 過給機 |
| JP2015187411A (ja) * | 2014-03-26 | 2015-10-29 | 株式会社東芝 | 動翼一体型タービンロータ、蒸気タービンおよび動翼一体型タービンロータの製造方法 |
| JP2016023351A (ja) * | 2014-07-23 | 2016-02-08 | 株式会社日立製作所 | 合金構造体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3412890A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019100205A (ja) * | 2017-11-29 | 2019-06-24 | 三菱重工業株式会社 | タービンホイール、ターボチャージャー及びタービンホイールの製造方法 |
| JP7002306B2 (ja) | 2017-11-29 | 2022-01-20 | 三菱重工業株式会社 | タービンホイール、ターボチャージャー及びタービンホイールの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190093550A1 (en) | 2019-03-28 |
| JP6640326B2 (ja) | 2020-02-05 |
| EP3412890B1 (en) | 2021-05-05 |
| US10634042B2 (en) | 2020-04-28 |
| EP3412890A1 (en) | 2018-12-12 |
| CN108779709A (zh) | 2018-11-09 |
| EP3412890A4 (en) | 2019-03-13 |
| JPWO2017158837A1 (ja) | 2019-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4697492B2 (ja) | 電動過給機 | |
| US10662806B2 (en) | Compressor, turbine and turbocharger | |
| JP6671858B2 (ja) | 二方向性冷却液通路を有する電気モーター駆動圧縮機 | |
| JP5933552B2 (ja) | 排気ターボ過給機 | |
| WO2017158837A1 (ja) | 回転機械、回転機械のケーシングの製造方法 | |
| JP6460773B2 (ja) | ターボチャージャ | |
| EP2617961B1 (en) | Radial turbine | |
| CN110036553A (zh) | 电机 | |
| JP2009544882A (ja) | ターボチャージャのためのタービンハウジング | |
| KR20150138272A (ko) | 배기-가스 터보차저의 터빈 휘일 | |
| JP2015518115A (ja) | 排気ガスターボチャージャ | |
| JPWO2017168629A1 (ja) | ターボチャージャー | |
| WO2016088690A1 (ja) | コンプレッサ、これを備えた過給機、ならびにコンプレッサのスロート通路幅調整方法 | |
| JP7012350B2 (ja) | 遠心アトマイザ用回転ディスク装置、遠心アトマイザ、および、金属粉末の製造方法 | |
| JP6388772B2 (ja) | 遠心圧縮機およびディフューザ製造方法 | |
| JP5797724B2 (ja) | 排気ガスターボチャージャ | |
| US10240469B2 (en) | Cast turbocharger turbine housing having guide vanes | |
| JP2008196327A (ja) | ターボ過給機 | |
| JP2014050133A (ja) | ロータ、電動機及び過給機 | |
| EP3764525B1 (en) | Electric motor and housing with integrated heat exchanger channels | |
| JP7130675B2 (ja) | タービン動翼、ターボチャージャ及びタービン動翼の製造方法 | |
| JP7002306B2 (ja) | タービンホイール、ターボチャージャー及びタービンホイールの製造方法 | |
| JP2015224601A (ja) | 電動過給機 | |
| WO2019038896A1 (ja) | 中空部品及びその製造方法 | |
| CN117545941A (zh) | 节省空间的齿轮箱冷却装置和齿轮箱 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018505204 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016894455 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2016894455 Country of ref document: EP Effective date: 20180907 |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16894455 Country of ref document: EP Kind code of ref document: A1 |