JP6388772B2 - 遠心圧縮機およびディフューザ製造方法 - Google Patents
遠心圧縮機およびディフューザ製造方法 Download PDFInfo
- Publication number
- JP6388772B2 JP6388772B2 JP2014034151A JP2014034151A JP6388772B2 JP 6388772 B2 JP6388772 B2 JP 6388772B2 JP 2014034151 A JP2014034151 A JP 2014034151A JP 2014034151 A JP2014034151 A JP 2014034151A JP 6388772 B2 JP6388772 B2 JP 6388772B2
- Authority
- JP
- Japan
- Prior art keywords
- diffuser
- blade
- centrifugal compressor
- disk
- vortex chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/40—Casings; Connections of working fluid
- F04D29/42—Casings; Connections of working fluid for radial or helico-centrifugal pumps
- F04D29/44—Fluid-guiding means, e.g. diffusers
- F04D29/441—Fluid-guiding means, e.g. diffusers especially adapted for elastic fluid pumps
- F04D29/444—Bladed diffusers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D25/00—Pumping installations or systems
- F04D25/02—Units comprising pumps and their driving means
- F04D25/024—Units comprising pumps and their driving means the driving means being assisted by a power recovery turbine
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2220/00—Application
- F05D2220/40—Application in turbochargers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/23—Manufacture essentially without removing material by permanently joining parts together
- F05D2230/232—Manufacture essentially without removing material by permanently joining parts together by welding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2250/00—Geometry
- F05D2250/50—Inlet or outlet
- F05D2250/52—Outlet
Description
本発明の他の課題は、ディフューザディスクにディフューザ翼を強固に溶接するディフューザ製造方法を提供することにある。
本発明によるディフューザ製造方法は、曲面形成部とディフューザ翼との隙間を開先として利用することにより、ディフューザディスクにディフューザ翼を容易に溶接することができる。
2 :ロータ軸
3 :軸流タービン
5 :回転軸
6 :ケーシング
7 :インペラ
8 :ディフューザ
10:過給機
11:渦室
12:軸受台
14:ハブ側面
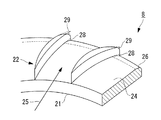
21:ディフューザディスク
22:ディフューザ翼
23:孔
24:シュラウド側面
25:流路
26:曲面形成部
28:溶接部
29:翼後縁R部
Claims (6)
- インペラを囲むように形成されたケーシングと、
前記ケーシングに形成された渦室と、
前記インペラと前記渦室との間に配置されるディフューザとを備え、
前記ディフューザは、
前記ケーシングに形成されるとともに、ハブ側面に対向するシュラウド側面が形成されるディフューザディスクと、
前記シュラウド側面と前記ハブ側面との間に配置されるディフューザ翼とを備え、
前記ディフューザディスクは、前記ハブ側面と前記シュラウド側面とに挟まれる流路が前記渦室に向かって大きくなるように、前記シュラウド側面の径方向外側に曲面形成部が形成され、
前記ディフューザ翼は、前記曲面形成部まで延長されているとともに、前記ハブ側面に対向する面のうちの径方向外側の後縁に翼後縁R部が形成されている遠心圧縮機。 - 前記ディフューザは、前記ディフューザ翼の根元部分が前記シュラウド側面の平面に沿うように形成されている請求項1に記載の遠心圧縮機。
- 前記ディフューザは、前記曲面形成部と前記ディフューザ翼との間に溶接部をさらに有する請求項2に記載の遠心圧縮機。
- 請求項1から3のいずれか一項に記載の遠心圧縮機と、
前記インペラを回転させる軸流タービンと、
を備える過給機。 - 円板及び複数の翼によって遠心圧縮機のディフューザを製造する方法であって、
円板のシュラウド側面の外周縁に、ハブ側面と前記ハブ側面に対向するシュラウド側面とに挟まれる流路が渦室に向かって大きくなるような曲面形成部を形成する工程と、
前記翼のハブ側面に対向する面のうちの径方向外側の後縁に翼後縁R部を形成する工程と、
前記シュラウド側面に前記翼を溶接により接合する工程と、
を備えるディフューザ製造方法。 - 前記曲面形成部と前記翼との間に形成される隙間を開先として溶接する工程をさらに備える請求項5に記載のディフューザ製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014034151A JP6388772B2 (ja) | 2014-02-25 | 2014-02-25 | 遠心圧縮機およびディフューザ製造方法 |
| CN201580003571.3A CN105874213B (zh) | 2014-02-25 | 2015-02-23 | 离心压缩机以及扩压器制造方法 |
| PCT/JP2015/055069 WO2015129633A1 (ja) | 2014-02-25 | 2015-02-23 | 遠心圧縮機およびディフューザ製造方法 |
| KR1020167016535A KR101887792B1 (ko) | 2014-02-25 | 2015-02-23 | 원심 압축기 및 디퓨저 제조 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014034151A JP6388772B2 (ja) | 2014-02-25 | 2014-02-25 | 遠心圧縮機およびディフューザ製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015158187A JP2015158187A (ja) | 2015-09-03 |
| JP2015158187A5 JP2015158187A5 (ja) | 2017-03-16 |
| JP6388772B2 true JP6388772B2 (ja) | 2018-09-12 |
Family
ID=54008951
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014034151A Active JP6388772B2 (ja) | 2014-02-25 | 2014-02-25 | 遠心圧縮機およびディフューザ製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6388772B2 (ja) |
| KR (1) | KR101887792B1 (ja) |
| CN (1) | CN105874213B (ja) |
| WO (1) | WO2015129633A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106870459B (zh) * | 2017-04-28 | 2019-08-16 | 广东威灵电机制造有限公司 | 导叶轮组件和具有其的风机 |
| CN108105158B (zh) * | 2018-01-15 | 2021-02-02 | 广东威灵电机制造有限公司 | 扩压器、风机、吸尘器和抽烟机 |
| CN109570920B (zh) * | 2018-11-20 | 2020-07-03 | 四川航天中天动力装备有限责任公司 | 一种波瓣式扩压器基体加工方法 |
| CN113829015B (zh) * | 2021-10-25 | 2023-10-27 | 重庆江增船舶重工有限公司 | 扇形扩压器的加工方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5167403A (en) | 1974-12-07 | 1976-06-11 | Showa Highpolymer | Fukugotaishiitono seizohoho |
| JPS6081498A (ja) * | 1983-10-03 | 1985-05-09 | ザ ギヤレツト コ−ポレ−シヨン | コンプレツサハウジング |
| GB9721434D0 (en) * | 1997-10-10 | 1997-12-10 | Holset Engineering Co | Improvements in or relating to compressors and turbines |
| CN2806843Y (zh) * | 2005-07-22 | 2006-08-16 | 江津增压器厂 | 一种用于涡轮增压器的压气机 |
| JP5029024B2 (ja) * | 2007-01-18 | 2012-09-19 | 株式会社Ihi | 遠心圧縮機 |
| US8328535B2 (en) * | 2007-02-14 | 2012-12-11 | Borgwarner Inc. | Diffuser restraint system and method |
| JP2009041431A (ja) * | 2007-08-08 | 2009-02-26 | Ihi Corp | 遠心圧縮機のディフューザ |
| DE102009041223B4 (de) | 2009-09-11 | 2014-01-02 | Man Diesel & Turbo Se | Verfahren zum Auslegen eines Antriebssystems |
| US8616836B2 (en) * | 2010-07-19 | 2013-12-31 | Cameron International Corporation | Diffuser using detachable vanes |
| JP5010722B2 (ja) * | 2010-08-31 | 2012-08-29 | 三菱重工業株式会社 | 遠心圧縮機のディフューザおよびこれを備えた遠心圧縮機 |
| JP2012207583A (ja) * | 2011-03-29 | 2012-10-25 | Toyota Motor Corp | 遠心圧縮機 |
-
2014
- 2014-02-25 JP JP2014034151A patent/JP6388772B2/ja active Active
-
2015
- 2015-02-23 KR KR1020167016535A patent/KR101887792B1/ko active IP Right Grant
- 2015-02-23 CN CN201580003571.3A patent/CN105874213B/zh active Active
- 2015-02-23 WO PCT/JP2015/055069 patent/WO2015129633A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160088929A (ko) | 2016-07-26 |
| KR101887792B1 (ko) | 2018-08-10 |
| CN105874213B (zh) | 2018-03-27 |
| CN105874213A (zh) | 2016-08-17 |
| WO2015129633A1 (ja) | 2015-09-03 |
| JP2015158187A (ja) | 2015-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8834129B2 (en) | Turbofan flow path trenches | |
| US6471474B1 (en) | Method and apparatus for reducing rotor assembly circumferential rim stress | |
| JP6514511B2 (ja) | 2つの部分スパンシュラウドおよび湾曲したダブテールを有する高翼弦動翼 | |
| JP6025962B2 (ja) | タービンロータ及び該タービンロータが組み込まれたターボチャージャ | |
| US8899931B2 (en) | Impeller, compressor, and method for producing impeller | |
| JP5145117B2 (ja) | 圧縮機のハウジング | |
| JP6388772B2 (ja) | 遠心圧縮機およびディフューザ製造方法 | |
| WO2010090062A1 (ja) | インペラ、圧縮機およびインペラの製造方法 | |
| JP6461382B2 (ja) | シュラウド付きタービンブレード | |
| WO2009107312A1 (ja) | ガスタービン及びディスク並びにディスクの径方向通路形成方法 | |
| JP2008291846A (ja) | シュラウド付きタービンブレード上のカッタ歯を中央設置する方法 | |
| JP2015075108A (ja) | シュラウド付きタービンブリスク及びその製造方法 | |
| JP6830999B2 (ja) | タービン動翼及びガスタービン | |
| JP6621982B2 (ja) | コンプレッサ、これを備えた過給機、ならびにコンプレッサのスロート通路幅調整方法 | |
| TWI608160B (zh) | 流體壓縮裝置的雙面壓縮葉輪及其製造方法 | |
| JP2019157710A (ja) | インペラ、遠心圧縮機、ガスタービン及びインペラの製造方法 | |
| JP2015175247A (ja) | シュラウド、動翼体、及び回転機械 | |
| JPWO2017203917A1 (ja) | 回転体、および、過給機 | |
| JP6349645B2 (ja) | 遠心圧縮機及び多段圧縮装置 | |
| JP6972473B2 (ja) | ラジアルターボ機械用羽根付きディスクの製造方法およびこの方法によって得られる羽根付きディスク | |
| JP6237077B2 (ja) | 遠心圧縮機 | |
| JP5851900B2 (ja) | 排気ディフューザおよびタービン | |
| JP2005291208A (ja) | 取付け式オーバカバーを有する一体形カバー付きノズル | |
| JPWO2019138497A1 (ja) | タービン動翼、ターボチャージャ及びタービン動翼の製造方法 | |
| US11814984B2 (en) | Rotor and compressor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170207 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171205 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180717 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180815 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6388772 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |