WO2015129633A1 - 遠心圧縮機およびディフューザ製造方法 - Google Patents
遠心圧縮機およびディフューザ製造方法 Download PDFInfo
- Publication number
- WO2015129633A1 WO2015129633A1 PCT/JP2015/055069 JP2015055069W WO2015129633A1 WO 2015129633 A1 WO2015129633 A1 WO 2015129633A1 JP 2015055069 W JP2015055069 W JP 2015055069W WO 2015129633 A1 WO2015129633 A1 WO 2015129633A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- diffuser
- centrifugal compressor
- impeller
- wing
- curved surface
- Prior art date
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/40—Casings; Connections of working fluid
- F04D29/42—Casings; Connections of working fluid for radial or helico-centrifugal pumps
- F04D29/44—Fluid-guiding means, e.g. diffusers
- F04D29/441—Fluid-guiding means, e.g. diffusers especially adapted for elastic fluid pumps
- F04D29/444—Bladed diffusers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D25/00—Pumping installations or systems
- F04D25/02—Units comprising pumps and their driving means
- F04D25/024—Units comprising pumps and their driving means the driving means being assisted by a power recovery turbine
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2220/00—Application
- F05D2220/40—Application in turbochargers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/23—Manufacture essentially without removing material by permanently joining parts together
- F05D2230/232—Manufacture essentially without removing material by permanently joining parts together by welding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2250/00—Geometry
- F05D2250/50—Inlet or outlet
- F05D2250/52—Outlet
Definitions
- the present invention relates to a centrifugal compressor and a method of manufacturing a diffuser, and more particularly, to a centrifugal compressor for pressurizing a fluid and a diffuser provided in the centrifugal compressor, and a method of manufacturing a diffuser used when manufacturing the diffuser.
- a centrifugal compressor used for a supercharger or the like is known.
- the centrifugal compressor includes a diffuser in a flow path for introducing the fluid pressurized by the impeller into the vortex chamber.
- a diffuser disk is provided with a diffuser blade (see Patent Documents 1 and 2).
- the above-mentioned diffuser appropriately introduce the fluid pressurized by the impeller into the vortex chamber, and it is desirable to extend the diffuser blade as much as possible.
- the diffuser wing may structurally interfere with the side of the hub or fail to secure the required air flow width for the outlet flow path.
- a centrifugal compressor comprises an impeller for pressurizing a fluid by rotating about a rotation axis, a casing forming a vortex chamber formed so as to surround the impeller, and the impeller And a diffuser disposed between the swirl chamber and the swirl chamber.
- the diffuser includes a diffuser disk having a shroud side opposite to a hub side formed on the casing, and a diffuser wing disposed between the diffuser disk and the hub side. At this time, the diffuser disk is outside the shroud side surface so that the width (channel width) in the rotation axis direction of the flow path interposed between the hub side surface and the shroud side surface increases toward the vortex chamber.
- a curved surface forming portion that bends smoothly is formed at the periphery.
- centrifugal compressor by forming the curved surface forming portion, even when the hub side surface is bent, the width in the direction of the rotation axis of the fluid flow path becomes larger toward the vortex chamber, the flow The road width can be secured. Since such a centrifugal compressor can secure the channel width, it can extend the chord of the diffuser blade, and appropriately introduce the fluid pressurized by the impeller into the vortex chamber it can.
- the diffuser of the centrifugal compressor according to the first aspect is formed such that a root portion of the diffuser blade is along a flat area of a shroud side surface of the diffuser disk.
- the passage width can be secured, so that the chord of the diffuser wing can be extended. it can.
- a centrifugal compressor can appropriately introduce the fluid pressurized by the impeller into the vortex chamber by extending the chord of the diffuser blade.
- the diffuser of the centrifugal compressor according to the first aspect further includes a weld between the curved surface forming portion and the diffuser wing.
- Such a diffuser is produced by welding a diffuser disk and a diffuser blade.
- the gap formed between the curved surface forming portion and the diffuser blade can be used as a groove, and the process of cutting the conventional diffuser disk and the diffuser blade to form the groove can be omitted. Work efficiency is improved.
- a wing trailing edge R portion is formed at a trailing edge of a surface opposed to the hub side surface along a curved surface on the radially outer side of the hub side ing.
- Such a diffuser blade can be suitably extended to a region of the hub side smoothly connected to the wall surface of the vortex chamber, that is, a curved surface on the radially outer side of the hub side. Thereby, the performance of the centrifugal compressor can be improved, and the vortex chamber can be made compact.
- the supercharger according to a second aspect of the present invention includes the centrifugal compressor according to the first aspect and an axial flow turbine for rotating the impeller.
- Such a turbocharger can improve the turbocharger performance by allowing the centrifugal compressor to appropriately introduce the fluid pressurized by the impeller into the vortex chamber.
- a diffuser manufacturing method is a diffuser manufacturing method for manufacturing a diffuser with a disc and a plurality of wings, and forms a curved surface forming portion that smoothly bends on the outer peripheral edge of the shroud side surface of the disc. And a step of welding a blade to a side surface of the shroud by welding.
- the curved surface forming portion is formed on the outer peripheral edge of the diffuser disk, so that the fluid pressurized by the impeller can be appropriately introduced into the vortex chamber.
- the curved surface forming portion is further formed by the impeller so that the width in the rotation axis direction of the flow passage becomes larger toward the vortex chamber even when the hub side surface is bent.
- a flow path can be appropriately formed to introduce the pressurized fluid into the vortex chamber.
- the diffuser manufacturing method according to the third aspect further includes the step of welding with a gap formed between the curved surface forming portion and the wing as a groove.
- the disk and the wing can be appropriately welded with securing welding strength, and the diffuser can be appropriately and easily manufactured.
- the centrifugal compressor according to the present invention can secure the channel width of the fluid channel by providing the curved surface forming portion on the outer peripheral edge of the diffuser disk.
- the centrifugal compressor according to the present invention can extend the chord of the diffuser wing by securing the flow path width of the fluid flow path and by providing the wing trailing edge R portion at the trailing edge of the diffuser wing.
- the fluid pressure boosted by the impeller can be appropriately introduced into the vortex chamber to improve the turbocharger efficiency.
- the diffuser manufacturing method according to the present invention can easily weld the diffuser blade to the diffuser disk by utilizing the gap between the curved surface forming portion and the diffuser blade as a groove.
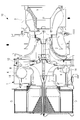
- the turbocharger 10 includes a centrifugal compressor 1, a rotor shaft 2 and an axial flow turbine 3.
- the centrifugal compressor 1 is a device that compresses air outside the apparatus with respect to an internal combustion engine (not shown) to generate combustion air, and sends the generated combustion air to the internal combustion engine.
- a diffuser 8 is provided.
- the casing 6 mainly takes in air outside the apparatus from the axial direction and sends compressed air (combustion air) to an internal combustion engine (not shown) mainly through the inner casing, the outer casing, and the bearing stand 12. It is formed.
- a vortex chamber 11 which is a toroidal flow path to which the combustion air discharged in the radial direction of the centrifugal compressor 1 is introduced is formed.
- the vortex chamber 11 is connected to a combustion air supply passage (not shown) (a supply passage provided between the turbocharger 10 and an internal combustion engine not shown).
- the bearing base 12 is formed with a hub side 14 along the radial direction of the turbocharger 10, and the hub side 14 is smoothly connected to the inner surface of the outer casing forming the vortex chamber 11.
- the radially outer portion of the hub side 14 is formed in a curved shape.
- the impeller 7 is disposed inside the casing 6 and fixed to one end of the rotor shaft 2 so as to be rotatable around the rotation shaft 5.
- the impeller 7 rotates around the rotation shaft 5 together with the rotor shaft 2 to pressurize the fluid supplied to the centrifugal compressor 1 from the outside.
- the axial flow turbine 3 fixed to the other end of the rotor shaft 2 rotates the rotor shaft 2 by kinetic energy of exhaust gas supplied from the outside, thereby centering the rotation shaft 5.
- the impeller 7 is configured to rotate together with the rotor shaft 2.
- the casing 6 forms a vortex chamber 11 inside.
- the vortex chamber 11 is formed in a generally toroidal shape and is formed to surround the impeller 7.
- the vortex chamber 11 is further connected to a combustion air supply flow path (not shown).
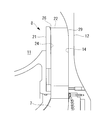
- the diffuser 8 is disposed between the impeller 7 and the vortex chamber 11 in the inside of the casing 6 and is fixed to the casing 6.
- the diffuser disk 21 is formed in a disk shape, as shown in FIG. 3, and a hole 23 is formed in the center.
- the diffuser disk 21 is disposed along the shroud side surface 24 and fixed to the casing 6 so that the impeller 7 is disposed inside the hole 23, as shown in FIG.
- the diffuser wing 22 is formed in an airfoil shape.
- the diffuser vanes 22 are fixed to the diffuser disc 21 so as to be disposed between the diffuser disc 21 and the hub side 14.
- the diffuser vanes rectify the combustion air compressed by the impeller 7.
- the diffuser 8 forms a flow path 25 for introducing the combustion air compressed by the impeller 7 into the vortex chamber 11, as shown in FIG.
- the flow path 25 is formed by the hub side 14 of the bearing base 12, the shroud side 24 of the diffuser disk 21, and the surface of the diffuser wing 22.
- a curved surface forming portion 26 is formed with a predetermined width at the outer peripheral edge on the radial direction outer side of the turbocharger 10 in the shroud side surface 24.
- the curved surface forming portion 26 of the outer peripheral edge of the diffuser disk 21 is formed so as to smoothly connect the flat surface area of the shroud side surface 24 and the end of the diffuser disk 21. That is, the width (flow passage width) in the rotation axis direction of the flow passage sandwiched between the hub side surface 14 and the shroud side surface 24 is formed so as to increase toward the vortex chamber 11.
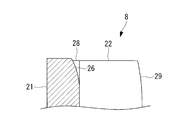
- the diffuser wing 22 is formed such that its root portion is along the flat area of the shroud side 24 of the diffuser disk 21 as shown in FIG.
- the root portion of the diffuser wing 22 and the curved surface forming portion 26 of the diffuser disk 21 are joined by welding, and the welding portion 28 further includes a curved surface forming portion 26 of the diffuser disk 21 and a trailing edge of the diffuser wing 22 (supercharged It is formed so as to fill the gap between the radial outer portion of the machine 10 and the root thereof.
- a wing trailing edge R portion 29 is formed on the trailing edge on the side far from the rotation axis 5 among the surfaces opposed to the hub side surface 14.
- the wing trailing edge R portion 29 is a radially outer portion of the hub side 14 on the turbocharger 10 and is formed along a curved surface.
- a disc and a plurality of wings are prepared for manufacturing a diffuser.
- a hole is formed in the center of the disc, and a curved surface portion is formed by cutting the radially outer side of one surface with a predetermined width.
- the wing is formed in an airfoil shape, and after the curved surface portion is formed on the outer peripheral edge of the disk, the root portion of the wing is along the flat area of the surface on which the curved surface portion of the disk is formed, Be placed.
- the wings are joined to the disc by welding after being placed in place on the disc.
- the gap between the curved surface portion formed on the outer peripheral edge of the disc and the trailing edge portion of the wing is utilized as a groove and welded to the disc.
- the wing is welded to the disc, and then the curved portion is formed by cutting the trailing edge into a curved shape.
- the disc and the wing are joined in this manner to form the diffuser 8. That is, the disc forms a diffuser disc 21, the vanes form a diffuser vane 22, and the molten metal utilized for welding the disc and the vane forms a weld 28. Furthermore, the curved surface portion formed on the radially outer side of the disc forms the curved surface forming portion 26. Furthermore, the curved surface formed at the wing trailing edge forms a wing trailing edge R 29.
- the disk and the wing can be sufficiently firmly welded by using and welding the gap between the curved portion formed on the disk and the wing as a groove.
- the diffuser 8 can be made appropriately.
- the gap between the curved surface portion formed in the curved surface forming portion 26 and the wing is used as a groove, thereby eliminating the need for cutting for forming the groove, and accordingly, the diffuser 8 The working efficiency of manufacturing can be improved.
- a turbocharger 10 comprising a centrifugal compressor 1 is used with an internal combustion engine not shown.
- the centrifugal compressor 1 rotates the impeller 7 around the rotation of the rotor shaft 2 around the rotation shaft 5 to pressurize the air supplied to the centrifugal compressor 1.
- the diffuser 8 introduces the combustion air pressurized by the impeller 7 into the vortex chamber 11 via the flow path 25.
- the flow path 25 is formed such that the width of the flow path increases toward the vortex chamber 11 by forming the curved surface forming portion 26 on the outer peripheral edge of the diffuser disk 21.
- the compressed air pressurized by the impeller 7 is enlarged as the flow passage width of the flow passage 25 increases toward the vortex chamber 11, and by the diffuser vane 22 being extended to the outer peripheral edge of the diffuser disk 21. , And introduced into the vortex chamber 11 appropriately through the flow path 25.
- the combustion air supply passage connected to the vortex chamber 11 supplies the combustion air pressurized by the impeller 7 from the vortex chamber 11 to an internal combustion engine (not shown).
- the internal combustion engine generates a rotational power by burning a fuel using the combustion air generated by the centrifugal compressor 1, and supplies the rotational power to an external device.
- the internal combustion engine further generates an exhaust gas by burning a fuel, and supplies the exhaust gas to the axial flow turbine 3.
- the axial flow turbine 3 generates rotational power using exhaust gas exhausted by the internal combustion engine, and rotates the rotor shaft 2 around the rotational shaft 5.
- the centrifugal compressor 1 can ensure an appropriate flow path width even if the diffuser vane 22 is extended, and the combustion air pressurized by the impeller 7 can be appropriately introduced into the swirl chamber 11, and the performance is improved. Can be improved.
- the centrifugal compressor 1 can make the vortex chamber 11 compact by improving the performance.
- the turbocharger 10 equipped with the centrifugal compressor 1 can improve the turbocharger performance by appropriately introducing the compressed air, which has been pressurized by the impeller 7, into the vortex chamber 11.
- the diffuser 8 does not weld the diffuser blade 22 with the curved surface forming portion 26 of the diffuser disk 21 when the combustion air pressurized by the impeller 7 can be introduced sufficiently sufficiently into the vortex chamber 11, It can also be formed.
- the diffuser 8 can also be produced without welding a disc and several wing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
Description
本発明の他の課題は、ディフューザディスクにディフューザ翼を強固に溶接するディフューザ製造方法を提供することにある。
本発明によるディフューザ製造方法は、曲面形成部とディフューザ翼との隙間を開先として利用することにより、ディフューザディスクにディフューザ翼を容易に溶接することができる。
2 :ロータ軸
3 :軸流タービン
5 :回転軸
6 :ケーシング
7 :インペラ
8 :ディフューザ
10:過給機
11:渦室
12:軸受台
14:ハブ側面
21:ディフューザディスク
22:ディフューザ翼
23:孔
24:シュラウド側面
25:流路
26:曲面形成部
28:溶接部
29:翼後縁R部
Claims (7)
- インペラを囲むように形成されたケーシングと、
前記ケーシングに形成された渦室と、
前記インペラと前記渦室との間に配置されるディフューザとを備え、
前記ディフューザは、
前記ケーシングに形成されるとともに、ハブ側面に対向するシュラウド側面が形成されるディフューザディスクと、
前記シュラウド側面と前記ハブ側面との間に配置されるディフューザ翼とを備え、
前記ディフューザディスクは、前記ハブ側面と前記シュラウド側面とに挟まれる流路が前記渦室に向かって大きくなるように、前記シュラウド側面の径方向外側に曲面形成部が形成されている遠心圧縮機。 - 前記ディフューザは、前記ディフューザ翼の根元部分が前記シュラウド側面の平面に沿うように形成されている請求項1に記載の遠心圧縮機。
- 前記ディフューザは、前記曲面形成部と前記ディフューザ翼との間に溶接部をさらに有する請求項2に記載の遠心圧縮機。
- 前記ディフューザ翼は、前記ハブ側面に対向する面のうちの径方向外側の後縁に翼後縁R部が形成されている請求項1から3のうちのいずれか一項に記載の遠心圧縮機。
- 請求項1から4のうちのいずれか一項に記載の遠心圧縮機と、
前記インペラを回転させる軸流タービンと、
を備える過給機。 - 円板及び複数の翼によってディフューザを製造する方法であって、
円板のシュラウド側面の外周縁に曲面形成部を形成する工程と、
前記シュラウド側面に翼を溶接により接合する工程と、
を備えるディフューザ製造方法。 - 前記曲面形成部と前記翼との間に形成される隙間を開先として溶接する工程をさらに備える請求項6に記載のディフューザ製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020167016535A KR101887792B1 (ko) | 2014-02-25 | 2015-02-23 | 원심 압축기 및 디퓨저 제조 방법 |
| CN201580003571.3A CN105874213B (zh) | 2014-02-25 | 2015-02-23 | 离心压缩机以及扩压器制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-034151 | 2014-02-25 | ||
| JP2014034151A JP6388772B2 (ja) | 2014-02-25 | 2014-02-25 | 遠心圧縮機およびディフューザ製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015129633A1 true WO2015129633A1 (ja) | 2015-09-03 |
Family
ID=54008951
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/055069 WO2015129633A1 (ja) | 2014-02-25 | 2015-02-23 | 遠心圧縮機およびディフューザ製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6388772B2 (ja) |
| KR (1) | KR101887792B1 (ja) |
| CN (1) | CN105874213B (ja) |
| WO (1) | WO2015129633A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106870459B (zh) * | 2017-04-28 | 2019-08-16 | 广东威灵电机制造有限公司 | 导叶轮组件和具有其的风机 |
| CN108105158B (zh) * | 2018-01-15 | 2021-02-02 | 广东威灵电机制造有限公司 | 扩压器、风机、吸尘器和抽烟机 |
| CN109570920B (zh) * | 2018-11-20 | 2020-07-03 | 四川航天中天动力装备有限责任公司 | 一种波瓣式扩压器基体加工方法 |
| CN113829015B (zh) * | 2021-10-25 | 2023-10-27 | 重庆江增船舶重工有限公司 | 扇形扩压器的加工方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6081498A (ja) * | 1983-10-03 | 1985-05-09 | ザ ギヤレツト コ−ポレ−シヨン | コンプレツサハウジング |
| JP2008175124A (ja) * | 2007-01-18 | 2008-07-31 | Ihi Corp | 遠心圧縮機 |
| US20080193288A1 (en) * | 2007-02-14 | 2008-08-14 | Borg Warner Inc. | Diffuser restraint system and method |
| JP2009041431A (ja) * | 2007-08-08 | 2009-02-26 | Ihi Corp | 遠心圧縮機のディフューザ |
| JP2012207583A (ja) * | 2011-03-29 | 2012-10-25 | Toyota Motor Corp | 遠心圧縮機 |
| JP2013531186A (ja) * | 2010-07-19 | 2013-08-01 | キャメロン インターナショナル コーポレイション | 取外し可能な羽根を用いたディフューザ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5167403A (en) | 1974-12-07 | 1976-06-11 | Showa Highpolymer | Fukugotaishiitono seizohoho |
| GB9721434D0 (en) * | 1997-10-10 | 1997-12-10 | Holset Engineering Co | Improvements in or relating to compressors and turbines |
| CN2806843Y (zh) * | 2005-07-22 | 2006-08-16 | 江津增压器厂 | 一种用于涡轮增压器的压气机 |
| DE102009041223B4 (de) | 2009-09-11 | 2014-01-02 | Man Diesel & Turbo Se | Verfahren zum Auslegen eines Antriebssystems |
| JP5010722B2 (ja) * | 2010-08-31 | 2012-08-29 | 三菱重工業株式会社 | 遠心圧縮機のディフューザおよびこれを備えた遠心圧縮機 |
-
2014
- 2014-02-25 JP JP2014034151A patent/JP6388772B2/ja active Active
-
2015
- 2015-02-23 CN CN201580003571.3A patent/CN105874213B/zh active Active
- 2015-02-23 KR KR1020167016535A patent/KR101887792B1/ko active IP Right Grant
- 2015-02-23 WO PCT/JP2015/055069 patent/WO2015129633A1/ja active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6081498A (ja) * | 1983-10-03 | 1985-05-09 | ザ ギヤレツト コ−ポレ−シヨン | コンプレツサハウジング |
| JP2008175124A (ja) * | 2007-01-18 | 2008-07-31 | Ihi Corp | 遠心圧縮機 |
| US20080193288A1 (en) * | 2007-02-14 | 2008-08-14 | Borg Warner Inc. | Diffuser restraint system and method |
| JP2009041431A (ja) * | 2007-08-08 | 2009-02-26 | Ihi Corp | 遠心圧縮機のディフューザ |
| JP2013531186A (ja) * | 2010-07-19 | 2013-08-01 | キャメロン インターナショナル コーポレイション | 取外し可能な羽根を用いたディフューザ |
| JP2012207583A (ja) * | 2011-03-29 | 2012-10-25 | Toyota Motor Corp | 遠心圧縮機 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105874213A (zh) | 2016-08-17 |
| KR101887792B1 (ko) | 2018-08-10 |
| CN105874213B (zh) | 2018-03-27 |
| JP2015158187A (ja) | 2015-09-03 |
| JP6388772B2 (ja) | 2018-09-12 |
| KR20160088929A (ko) | 2016-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8834129B2 (en) | Turbofan flow path trenches | |
| JP6514511B2 (ja) | 2つの部分スパンシュラウドおよび湾曲したダブテールを有する高翼弦動翼 | |
| US6471474B1 (en) | Method and apparatus for reducing rotor assembly circumferential rim stress | |
| JP6025962B2 (ja) | タービンロータ及び該タービンロータが組み込まれたターボチャージャ | |
| JP2002161702A5 (ja) | ||
| CN105736460B (zh) | 结合非轴对称毂流路和分流叶片的轴向压缩机转子 | |
| JP2001090691A (ja) | 応力の減少された圧縮機ブリスクの流れ通路 | |
| US20120272663A1 (en) | Centrifugal compressor assembly with stator vane row | |
| US20060280610A1 (en) | Turbine blade and method of fabricating same | |
| WO2009119127A1 (ja) | ガスタービンおよびガスタービンの中間軸ならびにガスタービン圧縮機の冷却方法 | |
| WO2016024461A1 (ja) | 圧縮機静翼、軸流圧縮機、及びガスタービン | |
| US20140169974A1 (en) | Tapered part-span shroud | |
| WO2015129633A1 (ja) | 遠心圧縮機およびディフューザ製造方法 | |
| US20090123275A1 (en) | Apparatus for eliminating compressor stator vibration induced by TIP leakage vortex bursting | |
| JP2018505336A (ja) | 航空機タービンエンジンのタービンアセンブリ | |
| JP2015155697A (ja) | タービンバケット及びタービンバケットの先端シュラウドをバランスさせるための方法 | |
| US10480325B2 (en) | Balanced mixed flow turbine wheel | |
| CA2897652C (en) | Outer shroud with gusset | |
| CA2956347A1 (en) | Turbine engine compressor blade | |
| JPS6056882B2 (ja) | 内向き半径流ガスタ−ビンの羽根車要素 | |
| TW201819751A (zh) | 流體壓縮裝置的雙面壓縮葉輪及其製造方法 | |
| WO2022095720A1 (zh) | 转子叶尖间隙控制方法及利用该方法制造的转子叶片 | |
| JP6237077B2 (ja) | 遠心圧縮機 | |
| JPWO2019167181A1 (ja) | 半径流入式タービン及びターボチャージャー | |
| US11814984B2 (en) | Rotor and compressor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15754891 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015754891 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015754891 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20167016535 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |