WO2016199369A1 - 溶接トーチ用回転交換装置 - Google Patents
溶接トーチ用回転交換装置 Download PDFInfo
- Publication number
- WO2016199369A1 WO2016199369A1 PCT/JP2016/002614 JP2016002614W WO2016199369A1 WO 2016199369 A1 WO2016199369 A1 WO 2016199369A1 JP 2016002614 W JP2016002614 W JP 2016002614W WO 2016199369 A1 WO2016199369 A1 WO 2016199369A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- torch
- rotation
- rotation axis
- welding torch
- nozzle
- Prior art date
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/12—Automatic feeding or moving of electrodes or work for spot or seam welding or cutting
- B23K9/122—Devices for guiding electrodes, e.g. guide tubes
- B23K9/123—Serving also as contacting devices supplying welding current to an electrode
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/12—Automatic feeding or moving of electrodes or work for spot or seam welding or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/173—Arc welding or cutting making use of shielding gas and of a consumable electrode
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/24—Features related to electrodes
- B23K9/26—Accessories for electrodes, e.g. ignition tips
Definitions
- the present invention relates to a rotation exchanging device for a welding torch for automatically exchanging torch components such as a cylindrical nozzle and a rod-shaped contact tip that are screwed and connected to the tip of a torch body of a welding torch used for arc welding.
- Patent Document 1 discloses that the above-mentioned torch is used in order to efficiently replace torch components such as a cylindrical nozzle and a rod-shaped contact tip that are screwed and connected to the tip of a torch body of an arc welding welding torch.
- An exchange device for automatically exchanging components is disclosed.
- the exchange device includes a plurality of changers having a recess opened at the upper end, and each changer is rotated around a rotation axis that is directed in the vertical direction by a drive motor and a gear meshing mechanism.
- the weld torch is inserted into the recess while rotating the changer to link the recess to the torch component and the torch component to the changer.
- the torch component is attached to the torch body, the torch component is set on the changer with the tip side facing downward and the changer is rotated. While the torch body is gradually lowered, the torch component is screwed onto and attached to the tip of the torch body.
- the present invention has been made in view of the problems to be solved, and the object of the present invention is to avoid deformation and breakage of the linkage portion with the torch component when repeatedly mounting and removing the torch component.
- An object of the present invention is to provide a rotation exchange device for a welding torch.
- the present invention relates to the linkage of a rotating body that is linked to the torch component when the torch component is inserted into the rotating body that performs the attaching / detaching operation of the torch component by rotating operation.
- the position is such that the portion does not come into contact with the torch component, or when the linkage portion of the rotating body comes into contact with the torch component, it is configured to be movable away from the torch component.
- the torch component is provided so as to be rotatable around the rotation axis and opens to one side of the rotation axis, and the central axis of the torch component extends from the opening portion along the rotation axis.
- a rotating body having a hollow portion that can be inserted in a posture, and a linkage portion that is provided integrally with the rotating body and is movable in a direction intersecting the rotation axis and capable of being linked to the torch components.
- the rotating body rotates the torch component around its central axis by rotating in a state where the linkage is linked to the torch component. It is removed from the tip of the torch body or attached to the tip of the torch body.
- a cam means having a slide portion that slides to the other side of the center and a cam portion that moves the linkage member to the rotation axis side in conjunction with a slide operation of the slide portion toward the other side of the rotation axis. It is characterized by being.
- the rotating body includes a rotating case that slidably accommodates the slide portion, and the opposite side of the rotating shaft center of the linking member is the other of the rotating shaft centers.
- a first inclined surface located on the rotation axis side is formed as going to the side, and the slide portion has a cylindrical shape having the hollow portion therein, and the link member is connected to the rotation axis on the peripheral wall.
- Guide holes are provided for guiding in the intersecting direction, the cam portion is provided in the rotating case, and the first inclined surface is in sliding contact with the sliding portion when the sliding portion slides to the other side in the rotational axis direction. It has the 2nd inclined surface which moves a connection member to the rotating shaft center side, It is characterized by the above-mentioned.
- a first urging means for urging the linking member toward the rotational axis is provided between the linking member and the rotating body.
- a plurality of one urging means are provided at equal intervals around the rotation axis.
- the torch component is a cylindrical nozzle having an engagement portion formed by a knurling process extending along a circumferential direction on an outer peripheral surface thereof.
- An engaged portion that can be engaged with the engaging portion is formed, and the linking member moves the welding torch along the rotation axis in a posture in which the central axis is along the rotation axis.
- the engaging portion is linked to the outer peripheral surface of the nozzle by engaging with the engaged portion.
- the rotating body includes a first cylindrical member having a central axis extending along the rotational axis, a central axis extending along the rotational axis, and the first axis.
- a second cylinder member provided inside the one cylinder member and slidable along the rotation axis; and second urging means for urging the second cylinder member toward one side of the rotation axis.
- the hollow portion is provided inside the second cylindrical member.
- the first urging means is a ball plunger.
- a support plate for supporting the rotating body a base plate arranged in parallel with the support plate on the opposite side of the rotating body in the support plate, the support plate, and the base plate Between the support plate and the base plate and around the tilt support means, and a plurality of tilt support means for supporting the support plate from tilting with respect to the base plate.
- One end is fixed to the support plate, and the other end is provided with expansion / contraction means fixed to the base plate and extending and contracting in the direction of the rotation axis.
- the tilting support means has a curved concave surface that is fixed to one of the support plate and the base plate, and that gradually decreases in diameter toward the fixed portion.
- the expansion / contraction means comprises a rubber part that can be expanded and contracted, and an attachment part that attaches the rubber part to the support plate and the base plate, respectively.
- the linking member since the relative positions of the torch component and the linking member can be changed in the direction intersecting the rotation axis, when the torch component is inserted into the hollow portion of the rotating body, the linking member is previously set. Even if the outer peripheral portion of the torch component contacts the link part of the link member by moving it in the direction away from the rotation axis to avoid contact with the torch component, The linking member can be moved so that the position of the linking portion of the linking member and the position of the outer peripheral surface of the torch component coincide with each other by sliding operation of the outer peripheral portion of the torch component with respect to the linking portion, and deformation around the linking member. And damage can be avoided.
- the linkage member is moved to the rotational axis side by the insertion operation of inserting the torch component into the hollow portion of the rotating body and linked to the outer peripheral surface of the torch component, so that the drive for moving the linkage member is performed.
- the linkage portion of the linkage member is pressed against the outer peripheral surface of the torch component member, the degree of adhesion between the torch component member and the linkage member increases, and the linkage state between the torch component member and the linkage member Can be made strong.
- the linkage member moves to the other side of the rotation axis together with the slide portion and the torch component while moving to the rotation axis side, so that the linkage portion contacts the outer peripheral surface of the torch component member.
- frictional resistance does not occur between the linkage portion and the outer peripheral surface of the torch constituent member, and wear of the linkage portion and the torch constituent member can be prevented.
- the linking member when the torch component and the linking member are linked by the linking portion, if the tip of the torch body and the central axis of the torch component are displaced with respect to the rotational axis of the rotating body, the linking member is As each first urging means expands and contracts, the first urging means moves in the shifted direction and cooperates with the torch component in the shifted state.
- each first biasing means maintains the position of the linkage member so that the linkage member rotates around the central axis of the torch component, so that the tip of the torch body and the torch component
- the torch component rotates around the center axis of the torch main body tip and the torch component while the center axis of the torsion is shifted with respect to the rotation axis of the rotating body. Therefore, it is difficult to apply an unnecessary load to the tip portion of the torch body at the time of removing the torch components, and the failure of the welding torch can be prevented.
- the torch component when attaching the torch component to the tip of the torch body, the torch component is linked to the linking member, and the center axis of the tip of the torch body is deviated from the rotational axis of the rotating body.
- the central axis of the torch component coincides with the central axis of the tip of the torch main body as the first biasing means expands and contracts. In such a state, it starts to be screwed and connected to the tip of the torch body.
- the torch component is attached to the tip of the torch body while rotating around the center axis of the tip of the torch body in a state where the center axis of the tip of the torch body coincides with the center axis of the torch component.
- the engaging portion is knurled, when the rotating body is rotated while the welding torch is inserted into the hollow portion, first, the engaging portion of the nozzle is covered with the coupling member. After contacting the engaging portion, each tooth portion and each tooth groove portion of the engaging portion correspond to each tooth groove portion and each tooth portion of the engaged portion at a predetermined timing, respectively. Each tooth part and each tooth groove part fit into each tooth groove part and each tooth part of the engaged part, respectively, and the engaging part engages with the engaged part while the nozzle moves to the other side of the rotation axis. . Therefore, the nozzle and the linking member can be linked with each other only by inserting the welding torch into the hollow portion.
- each tooth portion and each tooth groove portion of the engaging portion are covered after the engaging portion comes into contact with the engaged portion.
- the second cylinder member slides to the other side of the rotation axis against the urging force of the second urging means until it corresponds to each tooth groove part and each tooth part of the engaging part.
- the force applied to the second urging means is absorbed.
- the nozzle moves to the other side of the rotation axis and the second cylindrical member
- the engagement portion is engaged with the engaged portion by sliding to one side of the rotation axis by the urging force of the second urging means.
- the ball portion of the ball plunger reduces the frictional resistance between the ball plunger and the linkage member when the linkage member moves through the hollow portion. Therefore, the linkage member can be smoothly moved to a position corresponding to the torch component.
- the support plate when the welding torch is inserted in an inclined state with respect to the hollow portion of the rotating body, the support plate is tilted around the tilting support means corresponding to the inclination of the welding torch, and each expansion / contraction means is supported by the support plate. Scales according to the inclination of the. Therefore, even if the welding torch is inserted in an inclined state with respect to the hollow portion of the rotating body, the torch components can be replaced without imposing a load on the torch body.
- the support plate is smoothly inclined in all directions by the sliding contact operation between the curved convex surface and the curved concave surface in the tilting support means, when the torch component is replaced with respect to the tip portion of the torch body, the welding torch Even if the tilting method varies every time, the support plate can be tilted flexibly according to each tilting method.
- the expansion / contraction means can be expanded and contracted with a simple structure, the unit price of the expansion / contraction means can be reduced and a low-cost apparatus can be achieved.
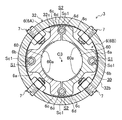
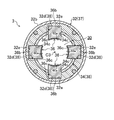
- FIG. 3 is a cross-sectional view taken along line III-III in FIG.
- FIG. 4 is a cross-sectional view taken along line IV-IV in FIG. It is a top view which shows mesh
- FIG. 7 is an exploded perspective view of FIG. 6. It is sectional drawing in the VIII-VIII line of FIG.
- FIG. 5 is a cross-sectional view corresponding to FIG.
- FIG. 4 is a view corresponding to FIG. 3 according to Embodiment 2 of the present invention.
- FIG. 5 is a view corresponding to FIG. 5
- FIG. 10 is a view corresponding to FIG. 9 according to Embodiment 3 of the present invention.
- FIG. 10 is a view corresponding to FIG. 10 according to Embodiment 3 of the present invention.
- FIG. 12 is a view corresponding to FIG. 11 according to Embodiment 3 of the present invention.
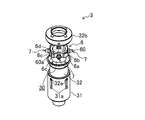
- FIG. 1 shows a rotation exchanging device 1 for a welding torch according to Embodiment 1 of the present invention.
- the rotation exchanging device 1 is for automatically exchanging a metal nozzle 11 which is a torch constituent part of a welding torch 10 used when welding a steel plate or the like by arc welding.
- the welding torch 10 includes a columnar torch body 10a, and the cylindrical nozzle 11 is screwed and connected to the tip of the torch body 10a.
- the distal end side of the nozzle 11 has a tapered shape that gradually decreases in diameter as it goes to the distal end opening.
- an engagement portion 11a that extends along the circumferential direction is formed. Has been.
- the engaging portion 11a is provided with a plurality of tooth portions and tooth groove portions extending along the central axis of the nozzle 11 alternately around the central axis.
- a thin rod-like copper contact tip 12 (torch component) is screwed to the tip of the torch body 10 a, and the tip of the contact tip 12 protrudes from the tip opening of the nozzle 11.
- the portion extending from the midway part to the tip part of the outer periphery of the contact chip 12 has a tapered shape that gradually decreases in diameter toward the tip of the contact chip 12.
- Two flat surfaces 12b are formed in parallel with the central axis between the two flat surfaces 12b.
- the rotation exchanging device 1 includes a gear plate 2 having an arrow shape in a plan view including a thick plate-like triangular plate-like portion 2a and a rectangular plate-like portion 2b continuous to the triangular plate-like portion 2a.
- the three cylindrical rotating bodies 3 provided on the upper surface of the gear box 2 and a tilting unit that is arranged in parallel with the gear box 2 below the triangular plate-like portion 2a of the gear box 2 and has a substantially triangular shape in plan view. 4 and the three corners of the triangular plate-like portion 2a of the gear box 2 and the three corners of the tilting unit 4 are connected by a connecting shaft Sh1 extending in the vertical direction.
- a motor 5 that rotates by supplying compressed air is attached to the lower surface of the rectangular plate-like portion 2b of the gear box 2, and an output shaft 5a of the motor 5 extends in the vertical direction as shown in FIG. It faces the rectangular plate-like portion 2b of the gear box 2.
- the motor 5 according to the first embodiment of the present invention is based on air control, but a servo-controlled motor may be used.
- a substantially disc-shaped input gear 21 is provided inside the rectangular plate-like portion 2b of the gear box 2 so as to be rotatable around a rotation axis C1 which is directed in the vertical direction, and the output shaft 5a is provided at the central portion thereof. Is connected.
- an intermediate gear 22 that meshes with the input gear 21 is provided near the rectangular plate portion 2b inside the triangular plate portion 2a so as to be rotatable around a rotation axis C2 that faces in the vertical direction.
- circular upper side through-holes 2c are respectively formed on the upper surface of the gear box 2 near the three corners of the triangular plate-like portion 2a, while the upper sides of the lower surface of the triangular plate-like portion 2a are formed.
- Lower through-holes 2d are formed at locations corresponding to the through-holes 2c.
- a substantially disc-shaped output gear 23 is disposed between the corresponding upper through hole 2c and lower through hole 2d.
- the output gear 23 is provided with a wide rotating shaft 23a projecting upward and downward at the center thereof, and a gear recess 23b that opens upward is formed in the rotating shaft 23a.
- a cylindrical guide member 24 is fitted into the gear recess 23b so as to protrude from the opening of the gear recess 23b.
- the upper end portion of the rotating shaft 23a is inserted into the upper through hole 2c, while the lower end portion of the rotating shaft 23a is inserted into the lower through hole 2d.
- the output gear 23 meshes with the intermediate gear 22, and the position near the upper end of the rotating shaft 23a is rotatably supported by the triangular plate-like portion 2a via a bearing B1, and the lower end of the rotating shaft 23a.
- the close position is rotatably supported by the triangular plate-like portion 2a via the bearing B2, and is rotatable around the rotation axis C3 which is directed in the vertical direction.
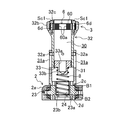
- the rotating body 3 includes a first cylinder member 31 fixed to the output gear 23 in a posture extending in the vertical direction so that a center axis thereof coincides with the rotation axis C3, and an upper half of the first cylinder member 31 is provided. As shown in FIGS. 1 and 2, four slits 31a extending vertically are provided at equal intervals around the center axis of the cylinder.
- a second cylindrical member 32 having a central axis extending in the vertical direction is fitted into the first cylindrical member 31 from above, and the central axis of the second cylindrical member 32 and the central axis of the first cylindrical member 31 are inserted. Are consistent.
- a lid member 33 that closes the lower end opening of the second cylinder member 32 is fitted inside the lower cylinder side of the second cylinder member 32, and the upper end (rotating shaft) is formed between the lid member 33 and the second cylinder member 32.
- a hollow portion 30 is formed so as to open to one side of the heart.
- An accommodation recess 33a is formed at the center of the upper surface of the lid member 33, while a projection 33b corresponding to the accommodation recess 33a projects downward from the center of the lower surface of the lid member 33.
- An annular ridge 32b that protrudes outward and extends around the central axis is formed on the upper end side of the second cylindrical member 32, and the annular ridge 32b is formed on the inner side of the annular ridge 32b.
- a concave groove 32c extending along the portion 32b is formed.
- a linking member 6 having a substantially annular shape in a plan view is provided inside the upper portion of the second cylindrical member, and the outer peripheral portion of the linking member 6 is loosely fitted in the concave groove 32c. Has been.
- the linking member 6 is divided into a substantially C-shaped first member 6A located on one side and a substantially C-shaped second member 6B located on the other side at the horizontal center position. .
- a first overhanging portion 6a having a substantially rectangular shape in a plan view projecting outward is formed, and the first overhanging portion 6a
- An insertion hole 6b penetrating in the vertical direction is formed in the center.
- a pair of second projecting portions 6c projecting outward is formed at both end portions of the first member 6A, and the second projecting portions 6c are arranged in the vertical direction on the second member 6B side.
- a guide groove 6d is formed which extends to open at both the upper and lower ends.
- a linkage groove 60 is formed on the second member 6B side of the first member 6A and between the guide grooves 6d.
- the linkage groove 60 is open to the second member 6B side and open to both upper and lower ends.
- the linkage groove 60 has a concave shape corresponding to a half-circumferential portion of the outer peripheral surface of the nozzle 11.
- the engagement portions 11a of the nozzles 11 can be engaged.
- An engaging portion 60a is formed.
- the tooth groove portions and the tooth portions respectively corresponding to the tooth portions and the tooth groove portions of the engaging portion 11a extend in an arc shape on the inner peripheral surface of the linkage groove 60. They are provided alternately along the direction.
- the second member 6B has the same structure as the first member 6A and is arranged so as to be symmetrical in the horizontal direction in plan view, and therefore the same as the first member 6A.
- the detailed description is abbreviate
- the linking member 6 is formed so that the linking groove 60 of the first member 6A and the linking groove 60 of the second member 6B face each other, and the one guide groove 6d of the first member 6A In a state where one guide groove 6d of the second member 6B faces each other, and the other guide groove 6d of the first member 6A and the other guide groove 6d of the second member 6B face each other, the screw Sc1 Are inserted into the insertion holes 6b and the guide grooves 6d facing each other, thereby being attached to the second cylindrical member 32.
- a gap S1 is formed between the outer peripheral surface of the screw Sc1 and the inner peripheral surface of the insertion hole 6b, and the outer peripheral surface of the screw Sc1 and the guide
- a gap S2 is formed between the inner peripheral surface of the groove 6d, and it is rotated around the rotation axis C3 with respect to the second cylindrical member 32 by the gaps S1 and S2, or moved in the horizontal direction. You can do it.
- the linking member 6 is designed so that it can rotate about 0 to 5 ° around the rotation axis C3.
- first urging means are provided at equal intervals between the linkage member 6 and the concave groove 32c and around the rotation axis C3.
- the jar 7 has its ball portion in contact with the surface between the first overhanging portion 6a and each of the second overhanging portions 6c so as to urge the linking member 6 toward the rotational axis C3. It has become.
- a coil spring 8 (second urging means) is disposed inside the first cylindrical member 31.
- the upper portion of the coil spring 8 is externally mounted on the convex portion 33b of the lid member 33, while the lower portion of the coil spring 8 is accommodated in the guide member 24 so that the second cylindrical member 32 faces upward (rotation shaft). It is designed to be biased toward one side of the heart.
- the welding torch 10 is inserted into the hollow portion 30 from above with the central axis being along the rotational axis C3, and is moved along the rotational axis C3.
- the rotating bodies 3 are rotated forward about the rotation axis C3 via the input gear 21, the intermediate gear 22 and the three output gears 23 (X1 direction).
- the linking member 6 is linked to the outer peripheral surface of the nozzle 11 by engaging the engaging portion 11a with the engaged portion 60a.
- the engaging portion 11a engages with the engaged portion 60a
- the linking member 6 is linked to the outer peripheral surface of the nozzle 11, and the tip portion of the contact tip 12 is accommodated in the accommodating recess 33a.
- the peripheral edge of the opening of the nozzle 11 is in contact with the peripheral edge of the housing recess 33a.
- the rotating body 3 is configured to remove the nozzle 11 from the front end portion of the torch body 10a when the linking member 6 rotates forward with the linking member 6 linked to the nozzle 11. ing.
- the nozzle 11 is set in the hollow portion 30 so that the linking member 6 is linked to the nozzle 11, and the rotating body 3 is reversed while the torch body 10a is approaching the rotating body 3 from above.
- the nozzle 11 is attached to the tip of the torch body 10a by screw connection.
- the rotation exchanging device 1 can exchange the nozzle 11 screwed to the tip of the torch main body 10a by the forward / reverse rotation operation of the rotating body 3.
- the tilting unit 4 is arranged in parallel with the support plate 41 having a substantially triangular shape in plan view, and the support plate 41 on the opposite side of the support plate 41 from the rotating body 3.
- a base plate 42 having a substantially triangular shape in plan view is provided, and the support plate 41 supports the rotating bodies 3 via the gear box 2 and the connection shafts Sh1.
- a first fitting hole 42a is formed in the approximate center of the base plate 42, and first mounting holes 42b are formed in three corners of the base plate 42, respectively.
- a second fitting hole 41a is formed substantially at the center of the support plate 41, and a second attachment hole 41b is formed at a position corresponding to each first attachment hole 42b of the support plate 41. ing.
- a tilting support mechanism 43 (tilting) that supports the tilting of the support plate 41 with respect to the base plate 42 is provided between the support plate 41 and the base plate 42 and substantially in the center of the support plate 41 and the base plate 42. Support means) is provided.
- the tilt support mechanism 43 includes a substantially disc-shaped first support member 44 having a first fitting portion 44a that can be fitted in the first fitting hole 42a on the lower side, and the first fitting portion 44a is provided with the first fitting portion 44a.
- the first support member 44 is fixed to the base plate 42 by fitting into the first fitting hole 42a.
- a curved concave surface 44b is formed on the upper surface of the first support member 44.
- the curved concave surface 44b is formed so as to gradually decrease in diameter as it approaches the portion where the first support member 44 is fixed to the base plate 42.
- the tilt support mechanism 43 includes a substantially disc-shaped second support member 45 having a second fitting portion 45a that can be fitted into the second fitting hole 41a on the upper side, and the second fitting portion 45a.
- the second support member 45 is fixed to the support plate 41 by fitting in the second fitting hole 41a.
- the lower surface of the second support member 45 is formed with a curved convex surface 45b that fits in a slidable contact with the curved concave surface 44b.
- stretchable bodies 9 that stretch and contract in the vertical direction (rotational axis direction) are provided.
- the stretchable body 9 includes a rubber part 91 made of silicon rubber, and the rubber part 91 has a substantially drum shape in a side view gradually decreasing in diameter from the upper and lower ends toward the central part.
- a substantially disc-shaped first mounting portion 92 having a first protrusion 92 a protruding from the lower surface side center is provided at the lower end of the rubber portion 91, and the first protrusion 92 a is connected to the first mounting hole 42 b of the base plate 42.
- the lower end (the other end) of the stretchable body 9 is fixed to the base plate 42 by being fitted to the base plate 42.
- the upper end of the rubber portion 91 is provided with a substantially disc-shaped second mounting portion 93 in which a second protrusion 93a protrudes from the center on the upper surface side, and the second protrusion 93a is connected to the second of the support plate 41.
- the upper end (one end) of the stretchable body 9 is fixed to the support plate 41 by being fitted into the mounting hole 41b.
- the welding torch 10 is attached to one of the three rotating bodies 3 by an industrial robot (not shown) as shown in FIG. Move up one of them and wait.
- the welding torch 10 is inserted into the hollow portion 30 of the rotating body 3 from above in a posture in which the central axis is along the rotation axis C ⁇ b> 3. Then, the engaging portion 11 a comes into contact with the engaged portion 60 a and the second cylindrical member 32 starts to slide downward against the urging force of the coil spring 8.
- each rotating body 3 is rotated forward about the rotation axis C3 via the input gear 21, the intermediate gear 22, and the output gear 23. (Rotation in X1 direction).
- each tooth part and each tooth groove part of the engaging part 11a correspond to each tooth groove part and each tooth part of the engaged part 60a, respectively, and the nozzle 11 moves downward and the second cylindrical member 32 is a coil spring. Slide upward with an urging force of 8. Then, the engaging portion 11a engages with the engaged portion 60a, the linking member 6 is linked to the outer peripheral surface of the nozzle 11, and the tip portion of the contact tip 12 is accommodated in the accommodating recess 33a. The peripheral edge of the opening of the nozzle 11 is in contact with the peripheral edge of the housing recess 33a.
- the rotating body 3 rotates forward with the linking member 6 linked to the nozzle 11, whereby the nozzle 11 is removed from the tip of the torch body 10 a.
- the linking member 6 is displaced as the ball plungers 7 expand and contract. It moves in the direction and is linked with the outer peripheral surface of the nozzle 11 in a shifted state.
- each ball plunger 7 maintains the position of the linking member 6 so that the linking member 6 rotates around the central axis of the nozzle 11.
- the nozzle 11 rotates around the tip of the torch body 10 a and the center axis of the nozzle 11 while the tip and the center axis of the nozzle 11 are shifted from the rotation axis C ⁇ b> 3 of the rotating body 3. Therefore, an unnecessary load is hardly applied to the tip of the torch body 10a during the removal work of the nozzle 11, and the welding torch 10 can be prevented from being broken.
- the nozzle 11 is set in one hollow portion 30 of the three rotating bodies 3. Specifically, the nozzle 11 is inserted into the hollow portion 30 of the rotating body 3, and the engaging portion 11 a of the nozzle 11 is engaged with the engaged portion 60 a of the linkage member 6.
- the industrial robot moves the torch body 10a above the rotating body 3 on which the nozzles 11 are set and stands by.
- the torch main body 10 a is moved downward to bring the tip of the torch main body 10 a into contact with the proximal end opening peripheral edge of the nozzle 11. Then, the second cylinder member 32 starts to slide downward against the urging force of the coil spring 8.
- the nozzle 11 starts to be screwed into the tip of the torch body 10a.
- the tip of the torch body 10a is brought close to the nozzle 11 in a state where the center axis of the tip of the torch body 10a is deviated from the rotation axis C3 of the rotating body 3, the nozzle 11 As each ball plunger 7 expands and contracts, it starts to be screwed and connected to the tip of the torch body 10a while moving so as to coincide with the central axis of the tip of the torch body 10a.
- the nozzle 11 is attached to the tip of the torch body 10a while rotating around the center axis of the tip of the torch body 10a in a state where the center axis of the tip of the torch body 10a coincides with the center axis of the nozzle 11.
- the nozzle 11 is attached, it is difficult for an unnecessary load to be applied to the tip of the torch body 10a, and the welding torch 10 can be prevented from being broken.
- the rotation exchanging device 1 can change the relative positions of the nozzle 11 and the linking member 6 in the direction intersecting the rotation axis C3 direction. 3, even if the outer peripheral portion of the nozzle 11 comes into contact with the engaged portion 60 a of the linking member 6, the outer peripheral portion of the nozzle 11 is in sliding contact with the engaged portion 60 a of the linking member 6.
- the linkage member 6 can be moved so that the position of the engaged portion 60a of the linkage member 6 and the position of the outer peripheral surface of the nozzle 11 coincide with each other, and deformation and breakage around the linkage member 6 can be avoided. it can.
- the engaging portion 11a is knurled, when the rotating body 3 is rotated while the welding torch 10 is inserted into the hollow portion 30, the engaging portion 11a of the nozzle 11 is first connected to the linkage member. 6 engaged portions 60a, and then, at a predetermined timing, each tooth portion and each tooth groove portion of the engaging portion 11a correspond to each tooth groove portion and each tooth portion of the engaged portion 60a, respectively. As a result, each tooth portion and each tooth groove portion of the engaging portion 11a fit into each tooth groove portion and each tooth portion of the engaged portion 60a, and the nozzle 11 moves downward while the engaging portion 11a moves to the engaged portion. Engage with 60a. Therefore, the nozzle 11 and the linking member 6 can be linked to each other only by inserting the welding torch 10 into the hollow portion 30.
- each tooth portion and each tooth groove portion of the engaging portion 11a are brought into contact after the engaging portion 11a contacts the engaged portion 60a.
- the second cylinder member 32 slides downward against the biasing force of the coil spring 8 and applies to the second cylinder member 32 until it corresponds to each tooth groove and each tooth of the engaged portion 60a. Is absorbed by the coil spring 8.
- the nozzle 11 moves downward and the second cylindrical member 32 becomes a coil spring.
- the engaging portion 11a is engaged with the engaged portion 60a by sliding upward with an urging force of 8.
- the ball portion of the ball plunger 7 reduces the frictional resistance between the ball plunger 7 and the linkage member 6 when the linkage member 6 moves through the hollow portion 30, so that the linkage member 6 corresponds to the nozzle 11. It can be moved smoothly to the position.
- the support plate 41 is tilted around the tilting support mechanism 43 corresponding to the inclination of the welding torch 10, and each of the telescopic bodies 9. Expands and contracts by an amount corresponding to the inclination of the support plate 41. Therefore, even if the welding torch 10 is inserted in an inclined state with respect to the hollow portion 30 of the rotating body 3, the nozzle 11 can be replaced without applying a load to the torch body 10a.
- the support plate 41 is smoothly tilted in all directions by the sliding contact operation between the curved convex surface 45b and the curved concave surface 44b in the tilt support mechanism 43, welding is performed when the nozzle 11 is replaced with respect to the tip portion of the torch body 10a. Even if the torch 10 tilts each time, the support plate 41 can be tilted flexibly according to each tilting method.
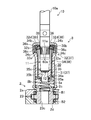
- FIG. 12 shows the inside of the rotating body 3 of the rotation exchange device 1 according to Embodiment 2 of the present invention.
- the structure of the linking member 6 is different from that of the first embodiment, and the others are the same as those of the first embodiment. Therefore, only the parts different from the first embodiment will be described in detail below.
- the linking member 6 of the second embodiment has an annular shape, penetrates in the vertical direction (the direction along the rotational axis C3), and passes through the nozzle 60 of the welding torch 10 (linking portion). Is formed.
- the four engaged portions 60a of the second embodiment are formed at equal intervals along the circumferential direction on the inner peripheral surface of the through hole 60b.
- first projecting portions 6 a of the second embodiment are formed at positions corresponding to the respective engaged portions 60 a on the outer peripheral edge of the linkage member 6.
- the second projecting portions 6 a are similar to those of the first embodiment.
- the protruding portion 6c is not formed.
- step-difference part 6e by the planar view hollowed inward is formed.
- the linkage member 6 is attached to the second cylinder member 32 by the gap S1 formed between the outer peripheral surface of the screw Sc1 and the inner peripheral surface of the insertion hole 6b in a state of being attached to the second cylindrical member 32. On the other hand, it can be rotated around the central axis or moved in the horizontal direction.
- the linkage member 6 is disposed in the hollow portion 30 so that the ball plungers 7 correspond to the step portions 6e, and the ball portions of the ball plungers 7 are the step portions. It is urged
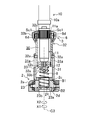
- Embodiment 3 of the Invention shows a rotation exchange device 1 according to Embodiment 3 of the present invention.
- the structures of the rotating body 3, the welding torch 10 and the output gear 23 are different from those of the first embodiment, and the other parts are the same as those of the first embodiment. Only will be described in detail.
- a communication hole 23 c that communicates vertically is formed in the center of the output gear 23 of the third embodiment.
- the engaging portion 11 a is formed in the middle portion of the outer peripheral surface of the nozzle 11 in the welding torch 10 of the third embodiment, and the outer peripheral surface on the tip side from the engaging portion 11 a of the nozzle 11.
- the guide member 24 is not provided, and the lower end opening of the first cylindrical member 31 of the third embodiment is formed to be smaller than the upper end opening, and the peripheral edge of the lower end opening of the first cylindrical member 31 is a gear box. 2 is fitted into the upper through hole 2c.
- first cylinder member 31 of the third embodiment is not formed with the slit 31a as in the first cylinder member 31 of the first embodiment.
- the second cylinder member 32 of the third embodiment is not attached with the pin 32a like the second cylinder member 32 of the first embodiment.
- each recess 32d is inclined so as to be gradually located on the rotation axis C1 side as it goes downward (the other side of the rotation axis C1).
- a substantially cylindrical slide member 34 (slide portion) having a center axis coinciding with the rotation axis C1 is fitted inside the second cylinder member 32 so as to be slidable up and down.
- the slide member 34 has the hollow portion 30 that opens upward, and a fitting hole 34 a is formed in the center of the lower end of the slide member 34.
- the 1st cylinder member 31 and the 2nd cylinder member 32 of Embodiment 3 comprise the rotation case 37 of this invention, and this rotation case 37 accommodates the said slide member 34 so that a slide is possible.
- a pressed member 35 having a convex cross section is fitted inside the lower end side of the slide member 34.
- a fitting portion 35a that protrudes downward is formed at the center of the lower surface of the pressed member 35.
- the fitting portion 35a is fitted into the fitting hole 34a and is inserted through the fitting hole 34a. It protrudes inward of the first cylinder member 31.
- a tip avoidance hole 35b penetrating vertically is formed at the center of the pressed member 35, and the diameter of the tip avoidance hole 35b is gradually reduced toward the rotation axis C1 as it goes downward.
- a reduced diameter surface 35c is formed.
- protrusions 34b project outwardly at positions corresponding to the respective recesses 32d at the upper end of the slide member 34, and the protrusions 34b are formed when the slide member 34 slides upward.
- the slide member 34 is hooked on the opening periphery of the upper side of the recess 32d to restrict further sliding of the slide member 34 upward.
- Guide holes 34c are formed in the peripheral walls of the slide members 34 below the protrusions 34b.
- Each guide hole 34c is fitted with a moving block 36 (linking member), and each guide hole 34c guides the movement of each moving block 36 in a direction intersecting the rotational axis C3. ing.
- the engaged portion 60a (linkage portion) is formed on the rotation axis C3 side of each moving block 36.
- the wide portion 36b is formed with a slide surface 36c (first inclined surface) that is inclined so as to be positioned on the rotation axis C3 side as going downward, and the slide surface 36c is formed on the bottom surface 32e of the corresponding recess 32d. It touches so that sliding contact is possible.
- a slide surface 36c first inclined surface
- a small coil spring 8a and a large coil spring 8b are disposed inward of the first cylindrical member 31, and the small coil spring 8a is positioned inward of the large coil spring 8b in a state in which the spring centers are aligned. .
- the upper portion of the small coil spring 8a is externally mounted on the fitting portion 35a, while the lower portion of the small coil spring 8a is internally mounted on the lower end opening of the first cylindrical member 31 and the communication hole 23c in the output gear 23 is provided.
- the slide member 34 is urged upward by contacting the periphery of the upper end opening.
- the upper portion of the large coil spring 8b is in contact with the lower end of the second cylindrical member 32, while the lower portion of the large coil spring 8b is in contact with the peripheral edge of the lower end opening of the first cylindrical member 31 from above.
- the second cylinder member 32 is biased upward.
- the welding torch 10 is inserted into the hollow portion 30 from above with the central axis thereof along the rotational axis C3 and moved downward along the rotational axis C3. Then, the tip portion of the contact tip 12 is inserted into the tip avoidance hole 35b of the pressed member 35, and the tip portion of the nozzle 11 comes into contact with the reduced diameter surface 35c so that the pressed member 35 is The welding torch 10 is pressed downward.
- Each of the recesses 32d and the slide member 34 constitutes the cam means 38 of the present invention, and the bottom surface 32e of each recess 32d in the second cylinder member 32 is such that the slide member 34 becomes the second cylinder member 32.
- the slide surface 36c of each moving block 36 that moves downward together with the slide member 34 comes into sliding contact with the moving block 36 to the rotation axis C3 side and is pressed.
- Each moving block 36 is guided by each guide hole 34c and moves to the rotation axis C3 side.
- each of the concave portions 32d moves the moving blocks 36 to the rotation axis C3 side in conjunction with the downward sliding operation of the sliding member 34.
- the rotating body 3 rotates the nozzle 11 around its central axis by rotating normally (in the X1 direction) with each moving block 36 linked to the nozzle 11. It is made to remove from the front-end
- the slide member 34 is slid downward relative to the second cylindrical member 32 by pressing the nozzle 11 from above with the torch body 10a. Further, the rotating body 3 is rotated in the reverse direction in a state in which each moving block 36 is moved to the rotation axis C3 side and the engaging portion 11a of the nozzle 11 and the engaged portion 60a of each moving block 36 are engaged. By rotating (in the X2 direction), the nozzle 11 is rotated around its central axis, and the nozzle 11 is attached to the tip of the torch body 10a by screw connection.
- the welding torch 10 is attached to one of the three rotating bodies 3 by an industrial robot (not shown) as shown in FIG. Move up one of them and wait.
- the welding torch 10 is inserted into the hollow portion 30 of the rotating body 3 from above in a posture in which the central axis is along the rotation axis C ⁇ b> 3. Then, the tip portion of the contact tip 12 is positioned inside the tip avoidance hole 35b of the pressed member 35, and the tip portion of the nozzle 11 contacts the reduced diameter surface 35c so that the welding torch 10 moves the pressed member 35 downward. Press.
- the pressed member 35 pressed downward by the welding torch 10 begins to slide downward relative to the second cylindrical member 32 against the urging force of the small coil spring 8 a together with the slide member 34.
- each moving block 36 moves downward together with the slide member 34, so that the slide surface 36c of each moving block 36 comes into sliding contact with the bottom surface 32e of each recess 32d in the second cylindrical member 32.
- a force toward the rotation axis C ⁇ b> 3 is applied to each moving block 36, each moving block 36 moves toward the rotation axis C ⁇ b> 3, and the engaged portion 60 a is connected to the nozzle 11.
- Engage with the engaging portion 11a At this time, each moving block 36 cannot move to the rotation axis C3 side by the nozzle 11, so that the sliding operation between the bottom surface 32e of each recess 32d and the slide surface 36c of each moving block 36 is eliminated.
- the motor 5 is driven to rotate each rotating body 3 around the rotation axis C3 via the input gear 21, the intermediate gear 22, and the output gear 23 (in the X1 direction).
- the nozzle 11 is rotated around its central axis and removed from the tip of the torch body 10a.
- the nozzle 11 is set in one hollow portion 30 of the three rotating bodies 3.
- the work robot moves the torch main body 10a above the rotating body 3 on which the nozzle 11 is set and stands by.
- the torch main body 10 a is moved downward to bring the tip of the torch main body 10 a into contact with the proximal end opening peripheral edge of the nozzle 11. Then, the slide member 34 starts to slide downward relative to the second cylindrical member 32 against the urging force of the small coil spring 8a by the nozzle 11 contacting the reduced diameter surface 35c of the pressed member 35.
- each moving block 36 moves downward together with the slide member 34, so that the slide surface 36c of each moving block 36 comes into sliding contact with the bottom surface 32e of each recess 32d in the second cylindrical member 32.
- a force toward the rotation axis C3 is applied to each moving block 36, and each moving block 36 moves to the rotation axis C3 side, so that the engaged portion of each moving block 36 is engaged.
- 60 a engages with the engaging portion 11 a of the nozzle 11.
- each moving block 36 cannot move to the rotation axis C3 side by the nozzle 11, so that the sliding operation between the bottom surface 32e of each recess 32d and the slide surface 36c of each moving block 36 is eliminated.
- the slide member 34 and the second cylindrical member 32 are integrated to form a small coil spring 8a and a large coil spring. It begins to slide downward relative to the first cylindrical member 31 against the urging force of 8b.
- the motor 5 is driven to rotate the rotating bodies 3 around the rotation axis C3 via the input gear 21, the intermediate gear 22, and the output gear 23 (in the X2 direction).
- the nozzle 11 is rotated around the central axis and attached to the tip of the torch body 10a.
- the moving block 36 can move in a direction away from the rotation axis C3 of the rotating body 3, so that when inserting the nozzle 11 into the hollow portion 30 of the rotating body 3,
- the moving block 36 can be moved in advance in a direction away from the rotation axis C3 to be located at a position where contact with the nozzle 11 can be avoided, and deformation and breakage around the moving block 36 can be avoided.
- the moving block 36 moves to the rotation axis C3 side by the insertion operation of inserting the nozzle 11 into the hollow portion 30 of the rotating body 3 and is linked to the outer peripheral surface of the nozzle 11, a drive source for moving the moving block 36 is provided. There is no need to prepare separately, and the rotation exchange device 1 can be made at low cost.
- the engaged portion 60a of the moving block 36 is pressed against the outer peripheral surface of the nozzle 11, the degree of adhesion between the nozzle 11 and the moving block 36 is increased, and the nozzle 11 and the moving block 36 are in contact with each other. The linkage state between them can be strengthened.
- the moving block 36 moves downward together with the slide member 34 while moving toward the rotation axis C3, when the engaged portion 60a contacts the outer peripheral surface of the nozzle 11, the engaged portion 60a Friction resistance is not generated between the outer peripheral surface of the nozzle 11 and wear of the engaged portion 60 a and the outer peripheral surface of the nozzle 11 can be prevented.
- the rotation exchanging device 1 is for exchanging the nozzle 11 with respect to the tip of the torch body 10a.
- the flat surface 12b may be linked to the engaged portion 60a of the linking member 6 (or the moving block 36), and the contact tip 12 may be replaced by rotating around its central axis.
- the ball plunger 7 is used to bias the linkage member 6 toward the rotation axis C3.
- the present invention is not limited to this, and other biasing means is used.
- the linking member 6 may be biased toward the rotation axis C3.
- the engaging portion 11a is formed by knurling.
- the present invention is not limited to this, and the nozzle 11 is linked when the nozzle 11 is inserted into the hollow portion 30 of the rotating body 3. If the member 6 (or the moving block 36) is linked, the engaging portion 11a may be formed by other processing.
- the rotation exchanging device 1 includes the tilt unit 4, the tilt unit 4 is not essential.
- the expansion / contraction body 9 is expanded and contracted by the elastic force of the rubber portion 91.
- the present invention is not limited to this. .
- the second cylindrical member 32 and the slide member 34 are urged upward using the coil spring 8, the small coil spring 8a, and the large coil spring 8b.
- the second cylinder member 32 and the slide member 34 may be urged upward using other types of springs.
- the rubber part 91 is formed of silicon rubber, but is not limited thereto, and may be formed of butanediene rubber or chlorobrene rubber.
- the first support member 44 is fixed to the base plate 42 and the second support member 45 is fixed to the support plate 41.
- the second support member 45 is supported to the base plate 42.
- the first support member 44 may be fixed to the plate 41.
- the reduced diameter surface 35c in the third embodiment of the present invention may have a shape corresponding to the tapered portion of the outer peripheral surface of the nozzle 11. Then, when the nozzle 11 is inserted into the hollow portion 30 from above, the outer peripheral surface of the nozzle 11 comes into contact with the reduced diameter surface 35c, so that the nozzle 11 is in the posture in which the cylinder center of the nozzle 11 is along the rotation axis C3. For example, when the nozzle 11 is attached to the torch body 10a, the cylinder center of the nozzle 11 is easily aligned with the central axis of the tip of the torch body 10a, and the nozzle 11 is securely attached to the torch body 10a. be able to.
- the present invention is suitable for a rotation exchanging device for a welding torch that automatically replaces torch components such as a cylindrical nozzle and a rod-shaped contact tip that are screwed and connected to the tip of a torch body of a welding torch used for arc welding.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Arc Welding In General (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
Description
《発明の実施形態1》
図1は、本発明の実施形態1に係る溶接トーチ用回転交換装置1を示す。この回転交換装置1は、鋼板等をアーク溶接にて溶接する際に使用する溶接トーチ10のトーチ構成部品である金属製ノズル11を自動で交換するためのものである。
《発明の実施形態2》
図12は、本発明の実施形態2に係る回転交換装置1の回転体3内部を示す。この実施形態2では、連係部材6の構造が実施形態1と異なっているだけで、その他は実施形態1と同じであるため、以下、実施形態1と異なる部分のみを詳細に説明する。
《発明の実施形態3》
図13乃至図17は、本発明の実施形態3に係る回転交換装置1を示す。この実施形態3では、回転体3、溶接トーチ10及び出力歯車23の各構造が実施形態1と異なっているだけで、その他は実施形態1と同じであるため、以下、実施形態1と異なる部分のみを詳細に説明する。
3 回転体
6 連係部材
7 ボールプランジャー(第1付勢手段)
8 コイルバネ(第2付勢手段)
9 伸縮体(伸縮手段)
10 溶接トーチ
10a トーチ本体
11 ノズル(トーチ構成部品)
11a 係合部
12 コンタクトチップ(トーチ構成部品)
12a 平坦部(係合部)
30 中空部
31 第1筒部材
32 第2筒部材
32d 凹部(カム部)
32e 底面(第2傾斜面)
34 スライド部材(スライド部)
34c ガイド孔
36 移動ブロック(連係部材)
36c スライド面(第1傾斜面)
37 回転ケース
38 カム手段
41 支持プレート
42 ベースプレート
43 傾動支持機構(傾動支持手段)
44 第1支持部材
44b 湾曲凹面
45 第2支持部材
45b 湾曲凸面
60 連係溝(連係部)
60a 被係合部
60b 貫通孔(連係部)
91 ゴム部
92 第1取付部
93 第2取付部
C3 回転軸心
Claims (10)
- 溶接トーチのトーチ本体先端部に螺合連結された筒状又は棒状のトーチ構成部品を交換する溶接トーチ用回転交換装置であって、
回転軸心周りに回転可能に設けられ、且つ、回転軸心の一方側に開口して当該開口部分から上記トーチ構成部品をその中心軸が上記回転軸心に沿う姿勢で挿入可能な中空部を内部に有する回転体と、
該回転体と回転一体に、且つ、上記回転軸心と交差する方向に移動可能に設けられ、上記トーチ構成部品に連係可能な連係部を上記回転軸心側に有する連係部材とを備え、
上記回転体は、上記連係部を上記トーチ構成部品に連係させた状態で回転することにより、上記トーチ構成部品をその中心軸周りに回転させて上記トーチ本体先端部から取り外すか、又は、上記トーチ本体先端部に取り付けることを特徴とする溶接トーチ用回転交換装置。 - 請求項1に記載の溶接トーチ用回転交換装置において、
上記回転体は、その回転軸心に沿ってスライド可能で、且つ、上記中空部に挿入される上記トーチ構成部品に押圧された際、上記回転軸心の他方側にスライドするスライド部及び該スライド部における上記回転軸心の他方側へのスライド動作に連動して上記連係部材を上記回転軸心側に移動させるカム部を有するカム手段を備えていることを特徴とする溶接トーチ用回転交換装置。 - 請求項2に記載の溶接トーチ用回転交換装置において、
上記回転体は、上記スライド部をスライド可能に収容する回転ケースを備え、
上記連係部材における上記回転軸心の反対側は、当該回転軸心の他方側に行くにつれて回転軸心側に位置する第1傾斜面が形成され、
上記スライド部は、内部に上記中空部を有する筒状をなし、その周壁には、上記連係部材を上記回転軸心と交差する方向に案内するガイド孔が設けられ、
上記カム部は、上記回転ケースに設けられ、上記スライド部が回転軸心方向他方側にスライドする際、上記第1傾斜面が摺接することにより上記連係部材を回転軸心側に移動させる第2傾斜面を有していることを特徴とする溶接トーチ用回転交換装置。 - 請求項1に記載の溶接トーチ用回転交換装置において、
上記連係部材と上記回転体との間には、上記連係部材を上記回転軸心に向けて付勢する第1付勢手段が設けられ、
該第1付勢手段は、上記回転軸心周りに等間隔に複数設けられていることを特徴とする溶接トーチ用回転交換装置。 - 請求項4に記載の溶接トーチ用回転交換装置において、
上記トーチ構成部品は、その外周面に周方向に沿って延びるローレット加工による係合部が形成された円筒状のノズルであり、
上記連係部には、上記係合部が係合可能な被係合部が形成され、
上記連係部材は、上記溶接トーチをその中心軸が上記回転軸心に沿う姿勢で当該回転軸心に沿って移動させると、上記係合部が上記被係合部に係合することによって上記ノズルの外周面に連係することを特徴とする溶接トーチ用回転交換装置。 - 請求項5に記載の溶接トーチ用回転交換装置において、
上記回転体は、中心軸が上記回転軸心に沿って延びる第1筒部材と、
中心軸が上記回転軸心に沿って延び、且つ、上記第1筒部材の内方に設けられ、上記回転軸心に沿ってスライド可能な第2筒部材と、
該第2筒部材を上記回転軸心の一方側に付勢する第2付勢手段とを備え、
上記中空部は、上記第2筒部材の内方に設けられていることを特徴とする溶接トーチ用回転交換装置。 - 請求項4から6のいずれか1つに記載の溶接トーチ用交換装置において、
上記第1付勢手段は、ボールプランジャーであることを特徴とする溶接トーチ用回転交換装置。 - 請求項1に記載の溶接トーチ用回転交換装置において、
上記回転体を支持する支持プレートと、
該支持プレートにおける上記回転体の反対側において上記支持プレートに並設されたベースプレートと、
上記支持プレートと上記ベースプレートとの間に設けられ、当該ベースプレートに対して上記支持プレートが傾くのを支持する傾動支持手段と、
上記支持プレートと上記ベースプレートとの間で、且つ、上記傾動支持手段の周りに複数配置され、一端が上記支持プレートに固定される一方、他端が上記ベースプレートに固定された上記回転軸心方向に伸縮する伸縮手段とを備えていることを特徴とする溶接トーチ用回転交換装置。 - 請求項8に記載の溶接トーチ用回転交換装置において、
上記傾動支持手段は、上記支持プレート及び上記ベースプレートの一方に固定され、その固定された部分に近づくにつれて次第に縮径するように窪む湾曲凹面を有する第1支持部材と、
上記支持プレート及び上記ベースプレートの他方に固定され、上記湾曲凹面に摺接可能に嵌合する湾曲凸面を有する第2支持部材とを備えていることを特徴とする溶接トーチ用回転交換装置。 - 請求項8又は9に記載の溶接トーチ用回転交換装置において、
上記伸縮手段は、伸縮可能なゴム部と、該ゴム部を上記支持プレート及び上記ベースプレートにそれぞれ取り付ける取付部とからなっていることを特徴とする溶接トーチ用回転交換装置。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16794915.5A EP3144091B1 (en) | 2015-06-09 | 2016-05-30 | Rotating replacement device for welding torch |
| CN201680001436.XA CN106457447B (zh) | 2015-06-09 | 2016-05-30 | 焊枪用旋转更换装置 |
| BR112017025899-4A BR112017025899B1 (pt) | 2015-06-09 | 2016-05-30 | Trocador rotativo para maçaricos de solda |
| MX2016015650A MX2016015650A (es) | 2015-06-09 | 2016-05-30 | Cambiador giratorio para sopletes para soldar. |
| CA2948636A CA2948636C (en) | 2015-06-09 | 2016-05-30 | Rotary changer for welding torches |
| KR1020177007000A KR101933196B1 (ko) | 2015-06-09 | 2016-05-30 | 용접토치용 회전교환장치 |
| US15/358,193 US10350697B2 (en) | 2015-06-09 | 2016-11-22 | Rotary changer for welding torches |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-116485 | 2015-06-09 | ||
| JP2015116485 | 2015-06-09 | ||
| JP2015182053A JP6655923B2 (ja) | 2015-06-09 | 2015-09-15 | 溶接トーチ用回転交換装置 |
| JP2015-182053 | 2015-09-15 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US15/358,193 Continuation US10350697B2 (en) | 2015-06-09 | 2016-11-22 | Rotary changer for welding torches |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016199369A1 true WO2016199369A1 (ja) | 2016-12-15 |
Family
ID=57503420
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/002614 WO2016199369A1 (ja) | 2015-06-09 | 2016-05-30 | 溶接トーチ用回転交換装置 |
Country Status (3)
| Country | Link |
|---|---|
| BR (1) | BR112017025899B1 (ja) |
| CA (1) | CA2948636C (ja) |
| WO (1) | WO2016199369A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL422911A1 (pl) * | 2017-09-20 | 2019-03-25 | Rma Spółka Z Ograniczoną Odpowiedzialnością | Mechanizm palnika do automatycznej wymiany elektrody w procesie spawania metodą TIG przy użyciu robota oraz sposób i urządzenie do automatycznej wymiany elektrody w tym palniku w procesie automatycznego spawania metodą TIG przy użyciu robota |
| CN118123349A (zh) * | 2023-11-30 | 2024-06-04 | 广州富士汽车整线集成有限公司 | 自适应焊接系统 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0531636A (ja) * | 1991-07-26 | 1993-02-09 | Jiototsupu:Kk | 締結・解除装置 |
| JPH0539766U (ja) * | 1991-10-18 | 1993-05-28 | 新日本製鐵株式会社 | 溶接トーチ |
| JP2000107832A (ja) * | 1998-10-06 | 2000-04-18 | Matsushita Electric Ind Co Ltd | 溶接用ノズルの製造方法 |
| JP2001105134A (ja) * | 1999-10-04 | 2001-04-17 | Toyo Denyo Kk | 溶接トーチのノズル・チップ自動交換装置 |
| JP2002192345A (ja) | 2000-12-25 | 2002-07-10 | Sekisui Chem Co Ltd | 溶接ノズル・チップの交換装置 |
-
2016
- 2016-05-30 CA CA2948636A patent/CA2948636C/en active Active
- 2016-05-30 BR BR112017025899-4A patent/BR112017025899B1/pt active IP Right Grant
- 2016-05-30 WO PCT/JP2016/002614 patent/WO2016199369A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0531636A (ja) * | 1991-07-26 | 1993-02-09 | Jiototsupu:Kk | 締結・解除装置 |
| JPH0539766U (ja) * | 1991-10-18 | 1993-05-28 | 新日本製鐵株式会社 | 溶接トーチ |
| JP2000107832A (ja) * | 1998-10-06 | 2000-04-18 | Matsushita Electric Ind Co Ltd | 溶接用ノズルの製造方法 |
| JP2001105134A (ja) * | 1999-10-04 | 2001-04-17 | Toyo Denyo Kk | 溶接トーチのノズル・チップ自動交換装置 |
| JP2002192345A (ja) | 2000-12-25 | 2002-07-10 | Sekisui Chem Co Ltd | 溶接ノズル・チップの交換装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL422911A1 (pl) * | 2017-09-20 | 2019-03-25 | Rma Spółka Z Ograniczoną Odpowiedzialnością | Mechanizm palnika do automatycznej wymiany elektrody w procesie spawania metodą TIG przy użyciu robota oraz sposób i urządzenie do automatycznej wymiany elektrody w tym palniku w procesie automatycznego spawania metodą TIG przy użyciu robota |
| CN118123349A (zh) * | 2023-11-30 | 2024-06-04 | 广州富士汽车整线集成有限公司 | 自适应焊接系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112017025899B1 (pt) | 2022-05-17 |
| CA2948636C (en) | 2018-12-04 |
| BR112017025899A2 (ja) | 2018-08-07 |
| CA2948636A1 (en) | 2016-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017001092A (ja) | 溶接トーチ用回転交換装置 | |
| JP4751765B2 (ja) | 芯出し機構 | |
| JP5987043B2 (ja) | ワークの複数箇所を押圧するワーク固定装置 | |
| US20130341945A1 (en) | Robot hand, robot, and holding mechanism | |
| JP6813895B2 (ja) | 回転交換装置 | |
| WO2016199369A1 (ja) | 溶接トーチ用回転交換装置 | |
| JP5239547B2 (ja) | チップホルダ、ホルダユニット、スクライブヘッド及びスクライブ装置 | |
| JP2012179663A (ja) | 圧入装置 | |
| US10427240B2 (en) | Tip changer for spot welding machine | |
| JPWO2017168468A1 (ja) | 電極チップ取外装置 | |
| JP6559418B2 (ja) | ツール交換機構 | |
| JP7312871B2 (ja) | 計時器のフィッティングデバイス | |
| JP7398112B2 (ja) | 把持装置及び位置合わせ機構 | |
| JP2017006925A (ja) | コンタクトチップ交換装置 | |
| JP7023941B2 (ja) | チャック機構 | |
| JP5610476B2 (ja) | 位置決め装置 | |
| JP2016147332A (ja) | 位置決め装置 | |
| JP2005111627A (ja) | スナップリング組付け装置 | |
| KR20190107471A (ko) | 키트형 바이스 | |
| JP2011183480A (ja) | 止め輪装着治具 | |
| JP6604923B2 (ja) | 操作機構移動制御装置 | |
| JPH1142586A (ja) | コンプライアンス装置 | |
| JP2005046954A (ja) | リング組み付け装置 | |
| JP6698442B2 (ja) | プランジャポンプ | |
| JP2005246489A (ja) | ワークホルダ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2948636 Country of ref document: CA |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016794915 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016794915 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2016/015650 Country of ref document: MX |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16794915 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20177007000 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112017025899 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112017025899 Country of ref document: BR Kind code of ref document: A2 Effective date: 20171201 |