WO2016158959A1 - 熱硬化性接着シート、及び半導体装置の製造方法 - Google Patents
熱硬化性接着シート、及び半導体装置の製造方法 Download PDFInfo
- Publication number
- WO2016158959A1 WO2016158959A1 PCT/JP2016/060142 JP2016060142W WO2016158959A1 WO 2016158959 A1 WO2016158959 A1 WO 2016158959A1 JP 2016060142 W JP2016060142 W JP 2016060142W WO 2016158959 A1 WO2016158959 A1 WO 2016158959A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive sheet
- meth
- thermosetting adhesive
- acrylate
- evaluation
- Prior art date
Links
Images











Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/10—Homopolymers or copolymers of methacrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J171/00—Adhesives based on polyethers obtained by reactions forming an ether link in the main chain; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J4/00—Adhesives based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; adhesives, based on monomers of macromolecular compounds of groups C09J183/00 - C09J183/16
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/10—Adhesives in the form of films or foils without carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic System or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/304—Mechanical treatment, e.g. grinding, polishing, cutting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/6835—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L21/6836—Wafer tapes, e.g. grinding or dicing support tapes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/70—Manufacture or treatment of devices consisting of a plurality of solid state components formed in or on a common substrate or of parts thereof; Manufacture of integrated circuit devices or of parts thereof
- H01L21/77—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate
- H01L21/78—Manufacture or treatment of devices consisting of a plurality of solid state components or integrated circuits formed in, or on, a common substrate with subsequent division of the substrate into plural individual devices
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0025—Crosslinking or vulcanising agents; including accelerators
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/14—Peroxides
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/04—Non-macromolecular additives inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/304—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being heat-activatable, i.e. not tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/408—Additional features of adhesives in the form of films or foils characterized by the presence of essential components additives as essential feature of the adhesive layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2221/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof covered by H01L21/00
- H01L2221/67—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere
- H01L2221/683—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L2221/68304—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L2221/68318—Auxiliary support including means facilitating the separation of a device or wafer from the auxiliary support
- H01L2221/68322—Auxiliary support including means facilitating the selective separation of some of a plurality of devices from the auxiliary support
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2221/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof covered by H01L21/00
- H01L2221/67—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere
- H01L2221/683—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L2221/68304—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L2221/68327—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support used during dicing or grinding
Definitions
- the present invention relates to a thermosetting adhesive sheet for reinforcing a semiconductor wafer and a method for manufacturing a semiconductor device in order to prevent cracks during the dicing process.
- the dicing (individualization) process gives a great stress to the semiconductor wafer. For this reason, micro cracks may occur in the semiconductor wafer, and the defect rate may increase.
- thermosetting adhesive sheet that reinforces the semiconductor wafer immediately before the dicing process (after back grinding) (see, for example, Patent Document 1).
- the present invention has been proposed in view of such conventional circumstances, and provides a thermosetting adhesive sheet capable of reducing warpage of a semiconductor wafer and a method for manufacturing a semiconductor device.
- the present invention provides a thermosetting adhesive sheet that is bonded to a polishing surface of a semiconductor wafer when dicing the semiconductor wafer. And (meth) acrylate containing more than 95 wt% of acrylate in the total (meth) acrylate, an organic peroxide having a 1 minute half-life temperature of 130 ° C. or less, and a light-transmitting filler. To do.
- the semiconductor device manufacturing method reduces the amount of warpage of the semiconductor wafer by grinding a semiconductor wafer, and bonding and curing a thermosetting adhesive sheet on the polished surface of the semiconductor wafer. It has a curing process and a dicing process in which a dicing tape is bonded to the surface of the thermosetting adhesive sheet of the semiconductor wafer and diced.
- thermosetting adhesive sheet according to the present invention contains a large amount of polyfunctional (meth) acrylate, shrinkage due to curing of the thermosetting adhesive sheet is increased, and the warpage of the wafer can be reduced. Therefore, by using the thermosetting adhesive sheet according to the present invention, the wafer can be manufactured in a flattened state, so that a high-quality semiconductor device can be obtained.
- FIG. 1 is a cross-sectional view schematically showing a thermosetting adhesive sheet.
- FIG. 2 is a cross-sectional view showing an outline of the BG tape attaching step.
- FIG. 3 is a cross-sectional view showing an outline of a grinding process.
- FIG. 4 is a cross-sectional view showing an outline of a thermosetting adhesive sheet attaching step.
- FIG. 5 is a cross-sectional view schematically showing the BG tape peeling step.
- FIG. 6 is a cross-sectional view schematically showing the curing process.
- FIG. 7 is a cross-sectional view showing an outline of the DC tape attaching step.
- FIG. 8 is a cross-sectional view schematically showing the dicing process.
- FIG. 9 is a cross-sectional view showing an outline of the expanding process.
- FIG. 10 is a cross-sectional view schematically showing the pickup process.
- FIG. 11 is a cross-sectional view schematically showing the mounting process.
- thermosetting adhesive sheet has a thermosetting adhesive layer bonded to the polished surface of the semiconductor wafer when dicing the semiconductor wafer, and reinforces the wafer during the dicing process to prevent cracks. It is a reinforcing sheet.
- FIG. 1 is a cross-sectional view showing an outline of a thermosetting adhesive sheet. As shown in FIG. 1, the thermosetting adhesive sheet has a base film layer 11 and a thermosetting adhesive layer 12 laminated.
- a porous substrate made of a plastic film such as polyethylene terephthalate, polyethylene, polypropylene, or polyester, paper, cloth, nonwoven fabric, or the like can be used.
- the thermosetting adhesive layer 12 has a polymer containing an elastomer, a (meth) acrylate containing polyfunctional (meth) acrylate in an amount exceeding 95 wt% in all (meth) acrylates, and a 1-minute half-life temperature of 130 ° C. or less. Contains an organic peroxide and a light transmissive filler.
- (meth) acrylate is meant to include acrylic acid ester (acrylate) and methacrylic acid ester (methacrylate).
- the polymer includes an elastomer, and more preferably includes a phenoxy resin and an elastomer. Thereby, it becomes possible to provide moderate flexibility to the cured thermosetting adhesive sheet.
- the elastomer examples include acrylic elastomers, butadiene elastomers, ethylene elastomers, propylene elastomers, and styrene elastomers, and one or more of these can be used. Among these, it is preferable to use an acrylic elastomer having excellent transparency. Specific examples of the acrylic elastomer available on the market include “SG-80H”, a trade name of Nagase ChemteX Corporation.
- the phenoxy resin examples include a fluorene type phenoxy resin, a bisphenol type phenoxy resin, a novolac type phenoxy resin, a naphthalene type phenoxy resin, and a biphenyl type phenoxy resin, and one or more of these can be used. Among these, it is preferable to use a fluorene type phenoxy resin exhibiting high heat resistance. Specific examples of commercially available fluorene type phenoxy resins include “FX293” trade name of Nippon Steel & Sumikin Chemical Co., Ltd.
- the weight average molecular weight (Mw) of the polymer is preferably 5000 or more and 150,000 or less, and more preferably 10,000 or more and 80000 or less. If the weight average molecular weight (Mw) is too small, the sheet characteristics tend to deteriorate, and if too large, the compatibility with other components tends to deteriorate.
- the content of the polymer is preferably 5 parts by mass or more and 100 parts by mass or less, and more preferably 10 parts by mass or more and 40 parts by mass or less with respect to 50 parts by mass of (meth) acrylate. If the content of the polymer is too low or too high, the sheet characteristics tend to deteriorate.
- (Meth) acrylate contains polyfunctional (meth) acrylate in an amount exceeding 95 wt% in the total (meth) acrylate, and is mainly composed of polyfunctional (meth) acrylate. Thereby, the shrinkage
- Examples of monofunctional (meth) acrylates other than polyfunctional (meth) acrylates include polyalkylene glycol ester monomers and alkyl (meth) acrylates having a linear or branched alkyl group.
- Specific examples of the polyalkylene glycol ester monomer include, for example, hydroxyethyl (meth) acrylate, hydroxypropyl (meth) acrylate, 4-hydroxybutyl acrylate, polyethylene glycol mono (meth) acrylate, and polypropylene glycol mono (meth) acrylate.
- bifunctional (meth) acrylate belonging to the polyfunctional (meth) acrylate examples include tricyclodecane dimethanol di (meth) acrylate, dimethylol-tricyclodecane di (meth) acrylate, bisphenol AEO-modified di (meth) acrylate, 1,9-nonanediol di (meth) acrylate, 1,10-decanediol di (meth) acrylate, 2-hydroxy-3-acryloyloxypropyl (meth) acrylate, propoxylated bisphenol A di (meth) acrylate, diethylene glycol Di (meth) acrylate, neopentyl glycol di (meth) acrylate, 1,4-butanediol di (meth) acrylate, polyethylene glycol (200) di (meth) acrylate, tetraethylene glycol di ( Acrylate), polyethylene glycol (400) di (meth) acrylate, cyclohexane
- tricyclodecane dimethanol di (meth) acrylate can be preferably used from the viewpoints of reactivity and crosslinkability.
- the trifunctional or higher functional (meth) acrylates belonging to the polyfunctional (meth) acrylate include isocyanuric acid EO-modified tri (meth) acrylate, dipentaerythritol hexa (meth) acrylate, pentaerythritol tri (meth) acrylate, and EO-modified.
- isocyanuric acid EO-modified triacrylate and dipentaerythritol hexaacrylate can be preferably used from the viewpoints of reactivity and crosslinkability.
- Specific examples of trifunctional or higher functional (meth) acrylates available on the market include the trade name “M-315” (a mixture of isocyanuric acid ethylene oxide-modified diacrylate and isocyanuric acid ethylene oxide-modified triacrylate) manufactured by Toagosei Co., Ltd.
- polyfunctional (meth) acrylates even though they have a (meth) acryloyl group having two or more functional groups, compounds with a remarkably large molecular weight relative to the functional number tend to be similar in properties to the above monofunctional acrylates. There is. For this reason, the polyfunctional (meth) acrylate takes into account the “(meth) acrylic equivalent (g / eq)” obtained by dividing the molecular weight by the functional number, or the “functional number per unit molecular weight” obtained by dividing the functional number by the molecular weight. Are preferably selected.
- (meth) acrylic equivalent (g / eq) When selecting in consideration of (meth) acrylic equivalent (g / eq), it is the sum of values obtained by multiplying (meth) acrylic equivalent (g / eq) by the content in all (meth) acrylates, (meth) It is preferable to use an additive average value of acrylic equivalents. Moreover, when selecting in consideration of the functional number per unit molecular weight, it is preferable to use an average crosslinking density that is the sum of values obtained by multiplying the functional number per unit molecular weight by the content in all (meth) acrylates.
- the additive average value of (meth) acrylic equivalent of (meth) acrylate is preferably 80 g / eq or more and 230 g / eq or less, and more preferably 100 g / eq or more and 200 g / eq or less.
- the shrinkage rate increases as the additive average value of (meth) acrylic equivalent decreases, and the shrinkage rate decreases as the additive average value of (meth) acrylic equivalent increases. For this reason, if the additive average value of the (meth) acryl equivalent is too small, characteristics such as adhesion to the semiconductor wafer tend to deteriorate, and if too large, it becomes difficult to cancel the warpage of the semiconductor wafer.
- the average crosslink density of (meth) acrylate is preferably 2.0E-03 or more and 5.0E-02 or less, and more preferably 5.0E-03 or more and 1.0E-02 or less.
- the shrinkage rate decreases as the average crosslink density decreases, and the shrinkage rate increases as the average crosslink density increases. For this reason, if the average number of crosslinking points is too small, it becomes difficult to cancel the warpage of the semiconductor wafer, and if it is too large, characteristics such as adhesion to the semiconductor wafer tend to deteriorate.
- the content of (meth) acrylate is preferably 10 parts by mass or more and 100 parts by mass or less, and more preferably 20 parts by mass or more and 70 parts by mass or less with respect to 25 parts by mass of the polymer. If the content of (meth) acrylate is too small, it becomes difficult to cancel the warpage of the semiconductor wafer, and if it is too large, the sheet characteristics tend to be deteriorated.
- the organic peroxide has a 1 minute half-life temperature of 130 ° C. or lower, and more preferably 80 ° C. or higher and 120 ° C. or lower. If the half-life temperature for 1 minute is too large, it is difficult to obtain a large reaction rate, and if it is too small, the room temperature storage property tends to be lowered.
- organic peroxides examples include dilauroyl peroxide (1 minute half-life temperature: 116.4 ° C.), dibenzoyl peroxide (1 minute half-life temperature: 130.0 ° C.), di (4- Methylbenzoyl) peroxide (1 minute half-life temperature: 128.2 ° C), 1,1,3,3-tetramethylbutylperoxy-2-ethylhexanoate (1 minute half-life temperature: 124.3 ° C) Di (3,5,5-trimethylhexanoyl) peroxide (1 minute half-life temperature: 112.6 ° C.), t-butyl peroxypivalate (1 minute half-life temperature: 110.3 ° C.), t- Hexyl peroxypivalate (1 minute half-life temperature: 109.1 ° C), t-butyl peroxyneoheptanoate (1 minute half-life temperature: 104.6 ° C), t-butyl peroxy Odecanoate (1 minute half-life temperature: 11
- dilauroyl peroxide and 1,1,3,3-tetramethylbutylperoxy-2-ethylhexanoate can be preferably used from the viewpoint of reactivity and crosslinkability.
- Specific examples of dilauroyl peroxide available on the market include “Paroyl L”, a trade name of NOF Corporation, and 1,1,3,3-tetramethylbutylperoxy-2-ethylhexa.
- Noate is NOF Corporation's trade name “Perocta O”.
- the content of the organic peroxide is preferably 0.1 parts by mass or more and 20 parts by mass or less, and more preferably 1 part by mass or more and 10 parts by mass or less with respect to 50 parts by mass of (meth) acrylate. preferable. If the content of the organic peroxide is too small, the reactivity decreases, and if it is too large, the product life tends to decrease.
- the light transmissive filler either inorganic or organic can be used, and it is preferable to use a material having transparency to infrared rays used in alignment.
- the material having transparency to infrared rays include silica, silicon, germanium, quartz, sapphire, and the like, and one or more of these can be used. Among these, it is preferable to use silica from the viewpoint of laser mark visibility.
- the content of the light transmissive filler is preferably 50 parts by mass or more and 150 parts by mass or less, and more preferably 80 parts by mass or more and 120 parts by mass or less with respect to 25 parts by mass of the polymer. If the content of the light transmissive filler is too small, the effect of reducing the amount of warpage of the wafer tends to decrease, and if too large, the adhesion reliability tends to decrease.
- a colorant causes a contrast difference between the laser marking portion and other portions, and improves the laser mark visibility.
- a colorant examples include carbon black, titanium black, titanium oxide, iron oxide, and the like, and one or more of these can be used. Among these, it is preferable to use carbon black from the viewpoint of improving the contrast difference.
- silane coupling agent (meth) acrylic, epoxy-based, amino-based, mercapto-based, sulfide-based, ureido-based and the like can be used.
- the (meth) acrylic-based silane coupling agent is used. Is preferably used. Thereby, the adhesion reliability in the interface of an organic material and an inorganic material can be improved.
- the transmittance of the thermosetting adhesive sheet at a wavelength of 1000 nm is preferably 30% or more. If the infrared transmittance is too low, it is difficult to perform alignment using infrared rays.
- thermosetting adhesive sheet According to the thermosetting adhesive sheet according to the present embodiment, the amount of warpage of the semiconductor wafer can be reduced by being bonded to the polished surface of the semiconductor wafer and cured. For this reason, dicing can be performed easily and productivity can be improved.
- the method for manufacturing a semiconductor device includes a grinding process for polishing a semiconductor wafer, a process for bonding a thermosetting adhesive sheet to the polishing surface of the semiconductor wafer and curing the semiconductor wafer, and reducing the amount of warpage of the semiconductor wafer. And a dicing process in which a dicing tape is bonded to the thermosetting adhesive sheet surface of the semiconductor wafer and diced. Since the warpage amount of the semiconductor wafer is reduced, dicing can be easily performed, and productivity can be improved.
- the manufacturing method of the semiconductor device shown as a specific example includes a protective tape attaching step (A) for applying a protective tape having an adhesive layer, a grinding step (B), a thermosetting resin sheet attaching step (C), and a protection Tape peeling step (D), curing step (E), adhesive tape attaching step (F), dicing step (G), expanding step (H), pick-up step (I), and mounting step (J ).
- FIG. 2 is a cross-sectional view showing an outline of the protective tape attaching step.
- the protective tape 30 is attached to the surface of the wafer 21 on which the protruding electrodes 22 are formed.
- Affixing temperature for applying the protective tape 30 is 25 ° C. or higher and 100 ° C. or lower, preferably 40 ° C. or higher and 80 ° C. or lower, from the viewpoint of reducing voids, improving wafer adhesion and preventing warpage after wafer grinding.
- the wafer 21 has an integrated circuit formed on a semiconductor surface such as silicon, and a protruding electrode 22 for connection called a bump.
- the thickness of the wafer 21 is not particularly limited, but is preferably 200 ⁇ m or more and 1000 ⁇ m or less.
- the protruding electrode 22 is not particularly limited, and examples thereof include a low melting point bump or a high melting point bump made of solder, a tin bump, a silver-tin bump, a silver-tin-copper bump, a gold bump, and a copper bump.
- the height of the protruding electrode 22 is not particularly limited, but is preferably 10 ⁇ m or more and 200 ⁇ m or less.
- the protective tape 30 is called a back grind tape, and protects the wafer from scratches, cracks, contamination, etc. in the next grinding process (B).
- the protective tape 30 is formed by laminating a thermoplastic resin layer 31 and a base film layer 32, and bonding them so that the formation surface of the protruding electrode 22 and the thermoplastic resin layer 31 are in contact with each other.
- the electrode 22 is embedded in the thermoplastic resin layer 31.
- thermoplastic resin layer 31 ethylene vinyl acetate copolymer (EVA), polyethylene, polypropylene, polyamide, polyacetal, polyethylene terephthalate, polybutylene terephthalate, fluororesin, polyphenylene sulfide, polystyrene, ABS resin, acrylic type Resins, polycarbonates, polyurethanes, polyvinyl chlorides, polyphenylene oxides and the like may be mentioned. These may be used alone or in combination of two or more.
- EVA ethylene vinyl acetate copolymer
- a plastic substrate such as polyethylene terephthalate, polyethylene, polypropylene, polyester, or a porous substrate made of paper, cloth, nonwoven fabric, or the like can be used.
- the protective tape 30 is not limited to the above-described configuration, and other layers may be formed on the surface of each layer or between adjacent layers.
- FIG. 3 is a cross-sectional view showing an outline of a grinding process.
- the surface opposite to the surface to which the protective tape 30 is applied is ground.
- the opposite surface of the wafer 21 to which the protective tape 30 is attached is fixed to a grinding device for polishing.
- the thickness of the wafer 21 by polishing is 200 ⁇ m or less, and further 50 ⁇ m or less.
- the warpage amount of the wafer 21 is the maximum value of the warpage (Z axis) when the wafer 21 is placed on the flat stage (X, Y axes).
- FIG. 4 is a cross-sectional view showing an outline of a thermosetting adhesive sheet attaching step.
- the thermosetting adhesive layer 12 of the thermosetting adhesive sheet is attached to the grind treated surface of the wafer 21.
- FIG. 5 is a cross-sectional view schematically showing the protective tape peeling step.
- the protective tape 30 is peeled off.
- FIG. 6 is a cross-sectional view schematically showing the curing process.
- the thermosetting adhesive layer 12 is cured.
- a known method for curing a thermosetting adhesive can be used.
- the thermosetting adhesive layer 12 can be cured by curing at a temperature of 80 to 180 ° C. for a time of 0.1 to 5 hours.
- the thermosetting adhesive layer 12 is greatly contracted, and stress in a direction opposite to the warp of the wafer 21 is generated, so that the wafer 21 can be maintained in a flat state.
- FIG. 7 is a cross-sectional view schematically showing the adhesive tape attaching step.
- the adhesive tape 40 is applied to the grinding surface.
- the adhesive tape 40 is called a dicing tape, and is a tape for protecting and fixing the wafer 21 in the dicing process (G) and holding it until the pickup process (I).
- the adhesive tape 40 is not particularly limited, and a known tape can be used.
- the adhesive tape 40 has an adhesive layer and a base film layer.
- the pressure-sensitive adhesive layer include polyethylene-based, acrylic-based, rubber-based, and urethane-based pressure-sensitive adhesives.
- the porous base material which consists of plastic films, such as a polyethylene terephthalate, polyethylene, a polypropylene, polyester, paper, cloth, a nonwoven fabric, etc. can be used.
- it does not specifically limit as an adhesive tape sticking apparatus and conditions A well-known apparatus and conditions are used.
- FIG. 8 is a cross-sectional view schematically showing the dicing process.
- the wafer 21 with the adhesive tape 40 attached is diced to obtain individual semiconductor chips.
- the dicing method is not particularly limited, and a known method such as cutting the wafer 21 with a dicing saw can be used.
- FIG. 9 is a cross-sectional view showing an outline of the expanding process.
- the adhesive tape 40 to which a plurality of divided semiconductor chips are attached is elongated in the radial direction to widen the intervals between the individual semiconductor chips.
- FIG. 10 is a cross-sectional view schematically showing the pickup process.
- the semiconductor chip adhered and fixed on the adhesive tape 40 is pushed up from the lower surface of the adhesive tape 40 and peeled off, and the peeled semiconductor chip is adsorbed by a collet.
- the picked-up semiconductor chip is stored in a chip tray or conveyed to a chip mounting nozzle of a flip chip bonder.
- FIG. 11 is a cross-sectional view schematically showing the mounting process.
- the semiconductor chip and the circuit board are connected using a circuit connection material such as NCF (Non Conductive Film).
- NCF Non Conductive Film
- plastic substrates such as a polyimide substrate and a glass epoxy substrate, a ceramic substrate, etc. can be used.
- connection method the well-known method using a heating bonder, a reflow furnace, etc. can be used.
- thermosetting adhesive sheet is bonded to the polished surface of the semiconductor wafer and cured, and the amount of warpage of the semiconductor wafer is reduced, so that dicing can be easily performed. And productivity can be improved.
- the adhesive layer on the wafer surface on which the bump electrode is formed is cured and the bump electrode is reinforced before the dancing process step, damage to the bump electrode can be reduced in subsequent processes such as dicing, pick-up, and mounting. Can do.
- the semiconductor device obtained by mounting can obtain excellent reliability because the semiconductor chip has a thermosetting adhesive layer on the polished surface and an adhesive layer on the protruding electrode formation surface.
- thermosetting adhesive sheet was prepared, and this was bonded to a patterned wafer in which warpage occurred, and the amount of warpage after curing of the laminate was evaluated. Moreover, the curing rate of the thermosetting adhesive sheet, the adhesion reliability, the alignment mark recognizability, and the applicability of the dicing tape were evaluated.
- thermosetting adhesive sheet The following components were blended to prepare a resin composition. This was applied to peeled PET (Polyethylene terephthalate) using a bar coater and dried in an oven at 80 ° C. for 3 minutes to prepare a thermosetting adhesive sheet having a thickness of 20 ⁇ m (cover peeled PET (25 ⁇ m) / Thermosetting adhesive sheet (20 ⁇ m) / base release PET (50 ⁇ m)).
- FX293 Fluorene type phenoxy resin (manufactured by Nippon Steel & Sumikin Chemical Co., Ltd.)
- YP-50 Bisphenol A type phenoxy resin (manufactured by Nippon Steel & Sumikin Chemical Co., Ltd.)
- SG-80H Acrylic elastomer (manufactured by Nagase ChemteX Corporation)
- RKB-5515B Butadiene elastomer (manufactured by Resinas Kasei Co., Ltd.)
- M-315 Mixture
- thermosetting adhesive sheet A 20 ⁇ m-thick thermosetting adhesive sheet was bonded to the patterned wafer with a press and cured under conditions of 130 ° C. and 1 h to obtain a laminate.
- the 8-inch wafer with a thickness of 200 ⁇ m was used as the patterned wafer. Further, the average warpage amount (number of samples: 10) of the patterned wafer was 4 mm. The warpage amount of the patterned wafer was the maximum value of the warpage (Z axis) when the patterned wafer was placed on the flat stage (X, Y axes).
- the warpage amount of the laminated body was set to the maximum value of the warpage (Z axis) when the laminated body was placed on the planar stage (X, Y axes). 1. “ ⁇ ” when the amount of warpage of the laminate is less than 1.0 mm, “ ⁇ ” when the amount of warpage of the laminate is 1.0 mm or more and less than 1.5 mm, and 1.5 mm or more when the amount of warpage of the laminate is 2. Those having a thickness of less than 5 mm were evaluated as “ ⁇ ”, and those having a warp amount of 2.5 mm or more were evaluated as “ ⁇ ”.
- thermosetting adhesive sheet [Evaluation of curing rate of thermosetting adhesive sheet] Using a Fourier transform infrared spectrophotometer (FT / IR-4100, manufactured by JASCO Corporation), a sample of a thermosetting adhesive sheet having a thickness of 20 ⁇ m cured under conditions of 130 ° C. and 1 h was measured by a transmission method. From the ratio of the measured strength of the acrylic monomer (unsaturated group) of the uncured thermosetting adhesive sheet to the measured strength of the acrylic monomer (unsaturated group) of the fully cured thermosetting adhesive sheet, thermosetting adhesion The reaction rate of the sheet sample was calculated. The reaction rate of the thermosetting adhesive sheet is 80% or more, “ ⁇ ”, the reaction rate of the thermosetting adhesive sheet is 50% or more and less than 80%, “ ⁇ ”, the reaction rate of the thermosetting adhesive sheet is Those less than 50% were evaluated as “x”.
- FT / IR-4100 Fourier transform infrared spectrophotometer
- thermosetting adhesive sheet Measure the initial adhesive strength of a thermosetting adhesive sheet with a thickness of 20 ⁇ m cured under conditions of 130 ° C. and 1 h, and the adhesive strength of a thermosetting adhesive sheet after a reliability test at a temperature of 85 ° C., a humidity of 85% and 1000 h. did.
- the adhesive strength was measured by performing a 90 ° peel test at a peel rate of 50 mm / min in accordance with JIS K 6854, and measuring the force required for peeling off as the peel strength. “ ⁇ ” if the bond strength after the reliability test is 90% or more of the initial bond strength, “ ⁇ ” if the bond strength after the reliability test is 80% or more and less than 90% of the initial bond strength. Those having an adhesive strength after the property test of less than 80% of the initial adhesive strength were evaluated as “x”.
- thermosetting adhesive sheet Infrared (wavelength: 1 ⁇ m) transmittance was measured for a 20 ⁇ m thick thermosetting adhesive sheet cured at 130 ° C. for 1 h. An IR transmittance of 50% or more was evaluated as “ ⁇ ”, an IR transmittance of 30% or more and less than 50% was evaluated as “ ⁇ ”, and an IR transmittance of less than 30% was evaluated as “X”.
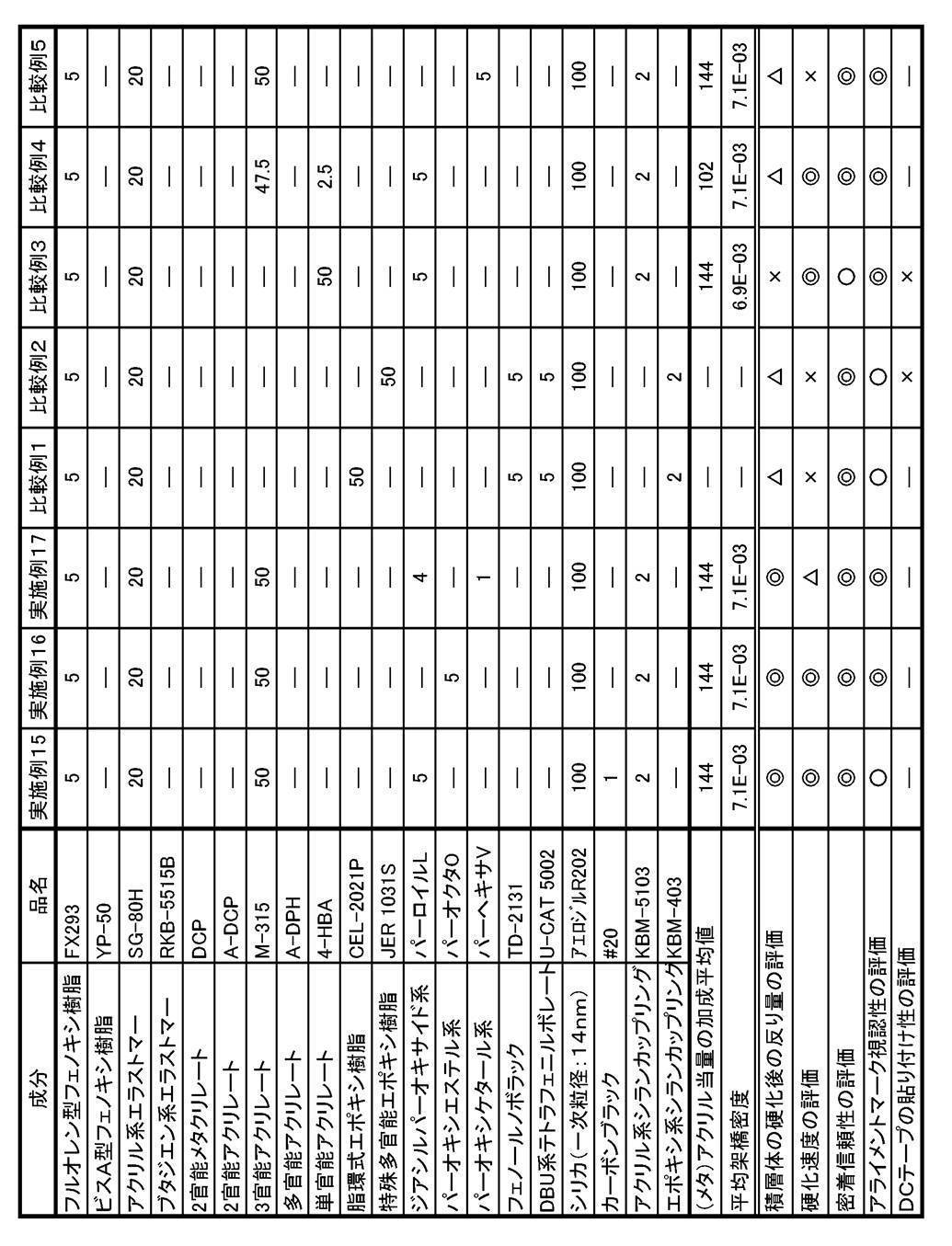
- Example 1 5 parts by mass of fluorene type phenoxy resin (FX293), 20 parts by mass of acrylic elastomer (SG-80H), 50 parts by mass of trifunctional acrylate (M-315), 5 parts by mass of organic peroxide (Parroyl L) 100 parts by mass of silica (Aerosil R202) and 2 parts by mass of an acrylic coupling agent (KBM-5103) were added, and the additive average value of (meth) acryl equivalent (molecular weight / number of functional groups) was 144, average crosslinking density A resin composition having a diameter of 7.1E-03 was prepared to produce a thermosetting adhesive sheet.
- thermosetting adhesive sheet As shown in Table 1, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ . Further, the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇ , the evaluation of adhesion reliability was ⁇ , the evaluation of alignment mark recognition was ⁇ , and the evaluation of sticking property of the dicing tape was ⁇ .
- Example 2 Instead of the trifunctional acrylate (M-315), 50 parts by mass of the bifunctional acrylate (A-DCP) is blended, the additive average value of (meth) acryl equivalent (molecular weight / functional group number) is 152, and the average crosslinking density is A thermosetting adhesive sheet was produced in the same manner as in Example 1 except that a resin composition of 6.6E-03 was prepared.
- thermosetting adhesive sheet As shown in Table 1, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- Example 3 Instead of the trifunctional acrylate (M-315), 50 parts by mass of bifunctional methacrylate (DCP) is blended, and the additive average value of (meth) acryl equivalent (molecular weight / number of functional groups) is 166, and the average crosslinking density is 6.
- DCP bifunctional methacrylate
- a thermosetting adhesive sheet was prepared in the same manner as in Example 1 except that the resin composition 0E-03 was prepared.
- thermosetting adhesive sheet As shown in Table 1, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- Example 4 instead of the trifunctional acrylate (M-315), 50 parts by mass of polyfunctional methacrylate (A-DPH) is blended, and the additive average value of (meth) acryl equivalent (molecular weight / number of functional groups) is 96, and the average crosslink density is A thermosetting adhesive sheet was prepared in the same manner as in Example 1 except that a resin composition having 1.0E-02 was prepared.
- thermosetting adhesive sheet As shown in Table 1, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- thermosetting adhesive sheet was produced in the same manner as in Example 1 except that a resin composition having a ratio of 4.5E-03 was prepared.
- thermosetting adhesive sheet As shown in Table 1, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- thermosetting adhesive sheet was prepared in the same manner as in Example 1 except that a resin composition having 1.0E-02 was prepared.
- thermosetting adhesive sheet As shown in Table 1, the evaluation of the amount of warpage of the laminated body obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- Example 7 Instead of the trifunctional acrylate (M-315), 70 parts by mass of polyfunctional methacrylate (A-DPH) is blended, the additive average value of (meth) acryl equivalent (molecular weight / functional group number) is 96, and the average crosslinking density is A thermosetting adhesive sheet was prepared in the same manner as in Example 1 except that a resin composition having 1.0E-02 was prepared.
- the evaluation of the amount of warpage of the laminate obtained by bonding and curing the thermosetting adhesive sheet on the patterned wafer was “ ⁇ ”. Further, the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇ , the evaluation of adhesion reliability was ⁇ , and the evaluation of alignment mark recognition was ⁇ .
- thermosetting adhesive sheet 30 parts by weight of trifunctional acrylate (M-315), 18 parts by weight of bifunctional methacrylate (DCP) and 2 parts by weight of monofunctional acrylate (4-HBA) are blended, and (meth) acryl equivalent (molecular weight / number of functional groups)
- M-315 trifunctional acrylate
- DCP bifunctional methacrylate
- 4-HBA monofunctional acrylate
- (meth) acryl equivalent molecular weight / number of functional groups
- thermosetting adhesive sheet As shown in Table 1, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- thermosetting adhesive sheet was produced in the same manner as in Example 1 except that a resin composition having a density of 7.1E-03 was prepared.
- thermosetting adhesive sheet As shown in Table 1, the evaluation of the amount of warpage of the laminated body obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- thermosetting adhesive sheet 25 parts by mass of acrylic elastomer (SG-80H) was blended without blending fluorene-type phenoxy resin (FX293), and the additive average value of (meth) acryl equivalent (molecular weight / number of functional groups) was 144, average crosslinking density
- a thermosetting adhesive sheet was produced in the same manner as in Example 1 except that a resin composition having a No. 7.1E-03 was prepared.
- thermosetting adhesive sheet As shown in Table 1, the evaluation of the amount of warpage of the laminated body obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- thermosetting adhesive sheet 15 parts by mass of acrylic elastomer (SG-80H) and 5 parts by mass of butadiene elastomer (RKB-5515B) are blended, and the additive average value of (meth) acryl equivalent (molecular weight / number of functional groups) is 144, average crosslinking density
- a thermosetting adhesive sheet was produced in the same manner as in Example 1 except that a resin composition having a No. 7.1E-03 was prepared.
- thermosetting adhesive sheet As shown in Table 1, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- thermosetting adhesive sheet was produced in the same manner as in Example 1 except that a resin composition of 7.1E-03 was prepared.
- thermosetting adhesive sheet As shown in Table 1, the evaluation of the amount of warpage of the laminated body obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ . Moreover, the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇ , the evaluation of adhesion reliability was ⁇ , and the evaluation of alignment mark recognizability was ⁇ .
- Example 13 Except that 150 parts by mass of silica (Aerosil R202) was blended and a resin composition having an additive average value of (meth) acryl equivalent (molecular weight / number of functional groups) of 144 and an average crosslinking density of 7.1E-03 was prepared. In the same manner as in Example 1, a thermosetting adhesive sheet was produced.
- thermosetting adhesive sheet As shown in Table 1, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- Example 14 Except that 50 parts by mass of silica (Aerosil R202) was blended and a resin composition having an additive average value of (meth) acryl equivalent (molecular weight / number of functional groups) of 144 and an average crosslinking density of 7.1E-03 was prepared. In the same manner as in Example 1, a thermosetting adhesive sheet was produced.
- thermosetting adhesive sheet As shown in Table 1, the evaluation of the amount of warpage of the laminated body obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- thermosetting adhesive sheet Resin having 1 part by mass of carbon black (# 20) in the formulation of Example 1, an additive average value of (meth) acryl equivalent (molecular weight / number of functional groups) of 144, and an average crosslinking density of 7.1E-03
- a thermosetting adhesive sheet was produced in the same manner as in Example 1 except that the composition was prepared.
- thermosetting adhesive sheet As shown in Table 2, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was “ ⁇ ”. The evaluation of the curing rate of the thermosetting adhesive sheet was ⁇ , the evaluation of adhesion reliability was ⁇ , and the evaluation of alignment mark recognition was ⁇ .
- Example 16 Instead of Parroyl L, 5 parts by mass of Perocta O was blended, and a resin composition having an additive average value of (meth) acryl equivalent (molecular weight / number of functional groups) of 144 and an average crosslinking density of 7.1E-03 was prepared.
- a thermosetting adhesive sheet was produced in the same manner as in Example 1 except that.
- thermosetting adhesive sheet As shown in Table 2, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was “ ⁇ ”. The evaluation of the curing rate of the thermosetting adhesive sheet was ⁇ , the evaluation of adhesion reliability was ⁇ , and the evaluation of alignment mark recognition was ⁇ .
- Example 17 A resin composition containing 4 parts by weight of Parroyl L and 1 part by weight of Perhexa V, having an additive average value of (meth) acryl equivalent (molecular weight / number of functional groups) of 144 and an average crosslinking density of 7.1E-03.
- a thermosetting adhesive sheet was produced in the same manner as in Example 1 except that it was prepared.
- thermosetting adhesive sheet As shown in Table 2, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was “ ⁇ ”. The evaluation of the curing rate of the thermosetting adhesive sheet was ⁇ , the evaluation of adhesion reliability was ⁇ , and the evaluation of alignment mark recognition was ⁇ .
- thermosetting adhesive sheet As shown in Table 2, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was x
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- thermosetting adhesive sheet As shown in Table 2, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ . Moreover, the evaluation of the curing rate of the thermosetting adhesive sheet was x, the evaluation of adhesion reliability was ⁇ , the evaluation of alignment mark recognition was ⁇ , and the evaluation of the dicing tape sticking property was x.
- thermosetting adhesive sheet was produced in the same manner as in Example 1 except that a resin composition of 6.9E-03 was prepared.
- the evaluation of the amount of warpage of the laminate obtained by bonding and curing the thermosetting adhesive sheet on the patterned wafer was x.
- the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇
- the evaluation of sticking property of the dicing tape was ⁇ .
- thermosetting adhesive sheet was prepared in the same manner as in Example 1 except that a resin composition having an average crosslinking density of 7.1E-03 was prepared.
- thermosetting adhesive sheet As shown in Table 2, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was ⁇
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- thermosetting adhesive sheet was produced in the same manner as in Example 1 except that.
- thermosetting adhesive sheet As shown in Table 2, the evaluation of the amount of warpage of the laminate obtained by bonding the thermosetting adhesive sheet to the patterned wafer and curing it was ⁇ .
- the evaluation of the curing rate of the thermosetting adhesive sheet was x
- the evaluation of adhesion reliability was ⁇
- the evaluation of alignment mark recognition was ⁇ .
- a polymer containing an elastomer as in Examples 1 to 17 a (meth) acrylate containing polyfunctional (meth) acrylate in an amount exceeding 95 wt% in the total (meth) acrylate, and a half-life temperature of 1 minute or less at 130 ° C.
- the organic peroxide was added, a large curing rate was obtained, the stress in the opposite direction to the warpage of the wafer was large, and the amount of warpage of the wafer could be greatly reduced.
- the additive average value of (meth) acryl equivalent is in the range of 100 to 200 g / eq.
- the compounding quantity of polyfunctional (meth) acrylate is 30 masses so that it may understand that the component is the same and the compounding quantity of polyfunctional (meth) acrylate differs, and Example 4, Example 6, and Example 7 are contrasted. By being more than part, evaluation of the amount of warpage of the laminate was good.
Abstract
Description
1.熱硬化性接着シート
2.半導体装置の製造方法
3.実施例
本実施の形態に係る熱硬化性接着シートは、半導体ウエハをダイシングする際に、半導体ウエハの研磨面に貼り合わされる熱硬化性接着層を有し、ダイシング工程時にウエハを補強し、クラックを防止する補強シートである。
次に、前述の熱硬化性接着シートを用いた半導体装置の製造方法について説明する。本実施の形態に係る半導体装置の製造方法は、半導体ウエハを研磨するグラインド工程と、半導体ウエハの研磨面に熱硬化性接着シートを貼り合わせて硬化させ、半導体ウエハの反り量を低減させる工程と、半導体ウエハの熱硬化性接着シート面にダイシングテープを貼り合わせ、ダイシングするダイシング工程とを有する。半導体ウエハの反り量が低減されるため、容易にダイシングすることができ、生産性を向上させることができる。
図2は、保護テープ貼付工程の概略を示す断面図である。保護テープ貼付工程では、突起電極22が形成されたウエハ21面に保護テープ30を貼り付ける。保護テープ30を貼り付ける貼付温度は、ボイドの減少、ウエハ密着性の向上およびウエハ研削後の反り防止の観点から、25℃以上100℃以下、好ましくは40℃以上80℃以下である。
図3は、グラインド工程の概略を示す断面図である。グラインド工程では、保護テープ30貼付面の反対面をグラインド処理する。保護テープ30を貼り付けたウエハ21の反対面を研削装置に固定して研磨する。このグラインド工程において、研磨によりウエハ21の厚さは、200μm以下、さらには50μm以下である。ウエハ21の厚さを小さくすればするほど、ウエハ21の反り量が大きくなる。なお、ウエハ21の反り量は、平面ステージ(X,Y軸)にウエハ21を置いたときの反り(Z軸)の最大値である。
図4は、熱硬化性接着シート貼付工程の概略を示す断面図である。熱硬化性接着シート貼付工程では、ウエハ21のグラインド処理面に熱硬化性接着シートの熱硬化性接着層12を貼付する。
図5は、保護テープ剥離工程の概略を示す断面図である。保護テープ剥離工程では、保護テープ30を剥離する。
図6は、硬化工程の概略を示す断面図である。硬化工程では、熱硬化性接着層12を硬化させる。硬化方法及び硬化条件としては、熱硬化型の接着剤を硬化させる公知の方法を用いることができる。硬化工程では、例えば、80~180℃の温度、0.1~5hの時間でキュアすることにより、熱硬化性接着層12を硬化させることが可能である。これにより、熱硬化性接着層12が大きく収縮し、ウエハ21の反りと逆方向の応力が生じるため、ウエハ21を平坦な状態に維持させることが可能となる。
図7は、粘着テープ貼付工程の概略を示す断面図である。粘着テープ貼付工程では、グラインド処理面に粘着テープ40を貼付する。粘着テープ40は、ダイシングテープ(Dicing Tape)と呼ばれるものであり、ダイシング工程(G)において、ウエハ21を保護、固定し、ピックアップ工程(I)まで保持するためのテープである。
図8は、ダイシング処理工程の概略を示す断面図である。ダイシング処理工程では、粘着テープ40が貼付されたウエハ21をダイシング処理し、個片の半導体チップを得る。ダイシング方法としては、特に限定されず、例えばダイシングソーでウエハ21を切削して切り出すなどの公知の方法を用いることができる。
図9は、エキスパンド工程の概略を示す断面図である。エキスパンド工程では、例えば分割された複数個の半導体チップが貼着されている粘着テープ40を放射方向に伸長させ、個々の半導体チップの間隔を広げる。
図10は、ピックアップ工程の概略を示す断面図である。ピックアップ工程では、粘着テープ40上に貼着固定された半導体チップを、粘着テープ40の下面より突き上げて剥離させ、この剥離された半導体チップをコレットで吸着する。ピックアップされた半導体チップは、チップトレイに収納されるか、またはフリップチップボンダーのチップ搭載ノズルへと搬送される。
図11は、実装工程の概略を示す断面図である。実装工程では、例えば半導体チップと回路基板とをNCF(Non Conductive Film)などの回路接続材料を用いて接続する。回路基板としては、特に限定されないが、ポリイミド基板、ガラスエポキシ基板などのプラスチック基板、セラミック基板などを用いることができる。また、接続方法としては、加熱ボンダー、リフロー炉などを用いる公知の方法を用いることができる。
以下、本発明の実施例について説明する。
第1の実施例では、熱硬化性接着シートを作製し、これを反りが発生したパターン付ウエハに貼り合わせ、積層体の硬化後の反り量について評価した。また、熱硬化性接着シートの硬化速度、密着信頼性、アライメントマーク認識性、及びダイシングテープの貼り付け性について評価した。
下記成分を配合し、樹脂組成物を調製した。これを、剥離処理されたPET(Polyethylene terephthalate)にバーコーターを用いて塗布し、80℃のオーブンで3分間乾燥させ、厚み20μmの熱硬化性接着シートを作製した(カバー剥離PET(25μm)/熱硬化性接着シート(20μm)/ベース剥離PET(50μm))。
FX293:フルオレン型フェノキシ樹脂(新日鉄住金化学(株)製)
YP-50:ビスフェノールA型フェノキシ樹脂(新日鉄住金化学(株)製)
SG-80H:アクリル系エラストマー(ナガセケムテックス(株)製)
RKB-5515B:ブタジエン系エラストマー(レジナス化成(株)製)
DCP:トリシクロデカンジメタノールジメタクリレート(新中村化学工業(株)、(メタ)アクリル当量(分子量/官能基数)=166)
A-DCP:トリシクロデカンジメタノールジアクリレート(新中村化学工業(株)、(メタ)アクリル当量(分子量/官能基数)=152)
M-315:イソシアヌル酸エチレンオキサイド変性ジアクリレートとイソシアヌル酸エチレンオキサイド変性トリアクリレートの混合物(イソシアヌル酸エチレンオキサイド 変性ジアクリレートの含有率が3%~13%)(東亞合成(株)製、(メタ)アクリル当量(分子量/官能基数)=144)
A-DPH:ジペンタエリスリトールヘキサアクリレート(新中村化学工業(株)、(メタ)アクリル当量(分子量/官能基数)=96)
UV-1700B:ウレタンアクリレート(日本合成化学(株)、(メタ)アクリル当量(分子量/官能基数)=222)
4-HBA:4-ヒドロキシブチルアクリレート(新中村化学工業(株)、(メタ)アクリル当量(分子量/官能基数)=144)
CEL-2021P:脂環式エポキシ樹脂((株)ダイセル)
JER1031S:特殊多官能エポキシ樹脂(三菱化学(株))
パーロイルL:ジラウロイルパーオキサイド(日油(株)製、1分間半減期温度:116.4℃)
パーオクタO:1,1,3,3-テトラメチルブチルパーオキシ-2-エチルヘキサノエート(日油(株)製、1分間半減期温度:116.4℃)
パーヘキサV:n-ブチル-4,4-ビス(t-ブチルパーオキシ)バレレート(日油(株)製、1分間半減期温度:116.4℃)
TD-2131:フェノールノボラック(DIC(株))
U-CAT5002:DBU系テトラフェニルボレート塩(サンアプロ(株))
アエロジルR202:シリカ(日本アエロジル(株))
#20:カーボンブラック
KBM-5103:アクリル系シランカップリング剤(信越シリコーン(株))
KBM-403:エポキシ系シランカップリング剤(信越シリコーン(株))
厚み20μmの熱硬化性接着シートをパターン付ウエハ上にプレス機にて貼り合わせ、130℃、1hの条件でキュアして積層体を得た。
パターン付ウエハの反り量の測定と同様に、積層体の反り量は、平面ステージ(X,Y軸)に積層体を置いたときの反り(Z軸)の最大値とした。積層体の反り量が1.0mm未満のものを「◎」、積層体の反り量が1.0mm以上1.5mm未満のものを「○」、積層体の反り量が1.5mm以上2.5mm未満のものを「△」、積層体の反り量が2.5mm以上のものを「×」と評価した。
フーリエ変換赤外分光光度計(FT/IR-4100、日本分光社製)を用いて、130℃、1hの条件でキュアした厚み20μmの熱硬化性接着シートのサンプルを透過法にて測定した。未硬化の熱硬化性接着シートのアクリルモノマー(不飽和基)の測定強度と、完全硬化後の熱硬化性接着シートのアクリルモノマー(不飽和基)の測定強度との比から、熱硬化性接着シートのサンプルの反応率を算出した。熱硬化性接着シートの反応率が80%以上のものを「◎」、熱硬化性接着シートの反応率が50%以上80%未満のものを「○」、熱硬化性接着シートの反応率が50%未満のものを「×」と評価した。
130℃、1hの条件でキュアした厚み20μmの熱硬化性接着シートの初期の接着強度と、温度85℃、湿度85%、1000hの信頼性試験後の熱硬化性接着シートの接着強度とを測定した。接着強度は、JIS K 6854に準拠して剥離速度50mm/minで90度剥離試験を行い、引き剥がすのに要した力を剥離強度として測定した。信頼性試験後の接着強度が初期の接着強度の90%以上のものを「◎」、信頼性試験後の接着強度が初期の接着強度の80%以上90%未満のものを「○」、信頼性試験後の接着強度が初期の接着強度の80%未満のものを「×」と評価した。
130℃、1hの条件でキュアした厚み20μmの熱硬化性接着シートについて、赤外線(波長:1μm)の透過率を測定した。IR透過率が50%以上のものを「◎」、IR透過率が30%以上50%未満のものを「○」、IR透過率が30%未満のものを「×」と評価した。
130℃、1hの条件でキュアして得られた積層体の熱硬化性接着層側にダイシングテープをラミネートした。ダイシングテープを目視し、気泡が確認できない場合を「○」と評価し、気泡が確認できた場合を「×」と評価した。
フルオレン型フェノキシ樹脂(FX293)を5質量部、アクリル系エラストマー(SG-80H)を20質量部、3官能アクリレート(M-315)を50質量部、有機過酸化物(パーロイルL)を5質量部、シリカ(アエロジルR202)を100質量部、アクリル系カップリング剤(KBM-5103)を2質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が144、平均架橋密度が7.1E-03である樹脂組成物を調製し、熱硬化性接着シートを作製した。
3官能アクリレート(M-315)に代えて、2官能アクリレート(A-DCP)を50質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が152、平均架橋密度が6.6E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
3官能アクリレート(M-315)に代えて、2官能メタクリレート(DCP)を50質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が166、平均架橋密度が6.0E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
3官能アクリレート(M-315)に代えて、多官能メタクリレート(A-DPH)を50質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が96、平均架橋密度が1.0E-02である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
3官能アクリレート(M-315)に代えて、多官能ウレタンアクリレート(UV-1700B)を50質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が222、平均架橋密度が4.5E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
3官能アクリレート(M-315)に代えて、多官能メタクリレート(A-DPH)を20質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が96、平均架橋密度が1.0E-02である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
3官能アクリレート(M-315)に代えて、多官能メタクリレート(A-DPH)を70質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が96、平均架橋密度が1.0E-02である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
[実施例8]
3官能アクリレート(M-315)を30質量部、2官能メタクリレート(DCP)を18質量部、単官能アクリレート(4-HBA)を2質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が125、平均架橋密度が6.7E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
フルオレン型フェノキシ樹脂(FX293)を3質量部、ビスフェノールA型フェノキシ樹脂(YP-50)を2質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が144、平均架橋密度が7.1E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
フルオレン型フェノキシ樹脂(FX293)を配合せずに、アクリル系エラストマー(SG-80H)を25質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が144、平均架橋密度が7.1E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
アクリル系エラストマー(SG-80H)を15質量部、ブタジエン系エラストマー(RKB-5515B)を5質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が144、平均架橋密度が7.1E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
アクリル系エラストマー(SG-80H)に代えて、ブタジエン系エラストマー(RKB-5515B)を20質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が144、平均架橋密度が7.1E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
シリカ(アエロジルR202)を150質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が144、平均架橋密度が7.1E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
シリカ(アエロジルR202)を50質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が144、平均架橋密度が7.1E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
実施例1の配合にカーボンブラック(#20)を1質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が144、平均架橋密度が7.1E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
パーロイルLに代えて、パーオクタOを5質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が144、平均架橋密度が7.1E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
パーロイルLを4質量部、パーヘキサVを1質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が144、平均架橋密度が7.1E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
3官能アクリレート(M-315)、パーロイルL、及びアクリル系シランカップリング剤(KBM-5103)に代えて、脂環式エポキシ樹脂(CEL-2021P)を50質量部、フェノールノボラック(TD-2131)を5質量部、DBU系テトラフェニルボレート塩(U-CAT5002)を5質量部、エポキシ系シランカップリング剤(KBM-403)を2質量部配合し、樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
3官能アクリレート(M-315)、パーロイルL、及びアクリル系シランカップリング剤(KBM-5103)に代えて、特殊多官能エポキシ樹脂(JER1031S)を50質量部、フェノールノボラック(TD-2131)を5質量部、DBU系テトラフェニルボレート塩(U-CAT5002)を5質量部、エポキシ系シランカップリング剤(KBM-403)を2質量部配合し、樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
3官能アクリレート(M-315)に代えて、単官能アクリレート(4-HBA)を50質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が144、平均架橋密度が6.9E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
3官能アクリレート(M-315)を47.5質量部、単官能アクリレート(4-HBA)を2.5質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が102、平均架橋密度が7.1E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。
パーロイルLに代えて、パーヘキサVを5質量部配合し、(メタ)アクリル当量(分子量/官能基数)の加成平均値が144、平均架橋密度が7.1E-03である樹脂組成物を調製した以外は、実施例1と同様に熱硬化性接着シートを作製した。

Claims (10)
- 半導体ウエハをダイシングする際に、該半導体ウエハの研磨面に貼り合わされる熱硬化性接着シートであって、
エラストマーを含むポリマーと、
多官能(メタ)アクリレートを全(メタ)アクリレート中95wt%を超えて含む(メタ)アクリレートと、
1分間半減期温度が130℃以下である有機過酸化物と、
光透過性フィラーと
を含有する熱硬化性接着シート。 - 前記(メタ)アクリレートの(メタ)アクリル当量の加成平均値が、80g/eq以上230g/eq以下である請求項1記載の熱硬化性接着シート。
- 前記(メタ)アクリレートの含有量が、前記ポリマー25質量部に対し、20質量部以上70質量部以下である請求項1又は2記載の熱硬化性接着シート。
- 前記ポリマーが、さらにフェノキシ樹脂を含む請求項1乃至3のいずれか1項に記載の熱硬化性接着シート。
- 前記光透過性フィラーの含有量が、前記ポリマー25質量部に対し、50質量部以上150質量部以下である請求項1乃至4のいずれか1項に記載の熱硬化性接着シート。
- 前記ポリマーが、フルオレン型フェノキシ樹脂と、アクリル系エラストマーとを含む請求項1乃至5のいずれか1項に記載の熱硬化性接着シート。
- 前記有機過酸化物が、ジラウロイルパーオキサイドを含む請求項1乃至6のいずれか1項に記載の熱硬化性接着シート。
- 半導体ウエハを研磨するグラインド工程と、
前記半導体ウエハの研磨面に熱硬化性接着シートを貼付する熱硬化性接着シート貼付工程と、
前記熱硬化性シートを硬化させ、前記半導体ウエハの反り量を低減させる硬化工程と、
前記半導体ウエハの熱硬化性接着シート面にダイシングテープを貼付するダイシングテープ貼付工程と、
ダイシングテープが貼付されたウエハをダイシング処理し、個片の半導体チップを得るダイシング処理工程と
を有する半導体装置の製造方法。 - 前記グラインド工程では、厚みが200μm以下となるまで研磨する請求項8記載の半導体装置の製造方法。
- 前記熱硬化性接着シートが、エラストマーを含むポリマーと、多官能(メタ)アクリレートを全(メタ)アクリレート中95wt%を超えて含む(メタ)アクリレートと、1分間半減期温度が130℃以下である有機過酸化物と、光透過性フィラーとを含有する請求項8又は9記載の半導体装置の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020177017891A KR102010749B1 (ko) | 2015-03-30 | 2016-03-29 | 열경화성 접착 시트, 및 반도체 장치의 제조 방법 |
| US15/544,050 US10192769B2 (en) | 2015-03-30 | 2016-03-29 | Thermosetting adhesive sheet and semiconductor device manufacturing method |
| CN201680017136.0A CN107431003B (zh) | 2015-03-30 | 2016-03-29 | 热固化性粘接片及半导体装置的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015068236A JP6454580B2 (ja) | 2015-03-30 | 2015-03-30 | 熱硬化性接着シート、及び半導体装置の製造方法 |
| JP2015-068236 | 2015-03-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016158959A1 true WO2016158959A1 (ja) | 2016-10-06 |
Family
ID=57005940
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/060142 WO2016158959A1 (ja) | 2015-03-30 | 2016-03-29 | 熱硬化性接着シート、及び半導体装置の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10192769B2 (ja) |
| JP (1) | JP6454580B2 (ja) |
| KR (1) | KR102010749B1 (ja) |
| CN (1) | CN107431003B (ja) |
| TW (1) | TWI702267B (ja) |
| WO (1) | WO2016158959A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6940217B2 (ja) * | 2017-05-18 | 2021-09-22 | 株式会社ディスコ | ウェハ処理に使用する為の保護シーティング、ウェハ、ウェハ及び保護シーティングの組合せの取扱いシステム |
| JP7042437B2 (ja) * | 2017-09-07 | 2022-03-28 | パナソニックIpマネジメント株式会社 | 素子チップの製造方法 |
| JP7191586B2 (ja) * | 2018-08-17 | 2022-12-19 | 株式会社ディスコ | ウエーハの一体化方法 |
| JP2020084061A (ja) * | 2018-11-27 | 2020-06-04 | 大阪瓦斯株式会社 | ゴム組成物およびその製造方法 |
| WO2021031710A1 (zh) * | 2019-08-22 | 2021-02-25 | 宁波舜宇光电信息有限公司 | 感光组件、摄像模组及其制备方法 |
| TWI712092B (zh) * | 2019-09-04 | 2020-12-01 | 達興材料股份有限公司 | 具有標記圖案之基板及其製作方法,及半導體封裝元件的製作方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010521555A (ja) * | 2007-03-16 | 2010-06-24 | スリーエム イノベイティブ プロパティズ カンパニー | ダイシング及びダイアタッチ接着剤 |
| JP2011513995A (ja) * | 2008-03-07 | 2011-04-28 | スリーエム イノベイティブ プロパティズ カンパニー | 模様付き裏材を備えるダイシングテープ及びダイアタッチ接着剤 |
| JP2011159694A (ja) * | 2010-01-29 | 2011-08-18 | Hitachi Chem Co Ltd | 半導体装置の製造方法、それにより得られる半導体装置及びそれに用いるダイシングフィルム一体型チップ保護フィルム |
| JP2012033555A (ja) * | 2010-07-28 | 2012-02-16 | Nitto Denko Corp | フリップチップ型半導体裏面用フィルム |
| JP2013140895A (ja) * | 2012-01-05 | 2013-07-18 | Hitachi Chemical Co Ltd | 接着剤組成物、接着シート及び半導体装置 |
| WO2014003056A1 (ja) * | 2012-06-29 | 2014-01-03 | 日立化成株式会社 | 半導体装置の製造方法 |
| JP5615471B1 (ja) * | 2013-03-22 | 2014-10-29 | リンテック株式会社 | 保護膜形成用フィルムおよび保護膜形成用複合シート |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3544362B2 (ja) | 2001-03-21 | 2004-07-21 | リンテック株式会社 | 半導体チップの製造方法 |
| KR100780136B1 (ko) * | 2002-11-29 | 2007-11-28 | 히다치 가세고교 가부시끼가이샤 | 접착제조성물 |
| KR100811430B1 (ko) * | 2005-12-20 | 2008-03-07 | 제일모직주식회사 | 속경화형 이방성 도전 접착 필름용 조성물 및 이를 이용한이방성 도전 접착 필름 |
| JP2008063462A (ja) * | 2006-09-07 | 2008-03-21 | Tokyo Ohka Kogyo Co Ltd | 接着剤組成物、接着フィルム及び当該接着剤組成物の製造方法 |
| KR100994965B1 (ko) * | 2008-05-07 | 2010-11-18 | 엘지이노텍 주식회사 | 이산화티타늄 충전재를 이용한 반도체 패키징용 재료 |
| JP2012180442A (ja) * | 2011-03-01 | 2012-09-20 | Hitachi Chemical Co Ltd | 接着フィルム及びこの接着フィルムを有する半導体装置 |
| US20150011711A1 (en) * | 2013-07-06 | 2015-01-08 | Nike, Inc | Method of forming a cured elastomer and articles of the cured elastomer |
-
2015
- 2015-03-30 JP JP2015068236A patent/JP6454580B2/ja active Active
-
2016
- 2016-03-29 TW TW105109789A patent/TWI702267B/zh active
- 2016-03-29 US US15/544,050 patent/US10192769B2/en active Active
- 2016-03-29 WO PCT/JP2016/060142 patent/WO2016158959A1/ja active Application Filing
- 2016-03-29 KR KR1020177017891A patent/KR102010749B1/ko active IP Right Grant
- 2016-03-29 CN CN201680017136.0A patent/CN107431003B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010521555A (ja) * | 2007-03-16 | 2010-06-24 | スリーエム イノベイティブ プロパティズ カンパニー | ダイシング及びダイアタッチ接着剤 |
| JP2011513995A (ja) * | 2008-03-07 | 2011-04-28 | スリーエム イノベイティブ プロパティズ カンパニー | 模様付き裏材を備えるダイシングテープ及びダイアタッチ接着剤 |
| JP2011159694A (ja) * | 2010-01-29 | 2011-08-18 | Hitachi Chem Co Ltd | 半導体装置の製造方法、それにより得られる半導体装置及びそれに用いるダイシングフィルム一体型チップ保護フィルム |
| JP2012033555A (ja) * | 2010-07-28 | 2012-02-16 | Nitto Denko Corp | フリップチップ型半導体裏面用フィルム |
| JP2013140895A (ja) * | 2012-01-05 | 2013-07-18 | Hitachi Chemical Co Ltd | 接着剤組成物、接着シート及び半導体装置 |
| WO2014003056A1 (ja) * | 2012-06-29 | 2014-01-03 | 日立化成株式会社 | 半導体装置の製造方法 |
| JP5615471B1 (ja) * | 2013-03-22 | 2014-10-29 | リンテック株式会社 | 保護膜形成用フィルムおよび保護膜形成用複合シート |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102010749B1 (ko) | 2019-08-14 |
| CN107431003B (zh) | 2021-01-12 |
| KR20170092615A (ko) | 2017-08-11 |
| CN107431003A (zh) | 2017-12-01 |
| JP6454580B2 (ja) | 2019-01-16 |
| JP2016189380A (ja) | 2016-11-04 |
| TWI702267B (zh) | 2020-08-21 |
| TW201706384A (zh) | 2017-02-16 |
| US20170372936A1 (en) | 2017-12-28 |
| US10192769B2 (en) | 2019-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016158959A1 (ja) | 熱硬化性接着シート、及び半導体装置の製造方法 | |
| JP6517588B2 (ja) | 熱硬化性接着シート、及び半導体装置の製造方法 | |
| TWI534236B (zh) | 用於半導體背面之切晶帶一體型薄膜 | |
| JP5823591B1 (ja) | 半導体ウエハ表面保護用粘着テープおよび半導体ウエハの加工方法 | |
| KR102169223B1 (ko) | 필름상 접착제, 반도체 접합용 접착 시트, 및 반도체 장치의 제조 방법 | |
| TWI527105B (zh) | 用於半導體背面之切晶帶一體型薄膜 | |
| TWI592458B (zh) | A dicing sheet having a protective film forming layer, and a method of manufacturing the wafer | |
| JP5731080B2 (ja) | 粘着テープおよびウエハ加工用テープ | |
| JP6950907B2 (ja) | 半導体装置の製造方法 | |
| WO2017104669A1 (ja) | 熱硬化性接着シート、及び半導体装置の製造方法 | |
| JPWO2004065510A1 (ja) | 粘着シート、半導体ウエハの表面保護方法およびワークの加工方法 | |
| JP2010056406A (ja) | 加工用テープ及び加工用テープの製造方法 | |
| WO2017104670A1 (ja) | 熱硬化性接着シート、及び半導体装置の製造方法 | |
| JP2016194020A (ja) | ダイシングフィルム一体型半導体用接着剤 | |
| JP2020073694A (ja) | 熱硬化性接着シート、及び半導体装置の製造方法 | |
| JP2010067772A (ja) | ダイシング−ダイボンディングテープ及び半導体チップの製造方法 | |
| JP6819942B2 (ja) | 半導体装置および半導体装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16772840 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20177017891 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15544050 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16772840 Country of ref document: EP Kind code of ref document: A1 |