WO2014208244A1 - 薄板状基材の成形装置および成形方法 - Google Patents
薄板状基材の成形装置および成形方法 Download PDFInfo
- Publication number
- WO2014208244A1 WO2014208244A1 PCT/JP2014/063872 JP2014063872W WO2014208244A1 WO 2014208244 A1 WO2014208244 A1 WO 2014208244A1 JP 2014063872 W JP2014063872 W JP 2014063872W WO 2014208244 A1 WO2014208244 A1 WO 2014208244A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mold
- preform
- convex
- thin plate
- forming
- Prior art date
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D25/00—Working sheet metal of limited length by stretching, e.g. for straightening
- B21D25/02—Working sheet metal of limited length by stretching, e.g. for straightening by pulling over a die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D13/00—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form
- B21D13/02—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form by pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J13/00—Details of machines for forging, pressing, or hammering
- B21J13/08—Accessories for handling work or tools
- B21J13/14—Ejecting devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0206—Metals or alloys
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
Abstract
Description
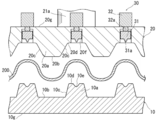
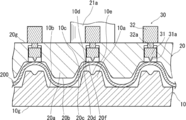
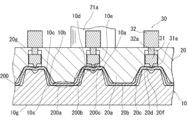
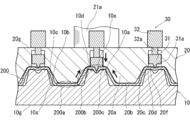
第1実施形態に係る薄板状基材100の成形装置1を備えた加工機700、および成形装置1について、図1~図14を参照しながら説明する。
つぎに、第2実施形態に係る薄板状基材の成形方法およびその成形方法を具現化した成形装置2について図15~図17を参照しながら説明する。第2実施形態においては、前述した第1実施形態と同様の構成からなるものについて、同一の符号を使用し、前述した説明を省略する。
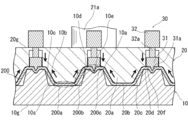
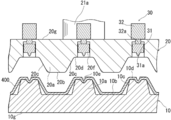
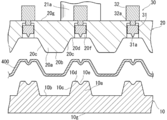
10、50 下型(第1型)、
10a、50a 凸部、
10b 押圧面、
10c 側端面、
10d、50d 先端面、
10e 溝、
10g 下面、
10s 空間、
20、60 上型(第2型)、
20a 凸部、
20b 先端面、
20c 側端面、
20d、60d 押圧面、
20f 貫通穴、
20g 上面、
21 駆動部材、
21a 移動部材、
21b 筐体、
30 引張部、
31 押圧治具、
31a 凸状部、
32 駆動部材、
32a 作動ロッド、
40 制御部、
50f 貫通穴、
60e 溝、
100 薄板状基材、
200 予備成形体、
200a 伸長部、
200b 撓み部、
200c 延在部、
300 予備成形装置、
301 予備成形下型、
302 予備成形上型、
400、500 成形体、
700 加工機、
710 上型、
720 下型、
730 搬入フィーダー、
740 搬出コンベア、
750 搬出フィーダー。
Claims (8)
- 薄板状基材を所定の凹凸形状に予備成形した予備成形体をプレス成形する薄板状基材の成形装置であって、
相対的に接近離反移動自在に設けられた第1型と第2型と、
前記第2型に前記第1型に向けて突出するように設けられ、前記予備成形体を部分的に押圧して伸長させた伸長部を形成する先端と、前記第1型との間に形成される空間において前記伸長部に連続する部分を撓ませて撓み部を形成する側端とを備える凸部と、
前記撓み部を引っ張って伸長させる引張部と、
前記第1型または前記第2型と、前記引張部との作動を制御する制御部と、を有し、
前記第1型と前記第2型の前記凸部とによって前記予備成形体の前記伸長部を押圧したままの状態で、前記引張部によって前記撓み部を引っ張って伸長させ、前記凸部の前記側端に沿わせて前記凸部の形状を前記予備成形体に付与してなり、
前記予備成形体の前記所定の凹凸形状は、前記撓み部が形成されるような凹凸形状である、薄板状基材の成形装置。 - 複数の前記凸部が、隣り合って前記第2型に設けられ、
前記引張部は、隣り合う前記凸部同士の間に配置され、隣り合う前記撓み部同士の間に延在する延在部を押圧して移動させることによって、隣り合う前記撓み部のそれぞれを引っ張って伸長させる請求項1に記載の薄板状基材の成形装置。 - 前記引張部は、前記予備成形体の前記延在部を押圧する凸状部を有し、
前記凸状部は、少なくとも1以上の突起が形成されている請求項2に記載の薄板状基材の成形装置。 - 前記引張部は、前記予備成形体の中央に位置する撓み部から両端に位置する各撓み部に向けて順次各撓み部を引っ張って伸長させる請求項1~3のいずれか1項に記載の薄板状基材の成形装置。
- 薄板状基材を所定の凹凸形状に予備成形した予備成形体を相対的に接近離反移動自在に設けられた第1型と第2型とによってプレス成形する薄板状基材の成形方法であって、
前記第1型と、前記第2型に設けられ前記第1型に向けて突出する凸部の先端とによって前記予備成形体を部分的に押圧して伸長させた伸長部を形成するとともに、前記第1型と前記第2型の前記凸部との間に形成される空間において前記伸長部に連続する部分を撓ませて撓み部を形成する撓み形成工程と、
前記第1型と前記第2型の前記凸部とによって前記予備成形体の前記伸長部を押圧したまま、前記撓み部を引っ張って伸長させ、前記凸部の前記先端に連続する側端に沿わせて前記凸部の形状を前記予備成形体に付与する引張工程と、
を有し、
前記予備成形体の前記所定の凹凸形状は、前記撓み形成工程において前記撓み部が形成されるような凹凸形状である、薄板状基材の成形方法。 - 複数の前記凸部が隣り合って前記第2型に設けられ、
前記引張工程においては、隣り合う前記凸部同士の間において、隣り合う前記撓み部同士の間に延在する延在部を押圧して移動させることによって、隣り合う前記撓み部のそれぞれを引っ張って伸長させる請求項5に記載の薄板状基材の成形方法。 - 前記引張工程において、凸状部を用いて前記予備成形体の延在部分を押圧し、
前記凸状部は、少なくとも1以上の突起が形成されている請求項6に記載の薄板状基材の成形方法。 - 前記引張工程において、前記予備成形体の中央に位置する撓み部から両端に位置する各撓み部に向けて順次各撓み部を引っ張って伸長させる請求項5~7のいずれか1項に記載の薄板状基材の成形方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015523926A JP6004104B2 (ja) | 2013-06-25 | 2014-05-26 | 薄板状基材の成形装置および成形方法 |
| CA2916870A CA2916870C (en) | 2013-06-25 | 2014-05-26 | Device and method for forming thin plate-shaped substrate |
| US14/892,215 US9662700B2 (en) | 2013-06-25 | 2014-05-26 | Device and method for forming thin plate-shaped substrate |
| EP14816749.7A EP3015182B1 (en) | 2013-06-25 | 2014-05-26 | Device and method for forming thin-plate substrate |
| CN201480036551.1A CN105339104B (zh) | 2013-06-25 | 2014-05-26 | 薄板状基材的成形装置和成形方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-133062 | 2013-06-25 | ||
| JP2013133062 | 2013-06-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014208244A1 true WO2014208244A1 (ja) | 2014-12-31 |
Family
ID=52141596
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/063872 WO2014208244A1 (ja) | 2013-06-25 | 2014-05-26 | 薄板状基材の成形装置および成形方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9662700B2 (ja) |
| EP (1) | EP3015182B1 (ja) |
| JP (1) | JP6004104B2 (ja) |
| CN (1) | CN105339104B (ja) |
| CA (1) | CA2916870C (ja) |
| WO (1) | WO2014208244A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3199256A1 (en) * | 2016-01-29 | 2017-08-02 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Manufacturing method of press-formed article, press-formed article, and press forming apparatus |
| JP2018089679A (ja) * | 2016-12-07 | 2018-06-14 | トヨタ紡織株式会社 | 金属板材の成形方法及び成形装置 |
| CN109482696A (zh) * | 2018-11-30 | 2019-03-19 | 宁波凯荣船用机械有限公司 | 薄膜型液化天然气液货舱维护系统不锈钢波纹板小波纹制作设备及制作工艺 |
| JP2019114515A (ja) * | 2017-12-26 | 2019-07-11 | トヨタ車体株式会社 | 燃料電池用セパレータの製造装置及び燃料電池用セパレータの製造方法 |
| JP2020136258A (ja) * | 2019-02-14 | 2020-08-31 | 國立臺北科技大學 | モジュール化平面連結板の製造方法、該モジュール化平面連結板を含むモジュール化平面連結板の組立体、及び該モジュール化平面連結板を製造するためのスタンピング組立体 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015103721B3 (de) * | 2015-03-13 | 2015-12-17 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Blechumformbauteils mit bereichsweise voneinander verschiedenen Wandstärken sowie Achshilfsrahmen |
| JP6481532B2 (ja) * | 2015-07-06 | 2019-03-13 | トヨタ紡織株式会社 | 金属板材の成形方法及び金属板材の成形装置 |
| JP6798291B2 (ja) * | 2016-12-06 | 2020-12-09 | トヨタ紡織株式会社 | 金属板材の成形方法及び成形装置 |
| FR3061046B1 (fr) * | 2016-12-23 | 2019-05-24 | Gaztransport Et Technigaz | Dispositif de pliage pour former une ondulation dans une tole metallique et procede d'utilisation dudit dispositif |
| US20180248203A1 (en) * | 2017-02-28 | 2018-08-30 | GM Global Technology Operations LLC | System and method for manufacturing channels in a bipolar plate |
| CN106623619B (zh) * | 2017-03-20 | 2019-01-29 | 佛山市双鸟工程实业有限公司 | 一种切割冲压装置 |
| JP6721544B2 (ja) * | 2017-06-28 | 2020-07-15 | 株式会社神戸製鋼所 | プレス成形品の製造方法 |
| JP6642534B2 (ja) | 2017-08-04 | 2020-02-05 | トヨタ自動車株式会社 | 燃料電池用セパレータの製造方法 |
| JP6642535B2 (ja) | 2017-08-04 | 2020-02-05 | トヨタ自動車株式会社 | 燃料電池用セパレータの製造方法 |
| JP6642533B2 (ja) | 2017-08-04 | 2020-02-05 | トヨタ自動車株式会社 | 燃料電池用セパレータ、燃料電池、及び燃料電池用セパレータの製造方法 |
| CN109482680A (zh) * | 2018-11-30 | 2019-03-19 | 宁波凯荣船用机械有限公司 | 薄膜型液化天然气液货舱维护系统不锈钢波纹板大波纹制作设备及制作工艺 |
| CN111974898A (zh) * | 2019-05-24 | 2020-11-24 | 江苏科艾福机电科技有限公司 | 一种卡箍成型设备及其实现方法 |
| CN110640044A (zh) * | 2019-09-04 | 2020-01-03 | 贵州天义电器有限责任公司 | 一种卡箍的弯形工艺方法及弯形模的设计和使用 |
| JP7368295B2 (ja) * | 2020-03-31 | 2023-10-24 | 本田技研工業株式会社 | 燃料電池用セパレータの製造方法、および燃料電池用セパレータの製造装置 |
| CN115362038A (zh) * | 2020-04-03 | 2022-11-18 | 日本制铁株式会社 | 热压装置和热压成形品的制造方法 |
| US20220142641A1 (en) * | 2020-11-10 | 2022-05-12 | Ethicon Llc | System and method for forming pockets in anvil of surgical stapler |
| CN112828141A (zh) * | 2021-02-01 | 2021-05-25 | 江苏盈达机电科技有限公司 | 一种空调牙齿铁圈的一体化生产设备 |
| US11766709B2 (en) * | 2021-03-08 | 2023-09-26 | Ford Global Technologies, Llc | Forming die with reverse bead geometry |
| US20230026889A1 (en) * | 2021-07-22 | 2023-01-26 | Ford Motor Company | Controllable and adjustable stamping draw bead with reverse bead geometry |
| NL2030189B1 (en) * | 2021-12-19 | 2023-06-28 | Bosch Gmbh Robert | A die pair for manufacturing a 3d-shaped plate by press forming, a die of the die pair and a press-forming method using the die pair |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5484335U (ja) * | 1977-11-25 | 1979-06-14 | ||
| JPH09276960A (ja) * | 1996-04-17 | 1997-10-28 | Toyota Motor Corp | ハニカム体用波板の製造方法 |
| JP2001259752A (ja) * | 2000-03-23 | 2001-09-25 | Araco Corp | 表面に多数の凸部を有する薄肉金属板およびその製造方法 |
| JP2005056820A (ja) | 2003-07-23 | 2005-03-03 | Honda Motor Co Ltd | 燃料電池及び燃料電池用金属セパレータ |
| DE102010052738A1 (de) * | 2010-11-26 | 2012-05-31 | Daimler Ag | Verfahren und Vorrichtung zur Herstellung von Bauelementen für eine elektrochemische Zelle, insbesondere eine Brennstoffzelle, oder einen elektrochemischen Energiespeicher |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3340719A (en) * | 1964-10-28 | 1967-09-12 | Strick Corp | Apparatus and method of producing multiple corrugations simultaneously |
| US4077247A (en) * | 1975-09-30 | 1978-03-07 | United Technologies Corporation | Method and apparatus for improving the formability of sheet metal |
| JPH1177176A (ja) * | 1997-09-10 | 1999-03-23 | Amada Metrecs Co Ltd | エンボス成形加工方法及びエンボス成形金型 |
| JP2000317531A (ja) * | 1999-05-10 | 2000-11-21 | Toyota Central Res & Dev Lab Inc | 板材のプレス加工方法 |
| CA2328488A1 (en) * | 1999-12-14 | 2001-06-14 | Voss Manufacturing, Inc. | Device and method for manufacturing turbulators for use in compact heat exchangers |
| US6557389B1 (en) * | 2001-10-04 | 2003-05-06 | Rohr, Inc. | Machine for corrugating metal foils |
| JP4166019B2 (ja) * | 2002-02-07 | 2008-10-15 | トヨタ車体株式会社 | プレス加工品の歪み除去方法 |
| JP4522378B2 (ja) * | 2005-04-20 | 2010-08-11 | ジヤトコ株式会社 | プレス成形方法及びその装置 |
| JP5381647B2 (ja) * | 2009-11-26 | 2014-01-08 | トヨタ紡織株式会社 | 燃料電池用セパレータ及びその製造方法 |
| ES2667027T3 (es) * | 2010-05-25 | 2018-05-09 | Nippon Steel & Sumitomo Metal Corporation | Método para formar un elemento de metal que tiene excelentes propiedades de congelación de forma |
| US9321092B2 (en) * | 2010-07-21 | 2016-04-26 | Mazda Motor Corporation | Method for forming steel sheet by hot pressing |
| JP5573511B2 (ja) * | 2010-09-02 | 2014-08-20 | トヨタ紡織株式会社 | 成形体の製造方法 |
-
2014
- 2014-05-26 WO PCT/JP2014/063872 patent/WO2014208244A1/ja active Application Filing
- 2014-05-26 EP EP14816749.7A patent/EP3015182B1/en active Active
- 2014-05-26 US US14/892,215 patent/US9662700B2/en active Active
- 2014-05-26 CA CA2916870A patent/CA2916870C/en active Active
- 2014-05-26 CN CN201480036551.1A patent/CN105339104B/zh active Active
- 2014-05-26 JP JP2015523926A patent/JP6004104B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5484335U (ja) * | 1977-11-25 | 1979-06-14 | ||
| JPH09276960A (ja) * | 1996-04-17 | 1997-10-28 | Toyota Motor Corp | ハニカム体用波板の製造方法 |
| JP2001259752A (ja) * | 2000-03-23 | 2001-09-25 | Araco Corp | 表面に多数の凸部を有する薄肉金属板およびその製造方法 |
| JP2005056820A (ja) | 2003-07-23 | 2005-03-03 | Honda Motor Co Ltd | 燃料電池及び燃料電池用金属セパレータ |
| DE102010052738A1 (de) * | 2010-11-26 | 2012-05-31 | Daimler Ag | Verfahren und Vorrichtung zur Herstellung von Bauelementen für eine elektrochemische Zelle, insbesondere eine Brennstoffzelle, oder einen elektrochemischen Energiespeicher |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3199256A1 (en) * | 2016-01-29 | 2017-08-02 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Manufacturing method of press-formed article, press-formed article, and press forming apparatus |
| JP2017131960A (ja) * | 2016-01-29 | 2017-08-03 | 株式会社神戸製鋼所 | プレス成形品の製造方法、プレス成形品及びプレス成形装置 |
| US10300519B2 (en) | 2016-01-29 | 2019-05-28 | Kobe Steel, Ltd. | Manufacturing method of press-formed article, press-formed article, and press forming apparatus |
| JP2018089679A (ja) * | 2016-12-07 | 2018-06-14 | トヨタ紡織株式会社 | 金属板材の成形方法及び成形装置 |
| JP2019114515A (ja) * | 2017-12-26 | 2019-07-11 | トヨタ車体株式会社 | 燃料電池用セパレータの製造装置及び燃料電池用セパレータの製造方法 |
| CN109482696A (zh) * | 2018-11-30 | 2019-03-19 | 宁波凯荣船用机械有限公司 | 薄膜型液化天然气液货舱维护系统不锈钢波纹板小波纹制作设备及制作工艺 |
| JP2020136258A (ja) * | 2019-02-14 | 2020-08-31 | 國立臺北科技大學 | モジュール化平面連結板の製造方法、該モジュール化平面連結板を含むモジュール化平面連結板の組立体、及び該モジュール化平面連結板を製造するためのスタンピング組立体 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3015182B1 (en) | 2017-10-04 |
| EP3015182A1 (en) | 2016-05-04 |
| US20160129491A1 (en) | 2016-05-12 |
| JP6004104B2 (ja) | 2016-10-05 |
| US9662700B2 (en) | 2017-05-30 |
| CN105339104B (zh) | 2017-05-03 |
| CN105339104A (zh) | 2016-02-17 |
| CA2916870A1 (en) | 2014-12-31 |
| JPWO2014208244A1 (ja) | 2017-02-23 |
| EP3015182A4 (en) | 2016-07-13 |
| CA2916870C (en) | 2017-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6004104B2 (ja) | 薄板状基材の成形装置および成形方法 | |
| CN206643204U (zh) | 一种电机安装板冲孔模具 | |
| JP2010167480A (ja) | プレス成形用金型及びプレス成形方法 | |
| KR101149730B1 (ko) | 도어용 채널의 노칭장치 | |
| KR20150139799A (ko) | 자동차용 수지 부품의 제조 방법 및 자동차용 수지 부품의 제조 장치 | |
| US8973420B2 (en) | Corrugated fin manufacturing apparatus | |
| JP5330817B2 (ja) | プレス加工装置 | |
| JP5640446B2 (ja) | プレス成形方法、プレス成形装置、プレス成形品の製造方法、およびプレス成形品 | |
| JP2007321783A (ja) | 湿式摩擦材の成形装置 | |
| JP2008284576A (ja) | 高張力鋼板のプレス成形加工方法及びプレス加工設備 | |
| JP3767465B2 (ja) | 薄肉成形品の製造方法及びそれに用いる成形金型装置 | |
| JPH11290951A (ja) | 高強度鋼板のプレス成形方法およびプレス成形装置 | |
| JP5121238B2 (ja) | 樹脂封止方法 | |
| JP4677821B2 (ja) | 差厚板の製造方法および製造装置 | |
| US20200039865A1 (en) | Thermal bending device and glass thermal bending molding method | |
| TWI308092B (ja) | ||
| US20200039864A1 (en) | Thermal bending machine and glass thermal bending device | |
| KR100826397B1 (ko) | 이형 스트립의 제조방법 | |
| KR100510205B1 (ko) | 이형 스트립의 제조방법 및 장치 | |
| WO2019064462A1 (ja) | ストレッチ成形装置及びストレッチ成形方法 | |
| KR20100083374A (ko) | 성형 방법 및 장치 | |
| JP2011143427A (ja) | 成形装置及び成形方法 | |
| JP2009285680A (ja) | プレス成形装置 | |
| JP2009166058A (ja) | ベルト式無段変速機用軸部付き円錐板及びその製造方法 | |
| KR20230059564A (ko) | 프레스 성형 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480036551.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14816749 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14892215 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2015523926 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2916870 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014816749 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014816749 Country of ref document: EP |