CN115362038A - 热压装置和热压成形品的制造方法 - Google Patents
热压装置和热压成形品的制造方法 Download PDFInfo
- Publication number
- CN115362038A CN115362038A CN202180026112.2A CN202180026112A CN115362038A CN 115362038 A CN115362038 A CN 115362038A CN 202180026112 A CN202180026112 A CN 202180026112A CN 115362038 A CN115362038 A CN 115362038A
- Authority
- CN
- China
- Prior art keywords
- die
- metal plate
- movable
- bottom dead
- dead center
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/06—Stamping using rigid devices or tools having relatively-movable die parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/208—Deep-drawing by heating the blank or deep-drawing associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/04—Blank holders; Mounting means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/10—Devices controlling or operating blank holders independently, or in conjunction with dies
- B21D24/14—Devices controlling or operating blank holders independently, or in conjunction with dies pneumatically or hydraulically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/28—Arrangements for preventing distortion of, or damage to, presses or parts thereof
- B30B15/281—Arrangements for preventing distortion of, or damage to, presses or parts thereof overload limiting devices
Abstract
热压装置具备第1模具(2)、第2模具(3)以及控制部(9)。第1模具(2)和第2模具(3)中的至少一个模具在沿着冲压方向与另一个模具相对的面具有凹部(3a)。在凹部(3a)配置有可动模具(4)。控制部(9)以在第1模具(2)和第2模具(3)位于下止点的下止点保持期间内包括可动模具(4)与金属板(B)抵接的抵接期间和可动模具不与金属板(B)抵接的非抵接期间的方式控制可动模具(4)。
Description
技术领域
本发明涉及一种热压装置和热压成形品的制造方法。
背景技术
在金属的结构构件中,存在使强度等特性局部变化的情况。例如,在将高强度构件应用于车辆骨架构件的情况下,有时不是使构件的全部的部位高强度化,而是将特定的部位设为低强度。列举几个其理由。例如,有时对低强度的部位进行开孔等加工。另外,在其他事例中,也有时在使构件变形之际使其低强度的部位先变形,而控制变形特性。
在具有低强度部的构件的制造方法之一中,存在对焊接不同的特性的钢材而成的拼焊板(Tailor-Welded Blank)进行热加工(热冲压)的方法。例如,在日本特许第5864414号公报中记载有对由已焊接在一起的单独的板构成的钢板坯料进行热压成形的方法。在该方法中,在被冷却了的工具对之中对已被加热的钢板坯料进行热压成形,在坯料还位于工具对的期间内使所形成的产品硬化。两张板之间的焊接部与焊接部的两侧的部分相关联而以被减速了的冷却速度冷却。由此,马氏体含量较低的部分沿着焊接部形成。通过保持工具对与最终产品之间的间隙,从而使冷却速度减速。
另外,在日本特开2015-226936号公报中公开了能够进行金属结构组件的结构的局部调节的制造方法。在该制造方法中,对钢构件进行热成形,并且,由于与工具表面之间的接触而在至少几个分区硬化。工具表面的两个分区中的至少一者具有使导热系数降低或增大的表面涂层。根据导热系数互不相同的工具表面的分区,产生互不相同的冷却速度。冷却速度不同的钢构件的局部区域的显微镜组织在硬化后不同。
现有技术文献
专利文献
专利文献1:日本特许第5864414号公报
专利文献2:日本特开2015-226936号公报
发明内容
发明要解决的问题
在上述现有技术中,根据成形品与模具之间的间隙(clearance)、或者模具的表面的导热系数的分布,能够使金属板的冷却速度局部减小。然而,在从模具取出来成形品之际,冷却速度较慢的部分的温度较高。之后,该部分随着冷却而热收缩,从而存在在成形品发生形状不良的情况。另外,若在从模具取出来成形品之际成形品内的温度差较大,则存在成形品由于热收缩而变形、发生形状不良的情况。为了降低从模具取出之际的成形品的温度和减小成形品内的温度差,必须利用模具持续保持成形品直到成形品内的温度变得均匀为止。另一方面,出于制造成本等观点考虑,优选模具对成形品的保持时间(下止点保持时间)较短。即,在以往的方法中难以兼顾生产率和形状精度。
因此,本公开提供一种即使在热压中不延长模具对成形品进行保持的下止点保持时间也能够确保被赋予了特性分布的成形品的形状精度的热压装置和热压成形品的制造方法。
用于解决问题的方案
本发明的技术方案的热压装置具备:第1模具;第2模具,其能够在冲压方向上相对于所述第1模具相对移动;以及控制部,其控制所述第1模具与所述第2模具的相对移动。所述第1模具和所述第2模具中的至少一个模具在沿着冲压方向与另一个模具相对的面具有凹部。在所述凹部配置有在与所述相对的面交叉的方向上可动的可动模具。所述控制部控制所述可动模具,以使在将已被加热并进行了冲压成形的金属板保持于所述第1模具与所述第2模具之间并且所述第1模具和所述第2模具位于下止点的下止点保持期间内,包括所述可动模具与所述金属板抵接的抵接期间和所述可动模具不与所述金属板抵接的非抵接期间。
发明的效果
根据本公开,即使在热压中不延长模具对成形品进行保持的下止点保持时间,也能够确保被赋予了特性分布的成形品的形状精度。
附图说明
图1是表示本实施方式的冲压装置的结构例的剖视图。
图2是表示图1所示的冲压装置的位于下止点的状态的图。
图3是表示可动模具4在下止点处与金属板B抵接的状态的图。
图4是表示在下止点保持期间的初期存在抵接期间的情况的例子的图表。
图5是表示在下止点保持期间的末期存在抵接期间的情况的例子的图表。
图6是表示间隙部的结构的变形例的图。
图7是表示间隙部的结构的另一变形例的图。
图8是表示可动模具4的变形例的图。
图9是表示间隙部的结构的另一变形例的图。
图10是表示本实施例的成形品的形状精度的评价位置的图。
图11是表示成形品的硬度分布的结果的图表。
图12是表示成形品的扭转角度的结果的图表。
图13是表示成形品的面外变形的结果的图表。
具体实施方式
(结构1)
本发明的实施方式中的热压装置具备:第1模具;第2模具,其能够在冲压方向上相对于所述第1模具相对移动;以及控制部,其控制所述第1模具与所述第2模具的相对移动。所述第1模具和所述第2模具中的至少一个模具在沿着冲压方向与另一个模具相对的面具有凹部。在所述凹部配置有在与所述相对的面交叉的方向上可动的可动模具。所述控制部控制所述可动模具的位置,以使在将已被加热并进行了冲压成形的金属板保持于所述第1模具与所述第2模具之间并且所述第1模具和所述第2模具位于下止点的下止点保持期间内,包括所述可动模具位于与所述金属板抵接的抵接位置的抵接期间和所述可动模具位于不与所述金属板抵接的退避位置的非抵接期间。
根据上述结构1,在下止点保持期间内,在可动模具不与金属板抵接的非抵接期间内,能够减慢冷却速度即进行缓冷。另外,在下止点保持时间的可动模具与金属板抵接的抵接期间内,能够加快冷却速度即进行急冷。由此,虽然使成形了的金属板的与可动模具接触的部分的冷却条件与其他部分不同,也能够使金属板的温度分布接近均匀。因此,由于冷却条件的不同而对从模具取出来的成形后的金属板赋予特性分布,并且,可抑制由温度差导致的成形品的形状精度的降低。这样一来,即使不延长模具对成形品进行保持的下止点保持时间,也能够确保已被赋予了特性分布的成形品的形状精度。
在以往的利用间隙或模具表面的导热系数来减慢冷却速度的方法中,使构件的局部缓冷的情况的冷却条件成为基于模具的结构的预定的冷却条件。因此,由于缓冷而获得的金属组织构成、从模具取出来的构件的温度分布状态也依赖于模具的结构。为了变更这些,需要进行模具的结构的修正、再制作。相对于此,在上述结构1中,调整下止点保持期间内的抵接期间的长短,从而能够控制冷却条件。因此,在使用了热压装置的冲压加工中,能够容易地变更使成形了的金属板的局部缓冷的情况的冷却条件。
在上述结构1中,可动模具构成为能够在抵接位置与退避位置之间移动。控制部在下止点保持期间内使可动模具切换成位于抵接位置的状态和位于退避位置的状态。在可动模具位于抵接位置的状态下,可动模具的与金属板之间的抵接面位于与成形面相对应的位置。在可动模具位于退避位置的状态下,可动模具向凹部的深处缩进,位于与成形面分开的位置。退避位置例如设定于即使在金属板的与凹部相对应的部分于下止点处发生了面外变形的情况下金属板也不与可动模具接触的位置。退避位置例如根据凹部的面积和加工对象的金属板的板厚中的至少一者来决定。
(结构2)
在上述结构1中,也可以是,所述控制部在所述下止点保持期间的初期使所述可动模具与所述金属板抵接,之后,在所述下止点保持期间的末期使所述可动模具与所述金属板分开。即,也可以是,控制部在下止点保持期间内使可动模具从抵接位置向退避位置移动。由此,能够在下止点保持期间内在金属板的温度比较高且易于成形的时期利用可动模具使金属板成形。因此,易于确保成形了的金属板的与可动模具相对应的部分的局部的形状精度。
(结构3)
在上述结构1中,也可以是,所述控制部在所述下止点保持期间的初期使所述可动模具与所述金属板分开,之后,在所述下止点保持期间的末期使所述可动模具与所述金属板抵接。即,也可以是,控制部在下止点保持期间内使可动模具从退避位置向抵接位置移动。由此,能够在下止点保持期间内在金属板的温度比较低的时期使可动模具与金属板接触而急冷。因此,另外,易于使金属板的温度分布接近均匀。因此,易于确保成形了的金属板的整体的形状精度。另外,由控制抵接期间而进行的冷却条件的调整变得容易。
在上述结构1中,也可以是,所述控制部在下止点保持期间的初期使所述可动模具与所述金属板抵接,之后,使它们分开,在所述下止点保持期间的末期再次使所述可动模具与所述金属板抵接。即,也可以是,在控制部于下止点保持期间内使可动模具从抵接位置向退避位置移动了之后,使该可动模具再次向抵接位置移动。由此,能够在下止点保持期间的温度比较高的期间和比较低的期间内使可动模具急冷。因此,易于进行形状精度的控制。
也可以是,所述控制部例如以所述抵接期间成为整个所述下止点保持期间的10%~90%的方式控制所述可动模具。在该情况下,所述抵接期间优选是整个所述下止点保持期间的80%以下,更优选是70%以下,进一步优选是50%以下。换言之,所述控制部也可以以所述非抵接期间成为整个所述下止点保持期间的10%以上的方式控制所述可动模具。由此,使下止点保持期间内的金属板的冷却速度局部地不同,使成形品的金属组织构成局部地不同的情况变得容易。如此,控制部能够控制下止点保持期间内的抵接期间和非抵接期间的长短。
(结构4)
在上述结构1~3任一者中,也可以是,所述凹部包括所述第1模具所具有的第1凹部和所述第2模具在与所述第1凹部相对的位置具有的第2凹部。在该情况下,所述可动模具配置于彼此相对的所述第1凹部和所述第2凹部中的至少一者。由此,在可动模具未抵接的非抵接期间内,在金属板的两面存在间隙。由此,能够提高冷却条件的鲁棒性。
(结构5)
在上述结构4中,也可以是,所述可动模具配置于彼此相对的所述第1凹部和所述第2凹部这两者。由此,能够更进一步高冷却条件的鲁棒性。
(结构6)
在上述结构1~5任一者中,也可以是,在所述可动模具于所述下止点处与所述金属板抵接着的状态下,所述可动模具的与所述金属板接触的面形成为同模具的处于配置有所述可动模具的凹部的周围的面配置于同一面上。由此,能够对被成形的金属板的平面状的部分赋予特性分布。
(结构7)
在上述结构1~6任一者中,也可以是,所述可动模具的顶面具有在所述可动模具于所述下止点处与所述金属板抵接着的状态下与所述金属板抵接的凸部和不与所述金属板抵接的凹部。即使在可动模具与金属板接触的抵接期间内,也在可动模具的凹部处存在间隙。由此,能够进行缓冷。另外,通过改变可动模具的顶面的凸部和凹部的形状,能够改变冷却条件。此外,可动模具的顶面是可动模具的凹部处的移动方向上的两端面中的、靠近金属板所配置的位置的端面。
(结构8)
在上述结构1~7任一者中,也可以是,所述第1模具和所述第2模具中的一模具的所述可动模具的顶面具有在所述冲压方向上突出或凹陷的凹凸。也可以是,另一模具或另一模具的可动模具的在所述冲压方向上与所述一模具的可动模具相对的相对面具有与所述一模具的可动模具的顶面的凹凸相应的形状。也可以构成为,在所述一模具的可动模具于所述下止点处与所述金属板抵接着的状态下,所述另一模具或另一模具的可动模具的所述相对面也与所述金属板抵接。由此,能够将金属板成形为与可动模具的凹凸形状相应的形状。
(结构9)
在上述结构1~8任一者中,也可以是,所述控制部调整所述可动模具的所述退避位置处的所述金属板与所述可动模具之间的距离。由此,能够设定恰当的退避位置,以使金属板在退避位置处与可动模具更加难以接触。存在金属板的与凹部相对应的部分在下止点处发生面外变形的情况。其面外变形的程度根据凹部的面积和金属板的板厚而改变。因此,控制部能够例如根据金属板的板厚调整可动模具的退避位置,从而在下止点处发生面外变形的金属板难以与位于退避位置的可动模具之间发生接触。
在上述结构1~9任一者中,也可以是,热压装置具备用于冷却第1模具和第2模具的冷却机构。例如,第1模具和第2模具中的至少一者也可以具有用于供冷却介质流通的管或槽。
(制造方法1)
本发明的实施方式中的热压成形品的制造方法具有如下工序:将已被加热的金属板配置于第1模具与第2模具之间的工序;通过使所述第1模具和所述第2模具在冲压方向上相对靠近来对所述金属板进行冲压成形的工序;所述第1模具和所述第2模具在下止点处保持所述金属板的工序;以及在所述下止点处保持所述金属板的下止点保持期间内,使在所述第1模具和所述第2模具中的至少一者的凹部设置的可动模具相对于所述金属板移动的工序。所述下止点保持期间包括所述可动模具位于与所述金属板抵接的抵接位置的抵接期间和所述可动模具位于不与所述金属板抵接的退避位置的非抵接期间。
在上述制造方法1中,在下止点保持期间的非抵接期间内,能够减慢冷却速度。另外,在下止点保持时间的抵接期间内,能够加快冷却速度。由此,虽然使成形了的金属板的可动模具所接触的部分的冷却条件与其他部分的冷却条件不同,但也能够使金属板的温度分布接近均匀。因此,即使不延长模具对成形品进行保持的下止点保持时间,也能够确保已被赋予了特性分布的成形品的形状精度。
(制造方法2)
在上述制造方法1中,也可以是,在所述下止点保持期间的初期,所述可动模具与所述金属板抵接,之后,在所述下止点保持期间的末期,所述可动模具与所述金属板分开。即,也可以是,在下止点保持期间内,以可动模具从抵接位置向退避位置移动的方式进行控制。
(制造方法3)
在上述制造方法1中,也可以是,在所述下止点保持期间的初期,所述可动模具与所述金属板分开,之后,在所述下止点保持期间的末期,所述可动模具与所述金属板抵接。即,也可以是,在下止点保持期间内,以可动模具从退避位置向抵接位置移动的方式进行控制。
(制造方法4)
在上述制造方法1~3任一者中,也可以是,在所述可动模具于所述下止点处与所述金属板抵接着的状态下,所述可动模具的与所述金属板接触的面同模具的处于配置有所述可动模具的凹部的周围的与金属板接触的面配置于同一面上。
(制造方法5)
在上述制造方法1~4任一者中,也可以是,所述可动模具的顶面具有在所述可动模具于所述下止点处与所述金属板抵接着的状态下与所述金属板抵接的凸部和不与所述金属板抵接的凹部。
(制造方法6)
在上述制造方法1~5任一者中,也可以是,所述第1模具和所述第2模具中的一模具的所述可动模具的顶面具有在所述冲压方向上突出或凹陷的凹凸。也可以是,另一模具或另一模具的可动模具的在所述冲压方向上与所述一模具的可动模具相对的相对面具有与所述一模具的可动模具的顶面的凹凸相应的形状。也可以是,在所述一模具的可动模具于所述下止点处与所述金属板抵接着的状态下,所述另一模具或另一模具的可动模具的所述相对面也与所述金属板抵接。
在上述制造方法1~6任一者中,也可以是,以使所述非抵接期间成为整个所述下止点保持期间的10%以上的方式控制所述可动模具。此外,使用上述结构1~9中任一者的热压装置并以上述制造方法1~6中任一者的方法制造热压成形品的方法也包含于本发明的实施方式。
以下,参照附图详细地说明本发明的实施方式。对图中相同部分或相当部分标注相同的附图标记而不重复进行其说明。此外,为了使说明通俗易懂,在以下参照的附图中,使结构简化或示意性地表示,或者省略了一部分构成构件。
(冲压装置的结构例)
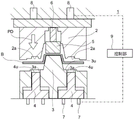
图1是表示本实施方式中的热压装置的结构例的剖视图。图2是表示图1所示的热压装置的模具位于下止点的状态的图。热压装置1对金属板B进行冲压成形而形成冲压成形品。热压装置1具备阴模2、冲头3、压料垫(die pad)5、可动模具4以及控制部9作为模具。阴模2能够在冲压方向PD上相对于冲头3移动。即,阴模2和冲头3彼此能够相对移动。其相对移动的方向为冲压方向。
阴模2能够利用升降机构(致动器)8在冲压方向上相对于冲头3移动。升降机构8例如也可以具备液压缸、汽缸、气垫或凸轮。此外,在本例中,阴模2相对于冲头3移动,但也可以构成为冲头3相对于阴模2移动。或者,还可以构成为阴模2和冲头3这两者移动。
热压装置1通过将金属板B配置于阴模2与冲头3之间而由阴模2和冲头3这两者按压金属板B,从而对金属板B进行冲压成形。阴模2和冲头3是第1模具和第2模具的例子。
阴模2在其内侧具有与冲压成形品的形状相对应的凹形状。冲头3具有与阴模2的凹形状相对应的凸形状。阴模2的与冲头3相对的面包括与金属板B接触而进行加压的加压面。阴模2的与冲头3相对的面具有凹部2a。凹部2a在下止点处也不与金属板B抵接。即,凹部2a在下止点处形成与金属板B之间的间隙(参照图2)。
压料垫5能够借助液压缸等升降机构6在冲压方向上相对于阴模2移动。压料垫5能够以顶面压靠到金属板B的状态与冲头3一起在上下方向上移动。压料垫5设置于与冲头3的顶面相对的位置。压料垫5的顶面与冲头3的顶面在冲压方向上彼此相对。此外,也能够省略压料垫5。
冲头3的与阴模2相对的面包括与金属板B接触而进行加压的加压面。冲头3的与阴模2相对的面具有凹部3a。在凹部3a配置有可动模具4。冲头3的凹部3a在冲压方向上位于与阴模2的凹部2a相对的位置。即,从冲压方向看来,冲头3的凹部3a的至少局部与阴模2的凹部2a重叠。
可动模具4设置于冲头3的凹部3a,能够在同冲头3的与阴模2相对的面交叉的方向上相对于冲头3移动。可动模具4设为能够利用升降机构(致动器)7在凹部3a的深度方向上移动。在图1所示的例子中,可动模具4能采取被压入到冲头3的凹部3a之中的状态。即,可动模具4的顶面能够进入比凹部3a的开口的缘靠凹部3a的深处的位置。在图2所示的例子中,在下止点处,可动模具4的顶面4u缩进凹部3a的深处。在该情况下,可动模具4不会同位于阴模2与冲头3之间的金属板B抵接。如此,可动模具4构成为在抵接位置与退避位置之间可动,抵接位置是与保持到下止点的金属板B抵接的位置,退避位置是与金属板B之间存在间隙的位置。此外,在图2所示的例子中,可动模具4能够在冲压方向上移动,但可动模具4的移动方向并不限于冲压方向。升降机构7例如能够由液压缸、汽缸、凸轮或气体缓冲器构成。
图3是表示可动模具4在下止点处与金属板B抵接的状态的图。如此,可动模具4还能够从进入到凹部3a的状态移动到至少可动模具4的顶面4u成为与凹部3a的周围的加压面3u相同的高度。在本例中,可动模具4的顶面4u成为能够与凹部3a的周围的加压面3u位于同一面上的形状。可动模具4的整个顶面4u与金属板B抵接。
控制部9控制阴模2、冲头3以及可动模具4。在图1~图3所示的例子中,控制部9控制阴模2的升降机构8,从而控制阴模2与冲头3的相对移动。另外,控制部9通过控制升降机构7来控制可动模具4的移动。控制部9能够向升降机构(致动器)8、7供给控制信号而对它们的驱动进行控制。
控制部9使已被加热的金属板B从配置到相互分开着的阴模2与冲头3之间的状态移动到使阴模2和冲头3在冲压方向上相对靠近而到达下止点为止。由此,对金属板B进行冲压成形。之后,控制部9使阴模2和冲头3保持在下止点处。由此,在下止点保持期间内,成形了的金属板B的与阴模2以及冲头3接触的部分被快速冷却而硬化。
控制部9以在下止点保持期间内包括可动模具4与金属板B抵接的抵接期间和可动模具4不与金属板B抵接的非抵接期间的方式控制可动模具4。即,控制部9以如下方式控制可动模具的工作:在比下止点保持期间短的抵接期间内将可动模具4保持在与金属板B抵接的位置。控制部9在下止点保持期间内将可动模具4的位置从抵接位置切换成退避位置、或从退避位置切换成抵接位置。
在下止点保持期间的非抵接期间内,例如,如图2所示,控制部9使可动模具4缩进凹部3a的深处。即,控制成可动模具4的顶面4u位于比凹部3a的开口的缘靠里的位置,即位于顶面4u不与金属板B接触的退避位置的状态。由此,在可动模具4与金属板B之间产生间隙。此外,控制部9也可以控制间隙量。例如,控制部9能够通过控制升降机构7来调整可动模具4的顶面4u的退避位置。
在下止点保持期间的抵接期间内,例如,如图3所示,控制部9使可动模具4向至少到达凹部3a的开口的位置移动。即,控制成可动模具4的顶面4u位于凹部3a的开口的位置,即位于顶面4u与金属板B接触的抵接位置的状态。由此,可动模具4与金属板B抵接。
控制部9以如下方式进行控制:在下止点保持期间内,执行使可动模具4从与金属板B抵接着的状态分离开的动作或使可动模具4从与金属板B分开着的状态抵接的动作中的至少任一者。另外,控制部9以下止点保持期间的抵接期间和非抵接期间成为预先决定的长短的方式控制可动模具4。表示下止点保持期间内的抵接期间或非抵接期间的数据例如也可以记录于控制部9能够访问的记录装置。作为一个例子,也可以以下止点的开始时间点为基准而将表示使可动模具4与金属板B抵接的时期(时刻)和使可动模具4与金属板B分开的时期中的至少任一者的数据记录于记录装置。控制部9能够使用所记录的数据来控制下止点保持期间的抵接期间和非抵接期间。
控制部9例如能够由具备处理器和存储装置(存储器)的计算机构成。处理器通过执行已储存到存储装置的程序,能够实现向阴模2、冲头3(第1模具和第2模具)以及可动模具4的升降机构7、8供给控制信息的功能。作为一个例子,控制部9基于来自外部的输入和/或预先记录到存储器的数据决定使阴模2、冲头3以及可动模具4移动的时期和移动量(或移动方向),并决定该移动所需要的控制信息。控制部9向升降机构7输出控制信息。
(制造工序的例子)
在此,对使用了热压装置1的、热压成形品的制造工序的例子进行说明。首先,加热作为原材料的金属板B。其中,金属板B例如既可以是平坦的板,也可以是已被冲压成形的中间成形品。作为一个例子,金属板B是钢板。在加热工序中,将金属板B加热到Ac3点以上而使金属组织奥氏体化。输送已被加热的金属板B,而配置于热压装置1的阴模2与冲头3之间。
在热压装置1,将已被加热的金属板B配置于阴模2与冲头3之间并使阴模2和冲头3中的至少任一者移动到下止点。由此,对金属板B进行热压成形。成形了的金属板B被保持在下止点的阴模2与冲头3之间。在该下止点保持期间内,与阴模2以及冲头3接触的金属板B被急冷。在热压装置1的模具的局部设置有阴模2的凹部2a和冲头3的凹部3a作为间隙部。在凹部3a设置有可动模具4。在下止点处,凹部2a不与金属板B接触。可动模具4在缩进凹部3a的深处的情况即位于退避位置的情况下不与金属板B接触。由此,金属板B的与凹部2a、3a的间隙部相对应的部分同与阴模2以及冲头3接触的部分相比,冷却速度较慢。由此,能够使金属板B的局部缓冷。
在下止点保持期间的中途,控制部9使可动模具4动作而使该可动模具4与金属板B抵接。由此,能够将冷却速度从缓冷向急冷切换。或者,控制部9在下止点开始时使可动模具4与金属板B抵接,在下止点保持期间的中途使可动模具4动作,而使可动模具4与金属板B分开。由此,能够将冷却速度从急冷向缓冷切换。由此,能够使成形了的金属板B的局部缓冷而改变冷却条件,同时使下止点保持期间的结束时的金属板B处的温度分布接近均匀。另外,通过控制下止点保持期间内的可动模具4的动作,能够控制进行缓冷的部分的冷却条件。
若下止点保持期间结束,则从模具(阴模2和冲头3)取出被成形的金属板B(成形品)。所获得的成形品被赋予了强度分布,并且,在形状精度上优异。
被赋予强度分布的机制的详细内容如下所述。热压加工中的金属板B中的间隙部即与凹部2a、3a对应的部分的冷却方式为:(1)金属板B内的导热;(2)金属板B-大气间的热传递;(3)金属板B-模具间的辐射。因此,在间隙部,与由模具的接触而进行的金属板B-模具间的热传递相比,冷却速度较小。若从奥氏体起的冷却速度比由原材料的钢板决定的临界冷却速度小,则在钢材中发生扩散型相变,生成铁素体、贝氏体这样的软质的金属组织。另一方面,模具接触的部位由于非扩散型相变而得到马氏体为主体的硬质的金属组织。即,在金属板的局部使冷却速度减小,从而能够制造局部被软质化的冲压成形品。
若在从模具取出被成形的金属板(成形品)之际成形品内的温度差较大,则存在如下情况:成形品由于热收缩而变形,发生形状不良。相对于此,在本实施方式中,在下止点保持期间内包括可动模具4与金属板B抵接的抵接期间和在可动模具4与金属板B之间产生间隙的非抵接期间。因此,能够使下止点保持期间结束时的成形品内的温度差接近均匀。由此,易于确保成形品整体的形状精度。另外,在下止点保持期间的抵接期间内,在由可动模具4约束着金属板的状态下冷却。因此,与在下止点保持期间的整个期间内没有约束的情况相比,易于确保由可动模具4约束着的部分的形状精度。
在下止点保持期间内,在初期使可动模具4与金属板B抵接,之后,在下止点保持期间的末期使可动模具4与金属板B分开。即,在下止点保持期间内,存在可动模具4从相对于金属板B抵接着的状态分离开的动作。
图4是表示在下止点保持期间的初期存在抵接期间的情况的例子的图表。在图4中,线L1表示被冲压成形的金属板B的与可动模具4相对应的部分的温度。线L2表示金属板B的在整个下止点保持期间内与模具抵接的部分(其他部分)的温度。在图4所示的例子中,在下止点保持期间的开始时间点,可动模具4与金属板B抵接。即,此时,可动模具4与金属板B之间的间隙CL成为0mm。之后,可动模具4与金属板B分开,在下止点保持期间结束时也分开着。此时,作为一个例子,间隙成为13mm。即,在图4的例子中,在下止点开始时,在初期存在可动模具4与金属板B抵接的抵接期间,在抵接期间之后直到下止点结束时为止成为非抵接期间。在抵接期间内,如以线L1表示的那样,金属板B的与可动模具4相对应的部分一边由可动模具4约束而保持形状,一边与其他部分同样地被急冷。因此,金属板B的与可动模具4相对应的部分与其他部分间的温度差并未扩大。在非抵接期间内,金属板B的与可动模具4相对应的部分的冷却速度比抵接期间的冷却速度慢,而被缓冷。
如此,在下止点保持期间内存在使金属板的局部急冷的期间和缓冷的期间,因此,被缓冷了的部分与其他部分间的温度差被抑制。由此,易于确保成形品整体的形状精度。另外,要被缓冷的部分也在下止点保持期间的一部分期间由模具约束,因此,易于确保缓冷部分的形状精度。
在图4所示的例子中,金属板B的与可动模具4相对应的部分在抵接期间内被急冷,在达到Ms点(马氏体相变开始点)之前与可动模具4分开而开始缓冷。由此,生成软质的金属组织。另一方面,如线L2所示,金属板B的除了与可动模具4相对应的部分以外的其他部分在整个下止点保持期间内与模具抵接,而被急冷。其他部分在下止点保持期间内被冷却到Mf点(马氏体相变结束点)以下。由此,生成以马氏体为主体的硬质的金属组织。这样一来,能够使特性(在本例中是强度)在成形了的金属板B的与可动模具4相对应的部分和其他部分不同。
在图4的例子中,在下止点保持期间的初期这样的温度比较高的时期,金属板B的局部在抵接期间内被急冷。在金属板B的温度较高且较柔软的时期由可动模具4约束,因此,更易于确保被约束的部分的形状精度。
在下止点保持期间内,在初期使可动模具4与金属板B抵接,之后,在下止点保持期间的末期使可动模具4与金属板B分开。即,在下止点保持期间内,存在可动模具4从相对于金属板B抵接着的状态分离开的动作。
图5是表示在下止点保持期间的末期存在抵接期间的情况的例子的图表。在图5中,线L3表示被冲压成形的金属板B的与可动模具4相对应的部分的温度。线L2表示金属板B的在整个下止点保持期间内与模具抵接的部分(其他部分)的温度。在图5所示的例子中,在下止点保持期间的开始时间点,可动模具4与金属板B分开着。此时,作为一个例子,间隙CL是13mm。之后,可动模具4与金属板B抵接而间隙成为0mm,在下止点保持期间结束时也抵接着。即,在图5的例子中,在下止点开始时,在初期存在非抵接期间,在非抵接期间之后直到下止点结束时为止成为抵接期间。下止点保持期间包括非抵接期间和抵接期间,因此,易于确保成形品的形状精度。
在图5所示的例子中,如线L3所示,抵接期间在金属板B的与可动模具4相对应的部分的温度下降到Ms点之前结束。由此,生成软质的金属组织。另一方面,如线L2所示,金属板B的除了与可动模具4相对应的部分以外的其他部分在下止点保持期间内被急冷,并被冷却到Mf点以下。由此,生成以马氏体为主体的硬质的金属组织。这样一来,能够使特性(例如强度)在成形了的金属板B的与可动模具4相对应的部分和其他部分不同。
在图5的例子中,在下止点保持期间的初期的温度比较低且冷却速度变得平缓的时期,金属板B的部分在抵接期间内被急冷。在该情况下,由于由急冷导致温度差较小,因此,易于进行温度控制。另外,在金属板B的温度降低而稍微变硬时进行约束而急冷,因此,更易于确保形状精度。
此外,下止点保持期间的初期是包括下止点保持期间的前半的至少一部分的期间,既可以包括下止点开始时,也可以不包括下止点开始时。下止点保持期间的末期是包括下止点保持期间的后半的至少一部分的期间,既可以包括下止点结束时,也可以不包括下止点结束时。
下止点保持期间的抵接期间和非抵接期间并不限于上述例子。例如,也可以在下止点保持期间内存在两次以上分开的抵接期间。作为一个例子,也可以是,在下止点保持期间的初期和末期存在抵接期间,在初期与末期之间的中期存在非抵接期间。
下止点保持期间并不限定于此,能够设为例如2秒~90秒。出于下止点保持结束时的成形品的温度分布的均匀化的观点考虑,下止点保持期间较长为佳,但出于制造效率的观点考虑,较短为佳。因此,下止点保持期间的下限优选为10秒,更优选为15秒。下止点保持期间的上限优选为90秒,更优选为30秒。在本实施方式中,在下止点保持期间中包括抵接期间和非抵接期间,因此,例如,即使将下止点保持期间设为30秒以下,也容易使下止点保持结束时的成形品的温度分布均匀化。
非抵接期间内的间隙CL即退避位置的可动模具4与金属板B之间的距离并不限于上述例子的13mm。退避位置的可动模具4与金属板B之间的距离例如能够设为2mm以上,优选为4mm以上,更优选为6mm以上。退避位置的可动模具4与金属板B之间的距离也可以根据凹部3a的从冲压方向观察到的面积和金属板B的厚度决定。例如,在凹部3a的面积是1800mm2(60mm×30mm)、金属板的厚度是2.6mm的情况下,优选将退避位置的可动模具与金属板的距离设为2mm以上。由此,即使金属板发生面外变形,也难以与退避位置的可动模具接触。控制部9能够通过调整可动模具4的退避位置来调整间隙CL。作为一个例子,控制部9也可以按照来自操作者的输入来决定可动模具4的退避位置。控制部9也可以根据所输入的间隙CL或金属板B的厚度等值来决定可动模具4的退避位置。
从冲压开始到模具到达下止点为止的期间内的、可动模具4的位置并没有特别限定,既可以是抵接位置,也可以是退避位置。例如,如图4所示,对于在下止点保持期间的初期存在抵接期间的情况,能够从冲压开始时到到达下止点为止将可动模具4设于抵接位置。由此,无需在下止点保持期间开始时使可动模具4移动。出于同样的观点考虑,在如图5这样在下止点保持期间的初期存在非抵接期间的情况下,能够从冲压开始到到达下止点为止将可动模具4设于退避位置。
(可动模具的变形例)
图6是表示间隙部的结构的变形例的图。在图6所示的例子中,在与冲头3的凹部3a相对的位置形成有阴模2的凹部2a。在冲头3的凹部3a配置有可动模具4,而且,在阴模2的凹部2a配置有可动模具21。可动模具4和可动模具21配置于彼此相对的位置。即,从凹部3a处的可动模具4的移动方向看来,可动模具4的顶面4u的至少局部配置于与可动模具21的顶面21u的至少局部重叠的位置。
在图6所示的例子中,在下止点保持期间的抵接期间内,可动模具4的顶面4u与金属板B的一个面抵接,可动模具21的顶面21u与金属板B的另一个面(相反侧的面)抵接。由此,在抵接期间内,能够从两面冷却金属板B且利用可动模具约束两表面。因此,易于确保冷却速度和形状精度。
图7是表示间隙部的结构的另一变形例的图。在图7所示的例子中,在与冲头3的凹部3a相对的位置未形成阴模2的凹部。在冲头3的凹部3a配置有可动模具4。在下止点保持期间的抵接期间内,可动模具4的顶面4u与金属板B的一个面抵接,阴模2与金属板B的另一个面(相反侧的面)抵接。在非抵接期间内,在可动模具4与金属板B之间产生间隙,但在金属板B同阴模2的与可动模具4相对的部分之间未产生间隙。根据该结构,也会获得由在下止点保持期间内存在抵接期间和非抵接期间带来的确保形状精度的效果。
图8是表示可动模具4的变形例的图。在图8所示的例子中,可动模具4的顶面4u具有在冲压方向上凸起的凸部。可动模具4的顶面4u的凸部在下止点保持期间的抵接期间内与金属板B抵接。顶面4u的除了凸部以外的部分即成为凹部的部分不与金属板B抵接。如此,能够以如下方式形成可动模具4:在抵接期间内,可动模具4的顶面4u的局部与金属板B抵接,其他部分不抵接。
在图8所示的例子中,在抵接期间内,可动模具4与金属板B抵接,并且,在可动模具4的顶面4u与金属板B之间产生间隙。例如,在可动模具4的顶面4u,改变在抵接期间内与金属板B接触的部分的比例,从而能够改变冷却条件。即,能够利用可动模具4的形状控制冷却条件。
图9是表示间隙部的结构的另一变形例的图。在图9所示的例子中,可动模具4的顶面4u的凹凸形状和阴模2的与顶面4u相对的相对面2f的凹凸形状成为相互对应的互补形状。即,以顶面4u的凸与相对面2f的凹嵌合的方式形成了各面。在下止点保持期间的抵接期间内,在可动模具4与金属板B抵接着的状态下,阴模2的相对面2f也与金属板B抵接。在该结构中,金属板B被成形为与可动模具4的顶面4u的形状相应的形状。此外,在图9所示的例子中是阴模2的面与可动模具4相对的结构,但也可以在与可动模具4相对的位置配置有阴模2的可动模具。
本实施方式的热压装置和热压成形品的制造方法并不限定于此,例如,能够适用于车辆用结构构件的制造。车辆用结构构件有时被赋予强度分布且要求形状精度。能够将实施方式恰当地适用于这样的车辆用结构构件。例如,能够利用本实施方式的热压装置制造为了实现车身的轻量化、高性能化等而在单一零部件内具有局部的软化部的作为热压成形品(热冲压构件)的车辆用结构构件。作为这样的车辆用结构构件的例子,可列举出具有软质的凸缘的高强度中柱、或者通过软化部的配置来控制碰撞时的弯折模式的后纵梁或保险杠托架等。
(实施例)
制作能够进行间隙控制的B柱模具(以下,称为间隙控制模具),并进行了试验。间隙控制模具的结构设为与图1所示的结构同样。该间隙控制模具的特征在于在相当于B柱的凸缘部的部位存在间隙部。间隙部包括阴模2的凹部(空白部)和与该阴模2的凹部相对的冲头3的凹部,在冲头的凹部配置有可动模具。利用可动模具将该冲头的凹部的间隙量改变成0mm或13mm。间隙部不会进行模具冷却,因此为缓冷,而使金属板的相对应的部分的金属组织软质化。在试验之际,金属板使用了热冲压(以下,称为HS)用热轧板(厚度2.6mm)。以设定成900℃的炉将金属板加热5分钟,而向间隙控制模具输送,下止点保持时间为30s,之后起模并进行了自然冷却。将下止点保持中的间隙的条件设为下述表1所示的4个条件。
[表1]
表1

在表1中,(a)是以没有间隙的模具进行冲压成形的条件,且是也包括凸缘部在内的金属板的整个表面与模具接触的通常的HS的条件。(b)是以在凸缘对应部具有固定的间隙的模具进行冲压成形的条件。间隙设置于阴模和冲头这两者。间隙量在下止点保持期间的整个期间内恒定。在下止点保持期间结束时,以凸缘对应部为高温的状态起模。(c)和(d)的条件是在下止点保持中使冲头侧的间隙量变化的条件。(c)的热履历与图4所示的例子同样,(d)的热履历与图5所示的例子同样。在(c)的条件下,将下止点保持开始时的可动模具与金属板之间的间隙量设为0mm,在下止点保持开始5秒后使间隙量从0mm向13mm变更,从而切换到缓冷。在(d)的条件下,将下止点保持开始时的间隙量设为13mm,在下止点保持开始25秒后使间隙量从13mm向0mm变更,从而切换到模具冷却。可动模具设置到冲头侧的凹部。在阴模的与可动模具相对的面设置有凹部,未设置可动模具。即,阴模侧的间隙量设为在下止点保持期间的整个期间内恒定。
以热压成形后的成形品为对象评价了凸缘部处的硬度和形状精度。对于形状精度,对成形品的扭转和凸缘部处的面外变形进行了评价。将本实施例的成形品的形状精度的评价位置表示在图10中。形状精度的基准以(a)的数据为基准而对条件(b)、(c)、(d)进行了评价。
图11是表示成形品的硬度分布的结果的图表。与(a)的条件的成形品相比较,在(b)和(c)的条件的成形品,间隙部处的硬度较低。间隙部是成形品的与模具的间隙相对应的部分。从图11所示的结果可知由固定间隙模具和间隙控制模具的间隙部带来的局部软化的效果。
图12是表示成形品的扭转角度的结果的图表。图12的图表的扭转角度是表示在使(a)~(d)的成形品的位置与图10所示的扭转位置对准面W1一致的情况下扭转评价截面C1相对于(a)的成形品扭转了什么程度的值。
在图12所示的结果中,可知:对于以(b)的固定间隙模具进行了成形的成形品,与(a)的没有间隙的情况的条件相比,扭转变大,形状精度恶化。另一方面,对于使用(c)和(d)的间隙控制模具进行了冲压成形的成形品,扭转角度成为(b)的一半以下,确认了形状精度的改善。
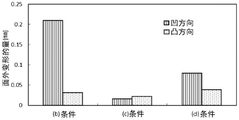
图13是表示成形品的面外变形的结果的图表。图13的图表所示的面外变形的量表示图10所示的面外变形评价位置F1处的面相对于(a)的成形品的变形量。面外变形评价位置F1是在(b)~(d)中包括凸缘部的与模具的间隙相对应的部分的位置。在图13所示的例子中,可知:凸缘部处的与间隙部相对应的局部的形状精度也利用(c)、(d)的间隙控制模具得到了改善。
以上,对本发明的一实施方式进行了说明,但上述的实施方式只不过是用于实施本发明的例示。因而,本发明并不限定于上述的实施方式,能够在不脱离其主旨的范围内对上述的实施方式进行适当变形来实施。
附图标记说明
1、冲压装置;2、阴模;3、冲头;4、可动模具;9、控制部。
Claims (15)
1.一种热压装置,其中,
该热压装置具备:
第1模具;
第2模具,其能够在冲压方向上相对于所述第1模具相对移动;以及
控制部,其控制所述第1模具与所述第2模具的相对移动,
所述第1模具和所述第2模具中的至少一个模具在沿着冲压方向与另一个模具相对的面具有凹部,
在所述凹部配置有在与所述相对的面交叉的方向上可动的可动模具,
所述控制部控制所述可动模具的位置,以使在将已被加热并进行了冲压成形的金属板保持于所述第1模具与所述第2模具之间并且所述第1模具和所述第2模具位于下止点的下止点保持期间内,包括所述可动模具位于与所述金属板抵接的抵接位置的抵接期间和所述可动模具位于不与所述金属板抵接的退避位置的非抵接期间。
2.根据权利要求1所述的热压装置,其中,
所述控制部在所述下止点保持期间的初期使所述可动模具与所述金属板抵接,之后,在所述下止点保持期间的末期使所述可动模具与所述金属板分开。
3.根据权利要求1所述的热压装置,其中,
所述控制部在所述下止点保持期间的初期使所述可动模具与所述金属板分开,之后,在所述下止点保持期间的末期使所述可动模具与所述金属板抵接。
4.根据权利要求1~3中任一项所述的热压装置,其中,
所述凹部包括所述第1模具所具有的第1凹部和所述第2模具在与所述第1凹部相对的位置具有的第2凹部,
所述可动模具配置于所述第1凹部和所述第2凹部中的至少一者。
5.根据权利要求4所述的热压装置,其中,
所述可动模具配置于所述第1凹部和所述第2凹部这两者。
6.根据权利要求1~5中任一项所述的热压装置,其中,
在所述可动模具于所述下止点处与所述金属板抵接着的状态下,所述可动模具的与所述金属板接触的面形成为同模具的处于配置有所述可动模具的凹部的周围的与金属板接触的面配置于同一面上。
7.根据权利要求1~6中任一项所述的热压装置,其中,
所述可动模具的顶面具有在所述可动模具于所述下止点处与所述金属板抵接着的状态下与所述金属板抵接的凸部和不与所述金属板抵接的凹部。
8.根据权利要求1~7中任一项所述的热压装置,其中,
所述第1模具和所述第2模具中的一模具的所述可动模具的顶面具有在所述冲压方向上突出或凹陷的凹凸,另一模具或另一模具的可动模具的在所述冲压方向上与所述一模具的可动模具相对的相对面具有与所述一模具的可动模具的顶面的凹凸相应的形状,在所述一模具的可动模具于所述下止点处与所述金属板抵接着的状态下,所述另一模具或另一模具的可动模具的所述相对面也与所述金属板抵接。
9.根据权利要求1~8中任一项所述的热压装置,其中,
所述控制部调整所述可动模具的所述退避位置处的所述金属板与所述可动模具之间的距离。
10.一种热压成形品的制造方法,其中,
该热压成形品的制造方法具有如下工序:
将已被加热的金属板配置于第1模具与第2模具之间的工序;
通过使所述第1模具和所述第2模具在冲压方向上相对靠近来对所述金属板进行冲压成形的工序;
所述第1模具和所述第2模具在下止点处保持所述金属板的工序;以及
在所述下止点处保持所述金属板的下止点保持期间内,使在所述第1模具和所述第2模具中的至少一者的凹部设置的可动模具相对于所述金属板移动的工序,
所述下止点保持期间包括所述可动模具位于与所述金属板抵接的抵接位置的抵接期间和所述可动模具位于不与所述金属板抵接的退避位置的非抵接期间。
11.根据权利要求10所述的热压成形品的制造方法,其中,
在所述下止点保持期间的初期,所述可动模具与所述金属板抵接,之后,在所述下止点保持期间的末期,所述可动模具与所述金属板分开。
12.根据权利要求10所述的热压成形品的制造方法,其中,
在所述下止点保持期间的初期,所述可动模具与所述金属板分开,之后,在所述下止点保持期间的末期,所述可动模具与所述金属板抵接。
13.根据权利要求10~12中任一项所述的热压成形品的制造方法,其中,
在所述可动模具于所述下止点处与所述金属板抵接着的状态下,所述可动模具的与所述金属板接触的面同模具的处于配置有所述可动模具的凹部的周围的与金属板接触的面配置于同一面上。
14.根据权利要求10~13中任一项所述的热压成形品的制造方法,其中,
所述可动模具的顶面具有在所述可动模具于所述下止点处与所述金属板抵接着的状态下与所述金属板抵接的凸部和不与所述金属板抵接的凹部。
15.根据权利要求10~14中任一项所述的热压成形品的制造方法,其中,
所述第1模具和所述第2模具中的一模具的所述可动模具的顶面具有在所述冲压方向上突出或凹陷的凹凸,另一模具或另一模具的可动模具的在所述冲压方向上与所述一模具的可动模具相对的相对面具有与所述一模具的可动模具的顶面的凹凸相应的形状,在所述一模具的可动模具于所述下止点处与所述金属板抵接着的状态下,所述另一模具或另一模具的可动模具的所述相对面也与所述金属板抵接。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-067815 | 2020-04-03 | ||
| JP2020067815 | 2020-04-03 | ||
| PCT/JP2021/013497 WO2021200923A1 (ja) | 2020-04-03 | 2021-03-30 | 熱間プレス装置及び熱間プレス成形品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115362038A true CN115362038A (zh) | 2022-11-18 |
Family
ID=77927885
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202180026112.2A Pending CN115362038A (zh) | 2020-04-03 | 2021-03-30 | 热压装置和热压成形品的制造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230150004A1 (zh) |
| EP (1) | EP4129519A4 (zh) |
| JP (1) | JPWO2021200923A1 (zh) |
| KR (1) | KR20220146640A (zh) |
| CN (1) | CN115362038A (zh) |
| MX (1) | MX2022012385A (zh) |
| WO (1) | WO2021200923A1 (zh) |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS591429U (ja) * | 1982-06-25 | 1984-01-07 | 日産自動車株式会社 | プレス型 |
| JP3429339B2 (ja) * | 1993-08-24 | 2003-07-22 | シロキ工業株式会社 | プレス装置 |
| JP4135397B2 (ja) * | 2002-05-13 | 2008-08-20 | 日産自動車株式会社 | プレス部品の焼入れ方法および焼入れ装置 |
| JP2005248253A (ja) * | 2004-03-04 | 2005-09-15 | Unipres Corp | 鋼材のホットプレス加工方法及び装置 |
| JP5503173B2 (ja) * | 2009-03-27 | 2014-05-28 | 株式会社神戸製鋼所 | アルミニウム合金板の成形方法 |
| SE533825C2 (sv) | 2009-06-15 | 2011-01-25 | Gestamp Hardtech Ab | Sätt att forma och härda ett ämne av stålplåt |
| DE102009043926A1 (de) | 2009-09-01 | 2011-03-10 | Thyssenkrupp Steel Europe Ag | Verfahren und Vorrichtung zur Herstellung eines Metallbauteils |
| JP2012187605A (ja) * | 2011-03-10 | 2012-10-04 | Honda Motor Co Ltd | プレス加工装置 |
| JP2014018801A (ja) * | 2012-07-12 | 2014-02-03 | Honda Motor Co Ltd | 孔開け加工方法、孔を備えた構造体の製造方法および孔を備えた構造体 |
| WO2014208244A1 (ja) * | 2013-06-25 | 2014-12-31 | 日産自動車株式会社 | 薄板状基材の成形装置および成形方法 |
| JP2017070973A (ja) * | 2015-10-06 | 2017-04-13 | 新日鐵住金株式会社 | 熱間プレス用金型及びそれを用いた熱間プレス成形品の製造方法 |
| EP3406364B1 (en) * | 2016-01-21 | 2019-10-02 | Nippon Steel Corporation | Method for manufacturing press-molded article, and press apparatus |
| JP7028028B2 (ja) * | 2018-03-30 | 2022-03-02 | マツダ株式会社 | 熱間プレス加工方法及び加工装置 |
-
2021
- 2021-03-30 US US17/916,353 patent/US20230150004A1/en active Pending
- 2021-03-30 WO PCT/JP2021/013497 patent/WO2021200923A1/ja active Application Filing
- 2021-03-30 CN CN202180026112.2A patent/CN115362038A/zh active Pending
- 2021-03-30 EP EP21780955.7A patent/EP4129519A4/en active Pending
- 2021-03-30 JP JP2022512279A patent/JPWO2021200923A1/ja active Pending
- 2021-03-30 KR KR1020227034227A patent/KR20220146640A/ko unknown
- 2021-03-30 MX MX2022012385A patent/MX2022012385A/es unknown
Also Published As
| Publication number | Publication date |
|---|---|
| WO2021200923A1 (ja) | 2021-10-07 |
| MX2022012385A (es) | 2022-10-18 |
| US20230150004A1 (en) | 2023-05-18 |
| JPWO2021200923A1 (zh) | 2021-10-07 |
| KR20220146640A (ko) | 2022-11-01 |
| EP4129519A1 (en) | 2023-02-08 |
| EP4129519A4 (en) | 2023-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110446649B (zh) | 帽构件及其制造方法 | |
| US8261591B2 (en) | Apparatus for hot-forming, press-quenching, and cutting semifinished hardenable-steel workpiece | |
| US20160059295A1 (en) | Method and press for producing sheet metal parts that are hardened at least in regions | |
| KR101281740B1 (ko) | 엠보스가 형성된 강판의 가압성형방법 | |
| JP4608529B2 (ja) | ブランクから自動車用の金属薄板部材を製造する方法 | |
| CN103056212A (zh) | 用于板材热成形和切割的模具和方法 | |
| KR102043343B1 (ko) | 패널형 성형품 및 그 제조 방법 | |
| JP5199805B2 (ja) | ダイクエンチ加工製品とその製造方法及び製造装置 | |
| CN108472909B (zh) | 冲压模具 | |
| CN113145745A (zh) | 双工位落料式加热成形模具以及制造热成形的且压淬的机动车部件的方法 | |
| JPWO2018190316A1 (ja) | 自動車用の構造部材およびその製造方法 | |
| JP6288378B2 (ja) | パネル状成形品、車両用ドア、及び、パネル状成形品の製造方法 | |
| JP4968208B2 (ja) | 金属板の熱間プレス成形方法 | |
| CN110475628B (zh) | 热冲压成形品、使用该热冲压成形品的汽车用的构造构件及热冲压成形品的制造方法 | |
| JP2017113782A (ja) | ホットプレス装置、及びホットプレス成形方法 | |
| CN109789467B (zh) | 热冲压法以及热冲压系统 | |
| CN115362038A (zh) | 热压装置和热压成形品的制造方法 | |
| JP4828267B2 (ja) | 熱間プレスによる閉断面形状品の製造方法 | |
| KR101505272B1 (ko) | 국부 연화가 가능한 핫 스탬핑 성형장치 및 성형방법 | |
| US10265755B2 (en) | Method for producing a press-hardened molded part, and press-hardening tool | |
| JPH11290951A (ja) | 高強度鋼板のプレス成形方法およびプレス成形装置 | |
| JP7376831B2 (ja) | 熱間プレスライン及び熱間プレス成形品の製造方法 | |
| JP2009101378A (ja) | ダイクエンチ工法におけるプレス加工装置 | |
| JP6376318B1 (ja) | ハット部材およびその製造方法 | |
| JP2024030178A (ja) | プレス成形装置及びプレス成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |