WO2014178382A1 - Li含有酸化物ターゲット接合体 - Google Patents
Li含有酸化物ターゲット接合体 Download PDFInfo
- Publication number
- WO2014178382A1 WO2014178382A1 PCT/JP2014/061894 JP2014061894W WO2014178382A1 WO 2014178382 A1 WO2014178382 A1 WO 2014178382A1 JP 2014061894 W JP2014061894 W JP 2014061894W WO 2014178382 A1 WO2014178382 A1 WO 2014178382A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- target
- containing oxide
- sputtering
- bonding
- sputtering target
- Prior art date
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3411—Constructional aspects of the reactor
- H01J37/3414—Targets
- H01J37/3417—Arrangements
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/447—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on phosphates, e.g. hydroxyapatite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
- C04B37/023—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used
- C04B37/026—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used consisting of metals or metal salts
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/08—Oxides
- C23C14/082—Oxides of alkaline earth metals
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/08—Oxides
- C23C14/085—Oxides of iron group metals
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3407—Cathode assembly for sputtering apparatus, e.g. Target
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3407—Cathode assembly for sputtering apparatus, e.g. Target
- C23C14/3414—Metallurgical or chemical aspects of target preparation, e.g. casting, powder metallurgy
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3411—Constructional aspects of the reactor
- H01J37/3414—Targets
- H01J37/3426—Material
- H01J37/3429—Plural materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3411—Constructional aspects of the reactor
- H01J37/3435—Target holders (includes backing plates and endblocks)
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3488—Constructional details of particle beam apparatus not otherwise provided for, e.g. arrangement, mounting, housing, environment; special provisions for cleaning or maintenance of the apparatus
- H01J37/3491—Manufacturing of targets
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3201—Alkali metal oxides or oxide-forming salts thereof
- C04B2235/3203—Lithium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/327—Iron group oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3275—Cobalt oxides, cobaltates or cobaltites or oxide forming salts thereof, e.g. bismuth cobaltate, zinc cobaltite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6565—Cooling rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/72—Products characterised by the absence or the low content of specific components, e.g. alkali metal free alumina ceramics
- C04B2235/721—Carbon content
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/963—Surface properties, e.g. surface roughness
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/40—Metallic
- C04B2237/402—Aluminium
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/40—Metallic
- C04B2237/407—Copper
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Physics & Mathematics (AREA)
- Inorganic Chemistry (AREA)
- Physical Vapour Deposition (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Ceramic Products (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
Description
(1)粉末原料を焼結して焼結体(本発明ではLi含有酸化物焼結体)を得る工程
(2)上記の焼結体に対し、冷却水をかけながら機械加工してスパッタリングターゲット(本発明ではLi含有酸化物ターゲット)を得る工程
(3)このようにして得られたスパッタリングターゲットと、バッキングプレートを接合する工程
(4)接合の後、室温まで冷却した後に矯正したり、室温まで冷却中に拘束したりしてターゲット接合体を得る工程
(5)このようにして得られたターゲット接合体の品質を検査するため、スパッタリングターゲットとバッキングプレートとの接合率を測定する工程
(6)ターゲット接合体の外観に付着したろう材や酸化物を、研磨するなどして除去する工程
(7)ターゲット接合体を、アルコールなどを用いて洗浄する工程
本発明は、Li含有酸化物スパッタリングターゲットとバッキングプレートが、ボンディング材を介して接合されたLi含有酸化物ターゲット接合体において、Li含有酸化物スパッタリングターゲットの曲げ強度が20MPa以上である点に特徴がある。前述したように本発明では、非水系にて上記ターゲット接合体を製造しているため、ターゲットの材料強度が大きくなる。その結果、その後の矯正においてもターゲットが割れることなく、反り(後記する。)を低減することができる。
本発明に係るLi含有酸化物ターゲット接合体の反りは小さいほど良く、Li含有酸化物ターゲット接合体の全長(mm)に対して1.5mm以下であることが好ましい。より好ましくは1.0mm/全長mm以下、更に好ましくは0.5mm/全長mm以下である。
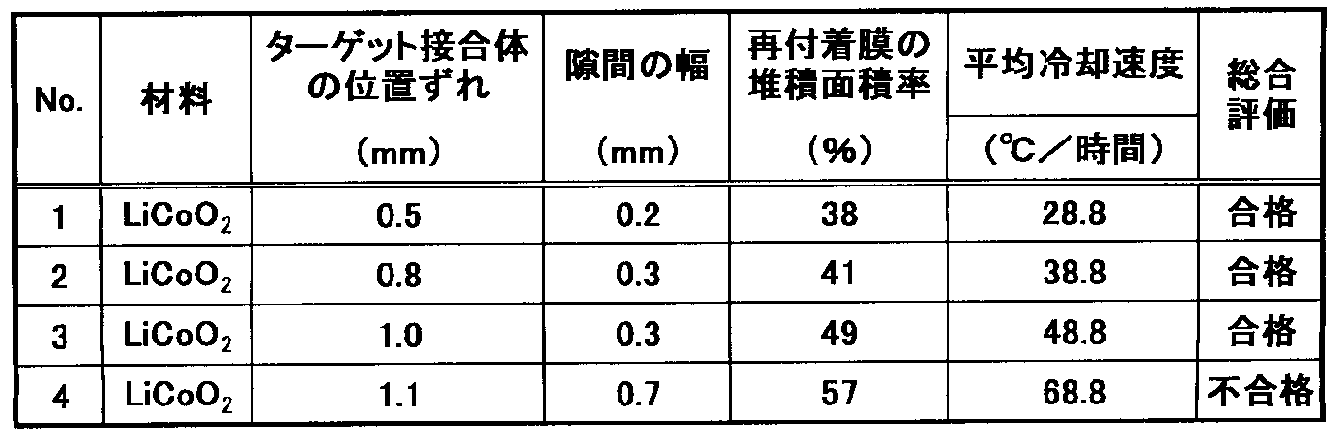
本発明に係るLi含有酸化物ターゲット接合体の位置ずれ(ターゲット接合体の基準位置からのずれ、詳細は後述する。)は少ない程良く、好ましくは1.0mm以下、より好ましくは0.5mm以下である。上記位置ずれを上記範囲まで低減することにより、スパッタ面に対する再付着膜の堆積面積率が50%以上となり、膜欠陥が増加し、成膜歩留まりが低下する。
本発明に係るLi含有酸化物ターゲット接合体は、前述した図1に示すように、2枚以上の複数のLi系ターゲットから構成されていても良い。その場合、Li系ターゲット同士の隙間の幅(Li系ターゲット間の隙間部)は、0.1mm以上、0.5mm以下であることが好ましい。
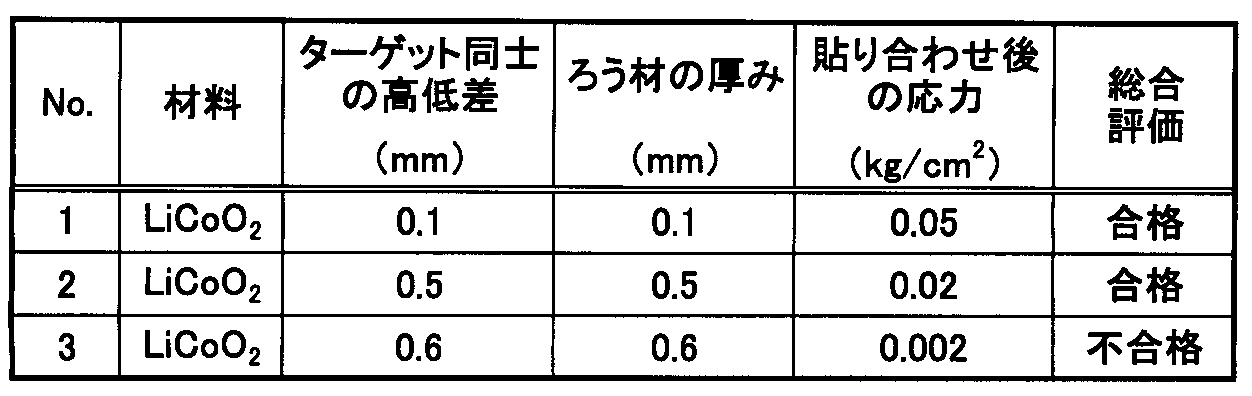
本発明に係るLi含有酸化物ターゲット接合体が2枚以上のLi系ターゲットからなる場合、Li系ターゲット同士の高低差は±0.5mm以下であることが好ましい。
本発明に係るLi含有酸化物ターゲット接合体の接合率は、好ましくは90%以上、より好ましくは95%以上、更に好ましくは99%以上である。ここで接合率とは、バッキングプレートと接合されるスパッタリングターゲットの面において、上記面全体の面積に対する、Inと密着している部分の面積の割合を指す。
ボンディング材としてろう材を用いる場合、ろう材の厚みは、好ましくは0.1mm以上、より好ましくは0.2mm以上、更に好ましくは0.3mm以上である。
本発明に係るLi含有酸化物ターゲット接合体において、ボンディング後のLi系ターゲット表面粗さRaが0.1μm以上であることが好ましい。Raは、JIS B 0601:2001に基づき算出される。
本発明に係るLi含有酸化物ターゲット接合体において、ろう材としてIn基はんだを用いた場合、Li系ターゲットの接合面における酸化In層の厚みは、好ましくは100μm以下である。
上記Si量およびC量は、いずれも0.01質量%未満に制御されていることが好ましい。これにより、ボンディング後における上記ターゲットの比抵抗の増加が抑えられる。以下、この点について、詳しく説明する。
本実施例では、Li含有酸化物スパッタリングターゲットの素材として、コバルト酸リチウム(LiCoO2)焼結体およびリン酸リチウム(Li3PO4)焼結体を用い、以下のようにして曲げ強度を測定した。更に、各焼結体を用いて製造したターゲット接合体の反りを以下のようにして測定した。
コバルト酸リチウム(LiCoO2)焼結体を以下のようにして製造した。
上記の各酸化物焼結体を平面研削盤にて所定の厚み(3mm)へ研削し、次に平面研削盤を用いて所定の寸法(幅4mm、全長50mm)となるように切断した。湿式加工では、一連の研削、切断、最終仕上げ工程において、酸化物焼結体に冷却水をかけながら行なった。
上記(a)の湿式加工において、一連の工程において冷却水を使用せずに行なったこと以外は、上記(a)と同様の加工を行なった。
上記のようにして得られた各焼結体を表1の条件で加工し、厚さ6mm×短辺110mm×長辺170mmのスパッタリングターゲットに加工した。このようにして得られた各スパッタリングターゲットをホットプレートへ載せて、2℃/分の平均昇温速度で表面温度が180±10℃になるまで仮焼きした後、上記温度で30分保持した。昇温中はスパッタリングターゲットの表面温度を制御するために、保温カバーとしてアルミ箔をかぶせた。次に、スパッタリングターゲットの接合面側へInを塗布し、Inを塗布した冷却板と貼り合わせた後、28.8℃/時間の平均冷却速度で室温まで冷却してターゲット接合体を得た。このようにして得られたターゲット接合体のスパッタ面を定盤へ接地し、冷却板上にストレートエッジを置き、ストレートエッジから冷却板までの隙間を「ターゲット接合体の反り」と定義して、その隙間をデプスゲージを用いて測定した。本実施例では、ターゲット接合体の反りが1.5mm以下のものを合格、反りが1.5mm超のものを不合格とした。

本実施例では、Li含有酸化物スパッタリングターゲットの素材として、コバルト酸リチウム(LiCoO2)焼結体を用い、以下のようにしてターゲット接合体の位置ずれ、隙間の幅、再付着膜の堆積面積率を測定した。
本実施例では、Li含有酸化物スパッタリングターゲットの素材として、コバルト酸リチウム(LiCoO2)焼結体を用い、以下のようにしてターゲット同士の高低差、およびろう材の厚みを測定した。
本実施例では、Li含有酸化物スパッタリングターゲットの素材として、コバルト酸リチウム(LiCoO2)焼結体を用い、以下のようにしてスパッタリングターゲットとパッキングプレートとの接合率(単に接合体と呼ぶ。)、および酸化Inの厚みを測定した。

本実施例では、Li含有酸化物スパッタリングターゲットの素材として、コバルト酸リチウム(LiCoO2)焼結体を用い、ボンディング後のターゲットの表面粗さRaを測定した。そして、得られた各ターゲットを用い、成膜実験を行なった。
成膜装置:DCマグネトロンスパッタ装置を使用
成膜条件:基板温度20℃、DC放電パワー160W
スパッタガス圧:3mTorr
スパッタガスとしてArガスを使用、成膜膜厚500nm
成膜手順:
各ターゲットを上記のスパッタ装置に装着し、ターゲットに対向する基板ステージ上にガラス基板を装着した。チャンバー内を真空ポンプで8×10-4Pa以下の真空に引いた。次に、マスフローを用いて上記のスパッタガスをチャンバー内に供給した。スパッタガス圧を3mTorrに調整した後、DC(直流)電源を用いてターゲットに高電圧を印加し、プラズマ放電させた。このときの放電パワーは160Wで行ない、500nmの膜厚になるよう成膜を実施した。

本実施例では、Li含有酸化物スパッタリングターゲットの素材として、コバルト酸リチウム(LiCoO2)焼結体を用い、ボンディング前後の比抵抗並びにC量、Si量を測定した。

23 バッキングプレート
24a~24d スパッタリングターゲット
25 裏打ち部材
31a、31b、31c ボンディング材
32 スペーサー
T 隙間
Claims (5)
- Li含有酸化物スパッタリングターゲットとバッキングプレートが、ボンディング材を介して接合されたターゲット接合体において、
前記Li含有酸化物スパッタリングターゲットの曲げ強度が20MPa以上であることを特徴とするLi含有酸化物ターゲット接合体。 - 非水系の条件下で製造されたものである請求項1に記載のLi含有酸化物ターゲット接合体。
- 前記Li含有酸化物スパッタリングターゲットの比抵抗の平均値は100Ω・cm以下であり、最大値は1000Ω・cm以下である請求項1に記載のLi含有酸化物ターゲット接合体。
- 前記Li含有酸化物スパッタリングターゲットに含まれるC量およびSi量は、いずれも0.01質量%未満に抑制されたものである請求項1に記載のLi含有酸化物ターゲット接合体。
- 前記Li含有酸化物スパッタリングターゲットの表面粗さRaが0.1μm以上、3.0μm以下である請求項1に記載のLi含有酸化物ターゲット接合体。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/782,969 US9870902B2 (en) | 2013-04-30 | 2014-04-28 | Li-containing oxide target assembly |
| KR1020157031160A KR20150135530A (ko) | 2013-04-30 | 2014-04-28 | Li 함유 산화물 타겟 접합체 |
| EP14791361.0A EP2993250A4 (en) | 2013-04-30 | 2014-04-28 | Li-CONTAINING OXIDE TARGET ASSEMBLY |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013095696 | 2013-04-30 | ||
| JP2013-095696 | 2013-04-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014178382A1 true WO2014178382A1 (ja) | 2014-11-06 |
Family
ID=51843507
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/061894 WO2014178382A1 (ja) | 2013-04-30 | 2014-04-28 | Li含有酸化物ターゲット接合体 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9870902B2 (ja) |
| EP (1) | EP2993250A4 (ja) |
| JP (2) | JP6231428B2 (ja) |
| KR (1) | KR20150135530A (ja) |
| WO (1) | WO2014178382A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105245831A (zh) * | 2014-11-26 | 2016-01-13 | 天津艾思科尔科技有限公司 | 基于双目视觉的探测器 |
| US10030302B2 (en) | 2013-03-13 | 2018-07-24 | Kobelco Research Institute, Inc. | Sintered body comprising LiCoO2, sputtering target, and production method for sintered body comprising LiCoO2 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10822690B2 (en) | 2015-03-18 | 2020-11-03 | Umicore | Lithium-containing transition metal oxide target |
| JP6326396B2 (ja) * | 2015-11-10 | 2018-05-16 | 株式会社神戸製鋼所 | LiCoO2含有スパッタリングターゲットおよびLiCoO2含有焼結体 |
| JP6430427B2 (ja) * | 2016-03-17 | 2018-11-28 | Jx金属株式会社 | コバルト酸リチウム焼結体及び該焼結体を用いて作製されるスパッタリングターゲット及びコバルト酸リチウム焼結体の製造方法並びにコバルト酸リチウムからなる薄膜 |
| JP6397592B1 (ja) * | 2017-10-02 | 2018-09-26 | 住友化学株式会社 | スパッタリングターゲットの製造方法およびスパッタリングターゲット |
| US20220013342A1 (en) * | 2018-11-21 | 2022-01-13 | Sumitomo Chemical Company, Limited | Backing plate, sputtering target, and production methods therefor |
| JP2020143359A (ja) * | 2019-03-08 | 2020-09-10 | Jx金属株式会社 | スパッタリングターゲット部材の製造方法及びスパッタリングターゲット部材 |
| KR20230072292A (ko) | 2021-11-17 | 2023-05-24 | 바짐테크놀로지 주식회사 | 스퍼터링 타겟 접합체 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001026863A (ja) | 1999-07-15 | 2001-01-30 | Nikko Materials Co Ltd | スパッタリングターゲット |
| WO2008012970A1 (fr) | 2006-07-27 | 2008-01-31 | Nippon Mining & Metals Co., Ltd. | Cible d'oxyde de métal de transition contenant du lithium, procédé de fabrication associé et batterie lithium-ion secondaire en couche mince |
| WO2011086650A1 (ja) * | 2010-01-15 | 2011-07-21 | 株式会社アルバック | LiCoO2焼結体の製造方法及びスパッタリングターゲット |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4209375A (en) * | 1979-08-02 | 1980-06-24 | The United States Of America As Represented By The United States Department Of Energy | Sputter target |
| JPS63290273A (ja) | 1987-05-22 | 1988-11-28 | Furukawa Mining Co Ltd | カルコゲナイド化合物からなるスパッタリングタ−ゲットの接合方法 |
| JPH0211759A (ja) | 1988-06-30 | 1990-01-16 | Hitachi Metals Ltd | ターゲット材バッキング板接合方法 |
| JP3152108B2 (ja) | 1994-06-13 | 2001-04-03 | 東ソー株式会社 | Itoスパッタリングターゲット |
| JPH1149562A (ja) * | 1997-07-31 | 1999-02-23 | Ngk Spark Plug Co Ltd | ベータ・アルミナセラミックスの製造方法 |
| JPH11106904A (ja) * | 1997-09-29 | 1999-04-20 | Riyouka Massey Kk | スパッタリングターゲットの製造方法 |
| JP3983862B2 (ja) | 1997-10-24 | 2007-09-26 | Dowaホールディングス株式会社 | スパッタリングターゲットとその接合方法及び接合装置 |
| JPH11157844A (ja) * | 1997-11-28 | 1999-06-15 | Nippon Chem Ind Co Ltd | リチウム二次電池正極活物質用酸化コバルト |
| JP2000239838A (ja) * | 1999-02-15 | 2000-09-05 | Sony Corp | 固相拡散接合されたスパッタリングターゲット組立体およびその製造方法 |
| JP2001207256A (ja) * | 2000-01-27 | 2001-07-31 | Mitsubishi Materials Corp | スパッタ割れのない光記録媒体保護膜形成用スパッタリングターゲット |
| JP2001335925A (ja) * | 2000-05-23 | 2001-12-07 | Tosoh Corp | Ito薄膜の製造方法 |
| JP4709358B2 (ja) * | 2000-08-30 | 2011-06-22 | 株式会社東芝 | スパッタリングターゲットとそれを用いたスパッタリング装置、薄膜、および電子部品 |
| JP4820508B2 (ja) * | 2000-08-30 | 2011-11-24 | 株式会社東芝 | スパッタリングターゲットとその製造方法、スパッタリング装置、薄膜の製造方法、電子部品の製造方法 |
| JP2003155563A (ja) | 2001-11-20 | 2003-05-30 | Tosoh Corp | 長尺多分割itoスパッタリングターゲット |
| JP4415585B2 (ja) | 2003-07-18 | 2010-02-17 | 住友ベークライト株式会社 | スパッタリングターゲットの製造方法及びガスバリア性樹脂基板 |
| KR20060043427A (ko) * | 2004-03-05 | 2006-05-15 | 토소가부시키가이샤 | 원통형 스퍼터링 타겟, 세라믹 소결체와 그 제조방법 |
| US20070056850A1 (en) * | 2005-09-13 | 2007-03-15 | Applied Materials, Inc. | Large-area magnetron sputtering chamber with individually controlled sputtering zones |
| US8197781B2 (en) | 2006-11-07 | 2012-06-12 | Infinite Power Solutions, Inc. | Sputtering target of Li3PO4 and method for producing same |
| US20080110746A1 (en) * | 2006-11-09 | 2008-05-15 | Kardokus Janine K | Novel manufacturing design and processing methods and apparatus for sputtering targets |
| JP4764858B2 (ja) * | 2007-01-30 | 2011-09-07 | 株式会社リコー | 光記録媒体、スパッタリングターゲット及びその製造方法 |
| JP4843582B2 (ja) | 2007-08-17 | 2011-12-21 | 株式会社アルバック | リン酸リチウム焼結体の製造方法およびスパッタリングターゲット |
| KR101047865B1 (ko) * | 2008-05-21 | 2011-07-08 | 지에스나노텍 주식회사 | 고체전해질, 이의 제조방법 및 이를 포함하는 박막전지 |
| JP5288141B2 (ja) | 2008-05-22 | 2013-09-11 | 出光興産株式会社 | スパッタリングターゲット、それを用いたアモルファス酸化物薄膜の形成方法、及び薄膜トランジスタの製造方法 |
| JP5416991B2 (ja) * | 2009-03-03 | 2014-02-12 | Jx日鉱日石金属株式会社 | 酸化物焼結体ターゲット、該ターゲットの製造方法、透明導電膜および該透明導電膜の製造方法 |
| WO2011058867A1 (en) * | 2009-11-13 | 2011-05-19 | Semiconductor Energy Laboratory Co., Ltd. | Sputtering target and method for manufacturing the same, and transistor |
| JP5754093B2 (ja) * | 2010-07-16 | 2015-07-22 | 東ソー株式会社 | 酸化亜鉛焼結体、その製造方法、スパッタリングターゲット及び透明性膜の製造方法 |
| JP5887819B2 (ja) * | 2010-12-06 | 2016-03-16 | 東ソー株式会社 | 酸化亜鉛焼結体、それから成るスパッタリングターゲットおよび酸化亜鉛薄膜 |
| JP5672536B2 (ja) * | 2010-12-21 | 2015-02-18 | 東ソー株式会社 | 円筒形スパッタリングターゲットおよびその製造方法 |
| EP2658012B1 (en) * | 2010-12-24 | 2017-07-26 | Kyocera Corporation | Lithium rechargeable battery |
| JP5995419B2 (ja) * | 2011-09-01 | 2016-09-21 | 株式会社東芝 | スパッタリングターゲット及びそれを用いた磁気メモリの製造方法 |
| JP5969786B2 (ja) | 2012-03-21 | 2016-08-17 | 株式会社コベルコ科研 | LiCoO2焼結体およびスパッタリングターゲット、並びにその製造方法 |
| JP5969799B2 (ja) | 2012-04-11 | 2016-08-17 | 株式会社コベルコ科研 | Li含有燐酸化合物焼結体およびスパッタリングターゲット、並びにその製造方法 |
| JP5960287B2 (ja) * | 2012-12-18 | 2016-08-02 | Jx金属株式会社 | 焼結体スパッタリングターゲット |
-
2014
- 2014-04-28 US US14/782,969 patent/US9870902B2/en active Active
- 2014-04-28 KR KR1020157031160A patent/KR20150135530A/ko active Search and Examination
- 2014-04-28 EP EP14791361.0A patent/EP2993250A4/en not_active Withdrawn
- 2014-04-28 JP JP2014092534A patent/JP6231428B2/ja not_active Expired - Fee Related
- 2014-04-28 WO PCT/JP2014/061894 patent/WO2014178382A1/ja active Application Filing
-
2017
- 2017-05-23 JP JP2017101658A patent/JP2017190527A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001026863A (ja) | 1999-07-15 | 2001-01-30 | Nikko Materials Co Ltd | スパッタリングターゲット |
| WO2008012970A1 (fr) | 2006-07-27 | 2008-01-31 | Nippon Mining & Metals Co., Ltd. | Cible d'oxyde de métal de transition contenant du lithium, procédé de fabrication associé et batterie lithium-ion secondaire en couche mince |
| WO2011086650A1 (ja) * | 2010-01-15 | 2011-07-21 | 株式会社アルバック | LiCoO2焼結体の製造方法及びスパッタリングターゲット |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2993250A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10030302B2 (en) | 2013-03-13 | 2018-07-24 | Kobelco Research Institute, Inc. | Sintered body comprising LiCoO2, sputtering target, and production method for sintered body comprising LiCoO2 |
| CN105245831A (zh) * | 2014-11-26 | 2016-01-13 | 天津艾思科尔科技有限公司 | 基于双目视觉的探测器 |
| CN105245831B (zh) * | 2014-11-26 | 2019-10-08 | 天津艾思科尔科技有限公司 | 抛洒物智能检测装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20150135530A (ko) | 2015-12-02 |
| JP2014231639A (ja) | 2014-12-11 |
| JP6231428B2 (ja) | 2017-11-15 |
| US9870902B2 (en) | 2018-01-16 |
| JP2017190527A (ja) | 2017-10-19 |
| EP2993250A4 (en) | 2017-01-18 |
| US20160064200A1 (en) | 2016-03-03 |
| EP2993250A1 (en) | 2016-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6231428B2 (ja) | Li含有酸化物ターゲット接合体およびその製造方法 | |
| JP4918856B2 (ja) | パワーモジュール用基板及びパワーモジュール | |
| CN107735386B (zh) | 用于修复在半导体加工中使用的设备件的方法 | |
| US20050215073A1 (en) | Wafer supporting member | |
| WO2014080536A1 (ja) | 金属-セラミックス接合基板およびその製造方法 | |
| JP5698947B2 (ja) | 電子機器用放熱板およびその製造方法 | |
| US8609993B2 (en) | Power module substrate, power module, and method for manufacturing power module substrate | |
| JP6734033B2 (ja) | 無酸素銅板、無酸素銅板の製造方法およびセラミック配線基板 | |
| WO2007074720A1 (ja) | 半導体素子実装用基板とそれを用いた半導体装置および半導体素子実装用基板の製造方法 | |
| JP3628554B2 (ja) | スパッタリングターゲット | |
| TWI504767B (zh) | Sputtering target - support plate joint and its manufacturing method | |
| TW201212158A (en) | Electrostatic chuck | |
| TWI336504B (ja) | ||
| EP3279936B1 (en) | Method for manufacturing substrate for power module with heat sink | |
| TW201413021A (zh) | 濺鍍靶 | |
| JPH09143704A (ja) | スパッタリング用チタンターゲットおよびその製造方法 | |
| JP5849176B1 (ja) | 半導体用複合基板のハンドル基板および半導体用複合基板 | |
| TW201518527A (zh) | 矽靶材構造體之製造方法及矽靶材構造體 | |
| JP2003142567A (ja) | ウエハ載置ステージ | |
| JP7272370B2 (ja) | 窒化ケイ素基板の製造方法および窒化ケイ素基板 | |
| JP6032667B2 (ja) | 接合方法 | |
| JP3976993B2 (ja) | セラミックス基材の接合方法、セラミックス基材の接合体およびセラミックスヒーター | |
| JP4843883B2 (ja) | スパッタリングターゲット | |
| KR20180119648A (ko) | 관통 구멍의 밀봉 구조 및 밀봉 방법, 그리고 관통 구멍을 밀봉하기 위한 전사 기판 | |
| JP3880107B2 (ja) | スパッタリングターゲットとその接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14791361 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014791361 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14782969 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20157031160 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |