WO2014014120A1 - 鋼材 - Google Patents
鋼材 Download PDFInfo
- Publication number
- WO2014014120A1 WO2014014120A1 PCT/JP2013/069805 JP2013069805W WO2014014120A1 WO 2014014120 A1 WO2014014120 A1 WO 2014014120A1 JP 2013069805 W JP2013069805 W JP 2013069805W WO 2014014120 A1 WO2014014120 A1 WO 2014014120A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- phase
- less
- steel
- grain
- impact
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 91
- 239000010959 steel Substances 0.000 title claims abstract description 91
- 239000000463 material Substances 0.000 title claims abstract description 44
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 34
- 239000013078 crystal Substances 0.000 claims abstract description 26
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 24
- 229910001563 bainite Inorganic materials 0.000 claims abstract description 15
- 229910001566 austenite Inorganic materials 0.000 claims abstract description 13
- 229910052720 vanadium Inorganic materials 0.000 claims abstract description 13
- 239000000203 mixture Substances 0.000 claims abstract description 8
- 239000000126 substance Substances 0.000 claims abstract description 7
- 239000012535 impurity Substances 0.000 claims abstract description 6
- 229910052750 molybdenum Inorganic materials 0.000 abstract description 5
- 229910052804 chromium Inorganic materials 0.000 abstract description 4
- 229910052799 carbon Inorganic materials 0.000 abstract description 2
- 229910052742 iron Inorganic materials 0.000 abstract description 2
- 229910052748 manganese Inorganic materials 0.000 abstract description 2
- 229910052757 nitrogen Inorganic materials 0.000 abstract description 2
- 239000000470 constituent Substances 0.000 abstract 1
- 238000001816 cooling Methods 0.000 description 48
- 238000005336 cracking Methods 0.000 description 25
- 238000005096 rolling process Methods 0.000 description 22
- 230000000694 effects Effects 0.000 description 21
- 230000035939 shock Effects 0.000 description 19
- 239000002245 particle Substances 0.000 description 17
- 238000005098 hot rolling Methods 0.000 description 15
- 238000010521 absorption reaction Methods 0.000 description 14
- 238000000034 method Methods 0.000 description 14
- 238000010438 heat treatment Methods 0.000 description 11
- 230000008569 process Effects 0.000 description 11
- 238000005728 strengthening Methods 0.000 description 11
- 238000012360 testing method Methods 0.000 description 11
- 230000007423 decrease Effects 0.000 description 10
- 230000035945 sensitivity Effects 0.000 description 10
- 230000009471 action Effects 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 9
- 238000005482 strain hardening Methods 0.000 description 7
- 239000006104 solid solution Substances 0.000 description 6
- 238000004458 analytical method Methods 0.000 description 5
- 238000000137 annealing Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 239000010960 cold rolled steel Substances 0.000 description 5
- 238000005097 cold rolling Methods 0.000 description 5
- 238000007373 indentation Methods 0.000 description 5
- 238000001556 precipitation Methods 0.000 description 5
- 230000003068 static effect Effects 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 239000002436 steel type Substances 0.000 description 4
- 229910000794 TRIP steel Inorganic materials 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 230000008034 disappearance Effects 0.000 description 3
- 238000001887 electron backscatter diffraction Methods 0.000 description 3
- 150000001247 metal acetylides Chemical class 0.000 description 3
- 150000004767 nitrides Chemical class 0.000 description 3
- 238000007747 plating Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000001737 promoting effect Effects 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000011835 investigation Methods 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- -1 TiC and VC in steel Chemical class 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 229910001297 Zn alloy Inorganic materials 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 229910001567 cementite Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000008119 colloidal silica Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 229910001651 emery Inorganic materials 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 1
- 239000013081 microcrystal Substances 0.000 description 1
- 239000002159 nanocrystal Substances 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
- B21B3/02—Rolling special iron alloys, e.g. stainless steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
- C21D1/32—Soft annealing, e.g. spheroidising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2202/00—Physical properties
Definitions
- the present invention relates to a steel material, and more specifically, to a steel material that is suitable as a material for an impact-absorbing member, in which the occurrence of cracks during impact load application is suppressed and the effective flow stress is high.
- This application claims priority based on Japanese Patent Application No. 2012-161730 for which it applied to Japan on July 20, 2012, and uses the content here.
- Such high-strength steel materials include high-strength composites such as low-alloy TRIP steel, which has a high static difference (difference between static strength and dynamic strength), and multi-phase structure steel having a second phase mainly composed of martensite. Phase structure steels are known.
- Patent Document 1 discloses a work-induced transformation type high strength steel plate (TRIP steel plate) for absorbing automobile collision energy having excellent dynamic deformation characteristics.
- the following invention is disclosed regarding the multiphase steel sheet having the second phase mainly composed of martensite.
- Patent Document 2 discloses an average grain size ds of nanocrystal grains made of fine ferrite grains and having a crystal grain size of 1.2 ⁇ m or less, and an average crystal grain size dL of microcrystal grains having a crystal grain size exceeding 1.2 ⁇ m.
- a high-strength steel sheet that satisfies the relationship of dL / ds ⁇ 3, is excellent in strength and ductility balance, and has a static difference of 170 MPa or more is disclosed.
- Patent Document 3 discloses a steel sheet having a high static ratio, which is composed of a two-phase structure of martensite having an average particle diameter of 3 ⁇ m or less and martensite having an average particle diameter of 5 ⁇ m or less.
- Patent Document 4 discloses a cold-rolled steel sheet containing 75% or more of a ferrite phase having an average particle size of 3.5 ⁇ m or less, and the balance being tempered martensite and having excellent impact absorption characteristics.
- Patent Document 5 discloses a cold rolling method in which a pre-strain is applied to form a two-phase structure composed of ferrite and martensite and a static difference at a strain rate of 5 ⁇ 10 2 to 5 ⁇ 10 3 / s satisfies 60 MPa or more.
- a steel sheet is disclosed.
- Patent Document 6 discloses a high-strength hot-rolled steel sheet having excellent impact resistance properties consisting of 85% or more of a hard phase such as bainite and martensite.
- the steel material that is the material of the conventional shock absorbing member has the following problems. That is, in order to improve the impact absorption energy of an impact absorbing member (hereinafter also simply referred to as “member”), the strength of a steel material (hereinafter also simply referred to as “steel material”) that is a material of the impact absorbing member is increased. It is essential.
- the flow stress is a stress necessary to continue the plastic deformation at the start or after the start of the plastic deformation, and the effective flow stress is applied to the member at the time of steel plate thickness, shape, and impact. It means the plastic flow stress considering the strain rate.
- the impact absorbing energy of the impact absorbing member is in its shape. Also depends heavily on.
- the shock absorbing energy of the shock absorbing member can be dramatically reduced to a level that cannot be achieved simply by increasing the strength of the steel material. There is a possibility that can be increased.
- the shape of the shock absorbing member is optimized so as to increase the plastic deformation work, if the steel material does not have a deformability capable of withstanding the plastic deformation work, the assumed plastic deformation is completed. Before this, the impact absorbing member is cracked at an early stage. As a result, the amount of plastic deformation work cannot be increased, and the impact absorbing energy cannot be dramatically increased. Moreover, if a crack occurs in the impact absorbing member at an early stage, an unexpected situation such as damage to other members disposed adjacent to the impact absorbing member may occur.
- the optimization of the shape of the shock absorbing member is based on the deformability of the existing steel material from the beginning.
- studies have been made to improve the deformability of the steel material and optimize the shape of the shock absorbing member so as to increase the work of plastic deformation.
- the present invention provides a steel material suitable as a material for an impact-absorbing member, which has a high effective flow stress, and therefore has a high impact absorption energy, and at the same time, is suppressed from cracking when an impact load is applied. Let it be an issue.
- the work of plastic deformation can be increased, and the work of plastic deformation can be increased while suppressing the occurrence of cracks when impact load is applied so that the shape of the shock absorbing member can be optimized. It is important to increase the effective flow stress.
- the present inventors diligently studied a method for suppressing the occurrence of cracking when an impact load is applied and further increasing the effective flow stress of the steel material. I got a good knowledge.
- a ferrite is the main phase, and the balance is a multiphase structure consisting of a second phase containing one or more selected from the group consisting of bainite, martensite and austenite. It is effective.
- the present invention has been made on the basis of the above new findings, and the gist thereof is as follows.
- Chemical composition is mass%, C: more than 0.05% to 0.2%, Mn: 1% to 3%, Si: more than 0.5% to 1.8%, Al: 0.01% to 0% 0.5%, N: 0.001% to 0.015%, Ti or V and Ti total: more than 0.1% to 0.25%, Ti: 0.001% or more, Cr: 0% to 0.00% 25%, Mo: 0% to 0.35%, balance: Fe and impurities, and the steel structure is selected from the group consisting of a main phase consisting of 50 area% or more of ferrite, bainite, martensite and austenite It is a multiphase structure having a second phase containing one or more types, the average nanohardness of the second phase is less than 6.0 GPa, and the boundary where the crystal orientation difference is 2 ° or more is a grain boundary.
- the average grain size of the entire crystal grains of the main phase and the second phase Is a steel material in which the ratio of the length of the small-angle grain boundaries with a misorientation of 2 ° to less than 15 ° in the total grain boundary length is 15% or more.
- composition according to [1] which contains one or two selected from the group consisting of Cr: 0.05% to 0.25%, Mo: 0.1% to 0.35% by mass%. Steel material.
- the present invention it is possible to suppress or eliminate the occurrence of cracks in the impact absorbing member when an impact load is applied, and to obtain an impact absorbing member having a high effective flow stress. It is possible to dramatically increase the absorbed energy. By applying such a shock absorbing member, it is possible to further improve the collision safety of products such as automobiles, which is extremely useful in industry.
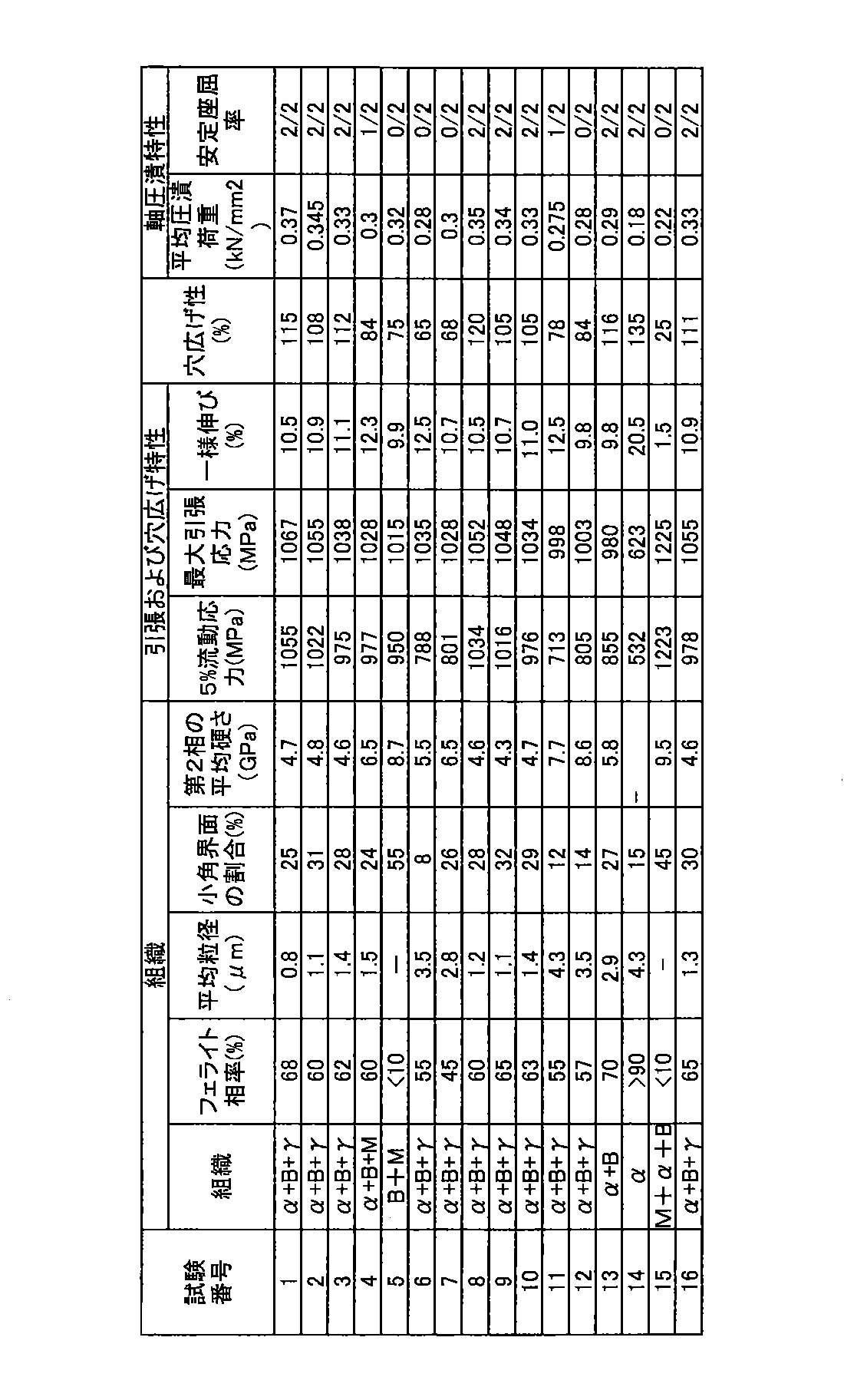
- the temperature history of a continuous annealing heat treatment is shown. It is a graph which shows the relationship between the hardness of a 2nd phase with respect to an average particle diameter, and the stable buckling rate by an axial crush test.
- ⁇ is a stable buckling without cracking
- ⁇ is a cracking with a probability of 1/2
- ⁇ is a cracking with a probability of 2/2, causing unstable buckling is there.
- C more than 0.05% to 0.2%
- C is an action that promotes the formation of bainite, martensite, and austenite contained in the second phase, an action that improves the yield strength and tensile strength by increasing the strength of the second phase, and strengthens the steel by solid solution strengthening. , Has the effect of improving yield strength and tensile strength. If the C content is 0.05% or less, it may be difficult to obtain the effect by the above-described action. Therefore, the C content is more than 0.05%. On the other hand, if the C content exceeds 0.2%, martensite and austenite may be excessively hardened, resulting in a significant decrease in local ductility. Therefore, the C content is 0.2% or less. In addition, this invention includes the case where C content is 0.2%.
- Mn 1% to 3% Mn has the effect of promoting the formation of the second phase represented by bainite and martensite, the effect of strengthening steel by solid solution strengthening to improve the yield strength and tensile strength, and the strength of ferrite by solid solution strengthening. It has the effect of improving local ductility by increasing the hardness of ferrite under strain loading conditions. If the Mn content is less than 1%, it may be difficult to obtain the effect of the above action. Therefore, the Mn content is 1% or more. Preferably it is 1.5% or more. On the other hand, if the Mn content exceeds 3%, excessive martensite and austenite may be generated, which may cause a significant decrease in local ductility. Therefore, the Mn content is 3% or less. Preferably it is 2.5% or less. The present invention includes cases where the Mn content is 1% and 3%.
- Si more than 0.5% to 1.8%, Si suppresses the formation of carbides in bainite and martensite, thereby improving the uniform ductility and local ductility, and strengthening the steel by solid solution strengthening, thereby improving the yield strength and tensile strength.
- the Si content is more than 0.5%. Preferably it is 0.8% or more, More preferably, it is 1% or more.
- the Si content exceeds 1.8%, austenite may remain excessively and the impact cracking sensitivity may be remarkably increased. Therefore, the Si content is 1.8% or less. Preferably it is 1.5% or less, More preferably, it is 1.3% or less.
- this invention includes the case where Si content is 1.8%.
- Al 0.01% to 0.5%
- Al has the effect
- the Al content is set to 0.01% or more.
- the Al content exceeds 0.5%, oxides and nitrides are coarsened, which in turn promotes impact cracking. Therefore, the Al content is 0.5% or less.
- the present invention includes cases where the Al content is 0.01% and 0.5%.
- N 0.001% to 0.015%
- N has the effect of suppressing the impact cracking by suppressing the grain growth of austenite and ferrite by forming nitrides and by refining the structure.
- the N content is 0.001% or more.
- the N content exceeds 0.015%, the nitride becomes coarse, which promotes impact cracking. Therefore, the N content is set to 0.015% or less.
- this invention includes the case where N content is 0.001% and the case of 0.015%.
- Ti or the sum of V and Ti more than 0.1% to 0.25%
- Ti and V generate carbides such as TiC and VC in steel, and have the effect of suppressing impact cracking by suppressing the coarsening of crystal grains by the pinning effect on the grain growth of ferrite. Furthermore, it has the effect
- the total content of Ti or V and Ti is 0.1% or less, it is difficult to obtain these effects. Therefore, the total content of Ti or V and Ti is made more than 0.1%. Preferably it is 0.15% or more.
- the total content of Ti or V and Ti exceeds 0.25%, TiC and VC are excessively generated, and on the contrary, the impact cracking sensitivity is increased. Therefore, the total content of Ti or V and Ti is set to 0.25% or less. Preferably it is 0.23% or less. The present invention includes the case where the total content of Ti or V and Ti is 0.25%.
- the V content may be 0%, but is preferably 0.1% or more, and more preferably 0.15% or more. From the viewpoint of reducing the impact cracking sensitivity, the V content is preferably 0.23% or less. Further, the Ti content is preferably 0.01% or less, and more preferably 0.007% or less.
- Cr 0% to 0.25%
- Cr is an optionally contained element, it has an effect of improving hardenability, promoting the formation of bainite and martensite, and strengthening steel by solid solution strengthening, and improving yield strength and tensile strength.
- Cr 0.05% or more is preferable.
- the content shall be 0.25% or less.
- this invention includes the case where content of Cr is 0.25%.
- Mo 0% to 0.35%
- Mo is an optional element, but it enhances hardenability, promotes the formation of bainite and martensite, and strengthens steel by solid solution strengthening, and improves yield strength and tensile strength.
- Mo 0.1% or more is preferable.
- the Mo content exceeds 0.35%, the martensite phase is excessively generated and the impact cracking sensitivity is increased. Therefore, when it contains Mo, the content shall be 0.35% or less.
- this invention includes the case where content of Mo is 0.35%.
- the steel material of the present invention contains the above-described essential elements, and further contains optional elements as necessary, and the balance is Fe and impurities.
- impurities include those contained in raw materials such as ore and scrap, and those contained in the production process. However, it is allowed to contain other components as long as the properties of the steel material of the present invention are not impaired.
- P and S are contained as impurities in the steel, but P and S are preferably limited as follows.
- the upper limit of P is 0.02% or less.
- the upper limit of P is 0.02%. Desirably, it is 0.015% or less.
- the upper limit of P is set to 0.005% or less.
- the upper limit of S is 0.005% on the assumption that the S content is removed within the range of realistic manufacturing processes and manufacturing costs. Desirably, it is 0.002% or less.
- the steel structure according to the present invention has a high yield strength and a high work hardening coefficient in a low strain region, thereby increasing the effective flow stress and also having impact cracking resistance. And a ferrite having fine crystal grains as a main phase, and a multiphase structure having a second phase containing one or more of bainite, martensite, and austenite having fine crystal grains.
- the area ratio of the main phase ferrite is set to 50% or more.
- the ferrite area ratio is set according to the strength level.
- the second phase contains one or more selected from the group consisting of bainite, martensite and austenite.
- the second phase may inevitably contain cementite or pearlite, but such an unavoidable structure is allowed if it is 5 area% or less.
- the area ratio of the second phase is preferably 35% or more, and more preferably 40% or more.
- the yield strength of ferrite is improved, and therefore the effective flow stress is increased. If the ferrite grain size is coarse, the yield strength is insufficient and the impact absorption energy is reduced.
- refinement of the second phase such as bainite, martensite, and austenite improves local ductility and suppresses impact cracking.
- particle size of the second phase is coarse, brittle fracture is likely to occur in the second phase when an impact load is applied, and the impact cracking sensitivity is increased.
- the average particle size is 3 ⁇ m or less. Preferably it is 2 micrometers or less.
- the average particle size is preferably finer, but there is a limit to refinement of the ferrite particle size obtained by normal rolling and heat treatment.
- the second phase is excessively refined, the plastic deformability of the second phase may decrease and the ductility may decrease instead. Therefore, the average particle size is preferably 0.5 ⁇ m or more.
- Ratio of orientation of small-angle grain boundaries with a misorientation of 2 ° to less than 15 ° in the total grain boundary length 15% or more Grain boundaries are dislocation generation sites, dislocation annihilation sites (sinks), and dislocation deposition sites. Has any role and affects the work hardening ability of steel. Of the grain boundaries, large-angle grain boundaries with an orientation difference of 15 ° or more tend to be sites for the disappearance of deposited dislocations. On the other hand, dislocation disappearance hardly occurs at a small-angle grain boundary with an orientation difference of 2 ° to less than 15 °, which contributes to an increase in dislocation density.
- the length ratio of the small-angle grain boundaries is set to 15% or more. Preferably it is 20% or more, More preferably, it is 25% or more.
- the proportion of the small angle grain boundary is preferably as high as possible, but there is a limit to the proportion of the small angle interface that can be included in a normal polycrystal. That is, it is realistic that the ratio of the length of the small-angle grain boundary is 70% or less.
- the ratio of this small-angle grain boundary can be obtained by performing EBSD (electron beam backscattering) analysis at a 1/4 depth position of the thickness of the cross section parallel to the rolling direction of the steel plate.
- EBSD electron beam backscattering
- tens of thousands of points are measured on the sample surface in the form of an equally spaced grid, and the crystal orientation is determined within each grid. Therefore, a boundary where the crystal orientation difference between adjacent grids is 2 ° or more is defined as a grain boundary, and a region surrounded by the grain boundary is defined as a crystal grain. When the misorientation is less than 2 °, no clear grain boundary is formed.
- a grain boundary having an orientation difference of 2 ° to less than 15 ° is defined as a small-angle grain boundary, and the length of a small-angle grain boundary having an orientation difference of 2 ° to less than 15 ° with respect to the total length of the grain boundary.
- the average grain size of the ferrite (main phase) and the second phase is the same as the number of crystal grains (regions surrounded by grain boundaries where the orientation difference is 2 ° or more) defined in the unit area, The equivalent circle diameter can be obtained based on the average area of the crystal grains.
- Average nano hardness of the second phase less than 6.0 GPa
- Local ductility decreases with increasing hardness of the second phase such as bainite, martensite, and austenite.
- the average nano hardness of the second phase exceeds 6.0 GPa, the impact cracking sensitivity becomes high due to the decrease in local ductility. Therefore, the average nano hardness of the second phase is 6.0 GPa or less.
- the nano hardness is a value obtained by measuring the nano hardness in the grain of each phase or structure using nano indentation.
- a cube corner indenter is used, and nano hardness obtained with an indentation load of 1000 ⁇ N is employed.
- the average nano hardness of the second phase is preferably more than 3.5 GPa, more preferably more than 4.0 GPa.
- VC and TiC are appropriately precipitated in the hot rolling process and the temperature rising process of the heat treatment process, and the coarsening of crystal grains is suppressed by the pinning effect of VC and TiC, and It is preferable to optimize the multiphase structure by subsequent heat treatment. For that purpose, it is preferable to manufacture by the following manufacturing method.
- Hot rolling step and cooling step The slab having the above chemical composition is subjected to multi-pass rolling with a total rolling reduction of 50% or more at a temperature of 1200 ° C or higher, and the hot rolling is completed in a temperature range of 800 ° C or higher and 950 ° C or lower. .
- After completion of the hot rolling it is cooled to a temperature range of 700 ° C. or less within 0.4 seconds after completion of rolling at a cooling rate of 600 ° C./second or more (this cooling is also referred to as primary cooling), and 600 ° C. or more and 700 ° C. Hold in the following temperature range for 0.4 seconds or longer. Thereafter, it is cooled to a temperature range of 500 ° C.
- this cooling is also referred to as secondary cooling
- this cooling is also referred to as secondary cooling
- further cooled to room temperature at a cooling rate of 0.03 ° C./second or less. It is a rolled steel sheet.
- the last cooling at a cooling rate of 0.03 ° C./sec or less is cooling that occurs in the coiled coil state. Therefore, when the steel sheet is a steel strip, the steel strip is wound after secondary cooling.
- the final cooling at a cooling rate of 0.03 ° C./second or less is realized.
- rapid cooling is performed to a temperature range of 700 ° C. or less within 0.4 seconds.
- the substantial completion of hot rolling means the pass in which substantial rolling was performed at the end among the multiple-pass rolling performed in the finish rolling of hot rolling.
- rapid cooling primary cooling
- rapid cooling is performed to a temperature range of 700 ° C. or lower within 0.4 seconds.
- substantial rolling is performed up to the downstream pass of the finish rolling mill, rapid cooling to a temperature range of 700 ° C.
- the primary cooling is basically performed by cooling nozzles arranged on the run-out table, but can also be performed by inter-stand cooling nozzles arranged between the passes of the finish rolling mill.
- the cooling rate of the primary cooling (600 ° C./second or more) and the cooling rate of the secondary cooling (less than 100 ° C./second) are both based on the sample surface temperature (steel plate surface temperature) measured by a thermotracer. And The cooling rate (average cooling rate) of the entire steel plate in the primary cooling is estimated to be about 200 ° C./second or more when converted from the cooling rate based on the surface temperature (600 ° C./second or more).
- the hot rolled steel sheet in which V carbide (VC) and Ti carbide (TiC) are precipitated at high density in the ferrite grain boundaries is obtained by the hot rolling process and the cooling process.
- the average particle size of VC and TiC is preferably 10 nm or more, and the average distance between VC and TiC particles is preferably 2 ⁇ m or less.
- the hot-rolled steel sheet obtained by the hot rolling step and the cooling step may be used as it is in the heat treatment step described later, but after the cold rolling, it is provided in the heat treatment step described later. Also good.
- step (C1) and (C2) The hot-rolled steel sheet obtained by the hot rolling process and the cooling process or the cold-rolled steel sheet obtained by the cold rolling process is 750 ° C. or more and 920 ° C. or more at an average heating rate of 2 ° C./second or more and 20 ° C./second or less.
- the temperature is raised to a temperature range of not higher than ° C. and held in the temperature range for 20 seconds to 100 seconds (annealing in FIG. 1).
- it is cooled to a temperature range of 440 ° C. or more and 550 ° C. or less at an average cooling rate of 5 ° C./second or more and 20 ° C./second or less, and heat treatment is performed in the temperature range for 30 seconds or more and 150 seconds or less (overaging in FIG. 1-3).
- the average cooling rate is less than 5 ° C./second, the amount of ferrite becomes excessive and it is difficult to obtain sufficient strength.
- the average cooling rate exceeds 20 ° C./second, the hard second phase is excessively generated, and the impact cracking sensitivity is increased.
- the retention after cooling is important for promoting the softening of the second phase and ensuring the average nano hardness of the second phase of less than 6.0 GPa.
- the condition of holding for 30 seconds or more and 150 seconds or less in a temperature range of 440 ° C. or more and 550 ° C. or less is not satisfied, it is difficult to obtain a desired second phase property.
- the temperature does not need to be constant, and can be changed continuously or stepwise in the temperature range of 440 ° C. or more and 550 ° C. or less (for example, overaging 1 to 3 shown in FIG. 1). reference). From the viewpoint of controlling the small-angle grain boundaries and the precipitates of V and Ti, it is preferable to change them stepwise.
- the said process is a process equivalent to what is called an overaging process in continuous annealing
- precipitation nuclei are generated by maintaining in a temperature range of 440 ° C. or higher and 480 ° C. or lower, and then 480 ° C. or higher and 550 ° C.
- fine carbides such as VC precipitated in the ferrite phase and the second phase are desirably precipitated at a high density by the overaging treatment.
- the steel material of the present invention may be a hot-rolled steel sheet or a cold-rolled steel sheet thus manufactured, or may be cut from this and subjected to appropriate processing such as bending or pressing as necessary. Good. Further, it may be a steel plate or may be plated after processing. The plating may be either electroplating or hot dipping, and the plating type is not limited, but is usually zinc or zinc alloy plating.
- the slab is reheated at 1250 ° C. within 1 hour, then subjected to 4 passes of rough hot rolling using a hot rolling tester, and further subjected to 3 passes of finish hot rolling, followed by primary cooling after the completion of rolling. And two-stage cooling was implemented and it was set as the hot rolled sheet steel.
- Table 2 shows the hot rolling conditions. Primary cooling and secondary cooling immediately after completion of rolling were performed by water cooling. By completing the secondary cooling at the coiling temperature in the table and allowing the coil to cool, cooling to room temperature was achieved at a cooling rate of 0.03 ° C./second or less. The thickness of each hot steel plate was 2 mm.
- Some of the hot-rolled steel sheets were cold-rolled and then heat-treated with the heat pattern shown in FIG. 1 and the conditions shown in Table 3 using a continuous annealing simulator.
- the temperature retention after cooling from the annealing temperature (referred to as overaging in the examples) was carried out at three different temperatures as shown in FIG. This is to increase the precipitation density of VC carbide.
- JIS No. 5 tensile test specimens were taken from the test steel sheet in the direction perpendicular to the rolling direction, and a tensile test was conducted to obtain 5% flow stress, maximum tensile strength (TS), uniform elongation (u-El). Asked.
- the 5% flow stress is a stress at the time of plastic deformation at which the strain becomes 5% in the tensile test, and is proportional to the effective flow stress, and is an index thereof.
- EBSD analysis was performed at a 1/4 depth position of the plate thickness of the cross section parallel to the rolling direction of the steel plate.
- a boundary where the crystal orientation difference is 2 ° or more was defined as a grain boundary
- the average grain size was determined without distinguishing between the main phase and the second phase
- a grain interface orientation difference map was prepared.
- the grain boundary with an orientation difference of 2 ° to less than 15 ° is defined as a small-angle grain boundary. The percentage was determined. Further, the area ratio of ferrite was obtained from the image quality map obtained by this analysis.
- the nano hardness of the second phase was determined by the nano indentation method. After the 1/4 depth position of the thickness of the cross-section specimen taken in parallel with the rolling direction is polished with emery paper, it is subjected to mechanochemical polishing with colloidal silica, and the processed layer is removed by electrolytic polishing for use in the test. did. Nanoindentation was performed using a cube corner indenter and an indentation load of 1000 ⁇ N. The indentation size at this time is 0.5 ⁇ m or less in diameter. The hardness of the second phase of each sample was randomly measured at 20 points, and the average nano hardness of each sample was determined.
- a rectangular tube member was produced using the steel plate, an axial crush test was performed at an axial collision speed of 64 km / h, and the impact absorption performance was evaluated.
- the shape of the cross section perpendicular to the axial direction of the rectangular tube member was a regular octagon, and the axial length of the rectangular tube member was 200 mm.
- the plate thickness was 1 mm, and the length of one side of the regular octagon (the length of the straight portion excluding the curved portion of the corner) (Wp) was 16 mm.
- Two such square tube members were prepared for each steel plate and subjected to an axial crush test.
- the evaluation was performed based on the average load (average value of two tests) at the time of axial crushing and the stable buckling rate.
- the stable buckling rate is a ratio with respect to the total number of test specimens in which no crack occurred in the axial crush test.
- the impact absorption energy increases, the possibility of cracking during crushing increases, and as a result, the plastic deformation work cannot be increased, and the impact absorption energy may not be increased. That is, no matter how high the average crushing load (impact absorbing performance) is, if the stable buckling rate is not good, high shock absorbing performance cannot be shown.
- FIG. 2 is a graph showing the relationship between the hardness of the second phase and the stable buckling rate with respect to the average particle diameters of test numbers 1 to 16.
- FIG. 3 is a graph showing the relationship between the particle size and the average crushing load.
- the steel material according to the present invention has a high average load of 0.29 kJ / mm 2 or more due to axial crushing. Furthermore, the stable buckling rate is 2/2, indicating good axial crushing characteristics. Therefore, it is suitable for use as a material for the above-described crash box, side member, center pillar, locker, and the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
Fave∝(σY・t2)/4
σY:有効流動応力
t:板厚
として与えられることが開示されているように、衝撃吸収エネルギーは鋼材の板厚に大きく依存する。したがって、単に鋼材を高強度化することだけでは、衝撃吸収部材について薄肉化と高衝撃吸収性能とを両立させることには限界がある。
(1)鋼材の衝撃吸収エネルギーを高めるには、5%の真ひずみを付与した際の有効流動応力(以下、「5%流動応力」と記載する。)を高めることが有効である。
(6)衝撃吸収部材において、衝撃荷重負荷時に割れが発生すると、衝撃吸収エネルギーが低下する。また、当該部材に隣接する他の部材を損傷させる場合もある。
化学組成が、質量%で、C:0.05%超~0.2%、Mn:1%~3%、Si:0.5%超~1.8%、Al:0.01%~0.5%、N:0.001%~0.015%、TiもしくはVとTiの合計:0.1%超~0.25%、Ti:0.001%以上、Cr:0%~0.25%、Mo:0%~0.35%、残部:Feおよび不純物であり、鋼組織が、50面積%以上のフェライトからなる主相と、ベイナイト、マルテンサイトおよびオーステナイトからなる群から選択される1種または2種以上を含む第2相を有する複相組織であり、前記第2相の平均ナノ硬さが6.0GPa未満であり、結晶の方位差が2°以上となる境界を粒界と定義し、この粒界で囲まれる領域を結晶粒と定義した場合において、前記主相および前記第2相の全体の結晶粒の平均粒径が3μm以下であり、全粒界の長さに占める方位差2°~15°未満の小角粒界の長さの割合が15%以上である、鋼材。
質量%で、Cr:0.05%~0.25%、Mo:0.1%~0.35%、からなる群から選択された1種または2種を含有する、[1]に記載の鋼材。
1.化学組成
なお、化学組成について以下に示す「%」は、特に説明がない限り、「質量%」を意味する。
Cは、第2相に含有されるベイナイト、マルテンサイトおよびオーステナイトの生成を促進する作用、第2相の強度を高めることにより降伏強度および引張強度を向上させる作用、固溶強化により鋼を強化し、降伏強度および引張強度を向上させる作用を有する。C含有量が0.05%以下では、上記作用による効果を得ることが困難な場合がある。したがって、C含有量は0.05%超とする。一方、C含有量が0.2%を超えると、マルテンサイトやオーステナイトが過度に硬質化して、局部延性の著しい低下を招く場合がある。したがって、C含有量は0.2%以下とする。なお、本発明はC含有量が0.2%の場合を含む。
Mnは、ベイナイトおよびマルテンサイトに代表される第2相の生成を促進する作用、固溶強化により鋼を強化し降伏強度および引張強度を向上させる作用、固溶強化によりフェライトの強度を高め、高歪負荷条件下におけるフェライトの硬度を高めることにより局部延性を向上させる作用を有する。Mn含有量が1%未満では、上記作用による効果を得ることが困難な場合がある。したがって、Mn含有量は1%以上とする。好ましくは1.5%以上である。一方、Mn含有量が3%超では、マルテンサイトやオーステナイトが過剰に生成して、局部延性の著しい低下を招く場合がある。したがって、Mn含有量は3%以下とする。好ましくは2.5%以下である。なお、本発明はMn含有量が1%の場合と3%の場合を含む。
Siは、ベイナイトやマルテンサイト中の炭化物の生成を抑制することにより、均一延性や局部延性を向上させる作用、および固溶強化により鋼を強化し、降伏強度および引張強度を向上させる作用を有する。Siの含有量が0.5%以下では、上記作用による効果を得ることが困難な場合がある。したがって、Si量は0.5%超とする。好ましくは0.8%以上、さらに好ましくは1%以上である。一方、Si含有量が1.8%を超えると、オーステナイトが過剰に残留し、衝撃割れ感受性が著しく高くなる場合がある。したがって、Si含有量は1.8%以下とする。好ましくは1.5%以下、さらに好ましくは1.3%以下である。なお、本発明はSi含有量が1.8%の場合を含む。
Alは、脱酸により鋼中の介在物の生成を抑制し、衝撃割れを防止する作用がある。しかし、Al含有量が0.01%未満では上記作用による効果を得ることが困難である。したがって、Al含有量は0.01%以上とする。一方、Al含有量が0.5%超では、酸化物や窒化物が粗大化し、かえって衝撃割れを助長する。したがって、Al含有量は0.5%以下とする。なお、本発明はAl含有量が0.01%の場合と0.5%の場合を含む。
Nは、窒化物を生成することにより、オーステナイトやフェライトの粒成長を抑制し、組織を微細化することにより、衝撃割れを抑制する作用を有する。しかし、N含有量が0.001%未満では、上記作用による効果を得ることが困難である。したがって、N含有量は0.001%以上とする。一方、N含有量が0.015%超では、窒化物が粗大化してしまい、却って衝撃割れを助長する。したがって、N含有量は0.015%以下とする。なお、本発明はN含有量が0.001%の場合と0.015%の場合を含む。
TiおよびVは、TiCやVCなどの炭化物を鋼中に生成し、フェライトの粒成長に対するピンニング効果により結晶粒の粗大化を抑制して、衝撃割れを抑制する作用を有する。さらに、TiCやVCによる析出強化により鋼を強化し、降伏強度および引張強度を向上させる作用を有する。TiもしくはVとTiの合計の含有量が0.1%以下ではこれらの作用を得ることが困難である。したがって、TiもしくはVとTiの合計の含有量は0.1%超とする。好ましくは0.15%以上である。一方、TiもしくはVとTiの合計の含有量が0.25%超では、TiCやVCが過剰に生成してしまい、かえって衝撃割れ感受性を高める。したがって、TiもしくはVとTiの合計の含有量は0.25%以下とする。好ましくは0.23%以下である。なお、本発明はTiもしくはVとTiの合計の含有量が0.25%の場合を含む。
また、これらの作用は、Tiを0.001%以上含有させることにより一層顕著となる。したがって、Tiを0.001%以上含有させることが前提である。V含有量は0%でも良いが、0.1%以上とすることが好ましく、0.15%以上とすることがさらに好ましい。衝撃割れ感受性を低減させる観点から、V含有量は0.23%以下とすることが好ましい。また、Ti含有量は0.01%以下とすることが好ましく、0.007%以下とすることがさらに好ましい。
Crは任意含有元素であるが、焼き入れ性を高め、ベイナイトやマルテンサイトの生成を促進する作用、および固溶強化により鋼を強化し、降伏強度および引張強度を向上させる作用を有する。これらの作用をより確実に得るにはCr:0.05%以上であることが好ましい。しかし、Cr含有量が0.25%を超えると、マルテンサイト相が過剰に生成し、衝撃割れ感受性を高める。したがって、Crを含有する場合は、その含有量は0.25%以下とする。なお、本発明はCrの含有量が0.25%の場合を含む。
Crと同様に、Moは任意含有元素であるが、焼き入れ性を高め、ベイナイトやマルテンサイトの生成を促進する作用、および固溶強化により鋼を強化し、降伏強度および引張強度を向上させる作用を有する。これらの作用をより確実に得るにはMo:0.1%以上であることが好ましい。しかし、Mo含有量が0.35%を超えると、マルテンサイト相が過剰に生成し、衝撃割れ感受性を高める。したがって、Moを含有する場合は、その含有量は0.35%以下とする。なお、本発明はMoの含有量が0.35%の場合を含む。
Pは、粒界を脆弱にし、熱間加工性の悪化を招く。そこで、Pの上限は0.02%以下とする。P含有量は少なければ少ないほど望ましいが、現実的な製造工程と製造コストの範囲内で脱Pすることを前提にすれば、Pの上限は0.02%である。望ましくは0.015%以下である。
Sは、粒界を脆弱にし、熱間加工性や延性の劣化を招く。そこで、Pの上限は0.005%以下とする。S含有量は少なければ少ないほど望ましいが、現実的な製造工程と製造コストの範囲内で脱Sすることを前提にすれば、Sの上限は0.005%である。望ましくは0.002%以下である。
(1)複相組織
本発明に係る鋼組織は、高い降伏強度と低ひずみ域での高い加工硬化係数とを得ることで有効流動応力を高め、且つ、耐衝撃割れ性を兼ね備えるために、結晶粒が微細なフェライトを主相とし、さらに、結晶粒が微細なベイナイト、マルテンサイト、およびオーステナイトの1種または2種以上を含有する第2相を有する複相組織とする。
本発明が対象とする鋼材は、フェライトおよび第2相の全体の結晶粒の平均粒径を3μm以下とする。このような微細組織は圧延と熱処理の工夫で得られ、その場合、主相と第2相のどちらも微細化される。また、このような微細組織では、主相であるフェライトと第2相の各々について平均粒径を求めることは困難である。このため、本発明においては、主相であるフェライトと第2相との全体の平均粒径を規定する。
粒界は転位生成サイト、転位消滅サイト(シンク)および転位堆積サイトのいずれかの役割を有し、鋼材の加工硬化能に影響する。粒界のうち、方位差15°以上の大角粒界は堆積した転位の消滅サイトになりやすい。一方、方位差2°~15°未満の小角粒界では転位の消滅が起こりにくく、転位密度の増加に寄与する。したがって、低ひずみ域での加工硬化係数を高め、有効流動応力を増加させるには、上記小角粒界の割合を高める必要がある。上記小角粒界の長さの割合が15%未満では、低ひずみ域で加工硬化係数を高め、有効流動応力を増加させることが困難である。したがって、上記小角粒界の長さの割合を15%以上とする。好ましくは20%以上であり、さらに好ましくは25%以上である。上記小角粒界の割合は高ければ高いほど好ましいが、通常の多結晶体で有しうる小角界面の割合には限界がある。すなわち、上記小角粒界の長さの割合は70%以下とするのが現実的である。
ベイナイト、マルテンサイトおよびオーステナイトなどの第2相の硬さの増加とともに、局部延性が低下する。具体的には、第2相の平均ナノ硬さが6.0GPaを超えると局部延性の低下により衝撃割れ感受性が高くなる。したがって、第2相の平均ナノ硬さは6.0GPa以下とする。
本発明の鋼材を得るには、熱間圧延工程と熱処理工程の昇温過程とでVCやTiCを適正に析出させ、VCやTiCによるピンニング効果により結晶粒の粗大化を抑制するとともに、その後の熱処理で複相組織の最適化を図ることが好ましい。そのためには以下の製造方法により製造することが好ましい。
上記化学組成を有するスラブを1200℃以上として総圧下率50%以上の多パス圧延を施し、800℃以上950℃以下の温度域で熱間圧延を完了する。熱間圧延を完了後、600℃/秒以上の冷却速度で圧延完了後0.4秒間以内に700℃以下の温度域まで冷却し(この冷却を一次冷却ともいう。)、600℃以上700℃以下の温度域に0.4秒間以上保持する。その後、100℃/秒未満の冷却速度で500℃以下の温度域まで冷却し(この冷却を二次冷却ともいう。)、さらに0.03℃/秒以下の冷却速度で室温まで冷却して熱延鋼板とする。最後の0.03℃/秒以下の冷却速度での冷却は、巻取ったコイル状態で起こる冷却であるので、鋼板が鋼帯である場合には、二次冷却後に鋼帯を巻取ることで、最後の0.03℃/秒以下の冷却速度での冷却が実現される。
上記熱間圧延工程および冷却工程により得られた熱延鋼板は、そのまま後述する熱処理工程に供してもよいが、冷間圧延を施した後に後述する熱処理工程に供してもよい。
上記熱間圧延工程および冷却工程により得られた熱延鋼板または上記冷間圧延工程により得られた冷延鋼板を、2℃/秒以上20℃/秒以下の平均昇温速度で750℃以上920℃以下の温度域まで昇温して該温度域に20秒間以上100秒間以下保持する(図1の焼鈍)。次いで5℃/秒以上20℃/秒以下の平均冷却速度で440℃以上550℃以下の温度域まで冷却して該温度域で30秒間以上150秒間以下保持する熱処理を施す(図1の過時効1~3)。



まず、供試鋼板から、圧延方向と垂直方向にJIS5号引張試験片を採取し、引張試験を行うことにより、5%流動応力、最大引張強さ(TS)、一様伸び(u-El)を求めた。5%流動応力とは、引張試験において歪みが5%となる塑性変形時の応力であり、有効流動応力と比例関係にあり、その指標となる。
T 1001-1996に準じて穴拡げ試験を行い、穴拡げ率を求めた。
また、試験番号1~16の平均粒径に対する、第2相の硬さと安定座屈率の関係を図2にグラフで示す。図3は、粒径と平均圧潰荷重との関係を示すグラフである。
Claims (2)
- 化学組成が、質量%で、
C:0.05%超~0.2%、
Mn:1%~3%、
Si:0.5%超~1.8%、
Al:0.01%~0.5%、
N:0.001%~0.015%、
TiもしくはVとTiの合計:0.1%超~0.25%、
Ti:0.001%以上、
Cr:0%~0.25%、
Mo:0%~0.35%、
残部:Feおよび不純物であり、
鋼組織が、50面積%以上のフェライトからなる主相と、ベイナイト、マルテンサイトおよびオーステナイトからなる群から選択される1種または2種以上を含む第2相を有する複相組織であり、
前記第2相の平均ナノ硬さが6.0GPa未満であり、
結晶の方位差が2°以上となる境界を粒界と定義し、この粒界で囲まれる領域を結晶粒と定義した場合において、前記主相および前記第2相の全体の結晶粒の平均粒径が3μm以下であり、全粒界の長さに占める方位差2°~15°未満の小角粒界の長さの割合が15%以上である、鋼材。 - 質量%で、
Cr:0.05%~0.25%、
Mo:0.1%~0.35%、
からなる群から選択された1種または2種を含有する、請求項1に記載の鋼材。
Priority Applications (13)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2015000770A MX2015000770A (es) | 2012-07-20 | 2013-07-22 | Material de acero. |
| JP2014510326A JP5660250B2 (ja) | 2012-07-20 | 2013-07-22 | 鋼材 |
| EP13819269.5A EP2876178B1 (en) | 2012-07-20 | 2013-07-22 | Steel material |
| US14/391,417 US10378090B2 (en) | 2012-07-20 | 2013-07-22 | Steel material |
| BR112015000845A BR112015000845A2 (pt) | 2012-07-20 | 2013-07-22 | material de aço |
| KR1020147036128A KR20150013891A (ko) | 2012-07-20 | 2013-07-22 | 강재 |
| CA2878685A CA2878685C (en) | 2012-07-20 | 2013-07-22 | Steel material |
| PL13819269T PL2876178T3 (pl) | 2012-07-20 | 2013-07-22 | Materiał stalowy |
| IN8577DEN2014 IN2014DN08577A (ja) | 2012-07-20 | 2013-07-22 | |
| ES13819269T ES2828084T3 (es) | 2012-07-20 | 2013-07-22 | Material de acero |
| RU2015105394/02A RU2599933C2 (ru) | 2012-07-20 | 2013-07-22 | Стальной материал |
| CN201380037672.3A CN104471094B (zh) | 2012-07-20 | 2013-07-22 | 钢材 |
| ZA2015/00132A ZA201500132B (en) | 2012-07-20 | 2015-01-08 | Steel material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-161730 | 2012-07-20 | ||
| JP2012161730 | 2012-07-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014014120A1 true WO2014014120A1 (ja) | 2014-01-23 |
Family
ID=49948940
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/069805 WO2014014120A1 (ja) | 2012-07-20 | 2013-07-22 | 鋼材 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US10378090B2 (ja) |
| EP (1) | EP2876178B1 (ja) |
| JP (1) | JP5660250B2 (ja) |
| KR (1) | KR20150013891A (ja) |
| CN (1) | CN104471094B (ja) |
| BR (1) | BR112015000845A2 (ja) |
| CA (1) | CA2878685C (ja) |
| ES (1) | ES2828084T3 (ja) |
| IN (1) | IN2014DN08577A (ja) |
| MX (1) | MX2015000770A (ja) |
| PL (1) | PL2876178T3 (ja) |
| RU (1) | RU2599933C2 (ja) |
| TW (1) | TWI484049B (ja) |
| WO (1) | WO2014014120A1 (ja) |
| ZA (1) | ZA201500132B (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI570248B (zh) * | 2015-08-24 | 2017-02-11 | Nippon Steel & Sumitomo Metal Corp | Steel plate |
| CN107406933A (zh) * | 2015-02-25 | 2017-11-28 | 新日铁住金株式会社 | 热轧钢板 |
| US20170349967A1 (en) * | 2015-02-20 | 2017-12-07 | Nippon Steel & Sumitomo Metal Corporation | Hot-rolled steel sheet |
| WO2018026016A1 (ja) * | 2016-08-05 | 2018-02-08 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| WO2018026015A1 (ja) * | 2016-08-05 | 2018-02-08 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| WO2018026014A1 (ja) * | 2016-08-05 | 2018-02-08 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| WO2018026013A1 (ja) * | 2016-08-05 | 2018-02-08 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| JP2020059919A (ja) * | 2018-10-09 | 2020-04-16 | 日本製鉄株式会社 | 鋼材およびその製造方法 |
| US10689737B2 (en) | 2015-02-25 | 2020-06-23 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US10913988B2 (en) | 2015-02-20 | 2021-02-09 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US11512359B2 (en) | 2017-11-24 | 2022-11-29 | Nippon Steel Corporation | Hot rolled steel sheet and method for producing same |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2016015580A (es) | 2014-05-29 | 2017-03-23 | Nippon Steel & Sumitomo Metal Corp | Meterial de acero tratado termicamente y metodo para producirlo. |
| PL3150736T3 (pl) * | 2014-05-29 | 2020-03-31 | Nippon Steel Corporation | Materiał stalowy poddany obróbce cieplnej i sposób jego wytwarzania |
| MX2018009203A (es) * | 2016-01-28 | 2019-06-20 | Nippon Steel & Sumitomo Metal Corp | Producto formado tipo panel, puerta de vehículo y método para la fabricación de un producto formado tipo panel. |
| CN108396246B (zh) * | 2017-02-08 | 2020-09-01 | 鞍钢股份有限公司 | 一种高碳钢盘条及其网状渗碳体析出控制方法 |
| RU2649887C1 (ru) * | 2017-05-10 | 2018-04-05 | Акционерное общество "Концерн "Центральный научно-исследовательский институт "Электроприбор" | Способ определения координат (пеленга и дистанции) и параметров движения (курса и скорости) морской шумящей цели |
| WO2019092483A1 (en) | 2017-11-10 | 2019-05-16 | Arcelormittal | Cold rolled and heat treated steel sheet and a method of manufacturing thereof |
| WO2019103120A1 (ja) * | 2017-11-24 | 2019-05-31 | 日本製鉄株式会社 | 熱延鋼板及びその製造方法 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1180879A (ja) | 1997-07-15 | 1999-03-26 | Nippon Steel Corp | 動的変形特性に優れた加工誘起変態型高強度鋼板 |
| JPH11269606A (ja) | 1998-03-19 | 1999-10-05 | Kobe Steel Ltd | 耐衝撃特性に優れた高強度熱延鋼板およびその製造方法 |
| JP2000017385A (ja) | 1998-06-29 | 2000-01-18 | Nippon Steel Corp | 動的変形特性に優れたデュアルフェーズ型高強度冷延鋼板とその製造方法 |
| JP2004084074A (ja) | 2003-12-08 | 2004-03-18 | Jfe Steel Kk | 耐衝撃性に優れる熱延鋼板 |
| JP2004277858A (ja) | 2003-03-18 | 2004-10-07 | Jfe Steel Kk | 超微細粒組織を有し衝撃吸収特性に優れる冷延鋼板およびその製造方法 |
| WO2005010398A1 (ja) | 2003-07-28 | 2005-02-03 | Sumitomo Metal Industries, Ltd. | 衝撃吸収部材 |
| WO2005010397A1 (ja) | 2003-07-28 | 2005-02-03 | Sumitomo Metal Industries, Ltd. | 衝撃吸収部材 |
| WO2005010396A1 (ja) | 2003-07-28 | 2005-02-03 | Sumitomo Metal Industries, Ltd. | 衝撃吸収部材 |
| JP2006161077A (ja) | 2004-12-03 | 2006-06-22 | Honda Motor Co Ltd | 高強度鋼板及びその製造方法 |
| JP2009167467A (ja) * | 2008-01-16 | 2009-07-30 | Sumitomo Metal Ind Ltd | 曲げ性に優れた高強度冷延鋼板 |
| JP2011214073A (ja) * | 2010-03-31 | 2011-10-27 | Sumitomo Metal Ind Ltd | 冷延鋼板およびその製造方法 |
| JP2012001773A (ja) * | 2010-06-17 | 2012-01-05 | Sumitomo Metal Ind Ltd | 鋼材および衝撃吸収部材 |
| JP2012007649A (ja) * | 2010-06-23 | 2012-01-12 | Sumitomo Metal Ind Ltd | 衝撃吸収部材 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE60018940D1 (de) * | 2000-04-21 | 2005-04-28 | Nippon Steel Corp | Stahlblech mit hervorragender gratbearbeitbarkeit bei gleichzeitiger hoher ermüdungsfestigeit und verfahren zu dessen herstellung |
| TWI290177B (en) | 2001-08-24 | 2007-11-21 | Nippon Steel Corp | A steel sheet excellent in workability and method for producing the same |
| JP4501699B2 (ja) * | 2004-02-18 | 2010-07-14 | Jfeスチール株式会社 | 深絞り性と伸びフランジ性に優れた高強度鋼板およびその製造方法 |
| JP4408386B2 (ja) * | 2004-04-19 | 2010-02-03 | 新日本製鐵株式会社 | 結晶粒の微細な複合組織高張力鋼 |
| EP1995336A1 (fr) * | 2007-05-16 | 2008-11-26 | ArcelorMittal France | Acier à faible densité présentant une bonne aptitude à l'emboutissage |
| KR101482258B1 (ko) * | 2007-12-26 | 2015-01-13 | 주식회사 포스코 | 열간성형 가공성이 우수한 고강도 열연강판 및 이를 이용한성형품 및 그 제조방법 |
| JP5438302B2 (ja) | 2008-10-30 | 2014-03-12 | 株式会社神戸製鋼所 | 加工性に優れた高降伏比高強度の溶融亜鉛めっき鋼板または合金化溶融亜鉛めっき鋼板とその製造方法 |
| EP2631314B1 (en) * | 2010-10-18 | 2019-09-11 | Nippon Steel Corporation | Hot-rolled, cold-rolled, and plated steel sheet having improved uniform and local ductility at a high strain rate |
-
2013
- 2013-07-22 CA CA2878685A patent/CA2878685C/en not_active Expired - Fee Related
- 2013-07-22 TW TW102126112A patent/TWI484049B/zh not_active IP Right Cessation
- 2013-07-22 RU RU2015105394/02A patent/RU2599933C2/ru not_active IP Right Cessation
- 2013-07-22 EP EP13819269.5A patent/EP2876178B1/en active Active
- 2013-07-22 IN IN8577DEN2014 patent/IN2014DN08577A/en unknown
- 2013-07-22 MX MX2015000770A patent/MX2015000770A/es unknown
- 2013-07-22 KR KR1020147036128A patent/KR20150013891A/ko active Search and Examination
- 2013-07-22 WO PCT/JP2013/069805 patent/WO2014014120A1/ja active Application Filing
- 2013-07-22 US US14/391,417 patent/US10378090B2/en not_active Expired - Fee Related
- 2013-07-22 CN CN201380037672.3A patent/CN104471094B/zh not_active Expired - Fee Related
- 2013-07-22 BR BR112015000845A patent/BR112015000845A2/pt active Search and Examination
- 2013-07-22 PL PL13819269T patent/PL2876178T3/pl unknown
- 2013-07-22 ES ES13819269T patent/ES2828084T3/es active Active
- 2013-07-22 JP JP2014510326A patent/JP5660250B2/ja active Active
-
2015
- 2015-01-08 ZA ZA2015/00132A patent/ZA201500132B/en unknown
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1180879A (ja) | 1997-07-15 | 1999-03-26 | Nippon Steel Corp | 動的変形特性に優れた加工誘起変態型高強度鋼板 |
| JPH11269606A (ja) | 1998-03-19 | 1999-10-05 | Kobe Steel Ltd | 耐衝撃特性に優れた高強度熱延鋼板およびその製造方法 |
| JP2000017385A (ja) | 1998-06-29 | 2000-01-18 | Nippon Steel Corp | 動的変形特性に優れたデュアルフェーズ型高強度冷延鋼板とその製造方法 |
| JP2004277858A (ja) | 2003-03-18 | 2004-10-07 | Jfe Steel Kk | 超微細粒組織を有し衝撃吸収特性に優れる冷延鋼板およびその製造方法 |
| WO2005010396A1 (ja) | 2003-07-28 | 2005-02-03 | Sumitomo Metal Industries, Ltd. | 衝撃吸収部材 |
| WO2005010398A1 (ja) | 2003-07-28 | 2005-02-03 | Sumitomo Metal Industries, Ltd. | 衝撃吸収部材 |
| WO2005010397A1 (ja) | 2003-07-28 | 2005-02-03 | Sumitomo Metal Industries, Ltd. | 衝撃吸収部材 |
| JP2004084074A (ja) | 2003-12-08 | 2004-03-18 | Jfe Steel Kk | 耐衝撃性に優れる熱延鋼板 |
| JP2006161077A (ja) | 2004-12-03 | 2006-06-22 | Honda Motor Co Ltd | 高強度鋼板及びその製造方法 |
| JP2009167467A (ja) * | 2008-01-16 | 2009-07-30 | Sumitomo Metal Ind Ltd | 曲げ性に優れた高強度冷延鋼板 |
| JP2011214073A (ja) * | 2010-03-31 | 2011-10-27 | Sumitomo Metal Ind Ltd | 冷延鋼板およびその製造方法 |
| JP2012001773A (ja) * | 2010-06-17 | 2012-01-05 | Sumitomo Metal Ind Ltd | 鋼材および衝撃吸収部材 |
| JP2012007649A (ja) * | 2010-06-23 | 2012-01-12 | Sumitomo Metal Ind Ltd | 衝撃吸収部材 |
Non-Patent Citations (1)
| Title |
|---|
| JOURNAL OF THE JAPAN SOCIETY FOR TECHNOLOGY OF PLASTICITY, vol. 46, no. 534, pages 641 - 645 |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170349967A1 (en) * | 2015-02-20 | 2017-12-07 | Nippon Steel & Sumitomo Metal Corporation | Hot-rolled steel sheet |
| US11401571B2 (en) * | 2015-02-20 | 2022-08-02 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US10913988B2 (en) | 2015-02-20 | 2021-02-09 | Nippon Steel Corporation | Hot-rolled steel sheet |
| EP3263731A4 (en) * | 2015-02-25 | 2019-01-16 | Nippon Steel & Sumitomo Metal Corporation | SHEET OR SHEET OF HOT-ROLLED STEEL |
| CN107406933A (zh) * | 2015-02-25 | 2017-11-28 | 新日铁住金株式会社 | 热轧钢板 |
| US10752972B2 (en) | 2015-02-25 | 2020-08-25 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US10689737B2 (en) | 2015-02-25 | 2020-06-23 | Nippon Steel Corporation | Hot-rolled steel sheet |
| TWI570248B (zh) * | 2015-08-24 | 2017-02-11 | Nippon Steel & Sumitomo Metal Corp | Steel plate |
| WO2018026013A1 (ja) * | 2016-08-05 | 2018-02-08 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| JP6354917B2 (ja) * | 2016-08-05 | 2018-07-11 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| JP6358407B2 (ja) * | 2016-08-05 | 2018-07-18 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| JPWO2018026014A1 (ja) * | 2016-08-05 | 2018-08-02 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| JPWO2018026016A1 (ja) * | 2016-08-05 | 2018-08-02 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| JPWO2018026013A1 (ja) * | 2016-08-05 | 2018-08-02 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| JPWO2018026015A1 (ja) * | 2016-08-05 | 2018-08-02 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| JP6354916B2 (ja) * | 2016-08-05 | 2018-07-11 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| US11649531B2 (en) | 2016-08-05 | 2023-05-16 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| JP6358406B2 (ja) * | 2016-08-05 | 2018-07-18 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| WO2018026014A1 (ja) * | 2016-08-05 | 2018-02-08 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| US10889879B2 (en) | 2016-08-05 | 2021-01-12 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| WO2018026015A1 (ja) * | 2016-08-05 | 2018-02-08 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| US11230755B2 (en) | 2016-08-05 | 2022-01-25 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| US11236412B2 (en) | 2016-08-05 | 2022-02-01 | Nippon Steel Corporation | Steel sheet and plated steel sheet |
| WO2018026016A1 (ja) * | 2016-08-05 | 2018-02-08 | 新日鐵住金株式会社 | 鋼板及びめっき鋼板 |
| US11512359B2 (en) | 2017-11-24 | 2022-11-29 | Nippon Steel Corporation | Hot rolled steel sheet and method for producing same |
| JP2020059919A (ja) * | 2018-10-09 | 2020-04-16 | 日本製鉄株式会社 | 鋼材およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2876178B1 (en) | 2020-09-16 |
| CN104471094B (zh) | 2019-02-26 |
| JPWO2014014120A1 (ja) | 2016-07-07 |
| PL2876178T3 (pl) | 2021-01-25 |
| IN2014DN08577A (ja) | 2015-05-22 |
| CN104471094A (zh) | 2015-03-25 |
| BR112015000845A2 (pt) | 2017-06-27 |
| CA2878685C (en) | 2017-06-06 |
| KR20150013891A (ko) | 2015-02-05 |
| CA2878685A1 (en) | 2014-01-23 |
| TW201413009A (zh) | 2014-04-01 |
| TWI484049B (zh) | 2015-05-11 |
| RU2599933C2 (ru) | 2016-10-20 |
| EP2876178A1 (en) | 2015-05-27 |
| ES2828084T3 (es) | 2021-05-25 |
| US10378090B2 (en) | 2019-08-13 |
| MX2015000770A (es) | 2015-05-07 |
| RU2015105394A (ru) | 2016-09-10 |
| US20150071812A1 (en) | 2015-03-12 |
| JP5660250B2 (ja) | 2015-01-28 |
| ZA201500132B (en) | 2016-01-27 |
| EP2876178A4 (en) | 2016-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5660250B2 (ja) | 鋼材 | |
| US9809874B2 (en) | Steel sheet suitable for impact absorbing member and method for its manufacture | |
| EP2695961B1 (en) | High-strength steel sheet excellent in workability and manufacturing method thereof | |
| JP5610102B2 (ja) | 鋼材 | |
| JP6364755B2 (ja) | 衝撃吸収特性に優れた高強度鋼材 | |
| WO2011135997A1 (ja) | 動的強度に優れた複相熱延鋼板およびその製造方法 | |
| JP5880235B2 (ja) | 鋼板の製造方法 | |
| WO2014087511A1 (ja) | 鋼材および衝撃吸収部材 | |
| JP2013216945A (ja) | 鋼板および衝撃吸収部材 | |
| KR102286270B1 (ko) | 고강도 냉연 강판과 그의 제조 방법 | |
| JP2012197516A (ja) | 熱延鋼板の製造方法 | |
| JP6322973B2 (ja) | 衝撃吸収特性に優れた高強度鋼 | |
| JP5240407B2 (ja) | 動的強度に優れた複相熱延鋼板およびその製造方法 | |
| JP6379731B2 (ja) | 高強度鋼材およびその製造方法 | |
| CN117616144A (zh) | 冷轧钢板及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2014510326 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13819269 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14391417 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20147036128 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2878685 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201500205 Country of ref document: ID |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2015/000770 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013819269 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2015105394 Country of ref document: RU Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112015000845 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112015000845 Country of ref document: BR Kind code of ref document: A2 Effective date: 20150114 |