EP1995336A1 - Acier à faible densité présentant une bonne aptitude à l'emboutissage - Google Patents
Acier à faible densité présentant une bonne aptitude à l'emboutissage Download PDFInfo
- Publication number
- EP1995336A1 EP1995336A1 EP07290624A EP07290624A EP1995336A1 EP 1995336 A1 EP1995336 A1 EP 1995336A1 EP 07290624 A EP07290624 A EP 07290624A EP 07290624 A EP07290624 A EP 07290624A EP 1995336 A1 EP1995336 A1 EP 1995336A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- rolled
- temperature
- rolling
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular fabrication or treatment of ingot or slab
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular fabrication or treatment of ingot or slab
- C21D8/0215—Rapid solidification; Thin strip casting
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/041—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing involving a particular fabrication or treatment of ingot or slab
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/041—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing involving a particular fabrication or treatment of ingot or slab
- C21D8/0415—Rapid solidification; Thin strip casting
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0421—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the working steps
- C21D8/0426—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0421—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the working steps
- C21D8/0436—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
Definitions
- the invention relates to a ferritic sheet of hot-rolled or cold-rolled steel, having a strength greater than 400 MPa and a density of less than about 7.3, and its manufacturing process.
- the microstructure at ambient temperature of the steels consists of an equiaxed ferrite matrix whose average grain size is less than 50 micrometers.
- Aluminum is mainly in solid solution in this matrix based on iron.
- These steels contain kappa precipitates (" ⁇ ") which are a ternary Fe 3 AlC x intermetallic phase. The presence of these precipitates in the ferritic matrix leads to a significant hardening.
- ⁇ precipitates must not be present in the form of a marked intergranular precipitation under penalty of a significant reduction in ductility: the inventors have shown that the ductility was reduced when the linear fraction of ferritic grain boundaries which present K precipitation was greater than or equal to 30%.
- this linear fraction f is given to the figure 1 : If we consider a particular grain whose contour is limited by successive grain boundaries of length L 1 , L 2 , .. L i , observations by microscopy show that this grain may have precipitates K along the joints over a length d 1 , ..d i ...
- the linear fraction comprising precipitates K is defined by the expression f: ⁇ s di means the total length of grain boundaries with precipitated ⁇ , relative to the surface (S) considered.
- ⁇ s Li represents the total length of the grain boundaries relative to the surface (S) considered.
- the expression f thus translates the degree of recovery of the ferritic grain boundaries by a precipitation K.
- the semi-finished products were heated to a temperature of 1220 ° C. and hot-rolled to obtain a sheet having a thickness of about 3.5 mm.
- the references I1-a, I1-b, I1-c, I1-d, 11-e designate, for example, five steel sheets manufactured under different conditions from the composition 11.
- Table 2 details the conditions of the successive hot rolling stages: The number N of rolling steps carried out at a hot rolling temperature greater than 1050 ° C. - Of these, the number N i of rolling steps whose reduction rate is greater than 30% The time t i flowing between each of the steps N i , and the rolling step immediately succeeding each of these - The end of rolling temperature T FL - The time interval tp flowing on cooling between 850 and 700 ° C - The winding temperature T bob Table 2: Manufacturing conditions during hot rolling landmark NOT N i t i (s) TFL (° C) tp (s) Tbob (° C) 14.5 11a I 4 3 20.6 900 21 700 26.8 2 I1b R 6 2 2 2 2 900 21 700 I1c R 4 1 8 900 1.3 700 26.5 i 1d I 5 3 23.5 900 21 700 20 7.7 5.2 I1E R 7 5 3.5 1050 20 700 3 2.5 i3a I 4 2 10 950 20 700 11 i3b
- Table 3 shows the density measured on the plates of Table 2 and certain mechanical and microstructural characteristics.
- the resistance Rm, the uniform elongation Au, the elongation at break A t, have thus been measured in the cross-machine direction with respect to rolling.
- the IV grain size was also measured by the method of linear intercepts according to the NF EN ISO 643 standard on a surface perpendicular to the direction transverse to the rolling. The measurement of d IV was carried out in the direction perpendicular to the thickness of the sheet. In order to obtain increased mechanical properties, it is more particularly desired to obtain a grain size of IV less than 100 microns.
- Table 3 Properties of hot-rolled sheets obtained from I1 and I3 steels.
- the steel sheets according to the invention are characterized by a grain size IV less than 100 micrometers and have a strength ranging from 505 to 645 MPa.
- the sheet I1c was laminated with an insufficient number of rolling steps with a rate greater than 30%, a time interpasse and a time interval t P too short.
- the consequences are identical to those noted on sheets I1b and I1e.
- the time interval tp being too low, a hardening precipitation of K precipitates and TiC carbides occurs only partially, which does not make it possible to take full advantage of the curing possibilities.
- the steel R1 has an insufficient titanium content which leads to a solid solution carbon content that is too high: the folding ability is then reduced.
- Steel R2 has an insufficient aluminum content which does not allow to obtain a density lower than 7.3.
- R3, R4, R5 and R6 steels contain too much aluminum and possibly carbon: their ductility is reduced due to the excessive precipitation of intermetallic phases or carbides
- Example 2 Cold-rolled and annealed sheets
- references I3a1, I3a2, 13a3, 13a4 designate four steel sheets manufactured under different conditions of cold rolling and annealing from the hot-rolled sheet 13a.
- Table 5 Production conditions for cold-rolled and annealed sheets landmark Ability to rolling to cold T ' V
- No satisfactory (cracks in cross-direction) I according to the invention.
- R reference Underlined Values: Not in accordance with the invention.
- Table 6 shows some of the mechanical, chemical, microstructural and sheet density characteristics of Table 5. This was measured by transverse tensile tests with respect to rolling, the yield strength Re, the resistance Rm, the uniform elongation Au, the elongation at break A t . By means of scanning electron microscopy observations, the presence of cleavage facets on the rupture surfaces of the test specimens was noted.
- the soil sol carbon content in solid solution was also measured.
- the ability to bend and press was evaluated. It was also noted the possible presence of scuffing consecutive deformations.
- microstructure of these recrystallized sheets consists of equiaxed ferrite whose average ⁇ - grain size was measured in the transverse rolling direction. The rate of recovery of ferritic grain boundaries by K precipitation was also measured using the Aphelion TM image analysis software .
- Table 6 Mechanical properties of cold-rolled and annealed sheets obtained from I1 and I3 steels.
- the steel sheets I1a1 and I3a1 have a solid solution carbon content, a ferritic equiaxed grain size, and a grain boundary recovery ratio that satisfies the conditions of the invention. As a result, the ability to bend, stamping, scratch resistance of these sheets, is high.
- the figure 4 illustrates the microstructure of the steel sheet I1a1 according to the invention.
- the figure 5 illustrates the microstructure of another steel sheet according to the invention, I3a1: note the presence of K precipitates of which only a small amount is present in intergranular form, which allows to maintain a high ductility.
- the steel sheet I1a2 was cooled at a too high speed after annealing: the carbon is then completely in solid solution, which causes a reduction in ductility of the matrix resulting in the local presence of fragile areas on the plates. facies of rupture.
- the sheet 13a2 has been cooled too fast and also leads to an excessive content of solid solution.
- the figure 6 illustrates the microstructure of the sheet I3a3: it was annealed at too high a temperature T ': the ⁇ precipitates present before the annealing were dissolved, their subsequent precipitation after cooling intervened in an excessive amount of intergranular form. This results in the local presence of fragile beaches on fracture facies.
- the I3a4 sheet was also annealed at a temperature which causes partial dissolution of the precipitates K.
- the carbon content in solid solution is excessive.
- the steel sheet I1c1 was made from a hot-rolled sheet not satisfying the requirements of the invention: the equiaxial grain size is too large, the crimping resistance and the stamping ability are insufficient.
- the hot-rolled sheet I3b which does not satisfy the criteria of the invention, is not suitable for deformation since transverse cracks appear during cold rolling.
- the steels according to the invention have good continuous galvanizing properties, in particular during an annealing cycle at 800 ° C. with a dew point temperature higher than -20 ° C.
- the steels according to the invention thus have a combination of properties (density, mechanical strength, deformability, weldability, coating) particularly interesting. These steel sheets are used with advantage for the manufacture of skin parts or structure in the automotive field.
Abstract
Description
- L'invention concerne une tôle ferritique d'acier laminée à chaud ou à froid, possédant une résistance supérieure à 400 MPa et une densité inférieure à 7,3 environ, ainsi que son procédé de fabrication.
- La diminution de la quantité de CO2 émis par les véhicules automobiles passe notamment par l'allègement des véhicules automobiles. Cet allègement peut être réalisé :
- grâce à une augmentation des caractéristiques mécaniques des aciers constituant les pièces structurales ou les pièces de peau, ou
- à caractéristiques mécaniques données, grâce à une réduction de la densité des aciers.
- La première voie fait l'objet de nombreuses recherches, des aciers dont la résistance mécanique va de 800MPa à plus de 1000MPa ont été proposés par l'industrie sidérurgique. La densité de ces aciers reste cependant voisine de 7,8, qui est la densité d'aciers conventionnels.
- Une seconde voie passe par l'addition d'éléments susceptibles de réduire la densité des aciers : Le brevet
EP1485511 divulgue ainsi des aciers comportant des additions de silicium (2-10%) et d'aluminium (1-10%) de microstructure ferritique, et contenant également des phases carburées. - Le but de l'invention est de proposer des tôles d'acier laminées à chaud ou à froid présentant simultanément :
- une densité inférieure à 7,3 environ
- une résistance Rm supérieure à 400MPa
- une bonne aptitude à la déformation, en particulier au laminage et une excellente résistance au chiffonnage,
- une bonne soudabilité et une bonne revêtabilité
- La
figure 1 définit schématiquement la fraction linéaire f de joints de grains ferritiques comportant une précipitation intergranulaire - La
figure 2 présente la microstructure d'une tôle d'acier laminée à chaud selon l'invention. - La
figure 3 présente la microstructure d'une tôle d'acier laminée à chaud fabriquée selon des conditions ne satisfaisant pas à l'invention - Les
figures 4 et5 illustrent la microstructure de deux tôles laminées à froid et recuites selon l'invention. - La
figure 6 présente la microstructure d'une tôle d'acier laminée à froid et recuite fabriquée selon des conditions ne satisfaisant pas à l'invention - Selon l'invention, la teneur en carbone est comprise entre 0,001% et 0,15%: au dessous de 0,001%, on ne peut obtenir un durcissement significatif. Lorsque la teneur en carbone est supérieure à 0,15%, l'aptitude au laminage à froid des aciers est faible.
- Lorsque la teneur en manganèse excède 1%, il existe un risque de stabilisation de l'austénite résiduelle à température ambiante en raison du caractère gammagène de cet élément. Les aciers selon l'invention ont une microstructure ferritique à température ambiante. Différents modes particuliers de l'invention peuvent être mis en oeuvre, en fonction de la teneur en carbone et en manganèse de l'acier :
- Lorsque la teneur en carbone est comprise entre 0,001 et 0,010% et lorsque la teneur en manganèse est inférieure ou égale à 0,2%, la résistance Rm minimale obtenue est de 400MPa.
- Lorsque la teneur en carbone est supérieure à 0,010% et inférieure ou égale à 0,15%, et lorsque la teneur en manganèse est supérieure à 0,2% et inférieure ou égale à 1%, la résistance minimale obtenue est de 600 MPa. Dans les gammes des teneurs en carbone présentées ci-dessus, les inventeurs ont mis en évidence que cet élément contribuait à un durcissement important par une précipitation de carbures (TiC ou précipités kappa) et par un affinement du grain ferritique. L'addition de carbone ne conduit qu'à une faible perte de ductilité si la précipitation de carbures n'est pas intergranulaire ou si le carbone n'est pas en solution solide.
- Au même titre que l'aluminium, le silicium est un élément permettant de réduire la densité de l'acier. Cependant, une addition excessive de silicium, au delà de 1,5%, provoque la formation d'oxydes fortement adhérents et l'apparition éventuelle de défauts de surface, conduisant notamment à un manque de mouillabilité dans les opérations de galvanisation au trempé. De plus, cette addition excessive diminue la ductilité.
- L'aluminium est un élément important de l'invention : lorsque sa teneur est inférieure à 6% en poids, une réduction suffisante de la densité ne peut être obtenue. Lorsque sa teneur est supérieure à 10%, il existe un risque de formation de phases intermétalliques fragilisantes Fe3Al et FeAl.
- L'acier contient également une teneur minimale en titane de 0,020% qui contribue à limiter la teneur en carbone en solution solide en quantité inférieure à 0,005% en poids, grâce à une précipitation de TiC. Le carbone en solution solide a un effet néfaste sur la ductilité du fait qu'il réduit la mobilité des dislocations. Au delà de 0,5% de titane, la précipitation de carbures de titane intervient en quantité trop importante, et la ductilité est réduite.
- Une addition éventuelle de bore limitée à 0,010% contribue également à une réduction du carbone en solution solide.
- La teneur en soufre est inférieure à 0,050% de façon à limiter une précipitation éventuelle de TiS qui diminuerait la ductilité.
- Pour des raisons de ductilité à chaud, la teneur en phosphore est également limitée à 0,1%.
- du chrome, du molybdène, ou du nickel en quantité inférieure ou égale à 1%. Ces éléments apportent un durcissement complémentaire par solution solide.
- Des éléments de micro-alliage, comme le niobium et le vanadium en quantité respectivement inférieure à 0,1 et 0,2% en poids, peuvent être ajoutés pour obtenir un durcissement complémentaire par précipitation.
- Selon une forme de l'invention, la microstructure à température ambiante des aciers est constituée d'une matrice de ferrite équiaxe dont la taille de grain moyenne est inférieure à 50 micromètres. L'aluminium est majoritairement en solution solide dans cette matrice à base de fer. Ces aciers contiennent des précipités kappa (« κ ») qui sont une phase intermétallique ternaire Fe3AlCx. La présence de ces précipités dans la matrice ferritique conduit à un durcissement important. Ces précipités κ ne doivent cependant pas être présents sous forme d'une précipitation intergranulaire marquée sous peine d'une réduction importante de la ductilité : les inventeurs ont mis en évidence que la ductilité était réduite lorsque la fraction linéaire de joints de grains ferritiques qui présentent une précipitation K, était supérieure ou égale à 30%. La définition de cette fraction linéaire f est donnée à la
figure 1 : Si l'on considère un grain particulier dont le contour est limité par des joints de grains successifs de longueur L1, L2, .. Li, les observations par microscopie montrent que ce grain peut comporter des précipités K le long des joints sur une longueur d1, ..di... En considérant une surface (S) statistiquement représentative de la microstructure, par exemple composée de plus de 50 grains, on définit la fraction linéaire comportant des précipités K par l'expression f :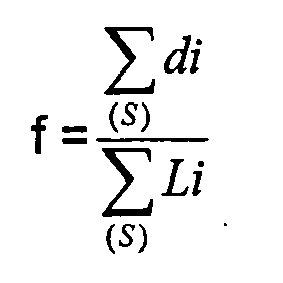


- L'expression f traduit donc le taux de recouvrement des joints de grains ferritiques par une précipitation K.
- Selon une autre forme de l'invention, le grain ferritique n'est pas équiaxe mais sa taille moyenne dIV est inférieure à 100 micromètres. dIV désigne la taille de grain mesurée par la méthode des intercepts linéaires sur une surface (S) représentative perpendiculaire à la direction transverse par rapport au laminage. La mesure de dIV est effectuée selon la direction perpendiculaire à l'épaisseur de la tôle. Cette morphologie de grain non équiaxe, présentant un allongement dans le sens du laminage, peut être par exemple présente sur des tôles d'acier laminées à chaud selon l'invention.
La mise en oeuvre du procédé de fabrication d'une tôle laminée à chaud selon l'invention est la suivante : - On approvisionne un acier de composition selon l'invention.
- On procède à la coulée d'un demi-produit à partir de cet acier. Cette coulée peut être réalisée en lingots, ou en continu sous forme de brames d'épaisseur de l'ordre de 200mm. On peut également effectuer la coulée sous forme de brames minces de quelques dizaines de millimètres d'épaisseur, ou de bandes minces, entre cylindres d'acier contra-rotatifs. Ce mode de fabrication sous forme de produits minces est particulièrement avantageux, car il permet d'obtenir plus facilement une structure fine qui favorise la réalisation de l'invention comme on le verra plus loin. Au moyen de ses connaissances générales, l'homme du métier saura déterminer les conditions de coulée satisfaisant à la fois la nécessité d'obtenir une structure fine et équiaxe après la coulée, et celle de satisfaire les exigences usuelles d'une coulée industrielle.
- On lamine à chaud le demi-produit pour obtenir une tôle, par une succession d'étapes de laminage. Chacune des étapes correspond à une réduction d'épaisseur du produit par le passage au sein de cylindres de laminoir. Dans des conditions industrielles, ces étapes sont réalisées lors du dégrossissage du demi-produit sur un train à bandes. Le taux de réduction associé à chacune de ces étapes est défini par : (épaisseur du demi-produit après étape de laminage- épaisseur avant laminage)/ (épaisseur avant laminage) Selon l'invention, au moins deux de ces étapes sont réalisées à des températures supérieures à 1050°C, le taux de réduction de chacune d'elles est supérieur ou égal à 30%. L'intervalle de temps ti entre chacune des déformations de taux supérieur à 30% et la déformation ultérieure est supérieur ou égal à 10 s de façon à obtenir une recristallisation totale à l'issue de cet intervalle de temps ti. Les inventeurs ont mis en évidence que cette combinaison particulière de conditions conduisait à un affinement très important de la structure à chaud. On promeut ainsi une recristallisation grâce à des températures de laminage supérieures à la température de non-recristallisation Tnr.
Les inventeurs ont également mis en évidence qu'une structure initiale fine, telle que celle obtenue après une coulée directe, était favorable pour accélérer la recristallisation. - On achève le laminage à une température TFL supérieure ou égale à 900°C, de façon à obtenir une recristallisation complète.
- On refroidit ensuite la tôle obtenue : les inventeurs ont mis en évidence qu'une précipitation particulièrement efficace de précipités K et de carbures TiC était obtenue lorsque l'intervalle de temps tp s'écoulant au refroidissement entre 850 et 700°C était supérieur à 3 s. On obtient de la sorte une précipitation intense favorable au durcissement.
- On bobine ensuite la tôle à une température Tbob comprise entre 500 et 700°C. Cette étape achève la précipitation de TiC.
- On approvisionne une tôle laminée à chaud, fabriquée selon le procédé décrit ci-dessus. Naturellement, si l'état de surface de la tôle l'exige, on effectuera un décapage au moyen d'un procédé connu en soi.
- On effectue ensuite un laminage à froid, le taux de réduction étant compris entre 30 et 90%
- On chauffe ensuite la tôle laminée à froid avec une vitesse de réchauffage Vc supérieure à 3°C/s, ceci afin d'éviter une restauration qui diminuerait la capacité à la recristallisation ultérieure. Le réchauffage est effectué jusqu'à une température de recuit T' qui sera choisie de façon à obtenir une recristallisation complète de la structure initiale fortement écrouie.
- Une recristallisation complète
- Une fraction linéaire f de précipités intergranulaires κ inférieure à 30%
- Une teneur en carbone en solution solide inférieure à 0,005%.
- On a élaboré des aciers par coulée sous la forme de demi-produits d'épaisseur de 50 mm environ. Leurs compositions, exprimées en pourcentage pondéral, figurent au tableau 1 ci-dessous.
Tableau 1 Compositions d'aciers (% poids). Repère C Si Mn Al Ti Cr Mo Ni S P Nb I1 0,005 0,013 0,108 8,55 0,096 0,007 0,025 0,005 0,012 0,016 0,004 I2 0,009 0,013 0,108 8,5 0,097 0,008 0,027 0,005 0,013 0,016 0,005 I3 0,080 0,275 0,485 8,24 0,096 0,009 0,026 0,005 0,012 0,016 0,005 R1 0,010 0,170 0,09 6,8 0,006 0,032 - 0,005 0,001 0,009 - R2 0,079 1,44 1,21 3,25 - - - - 0,010 0,009 - R3 0,005 0,010 0,010 14,5 0,104 - - - 0,010 0,009 - R4 0,19 0,018 1,45 12,6 0,084 0,006 0,026 0,006 0,009 0,009 - R5 0,197 0,010 1,7 10,2 - - - 0,010 0,009 - R6 0,19 0,022 0,98 12,2 0,098 2,2 0,27 - 0,010 0,006 - I= Selon l'invention. R= référence
Valeurs soulignées : Non conforme à l'invention. - Les demi-produits ont été réchauffés à une température de 1220°C et laminés à chaud pour obtenir une tôle d'une épaisseur de 3,5 mm environ.
- A partir d'une même composition, certains aciers ont fait l'objet de différentes conditions de laminage à chaud. Les références I1-a, I1-b, I1-c, I1-d, 11-e désignent par exemple cinq tôles d'aciers fabriquées selon des conditions différentes à partir de la composition 11.
- Pour les aciers I1 à 13, le tableau 2 détaille les conditions des étapes successives de laminage à chaud :
- Le nombre N d'étapes de laminage effectuées à une température de laminage à chaud supérieure à 1050°C
- Parmi celles-ci, le nombre Ni d'étapes de laminage dont le taux de réduction est supérieur à 30%
- Le temps ti s'écoulant entre chacune des étapes Ni, et l'étape de laminage succédant immédiatement à chacune de celles-ci
- La température de fin de laminage TFL
- L'intervalle de temps tp s'écoulant au refroidissement entre 850 et 700°C
- La température de bobinage TbobTableau 2 : Conditions de fabrication lors du laminage à chaud Repère N Ni ti (s) TFL
(°C)tp
(s)Tbob
(°C)14,5 11a I 4 3 20,6 900 21 700 26,8 2 I1b R 6 2 2 900 21 700 I1c R 4 1 8 900 1,3 700 26,5 I1d I 5 3 23,5 900 21 700 20 7,7 5,2 I1e R 7 5 3,5 1050 20 700 3 2,5 I3a I 4 2 10 950 20 700 11 I3b R 4 1 5 950 20 700 I= Selon l'invention. R= référence
Valeurs soulignées : Non conformes à l'invention. - Le tableau 3 présente la densité mesurée sur les tôles du tableau 2 et certaines caractéristiques mécaniques et microstructurales. On a ainsi mesuré, en sens travers par rapport au laminage, la résistance Rm, l'allongement uniforme Au, l'allongement à rupture At. On a également mesuré la taille de grains dIV par la méthode des intercepts linéaires selon la norme NF EN ISO 643 sur une surface perpendiculaire à la direction transverse par rapport au laminage. La mesure de dIV a été effectuée selon la direction perpendiculaire à l'épaisseur de la tôle Dans le but d'obtenir des propriétés mécaniques accrues, on recherche plus particulièrement une taille de grain dIV inférieure à 100 micromètres.
Tableau 3 : Propriétés des tôles laminées à chaud obtenues à partir des aciers I1 et I3. Repère Rm (MPa) Au (%) At (%) Densité DIV I1a I 505 10,7 25,4 7,05 75 I1b R 507 n.d n.d 7,05 200 I1c R 474 n.d n.d 7,05 450 I1d I 524 n.d n.d 7,05 40 I1e R 504 n.d n.d 7,05 120 I3a I 645 n.d n.d 7,07 70 I3b R 628 n.d n.d 7,07 400 I= Selon l'invention. R= référence n.d= non déterminé
Valeurs soulignées : Non conformes à l'invention. - Les tôles d'acier selon l'invention, dont la microstructure est illustrée par exemple à la
figure 2 pour la tôle I1d, sont caractérisées par une taille de grain dIV inférieure à 100 micromètres et présentent une résistance mécanique allant de 505 à 645 MPa. - Les tôles I1b et I1e ont été laminées avec un temps interpasse trop court. Leur structure est alors grossière et non recristallisée ou insuffisamment recristallisée comme le montre la
figure 3 relative à la tôle I1e. En conséquence, la ductilité est diminuée et la tôle est plus sensible au défaut de chiffonnage. Des conclusions similaires peuvent être tirées pour la tôle I3b. - La tôle I1c a été laminée avec un nombre insuffisant d'étapes de laminage avec un taux supérieur à 30%, un temps interpasse et un intervalle de temps tP trop courts. Les conséquences sont identiques à celles notées sur les tôles I1b et I1e. L'intervalle de temps tp étant trop faible, une précipitation durcissante de précipités K et de carbures TiC ne se produit que partiellement, ce qui ne permet pas de tirer le plein parti des possibilités de durcissement.
- Les demi-produits réalisés à partir des aciers de référence R1 à R6 ont été laminés pour fabriquer des tôles laminées à chaud dans des conditions de fabrication identiques à celles de l'acier I3a du tableau 2. Les propriétés obtenues sur ces tôles sont portées au tableau 4.
Tableau 4 : Propriétés mécaniques des tôles laminées à chaud obtenues à partir des aciers R1 à R6. Repère Re
(MPa)Rm
(MPa)Au
(%)At
(%)Densité R1 n.d n.d. n.d. n.d. 7,2 R2 n.d. n.d. n.d. n.d. 7,44 R3 n.d. 450 0,1 0,1 6,48 R4 725 786 0,6 0,6 6,67 R5 596 687 2,7 2,7 6,9 R6 853 891 0,7 0,7 6,7 I= Selon l'invention. R= référence n.d.= non déterminé
Valeurs soulignées : Non conformes à l'invention. - L'acier R1 possède une teneur insuffisante en titane ce qui conduit à une teneur en carbone en solution solide trop importante : l'aptitude au pliage est alors réduite.
- L'acier R2 possède une teneur en aluminium insuffisante ce qui ne permet pas d'obtenir une densité inférieure à 7,3.
- Les aciers R3, R4, R5 et R6 contiennent une teneur trop importante en aluminium et éventuellement en carbone : leur ductilité est réduite en raison de la précipitation excessive de phases intermétalliques ou de carbures
- A partir des tôles d'aciers laminées à chaud I1-a et I3-a (selon l'invention) et I1-c et I-3b (ne satisfaisant pas aux conditions de l'invention), on a effectué un laminage à froid avec une réduction de 75% pour obtenir des tôles de 0,9mm d'épaisseur environ. L'aptitude au laminage à froid a été relevée durant cette étape. On a ensuite effectué un recuit caractérisé par une vitesse de chauffage Vc=10°C/s. Les températures de recuit T' et les vitesses de refroidissement VR ont été portées au tableau 5. Dans ces conditions, le recuit entraîne une recristallisation complète.
- A partir d'une même tôle laminée à chaud, certains aciers ont fait l'objet de différentes conditions de laminage à froid et de recuit. Les références I3a1, I3a2, 13a3, 13a4, désignent par exemple quatre tôles d'aciers fabriquées selon des conditions différentes de laminage à froid et de recuit à partir de la tôle laminée à chaud 13a.
Tableau 5 : Conditions de fabrication des tôles laminées à froid et recuites Repère Aptitude au
laminage à
froidT' VR I1a1 I Satisfaisante 900°C 13°C/s I1a2 R satisfaisante 900°C 150°C/s I1c1 R satisfaisante 900°C 13°C/s I3a1 I Satisfaisante 800°C 13°C/s I3a2 R Satisfaisante 800°C 150°C/s I3a3 R Satisfaisante 900°C 13°C/s I3a4 R Satisfaisante 900°C 150°C/s I3b R Non
satisfaisante
(fissures en
sens travers)I= Selon l'invention. R= référence
Valeurs soulignées : Non conformes à l'invention. - Le tableau 6 présente certaines caractéristiques mécaniques, chimiques, microstructurales et de densité des tôles du tableau 5. On a ainsi mesuré par des essais de traction en sens travers par rapport au laminage, la limite d'élasticité Re, la résistance Rm, l'allongement uniforme Au, l'allongement à rupture At. Au moyen d'observations par microscopie électronique à balayage, on a relevé la présence éventuelle de facettes de clivage sur les surfaces de rupture des éprouvettes d'essais.
- La teneur en carbone Csol en solution solide a été également mesurée. L'aptitude au pliage et à l'emboutissage ont été évaluées. On a également relevé la présence éventuelle de chiffonnage consécutif aux déformations.
- La microstructure de ces tôles recristallisées est constituée de ferrite équiaxe dont la taille moyenne de grain dα a été mesurée dans le sens transverse du laminage. On a également mesuré le taux de recouvrement f des joints de grains ferritiques par une précipitation K, au moyen du logiciel d'analyses d'images Aphelion™.
Tableau 6 : Propriétés mécaniques des tôles laminées à froid et recuites obtenues à partir des aciers I1 et I3. Repère Re
(MPa)Rm
(MPa)Au
(%)At (%) Mode de
rupturedα Csol
(%)f
(%)Chiffonnage Aptitude
au pliage et à
l'emboutissageDensité I1a1 I 390 497 18 31 Ductile 27 0,002 0 Non Oui 7,05 I1a2 R 405 510 17 29 Ductile/fragile 27 0.005 0 n.d. Oui 7,05 I1c1 R 437 552 13,8 25 Ductile 53 n.d. n.d. Oui Non 7,05 I3a1 I 531 633 16,5 28,8 Ductile 11 0,003 2 Non Oui 7,07 I3a2 R 532 627 13,8 19 Ductile/fragile 11 0,010 0 Non n.d. 7,07 I3a3 R 513 612 13 14 Ductile/fragile 12 n.d. 60 n.d. Non 7,07 I3a4 R 613 687 12,8 16 Fragile 12 0.060 17 n.d. Non 7,07 I= Selon l'invention. R= référence. N.d. : non déterminé
Valeurs soulignées : Non conformes à l'invention. - Les tôles d'aciers I1a1 et I3a1 présentent une teneur en carbone en solution solide, une taille de grain équiaxe ferritique et un taux de recouvrement f des joints de grains qui satisfont aux conditions de l'invention. Par suite, l'aptitude au pliage, à l'emboutissage, la résistance au chiffonnage de ces tôles, est élevée.
- La
figure 4 illustre la microstructure de la tôle d'acier I1a1 selon l'invention. - La
figure 5 illustre la microstructure d'une autre tôle d'acier selon l'invention, I3a1 : on note la présence de précipités K dont une faible quantité seulement est présente sous forme intergranulaire, ce qui permet de conserver une ductilité élevée. - En comparaison, la tôle d'acier I1a2 a été refroidie à une vitesse trop importante après recuit : le carbone est alors totalement en solution solide, ce qui entraine une réduction de ductilité de la matrice se traduisant par la présence locale de plages fragiles sur les facies de rupture. De même, la tôle 13a2 a été refroidie à une vitesse trop importante et conduit également à une teneur excessive en solution solide.
- La
figure 6 illustre la microstructure de la tôle I3a3 : celle-ci a été recuite à une température T' trop importante : les précipités κ présents avant le recuit ont été dissous, leur précipitation ultérieure au refroidissement est intervenue sous une forme intergranulaire en quantité excessive. Ceci se traduit par la présence locale de plages fragiles sur les facies de rupture. - La tôle I3a4 a été également recuite à une température qui entraîne une dissolution partielle des précipités K. La teneur en carbone en solution solide est excessive.
- La tôle d'acier I1c1 a été fabriquée à partir d'une tôle laminée à chaud ne satisfaisant pas aux conditions de l'invention : la taille de grain équiaxe est trop importante, la résistance au chiffonnage et l'aptitude à l'emboutissage sont insuffisantes.
- La tôle I3b laminée à chaud, ne satisfaisant pas aux critères de l'invention, n'est pas apte à la déformation puisque des fissures transversales apparaissent lors du laminage à froid.
- Des essais de soudabilité par résistance par points ont été effectués sur la tôle d'acier I1a1, soit en soudage homogène (soudage de deux tôles de même composition) soit en soudage hétérogène (soudage avec une tôle d'acier sans interstitiel de composition, exprimée en pourcentage pondéral : 0,002%C, 0,01%Si, 0,15%Mn, 0,04%Al, 0,015%Nb, 0.026%Ti) Les examens montrent que les joints soudés sont exempts de défauts.
- Dans le cas de traitement thermique ultérieur des joints soudés, l'addition de 0,096%Ti garantit l'absence de carbone en solution solide en zone affectée par la chaleur.
- Les aciers selon l'invention présentent une bonne aptitude à la galvanisation en continu, en particulier, lors d'un cycle de recuit à 800°C avec une température de point de rosée supérieure à -20°C.
- Les aciers selon l'invention présentent donc une combinaison de propriétés (densité, une résistance mécanique, aptitude à la déformation, soudabilité, revêtabilité) particulièrement intéressante. Ces tôles d'aciers sont utilisées avec profit pour la fabrication de pièces de peau ou de structure dans le domaine automobile.
On connaît par ailleurs des aciers contenant une addition d'environ 8% d'aluminium : on peut cependant rencontrer des difficultés lors de la fabrication de ces aciers, en particulier lors du laminage à froid. On peut également rencontrer des problèmes de chiffonnage lors de l'emboutissage de ces aciers. Lorsque ceux-ci contiennent plus de 0,010% C, une précipitation de phases carburées peut augmenter la fragilité. L'utilisation de tels aciers pour la fabrication de pièces structurales est alors impossible.
A cet effet, l'invention a pour objet une tôle en acier dont la composition comprend, les teneurs étant exprimées en poids : 0,001≤ C ≤0,15%, Mn ≤ 1 %, Si ≤ 1,5%, 6% ≤Al ≤ 10%, 0,020% ≤ Ti ≤ 0,5%, S ≤ 0,050%, P ≤ 0, 1 % et, à titre optionnel, un ou plusieurs éléments choisis parmi : Cr ≤ 1%, Mo ≤ 1%, Ni ≤ 1%, Nb ≤ 0.1%, V ≤ 0,2%, B ≤ 0,01%, le reste de la composition étant constitué de fer et d'impuretés inévitables résultant de l'élaboration.
Selon un mode particulier, la composition comprend : 0,001 % ≤C ≤ 0,010%, Mn ≤ 0,2%.
Selon un mode préféré, la composition comprend : 0,010 % < C ≤ 0,15%, 0,2% < Mn ≤ 1%.
Préférentiellement, la composition comprend :7,5 % ≤Al ≤ 10%.
Très préférentiellement, la composition comprend : 7,5 % ≤Al ≤ 8,5%.
Selon un mode préféré, la tôle est constituée de ferrite équiaxe dont la taille moyenne de grain dα est inférieure 50 micromètres, la fraction linéaire f de précipités intergranulaires K étant inférieure à 30%.
Selon un mode particulier, la tôle est constituée de ferrite dont la taille moyenne de grain dIV mesurée sur une surface perpendiculaire à la direction transverse par rapport au laminage est inférieure à 100 micromètres.
La teneur en carbone en solution solide est préférentiellement inférieure à 0,005% en poids.
Selon un mode préféré, la résistance de la tôle est supérieure ou égale à 400MPa.
A titre préférentiel, la résistance de la tôle est supérieure ou égale à 600MPa.
L'invention a également pour objet un procédé de fabrication d'une tôle d'acier laminée à chaud selon lequel on approvisionne un acier de composition selon l'une des compositions ci-dessus, on coule l'acier sous forme de demi-produit qu'on porte à une température supérieure ou égale à 1150°C. On lamine à chaud le demi-produit pour obtenir une tôle, grâce à au moins deux étapes de laminage effectuées à des températures supérieures à 1050°C, le taux de réduction de chacune des étapes étant supérieur ou égal à 30%, le temps s'écoulant entre chacune des étapes de laminage, et l'étape de laminage suivante, étant supérieur ou égal à 10 s. On achève le laminage à une température TFL supérieure ou égale à 900°C, on refroidit la tôle de telle sorte que l'intervalle de temps tp s'écoulant entre 850 et 700°C soit supérieur à 3 s, pour obtenir une précipitation de précipités κ, puis on bobine la tôle à une température Tbob comprise entre 500 et 700°C.
Selon un mode particulier, la coulée est effectuée directement sous forme de brames minces ou de bandes minces entre cylindres contra-rotatifs.
L'invention a également pour objet un procédé de fabrication d'une tôle en acier laminée à froid et recuite selon lequel on approvisionne une tôle d'acier laminée à chaud fabriquée selon un des modes ci-dessus, puis on lamine à froid la tôle avec un taux de réduction compris entre 30 et 90%, de façon à obtenir une tôle laminée à froid. On chauffe ensuite la tôle laminée à froid à une température T' avec une vitesse Vc supérieure à 3°C/s, puis on refroidit la tôle à une vitesse VR inférieure à 100°C/s, la température T' et la vitesse VR étant choisies de façon à obtenir une recristallisation complète, une fraction linéaire f de précipités intergranulaires K inférieure à 30% et une teneur en carbone en solution solide inférieure à 0,005% en poids.
On chauffe préférentiellement la tôle laminée à froid à une température T' comprise entre 750 et 950°C.
Selon un mode particulier de fabrication d'une tôle laminée à froid et recuite, on approvisionne une tôle de composition : 0,010 % < C ≤ 0,15%, 0,2% < Mn ≤ 1%, Si ≤ 1,5%, 6% ≤AI ≤ 10%, 0,020% ≤ Ti ≤ 0,5%, S ≤ 0,050%, P ≤ 0, 1 % et, à titre optionnel, un ou plusieurs éléments choisis parmi : Cr ≤ 1%, Mo ≤ 1%, Ni ≤ 1%, Nb ≤ 0.1%, V ≤ 0,2%, B ≤ 0,01%, le reste de la composition étant constitué de fer et d'impuretés inévitables résultant de l'élaboration, et on chauffe la tôle laminée à froid à une température T' choisie de façon à éviter la dissolution de précipités K.
Selon un mode particulier, on approvisionne une tôle de composition ci-dessus et on chauffe la tôle laminée à froid à une température T' comprise entre 750 et 800°C.
L'invention a également pour objet l'utilisation de tôles d'acier selon l'un des modes ci-dessus ou fabriquées selon l'un des modes ci-dessus pour la fabrication de pièces de peau ou de pièces structurales dans le domaine automobile.
D'autres caractéristiques et avantages de l'invention apparaîtront au cours de la description ci-dessous, donnée à titre d'exemple et faite en référence aux figures annexées ci-jointes selon lesquelles :
L'invention est notamment relative à un procédé de fabrication permettant de contrôler la précipitation de carbures intermétalliques, la microstructure, et la texture dans des aciers comportant notamment des combinaisons particulières de carbone, d'aluminium et de titane.
En ce qui concerne la composition chimique de l'acier, le carbone joue un rôle important sur la formation de la microstructure et sur les propriétés mécaniques :
Préférentiellement, la teneur en aluminium est comprise entre 7,5 et 8,5% : dans cette gamme, on obtient un allégement satisfaisant sans diminution de la ductilité.
La structure des aciers selon l'invention comporte une distribution homogène de grains ferritiques fortement désorientés : la désorientation forte entre grains voisins permet d'éviter le défaut de chiffonnage : ce défaut se caractérise, lors de la mise en forme à froid de tôles, par l'apparition localisée et prématurée de bandes suivant le sens de laminage, formant un relief. Ce phénomène est dû à la présence de groupement de grains recristallisés et faiblement désorientés, car provenant d'un même grain originel avant recristallisation. Une structure sensible au chiffonnage est caractérisée par une distribution spatiale de texture.
Lorsque le phénomène de chiffonnage est présent, les propriétés mécaniques en sens travers (notamment l'allongement uniforme) et l'aptitude à la mise en forme sont fortement réduites. Les aciers selon l'invention ne présentent pas de sensibilité au chiffonnage lors de la mise en forme, en raison de leur texture favorable.
Naturellement, dans le cas d'une coulée directe de brames minces ou de bandes minces entre cylindres contra-rotatifs, l'étape de laminage à chaud de ces demi-produits débutant à plus de 1150°C peut se faire directement après coulée si bien qu'une étape de réchauffage intermédiaire n'est pas nécessaire dans ce cas.
A la suite de nombreux essais, les inventeurs ont mis en évidence qu'il était possible d'éviter le problème de chiffonnage et d'obtenir une très bonne emboutissabilité et une bonne ductilité, au moyen du procédé de fabrication comportant les étapes suivantes :
On choisira la température de recuit T' et la vitesse VR de façon à obtenir sur le produit final :
Plus particulièrement, lorsque la teneur en carbone est supérieure à 0,010 % et inférieure ou égale à 0,15% et lorsque la teneur en manganèse est supérieure à 0,2% et inférieure ou égale à 1%, on choisira la température T' de façon à éviter en outre la dissolution de précipités K présents avant le recuit. En effet, si ces précipités sont dissous, la précipitation ultérieure au refroidissement lent interviendra sous forme intergranulaire fragilisante : une température de recuit trop importante conduirait à la redissolution des précipités K formés lors de la fabrication de la tôle laminée à chaud et diminuerait la résistance mécanique. A cette fin, on choisira préférentiellement une température T' comprise entre 750 et 800°C.
A titre d'exemple non limitatif, les résultats suivants vont montrer les caractéristiques avantageuses conférées par l'invention.
Claims (17)
- Tôle ferritique en acier dont la composition comprend, les teneurs étant exprimées en poids :0,001≤ C ≤0,15%Mn ≤ 1%Si ≤ 1,5%6% ≤Al ≤ 10%0,020% ≤ Ti ≤ 0,5%S ≤ 0,050%P ≤0, 1%et, à titre optionnel, un ou plusieurs éléments choisis parmi :Cr ≤ 1%Mo ≤ 1%Ni ≤ 1%Nb ≤ 0,1%V ≤ 0,2%,B ≤ 0,010%le reste de la composition étant constitué de fer et d'impuretés inévitables résultant de l'élaboration
- Tôle en acier selon la revendication 1, caractérisée en ce que sa composition comprend, les teneurs étant exprimées en poids
0,001 % ≤C ≤ 0,010%
Mn ≤ 0,2% - Tôle en acier selon la revendication 1, caractérisée en ce que sa composition comprend, les teneurs étant exprimées en poids
0,010 % < C ≤ 0,15%
0,2% < Mn ≤ 1% - Tôle en acier selon l'une quelconque des revendications 1 à 3, caractérisée en ce que sa composition comprend, les teneurs étant exprimées en poids :7,5%≤Al≤ 10%
- Tôle en acier selon l'une quelconque des revendications 1 à 3, caractérisée en ce que sa composition comprend, les teneurs étant exprimées en poids :7,5 % ≤Al ≤ 8,5%
- Tôle en acier selon l'une quelconque des revendications 1 à 5, caractérisée en ce qu'elle est constituée de ferrite dont la taille moyenne de grain dIV mesurée sur une surface perpendiculaire à la direction transverse par rapport au laminage est inférieure à 100 micromètres
- Tôle en acier selon l'une quelconque des revendications 1 à 5, caractérisée en ce qu'elle est constituée de ferrite équiaxe dont la taille moyenne de grain da est inférieure 50 micromètres, et en ce que la fraction linéaire f de précipités K intergranulaires est inférieure à 30%
- Tôle en acier selon l'une quelconque des revendications 1 à 7, caractérisée en ce que la teneur en carbone en solution solide est inférieure à 0,005% en poids
- Tôle en acier selon l'une quelconque des revendications 1 à 8, caractérisée en ce que sa résistance Rm est supérieure ou égale à 400MPa
- Tôle en acier selon la revendication 3, caractérisée en ce que sa résistance Rm est supérieure ou égale à 600MPa
- Procédé de fabrication d'une tôle d'acier laminée à chaud selon lequel :- On approvisionne un acier de composition selon l'une quelconque des revendications 1 à 5- On coule ledit acier sous forme de demi-produit, puis- On porte ledit demi-produit à une température supérieure ou égale à 1150°C, puis- On lamine à chaud ledit demi-produit pour obtenir une tôle, grâce à au moins deux étapes de laminage effectuées à des températures supérieures à 1050°C, le taux de réduction de chacune desdites au moins deux étapes étant supérieur ou égal à 30%, le temps s'écoulant entre chacune desdites au moins deux étapes de laminage, et l'étape de laminage suivante, étant supérieur ou égal à 10 s, puis- on achève le laminage à une température TFL supérieure ou égale à 900°C, puis- on refroidit ladite tôle de telle sorte que l'intervalle de temps tp s'écoulant entre 850 et 700°C soit supérieur à 3 s, pour obtenir une précipitation de précipités K, puis- on bobine ladite tôle à une température Tbob comprise entre 500 et 700°C
- Procédé de fabrication d'une tôle laminée à chaud selon la revendication 11, caractérisé en ce que ladite coulée est effectuée directement sous forme de coulée de brames minces ou de bandes minces entre cylindres contra-rotatifs
- Procédé de fabrication d'une tôle en acier laminée à froid et recuite selon lequel :- On approvisionne une tôle d'acier laminée à chaud fabriquée selon la revendication 11 ou 12, puis- On lamine à froid ladite tôle avec un taux de réduction compris entre 30 et 90%, de façon à obtenir une tôle laminée à froid, puis- On chauffe ladite tôle laminée à froid à une température T' avec une vitesse Vc supérieure à 3°C/s, puis- On refroidit ladite tôle à une vitesse VR inférieure à 100°C/s- ladite température T' et ladite vitesse VR étant choisies de façon à obtenir une recristallisation complète, une fraction linéaire f de précipités K intergranulaires inférieure à 30% et une teneur en carbone en solution solide inférieure à 0,005% en poids
- Procédé de fabrication selon la revendication 13, caractérisé en ce qu'on chauffe ladite tôle laminée à froid à une température T' comprise entre 750 et 950°C
- Procédé de fabrication selon la revendication 13, caractérisé en ce qu'on approvisionne une tôle selon la revendication 3 et en ce qu'on chauffe ladite tôle laminée à froid à une température T' choisie de façon à éviter la dissolution de précipités κ
- Procédé de fabrication selon la revendication 13, caractérisé en ce qu'on approvisionne une tôle selon la revendication 3 et en ce qu'on chauffe ladite tôle laminée à froid à une température T' comprise entre 750 et 800°C
- Utilisation de tôles d'acier selon l'une quelconque des revendications 1 à 10, ou fabriquées selon la revendication 11 à 16 pour la fabrication de pièces de peau ou de pièces structurales dans le domaine automobile
Priority Applications (22)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07290624A EP1995336A1 (fr) | 2007-05-16 | 2007-05-16 | Acier à faible densité présentant une bonne aptitude à l'emboutissage |
| RU2009146543/02A RU2436849C2 (ru) | 2007-05-16 | 2008-04-29 | Сталь низкой плотности, обладающая хорошей деформируемостью при штамповке |
| KR1020147027952A KR20140129365A (ko) | 2007-05-16 | 2008-04-29 | 양호한 스탬핑성을 갖는 저밀도 강 |
| CA2687327A CA2687327C (fr) | 2007-05-16 | 2008-04-29 | Acier a faible densite presentant une bonne aptitude a l'emboutissage |
| DE602008003801T DE602008003801D1 (de) | 2007-05-16 | 2008-04-29 | Stahl von geringer dichte mit guten prägeeigenschaften |
| BRPI0811610-5A2A BRPI0811610A2 (pt) | 2007-05-16 | 2008-04-29 | Aço com baixa densidade, apresentando uma boa aptidão ao encaixe |
| US12/600,085 US9580766B2 (en) | 2007-05-16 | 2008-04-29 | Low-density steel having good drawability |
| JP2010507948A JP5552045B2 (ja) | 2007-05-16 | 2008-04-29 | 良好なスタンピング性能を有する低密度鋼 |
| AT08805524T ATE490348T1 (de) | 2007-05-16 | 2008-04-29 | Stahl von geringer dichte mit guten prägeeigenschaften |
| PL08805524T PL2155916T5 (pl) | 2007-05-16 | 2008-04-29 | Stal o niskiej gęstości z dobrą zdolnością do wytłaczania |
| ES08805524.9T ES2356186T5 (es) | 2007-05-16 | 2008-04-29 | Acero de baja densidad que presenta un buen comportamiento en la embutición |
| KR1020097023754A KR101476866B1 (ko) | 2007-05-16 | 2008-04-29 | 양호한 스탬핑성을 갖는 저밀도 강 |
| EP08805524.9A EP2155916B2 (fr) | 2007-05-16 | 2008-04-29 | Acier a faible densite presentant une bonne aptitude a l'emboutissage |
| PCT/FR2008/000610 WO2008145872A1 (fr) | 2007-05-16 | 2008-04-29 | Acier a faible densite presentant une bonne aptitude a l'emboutissage |
| CN2008800160910A CN101755057B (zh) | 2007-05-16 | 2008-04-29 | 具有良好可压延性的低密度钢 |
| UAA200912894A UA99827C2 (ru) | 2007-05-16 | 2008-04-29 | Сталь низкой плотности с хорошей способностью к штамповке, стальной лист, способ его изготовления и применения |
| MX2009012221A MX2009012221A (es) | 2007-05-16 | 2008-04-29 | Acero de densidad reducida que presenta una buena capacidad para el embutido. |
| ARP080102046A AR066569A1 (es) | 2007-05-16 | 2008-05-15 | Chapa de acero ferritico laminada en caliente y proceso para su fabricacion |
| ZA200907619A ZA200907619B (en) | 2007-05-16 | 2009-10-30 | Low-density steel having good drawability |
| MA32326A MA31363B1 (fr) | 2007-05-16 | 2009-11-03 | Acier faible densite presentant une bonne aptitude a l'emboutissage. |
| JP2013206098A JP5728547B2 (ja) | 2007-05-16 | 2013-10-01 | 良好なスタンピング性能を有する低密度鋼 |
| US15/374,827 US9765415B2 (en) | 2007-05-16 | 2016-12-09 | Low density steel having good drawability |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07290624A EP1995336A1 (fr) | 2007-05-16 | 2007-05-16 | Acier à faible densité présentant une bonne aptitude à l'emboutissage |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1995336A1 true EP1995336A1 (fr) | 2008-11-26 |
Family
ID=38823590
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07290624A Withdrawn EP1995336A1 (fr) | 2007-05-16 | 2007-05-16 | Acier à faible densité présentant une bonne aptitude à l'emboutissage |
| EP08805524.9A Active EP2155916B2 (fr) | 2007-05-16 | 2008-04-29 | Acier a faible densite presentant une bonne aptitude a l'emboutissage |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08805524.9A Active EP2155916B2 (fr) | 2007-05-16 | 2008-04-29 | Acier a faible densite presentant une bonne aptitude a l'emboutissage |
Country Status (18)
| Country | Link |
|---|---|
| US (2) | US9580766B2 (fr) |
| EP (2) | EP1995336A1 (fr) |
| JP (2) | JP5552045B2 (fr) |
| KR (2) | KR20140129365A (fr) |
| CN (1) | CN101755057B (fr) |
| AR (1) | AR066569A1 (fr) |
| AT (1) | ATE490348T1 (fr) |
| BR (1) | BRPI0811610A2 (fr) |
| CA (1) | CA2687327C (fr) |
| DE (1) | DE602008003801D1 (fr) |
| ES (1) | ES2356186T5 (fr) |
| MA (1) | MA31363B1 (fr) |
| MX (1) | MX2009012221A (fr) |
| PL (1) | PL2155916T5 (fr) |
| RU (1) | RU2436849C2 (fr) |
| UA (1) | UA99827C2 (fr) |
| WO (1) | WO2008145872A1 (fr) |
| ZA (1) | ZA200907619B (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2406404B1 (fr) * | 2009-03-11 | 2017-08-23 | Salzgitter Flachstahl GmbH | Procédé de production d'un feuillard à chaud par coulée horizontale à partir d'acier ferritique |
| CN109868420A (zh) * | 2017-12-04 | 2019-06-11 | 现代自动车株式会社 | 铁素体钢 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5257239B2 (ja) * | 2009-05-22 | 2013-08-07 | 新日鐵住金株式会社 | 延性、加工性及び靭性に優れた高強度低比重鋼板及びその製造方法 |
| WO2013124264A1 (fr) * | 2012-02-20 | 2013-08-29 | Tata Steel Nederland Technology Bv | Acier pouvant être durci par cuisson, à faible densité et à haute résistance et son procédé de production |
| CN104220609B (zh) * | 2012-04-11 | 2016-08-17 | 塔塔钢铁荷兰科技有限责任公司 | 高强度无晶隙低密度钢及所述钢的制备方法 |
| WO2013178887A1 (fr) | 2012-05-31 | 2013-12-05 | Arcelormittal Investigación Desarrollo Sl | Acier laminé a chaud ou a froid a faible densite, son procede de mise en oeuvre et son utilisation |
| RU2599933C2 (ru) * | 2012-07-20 | 2016-10-20 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Стальной материал |
| WO2014041136A1 (fr) | 2012-09-14 | 2014-03-20 | Tata Steel Nederland Technology Bv | Acier à haute résistance et faible densité renforcé par des particules, possédant un module d'élasticité accru, et procédé de production dudit acier |
| CN103691741A (zh) * | 2012-09-27 | 2014-04-02 | 日立金属株式会社 | Fe-Al系合金带钢的制造方法 |
| CN103884624A (zh) * | 2012-12-21 | 2014-06-25 | 鞍钢股份有限公司 | 一种晶界密度测量方法 |
| EP2767601B1 (fr) * | 2013-02-14 | 2018-10-10 | ThyssenKrupp Steel Europe AG | Produit plat en acier laminé à froid pour applications d'emboutissage profond et son procédé de fabrication |
| ES2736303T3 (es) | 2013-02-14 | 2019-12-27 | Thyssenkrupp Steel Europe Ag | Producto plano de acero laminado en frío para aplicaciones de embutición profunda y procedimiento para su fabricación |
| WO2016063098A1 (fr) | 2014-10-20 | 2016-04-28 | Arcelormittal | Procédé de production de tôle d'acier au silicium à grains non orientés contenant de l'étain, tôle d'acier obtenue et son utilisation |
| CN108603257B (zh) * | 2016-01-20 | 2021-02-26 | 蒂森克虏伯钢铁欧洲股份公司 | 扁钢产品和其生产方法 |
| WO2017163098A1 (fr) * | 2016-03-25 | 2017-09-28 | Arcelormittal | Procede de fabrication de toles d'aciers laminees a froid et soudees, et toles ainsi produites |
| CN106011652B (zh) * | 2016-06-28 | 2017-12-26 | 宝山钢铁股份有限公司 | 一种磷化性能优异的冷轧低密度钢板及其制造方法 |
| CN105908089B (zh) | 2016-06-28 | 2019-11-22 | 宝山钢铁股份有限公司 | 一种热浸镀低密度钢及其制造方法 |
| RU2627079C1 (ru) * | 2016-11-17 | 2017-08-03 | Федеральное Государственное Унитарное Предприятие "Центральный научно-исследовательский институт черной металлургии им. И.П. Бардина" (ФГУП "ЦНИИчермет им. И.П. Бардина") | Способ производства высокопрочной коррозионностойкой горячекатаной стали с низким удельным весом |
| CN106756478B (zh) * | 2016-12-07 | 2018-03-27 | 钢铁研究总院 | 一种经济型耐海水腐蚀用低密度低合金钢及其制备方法 |
| CN108359897B (zh) * | 2018-03-19 | 2020-01-31 | 武汉钢铁有限公司 | 一种屈服强度为1000MPa级的沉淀强化型铁素体钢及生产方法 |
| CN111378908B (zh) * | 2020-03-18 | 2021-10-01 | 云南昆钢耐磨材料科技股份有限公司 | 一种合金钢衬板的制备方法 |
| CN112226701B (zh) * | 2020-09-11 | 2021-12-31 | 北京科技大学 | 一种高铝含量细晶粒低密度全高温铁素体钢及制备方法 |
| CN112877606B (zh) * | 2021-01-12 | 2022-03-08 | 钢铁研究总院 | 一种超高强全奥氏体低密度钢及制备方法 |
| CN114480988B (zh) * | 2021-12-27 | 2023-01-06 | 北京科技大学 | 一种多相复合高强高韧低密度钢及制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1044801A (en) * | 1963-01-30 | 1966-10-05 | Yawata Iron & Steel Co | Improvements in or relating to aluminum steels |
| JPH0456748A (ja) * | 1990-06-22 | 1992-02-24 | Kawasaki Steel Corp | 振動減衰特性に優れた溶接構造用鋼 |
| EP0826787A2 (fr) * | 1996-08-27 | 1998-03-04 | Fried. Krupp AG Hoesch-Krupp | Acier pour des éléments de construction et son utilisation dans les voitures et pour les revetements de facade |
| JP2001271148A (ja) * | 2000-03-27 | 2001-10-02 | Nisshin Steel Co Ltd | 耐高温酸化性に優れた高Al鋼板 |
| WO2003076673A2 (fr) * | 2002-03-11 | 2003-09-18 | Usinor | Tôle d'acier laminé à chaud à très haute résistance et de faible densité, et procédé de fabrication |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH056748A (ja) | 1991-06-21 | 1993-01-14 | Mitsubishi Electric Corp | 平板型陰極線管 |
| CN1040343C (zh) * | 1993-04-26 | 1998-10-21 | 新日本制铁株式会社 | 具有优越的外卷边性能的薄钢板及其制造方法 |
| US5595706A (en) * | 1994-12-29 | 1997-01-21 | Philip Morris Incorporated | Aluminum containing iron-base alloys useful as electrical resistance heating elements |
| JP2001001053A (ja) * | 1999-04-22 | 2001-01-09 | Aisin Seiki Co Ltd | ロール成形品および自動車用バンパー |
| AUPR048000A0 (en) * | 2000-09-29 | 2000-10-26 | Bhp Steel (Jla) Pty Limited | A method of producing steel |
| JP4056748B2 (ja) * | 2002-01-21 | 2008-03-05 | 花王株式会社 | フライアッシュの品質判定方法 |
| JP4235077B2 (ja) * | 2003-06-05 | 2009-03-04 | 新日本製鐵株式会社 | 自動車用高強度低比重鋼板とその製造方法 |
| JP4430502B2 (ja) | 2004-02-24 | 2010-03-10 | 新日本製鐵株式会社 | 延性に優れた低比重鋼板の製造方法 |
| JP5062985B2 (ja) * | 2004-10-21 | 2012-10-31 | 新日鉄マテリアルズ株式会社 | 加工性に優れた高Al含有鋼板及びその製造方法 |
| JP4324072B2 (ja) * | 2004-10-21 | 2009-09-02 | 新日本製鐵株式会社 | 延性に優れた軽量高強度鋼とその製造方法 |
| JP4299774B2 (ja) * | 2004-12-22 | 2009-07-22 | 新日本製鐵株式会社 | 延性および疲労特性に優れた高強度低比重鋼板とその製造方法 |
| US20070227634A1 (en) * | 2005-03-16 | 2007-10-04 | Mittal Steel Gandrange | Forged or Stamped Average or Small Size Mechanical Part |
| US7955444B2 (en) * | 2005-08-05 | 2011-06-07 | Jfe Steel Corporation | High strength steel sheet and method for manufacturing the same |
| JP4797807B2 (ja) * | 2006-05-30 | 2011-10-19 | Jfeスチール株式会社 | 高剛性低密度鋼板およびその製造方法 |
-
2007
- 2007-05-16 EP EP07290624A patent/EP1995336A1/fr not_active Withdrawn
-
2008
- 2008-04-29 RU RU2009146543/02A patent/RU2436849C2/ru active
- 2008-04-29 ES ES08805524.9T patent/ES2356186T5/es active Active
- 2008-04-29 EP EP08805524.9A patent/EP2155916B2/fr active Active
- 2008-04-29 CN CN2008800160910A patent/CN101755057B/zh active Active
- 2008-04-29 KR KR1020147027952A patent/KR20140129365A/ko not_active Application Discontinuation
- 2008-04-29 WO PCT/FR2008/000610 patent/WO2008145872A1/fr active Application Filing
- 2008-04-29 US US12/600,085 patent/US9580766B2/en active Active
- 2008-04-29 AT AT08805524T patent/ATE490348T1/de active
- 2008-04-29 KR KR1020097023754A patent/KR101476866B1/ko active IP Right Grant
- 2008-04-29 JP JP2010507948A patent/JP5552045B2/ja active Active
- 2008-04-29 MX MX2009012221A patent/MX2009012221A/es active IP Right Grant
- 2008-04-29 UA UAA200912894A patent/UA99827C2/ru unknown
- 2008-04-29 BR BRPI0811610-5A2A patent/BRPI0811610A2/pt active IP Right Grant
- 2008-04-29 PL PL08805524T patent/PL2155916T5/pl unknown
- 2008-04-29 CA CA2687327A patent/CA2687327C/fr active Active
- 2008-04-29 DE DE602008003801T patent/DE602008003801D1/de active Active
- 2008-05-15 AR ARP080102046A patent/AR066569A1/es active IP Right Grant
-
2009
- 2009-10-30 ZA ZA200907619A patent/ZA200907619B/xx unknown
- 2009-11-03 MA MA32326A patent/MA31363B1/fr unknown
-
2013
- 2013-10-01 JP JP2013206098A patent/JP5728547B2/ja active Active
-
2016
- 2016-12-09 US US15/374,827 patent/US9765415B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1044801A (en) * | 1963-01-30 | 1966-10-05 | Yawata Iron & Steel Co | Improvements in or relating to aluminum steels |
| JPH0456748A (ja) * | 1990-06-22 | 1992-02-24 | Kawasaki Steel Corp | 振動減衰特性に優れた溶接構造用鋼 |
| EP0826787A2 (fr) * | 1996-08-27 | 1998-03-04 | Fried. Krupp AG Hoesch-Krupp | Acier pour des éléments de construction et son utilisation dans les voitures et pour les revetements de facade |
| JP2001271148A (ja) * | 2000-03-27 | 2001-10-02 | Nisshin Steel Co Ltd | 耐高温酸化性に優れた高Al鋼板 |
| WO2003076673A2 (fr) * | 2002-03-11 | 2003-09-18 | Usinor | Tôle d'acier laminé à chaud à très haute résistance et de faible densité, et procédé de fabrication |
Non-Patent Citations (1)
| Title |
|---|
| SCHNEIDER ANDRE ET AL: "Iron Aluminium Alloys with Strengthening Carbides and Intermetallic Phases for High-Temperature Applications", STEEL RESEARCH INTERNATIONAL, VERLAG STAHLEISEN GMBH., DUSSELDORF, DE, vol. 75, no. 1, January 2004 (2004-01-01), pages 55 - 61, XP009093993, ISSN: 1611-3683 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2406404B1 (fr) * | 2009-03-11 | 2017-08-23 | Salzgitter Flachstahl GmbH | Procédé de production d'un feuillard à chaud par coulée horizontale à partir d'acier ferritique |
| CN109868420A (zh) * | 2017-12-04 | 2019-06-11 | 现代自动车株式会社 | 铁素体钢 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100300585A1 (en) | 2010-12-02 |
| ZA200907619B (en) | 2010-05-26 |
| EP2155916B2 (fr) | 2015-03-11 |
| JP5728547B2 (ja) | 2015-06-03 |
| MX2009012221A (es) | 2009-12-01 |
| ATE490348T1 (de) | 2010-12-15 |
| JP5552045B2 (ja) | 2014-07-16 |
| UA99827C2 (ru) | 2012-10-10 |
| CA2687327A1 (fr) | 2008-12-04 |
| ES2356186T3 (es) | 2011-04-05 |
| KR101476866B1 (ko) | 2014-12-26 |
| AR066569A1 (es) | 2009-08-26 |
| BRPI0811610A2 (pt) | 2014-11-04 |
| EP2155916A1 (fr) | 2010-02-24 |
| RU2436849C2 (ru) | 2011-12-20 |
| US20170101694A1 (en) | 2017-04-13 |
| EP2155916B1 (fr) | 2010-12-01 |
| DE602008003801D1 (de) | 2011-01-13 |
| PL2155916T5 (pl) | 2016-06-30 |
| WO2008145872A1 (fr) | 2008-12-04 |
| MA31363B1 (fr) | 2010-05-03 |
| RU2009146543A (ru) | 2011-06-27 |
| CA2687327C (fr) | 2012-06-26 |
| ES2356186T5 (es) | 2015-06-19 |
| PL2155916T3 (pl) | 2011-05-31 |
| CN101755057A (zh) | 2010-06-23 |
| KR20140129365A (ko) | 2014-11-06 |
| JP2010526939A (ja) | 2010-08-05 |
| US9580766B2 (en) | 2017-02-28 |
| CN101755057B (zh) | 2012-03-28 |
| US9765415B2 (en) | 2017-09-19 |
| JP2014040668A (ja) | 2014-03-06 |
| KR20100019443A (ko) | 2010-02-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2155916B1 (fr) | Acier a faible densite presentant une bonne aptitude a l'emboutissage | |
| EP2855725B1 (fr) | Acier lamine a chaud ou a froid a faible densite, son procede de mise en oeuvre et son utilisation | |
| EP1844173B1 (fr) | Procede de fabrication de toles d'acier austenitique fer-carbone-manganese et toles ainsi produites | |
| EP1649069B1 (fr) | Procede de fabrication de toles d'acier austenitique fer-carbone-manganese, a haute resistance, excellente tenacite et aptitude a la mise en forme a froid, et toles ainsi produites | |
| EP2630269B1 (fr) | Tole d'acier laminee a chaud ou a froid, son procede de fabrication et son utilisation dans l'industrie automobile | |
| EP1819461B1 (fr) | Procede de fabrication de toles d' acier austenitique , fer-carbone-manganese a tres hautes caracteristiques de resistance et excellente homogénéité. | |
| EP1913169B1 (fr) | Procede de fabrication de tôles d'acier presentant une haute resistance et une excellente ductilite, et tôles ainsi produites | |
| EP2718469B1 (fr) | Tôle d'acier laminée à froid et revêtue de zinc ou d'alliage de zinc, procede de fabrication et utilisation d'une telle tôle | |
| EP3084014B1 (fr) | Acier à haute résistance et procédé de fabrication | |
| EP2689045B1 (fr) | Tôle d'acier laminée à chaud et procédé de fabrication associé | |
| EP2155915B1 (fr) | Procede de fabrication de tôles d'acier laminees a froid et recuites a tres haute resistance, et tôles ainsi produites | |
| EP2707513B1 (fr) | Procede de fabrication d'acier martensitique a tres haute resistance et tôle ou piece ainsi obtenue | |
| EP2707514B1 (fr) | Tôle d'acier a hautes caracteristiques mecaniques de resistance, de ductilite et de formabilite, procede de fabrication et utilisation de telles tôles | |
| EP3167091B1 (fr) | Tôle d'acier laminée à chaud et procédé de fabrication associé | |
| EP2245203B1 (fr) | Tôle en acier inoxydable austenitique et procede d'obtention de cette tôle | |
| EP1427866B1 (fr) | Procede de fabrication de tubes soudes et tube ainsi obtenu | |
| EP2257652B1 (fr) | Procede de fabrication de tôles d'acier inoxydable austenitique a hautes caracteristiques mecaniques, et tôles ainsi obtenues | |
| WO2011036351A1 (fr) | Acier inoxydable ferritique a hautes caracteristiques d'emboutissabilite |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090526 |
|
| 17Q | First examination report despatched |
Effective date: 20090629 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AXX | Extension fees paid |
Extension state: RS Payment date: 20090526 Extension state: MK Payment date: 20090526 Extension state: HR Payment date: 20090526 Extension state: BA Payment date: 20090526 Extension state: AL Payment date: 20090526 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20091224 |