WO2013161402A1 - 紫外線硬化性樹脂組成物及び摺動部材、並びに摺動部材の製造方法 - Google Patents
紫外線硬化性樹脂組成物及び摺動部材、並びに摺動部材の製造方法 Download PDFInfo
- Publication number
- WO2013161402A1 WO2013161402A1 PCT/JP2013/056470 JP2013056470W WO2013161402A1 WO 2013161402 A1 WO2013161402 A1 WO 2013161402A1 JP 2013056470 W JP2013056470 W JP 2013056470W WO 2013161402 A1 WO2013161402 A1 WO 2013161402A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin composition
- ultraviolet curable
- curable resin
- weight
- acrylate
- Prior art date
Links
- 239000011342 resin composition Substances 0.000 title claims abstract description 177
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 229920001343 polytetrafluoroethylene Polymers 0.000 claims abstract description 89
- 239000004810 polytetrafluoroethylene Substances 0.000 claims abstract description 89
- -1 acrylate compound Chemical class 0.000 claims abstract description 62
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical group OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 claims abstract description 50
- 239000000314 lubricant Substances 0.000 claims abstract description 20
- 239000007787 solid Substances 0.000 claims abstract description 19
- 229910052739 hydrogen Inorganic materials 0.000 claims abstract description 11
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 10
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 10
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 claims abstract description 6
- 229920005989 resin Polymers 0.000 claims description 42
- 239000011347 resin Substances 0.000 claims description 42
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 claims description 40
- ZQKXQUJXLSSJCH-UHFFFAOYSA-N melamine cyanurate Chemical compound NC1=NC(N)=NC(N)=N1.O=C1NC(=O)NC(=O)N1 ZQKXQUJXLSSJCH-UHFFFAOYSA-N 0.000 claims description 34
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 33
- YIJYFLXQHDOQGW-UHFFFAOYSA-N 2-[2,4,6-trioxo-3,5-bis(2-prop-2-enoyloxyethyl)-1,3,5-triazinan-1-yl]ethyl prop-2-enoate Chemical compound C=CC(=O)OCCN1C(=O)N(CCOC(=O)C=C)C(=O)N(CCOC(=O)C=C)C1=O YIJYFLXQHDOQGW-UHFFFAOYSA-N 0.000 claims description 30
- 229910021485 fumed silica Inorganic materials 0.000 claims description 30
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 claims description 29
- 230000002093 peripheral effect Effects 0.000 claims description 23
- 239000003795 chemical substances by application Substances 0.000 claims description 19
- 239000003365 glass fiber Substances 0.000 claims description 19
- 239000002245 particle Substances 0.000 claims description 15
- 238000005520 cutting process Methods 0.000 claims description 13
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 claims description 13
- 239000000843 powder Substances 0.000 claims description 13
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical compound C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 claims description 13
- 229920001187 thermosetting polymer Polymers 0.000 claims description 13
- 238000000034 method Methods 0.000 claims description 12
- 239000000203 mixture Substances 0.000 claims description 12
- HVVWZTWDBSEWIH-UHFFFAOYSA-N [2-(hydroxymethyl)-3-prop-2-enoyloxy-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(CO)(COC(=O)C=C)COC(=O)C=C HVVWZTWDBSEWIH-UHFFFAOYSA-N 0.000 claims description 10
- 238000000227 grinding Methods 0.000 claims description 10
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 claims description 9
- 150000001252 acrylic acid derivatives Chemical class 0.000 claims description 6
- 238000010438 heat treatment Methods 0.000 claims description 6
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 claims description 5
- 238000007788 roughening Methods 0.000 claims description 5
- 230000001678 irradiating effect Effects 0.000 claims description 4
- 239000004033 plastic Substances 0.000 claims description 4
- 229910052727 yttrium Inorganic materials 0.000 claims description 4
- DTGKSKDOIYIVQL-WEDXCCLWSA-N (+)-borneol Chemical group C1C[C@@]2(C)[C@@H](O)C[C@@H]1C2(C)C DTGKSKDOIYIVQL-WEDXCCLWSA-N 0.000 claims description 3
- GAWIXWVDTYZWAW-UHFFFAOYSA-N C[CH]O Chemical group C[CH]O GAWIXWVDTYZWAW-UHFFFAOYSA-N 0.000 claims description 3
- 238000012360 testing method Methods 0.000 description 34
- 239000000654 additive Substances 0.000 description 28
- 230000000052 comparative effect Effects 0.000 description 22
- 239000003921 oil Substances 0.000 description 16
- 239000003999 initiator Substances 0.000 description 14
- IAXXETNIOYFMLW-GYSYKLTISA-N [(1r,3r,4r)-4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl] 2-methylprop-2-enoate Chemical compound C1C[C@@]2(C)[C@H](OC(=O)C(=C)C)C[C@@H]1C2(C)C IAXXETNIOYFMLW-GYSYKLTISA-N 0.000 description 13
- WOBHKFSMXKNTIM-UHFFFAOYSA-N Hydroxyethyl methacrylate Chemical compound CC(=C)C(=O)OCCO WOBHKFSMXKNTIM-UHFFFAOYSA-N 0.000 description 11
- 239000000835 fiber Substances 0.000 description 11
- 229940119545 isobornyl methacrylate Drugs 0.000 description 11
- 229920002818 (Hydroxyethyl)methacrylate Polymers 0.000 description 10
- DBCAQXHNJOFNGC-UHFFFAOYSA-N 4-bromo-1,1,1-trifluorobutane Chemical compound FC(F)(F)CCCBr DBCAQXHNJOFNGC-UHFFFAOYSA-N 0.000 description 9
- 229910019142 PO4 Inorganic materials 0.000 description 9
- MPIAGWXWVAHQBB-UHFFFAOYSA-N [3-prop-2-enoyloxy-2-[[3-prop-2-enoyloxy-2,2-bis(prop-2-enoyloxymethyl)propoxy]methyl]-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(COC(=O)C=C)(COC(=O)C=C)COCC(COC(=O)C=C)(COC(=O)C=C)COC(=O)C=C MPIAGWXWVAHQBB-UHFFFAOYSA-N 0.000 description 9
- 239000002585 base Substances 0.000 description 9
- STVZJERGLQHEKB-UHFFFAOYSA-N ethylene glycol dimethacrylate Substances CC(=C)C(=O)OCCOC(=O)C(C)=C STVZJERGLQHEKB-UHFFFAOYSA-N 0.000 description 9
- 235000021317 phosphate Nutrition 0.000 description 9
- 230000003746 surface roughness Effects 0.000 description 9
- 229920005992 thermoplastic resin Polymers 0.000 description 8
- 230000003068 static effect Effects 0.000 description 7
- 238000011156 evaluation Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 5
- 239000010452 phosphate Substances 0.000 description 5
- 229920001643 poly(ether ketone) Polymers 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 238000012790 confirmation Methods 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 4
- 238000006116 polymerization reaction Methods 0.000 description 4
- XMLYCEVDHLAQEL-UHFFFAOYSA-N 2-hydroxy-2-methyl-1-phenylpropan-1-one Chemical compound CC(C)(O)C(=O)C1=CC=CC=C1 XMLYCEVDHLAQEL-UHFFFAOYSA-N 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 3
- 229920000178 Acrylic resin Polymers 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 3
- 239000004760 aramid Substances 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 238000011068 loading method Methods 0.000 description 3
- 230000001050 lubricating effect Effects 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- 229910002012 Aerosil® Inorganic materials 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 2
- 229910001069 Ti alloy Inorganic materials 0.000 description 2
- 238000004220 aggregation Methods 0.000 description 2
- 230000002776 aggregation Effects 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 229920006231 aramid fiber Polymers 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- 238000003776 cleavage reaction Methods 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 239000004611 light stabiliser Substances 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 2
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 230000010355 oscillation Effects 0.000 description 2
- 238000005240 physical vapour deposition Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000007017 scission Effects 0.000 description 2
- 239000003381 stabilizer Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 238000002834 transmittance Methods 0.000 description 2
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical group O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 2
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 1
- FVQMJJQUGGVLEP-UHFFFAOYSA-N (2-methylpropan-2-yl)oxy 2-ethylhexaneperoxoate Chemical compound CCCCC(CC)C(=O)OOOC(C)(C)C FVQMJJQUGGVLEP-UHFFFAOYSA-N 0.000 description 1
- QEQBMZQFDDDTPN-UHFFFAOYSA-N (2-methylpropan-2-yl)oxy benzenecarboperoxoate Chemical compound CC(C)(C)OOOC(=O)C1=CC=CC=C1 QEQBMZQFDDDTPN-UHFFFAOYSA-N 0.000 description 1
- MYWOJODOMFBVCB-UHFFFAOYSA-N 1,2,6-trimethylphenanthrene Chemical compound CC1=CC=C2C3=CC(C)=CC=C3C=CC2=C1C MYWOJODOMFBVCB-UHFFFAOYSA-N 0.000 description 1
- GJZFGDYLJLCGHT-UHFFFAOYSA-N 1,2-diethylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=C(CC)C(CC)=CC=C3SC2=C1 GJZFGDYLJLCGHT-UHFFFAOYSA-N 0.000 description 1
- MSAHTMIQULFMRG-UHFFFAOYSA-N 1,2-diphenyl-2-propan-2-yloxyethanone Chemical compound C=1C=CC=CC=1C(OC(C)C)C(=O)C1=CC=CC=C1 MSAHTMIQULFMRG-UHFFFAOYSA-N 0.000 description 1
- DKEGCUDAFWNSSO-UHFFFAOYSA-N 1,8-dibromooctane Chemical compound BrCCCCCCCCBr DKEGCUDAFWNSSO-UHFFFAOYSA-N 0.000 description 1
- UICXTANXZJJIBC-UHFFFAOYSA-N 1-(1-hydroperoxycyclohexyl)peroxycyclohexan-1-ol Chemical compound C1CCCCC1(O)OOC1(OO)CCCCC1 UICXTANXZJJIBC-UHFFFAOYSA-N 0.000 description 1
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 1
- BGJQNPIOBWKQAW-UHFFFAOYSA-N 1-tert-butylanthracene-9,10-dione Chemical compound O=C1C2=CC=CC=C2C(=O)C2=C1C=CC=C2C(C)(C)C BGJQNPIOBWKQAW-UHFFFAOYSA-N 0.000 description 1
- PIZHFBODNLEQBL-UHFFFAOYSA-N 2,2-diethoxy-1-phenylethanone Chemical compound CCOC(OCC)C(=O)C1=CC=CC=C1 PIZHFBODNLEQBL-UHFFFAOYSA-N 0.000 description 1
- DPGYCJUCJYUHTM-UHFFFAOYSA-N 2,4,4-trimethylpentan-2-yloxy 2-ethylhexaneperoxoate Chemical compound CCCCC(CC)C(=O)OOOC(C)(C)CC(C)(C)C DPGYCJUCJYUHTM-UHFFFAOYSA-N 0.000 description 1
- LCZVSXRMYJUNFX-UHFFFAOYSA-N 2-[2-(2-hydroxypropoxy)propoxy]propan-1-ol Chemical compound CC(O)COC(C)COC(C)CO LCZVSXRMYJUNFX-UHFFFAOYSA-N 0.000 description 1
- HWSSEYVMGDIFMH-UHFFFAOYSA-N 2-[2-[2-(2-methylprop-2-enoyloxy)ethoxy]ethoxy]ethyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCCOCCOCCOC(=O)C(C)=C HWSSEYVMGDIFMH-UHFFFAOYSA-N 0.000 description 1
- FDSUVTROAWLVJA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol;prop-2-enoic acid Chemical compound OC(=O)C=C.OC(=O)C=C.OC(=O)C=C.OC(=O)C=C.OC(=O)C=C.OCC(CO)(CO)COCC(CO)(CO)CO FDSUVTROAWLVJA-UHFFFAOYSA-N 0.000 description 1
- UHFFVFAKEGKNAQ-UHFFFAOYSA-N 2-benzyl-2-(dimethylamino)-1-(4-morpholin-4-ylphenyl)butan-1-one Chemical compound C=1C=C(N2CCOCC2)C=CC=1C(=O)C(CC)(N(C)C)CC1=CC=CC=C1 UHFFVFAKEGKNAQ-UHFFFAOYSA-N 0.000 description 1
- KMNCBSZOIQAUFX-UHFFFAOYSA-N 2-ethoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OCC)C(=O)C1=CC=CC=C1 KMNCBSZOIQAUFX-UHFFFAOYSA-N 0.000 description 1
- SJEBAWHUJDUKQK-UHFFFAOYSA-N 2-ethylanthraquinone Chemical compound C1=CC=C2C(=O)C3=CC(CC)=CC=C3C(=O)C2=C1 SJEBAWHUJDUKQK-UHFFFAOYSA-N 0.000 description 1
- WFUGQJXVXHBTEM-UHFFFAOYSA-N 2-hydroperoxy-2-(2-hydroperoxybutan-2-ylperoxy)butane Chemical compound CCC(C)(OO)OOC(C)(CC)OO WFUGQJXVXHBTEM-UHFFFAOYSA-N 0.000 description 1
- PCKZAVNWRLEHIP-UHFFFAOYSA-N 2-hydroxy-1-[4-[[4-(2-hydroxy-2-methylpropanoyl)phenyl]methyl]phenyl]-2-methylpropan-1-one Chemical compound C1=CC(C(=O)C(C)(O)C)=CC=C1CC1=CC=C(C(=O)C(C)(C)O)C=C1 PCKZAVNWRLEHIP-UHFFFAOYSA-N 0.000 description 1
- BQZJOQXSCSZQPS-UHFFFAOYSA-N 2-methoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OC)C(=O)C1=CC=CC=C1 BQZJOQXSCSZQPS-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- LWRBVKNFOYUCNP-UHFFFAOYSA-N 2-methyl-1-(4-methylsulfanylphenyl)-2-morpholin-4-ylpropan-1-one Chemical compound C1=CC(SC)=CC=C1C(=O)C(C)(C)N1CCOCC1 LWRBVKNFOYUCNP-UHFFFAOYSA-N 0.000 description 1
- IFXDUNDBQDXPQZ-UHFFFAOYSA-N 2-methylbutan-2-yl 2-ethylhexaneperoxoate Chemical compound CCCCC(CC)C(=O)OOC(C)(C)CC IFXDUNDBQDXPQZ-UHFFFAOYSA-N 0.000 description 1
- FRIBMENBGGCKPD-UHFFFAOYSA-N 3-(2,3-dimethoxyphenyl)prop-2-enal Chemical compound COC1=CC=CC(C=CC=O)=C1OC FRIBMENBGGCKPD-UHFFFAOYSA-N 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 239000004342 Benzoyl peroxide Substances 0.000 description 1
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 102100026735 Coagulation factor VIII Human genes 0.000 description 1
- 229910000737 Duralumin Inorganic materials 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 101000911390 Homo sapiens Coagulation factor VIII Proteins 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- NQSMEZJWJJVYOI-UHFFFAOYSA-N Methyl 2-benzoylbenzoate Chemical compound COC(=O)C1=CC=CC=C1C(=O)C1=CC=CC=C1 NQSMEZJWJJVYOI-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical group [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 1
- LFOXEOLGJPJZAA-UHFFFAOYSA-N [(2,6-dimethoxybenzoyl)-(2,4,4-trimethylpentyl)phosphoryl]-(2,6-dimethoxyphenyl)methanone Chemical compound COC1=CC=CC(OC)=C1C(=O)P(=O)(CC(C)CC(C)(C)C)C(=O)C1=C(OC)C=CC=C1OC LFOXEOLGJPJZAA-UHFFFAOYSA-N 0.000 description 1
- VZTQQYMRXDUHDO-UHFFFAOYSA-N [2-hydroxy-3-[4-[2-[4-(2-hydroxy-3-prop-2-enoyloxypropoxy)phenyl]propan-2-yl]phenoxy]propyl] prop-2-enoate Chemical compound C=1C=C(OCC(O)COC(=O)C=C)C=CC=1C(C)(C)C1=CC=C(OCC(O)COC(=O)C=C)C=C1 VZTQQYMRXDUHDO-UHFFFAOYSA-N 0.000 description 1
- GUCYFKSBFREPBC-UHFFFAOYSA-N [phenyl-(2,4,6-trimethylbenzoyl)phosphoryl]-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C(=O)C1=C(C)C=C(C)C=C1C GUCYFKSBFREPBC-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- 230000002528 anti-freeze Effects 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000012752 auxiliary agent Substances 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 1
- 239000012965 benzophenone Substances 0.000 description 1
- 235000019400 benzoyl peroxide Nutrition 0.000 description 1
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 1
- VYHBFRJRBHMIQZ-UHFFFAOYSA-N bis[4-(diethylamino)phenyl]methanone Chemical compound C1=CC(N(CC)CC)=CC=C1C(=O)C1=CC=C(N(CC)CC)C=C1 VYHBFRJRBHMIQZ-UHFFFAOYSA-N 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- JUNWLZAGQLJVLR-UHFFFAOYSA-J calcium diphosphate Chemical compound [Ca+2].[Ca+2].[O-]P([O-])(=O)OP([O-])([O-])=O JUNWLZAGQLJVLR-UHFFFAOYSA-J 0.000 description 1
- FUFJGUQYACFECW-UHFFFAOYSA-L calcium hydrogenphosphate Chemical compound [Ca+2].OP([O-])([O-])=O FUFJGUQYACFECW-UHFFFAOYSA-L 0.000 description 1
- ROPDWRCJTIRLTR-UHFFFAOYSA-L calcium metaphosphate Chemical compound [Ca+2].[O-]P(=O)=O.[O-]P(=O)=O ROPDWRCJTIRLTR-UHFFFAOYSA-L 0.000 description 1
- 239000001506 calcium phosphate Substances 0.000 description 1
- 229940043256 calcium pyrophosphate Drugs 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000001010 compromised effect Effects 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 235000019821 dicalcium diphosphate Nutrition 0.000 description 1
- 235000019700 dicalcium phosphate Nutrition 0.000 description 1
- REKWWOFUJAJBCL-UHFFFAOYSA-L dilithium;hydrogen phosphate Chemical compound [Li+].[Li+].OP([O-])([O-])=O REKWWOFUJAJBCL-UHFFFAOYSA-L 0.000 description 1
- VFHVQBAGLAREND-UHFFFAOYSA-N diphenylphosphoryl-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 VFHVQBAGLAREND-UHFFFAOYSA-N 0.000 description 1
- 235000011180 diphosphates Nutrition 0.000 description 1
- BNIILDVGGAEEIG-UHFFFAOYSA-L disodium hydrogen phosphate Chemical compound [Na+].[Na+].OP([O-])([O-])=O BNIILDVGGAEEIG-UHFFFAOYSA-L 0.000 description 1
- 229910000397 disodium phosphate Inorganic materials 0.000 description 1
- 235000019800 disodium phosphate Nutrition 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000000295 fuel oil Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- ACCCMOQWYVYDOT-UHFFFAOYSA-N hexane-1,1-diol Chemical compound CCCCCC(O)O ACCCMOQWYVYDOT-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- MRVHOJHOBHYHQL-UHFFFAOYSA-M lithium metaphosphate Chemical compound [Li+].[O-]P(=O)=O MRVHOJHOBHYHQL-UHFFFAOYSA-M 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 125000005341 metaphosphate group Chemical group 0.000 description 1
- RHJYKEDKMHDZBL-UHFFFAOYSA-L metaphosphoric acid (hpo3), magnesium salt Chemical compound [Mg+2].[O-]P(=O)=O.[O-]P(=O)=O RHJYKEDKMHDZBL-UHFFFAOYSA-L 0.000 description 1
- YLHXLHGIAMFFBU-UHFFFAOYSA-N methyl phenylglyoxalate Chemical compound COC(=O)C(=O)C1=CC=CC=C1 YLHXLHGIAMFFBU-UHFFFAOYSA-N 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- URXNVXOMQQCBHS-UHFFFAOYSA-N naphthalene;sodium Chemical compound [Na].C1=CC=CC2=CC=CC=C21 URXNVXOMQQCBHS-UHFFFAOYSA-N 0.000 description 1
- 150000001451 organic peroxides Chemical class 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- HPAFOABSQZMTHE-UHFFFAOYSA-N phenyl-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)C1=CC=CC=C1 HPAFOABSQZMTHE-UHFFFAOYSA-N 0.000 description 1
- LYXOWKPVTCPORE-UHFFFAOYSA-N phenyl-(4-phenylphenyl)methanone Chemical compound C=1C=C(C=2C=CC=CC=2)C=CC=1C(=O)C1=CC=CC=C1 LYXOWKPVTCPORE-UHFFFAOYSA-N 0.000 description 1
- WLJVXDMOQOGPHL-UHFFFAOYSA-N phenylacetic acid Chemical compound OC(=O)CC1=CC=CC=C1 WLJVXDMOQOGPHL-UHFFFAOYSA-N 0.000 description 1
- AQSJGOWTSHOLKH-UHFFFAOYSA-N phosphite(3-) Chemical class [O-]P([O-])[O-] AQSJGOWTSHOLKH-UHFFFAOYSA-N 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- BWJUFXUULUEGMA-UHFFFAOYSA-N propan-2-yl propan-2-yloxycarbonyloxy carbonate Chemical compound CC(C)OC(=O)OOC(=O)OC(C)C BWJUFXUULUEGMA-UHFFFAOYSA-N 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- CIHOLLKRGTVIJN-UHFFFAOYSA-N tert‐butyl hydroperoxide Chemical compound CC(C)(C)OO CIHOLLKRGTVIJN-UHFFFAOYSA-N 0.000 description 1
- UWHCKJMYHZGTIT-UHFFFAOYSA-N tetraethylene glycol Chemical compound OCCOCCOCCOCCO UWHCKJMYHZGTIT-UHFFFAOYSA-N 0.000 description 1
- MVGWWCXDTHXKTR-UHFFFAOYSA-J tetralithium;phosphonato phosphate Chemical compound [Li+].[Li+].[Li+].[Li+].[O-]P([O-])(=O)OP([O-])([O-])=O MVGWWCXDTHXKTR-UHFFFAOYSA-J 0.000 description 1
- 239000012745 toughening agent Substances 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- QORWJWZARLRLPR-UHFFFAOYSA-H tricalcium bis(phosphate) Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QORWJWZARLRLPR-UHFFFAOYSA-H 0.000 description 1
- 229940078499 tricalcium phosphate Drugs 0.000 description 1
- 235000019731 tricalcium phosphate Nutrition 0.000 description 1
- 229910000391 tricalcium phosphate Inorganic materials 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- TWQULNDIKKJZPH-UHFFFAOYSA-K trilithium;phosphate Chemical compound [Li+].[Li+].[Li+].[O-]P([O-])([O-])=O TWQULNDIKKJZPH-UHFFFAOYSA-K 0.000 description 1
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 1
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F2/00—Processes of polymerisation
- C08F2/46—Polymerisation initiated by wave energy or particle radiation
- C08F2/48—Polymerisation initiated by wave energy or particle radiation by ultraviolet or visible light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/06—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation
- B05D3/061—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by exposure to radiation using U.V.
- B05D3/065—After-treatment
- B05D3/067—Curing or cross-linking the coating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F114/00—Homopolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen
- C08F114/18—Monomers containing fluorine
- C08F114/26—Tetrafluoroethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F226/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a single or double bond to nitrogen or by a heterocyclic ring containing nitrogen
- C08F226/06—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a single or double bond to nitrogen or by a heterocyclic ring containing nitrogen by a heterocyclic ring containing nitrogen
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D127/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers
- C09D127/02—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers not modified by chemical after-treatment
- C09D127/12—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Coating compositions based on derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C09D127/18—Homopolymers or copolymers of tetrafluoroethene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D133/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Coating compositions based on derivatives of such polymers
- C09D133/04—Homopolymers or copolymers of esters
- C09D133/14—Homopolymers or copolymers of esters of esters containing halogen, nitrogen, sulfur or oxygen atoms in addition to the carboxy oxygen
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M107/00—Lubricating compositions characterised by the base-material being a macromolecular compound
- C10M107/40—Lubricating compositions characterised by the base-material being a macromolecular compound containing nitrogen
- C10M107/42—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M125/00—Lubricating compositions characterised by the additive being an inorganic material
- C10M125/26—Compounds containing silicon or boron, e.g. silica, sand
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M125/00—Lubricating compositions characterised by the additive being an inorganic material
- C10M125/26—Compounds containing silicon or boron, e.g. silica, sand
- C10M125/28—Glass
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/12—Sliding-contact bearings for exclusively rotary movement characterised by features not related to the direction of the load
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C23/00—Bearings for exclusively rotary movement adjustable for aligning or positioning
- F16C23/02—Sliding-contact bearings
- F16C23/04—Sliding-contact bearings self-adjusting
- F16C23/043—Sliding-contact bearings self-adjusting with spherical surfaces, e.g. spherical plain bearings
- F16C23/045—Sliding-contact bearings self-adjusting with spherical surfaces, e.g. spherical plain bearings for radial load mainly, e.g. radial spherical plain bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/20—Sliding surface consisting mainly of plastics
- F16C33/201—Composition of the plastic
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/20—Sliding surface consisting mainly of plastics
- F16C33/208—Methods of manufacture, e.g. shaping, applying coatings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C43/00—Assembling bearings
- F16C43/02—Assembling sliding-contact bearings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/34—Esters containing nitrogen, e.g. N,N-dimethylaminoethyl (meth)acrylate
- C08F220/343—Esters containing nitrogen, e.g. N,N-dimethylaminoethyl (meth)acrylate in the form of urethane links
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/34—Esters containing nitrogen, e.g. N,N-dimethylaminoethyl (meth)acrylate
- C08F220/343—Esters containing nitrogen, e.g. N,N-dimethylaminoethyl (meth)acrylate in the form of urethane links
- C08F220/346—Esters containing nitrogen, e.g. N,N-dimethylaminoethyl (meth)acrylate in the form of urethane links and further oxygen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F2800/00—Copolymer characterised by the proportions of the comonomers expressed
- C08F2800/20—Copolymer characterised by the proportions of the comonomers expressed as weight or mass percentages
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J4/00—Adhesives based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; adhesives, based on monomers of macromolecular compounds of groups C09J183/00 - C09J183/16
- C09J4/06—Organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond in combination with a macromolecular compound other than an unsaturated polymer of groups C09J159/00 - C09J187/00
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M105/00—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound
- C10M105/56—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound containing nitrogen
- C10M105/70—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound containing nitrogen as ring hetero atom
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/10—Compounds containing silicon
- C10M2201/105—Silica
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/12—Glass
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2213/00—Organic macromolecular compounds containing halogen as ingredients in lubricant compositions
- C10M2213/06—Perfluoro polymers
- C10M2213/062—Polytetrafluoroethylene [PTFE]
- C10M2213/0623—Polytetrafluoroethylene [PTFE] used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2215/00—Organic non-macromolecular compounds containing nitrogen as ingredients in lubricant compositions
- C10M2215/30—Heterocyclic compounds
- C10M2215/305—Heterocyclic compounds used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/02—Bearings
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2050/00—Form in which the lubricant is applied to the material being lubricated
- C10N2050/08—Solids
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/02—Sliding-contact bearings for exclusively rotary movement for radial load only
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2208/00—Plastics; Synthetic resins, e.g. rubbers
- F16C2208/20—Thermoplastic resins
- F16C2208/30—Fluoropolymers
- F16C2208/32—Polytetrafluorethylene [PTFE]
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2208/00—Plastics; Synthetic resins, e.g. rubbers
- F16C2208/20—Thermoplastic resins
- F16C2208/58—Several materials as provided for in F16C2208/30 - F16C2208/54 mentioned as option
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2208/00—Plastics; Synthetic resins, e.g. rubbers
- F16C2208/20—Thermoplastic resins
- F16C2208/72—Acrylics, e.g. polymethylmethacrylate [PMMA]
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2223/00—Surface treatments; Hardening; Coating
- F16C2223/30—Coating surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2226/00—Joining parts; Fastening; Assembling or mounting parts
- F16C2226/50—Positive connections
- F16C2226/52—Positive connections with plastic deformation, e.g. caulking or staking
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/80—Technologies aiming to reduce greenhouse gasses emissions common to all road transportation technologies
- Y02T10/86—Optimisation of rolling resistance, e.g. weight reduction
Definitions
- the present invention relates to an ultraviolet curable resin composition and a sliding member provided with a self-lubricating liner for forming a self-lubricating liner for sliding members such as non-lubricated sliding bearings and reamer bolts, and such sliding.
- the present invention relates to a method for manufacturing a member.
- Sliding bearings that hold rotating and translational shafts on sliding surfaces are used in a wide range of applications.
- non-lubricating sliding bearings that do not use lubricating oil on the sliding surfaces have a low coefficient of friction and high durability. It is used in applications such as ships and aircraft that require high performance, high load resistance, high heat resistance, and high oil resistance.
- Patent Document 1 discloses an outer ring member having a concave first bearing surface, and a convex second bearing surface that is slidable with respect to the first bearing surface.
- a spherical sliding bearing for high load applications is disclosed.
- one member of the outer ring member and the inner ring member is made of a titanium alloy, and has a titanium nitride bearing surface formed by physical vapor deposition (PVD) on the surface thereof.
- PVD physical vapor deposition
- the bearing surface of the other member has a lubrication liner formed of resin.
- the lubricating liner is made of a fabric made of polytetrafluoroethylene (PTFE) and polyaramid fibers and saturated with a phenolic resin composition.
- PTFE polytetrafluoroethylene
- Patent Document 2 discloses a self-lubricating coating composed of a thermosetting acrylic composition containing 20% by weight or more of dipentaerythritol pentaacrylate and 10% by weight or more of a solid lubricant such as polytetrafluoroethylene.
- the self-lubricating coating may contain 20% by weight or more of triethylene glycol dimethacrylate and 1% by weight or less of aramid pulp.
- This document further discloses a sleeve bearing in which a self-lubricating coating is used as a liner on the inner peripheral surface of the outer ring.
- Patent Document 3 by the present applicant discloses a sliding bearing suitable for an application such as an aircraft.
- This slide bearing has a self-lubricating liner formed on a sliding surface, and the self-lubricating liner is made of 60 to 80% by weight of polyetherketone resin, 10 to 30% by weight of PTFE, and carbon fiber.
- a self-lubricating resin composition in which 5 to 15% by weight and aramid fibers are mixed at 15% by weight or less, and the total content of carbon fibers and aramid fibers is 10 to 25% by weight, forming a self-lubricating liner.
- the metal surface has a surface roughness Ra (centerline average roughness) of 4.0 ⁇ m or more and Rmax (maximum height) of 30.0 ⁇ m or more.
- the fibrous lubricating liner of Patent Document 1 cannot be adjusted by grinding or cutting because the fiber is cut and does not function as a liner when post-processing is performed.
- Patent Document 2 since the self-lubricating coating of Patent Document 2 is based on a thermosetting acrylic resin, there is a problem that productivity is low because it takes time to cure. In addition, when trying to handle in an uncured state in order to save time, the uncured resin flows and the shape cannot be maintained, so that handling is difficult.
- the self-lubricating liner of Patent Document 3 is based on a polyetherketone resin, which is a thermoplastic resin, it can be manufactured using a highly productive injection molding method. In order to improve the adhesion, a blasting process is required in advance to increase the surface roughness of the inner peripheral surface of the outer ring. Furthermore, when blending PTFE, which is a solid lubricant, with a thermoplastic resin such as a polyetherketone resin, it is necessary to limit the blending amount to less than 30% by weight. This is due to the following reason. At the time of resin kneading and injection molding, PTFE is exposed to high temperatures and high pressures and heated above its melting point, so that decomposition gas is generated. Such cracked gases need to be avoided from a safety standpoint. For this reason, the amount of PTFE added is suppressed. However, in order to improve the lubricity of the liner, it is desirable to increase the amount of PTFE added.
- the present invention has been made to solve the above problems, and the present invention has a low coefficient of friction, high durability, high load resistance, high heat resistance, high oil resistance, and after curing.
- a resin composition for forming a self-lubricating liner that can be adjusted in size by grinding or cutting, and does not require a roughening treatment on the base surface, and is easy to handle in the manufacturing process. It aims at providing a resin composition.
- Another object of the present invention is to provide a sliding member having a self-lubricating liner made of such a resin composition.
- an ultraviolet curable resin composition for a self-lubricating liner having a (meth) acrylate compound having an isocyanuric acid ring represented by the following formula: (In the formula, X is an acryloyl group and is a group consisting only of C, H and O, and Y and Z are groups consisting only of C, H and O) Including polytetrafluoroethylene resin as a solid lubricant,
- the content of the (meth) acrylate having an isocyanuric acid ring in the ultraviolet curable resin composition is 20% by weight to 90% by weight, and the content of the polytetrafluoroethylene resin in the ultraviolet curable resin composition
- An ultraviolet curable resin composition characterized in that the amount is 10 to 50% by weight is provided.
- the (meth) acrylate compound having an isocyanuric acid ring represented by the formula (1) is di- (2- (meth) acryloxyethyl) isocyanurate, tris- ( Either 2- (meth) acryloxyethyl) isocyanurate and ⁇ -caprolactone modified tris- (2-acryloxyethyl) isocyanurate, or di- (2- (meth) acryloxyethyl) isocyanurate and tris- ( A mixture of 2- (meth) acryloxyethyl) isocyanurate is preferred.
- the ultraviolet curable resin composition of the present invention may further contain 30% by weight or less of melamine cyanurate.
- the polytetrafluoroethylene resin may be in the form of a powder having an average particle diameter of 75 to 180 ⁇ m, and the polytetrafluoroethylene resin surface-treated with an epoxy-modified acrylate It may be.
- the content of the polytetrafluoroethylene resin in the ultraviolet curable resin composition may be 30 to 50% by weight.
- the ultraviolet curable resin composition of the present invention further includes a thermosetting agent, a chemical resistance agent such as bisphenol A type epoxy acrylate, an adhesion improver such as hydroxyethyl (meth) acrylate or isobornyl (meth) acrylate, Curing accelerators such as pentaerythritol triacrylate and dipentaerythritol hexa (meth) acrylate, toughening agents such as urethane acrylate, cross-linking accelerators such as ethylene glycol di (meth) acrylate, fumed silica, glass fiber It may be included alone or in combination.
- a chemical resistance agent such as bisphenol A type epoxy acrylate
- an adhesion improver such as hydroxyethyl (meth) acrylate or isobornyl (meth) acrylate
- Curing accelerators such as pentaerythritol triacrylate and dipentaerythritol hexa (meth) acryl
- a sliding member characterized in that a self-lubricating liner made of the ultraviolet curable resin composition of the present invention is formed on the sliding surface.
- the sliding member can be a sliding bearing or a spherical sliding bearing.
- the sliding member may be a bolt having a head portion, a shaft portion, and a screw portion, and a self-lubricating liner formed on the outer peripheral surface of the shaft portion.
- the ultraviolet curable resin composition is applied to the sliding surface of the sliding member, and the ultraviolet curable resin composition is cured by irradiating with ultraviolet rays, thereby self-lubricating.
- a method for producing a sliding member including forming a liner, wherein the ultraviolet curable resin composition has a (meth) acrylate compound having an isocyanuric acid ring represented by the above formula (1), and a solid lubricant And the content of the (meth) acrylate having an isocyanuric acid ring in the ultraviolet curable resin composition is 20 wt% to 90 wt%, and the polytetrafluoroethylene resin is The method for producing the sliding member is characterized in that the content in the ultraviolet curable resin composition is 10 to 50% by weight.
- the manufacturing method of the sliding member may further include a step of cutting or grinding the self-lubricating liner to a desired dimension.
- the ultraviolet curable resin composition further contains a thermosetting agent, and the sliding member can slide on the outer ring member having the concave first bearing surface and the first bearing surface.
- a spherical sliding bearing including an inner ring member having a convex second bearing surface, and the ultraviolet curable resin composition is applied to the first bearing surface or the second bearing surface as a sliding surface.
- the ultraviolet curable resin composition applied to the first bearing surface or the second bearing surface is irradiated with ultraviolet rays to be semi-cured, and after the ultraviolet curable resin composition is semi-cured, the inner ring is attached to the outer ring member.
- the ultraviolet curable resin composition can be applied to the sliding surface without roughening the sliding surface.
- the ultraviolet curable resin composition of the present invention can be applied to a sliding surface and then cured in a short time by ultraviolet irradiation. Since high temperature and high pressure conditions are not required as in the case of using a thermoplastic resin, a relatively large amount of polytetrafluoroethylene resin can be added, and parts can be easily handled. Furthermore, since the adhesion of the cured resin composition to the surface to be coated (underlying surface) is extremely strong, it is not necessary to previously roughen the surface to be coated. As a result, work safety and power saving can be improved, and the equipment cost can be reduced. Further, since the cured resin composition can be easily cut or ground, it is possible to provide a machinable liner that can be post-processed such as dimension adjustment.
- a bearing such as a reamer bolt or a spherical plain bearing having a self-lubricating liner on a sliding surface between an inner ring member and an outer ring member can be easily and at low cost and with high accuracy. It can be manufactured.
- FIG. 1A is a longitudinal sectional view taken along the axial direction of a sleeve bearing according to the present invention
- FIG. 1B is a transverse sectional view taken along a direction perpendicular to the axis. It is a figure which shows the cross-section of the test jig
- 5 (a) to 5 (c) are diagrams illustrating a manufacturing process of a spherical plain bearing having a self-lubricating liner formed from the resin composition of the present invention.
- 6A and 6B are a longitudinal sectional view and a transverse sectional view of a rod end spherical plain bearing incorporating a spherical plain bearing according to the present invention. It is a figure which shows the external appearance of the reamer bolt which has the self-lubricating liner formed with the resin composition of this invention on the shaft surface.
- the sliding member having the ultraviolet curable resin composition of the present invention and the self-lubricating liner formed thereby will be described below.
- a sleeve bearing 10 shown in FIGS. 1A and 1B includes a cylindrical outer ring member 12 formed of a metal such as bearing steel, stainless steel, duralumin material, and titanium alloy, and an inner peripheral surface of the outer ring member 12. And a self-lubricating liner layer 14 formed.
- the self-lubricating liner layer 14 is formed by applying and curing the ultraviolet curable resin composition of the present invention described below on the inner peripheral surface of the outer ring member 12.
- the self-lubricating liner can be easily dimensioned by cutting and grinding, and in this sense, it may be referred to as a “machineable liner” (processable liner) as appropriate.
- the sliding members include not only sleeve bearings used for rotational movements and translational (linear motion) movements, but also various sliding members such as spherical sliding bearings and reamer bolts described later. The member is also the subject of the present invention.
- the ultraviolet curable resin composition mainly includes (meth) acrylate having an isocyanuric acid ring represented by the following formula (1) as a component constituting the resin.
- X contains an acryloyl group and is a group consisting only of C, H and O
- Y and Z are groups consisting only of C, H and O, respectively.
- Y and Z may or may not contain an acryloyl group.
- X is preferably an acryloxyethyl group or an acryloxyethyl group modified with ⁇ -caprolactone, and Y and Z are preferably the same group as X.
- the term “(meth) acrylate” means acrylate or methacrylate.
- the (meth) acrylate having an isocyanuric acid ring represented by the formula (1) (hereinafter, simply referred to as “(meth) acrylate having an isocyanuric acid ring) has excellent heat resistance in addition to being UV curable. Therefore, it is suitable for a self-lubricating liner for a sliding member.
- heat resistance 163 ° C. or higher is required, but (meth) acrylate having an isocyanuric acid ring is also suitable for such applications.
- the composition can be applied to the sliding surface and can form a self-lubricating liner with little wear after curing.
- bis (acryloyloxyethyl) hydroxyethyl isocyanurate, di- (2- (meth) acryloxyethyl) isocyanurate, tris- (2- (meth) acryloxyethyl) isocyanurate, ⁇ -caprolactone Modified tris- (2-acryloxyethyl) isocyanurate is preferred.
- the (meth) acrylate having an isocyanuric acid ring may be used alone or in combination of two or more.
- any of di- (2- (meth) acryloxyethyl) isocyanurate, tris- (2- (meth) acryloxyethyl) isocyanurate and ⁇ -caprolactone modified tris- (2-acryloxyethyl) isocyanurate Or a mixture of di- (2- (meth) acryloxyethyl) isocyanurate and tris- (2- (meth) acryloxyethyl) isocyanurate.
- the (meth) acrylate having an isocyanuric acid ring is contained in the resin composition of the present invention in an amount of 20 to 90% by weight, particularly 30 to 70% by weight. If it is less than 20% by weight, the fluidity of the resin is insufficient, application becomes difficult, and the liner strength tends to be insufficient. If it exceeds 90% by weight, the content of the solid lubricant described later decreases, and the lubricity tends to decrease.
- the ultraviolet curable resin composition may contain 10 wt% to 30 wt%. If the content of these adhesion improvers is less than 10% by weight, the adhesion effect is insufficient, and if it exceeds 30% by weight, bubbles are likely to be generated in the resin and become voids after curing, resulting in a resin strength. There is a risk of damage.
- pentaerythritol triacrylate, pentaerythritol tetraacrylate, dipentaerythritol Penta (meth) acrylate, dipentaerythritol hexa (meth) acrylate, and dipentaerythritol polyacrylate may be contained alone or in an ultraviolet curable resin composition at 15% by weight or less. If the content of these curing accelerators exceeds 15% by weight, curing becomes too fast, and handling during production becomes difficult.
- a modified bisphenol A type epoxy acrylate or a bisphenol A type epoxy modified acrylate is used as a chemical resistance agent in order to impart chemical resistance without impairing the strength after curing. You may make it contain in an ultraviolet curable resin composition at 20 weight% or less. Since the bisphenol A type epoxy-modified acrylate is rigid, if it is contained in an amount exceeding 20% by weight, the cured resin may be cracked.
- urethane acrylate may be contained in the ultraviolet curable resin composition at 5 wt% or less as a toughness imparting agent. Since urethane acrylate is rich in flexibility, if it is contained exceeding 5%, the mechanical strength is lowered, and the load bearing performance may be impaired.
- the UV curable resin composition may contain a crosslinkable monomer alone or two or more at 5 wt% or less.
- the crosslinkable monomer is a monomer having two or more unsaturated bonds having the same reactivity.
- ethylene glycol di (meth) acrylate propylene glycol di (meth) acrylate, butylene glycol di (meth) acrylate, hexanediol di
- examples include meth) acrylate, tetraethylene glycol di (meth) acrylate, triethylene glycol di (meth) acrylate, and tripropylene glycol di (meth) acrylate.
- the resin composition of the present invention contains a solid lubricant.
- the solid lubricant is preferably one that does not impair the transparency of ultraviolet rays when irradiated with ultraviolet rays for curing or polymerizing the resin composition. From such a point, an organic white solid lubricant polytetrafluoroethylene resin (hereinafter abbreviated as “PTFE” as appropriate) is used.
- PTFE organic white solid lubricant polytetrafluoroethylene resin
- PTFE can be contained in an amount of 10 to 50% by weight, particularly 30 to 50% by weight, based on the total amount of the resin composition.
- PTFE may be used in any form such as powder or fiber, alone or in combination.
- the particles or fibers of PTFE powder may be subjected to a surface treatment in which the surface is etched with sodium naphthalene and then coated with an epoxy-modified acrylate. By performing such a surface treatment, the affinity with the acrylic resin produced from the (meth) acrylate having an isocyanuric acid ring is increased, and the bond with the acrylic resin is further strengthened.
- the PTFE particles and fibers can be prevented from falling off from the self-lubricating liner during sliding, and the wear amount of the self-lubricating liner can be reduced. Can be reduced.
- the particle diameter or fiber length of PTFE is preferably 75 ⁇ m to 180 ⁇ m. By doing so, aggregation is less likely to occur even if the amount of PTFE added is increased, and it becomes possible to uniformly distribute while increasing the area ratio of PTFE present on the surface after curing.
- the particle diameter and fiber length of PTFE are smaller than 75 ⁇ m, PTFE aggregation tends to occur during kneading of the viscous resin, and it may be difficult to uniformly distribute PTFE on the cured resin surface. Further, when the particle diameter or fiber length of PTFE is outside the range of 75 ⁇ m to 180 ⁇ m, the wear amount of the self-lubricating liner becomes relatively large.
- Melamine cyanurate may be included as a solid lubricant other than PTFE.
- melamine cyanurate is preferably contained in an amount of 30% by weight or less based on the total amount of the resin composition, and more preferably 3 to 10% by weight.
- the structure of melamine cyanurate is a 6-membered ring melamine molecule and cyanuric acid molecule bonded by hydrogen bonds and arranged in a plane, and the planes overlap each other in a weak bond, making it possible to form molybdenum disulfide (MoS2) or graphite.
- MoS2 molybdenum disulfide
- Such a structure is considered to contribute to the solid lubricity.
- the total content thereof is preferably 10 to 55% by weight based on the total amount of the resin composition. If the solid lubricant is less than 10% by weight, the coefficient of friction of the self-lubricating liner increases and the amount of wear increases, and if it exceeds 55% by weight, the self-lubricating liner may not be strong enough to cause plastic deformation. There is.
- the friction coefficient of the resulting self-lubricating liner can be reduced as compared to when PTFE is used alone as a solid lubricant.
- the friction coefficient of the self-lubricating liner can be reduced by about 10% as compared with the case of PTFE alone by setting the total content of both to 30 to 40% by weight.
- melamine cyanurate is white, it is preferable in that it does not adversely affect the ultraviolet light transmittance even if it is added to the resin composition.
- the photopolymerization initiator may be contained in an amount of 0.01 to 5% by weight based on the weight of the (meth) acrylate having an isocyanuric acid ring.
- the following photopolymerization initiators may be used singly or in combination, but are not particularly limited thereto.
- Glass fiber may be added to the resin composition of the present invention for the purpose of improving the strength of the self-lubricating liner.
- the amount of glass fiber added is preferably 15% by weight or less of the resin composition.
- the glass fiber cut during the self-lubricating liner cutting / grinding tends to promote the wear of the mating material surface. The benefits can be compromised.
- Glass fiber is preferable in that it does not lower the transmittance of ultraviolet rays.
- the resin composition of the present invention may further contain a phosphate.
- Phosphate improves initial conformability when the resin composition is used as a self-lubricating liner, and can stabilize the coefficient of friction earlier than when no phosphate is added.
- the phosphate is preferably contained at 1 to 5% by weight in the resin composition. Examples of phosphates include alkali metal or alkaline earth metal tertiary phosphates, secondary phosphates, pyrophosphates, phosphites, or metaphosphates.
- trilithium phosphate dilithium hydrogen phosphate, sodium hydrogen phosphate, lithium pyrophosphate, tricalcium phosphate, calcium monohydrogen phosphate, calcium pyrophosphate, lithium metaphosphate, magnesium metaphosphate, calcium metaphosphate, etc. Is mentioned.
- the resin composition of the present invention may contain fumed silica. Fumed silica is used to impart thixotropy. If the resin composition is insufficient in thixotropy, the resin composition will drip when applied to the sliding surface, making liner molding difficult. For this reason, the thixotropy can be adjusted by adding fumed silica.
- the fumed silica is preferably contained at 5% by weight or less of the resin composition. If the amount of fumed silica added exceeds 5% by weight, the amount of wear of the liner increases, such being undesirable.
- the resin composition of the present invention is preferably liquid at room temperature. Thereby, it can apply
- the glass transition point Tg of the resin composition of the present invention satisfies the heat resistance requirement of the AS81934 standard described later, and has a heat resistance equal to or higher than that of the polyether ketone-based resin liner of Patent Document 3. It is preferable that it is 150 degreeC or more from the reason of ensuring.
- thermosetting agent may be further added to the resin composition, followed by primary curing by ultraviolet irradiation, and then secondary curing by heating. Thereby, since it hardens
- thermosetting agents include diisopropyl peroxydicarbonate, benzoyl peroxide, methyl ethyl ketone peroxide, cyclohexanone peroxide, t-butylperoxy-2-ethylhexanoate, 1,1,3,3-tetramethylbutylperoxy -2-ethylhexanoate, t-amylperoxy-2-ethylhexanoate, t-butyl hydroperoxide, t-butyl peroxyneodikenate, t-butyl peroxybenzoate, cumene hydroperoxide, etc.
- the organic peroxide include azo compounds such as 2,2′-azobisisobutyronitrile and 2,2′-azobisdiethylvaleronitrile, but are not particularly limited thereto.
- additives such as an antioxidant, a light stabilizer, a polymerization inhibitor, and a storage stabilizer can be added to the resin composition of the present invention as necessary.
- the total amount of these additives and the thermosetting agent is desirably 5% by weight or less of the entire resin composition.
- the resin composition of the present invention uses a liquid ultraviolet curable resin as a resin base, it is easy to mix a solid lubricant containing PTFE, and in the case where a thermoplastic resin is used as a resin base. Since PTFE can be added at a high blending amount of 30 to 50% by weight which could not be blended, a self-lubricating liner with lower friction and less wear can be produced.
- an ultraviolet curable resin composition containing a (meth) acrylate compound having an isocyanuric acid ring represented by the above formula (1) and PTFE as a solid lubricant is applied to the sliding surface of the sliding member.
- a method for producing a sliding member in which a self-lubricating liner is formed by irradiating ultraviolet rays to cure the ultraviolet curable resin composition is also provided.
- This self-lubricating liner becomes a machinable liner that can be post-processed by cutting or grinding to the desired dimensions.
- the sliding member of the present invention can be a spherical plain bearing including an outer ring member having a concave first bearing surface and an inner ring member having a convex second bearing surface that can slide on the first bearing surface.
- the ultraviolet curable resin composition according to the present invention is applied to the first bearing surface or the second bearing surface as the sliding surface.
- the ultraviolet curable resin composition applied to the first bearing surface or the second bearing surface is irradiated with ultraviolet rays to be semi-cured.
- the inner ring member is inserted into the outer ring member, and the outer ring member is pressed and plastically deformed along the convex surface of the inner ring member.
- the self-lubricating liner can be formed by completely curing the ultraviolet curable resin composition by heating.
- the ultraviolet curable resin composition preferably contains a thermosetting agent.
- Example 1 As a (meth) acrylate compound having an isocyanuric acid ring, ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate (A-9300-1CL, manufactured by Shin-Nakamura Chemical Co., Ltd.) and melamine cyanurate as a solid lubricant (MELAPUR MC25, manufactured by BASF) and PTFE (KT-60, manufactured by Kitamura) and 2-hydroxy-2-methyl-1-phenylpropan-1-one (DAROCURE 1173, manufactured by BASF) as a photopolymerization initiator
- a liquid resin composition was prepared by mixing fumed silica (AEROSIL R972, manufactured by Nippon Aerosil Co., Ltd.) and additives so as to have the compositions shown
- antioxidants As additives, antioxidants, light stabilizers, polymerization inhibitors, and storage stabilizers were contained in trace amounts, and the total contents are shown in Table 1. However, Examples 1 to 4 contain a thermosetting agent in addition to the above additives. The average particle diameter of PTFE was 130 ⁇ m.
- Example 2 ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, melamine cyanurate, PTFE, photoinitiator and additives are used in the weight percentages listed in Table 1 and glass fiber (average) instead of fumed silica.
- a resin composition was prepared in the same manner as in Example 1 except that fiber length 80 ⁇ m ⁇ average diameter ⁇ 11 ⁇ m, PF80E-401, manufactured by Nittobo Co., Ltd.) was used at 7 wt%.
- Example 3 Example 1 except that ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, melamine cyanurate, PTFE, photoinitiator, fumed silica and additives were used in the weight percentages shown in Table 1.
- a resin composition was prepared in the same manner as described above.
- Example 4 ⁇ -Caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, melamine cyanurate, PTFE, photopolymerization initiator, fumed silica and additives are used at the weight percentages shown in Table 1, and 5 phosphates are used.
- a resin composition was prepared in the same manner as in Example 1 except that it was added in wt%.
- Example 5 Except that ⁇ -caprolactone modified tris- (2-acryloxyethyl) isocyanurate, PTFE, photopolymerization initiator, fumed silica and additives were used in the weight percentages shown in Table 1, and melamine cyanurate was not added.
- the resin composition was prepared in the same manner as in Example 1.
- Example 6 ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, melamine cyanurate, PTFE, photoinitiator and additives listed in Table 1% by weight, except that fumed silica was not added
- the resin composition was prepared in the same manner as in Example 1.
- Example 7 Example 1 except that ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, melamine cyanurate, PTFE, photoinitiator, fumed silica and additives were used in the weight percentages shown in Table 1.
- a resin composition was prepared in the same manner as described above.
- Example 8 ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, melamine cyanurate, PTFE, photoinitiator, fumed silica and additives are used at the weight percentages shown in Table 1, and isobornyl methacrylate (A resin composition was prepared in the same manner as in Example 1 except that Light Ester IB-X (manufactured by Kyoeisha Chemical Co., Ltd.) was added at 30% by weight.
- Light Ester IB-X manufactured by Kyoeisha Chemical Co., Ltd.
- Example 9 ⁇ -Caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, melamine cyanurate, PTFE, photoinitiator, fumed silica and additives are used in the weight percentages shown in Table 1, and bisphenol A type epoxy acrylate A resin composition was prepared in the same manner as in Example 1 except that EBECRYL3700 (manufactured by Daicel Cytec Co., Ltd.) was added at 18% by weight.
- EBECRYL3700 manufactured by Daicel Cytec Co., Ltd.
- Example 10 ⁇ -Caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, PTFE, photopolymerization initiator, fumed silica and additives are used in the weight percentages shown in Table 1, and bisphenol A type epoxy acrylate is further 5 weight%.
- Example 11 Instead of ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, di- (2-acryloxyethyl) isocyanurate and tris- (2-acryloxyethyl) isocyanurate (FA-731AT, Hitachi Chemical Co., Ltd.) Manufactured at 9 wt% and 21 wt%, respectively, PTFE, photopolymerization initiator, fumed silica and additives are used at the wt% shown in Table 1, and 6.5 wt% of bisphenol A type epoxy acrylate.
- Example 2 5% by weight of dipentaerythritol hexaacrylate, 2% by weight of isobornyl methacrylate, 15% by weight of hydroxyethyl methacrylate, 1% by weight of ethylene glycol dimethacrylate, 7% by weight of glass fiber, and melamine cyanurate Resin composition in the same manner as in Example 1 except that was not added. Formulation was.
- Example 12 Instead of ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, di- (2-acryloxyethyl) isocyanurate (M-215, manufactured by Toagosei Co., Ltd.) was used at 37.3% by weight, and PTFE was used. , Photopolymerization initiator, fumed silica, and additives are used at the weight percentages shown in Table 1, and 5% by weight of bisphenol A type epoxy acrylate, 10% by weight of hydroxyethyl methacrylate, and 15% by weight of glass fiber. Then, a resin composition was prepared in the same manner as in Example 1 except that melamine cyanurate was not added.
- M-215 manufactured by Toagosei Co., Ltd.
- Example 13 Instead of ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, di- (2-acryloxyethyl) isocyanurate and tris- (2-acryloxyethyl) isocyanurate are 9% by weight and 21% by weight, respectively.
- PTFE, photopolymerization initiator, fumed silica and additives are used at the weight percentages shown in Table 1, and 10% by weight of dipentaerythritol hexaacrylate, 5% by weight of pentaerythritol triacrylate, Example 1 except that 5% by weight of nyl methacrylate, 10.5% by weight of hydroxyethyl methacrylate, 1% by weight of ethylene glycol dimethacrylate, 5% by weight of glass fiber were added and no melamine cyanurate was added.
- a resin composition was prepared in the same manner as described above.
- Example 14 ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, melamine cyanurate, PTFE, photoinitiator, fumed silica and additives are used in the weight percentages shown in Table 1, and dipentaerythritol hexaacrylate 10% by weight, 5% by weight isobornyl methacrylate, 5% by weight hydroxyethyl methacrylate, 5% by weight ethylene glycol dimethacrylate, 5% by weight glass fiber, and 1% by weight phosphate.
- the resin composition was prepared in the same manner as in Example 1.
- Example 15 ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, melamine cyanurate, PTFE, photoinitiator, fumed silica and additives are used in the weight percentages shown in Table 1, and bisphenol A type epoxy acrylate 10% by weight, urethane acrylate (AU-3120, manufactured by Tokushiki) 5% by weight, isobornyl methacrylate 5% by weight, hydroxyethyl methacrylate 5% by weight, ethylene glycol dimethacrylate 1% by weight, glass fiber A resin composition was prepared in the same manner as in Example 1 except that 5% by weight was added.
- Example 16 ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, melamine cyanurate, PTFE, photoinitiator, fumed silica and additives are used in the weight percentages shown in Table 1, and bisphenol A type epoxy acrylate 4 wt%, dipentaerythritol hexaacrylate 4 wt%, isobornyl methacrylate 1.5 wt%, hydroxyethyl methacrylate 12.5 wt%, ethylene glycol dimethacrylate 1 wt%, glass fiber 7 wt% A resin composition was prepared in the same manner as in Example 1 except that it was added in%.
- Example 1 except that ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, melamine cyanurate, PTFE, photoinitiator, fumed silica and additives were used in the weight percentages shown in Table 1.
- a resin composition was prepared in the same manner as described above.
- Comparative Example 2 PTFE, photopolymerization initiator, fumed silica, and additives were used at the weight percentages shown in Table 1, and pentaerythritol triacrylate was added at 61.7 weight%, and ⁇ -caprolactone-modified tris- (2-acryloxy) was added.
- a resin composition was prepared in the same manner as in Example 1 except that ethyl) isocyanurate and melamine cyanurate were not used.
- Comparative Example 3 PTFE, photopolymerization initiator, fumed silica and additives are used in the weight percentages shown in Table 1, pentaerythritol triacrylate is added at 66.7 weight%, and glass fiber is added at 15 weight% to modify ⁇ -caprolactone.
- a resin composition was prepared in the same manner as in Example 1 except that tris- (2-acryloxyethyl) isocyanurate and melamine cyanurate were not used.
- Comparative Example 4 Melamine cyanurate, PTFE, photopolymerization initiator, fumed silica, and additives were used in the weight percentages shown in Table 1, and 18% by weight of bisphenol A type epoxy acrylate, 13.2% by weight of pentaerythritol triacrylate, Resin composition as in Example 1 except that 10% by weight of urethane acrylate and 10% by weight of isobornyl methacrylate were added and ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate was not used. The ingredients were prepared.
- Comparative Example 5 Instead of ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, di- (2-acryloxyethyl) isocyanurate was used at 15% by weight, and melamine cyanurate, PTFE, photopolymerization initiator, fumed A resin composition was prepared in the same manner as in Example 1 except that silica and additives were used at the weight percentages shown in Table 1 and bisphenol A type epoxy acrylate was added at 50.8 weight%.
- Comparative Example 6 ⁇ -Caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, PTFE, photoinitiator, fumed silica and additives are used in the weight percentages shown in Table 1, and 25% by weight of bisphenol A type epoxy acrylate.
- a resin composition was prepared in the same manner as in Example 1 except that isobornyl methacrylate was added at 31.8% by weight and melamine cyanurate was not added.
- Comparative Example 7 PTFE, photopolymerization initiator, fumed silica, and additives were used in the weight percentages shown in Table 1, 46.8 weight% dipentaerythritol hexaacrylate, 5 weight% isobornyl methacrylate, and hydroxyethyl methacrylate. 5% by weight, 1% by weight of ethylene glycol dimethacrylate, and 10% by weight of glass fiber, except that ⁇ -caprolactone modified tris- (2-acryloxyethyl) isocyanurate and melamine cyanurate were not used.
- a resin composition was prepared in the same manner as in Example 1.
- Comparative Example 8 ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate, melamine cyanurate, PTFE, photoinitiator, fumed silica and additives are used in the weight percentages shown in Table 1, and dipentaerythritol hexaacrylate 5 wt%, pentaerythritol triacrylate 14.8 wt%, isobornyl methacrylate 10 wt%, hydroxyethyl methacrylate 10 wt%, ethylene glycol dimethacrylate 1 wt%, and glass fiber 10 wt% A resin composition was prepared in the same manner as in Example 1 except that.
- CTAI ⁇ -caprolactone modified tris- (2-acryloxyethyl) isocyanurate
- DAEIC di- (2-acryloxyethyl) isocyanurate
- TAEIC tris- (2-acryloxyethyl) isocyanurate
- BEA bisphenol A type epoxy acrylate
- DPHA dipentaerythritol hexaacrylate
- PETA pentaerythritol triacrylate
- UA urethane acrylate
- IBXMA isobornyl methacrylate
- HEMA hydroxyethyl methacrylate
- EGDM ethylene glycol dimethacrylate
- MC melamine cyanurate resin
- PTFE polytetrafluoroethylene resin GF: glass fiber
- a cylindrical sleeve bearing (width (axial length) 12.7 mm, outer diameter 30.2 mm, inner diameter 24.9 mm) as shown in FIG. 1 was prepared using a material obtained by heat-treating SUS630 stainless steel under H1150 conditions. .
- this machinable liner was cut and ground so that the thickness of the liner was 0.25 mm, and finished to an inner diameter of 25.4 mm.
- the performance evaluation of the 23 types of machinable liners made of the resin compositions prepared in Examples 1 to 16 and Comparative Examples 1 to 8 was performed by the following tests.
- the sleeve bearing 10 is set on the test jig T as shown in FIG.
- the test jig T is installed below the base 40, a base 40 having an H-shaped cross section that supports the shaft member 32, a weight 41 that applies a load in the radial direction of the sleeve bearing 10 into which the shaft member 32 is inserted.
- a dial gauge 42 is provided.
- a shaft member 32 made of carbon steel is fitted to the inner peripheral portion of the sleeve bearing 10 and a load is applied in the radial direction. The load is gradually increased to a radial static limit load value of 140 kN (31,400 lb) and gradually unloaded when the limit load value is reached.
- the displacement is measured with the dial gauge 42, and the permanent strain when the load is returned to zero is read from the load-displacement curve.
- the permanent strain amount (maximum allowable permanent strain amount after radial static limit load loading) must be 0.051 mm (0.002 in) or less.
- Example 15 urethane acrylate was included in order to impart toughness to the self-lubricating liner.
- the resin composition prepared in Example 1 was used. Further, a resin composition containing 5% by weight of urethane acrylate (AU-3120, manufactured by Tokushi Co., Ltd.) and a resin composition containing 10% by weight were prepared, and a self-lubricating liner obtained therefrom, for the self-lubricating liner obtained from the resin composition of Example 1, the permanent strain amount (maximum allowable permanent strain amount after radial static limit load loading) was comparatively investigated.
- the amount of strain of these self-lubricating liners under a load of 140 kN was 0.01 mm in the self-lubricating liner obtained from the resin composition prepared in Example 1, and contained 5% by weight of urethane acrylate.
- the self-lubricating liner obtained from the resin composition obtained was 0.015 mm, whereas the self-lubricating liner obtained from the resin composition containing 10% by weight of urethane acrylate was 0.052 mm. there were. Therefore, when the urethane acrylate is contained in the resin composition of the present invention, it is understood that 5% by weight or less is desirable.
- Oscillation test under radial load Oscillation test is performed at normal temperature and high temperature of 163 ° C (+ 6 ° C / -0 ° C).
- the AS81934 standard requirement in this test is that the allowable upper limit of the liner wear amount in the normal temperature fluctuation test is 0.089 mm (0.0035 in) after 1,000 cycles, and 0.102 mm (0.0040 in) after 5,000 cycles. ), After 25,000 cycles, 0.114 mm (0.0045 in).
- the upper limit of the amount of wear after 25,000 cycles in the high-temperature rocking test is 0.152 mm (0.0060 in).
- the sleeve bearing B4 is set on the test jig T, and a standard required load 73.5 kN (16,500 lb) as shown in the right column of Table 2 is applied in the radial direction to be static. Hold for 15 minutes. After 15 minutes, the displacement amount of the dial gauge 42 is set to zero and the shaft 32 starts to swing. The shaft member 32 is swung within an angle range of ⁇ 25 °. The angle position is 0 ° to + 25 °, returned to 0 °, then until -25 ° and again returned to 0 °, one cycle, and the rocking speed is 10 cycles per minute (10 CPM) or more. In this test, the cycle was 20 cycles per minute.
- the shaft 32 and the liner are maintained at a temperature of 163 ° C. (+ 6 ° C./ ⁇ 0° C.), and are swung ⁇ 25 ° (10 CPM or more) under a constant radial load of 73.5 kN.
- a high temperature rocking test was performed.
- the liner wear amount after 25,000 cycles in all the examples was 0.152 mm or less, but in all the comparative examples, the liner wear amount exceeded 0.152 mm, which did not satisfy the standard.
- Comparative Examples 6 and 8 contained ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate and 30% by weight of PTFE, the amount of liner wear did not meet the specifications. As a result of comparison with the results of Examples 1 to 10 and 14 to 16, the content of ⁇ -caprolactone-modified tris- (2-acryloxyethyl) isocyanurate was less than 20% by weight. Probably because it was.
- Oil resistance confirmation test The AS81934 standard requirement in this test is that the allowable liner wear amount upper limit after the oil resistance confirmation test is 0.152 mm (0.0060 in).
- the sleeve bearing B4 having a machinable liner produced as described above was immersed in the following 6 types of oils a to f at a temperature of 71 ° C. ⁇ 3 ° C. for 24 hours, and then taken out from the oil within 30 minutes.
- the above normal temperature fluctuation test was conducted. However, the oil agent b was immersed for 24 hours at a temperature of 43 ° C. ⁇ 3 ° C.
- the surface pressure condition was 75% of the above swing test.
- a machinable liner is provided on the inner peripheral surface of four types of surface roughness in the same manner as described above using a resin composition containing a thermoplastic resin.
- a sleeve bearing was prepared. According to the method described in Example 1 of Japanese Patent Application Laid-Open No. 2011-247408 according to the present application, a resin composition containing a thermoplastic resin is mixed with 70% by weight of polyetherketone, 10% by weight of PAN-based carbon fiber, and 20% by weight of PTFE. Was formed on the inner peripheral surface of the sleeve bearing by injection molding, and was cut and ground until the thickness of the machinable liner was 0.25 mm. This machinable liner was also tested for adhesion in the same manner as described above, and the results are shown in Table 5.
- the resin composition of the present invention showed no separation even when the surface roughness was Ra 0.2 to 4.0 ⁇ m.
- the results shown in Table 5 are sufficient if the inner peripheral surface of the sleeve bearing is not processed to a surface roughness of about Ra 4.0 ⁇ m. It can be seen that a sufficient adhesive strength cannot be obtained. From these facts, the machinable liner made of the resin composition according to the present invention can exhibit good adhesion without depending on the surface roughness of the base surface, and forms a self-lubricating liner according to the present invention. In addition, it can be seen that the roughening treatment is not necessary.
- the upper limit of the allowable liner wear amount in the room temperature rocking test is 0.114 mm after 25,000 cycles.
- the average particle size of the PTFE powder is preferably 75 to 180 ⁇ m according to this standard. That is, when PTFE powder is used, wear resistance can be improved by using powder having an average particle diameter of 75 to 180 ⁇ m. Based on the same criteria, it is presumed that the average fiber length should be 75 to 180 ⁇ m when PTFE fibers are used instead of PTFE powder.
- a high molecular weight type PTFE baked in the process of producing PTFE for example, PTFE having a molecular weight of 1 million or more has a higher surface hardness, so that it is considered preferable because of improved wear resistance.
- machinable liner was 0.25 ⁇ m.
- machinable liners having thicknesses of 0.38 mm and 0.51 mm were also prepared using the resin compositions prepared in Examples 1 to 15 and Comparative Examples 1 to 8, respectively.
- a sleeve bearing having a thickness liner was also subjected to the same various tests as described above, and it was found that similar evaluation results were exhibited.
- the resin composition of the present invention is applied to the sleeve bearing having the shape as shown in FIG. 1, but is not limited thereto and can be applied to sliding members having various shapes and structures.
- the spherical plain bearing 20 includes an outer ring 22 having a concave spherical inner peripheral surface 22a, an inner ring 26 having a convex spherical outer peripheral surface 26a, and an inner peripheral surface 22a and an outer peripheral surface 26a.
- a machinable liner 24 is formed.
- the liner thickness can be, for example, about 0.25 mm.
- the spherical plain bearing 20 can be manufactured by, for example, a swaging process as shown in FIGS. 5 (a) to 5 (c).
- the resin composition 24 prepared in Example 2 was applied to the inner peripheral surface 22a of the outer ring 22, and the resin composition was primarily cured by irradiation with ultraviolet rays to form a machinable liner (24). At this point, the resin composition 24 has not yet been completely cured.
- the inner ring 26 is inserted into the outer ring 22 (FIG. 5A).
- the outer ring 22 is plastically deformed by a press so as to follow the outer peripheral surface of the inner ring 26 by swaging (FIG. 5B).
- the machinable liner 24 is heated to perform secondary curing, and the machinable liner 24 is completely cured.
- the outer ring 22 is finished by cutting to complete the spherical plain bearing 20 (FIG. 5C).
- the resin composition of the present invention uses an ultraviolet curable resin
- the resin composition can be cured in a semi-cured state (primary curing) without being completely cured. Therefore, after the primary curing of the resin composition, the semi-cured resin composition can easily follow the deformation of the outer ring in swaging. As a result, a liner having a uniform thickness can be formed on the spherical plain bearing.
- the polymerization reaction may be stopped early by adjusting the ultraviolet irradiation time to be short. After the swaging process, the semi-cured liner is sandwiched between the inner ring and the outer ring, and thus cannot be irradiated with ultraviolet rays.
- thermosetting agent to the resin composition.
- ultraviolet irradiation may be performed without heating.
- a thermoplastic resin or a thermosetting resin since the resin does not follow the deformation of the outer ring unless it is in an uncured state, it becomes difficult to perform swaging.
- the rod end body 50 includes a head portion 52 having a through hole 52 a for incorporating the spherical plain bearing 20 and a shaft portion 54 provided with a female screw or a male screw 56.
- the shaft portion 54 is a substantially cylindrical body extending from the head portion 52 in the radial direction of the through hole 52a.
- a reamer bolt 70 as shown in FIG. 7 includes a head 72, a large-diameter shaft portion 74, a main body portion including a small-diameter male screw portion 76, and a machinable liner 74 a provided on the outer periphery of the shaft portion 74. .
- the machinable liner 74a is formed by uniformly applying and curing the resin composition of any of the above-described examples by the method described in the examples.
- the main body of the reamer bolt 70 is made of, for example, SUS630.
- the thickness of the liner 74a can be about 0.25 to 0.5 mm.
- the reamer bolt 70 is used for important connecting parts that transmit high torque such as a propeller shaft of a ship, movable wings of an aircraft, and a connecting rod of an automobile engine.
- the reamer bolt 70 used for such an important connecting portion needs to be fitted with a high precision so that the fitting with the bolt hole is free from backlash. Therefore, although the shaft portion 74 of the reamer bolt 70 is finished with high accuracy, it is still advantageous that the dimensions can be adjusted on the bolt side during assembly. Since the reamer bolt according to the present invention has the machine liner 74a, the outer diameter of the body portion can be easily adjusted on the user side even after the resin is cured.
- shank 74 has the self-lubricating machinable liner 74a even if the bolt is inserted or removed at the time of assembly or disassembly, no galling or the like occurs and a long-life reamer bolt 70 is obtained.
- the present invention has been described by way of examples, the present invention is not limited thereto, and can be embodied in various forms or embodiments within the scope of the claims.
- the self-lubricating liner is formed on the inner peripheral surface of the outer ring of the spherical plain bearing and the rod end spherical plain bearing, but the self-lubricating liner may be formed on the outer peripheral surface of the inner ring.
- the sliding member a spherical sliding bearing, a rod end spherical sliding bearing and a reamer bolt have been described as examples.
- the present invention is not limited to these, and any sliding member having a self-lubricating liner may be used. It can be applied to members.
- the sliding member used for the rotational motion of the member or part has been described as an example.
- the sliding member of the present invention is not limited to the rotational motion, and the translation (straightness) of the member or part.
- the resin composition of the present invention can be used as a self-lubricating liner by being applied to the sliding surface of a sliding member and cured by ultraviolet irradiation.
- a high temperature / high pressure process is not required for curing the resin composition, and furthermore, the adhesion of the cured resin composition to the coated surface (base surface) is extremely strong, so that the coated surface is roughened. Processing is not necessary. Therefore, a relatively large amount of PTFE can be contained while ensuring the safety of work, and the equipment cost can be reduced.
- the self-lubricating liner thus formed can be formed on various sliding members including a sliding bearing such as a sleeve bearing and a spherical sliding bearing.
- the sliding member is provided with the self-lubricating liner formed from the resin composition of the present invention, the liner surface can be cut or ground, and the inner diameter of the bearing can be adjusted when the shaft is assembled on the end user side. Fine adjustment is possible. Therefore, the sliding member provided with the resin composition of the present invention and the self-lubricating liner formed therefrom is extremely useful in a wide range of fields such as ships, aircraft, automobiles, electronic products, and home appliances.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Inorganic Chemistry (AREA)
- Wood Science & Technology (AREA)
- Materials Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Plasma & Fusion (AREA)
- Physics & Mathematics (AREA)
- Polymerisation Methods In General (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Sliding-Contact Bearings (AREA)
- Graft Or Block Polymers (AREA)
- Support Of The Bearing (AREA)
- Paints Or Removers (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Pivots And Pivotal Connections (AREA)
- Lubricants (AREA)
- Sealing Material Composition (AREA)
- Macromonomer-Based Addition Polymer (AREA)
Abstract
Description
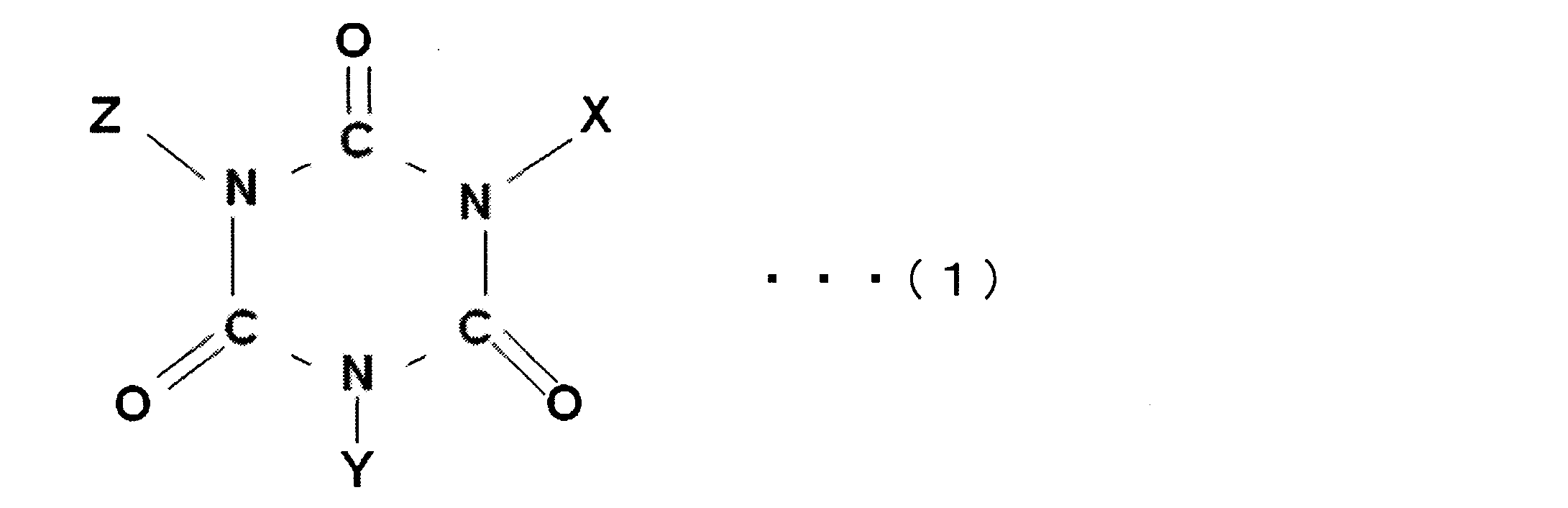
固体潤滑剤としてポリテトラフルオロエチレン樹脂とを含み、
前記イソシアヌル酸環を有する(メタ)アクリレートの前記紫外線硬化性樹脂組成物中の含有量が20重量%~90重量%であり、前記ポリテトラフルオロエチレン樹脂の前記紫外線硬化性樹脂組成物中の含有量が、10~50重量%であることを特徴とする紫外線硬化性樹脂組成物が提供される。
最初に、本発明の紫外線硬化性樹脂組成物により形成された自己潤滑性ライナーを有する摺動部材の例を図1(a)及び(b)を参照しながら説明する。図1(a)及び(b)に示すスリーブ軸受10は、軸受鋼、ステンレス鋼、ジュラルミン材、チタン合金などの金属から形成された円筒状の外輪部材12と、外輪部材12の内周面に形成された自己潤滑性ライナー層14とを有する。自己潤滑性ライナー層14は、以下に記載する本発明の紫外線硬化性樹脂組成物を外輪部材12の内周面に塗布し、硬化させることで形成される。自己潤滑性ライナーは、切削、研削により寸法調整が容易であり、この意味で適宜「マシナブルライナー」(加工可能なライナー)と呼ぶことがある。なお、摺動部材は、回転運動や並進(直動)運動に使用されるスリーブ軸受のみならず、後述するような球面すべり軸受け、リーマボルトなどの種々の摺動部材が包含され、これらの摺動部材もまたは本発明の対象である。
紫外線硬化性樹脂組成物は、主に樹脂を構成する成分として、下記式(1)で表されるイソシアヌル酸環を有する(メタ)アクリレートを含む。
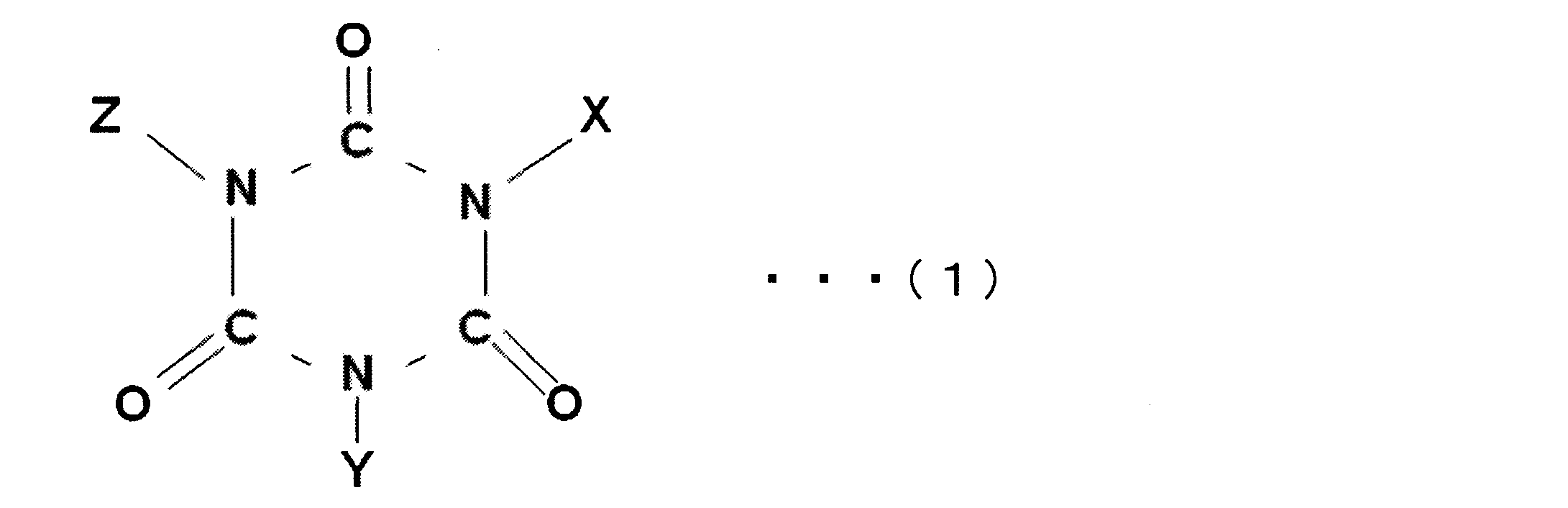
本発明の樹脂組成物及びそれより形成した自己潤滑性ライナーを備える摺動部材を実施例により説明するが、本発明はそれに限定されるものではない。
<紫外線硬化樹脂組成物の製造>
実施例1
イソシアヌル酸環を有する(メタ)アクリレート化合物として、ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート(A-9300-1CL、新中村化学工業社製)と、固形潤滑剤としてメラミンシアヌレート(MELAPUR MC25、BASF社製)及びPTFE(KT-60、喜多村社製)と、光重合開始剤として2-ヒドロキシ-2-メチル-1-フェニルプロパン-1-オン(DAROCURE1173、BASF社製)と、ヒュームドシリカ(AEROSIL R972、日本アエロジル社製)と、添加剤を、それぞれ、表1に記載の組成となるように混合して液状の樹脂組成物を調合した。添加剤として、酸化防止剤、光安定剤、重合禁止剤、保存安定剤をそれぞれ微量で含み、その総含有量を表1に示した。ただし、実施例1~4は上記添加剤に加えてさらに熱硬化剤を含む。PTFEの平均粒子径は130μmであった。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、メラミンシアヌレート、PTFE、光重合開始剤及び添加剤を表1に記載した重量%で用い、ヒュームドシリカの代わりにガラス繊維(平均繊維長80μm×平均径φ11μm、PF80E-401、日東紡社製)を7重量%で用いた以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、メラミンシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用いた以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、メラミンシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにリン酸塩を5重量%で添加した以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、メラミンシアヌレートを添加しなかった以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、メラミンシアヌレート、PTFE、光重合開始剤及び添加剤を表1に記載の重量%で用い、ヒュームドシリカを添加しなかった以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、メラミンシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用いた以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、メラミンシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにイソボルニルメタクリレート(ライトエステルIB-X、共栄社化学社製)を30重量%で添加した以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、メラミンシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにビスフェノールA型エポキシアクリレート(EBECRYL3700、ダイセル・サイテック社製)を18重量%で添加した以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにビスフェノールA型エポキシアクリレートを5重量%、ジペンタエリトリトールヘキサアクリレート(A-DPH、新中村化学工業社製)を5重量%、イソボルニルメタクリレートを2重量%、ヒドロキシエチルメタクリレート(ライトエステルHO-250(N)、共栄社化学社製)を15重量%、エチレングリコールジメタクリレート(1G、新中村化学工業社製)を1重量%、ガラス繊維を7重量%で添加し、メラミンシアヌレートを添加しなかった以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレートの代わりに、ジ-(2-アクリロキシエチル)イソシアヌレート及びトリス-(2-アクリロキシエチル)イソシアヌレート(FA-731AT、日立化成社製)をそれぞれ9重量%及び21重量%で用い、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにビスフェノールA型エポキシアクリレートを6.5重量%、ジペンタエリトリトールヘキサアクリレートを5重量%、イソボルニルメタクリレートを2重量%、ヒドロキシエチルメタクリレートを15重量%、エチレングリコールジメタクリレートを1重量%、ガラス繊維を7重量%で添加し、メラミンシアヌレートを添加しなかった以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレートの代わりに、ジ-(2-アクリロキシエチル)イソシアヌレート(M‐215、東亞合成社製)を37.3重量%で用い、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにビスフェノールA型エポキシアクリレートを5重量%、ヒドロキシエチルメタクリレートを10重量%、ガラス繊維を15重量%で添加し、メラミンシアヌレートを添加しなかった以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレートの代わりに、ジ-(2-アクリロキシエチル)イソシアヌレート及びトリス-(2-アクリロキシエチル)イソシアヌレートをそれぞれ9重量%及び21重量%で用い、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにジペンタエリトリトールヘキサアクリレートを10重量%、ペンタエリトリトールトリアクリレートを5重量%、イソボルニルメタクリレートを5重量%、ヒドロキシエチルメタクリレートを10.5重量%、エチレングリコールジメタクリレートを1重量%、ガラス繊維を5重量%で添加し、メラミンシアヌレートを添加しなかった以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、メラミンシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにジペンタエリトリトールヘキサアクリレートを10重量%、イソボルニルメタクリレートを5重量%、ヒドロキシエチルメタクリレートを5重量%、エチレングリコールジメタクリレートを5重量%、ガラス繊維を5重量%、リン酸塩を1重量%で添加した以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、メラミンシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにビスフェノールA型エポキシアクリレートを10重量%、ウレタンアクリレート(AU-3120、トクシキ社製)を5重量%、イソボルニルメタクリレートを5重量%、ヒドロキシエチルメタクリレートを5重量%、エチレングリコールジメタクリレートを1重量%、ガラス繊維を5重量%で添加した以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、メラミンシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにビスフェノールA型エポキシアクリレートを4重量%、ジペンタエリトリトールヘキサアクリレートを4重量%、イソボルニルメタクリレートを1.5重量%、ヒドロキシエチルメタクリレートを12.5重量%、エチレングリコールジメタクリレートを1重量%、ガラス繊維を7重量%で添加した以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、メラミンシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用いた以外は、実施例1と同様にして樹脂組成物を調合した。
PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにペンタエリトリトールトリアクリレートを61.7重量%で添加し、ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート及びメラミンシアヌレートを用いなかった以外は、実施例1と同様にして樹脂組成物を調合した。
PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにペンタエリトリトールトリアクリレートを66.7重量%、ガラス繊維を15重量%で添加し、ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート及びメラミンシアヌレートを用いなかった以外は、実施例1と同様にして樹脂組成物を調合した。
メラミンシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにビスフェノールA型エポキシアクリレートを18重量%、ペンタエリトリトールトリアクリレートを13.2重量%、ウレタンアクリレートを10重量%、イソボルニルメタクリレートを10重量%で添加し、ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレートを用いなかった以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレートの代わりに、ジ-(2-アクリロキシエチル)イソシアヌレートを15重量%で用い、メラミンシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにビスフェノールA型エポキシアクリレートを50.8重量%で添加した以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにビスフェノールA型エポキシアクリレートを25重量%、イソボルニルメタクリレートを31.8重量%で添加し、メラミンシアヌレートを添加しなかった以外は、実施例1と同様にして樹脂組成物を調合した。
PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにジペンタエリトリトールヘキサアクリレートを46.8重量%、イソボルニルメタクリレートを5重量%、ヒドロキシエチルメタクリレートを5重量%、エチレングリコールジメタクリレートを1重量%、ガラス繊維を10重量%で添加し、ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート及びメラミンシアヌレートを用いなかった以外は、実施例1と同様にして樹脂組成物を調合した。
ε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレート、メラミンシアヌレート、PTFE、光重合開始剤、ヒュームドシリカ及び添加剤を表1に記載の重量%で用い、さらにジペンタエリトリトールヘキサアクリレートを5重量%、ペンタエリトリトールトリアクリレートを14.8重量%、イソボルニルメタクリレートを10重量%、ヒドロキシエチルメタクリレートを10重量%、エチレングリコールジメタクリレートを1重量%、ガラス繊維を10重量%で添加した以外は、実施例1と同様にして樹脂組成物を調合した。
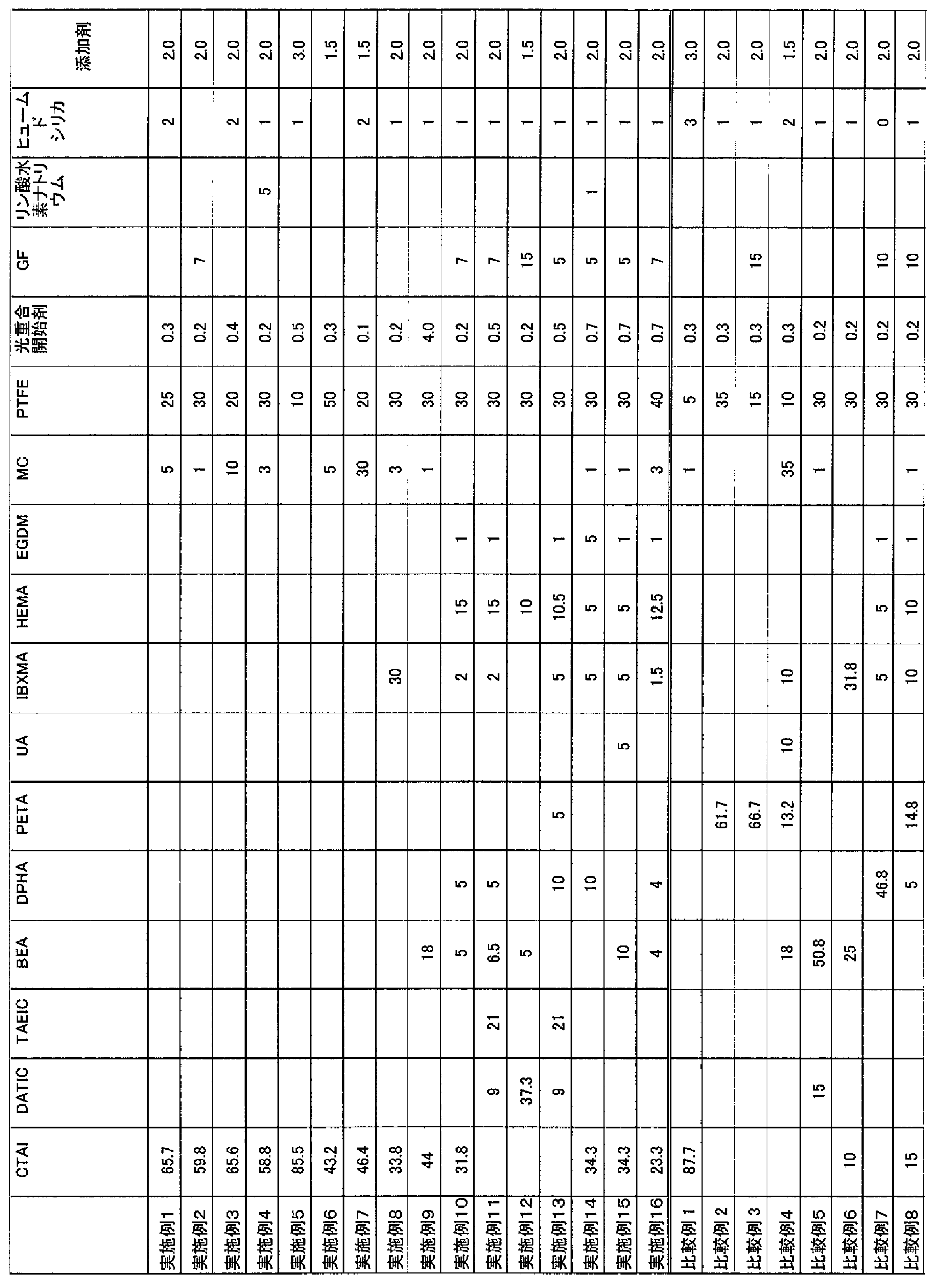
DAEIC:ジ-(2-アクリロキシエチル)イソシアヌレート
TAEIC:トリス-(2-アクリロキシエチル)イソシアヌレート
BEA:ビスフェノールA型エポキシアクリレート
DPHA:ジペンタエリトリトールヘキサアクリレート
PETA:ペンタエリトリトールトリアクリレート
UA:ウレタンアクリレート
IBXMA:イソボルニルメタクリレート
HEMA:ヒドロキシエチルメタクリレート
EGDM:エチレングリコールジメタクリレート
MC:メラミンシアヌレート樹脂
PTFE:ポリテトラフルオロエチレン樹脂
GF:ガラス繊維
SUS630ステンレス鋼をH1150条件で熱処理した材料を用いて図1に示すような円筒状のスリーブ軸受(幅(軸方向長さ)12.7mm、外径30.2mm、内径24.9mm)を作製した。このスリーブ軸受の内周面に実施例1~15及び比較例1~8で調製した樹脂組成物を、それぞれ、ディスペンサーを用いて均一に塗布した。次いで、塗布した樹脂組成物に紫外線ランプを用いて紫外線(λ=365nm)を1分間照射して、樹脂組成物を硬化させ、内周面にマシナブルライナーを形成した。次いで、このマシナブルライナーをライナーの厚さが0.25mmになるように切削及び研削し、内径25.4mmに仕上げた。こうして実施例1~16及び比較例1~8で調製した樹脂組成物よりなる23種類のマシナブルライナーについて、以下のような試験により性能評価を行った。
1.ラジアル静的限界荷重(静荷重試験)
この試験におけるAS81934規格要求を下表に示す。AS81934規格では表2の左欄に示すように、スリーブ軸受の材料(アルミ合金とステンレス鋼)及び内径寸法ごとにラジアル静的限界荷重を定めている。実施例1~16及び比較例1~8で用いたスリーブ軸受の材料及び寸法からすれば、表2に記載の型式番号M81934/1-16C016に相当するので、最大試験荷重は140kN(31,400lb)とした。
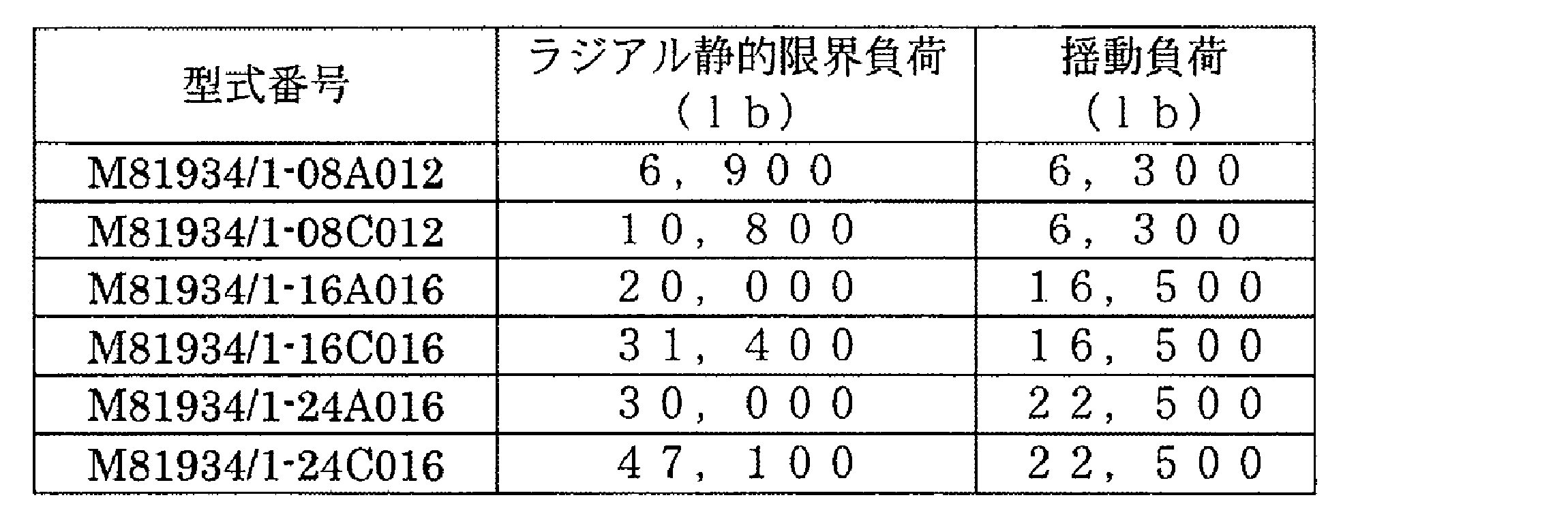
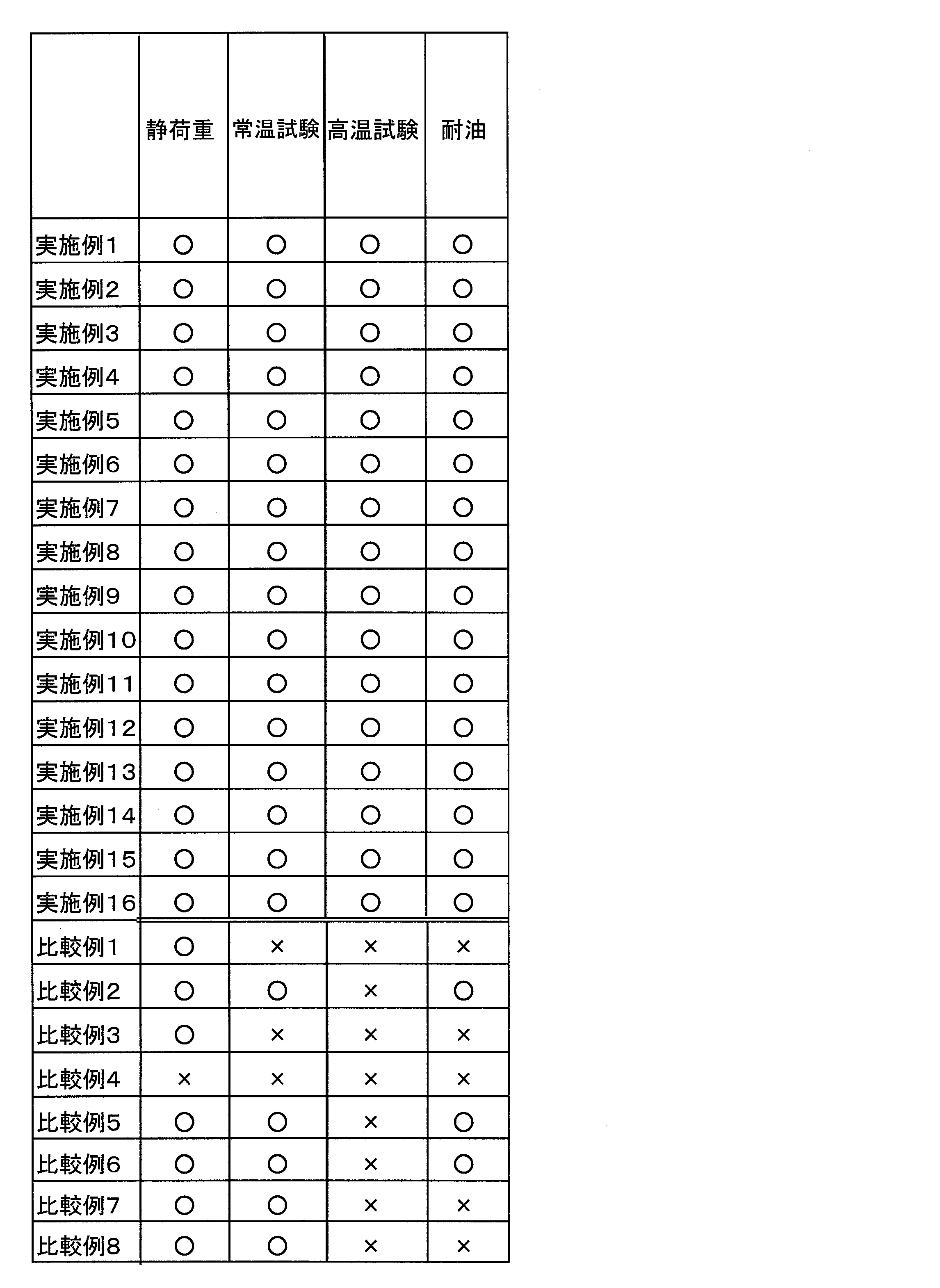
揺動試験は、常温と温度163℃(+6℃/-0℃)の高温に対して行われる。この試験におけるAS81934規格要求は、常温揺動試験における許容可能なライナー摩耗量の上限値が、1,000サイクル後0.089mm(0.0035in)、5,000サイクル後0.102mm(0.0040in)、25,000サイクル後0.114mm(0.0045in)である。また、高温揺動試験における25,000サイクル後の摩耗量の上限値は0.152mm(0.0060in)である。
この試験におけるAS81934規格要求は、耐油性確認試験後の許容可能なライナー磨耗量上限値が0.152mm(0.0060in)である。上記のようにして作製したマシナブルライナーを有するスリーブ軸受B4を温度71℃±3℃で、下記に示す6種類の油剤a~fにそれぞれ24時間浸漬させた後、油剤から取り出して30分以内に上記の常温揺動試験を行った。ただし、油剤bについては温度43℃±3℃で、24時間浸漬させた。また、油剤eについては上記の揺動試験の75%の面圧条件とした。
油剤b.MIL-DTL-5624タービン燃料油JP4またはJP5
油剤c.MIL-PRF-7808潤滑油
油材d.MIL-PRF-5606油圧作動油
油剤e.AS8243凍結防止剤
油剤f.MIL-PRF-83282作動液
自己潤滑性ライナーのスリーブ軸受の内周面に対する耐剥離性(付着性)について評価するために以下のように試料を作製した。前述の試験で用いたスリーブ軸受(幅12.7mm、外径30.2mm、内径24.9mm)に樹脂組成物を塗布する前に、スリーブ軸受の内周面を、表4に示すような4種類の面粗度になるようにサンドブラスト処理により粗面化した。次いで実施例1で調製した樹脂組成物を塗布し、紫外線を照射してマシナブルライナーを形成した。このマシナブルライナーの厚さが0.25mmとなるまで切削及び研削して、スリーブ軸受の内径を25.4mmに仕上げた。こうして作製した4種類の面粗度の内周面にマシナブルライナーを備えたスリーブ軸受について以下のようなA~Dの条件で試験を行い、剥離の有無を確認した。
B : 液体窒素(-196℃)中に15分間保持後、樹脂の剥離確認:液体窒素から取り出したときの剥離の有無を観察した。
C : 前述のAS81934規格に従って常温にて面圧275MPaで摺動させ、25,000サイクルまでの剥離有無を観測した。
D : 前述のAS81934規格に従って163℃にて面圧275MPa で摺動させ、25,000サイクルまでの剥離有無を観測した。
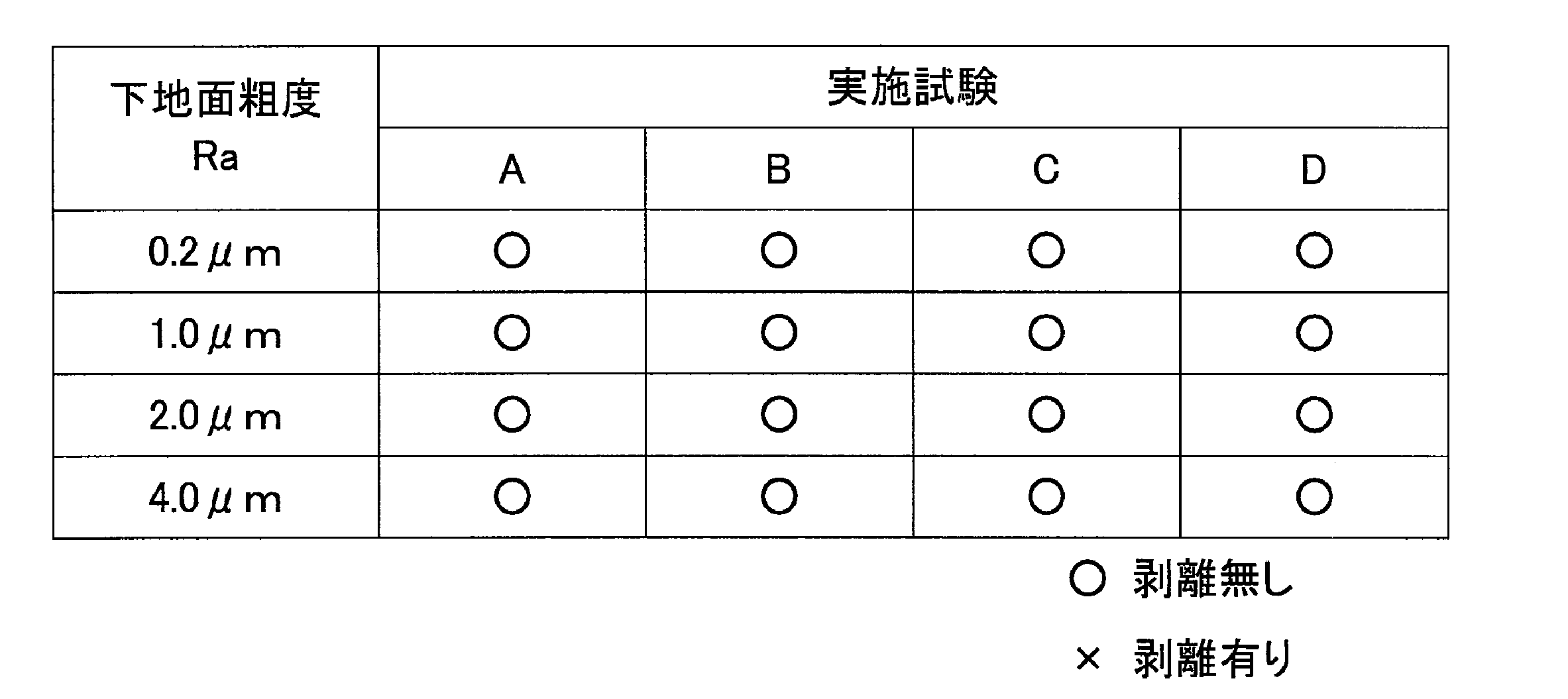

樹脂組成物中に固体潤滑剤としてのPTFE粉末を加えた場合に、PTFE粉末の粒子径のライナー摩耗への影響を調査するために、実施例1の樹脂組成物において異なる粒子径のPTFE粉末を用いて樹脂組成物を調製し、それらの樹脂組成物から形成したマシナブルライナーについて前述の常温揺動試験を面圧275MPaで10万サイクルまで行い、摩耗量を測定した。得られた結果を表6に示す。また、この結果を用いた粒子径に対する摩耗量を示すグラフを図3に示す。

球面滑り軸受20は、図4に示すように、凹球面状の内周面22aを有する外輪22と凸球面状の外周面26aを有する内輪26と、内周面22aと外周面26aとの間に形成されたマシナブルライナー24を有する。ライナー厚さは、例えば、0.25mm程度とすることができる。
上記球面滑り軸受20をロッドエンドボディ50に組み込んだロッドエンド球面滑り軸受60の例を図6に示す。ロッドエンドボディ50は、球面滑り軸受20を組み込む貫通穴52aを有する頭部52と、メネジまたはオネジ56を設けた軸部54からなる。軸部54は頭部52から貫通穴52aの半径方向に延在する略円筒体である。球面滑り軸受20は貫通穴52aに挿入された後、貫通穴52aの縁に形成されているV溝(不図示)をカシメることによってロッドエンドボディ50に固定される。
図7に示すようなリーマボルト70は、頭部72と、大径の軸部74と、小径のオネジ部76からなる本体部と、軸部74の外周に設けられたマシナブルライナー74aとを備える。マシナブルライナー74aは、上記のいずれかの実施例の樹脂組成物を実施例に記載したような方法で均一に塗布し、硬化させることで形成される。リーマボルト70の本体部は、例えば、SUS630から形成されている。ライナー74a厚さは0.25~0.5mm程度とすることができる。
20 球面滑り軸受、22 外輪、 24 マシナブルライナー
26 内輪
40 基部
50 ロッドエンドボディ
60 ロッドエンド球面滑り軸受
70 リーマボルト、72 頭部、74 大径軸部、76 小径オネジ部74a マシナブルライナー
T 試験冶具
Claims (20)
- 自己潤滑性ライナー用の紫外線硬化性樹脂組成物であって、下記式で表されるイソシアヌル酸環を有する(メタ)アクリレート化合物と、

固体潤滑剤としてポリテトラフルオロエチレン樹脂とを含み、
前記イソシアヌル酸環を有する(メタ)アクリレートの前記紫外線硬化性樹脂組成物中の含有量が20重量%~90重量%であり、前記ポリテトラフルオロエチレン樹脂の前記紫外線硬化性樹脂組成物中の含有量が10~50重量%であることを特徴とする紫外線硬化性樹脂組成物。 - 前記イソシアヌル酸環を有するアクリレート化合物が、ジ-(2-アクリロキシエチル)イソシアヌレート、トリス-(2-アクリロキシエチル)イソシアヌレートおよびε-カプロラクトン変性トリス-(2-アクリロキシエチル)イソシアヌレートのいずれか、またはジ-(2-アクリロキシエチル)イソシアヌレートとトリス-(2-アクリロキシエチル)イソシアヌレートの混合物であることを特徴とする請求項1に記載の紫外線硬化性樹脂組成物。
- 前記イソシアヌル酸環を有するアクリレート化合物が、ジ-(2-アクリロキシエチル)イソシアヌレートとトリス-(2-アクリロキシエチル)イソシアヌレートの混合物またはε―カプロラクトン変性トリス(2-アクリロキシエチル)イソシアヌレートであることを特徴とする請求項1または2に記載の紫外線硬化性樹脂組成物。
- 前記紫外線硬化性樹脂組成物が、さらに、メラミンシアヌレートを30重量%以下で含むことを特徴とする請求項1~3のいずれか一項に記載の紫外線硬化性樹脂組成物。
- 前記ポリテトラフルオロエチレン樹脂が、平均粒子径が75~180μmの粉末状であることを特徴とする請求項1~4のいずれか一項に記載の紫外線硬化性樹脂組成物。
- 前記ポリテトラフルオロエチレン樹脂が、エポキシ変性アクリレートで表面処理されたポリテトラフルオロエチレン樹脂であることを特徴とする請求項1~5のいずれか一項に記載の紫外線硬化性樹脂組成物。
- 前記ポリテトラフルオロエチレン樹脂の前記紫外線硬化性樹脂組成物中の含有量が30~50重量%であることを特徴とする請求項1~6のいずれか一項に記載の紫外線硬化性樹脂組成物。
- さらに、熱硬化剤を含むことを特徴とする請求項1~7のいずれか一項に記載の紫外線硬化性樹脂組成物。
- さらに、ビスフェノールA型エポキシアクリレート、ヒドロキシエチル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ペンタエリトリトールトリアクリレート及びジペンタエリトリトールヘキサ(メタ)アクリレートの少なくとも一方を含むことを特徴とする請求項1~8のいずれか一項に記載の紫外線硬化性樹脂組成物。
- さらに、ウレタンアクリレートを含むことを特徴とする請求項1~9のいずれか一項に記載の紫外線硬化性樹脂組成物。
- さらに、エチレングリコールジ(メタ)アクリレートを含むことを特徴とする請求項1~10のいずれか一項に記載の紫外線硬化性樹脂組成物。
- さらに、ヒュームドシリカ又はガラス繊維の少なくとも一方を含むことを特徴とする請求項1~11のいずれか一項に記載の紫外線硬化性樹脂組成物。
- 請求項1~12のいずれか一項に記載の紫外線硬化性樹脂組成物による自己潤滑性ライナーが摺動面に形成されていることを特徴とする摺動部材。
- 前記摺動部材が、滑り軸受であることを特徴とする請求項13に記載の摺動部材。
- 前記滑り軸受が、球面滑り軸受であることを特徴とする請求項14に記載の摺動部材。
- 前記摺動部材が、頭部と軸部とネジ部を有し、前記自己潤滑性ライナーが前記軸部の外周面に形成されたボルトであることを特徴とする請求項13の摺動部材。
- 紫外線硬化性樹脂組成物を前記摺動部材の摺動面に塗布し、
紫外線を照射して前記紫外線硬化性樹脂組成物を硬化させることで自己潤滑性ライナーを形成することを含む摺動部材の製造方法であって、
前記紫外線硬化性樹脂組成物が、下記式で表されるイソシアヌル酸環を有する(メタ)アクリレート化合物と、

固体潤滑剤としてポリテトラフルオロエチレン樹脂とを含み、
前記イソシアヌル酸環を有する(メタ)アクリレートの前記紫外線硬化性樹脂組成物中の含有量が20重量%~90重量%であり、前記ポリテトラフルオロエチレン樹脂の前記紫外線硬化性樹脂組成物中の含有量が10~50重量%であることを特徴とする前記摺動部材の製造方法。 - さらに、前記自己潤滑性ライナーを所望の寸法に切削または研削することを含むことを特徴とする請求項17に記載の摺動部材の製造方法。
- 前記紫外線硬化性樹脂組成物が熱硬化剤を含み、前記摺動部材が、凹状の第1軸受面を有する外輪部材と第1軸受面上を摺動可能な凸状の第2軸受面を有する内輪部材とを備える球面滑り軸受であって、
前記紫外線硬化性樹脂組成物を摺動面としての前記第1軸受面または第2軸受面に塗布し、
前記第1軸受面または第2軸受面に塗布された紫外線硬化性樹脂組成物に紫外線を照射して半硬化させ、
前記紫外線硬化性樹脂組成物が半硬化した後、前記外輪部材に前記内輪部材を挿入して、前記外輪部材をプレスして内輪部材の凸面に沿うように塑性変形させ、
前記塑性変形後、紫外線硬化性樹脂組成物を加熱により完全に硬化させることにより前記自己潤滑性ライナーを形成すること特徴とする請求項17または18に記載の摺動部材の製造方法。 - 前記摺動面を粗面化することなく、前記紫外線硬化性樹脂組成物を前記摺動面に塗布することを特徴とする請求項17~19のいずれか一項に記載の摺動部材の製造方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201380022048.6A CN104245748B (zh) | 2012-04-26 | 2013-03-08 | 紫外线固化性树脂组合物和滑动部件以及滑动部件的制造方法 |
| RU2014147537/04A RU2586217C1 (ru) | 2012-04-26 | 2013-03-08 | Отверждаемая ультрафиолетовым излучением полимерная композиция, скользящее сопряжение, и способ изготовления скользящего сопряжения |
| CA2871576A CA2871576C (en) | 2012-04-26 | 2013-03-08 | Ultraviolet curable resin composition, sliding member, and method for producing sliding member |
| EP17165823.0A EP3208283B1 (en) | 2012-04-26 | 2013-03-08 | Ultraviolet curable resin composition, sliding member, and method for producing sliding member |
| BR112014026612-3A BR112014026612B1 (pt) | 2012-04-26 | 2013-03-08 | Composição de resina curável em luz ultravioleta para forro autolubrificante, membro corrediço e respectivo método de fabricação |
| EP13781754.0A EP2842970B1 (en) | 2012-04-26 | 2013-03-08 | Ultraviolet curable resin composition, sliding member, and method for producing sliding member |
| JP2014512402A JP5882451B2 (ja) | 2012-04-26 | 2013-03-08 | 紫外線硬化性樹脂組成物及び摺動部材、並びに摺動部材の製造方法 |
| US14/523,017 US9481847B2 (en) | 2012-04-26 | 2014-10-24 | Ultraviolet curable resin composition, sliding member, and method for producing sliding member |
| US15/278,456 US10053645B2 (en) | 2012-04-26 | 2016-09-28 | Ultraviolet curable resin composition, sliding member, and method for producing sliding member |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-101417 | 2012-04-26 | ||
| JP2012101417 | 2012-04-26 | ||
| JP2012229165 | 2012-10-16 | ||
| JP2012-229165 | 2012-10-16 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/523,017 Continuation US9481847B2 (en) | 2012-04-26 | 2014-10-24 | Ultraviolet curable resin composition, sliding member, and method for producing sliding member |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013161402A1 true WO2013161402A1 (ja) | 2013-10-31 |
Family
ID=49482742
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/056470 WO2013161402A1 (ja) | 2012-04-26 | 2013-03-08 | 紫外線硬化性樹脂組成物及び摺動部材、並びに摺動部材の製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US9481847B2 (ja) |
| EP (2) | EP2842970B1 (ja) |
| JP (2) | JP5882451B2 (ja) |
| CN (1) | CN104245748B (ja) |
| BR (1) | BR112014026612B1 (ja) |
| CA (1) | CA2871576C (ja) |
| RU (1) | RU2586217C1 (ja) |
| WO (1) | WO2013161402A1 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015157912A (ja) * | 2014-02-25 | 2015-09-03 | スリーボンドファインケミカル株式会社 | 硬化性樹脂組成物 |
| DE102015004130A1 (de) * | 2014-03-31 | 2015-10-01 | Minebea Co., Ltd. | UV-aushärtende Harzzusammensetzung, Gleitelement, und Verfahren zur Herstellung eines Gleitelements |
| JP2016056308A (ja) * | 2014-09-11 | 2016-04-21 | ミネベア株式会社 | 紫外線硬化性樹脂組成物、その硬化物及び摺動部材 |
| CN105736577A (zh) * | 2014-12-25 | 2016-07-06 | 丰田自动车株式会社 | 滑动部件及其制造方法 |
| CN106574173A (zh) * | 2014-06-23 | 2017-04-19 | 南方电缆有限责任公司 | 防紫外线超疏水涂料组合物 |
| EP3252110A1 (en) | 2016-06-01 | 2017-12-06 | Minebea Mitsumi Inc. | Ultraviolet curable resin composition and sliding member |
| JP2017218572A (ja) * | 2016-06-01 | 2017-12-14 | ミネベアミツミ株式会社 | 紫外線硬化性樹脂組成物及び摺動部材 |
| JP2019099604A (ja) * | 2017-11-29 | 2019-06-24 | ミネベアミツミ株式会社 | 樹脂組成物、摺動部材及び摺動部材の製造方法 |
| DE102019108182A1 (de) | 2018-03-30 | 2019-10-02 | Minebea Mitsumi Inc. | Photohärtende harzzusammensetzung und gleitelement |
| TWI704415B (zh) * | 2015-06-26 | 2020-09-11 | 日商日產化學工業股份有限公司 | 光硬化性樹脂組成物及使用其之膜形成方法 |
| US10889727B1 (en) | 2018-06-14 | 2021-01-12 | Southwire Company, Llc | Electrical cable with improved installation and durability performance |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013161402A1 (ja) * | 2012-04-26 | 2013-10-31 | ミネベア株式会社 | 紫外線硬化性樹脂組成物及び摺動部材、並びに摺動部材の製造方法 |
| EP3029084B1 (en) | 2013-07-31 | 2020-07-22 | Minebea Co., Ltd. | Thermosetting resin composition, sliding member and method for producing sliding member |
| EP3029105B1 (en) * | 2013-07-31 | 2020-03-25 | Minebea Co., Ltd. | Thermosetting resin composition, sliding member and method for producing sliding member |
| US10208658B2 (en) * | 2013-10-15 | 2019-02-19 | Roller Bearing Company Of America, Inc. | Turbocharger wastegate actuator high temperature rod end with a spherical bearing and a method for operating the actuator |
| GB201410485D0 (en) * | 2014-06-12 | 2014-07-30 | Skf Ab | Plain bearing |
| FR3025524B1 (fr) * | 2014-09-05 | 2018-02-16 | Centre Technique Des Industries Mecaniques | Materiau composite autolubrifiant |
| US10219159B2 (en) | 2015-01-30 | 2019-02-26 | Electronics And Telecommunications Research Institute | Method and apparatus for transmitting and receiving reference signal using unlicensed band |
| CN105505135B (zh) * | 2015-12-24 | 2018-04-10 | 深圳市柳鑫实业股份有限公司 | 一种pcb钻孔用垫板及其制备方法 |
| CN108425947A (zh) * | 2017-11-23 | 2018-08-21 | 莫祖勇 | 一种内衬式滑动轴承的制造方法 |
| JP6914235B2 (ja) * | 2018-03-30 | 2021-08-04 | ミネベアミツミ株式会社 | 光硬化性樹脂組成物、および摺動部材 |
| CN109515089B (zh) * | 2018-10-08 | 2024-01-12 | 福建龙溪轴承(集团)股份有限公司 | Ptfe复合自润滑衬垫的制作工艺及悬架球销总成 |
| CN109798304B (zh) * | 2019-01-08 | 2021-03-23 | 上海市轴承技术研究所 | 整体式自润滑关节轴承设备及其合拢成形方法 |
| FR3091734B1 (fr) * | 2019-01-11 | 2022-06-17 | Skf Svenska Kullagerfab Ab | Palier lisse avec résistance à l'usure améliorée |
| JP7153589B2 (ja) * | 2019-03-18 | 2022-10-14 | アイカ工業株式会社 | トップコート用活性エネルギー線硬化型塗料組成物 |
| US11560923B2 (en) | 2019-06-07 | 2023-01-24 | Schaublin Sa | Self-lubricated electrically conductive bushing |
| CN111892979B (zh) * | 2020-08-05 | 2021-07-20 | 中国科学院兰州化学物理研究所 | 一种航空关节轴承用自润滑衬垫材料及其应用 |
| CN112228361B (zh) * | 2020-09-18 | 2021-08-17 | 益鑫能源科技(上海)有限公司 | 一种空气悬浮离心鼓风机 |
| CN112413383A (zh) * | 2020-11-27 | 2021-02-26 | 大连海事大学 | 一种基于光固化的织构内固体润滑剂的填充方法 |
| JP7520784B2 (ja) * | 2021-09-07 | 2024-07-23 | 株式会社神戸製鋼所 | 摺動部材及び摺動部材の製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6180574B1 (en) | 1998-12-16 | 2001-01-30 | Rexnord Corporation | Self-lubricating bearing and coating |
| JP2003186225A (ja) * | 2001-12-21 | 2003-07-03 | Canon Inc | 電子写真感光体、プロセスカートリッジ及び電子写真装置 |
| JP2007255712A (ja) | 2006-03-21 | 2007-10-04 | Roller Bearing Co Of America Inc | ライナー及び表面処理面を有するチタン球面滑り軸受け |
| JP2010100736A (ja) * | 2008-10-24 | 2010-05-06 | Toyo Ink Mfg Co Ltd | 紫外線硬化型缶用塗料組成物及びその利用 |
| US20110287190A1 (en) * | 2010-01-15 | 2011-11-24 | Texas Research International, Inc. | Ultraviolet light curing compositions for composite repair |
| JP2011247408A (ja) | 2010-04-27 | 2011-12-08 | Minebea Co Ltd | 自己潤滑性ライナーを有する無潤滑滑り軸受 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU413159A1 (ja) * | 1968-05-23 | 1974-01-30 | ||
| CA1026812A (en) * | 1974-03-18 | 1978-02-21 | Kamatics Corporation | Molded plastic bearing assembly |
| JPS5925840A (ja) * | 1982-08-05 | 1984-02-09 | Mitsui Petrochem Ind Ltd | 被覆用硬化型樹脂組成物 |
| JP2797281B2 (ja) * | 1989-06-16 | 1998-09-17 | 大日本印刷株式会社 | ソフトコートフィルム |
| US5401348A (en) | 1989-06-15 | 1995-03-28 | Dai Nippon Insatsu Kabushiki Kaisha | Soft coat film |
| US6258441B1 (en) | 1989-06-16 | 2001-07-10 | Dai Nippon Insatsu Kabushiki Kaisha | Soft coat film |
| JP3489586B2 (ja) * | 1991-10-25 | 2004-01-19 | オイレス工業株式会社 | 固体潤滑剤ならびに該固体潤滑剤を埋込んだ摺動部材 |
| DE4119670A1 (de) * | 1991-06-14 | 1992-12-17 | Bayer Ag | Elektroviskose fluessigkeit auf basis von polyetheracrylaten als disperse phase |
| ES2144419T3 (es) * | 1991-07-05 | 2000-06-16 | Biocompatibles Ltd | Revestimientos polimericos de superficies. |
| JPH06145602A (ja) * | 1992-09-02 | 1994-05-27 | Nippon Paint Co Ltd | 熱硬化性塗料組成物 |
| US5898041A (en) * | 1995-03-01 | 1999-04-27 | Matsushita Electric Industrial Co., Ltd. | Production process of liquid crystal display panel, seal material for liquid crystal cell and liquid crystal display |
| GB9713079D0 (en) * | 1997-06-21 | 1997-08-27 | T & N Technology Ltd | Manufacture of plain bearings |
| EP0969217A3 (en) * | 1998-06-05 | 2001-03-14 | Rexnord Corporation | Composite spherical bearing and method of producing same |
| US6251308B1 (en) * | 1999-03-19 | 2001-06-26 | Premix | Highly conductive molding compounds and fuel cell bipolar plates comprising these compounds |
| NO20002632L (no) * | 1999-06-01 | 2000-12-04 | Nippon Catalytic Chem Ind | Herdbart behandlingsmiddel og herdebehandlingsprosess |
| CN1252407C (zh) * | 2001-04-11 | 2006-04-19 | 住友金属工业株式会社 | 用于钢管的螺纹接头 |
| CA2506498C (en) * | 2002-11-21 | 2011-04-12 | Oiles Corporation | Solid lubricant and sliding member |
| JP2004339259A (ja) * | 2003-05-13 | 2004-12-02 | Oiles Ind Co Ltd | 固体潤滑剤および摺動部材 |
| WO2006046773A1 (ja) * | 2004-10-27 | 2006-05-04 | Kabushiki Kaisha Toyota Jidoshokki | 摺動部材および摺動部材の製造方法 |
| CN101522874B (zh) * | 2006-09-06 | 2013-06-05 | 奥依列斯工业株式会社 | 固体润滑剂和滑动部件 |
| KR101184527B1 (ko) * | 2007-06-06 | 2012-09-19 | 히다치 가세고교 가부시끼가이샤 | 감광성 접착제 조성물, 필름상 접착제, 접착 시트, 접착제 패턴의 형성방법, 접착제층 부착 반도체 웨이퍼, 반도체 장치, 및, 반도체 장치의 제조방법 |
| US8735481B2 (en) * | 2008-05-01 | 2014-05-27 | Roller Bearing Company Of America, Inc. | Self-lubricating surface coating composition for low friction or soft substrate applications |
| CA2725433C (en) * | 2008-05-01 | 2013-09-24 | Roller Bearing Company Of America, Inc. | Self-lubricating surface coating composition |
| DE102009002716A1 (de) * | 2009-04-29 | 2010-11-11 | Federal-Mogul Nürnberg GmbH | Verschleißfester Gleitlack für die Beschichtung von Motorkolben |
| CN102725794B (zh) * | 2010-01-29 | 2015-12-16 | 日本化药株式会社 | 紫外线固化型树脂组合物、固化物及物品 |
| US9156059B2 (en) | 2011-05-16 | 2015-10-13 | New Hampshire Ball Bearings, Inc. | Self-lubricating surface coating composition |
| JP2013018860A (ja) * | 2011-07-11 | 2013-01-31 | Dow Corning Toray Co Ltd | 被膜形成用組成物 |
| JP5895757B2 (ja) * | 2011-08-23 | 2016-03-30 | Jsr株式会社 | 感光性組成物、成形物の製造方法、成形物および半導体装置 |
| WO2013161402A1 (ja) * | 2012-04-26 | 2013-10-31 | ミネベア株式会社 | 紫外線硬化性樹脂組成物及び摺動部材、並びに摺動部材の製造方法 |
-
2013
- 2013-03-08 WO PCT/JP2013/056470 patent/WO2013161402A1/ja active Application Filing
- 2013-03-08 BR BR112014026612-3A patent/BR112014026612B1/pt active IP Right Grant
- 2013-03-08 CN CN201380022048.6A patent/CN104245748B/zh active Active
- 2013-03-08 EP EP13781754.0A patent/EP2842970B1/en active Active
- 2013-03-08 JP JP2014512402A patent/JP5882451B2/ja active Active
- 2013-03-08 RU RU2014147537/04A patent/RU2586217C1/ru active
- 2013-03-08 EP EP17165823.0A patent/EP3208283B1/en active Active
- 2013-03-08 CA CA2871576A patent/CA2871576C/en active Active
-
2014
- 2014-10-24 US US14/523,017 patent/US9481847B2/en active Active
-
2016
- 2016-02-03 JP JP2016019175A patent/JP6209229B2/ja active Active
- 2016-09-28 US US15/278,456 patent/US10053645B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6180574B1 (en) | 1998-12-16 | 2001-01-30 | Rexnord Corporation | Self-lubricating bearing and coating |
| JP2003186225A (ja) * | 2001-12-21 | 2003-07-03 | Canon Inc | 電子写真感光体、プロセスカートリッジ及び電子写真装置 |
| JP2007255712A (ja) | 2006-03-21 | 2007-10-04 | Roller Bearing Co Of America Inc | ライナー及び表面処理面を有するチタン球面滑り軸受け |
| JP2010100736A (ja) * | 2008-10-24 | 2010-05-06 | Toyo Ink Mfg Co Ltd | 紫外線硬化型缶用塗料組成物及びその利用 |
| US20110287190A1 (en) * | 2010-01-15 | 2011-11-24 | Texas Research International, Inc. | Ultraviolet light curing compositions for composite repair |
| JP2011247408A (ja) | 2010-04-27 | 2011-12-08 | Minebea Co Ltd | 自己潤滑性ライナーを有する無潤滑滑り軸受 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2842970A4 |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015157912A (ja) * | 2014-02-25 | 2015-09-03 | スリーボンドファインケミカル株式会社 | 硬化性樹脂組成物 |
| WO2015129711A1 (ja) * | 2014-02-25 | 2015-09-03 | スリーボンドファインケミカル株式会社 | 硬化性樹脂組成物 |
| US9540584B2 (en) | 2014-03-31 | 2017-01-10 | Minebea Co., Ltd. | Ultraviolet curable resin composition, sliding member, and method for producing sliding member |
| JP2015199918A (ja) * | 2014-03-31 | 2015-11-12 | ミネベア株式会社 | 紫外線硬化性樹脂組成物及び摺動部材、並びに摺動部材の製造方法 |
| DE102015004130B4 (de) * | 2014-03-31 | 2020-10-15 | Minebea Mitsumi Inc. | UV-aushärtende Harzzusammensetzung, Gleitelement und Verfahren zur Herstellung eines Gleitelements |
| DE102015004130A1 (de) * | 2014-03-31 | 2015-10-01 | Minebea Co., Ltd. | UV-aushärtende Harzzusammensetzung, Gleitelement, und Verfahren zur Herstellung eines Gleitelements |
| CN106574173B (zh) * | 2014-06-23 | 2019-11-01 | 南方电缆有限责任公司 | 防紫外线超疏水涂料组合物 |
| CN106574173A (zh) * | 2014-06-23 | 2017-04-19 | 南方电缆有限责任公司 | 防紫外线超疏水涂料组合物 |
| US11001696B2 (en) | 2014-06-23 | 2021-05-11 | Southwire Company, Llc | UV-resistant superhydrophobic coating compositions |
| US10370514B2 (en) | 2014-06-23 | 2019-08-06 | Southwire Company, Llc | UV-resistant superhydrophobic coating compositions |
| JP2016056308A (ja) * | 2014-09-11 | 2016-04-21 | ミネベア株式会社 | 紫外線硬化性樹脂組成物、その硬化物及び摺動部材 |
| CN105736577A (zh) * | 2014-12-25 | 2016-07-06 | 丰田自动车株式会社 | 滑动部件及其制造方法 |
| TWI704415B (zh) * | 2015-06-26 | 2020-09-11 | 日商日產化學工業股份有限公司 | 光硬化性樹脂組成物及使用其之膜形成方法 |
| US10167439B2 (en) | 2016-06-01 | 2019-01-01 | Minebea Mitsumi Inc. | Ultraviolet curable resin composition and sliding member |
| JP2017218572A (ja) * | 2016-06-01 | 2017-12-14 | ミネベアミツミ株式会社 | 紫外線硬化性樹脂組成物及び摺動部材 |
| EP3252110A1 (en) | 2016-06-01 | 2017-12-06 | Minebea Mitsumi Inc. | Ultraviolet curable resin composition and sliding member |
| JP2019099604A (ja) * | 2017-11-29 | 2019-06-24 | ミネベアミツミ株式会社 | 樹脂組成物、摺動部材及び摺動部材の製造方法 |
| DE102019108182A1 (de) | 2018-03-30 | 2019-10-02 | Minebea Mitsumi Inc. | Photohärtende harzzusammensetzung und gleitelement |
| US10746225B2 (en) | 2018-03-30 | 2020-08-18 | Minebea Mitsumi Inc. | Photocurable resin composition and sliding member |
| US10889727B1 (en) | 2018-06-14 | 2021-01-12 | Southwire Company, Llc | Electrical cable with improved installation and durability performance |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2842970A1 (en) | 2015-03-04 |
| BR112014026612B1 (pt) | 2021-10-26 |
| US20150051123A1 (en) | 2015-02-19 |
| EP3208283B1 (en) | 2020-07-29 |
| CN104245748B (zh) | 2016-09-07 |
| CA2871576A1 (en) | 2013-10-31 |
| JP5882451B2 (ja) | 2016-03-09 |
| CA2871576C (en) | 2017-09-12 |
| JP2016135871A (ja) | 2016-07-28 |
| BR112014026612A2 (pt) | 2017-06-27 |
| US20170015923A1 (en) | 2017-01-19 |
| EP2842970B1 (en) | 2017-05-24 |
| EP2842970A4 (en) | 2015-10-14 |
| RU2586217C1 (ru) | 2016-06-10 |
| JPWO2013161402A1 (ja) | 2015-12-24 |
| US10053645B2 (en) | 2018-08-21 |
| EP3208283A1 (en) | 2017-08-23 |
| JP6209229B2 (ja) | 2017-10-04 |
| US9481847B2 (en) | 2016-11-01 |
| CN104245748A (zh) | 2014-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6209229B2 (ja) | 紫外線硬化性樹脂組成物 | |
| JP6185947B2 (ja) | 紫外線硬化性樹脂組成物及び摺動部材、並びに摺動部材の製造方法 | |
| JP6120817B2 (ja) | 紫外線硬化性樹脂組成物、その硬化物及び摺動部材 | |
| JP6886302B2 (ja) | 紫外線硬化性樹脂組成物及び摺動部材 | |
| JP6039809B2 (ja) | 熱硬化性樹脂組成物及び摺動部材、並びに摺動部材の製造方法 | |
| JP6060262B2 (ja) | 熱硬化性樹脂組成物及び摺動部材、並びに摺動部材の製造方法 | |
| US20190301530A1 (en) | Photocurable resin composition and sliding member | |
| JP2024058332A (ja) | 光硬化性樹脂組成物と相手材表面処理を組み合わせたしゅう動部材 | |
| JP2019189685A (ja) | 樹脂組成物、および摺動部材 | |
| JP2017082157A (ja) | 光カチオン硬化性樹脂組成物及び摺動部材 | |
| JP2022161601A (ja) | 低温時の低摩擦係数樹脂ライナー | |
| JP2019099604A (ja) | 樹脂組成物、摺動部材及び摺動部材の製造方法 | |
| JP2019183106A (ja) | 光硬化性樹脂組成物、および摺動部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13781754 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014512402 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2871576 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013781754 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013781754 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2014147537 Country of ref document: RU Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112014026612 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112014026612 Country of ref document: BR Kind code of ref document: A2 Effective date: 20141023 |