WO2013118911A1 - 内径測定装置 - Google Patents
内径測定装置 Download PDFInfo
- Publication number
- WO2013118911A1 WO2013118911A1 PCT/JP2013/053589 JP2013053589W WO2013118911A1 WO 2013118911 A1 WO2013118911 A1 WO 2013118911A1 JP 2013053589 W JP2013053589 W JP 2013053589W WO 2013118911 A1 WO2013118911 A1 WO 2013118911A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- unit
- axis
- laser beam
- centering
- cone mirror
- Prior art date
Links
- 238000005259 measurement Methods 0.000 title abstract description 3
- 238000003384 imaging method Methods 0.000 claims abstract description 37
- 230000003287 optical effect Effects 0.000 claims description 69
- 238000000034 method Methods 0.000 claims description 11
- 238000009792 diffusion process Methods 0.000 abstract description 4
- 238000006073 displacement reaction Methods 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 239000011521 glass Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
Images




Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/08—Measuring arrangements characterised by the use of optical techniques for measuring diameters
- G01B11/12—Measuring arrangements characterised by the use of optical techniques for measuring diameters internal diameters
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
- G01B11/25—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures by projecting a pattern, e.g. one or more lines, moiré fringes on the object
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/26—Measuring arrangements characterised by the use of optical techniques for measuring angles or tapers; for testing the alignment of axes
- G01B11/27—Measuring arrangements characterised by the use of optical techniques for measuring angles or tapers; for testing the alignment of axes for testing the alignment of axes
- G01B11/272—Measuring arrangements characterised by the use of optical techniques for measuring angles or tapers; for testing the alignment of axes for testing the alignment of axes using photoelectric detection means
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B23/00—Telescopes, e.g. binoculars; Periscopes; Instruments for viewing the inside of hollow bodies; Viewfinders; Optical aiming or sighting devices
- G02B23/24—Instruments or systems for viewing the inside of hollow bodies, e.g. fibrescopes
- G02B23/2476—Non-optical details, e.g. housings, mountings, supports
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/954—Inspecting the inner surface of hollow bodies, e.g. bores
- G01N2021/9542—Inspecting the inner surface of hollow bodies, e.g. bores using a probe
- G01N2021/9544—Inspecting the inner surface of hollow bodies, e.g. bores using a probe with emitter and receiver on the probe
Definitions
- the present invention relates to an inner diameter measuring device that measures the inner diameter or inner surface shape of a cylinder, and more particularly to an inner diameter measuring device that measures the inner surface shape without contact.
- Patent Documents 1 and 2 disclose a non-contact inner diameter that irradiates a laser beam in the entire circumferential direction, images a light ring formed on the inner surface of a cylindrical body, and measures the shape and diameter of the light ring from the image. A measuring device is shown.
- a cone mirror having a conical reflecting surface is used as means for irradiating a laser beam in the entire circumferential direction. By entering the apex, the laser beam is reflected in the entire circumferential direction.
- a cone mirror is used as means for irradiating a laser beam in the entire circumferential direction, it is necessary to match the axis of the cone mirror with the optical axis of the laser beam. No particular mention is made of a method or device for matching the heart with the optical axis of the laser beam.
- the present invention provides an inner diameter measuring device that irradiates a laser beam in a circumferential direction with a cone mirror, forms an optical ring on the inner surface of a cylindrical body, and measures the inner diameter of the cylindrical body based on the optical ring.
- the present invention provides an inner diameter measuring apparatus having a mechanism for aligning the axis of a cone mirror and the optical axis of a laser beam.
- the present invention provides an image pickup unit that is provided at a base end of a frame portion and picks up a front end side, a centering portion that is provided at a front end of the frame portion, and the core through the light transmitting window portion.
- a laser beam diffusing unit provided on the distal end side of the mating unit, a laser beam emitting unit provided on the proximal end side of the centering unit, and a cone provided on the laser beam diffusing unit and having a conical reflection surface at the distal end A mirror, the axis of the cone mirror coincides with the optical axis of the imaging unit, and the centering unit is configured so that the laser beam emitted from the laser beam emitting unit is incident on the apex of the cone mirror,
- the present invention relates to an inner diameter measuring device capable of adjusting the posture of the imaging unit.
- the centering unit is provided on the X-axis slider, which is slidable in a direction orthogonal to the optical axis of the imaging unit, and is orthogonal to the optical axis and the A Y-axis slider that is slidable in a direction orthogonal to the sliding direction of the X-axis slider; and a light-emitting portion mounting surface formed on the Y-axis slider, wherein the laser beam light-emitting portion is attached to the light-emitting portion mounting surface.
- This relates to an inner diameter measuring apparatus.
- the laser beam emitting part is attached to the light emitting part mounting surface at three locations by three sets of pull bolts and push bolts, and the optical axis of the laser beam emitter is adjusted by adjusting the pull bolts and push bolts.
- the present invention relates to an inner diameter measuring device capable of adjusting the inclination of the cone mirror with respect to the axis.
- the centering portion is detachable from the frame portion, the centering portion and the frame portion are attached by a fitting method, and the centering portion is attached to the frame portion,
- the present invention relates to an inner diameter measuring device configured such that the axis of the centering portion matches the optical axis of the imaging portion.
- the laser beam diffusing part is attached to the centering part by a fitting method, and the laser beam diffusing part is attached to the centering part so that the axis of the cone mirror is aligned with the centering part.
- This relates to an inner diameter measuring device configured so as to coincide with the axis.
- the centering unit, the laser beam diffusing unit, and the laser beam emitting unit are integrated, and the optical axis of the laser beam emitting unit and the axis of the cone mirror are aligned by the centering unit.
- the inner diameter measuring device has the centering portion attached to the frame portion.
- FIG. 1 is a perspective view of an embodiment of the present invention.
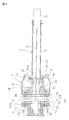
- FIG. 2 is a sectional view showing the embodiment.
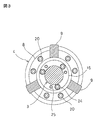
- FIG. 3 is an AA arrow view of FIG.
- FIG. 4 is a cross-sectional view of the centering portion and the laser beam diffusion portion of the embodiment.
- FIG. 5 is an exploded perspective view of the adjusting mechanism used in the embodiment.
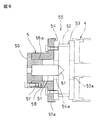
- FIG. 6 is a cross-sectional view of the laser beam diffusing portion of this embodiment.
- FIG. 7 is a side view of another embodiment of the present invention.
- FIG. 1 shows an inner diameter measuring apparatus 1 according to an embodiment of the present invention.
- the inner diameter measuring apparatus 1 mainly includes an imaging unit 2, a laser beam emitting unit 3, a centering unit 4, a laser beam diffusing unit 5, and a frame. It consists of part 6 etc.
- the frame portion 6 has a structure in which a base end ring 7 and a front end ring 8 are connected by three support columns 9, and the support columns 9 are arranged on the same circumference at a predetermined interval, for example, at three equal positions.
- a space is formed in the central portion of the frame portion 6, and the imaging unit 2 and the laser beam emitting unit 3 are accommodated in the space.
- the number of the support columns 9 may be two or four, and can support the imaging unit 2 and the laser beam diffusing unit 5 and should not interfere with the imaging of the imaging unit 2.
- the proximal ring 7 and the distal ring 8 are concentric, that is, arranged on the axial center of the frame portion 6.
- the imaging unit 2 is attached to the base end ring 7 so as to pass through the base end ring 7, and the optical axis of the imaging unit 2 coincides with the axis of the frame unit 6.
- the centering portion 4 is attached to the tip ring 8, and the laser beam emitting portion 3 is supported on the centering portion 4.
- the optical axis of the laser beam emitting unit 3 matches the axis of the frame unit 6, that is, the optical axis of the imaging unit 2.
- the centering portion 4 has an adjustment mechanism portion 21 as will be described later, and the laser beam emission portion 3 is supported by the adjustment mechanism portion 21, and the adjustment mechanism portion 21 has the laser beam emission portion 3. It can be displaced in two directions orthogonal to the optical axis of the laser beam emitter 3 and has a function of adjusting the inclination of the optical axis of the laser beam emitter 3.
- the laser beam diffusing unit 5 is provided on the front end side of the centering unit 4 and is concentrically attached to the frame unit 6.
- the imaging unit 2 includes a camera 11 and a camera housing 12 that houses the camera 11, and the camera housing 12 is fixed to the base ring 7 with a bolt 13.
- the camera 11 has a maximum angle of view ⁇ .
- the camera 11 includes a CCD or CMOS sensor that is an aggregate of pixels as an image sensor, and the image sensor outputs a digital image signal that is a set of signals from each pixel, and signals from each pixel are Each position in the image sensor can be specified.
- the laser beam emitter 3 includes a laser emitter 14 that emits a visible laser beam 17 and an emitter holder 15 that has a hollow tube shape.
- the laser emitter 14 is a base end of the emitter holder 15. It is fitted and fixed to the part.
- a fixing flange 16 is formed at the tip of the light emitter holder 15, and the fixing flange 16 is fixed to the adjustment mechanism portion 21 of the centering portion 4.
- the centering portion 4 has a housing 18 that is a hollow cylinder concentric with the tip ring 8.
- a circular base 19 is fixed to the front end side of the housing 18, and the adjusting mechanism 21 is provided on the base 19.
- the base end of the housing 18 is fixed to the front end ring 8, and the bolt 20 that fixes the housing 18 and the front end ring 8 is inserted and screwed from the base end side (the camera 11 side) (see FIG. 3). ).
- the adjusting mechanism 21 will be described later.
- the adjusting mechanism 21 is parallel to the paper surface of FIG. 2 and perpendicular to the optical axis of the laser beam emitting unit 3 (X-axis direction).
- a displaceable X-axis slider 22 and a Y-axis slider provided on the X-axis slider 22 and displaceable in a direction perpendicular to the paper surface and perpendicular to the optical axis of the laser beam emitting unit 3 (Y-axis direction) 23.
- the Y-axis slider 23 can be displaced in two directions orthogonal to the optical axis of the laser beam emitting unit 3.
- the proximal end face of the Y-axis slider 23 is a laser beam emitting part mounting surface, and the fixing flange 16 is fixed to the laser beam emitting part mounting surface.
- the fixing flange 16 is attached to the Y-axis slider 23 at three positions by a pulling bolt 24 and a push bolt 25. By adjusting the pulling bolt 24 and the push bolt 25, the optical axis of the laser beam emitting unit 3 is adjusted. Can be adjusted (see FIG. 3).
- the adjustment mechanism portion 21 is formed with a cylindrical space penetrating the center portion, and the space is continuous with the hollow portion of the light emitter holder 15, and the optical path for the laser beam 17 by the hollow portion and the space.
- a hole 26 is formed.
- the adjustment mechanism unit 21 will be described with reference to FIG.
- a central hole 26a constituting a part of the optical path hole 26 is formed in the base end side surface (upper surface in FIG. 5) of the base 19, and an annular protrusion is fitted around the central hole 26a.
- a combined wheel 27 is projected, and a slider base 28 is fixed to the base 19 so as to be fitted and positioned in the fitted wheel 27.
- the slider base 28 is formed with a central hole 26 b that constitutes a part of the optical path hole 26.
- the X-axis slider 22 is slidably mounted on the upper surface of the slider base 28.
- the X-axis slider 22 is provided with a central hole 26c that is concentric with the central hole 26b and forms a part of the optical path hole 26, and an X-axis guide groove 29 extending in the X-axis direction is provided in the X-axis slider 22. Is formed.
- a pair of X-axis guides 31, 31 arranged so as to face each other with the slider base 28 interposed therebetween are fixed to the base 19.
- the X-axis guide 31 has a guide portion 31 a extending in the X-axis direction in parallel with the upper surface of the base 19, and the guide portion 31 a is slidably fitted in the X-axis guide groove 29.
- a predetermined gap is formed between the X-axis guide 31 and the X-axis slider 22. Accordingly, the X-axis slider 22 is guided by the guide portion 31a and can be displaced in the X-axis direction by the predetermined gap.
- the Y-axis slider 23 is slidably mounted on the upper surface of the X-axis slider 22.
- the Y-axis slider 23 is provided with a center hole 26d concentric with the center hole 26b and the center hole 26c and constituting a part of the optical path hole 26, and a Y-axis guide groove 32 extending in the Y-axis direction. Is formed through the Y-axis slider 23.
- the dimension of the lower surface of the Y-axis slider 23 in the Y-axis direction is set smaller than the dimension of the upper surface of the X-axis slider 22.
- a Y-axis guide 33 is fixed to one side surface parallel to the X-axis of the X-axis slider 22, and a Y-axis guide 34 is fixed to the other side surface parallel to the X-axis of the X-axis slider 22.
- the shaft guide 33 and the Y-axis guide 34 are arranged to face each other.
- the Y-axis guide 33 has a guide portion 33a extending in the Y-axis direction
- the Y-axis guide 34 has a guide portion 34a extending in the Y-axis direction
- the guide portions 33a and 34a are respectively
- the Y-axis guide groove 32 is slidably fitted.
- a dimensional difference gap between the Y-axis slider 23 and the X-axis slider 22 is formed. Therefore, the Y-axis slider 23 is guided by the guide portions 33a and 34a, and can be displaced in the Y-axis direction by the gap.
- An X-axis adjusting screw holder 35 is attached to one side surface of the X-axis slider 22 parallel to the X-axis, and an X-axis adjusting screw 36 extending in the X-axis direction is attached to the X-axis adjusting screw holder 35.
- An X-axis stopper holder 37 is fixed to the base 19 so as to face the X-axis adjusting screw holder 35, and a stopper screw 38 is attached to the X-axis stopper holder 37.
- the stopper screw 38 and the X-axis adjusting screw 36 are arranged on the same axis, and the tip of the X-axis adjusting screw 36 comes into contact with the end surface of the stopper screw 38.
- An X-axis lock piece 39 projects from the upper surface of the slider base 28, and the X-axis lock piece 39 is parallel to the X-axis.
- the X-axis lock piece 39 has a long hole 41 that is long in the X-axis direction. Is drilled.
- An X-axis lock screw 42 is screwed to the X-axis slider 22 through the long hole 41.
- the X-axis locking screw 42 can be displaced relative to the X-axis slider 22 in the X-axis direction by the margin of the long hole 41, and the relative displacement amount is equal to the displacement amount of the X-axis slider 22. It is equivalent.
- the X-axis slider 22 can be displaced in the X-axis direction, and by rotating the X-axis adjustment screw 36, the protruding amount of the X-axis adjustment screw 36 is increased.
- the X-axis slider 22 is displaced in the X-axis direction according to the change amount of the protrusion amount, and the position of the X-axis slider 22 in the X-axis direction is adjusted.
- the X-axis lock screw 42 is fastened to fix the X-axis slider 22 to the slider base 28. After adjusting the position of the X-axis slider 22, the X-axis lock screw 42 is adjusted.
- a Y-axis adjusting screw holder 43 is provided on one side surface parallel to the Y-axis of the Y-axis slider 23, and a Y-axis adjusting screw 44 extending in the Y-axis direction is attached to the Y-axis adjusting screw holder 43.
- a stopper screw 45 is attached to the Y-axis guide 34. The stopper screw 45 and the Y-axis adjusting screw 44 are disposed on the same axis, and the tip of the Y-axis adjusting screw 44 comes into contact with the end surface of the stopper screw 45.
- a Y-axis lock plate 46 is fixed to one side surface of the X-axis slider 22 orthogonal to the X-axis.
- the Y-axis lock plate 46 has a shape that does not interfere with the guide portion 31a and is provided with a long hole 47 that is long in the Y-axis direction.
- a Y-axis lock screw 48 is screwed to the Y-axis slider 23 through the long hole 47.
- the Y-axis lock screw 48 can be displaced relative to the Y-axis slider 23 in the Y-axis direction by the margin of the long hole 47.
- the relative displacement amount is equal to the displacement amount of the Y-axis slider 23. It is equivalent.
- the Y-axis slider 23 can be displaced in the Y-axis direction, and when the Y-axis adjustment screw 44 is turned, the protruding amount of the Y-axis adjustment screw 44 is increased.
- the Y-axis slider 23 is displaced in the Y-axis direction according to the change amount of the protrusion amount, and the position of the Y-axis slider 23 in the Y-axis direction is adjusted.
- the X-axis slider 22 can be adjusted in position in the X-axis direction, and the Y-axis slider 23 provided on the X-axis slider 22 can be adjusted in position in the Y-axis direction.
- the Y-axis slider 23 can be adjusted in two directions, the X-axis and the Y-axis.
- the light emitter holder 15 is attached to the upper surface of the Y-axis slider 23, and the laser beam emitting unit 3 is moved in two directions (X axis and Y axis) perpendicular to the optical axis by the adjustment mechanism unit 21. Adjustment is possible.
- the light emitter holder 15 is fixed to the Y-axis slider 23 via the fixing flange 16, and the pulling bolts 24 and the push bolts 25 (see FIG. 3) provided at three locations as fixing means. Is used.
- the laser beam diffusing unit 5 includes a translucent window unit 55 and a cone mirror unit 59.
- the cone mirror unit 59 reflects the laser beam 17 emitted from the laser emitter 14 in the entire circumferential direction.
- the translucent window portion 55 has an all-round light-transmitting window 52 that transmits the laser beam 17 ′ reflected all around by the cone mirror 51.
- the cone mirror 51 has a conical tip at the side facing the laser emitter 14, and the apex angle of the cone is 90 °. Further, the conical surface at the tip is a reflecting surface.
- the all-around light-transmitting window 52 is formed in a cylindrical shape with a light-transmitting material such as glass or transparent synthetic resin, and is sandwiched between a first flange 53 and a second flange 54 and also has the above-mentioned all-around light-transmitting window.
- the optical window 52 is concentric with the centering portion 4.
- Openings 53 a and 54 a concentric with the optical path hole 26 are formed in the center of the first flange 53 and the second flange 54, and the openings 53 a and 54 a are larger than the optical path hole 26. Yes.
- the all-round translucent window 52, the first flange 53, and the second flange 54 constitute a translucent window portion 55.
- the cone mirror 51 is held by a cone mirror holder 56 so that its axis coincides with the optical axis of the laser beam 17, and the cone mirror holder 56 is fixed to the second flange 54 via a fixing flange 57. It is like.
- the cone mirror holder 56 has a fitting portion 56a.
- the fixing flange 57 has a flange portion 57a, and the flange portion 57a is fixed to the second flange 54 by an inlay method.
- the fixing flange 57 is provided with a fitting hole 58 penetrating in the axial direction, and the fitting portion 56 a is fitted into the fitting hole 58.
- the accuracy of the combination of the fixing flange 57 and the second flange 54 is the same as that of the second flange 54 and the second flange 54. It is determined by the machining accuracy of the fixed flange 57.
- the assembly accuracy depends on the machining accuracy of the fixed flange 57 and the cone mirror holder 56. Therefore, when the cone mirror 51 is assembled with the cone mirror holder 56 and the axis of the cone mirror holder 56 and the axis of the cone mirror 51 are aligned with high accuracy, the cone mirror holder 56 Only by assembling to the fixing flange 57, the axial center and apex of the cone mirror 51 can be matched with the optical axis of the laser beam 17 without any adjustment.
- the axial center of the cone mirror 51 can be obtained simply by assembling the fixed flange 57 to the second flange 54. Is aligned with the optical axis of the laser beam 17.
- the cone mirror 51, the cone mirror holder 56, and the fixing flange 57 constitute a cone mirror portion 59. Further, a plurality of cone mirror portions 59 having different apex angles of the cone mirror 51 may be prepared and appropriately replaced according to the measurement situation.
- the laser beam diffusing unit 5 is attached to the centering unit 4 and the laser beam emitting unit 3 is assembled to the centering unit 4, that is, the centering unit 4, the laser beam diffusing unit 5,
- the centering portion 4 can be assembled to the tip ring 8 with the laser beam emitting portion 3 being unitized. Therefore, the cone mirror 51 can be aligned with the laser beam 17 while being separated from the imaging unit 2 and the frame unit 6.
- the operation of the inner diameter measuring device 1 will be described. First, the assembly of the inner diameter measuring device 1 will be described.
- the axis of the cone mirror 51 is aligned with the fixed flange 57. It coincides with the axis, that is, the axis of the laser beam diffusing unit 5.
- the adjustment mechanism 21 is attached to the light transmission window 55 by attaching the cone mirror part 59 to the light transmission window 55 and further attaching the base 19 to the first flange 53. Since the flange portion 57a and the second flange 54, the base 19 and the first flange 53 are each in the inlay method, the cone mirror portion 59 is attached to the translucent window portion 55 to attach the cone mirror portion 59 to the translucent window portion 55.
- the adjustment mechanism 21 is in a state where the housing 18 is removed. Further, the laser beam emitter 3 is attached to the adjustment mechanism 21 by fixing the light emitter holder 15 to the Y-axis slider 23. In the assembled state of the laser beam emitting unit 3, the axis of the cone mirror 51 and the axis of the adjusting mechanism unit 21 coincide with each other, and the axis of the cone mirror 51 and the laser beam emitting unit 3 are aligned. Is in an unadjusted state.
- the adjustment mechanism 21 adjusts the alignment between the axis of the cone mirror 51 and the optical axis of the laser beam emitter 3.
- the adjustment in the X-axis direction is performed by turning the X-axis adjustment screw 36 to change the protruding amount of the X-axis adjustment screw 36, and the X-axis adjustment screw 36 contacts the stopper screw 38. Since they are in contact, the X-axis slider 22 is displaced in the X-axis direction, and the position is adjusted. Further, by rotating the Y-axis adjusting screw 44, the protruding amount of the Y-axis adjusting screw 44 is changed, and the Y-axis adjusting screw 44 is in contact with the stopper screw 45.
- the Y-axis slider 23 is displaced in the Y-axis direction in accordance with the amount of protrusion, and the position is adjusted. Therefore, by adjusting the X-axis adjusting screw 36 and the Y-axis adjusting screw 44, the position of the Y-axis slider 23 is adjusted in two directions orthogonal to the optical axis. Accordingly, the position of the laser beam emitter 3 fixed to the Y-axis slider 23 is adjusted in two directions orthogonal to the optical axis. Further, by adjusting the three pull bolts 24 and the push bolts 25, the inclination of the optical axis of the laser beam emitting unit 3 with respect to the axis of the centering unit 4 is adjusted.
- the pull bolt 24 and the push bolt 25 function as an optical axis adjusting unit.
- the optical axis of the laser beam emitting unit 3 and the axis of the centering unit 4 match. Is done.
- the X-axis lock screw 42 is tightened, the X-axis slider 22 is fixed to the slider base 28, and the Y-axis is fixed.
- the shaft lock screw 48 is tightened to fix the Y-axis slider 23 to the X-axis slider 22.
- the posture of the laser beam emitting unit 3 is fixed while being aligned.
- the laser beam 17 is emitted from the laser beam emitting unit 3.
- Make adjustments in the irradiated state irradiate the wall surface with the laser beam 17 'reflected by the cone mirror 51, observe the uniformity of the formed ring, and confirm the centering state.
- the housing 18 is attached to the base 19.
- Various methods of attaching the housing 18 are conceivable.
- the base 19 and the housing 18 can be screwed together, and finally fitted by an inlay method, so that fixing and centering can be performed. .
- the axis of the housing 18 coincides with the axis of the cone mirror 51.
- the housing 18 is fixed to the tip ring 8, and the imaging unit 2 is attached to the laser beam emitting unit 3.
- the imaging unit 2 is integrated with the centering unit 4 via the frame unit 6, and the optical axis of the imaging unit 2 and the optical axis of the laser beam emitting unit 3 are matched.
- An inlay portion is formed at the joint between the housing 18 and the tip ring 8, and the optical axis of the image pickup unit 2 and the laser beam emitting portion 3 can be obtained simply by fixing the housing 18 to the tip ring 8. This is a configuration that matches the optical axis.
- the inner diameter measuring device 1 is inserted into a hollow body such as a pipe or a hollow shaft, and is further supported at the center of the hollow body by a support device (not shown).
- a support device not shown.
- the laser beam 17 is incident on the apex of the cone mirror 51 and reflected by the cone mirror 51 in the entire circumferential direction.
- the reflected laser beam 17 ′ passes through the all-round light transmitting window 52 and is emitted all around.
- the laser beam 17 ′ irradiates the inner wall of the hollow body to form an optical ring 61.
- the optical ring 61 reflects the shape of the inner wall, and by measuring the shape of the optical ring 61, the diameter and shape (for example, ellipse) of the inner wall can be measured.
- the camera 11 images the optical ring 61 formed on the inner wall and outputs it as electronic image data. Note that the maximum angle of view of the camera 11 is ⁇ max, and the center of the imaging area of the camera 11 is occupied by the structure such as the laser beam emitting unit 3 and the centering unit 4 so that imaging is impossible. Therefore, the imaging range F of the camera 11 is an angle of view ⁇ 1 ⁇ F ⁇ ⁇ max that does not interfere with the structure.
- FIG. 7 shows another embodiment.
- another imaging unit 2 ′ is attached to the laser beam diffusing unit 5, and the optical ring 61 formed on the inner wall is imaged from the opposite side of the imaging unit 2.
- the imaging unit 2 ′ has a camera 11 ′ and a frame unit 6 ′, and the tip of the frame unit 6 ′ is attached to the fixed flange 57.
- the imaging unit 2 ′ has a camera 11 ′ and a frame unit 6 ′, and the tip of the frame unit 6 ′ is attached to the fixed flange 57.
- the imaging unit provided at the base end of the frame unit for imaging the distal end side, the centering unit provided at the tip of the frame unit, and the centering unit via the light transmitting window unit.
- a laser beam diffusing unit provided on the distal end side of the centering unit, a laser beam emitting unit provided on the proximal end side of the centering unit, and a conical reflecting surface at the tip are provided on the laser beam diffusing unit.
- the attitude of the imaging unit can be adjusted, the optical axis of the laser beam emitting unit and the axis of the cone mirror can be reliably matched, and the laser beam is irradiated to the entire circumference in an optimal state. Also, the laser can be adjusted after adjustment Since the axis of the cone mirror and the optical axis of the line light emitting portion can be reliably met, the manufacturing cost can be lowered accuracy required for the component is reduced.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Astronomy & Astrophysics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Length Measuring Devices By Optical Means (AREA)
Abstract
フレーム部(6)の基端に設けられ、先端側を撮像する撮像部(2)と、前記フレーム部の先端に設けられた芯合せ部(4)と、該芯合せ部に透光窓部を介して前記芯合せ部の先端側に設けられたレーザ光線拡散部(5)と、前記芯合せ部の基端側に設けられたレーザ光線発光部(3)と、前記レーザ光線拡散部に設けられ、先端に円錐反射面を有するコーンミラー(51)とを具備し、該コーンミラーの軸心と前記撮像部の光軸は合致し、前記芯合せ部は前記レーザ光線発光部から照射されるレーザ光線(17)が前記コーンミラーの頂点に入射する様、前記レーザ光線発光部の姿勢を調整可能とした。
Description
本発明は、筒体の内径或は内面形状を測定する内径測定装置、特に非接触で内面形状を測定する内径測定装置に関するものである。
非接触で筒体の内径を測定するものとして、レーザ光線を全周方向に照射し、筒体の内面に光リングを形成し、該光リングを撮像し、画像上から光リングの形状、径を測定する非接触の内径測定装置がある。
特許文献1、特許文献2には、レーザ光線を全周方向に照射し、筒体の内面に形成される光リングを撮像し、画像上から光リングの形状、径を測定する非接触の内径測定装置が示されており、特許文献1、特許文献2の内径測定装置ではレーザ光線を全周方向に照射する手段として円錐反射面を有するコーンミラーが用いられており、レーザ光線をコーンミラーの頂点に入射することでレーザ光線を全周方向に反射している。
レーザ光線を全周方向に照射する手段としてコーンミラーを用いる場合、コーンミラーの軸心とレーザ光線の光軸とを合致させる必要があるが、特許文献1、特許文献2にはコーンミラーの軸心とレーザ光線の光軸とを合致させる方法、装置には特に言及されていない。
本発明は斯かる実情に鑑み、コーンミラーによりレーザ光線を全周方向に照射し、筒体の内面に光リングを形成し、該光リングに基づき筒体の内径を測定する内径測定装置に於いて、コーンミラーの軸心とレーザ光線の光軸の芯合せ機構を具備した内径測定装置を提供するものである。
特許文献1、特許文献2には、レーザ光線を全周方向に照射し、筒体の内面に形成される光リングを撮像し、画像上から光リングの形状、径を測定する非接触の内径測定装置が示されており、特許文献1、特許文献2の内径測定装置ではレーザ光線を全周方向に照射する手段として円錐反射面を有するコーンミラーが用いられており、レーザ光線をコーンミラーの頂点に入射することでレーザ光線を全周方向に反射している。
レーザ光線を全周方向に照射する手段としてコーンミラーを用いる場合、コーンミラーの軸心とレーザ光線の光軸とを合致させる必要があるが、特許文献1、特許文献2にはコーンミラーの軸心とレーザ光線の光軸とを合致させる方法、装置には特に言及されていない。
本発明は斯かる実情に鑑み、コーンミラーによりレーザ光線を全周方向に照射し、筒体の内面に光リングを形成し、該光リングに基づき筒体の内径を測定する内径測定装置に於いて、コーンミラーの軸心とレーザ光線の光軸の芯合せ機構を具備した内径測定装置を提供するものである。
本発明は、フレーム部の基端に設けられ、先端側を撮像する撮像部と、前記フレーム部の先端に設けられた芯合せ部と、該芯合せ部に透光窓部を介して前記芯合せ部の先端側に設けられたレーザ光線拡散部と、前記芯合せ部の基端側に設けられたレーザ光線発光部と、前記レーザ光線拡散部に設けられ、先端に円錐反射面を有するコーンミラーとを具備し、該コーンミラーの軸心と前記撮像部の光軸は合致し、前記芯合せ部は前記レーザ光線発光部から照射されるレーザ光線が前記コーンミラーの頂点に入射する様、前記撮像部の姿勢を調整可能とした内径測定装置に係るものである。
又本発明は、前記芯合せ部は、前記撮像部の光軸に対して直交する方向にスライド可能なX軸スライダと、該X軸スライダに設けられ、前記光軸に対して直交すると共に前記X軸スライダのスライド方向に直交する方向にスライド可能なY軸スライダと、該Y軸スライダに形成された発光部取付け面とを有し、前記レーザ光線発光部は前記発光部取付け面に取付けられた内径測定装置に係るものである。
又本発明は、前記レーザ光線発光部は、前記発光部取付け面に3箇所で3組の引きボルト、押しボルトにより取付けられ、引きボルト、押しボルトの調整で前記レーザ光線発光部の光軸の前記コーンミラーの軸心に対する傾斜を調整可能とした内径測定装置に係るものである。
又本発明は、前記芯合せ部は前記フレーム部に着脱可能であり、前記芯合せ部と前記フレーム部とは嵌合方式で取付けられ、前記芯合せ部は前記フレーム部に取付けることで、前記芯合せ部の軸心が前記撮像部の光軸に合致する様構成された内径測定装置に係るものである。
又本発明は、前記レーザ光線拡散部は前記芯合せ部に嵌合方式で取付けられ、前記レーザ光線拡散部が前記芯合せ部に取付けられることで、前記コーンミラーの軸心が前記芯合せ部の軸心と合致する様構成された内径測定装置に係るものである。
又本発明は、前記芯合せ部と前記レーザ光線拡散部と前記レーザ光線発光部とを一体化し、前記芯合せ部により前記レーザ光線発光部の光軸と前記コーンミラーの軸心とを合致させた状態で、前記芯合せ部を前記フレーム部に取付けた内径測定装置に係るものである。
又本発明は、前記芯合せ部は、前記撮像部の光軸に対して直交する方向にスライド可能なX軸スライダと、該X軸スライダに設けられ、前記光軸に対して直交すると共に前記X軸スライダのスライド方向に直交する方向にスライド可能なY軸スライダと、該Y軸スライダに形成された発光部取付け面とを有し、前記レーザ光線発光部は前記発光部取付け面に取付けられた内径測定装置に係るものである。
又本発明は、前記レーザ光線発光部は、前記発光部取付け面に3箇所で3組の引きボルト、押しボルトにより取付けられ、引きボルト、押しボルトの調整で前記レーザ光線発光部の光軸の前記コーンミラーの軸心に対する傾斜を調整可能とした内径測定装置に係るものである。
又本発明は、前記芯合せ部は前記フレーム部に着脱可能であり、前記芯合せ部と前記フレーム部とは嵌合方式で取付けられ、前記芯合せ部は前記フレーム部に取付けることで、前記芯合せ部の軸心が前記撮像部の光軸に合致する様構成された内径測定装置に係るものである。
又本発明は、前記レーザ光線拡散部は前記芯合せ部に嵌合方式で取付けられ、前記レーザ光線拡散部が前記芯合せ部に取付けられることで、前記コーンミラーの軸心が前記芯合せ部の軸心と合致する様構成された内径測定装置に係るものである。
又本発明は、前記芯合せ部と前記レーザ光線拡散部と前記レーザ光線発光部とを一体化し、前記芯合せ部により前記レーザ光線発光部の光軸と前記コーンミラーの軸心とを合致させた状態で、前記芯合せ部を前記フレーム部に取付けた内径測定装置に係るものである。
図1は本発明の実施例の斜視図である。
図2は該実施例を示す断面図である。
図3は図2のA−A矢視図である。
図4は前記実施例の芯合せ部、レーザ光線拡散部の断面図である。
図5は該実施例に用いられている調整機構部の分解斜視図である。
図6は該実施例のレーザ光線拡散部の断面図である。
図7は本発明の他の実施例の側面図である。
図2は該実施例を示す断面図である。
図3は図2のA−A矢視図である。
図4は前記実施例の芯合せ部、レーザ光線拡散部の断面図である。
図5は該実施例に用いられている調整機構部の分解斜視図である。
図6は該実施例のレーザ光線拡散部の断面図である。
図7は本発明の他の実施例の側面図である。
以下、図面を参照しつつ本発明の実施例を説明する。
図1は本発明の実施例に係る内径測定装置1を示しており、該内径測定装置1は主に、撮像部2、レーザ光線発光部3、芯合せ部4、レーザ光線拡散部5、フレーム部6等から構成される。
前記フレーム部6は、基端リング7と先端リング8とを3本の支柱9により連結した構成であり、該支柱9は同一円周上に所定の間隔、例えば3等分の位置に配置され、前記フレーム部6の中心部には空間が形成され、該空間に前記撮像部2、前記レーザ光線発光部3が収納される様になっている。尚、前記支柱9は、2本であっても或は4本であってもよく、前記撮像部2、前記レーザ光線拡散部5を支持し得、又前記撮像部2の撮像に支障なければよい。
前記基端リング7と前記先端リング8とは同心であり、即ち前記フレーム部6の軸心上に配置されている。前記基端リング7に、該基端リング7を貫通する様に前記撮像部2が取付けられ、該撮像部2の光軸は前記フレーム部6の軸心と合致している。
前記先端リング8に前記芯合せ部4が取付けられ、該芯合せ部4に前記レーザ光線発光部3が支持されている。該レーザ光線発光部3の光軸は、調整された状態では前記フレーム部6の軸心、即ち前記撮像部2の光軸と合致する様になっている。
又、前記芯合せ部4は、後述する様に調整機構部21を有し、該調整機構部21に前記レーザ光線発光部3が支持され、該調整機構部21は該レーザ光線発光部3を該レーザ光線発光部3の光軸に対して直交する2方向に変位可能となっていると共に前記レーザ光線発光部3の光軸の傾きを調整する機能を有している。
前記レーザ光線拡散部5は前記芯合せ部4の先端側に設けられ、又前記フレーム部6に対して同心に取付けられる。即ち、前記レーザ光線拡散部5は、前記撮像部2、前記レーザ光線発光部3に対して同心となる様に設けられ、更に前記レーザ光線拡散部5は前記撮像部2、前記フレーム部6に対しては固定的な関係となる様に設けられる。
図2~図4を参照して更に具体的に説明する。
前記撮像部2は、カメラ11及び該カメラ11を収納するカメラ収納体12を有し、該カメラ収納体12が前記基端リング7にボルト13によって固定される。
前記カメラ11は、最大画角θを有する。該カメラ11は、撮像素子として、画素の集合体であるCCD或はCMOSセンサ等を具備し、撮像素子は各画素からの信号の集合であるデジタル画像信号を出力すると共に各画素からの信号はそれぞれ撮像素子内での位置が特定できる様になっている。
前記レーザ光線発光部3は、可視光のレーザ光線17を射出するレーザ発光器14、中空管形状である発光器ホルダ15を有し、前記レーザ発光器14は前記発光器ホルダ15の基端部に嵌合され、固定される。又、前記発光器ホルダ15の先端には固定フランジ16が形成され、該固定フランジ16が前記芯合せ部4の前記調整機構部21に固定される様になっている。
該芯合せ部4は、前記先端リング8と同心である中空筒体であるハウジング18を有している。該ハウジング18の先端側に円形の基盤19が固着され、該基盤19に前記調整機構部21が設けられている。前記ハウジング18の基端は前記先端リング8に固着され、前記ハウジング18と前記先端リング8とを固着するボルト20は基端側(前記カメラ11側)から挿入、螺着される(図3参照)。
前記調整機構部21については更に後述するが、該調整機構部21は、図2の紙面に対して平行で且つ前記レーザ光線発光部3の光軸に対して直交する方向(X軸方向)に変位可能なX軸スライダ22及び該X軸スライダ22に設けられ、紙面に対して垂直且つ前記レーザ光線発光部3の光軸に対して直交する方向(Y軸方向)に変位可能なY軸スライダ23を有している。従って、該Y軸スライダ23は前記レーザ光線発光部3の光軸に対して直交する2方向に変位可能となっている。前記Y軸スライダ23の基側端面は、レーザ光線発光部取付け面となっており、該レーザ光線発光部取付け面に前記固定フランジ16が固定される様になっている。
又、該固定フランジ16は、引きボルト24、押しボルト25によって3箇所で前記Y軸スライダ23に取付けられ、前記引きボルト24、前記押しボルト25の調整で、前記レーザ光線発光部3の光軸の傾きが調整可能となっている(図3参照)。
前記調整機構部21には中心部を貫通する円筒状の空間が形成され、該空間は前記発光器ホルダ15の中空部と連続しており、該中空部及び前記空間によってレーザ光線17用の光路孔26が形成される。
図5を参照して、前記調整機構部21を説明する。
前記基盤19の基端側の面(図5では上面)に前記光路孔26の一部を構成する中心孔26aが穿設され、該中心孔26aの周囲には円環の突条である嵌合輪27が突設され、該嵌合輪27に嵌合し位置決めされる様にスライダベース28が前記基盤19に固着される。前記スライダベース28には前記光路孔26の一部を構成する中心孔26bが穿設されている。
前記スライダベース28の上面には前記X軸スライダ22が摺動可能に載設される。該X軸スライダ22には前記中心孔26bと同心で前記光路孔26の一部を構成する中心孔26cが穿設されると共に、X軸方向に延びるX軸ガイド溝29が前記X軸スライダ22を貫通して形成されている。
前記基盤19には、前記スライダベース28を挟み、相対向する様に配置された一対のX軸ガイド31,31が固着されている。該X軸ガイド31は前記基盤19の上面と平行で、X軸方向に延びるガイド部31aを有し、該ガイド部31aは前記X軸ガイド溝29と摺動自在に嵌合する。又、該X軸ガイド31と前記X軸スライダ22との間には所定の間隙が形成される様になっている。
従って、前記X軸スライダ22は前記ガイド部31aにガイドされ、前記所定の間隙分だけX軸方向に変位可能となっている。
前記X軸スライダ22の上面に前記Y軸スライダ23が摺動可能に載置される。該Y軸スライダ23には、前記中心孔26b、前記中心孔26cと同心で前記光路孔26の一部を構成する中心孔26dが穿設されると共に、Y軸方向に延びるY軸ガイド溝32が前記Y軸スライダ23を貫通して形成されている。又、前記Y軸スライダ23の下面のY軸方向の寸法は、前記X軸スライダ22の上面の寸法より小さく設定されている。
前記X軸スライダ22のX軸と平行な1つの側面にはY軸ガイド33が固着され、前記X軸スライダ22のX軸と平行な他方の側面にはY軸ガイド34が固着され、前記Y軸ガイド33と前記Y軸ガイド34とは対向する配置となっている。
前記Y軸ガイド33はY軸方向に延出するガイド部33aを有し、又前記Y軸ガイド34はY軸方向に延出するガイド部34aを有し、前記ガイド部33a,34aはそれぞれ前記Y軸ガイド溝32に摺動自在に嵌合する。前記Y軸スライダ23と前記Y軸ガイド33、前記Y軸ガイド34との間には、前記Y軸スライダ23と前記X軸スライダ22との寸法差分の間隙が形成される。
従って、前記Y軸スライダ23は前記ガイド部33a,34aにガイドされ、前記間隙分だけY軸方向間に変位可能となっている。
前記X軸スライダ22のX軸と平行な1側面には、X軸調整螺子ホルダ35が取付けられ、該X軸調整螺子ホルダ35にはX軸方向に延びるX軸調整螺子36が取付けられている。
前記基盤19には前記X軸調整螺子ホルダ35に対向する様に、X軸ストッパホルダ37が固着され、該X軸ストッパホルダ37にはストッパ螺子38が取付けられている。該ストッパ螺子38と前記X軸調整螺子36とは同一軸心上に配置されており、前記X軸調整螺子36の先端は前記ストッパ螺子38の端面に当接する様になっている。
前記スライダベース28の上面にはX軸ロック片39が突設され、該X軸ロック片39はX軸と平行となっており、該X軸ロック片39にはX軸方向に長い長孔41が穿設されている。
該長孔41を通してX軸ロック螺子42が前記X軸スライダ22に螺着される。前記X軸ロック螺子42は、前記X軸スライダ22に対して前記長孔41の余裕分だけ、X軸方向に相対変位が可能であり、この相対変位量は前記X軸スライダ22の変位量と同等となっている。
従って、前記X軸ロック螺子42を緩めた状態では、前記X軸スライダ22がX軸方向に変位可能であり、前記X軸調整螺子36を回すことで、該X軸調整螺子36の突出量が変化し、突出量の変化量に応じて前記X軸スライダ22がX軸方向に変位し、該X軸スライダ22のX軸方向の位置が調整される。
又、前記X軸ロック螺子42を締込むことで前記X軸スライダ22を前記スライダベース28に固定できる様になっており、前記X軸スライダ22の位置を調整した後、前記X軸ロック螺子42を締込むことで、前記X軸スライダ22の調整後の位置が保持される。
前記Y軸スライダ23のY軸と平行な1側面にY軸調整螺子ホルダ43が設けられ、該Y軸調整螺子ホルダ43にはY軸方向に延びるY軸調整螺子44が取付けられている。
前記Y軸ガイド34にはストッパ螺子45が取付けられている。該ストッパ螺子45と前記Y軸調整螺子44とは同一軸心上に配置されており、前記Y軸調整螺子44の先端は前記ストッパ螺子45の端面に当接する様になっている。
前記X軸スライダ22の、X軸と直交する1側面には、Y軸ロックプレート46が固着される。該Y軸ロックプレート46は、前記ガイド部31aと干渉しない形状となっていると共にY軸方向に長い長孔47が穿設されている。
該長孔47を通してY軸ロック螺子48が前記Y軸スライダ23に螺着される。前記Y軸ロック螺子48は、前記Y軸スライダ23に対して前記長孔47の余裕分だけ、Y軸方向に相対変位が可能であり、この相対変位量は前記Y軸スライダ23の変位量と同等となっている。
従って、前記Y軸ロック螺子48を緩めた状態では、前記Y軸スライダ23がY軸方向に変位可能であり、前記Y軸調整螺子44を回すことで、該Y軸調整螺子44の突出量が変化し、突出量の変化量に応じて前記Y軸スライダ23がY軸方向に変位し、該Y軸スライダ23のY軸方向の位置が調整される。
前記X軸スライダ22はX軸方向に位置調整可能であり、該X軸スライダ22に設けられた前記Y軸スライダ23はY軸方向に位置調整可能であるので、前記X軸スライダ22と前記Y軸スライダ23の協働による位置調整で、前記Y軸スライダ23はX軸、Y軸の2方向の位置調整が可能となっている。
前記発光器ホルダ15は前記Y軸スライダ23の上面に取付けられる様になっており、前記レーザ光線発光部3は前記調整機構部21により、光軸に直交する2方向(X軸、Y軸)に調整が可能となっている。
次に、前記発光器ホルダ15は前記固定フランジ16を介して前記Y軸スライダ23に固定されており、固定手段として3箇所に設けられた前記引きボルト24、前記押しボルト25(図3参照)が用いられている。従って、前記押しボルト25の突出量を調整しつつ前記引きボルト24で締込むことで、前記レーザ光線発光部3の光軸の傾斜を調整できる。
次に、前記レーザ光線拡散部5について、図4、図6を参照して説明する。
該レーザ光線拡散部5は後述する様に、透光窓部55及びコーンミラー部59から構成され、該コーンミラー部59は前記レーザ発光器14から射出されるレーザ光線17を全周方向に反射するコーンミラー51を有し、前記透光窓部55は前記コーンミラー51によって全周に反射されたレーザ光線17′を透過する全周透光窓52を有している。
前記コーンミラー51は、前記レーザ発光器14に対向する側の先端部が円錐形状となっており、円錐の頂角は90°となっている。又、先端部の円錐面が反射面となっている。
前記全周透光窓52は、ガラス、或は透明合成樹脂等透光性材質により円筒状に形成されたものであり、第1フランジ53、第2フランジ54によって挾持されると共に前記全周透光窓52は、前記芯合せ部4と同心となっている。前記第1フランジ53、前記第2フランジ54の中心部には、前記光路孔26と同心の開口部53a,54aが穿設され、該開口部53a,54aは、前記光路孔26より大きくなっている。前記全周透光窓52、前記第1フランジ53、前記第2フランジ54は透光窓部55を構成している。
前記コーンミラー51は、コーンミラーホルダ56によって軸心が前記レーザ光線17の光軸と合致する様に保持され、該コーンミラーホルダ56は固定フランジ57を介して前記第2フランジ54に固着される様になっている。
前記コーンミラーホルダ56は嵌合部56aを有する。前記固定フランジ57は、フランジ部57aを有し、該フランジ部57aは前記第2フランジ54にインロー方式で固定される。又前記固定フランジ57には嵌合孔58が軸心方向に貫通して設けられ、該嵌合孔58に前記嵌合部56aが嵌合する様になっている。
上記した様に、前記フランジ部57aと前記第2フランジ54とはインロー方式で固定されるので、前記固定フランジ57と前記第2フランジ54とを組合わせた精度は、前記第2フランジ54と前記固定フランジ57の機械加工精度で決定される。又、前記固定フランジ57と前記コーンミラーホルダ56とは嵌合による組立てであるので、組立て精度は、前記固定フランジ57と前記コーンミラーホルダ56との機械加工精度による。従って、前記コーンミラー51を前記コーンミラーホルダ56で組立てた状態で、前記コーンミラーホルダ56の軸心と前記コーンミラー51の軸心とを高精度に合致させておけば、前記コーンミラーホルダ56を前記固定フランジ57に組立てるだけで、調整をすることなく、前記コーンミラー51の軸心、頂点を前記レーザ光線17の光軸に合致させることができる。
又、前記コーンミラー51を保持したコーンミラーホルダ56を予め前記固定フランジ57に組立て、ユニット化しておけば、該固定フランジ57を前記第2フランジ54に組立てるだけで、前記コーンミラー51の軸心が前記レーザ光線17の光軸に合致することが保証される。前記コーンミラー51、前記コーンミラーホルダ56、前記固定フランジ57はコーンミラー部59を構成する。又、前記コーンミラー51の頂角の異なる前記コーンミラー部59を複数用意し、測定状況に合わせて適宜交換してもよい。
又、前記芯合せ部4に前記レーザ光線拡散部5を取付け、前記芯合せ部4に前記レーザ光線発光部3を組立てた状態で、即ち、前記芯合せ部4、前記レーザ光線拡散部5、前記レーザ光線発光部3をユニット化した状態で、前記芯合せ部4を前記先端リング8に組立てることができる。
従って、前記レーザ光線17に対する前記コーンミラー51の位置合せを、前記撮像部2、前記フレーム部6と切離した状態で行える。
以下、前記内径測定装置1の作用について説明する。
先ず、前記内径測定装置1の組立てについて説明する。
上記した様に、前記コーンミラー51が前記コーンミラーホルダ56に装着され、更に該コーンミラーホルダ56が前記固定フランジ57に組立てられた状態では、前記コーンミラー51の軸心は前記固定フランジ57の軸心、即ち前記レーザ光線拡散部5の軸心に合致している。
前記コーンミラー部59を前記透光窓部55に取付け、更に前記基盤19を前記第1フランジ53に取付けることで、前記調整機構部21が前記透光窓部55に取付けられる。
尚、前記フランジ部57aと前記第2フランジ54、前記基盤19と前記第1フランジ53とはそれぞれインロー方式となっているので、前記コーンミラー部59を前記透光窓部55に取付けることで前記コーンミラー部59の軸心と前記透光窓部55の軸心とが合致し、又前記透光窓部55の軸心と前記調整機構部21の軸心とが合致する様になっている。尚、前記調整機構部21は、前記ハウジング18が取外された状態となっている。
又、前記発光器ホルダ15を前記Y軸スライダ23に固着することで、前記レーザ光線発光部3が前記調整機構部21に取付けられている。
前記レーザ光線発光部3が組立てられた状態では、前記コーンミラー51の軸心と前記調整機構部21の軸心とは合致しており、前記コーンミラー51の軸心と前記レーザ光線発光部3の光軸とが未調整の状態となっている。
前記コーンミラー51の軸心と前記レーザ光線発光部3の光軸との芯合せ調整は、前記調整機構部21によって行われる。
図5を参照すると、X軸方向の調整は前記X軸調整螺子36を回すことで、該X軸調整螺子36の突出量が変化し、又該X軸調整螺子36は前記ストッパ螺子38に当接しているので前記X軸スライダ22がX軸方向に変位し、位置調整される。
又、前記Y軸調整螺子44を回すことで、該Y軸調整螺子44の突出量が変化し、該Y軸調整螺子44は前記ストッパ螺子45に当接しているので、前記Y軸調整螺子44の突出量に応じて前記Y軸スライダ23がY軸方向に変位し、位置調整される。従って、前記X軸調整螺子36、前記Y軸調整螺子44の調整で、前記Y軸スライダ23は光軸に対して直交する2方向に位置調整される。従って、前記Y軸スライダ23に固定されている前記レーザ光線発光部3が光軸に対して直交する2方向に位置調整される。
又、3箇所の前記引きボルト24、前記押しボルト25を調整することで芯合せ部4の軸心に対する前記レーザ光線発光部3の光軸の傾きが調整される。前記引きボルト24、前記押しボルト25は光軸調整部として機能する。
前記レーザ光線発光部3の光軸の傾き調整と、前記光軸に対して直交する2方向の位置調整で、前記レーザ光線発光部3の光軸と前記芯合せ部4の軸心とが合致される。
前記レーザ光線発光部3の光軸と前記芯合せ部4の軸心とが合致すると、前記X軸ロック螺子42を締込み、前記X軸スライダ22を前記スライダベース28に固定し、又前記Y軸ロック螺子48を締込み、前記Y軸スライダ23を前記X軸スライダ22に固定する。
而して、前記レーザ光線発光部3は芯合せされた状態で、姿勢が固定される。
尚、前記レーザ光線発光部3と前記コーンミラー51が芯合せされたかどうかの確認、芯合せ作業での調整の状態を確認する1つの方法としては、前記レーザ光線発光部3よりレーザ光線17を照射させた状態で、調整を行い、前記コーンミラー51で反射されたレーザ光線17′を壁面等に照射させ、形成されるリングの一様性を観察して、芯合せの状態を確認してもよい。
前記基盤19に前記ハウジング18を取付ける。該ハウジング18の取付け方法は種々考えられるが一例として、前記基盤19と前記ハウジング18とを螺合させ、更に最終的にはインロー方式で嵌合させることで、固定と芯合せを行うことができる。又、前記ハウジング18を前記基盤19に固定した状態では、前記ハウジング18の軸心は前記コーンミラー51の軸心と合致する。
前記ハウジング18を前記先端リング8に固着し、前記撮像部2を前記レーザ光線発光部3に取付ける。前記フレーム部6を介して前記撮像部2が前記芯合せ部4と一体化され、前記撮像部2の光軸と前記レーザ光線発光部3の光軸とは合致している。尚、前記ハウジング18と前記先端リング8の接合部にはインロー部が形成されており、前記ハウジング18を前記先端リング8に固着するだけで前記撮像部2の光軸と前記レーザ光線発光部3の光軸とは合致する構成となっている。
次に、前記内径測定装置1を用いて、内径、内径形状を測定する場合を説明する。
特に図示していないが、前記内径測定装置1は配管、或は中空軸等の中空体の内部に挿入され、更に図示しない支持装置によって中空体の中心に支持される。
前記レーザ発光器14よりレーザ光線17を照射すると、該レーザ光線17は前記コーンミラー51の頂点に入射し、該コーンミラー51により全周方向に反射される。反射されたレーザ光線17′は前記全周透光窓52を透過し全周に射出される。
又前記レーザ光線17′は中空体の内壁を照射し、光リング61を形成する。該光リング61は内壁の形状を反映し、該光リング61の形状を測定することで、内壁の径、形状(例えば楕円)を測定することができる。
前記カメラ11は、内壁に形成される前記光リング61を撮像し、電子画像データとして出力する。
尚、前記カメラ11が有する最大画角はθmaxであり、該カメラ11の撮像領域の中心部を前記レーザ光線発光部3、前記芯合せ部4等の構造物が占め、撮像不能となっているので、前記カメラ11の撮像範囲Fは、前記構造物と干渉しない画角θ1≦F≦θmaxとなる。
又、前記カメラ11の画角の中心と前記コーンミラー51の頂点迄の距離をLとすると、撮像可能な中空体の半径Rは、Ltanθ1≦R≦Ltanθmaxとなる。従って、測定可能な中空体の直径Dは、2Ltanθ1≦D≦2Ltanθmaxとなる。
PC等の演算処理装置に、画像データを入力し、該画像データに基づき前記光リング61の直径、形状を測定する。
図7は、他の実施例を示している。該他の実施例では前記レーザ光線拡散部5にもう1つの撮像部2′を取付け、内壁に形成される光リング61を前記撮像部2の反対側から撮像する様にしたものである。前記撮像部2′は、カメラ11′及びフレーム部6′を有し、該フレーム部6′先端が固定フランジ57に取付けられる。
前記光リング61を反対側から撮像することで、内壁に凹凸があり、形成される光リング61が前記カメラ11の死角に入る場合等でも測定が可能である。
図1は本発明の実施例に係る内径測定装置1を示しており、該内径測定装置1は主に、撮像部2、レーザ光線発光部3、芯合せ部4、レーザ光線拡散部5、フレーム部6等から構成される。
前記フレーム部6は、基端リング7と先端リング8とを3本の支柱9により連結した構成であり、該支柱9は同一円周上に所定の間隔、例えば3等分の位置に配置され、前記フレーム部6の中心部には空間が形成され、該空間に前記撮像部2、前記レーザ光線発光部3が収納される様になっている。尚、前記支柱9は、2本であっても或は4本であってもよく、前記撮像部2、前記レーザ光線拡散部5を支持し得、又前記撮像部2の撮像に支障なければよい。
前記基端リング7と前記先端リング8とは同心であり、即ち前記フレーム部6の軸心上に配置されている。前記基端リング7に、該基端リング7を貫通する様に前記撮像部2が取付けられ、該撮像部2の光軸は前記フレーム部6の軸心と合致している。
前記先端リング8に前記芯合せ部4が取付けられ、該芯合せ部4に前記レーザ光線発光部3が支持されている。該レーザ光線発光部3の光軸は、調整された状態では前記フレーム部6の軸心、即ち前記撮像部2の光軸と合致する様になっている。
又、前記芯合せ部4は、後述する様に調整機構部21を有し、該調整機構部21に前記レーザ光線発光部3が支持され、該調整機構部21は該レーザ光線発光部3を該レーザ光線発光部3の光軸に対して直交する2方向に変位可能となっていると共に前記レーザ光線発光部3の光軸の傾きを調整する機能を有している。
前記レーザ光線拡散部5は前記芯合せ部4の先端側に設けられ、又前記フレーム部6に対して同心に取付けられる。即ち、前記レーザ光線拡散部5は、前記撮像部2、前記レーザ光線発光部3に対して同心となる様に設けられ、更に前記レーザ光線拡散部5は前記撮像部2、前記フレーム部6に対しては固定的な関係となる様に設けられる。
図2~図4を参照して更に具体的に説明する。
前記撮像部2は、カメラ11及び該カメラ11を収納するカメラ収納体12を有し、該カメラ収納体12が前記基端リング7にボルト13によって固定される。
前記カメラ11は、最大画角θを有する。該カメラ11は、撮像素子として、画素の集合体であるCCD或はCMOSセンサ等を具備し、撮像素子は各画素からの信号の集合であるデジタル画像信号を出力すると共に各画素からの信号はそれぞれ撮像素子内での位置が特定できる様になっている。
前記レーザ光線発光部3は、可視光のレーザ光線17を射出するレーザ発光器14、中空管形状である発光器ホルダ15を有し、前記レーザ発光器14は前記発光器ホルダ15の基端部に嵌合され、固定される。又、前記発光器ホルダ15の先端には固定フランジ16が形成され、該固定フランジ16が前記芯合せ部4の前記調整機構部21に固定される様になっている。
該芯合せ部4は、前記先端リング8と同心である中空筒体であるハウジング18を有している。該ハウジング18の先端側に円形の基盤19が固着され、該基盤19に前記調整機構部21が設けられている。前記ハウジング18の基端は前記先端リング8に固着され、前記ハウジング18と前記先端リング8とを固着するボルト20は基端側(前記カメラ11側)から挿入、螺着される(図3参照)。
前記調整機構部21については更に後述するが、該調整機構部21は、図2の紙面に対して平行で且つ前記レーザ光線発光部3の光軸に対して直交する方向(X軸方向)に変位可能なX軸スライダ22及び該X軸スライダ22に設けられ、紙面に対して垂直且つ前記レーザ光線発光部3の光軸に対して直交する方向(Y軸方向)に変位可能なY軸スライダ23を有している。従って、該Y軸スライダ23は前記レーザ光線発光部3の光軸に対して直交する2方向に変位可能となっている。前記Y軸スライダ23の基側端面は、レーザ光線発光部取付け面となっており、該レーザ光線発光部取付け面に前記固定フランジ16が固定される様になっている。
又、該固定フランジ16は、引きボルト24、押しボルト25によって3箇所で前記Y軸スライダ23に取付けられ、前記引きボルト24、前記押しボルト25の調整で、前記レーザ光線発光部3の光軸の傾きが調整可能となっている(図3参照)。
前記調整機構部21には中心部を貫通する円筒状の空間が形成され、該空間は前記発光器ホルダ15の中空部と連続しており、該中空部及び前記空間によってレーザ光線17用の光路孔26が形成される。
図5を参照して、前記調整機構部21を説明する。
前記基盤19の基端側の面(図5では上面)に前記光路孔26の一部を構成する中心孔26aが穿設され、該中心孔26aの周囲には円環の突条である嵌合輪27が突設され、該嵌合輪27に嵌合し位置決めされる様にスライダベース28が前記基盤19に固着される。前記スライダベース28には前記光路孔26の一部を構成する中心孔26bが穿設されている。
前記スライダベース28の上面には前記X軸スライダ22が摺動可能に載設される。該X軸スライダ22には前記中心孔26bと同心で前記光路孔26の一部を構成する中心孔26cが穿設されると共に、X軸方向に延びるX軸ガイド溝29が前記X軸スライダ22を貫通して形成されている。
前記基盤19には、前記スライダベース28を挟み、相対向する様に配置された一対のX軸ガイド31,31が固着されている。該X軸ガイド31は前記基盤19の上面と平行で、X軸方向に延びるガイド部31aを有し、該ガイド部31aは前記X軸ガイド溝29と摺動自在に嵌合する。又、該X軸ガイド31と前記X軸スライダ22との間には所定の間隙が形成される様になっている。
従って、前記X軸スライダ22は前記ガイド部31aにガイドされ、前記所定の間隙分だけX軸方向に変位可能となっている。
前記X軸スライダ22の上面に前記Y軸スライダ23が摺動可能に載置される。該Y軸スライダ23には、前記中心孔26b、前記中心孔26cと同心で前記光路孔26の一部を構成する中心孔26dが穿設されると共に、Y軸方向に延びるY軸ガイド溝32が前記Y軸スライダ23を貫通して形成されている。又、前記Y軸スライダ23の下面のY軸方向の寸法は、前記X軸スライダ22の上面の寸法より小さく設定されている。
前記X軸スライダ22のX軸と平行な1つの側面にはY軸ガイド33が固着され、前記X軸スライダ22のX軸と平行な他方の側面にはY軸ガイド34が固着され、前記Y軸ガイド33と前記Y軸ガイド34とは対向する配置となっている。
前記Y軸ガイド33はY軸方向に延出するガイド部33aを有し、又前記Y軸ガイド34はY軸方向に延出するガイド部34aを有し、前記ガイド部33a,34aはそれぞれ前記Y軸ガイド溝32に摺動自在に嵌合する。前記Y軸スライダ23と前記Y軸ガイド33、前記Y軸ガイド34との間には、前記Y軸スライダ23と前記X軸スライダ22との寸法差分の間隙が形成される。
従って、前記Y軸スライダ23は前記ガイド部33a,34aにガイドされ、前記間隙分だけY軸方向間に変位可能となっている。
前記X軸スライダ22のX軸と平行な1側面には、X軸調整螺子ホルダ35が取付けられ、該X軸調整螺子ホルダ35にはX軸方向に延びるX軸調整螺子36が取付けられている。
前記基盤19には前記X軸調整螺子ホルダ35に対向する様に、X軸ストッパホルダ37が固着され、該X軸ストッパホルダ37にはストッパ螺子38が取付けられている。該ストッパ螺子38と前記X軸調整螺子36とは同一軸心上に配置されており、前記X軸調整螺子36の先端は前記ストッパ螺子38の端面に当接する様になっている。
前記スライダベース28の上面にはX軸ロック片39が突設され、該X軸ロック片39はX軸と平行となっており、該X軸ロック片39にはX軸方向に長い長孔41が穿設されている。
該長孔41を通してX軸ロック螺子42が前記X軸スライダ22に螺着される。前記X軸ロック螺子42は、前記X軸スライダ22に対して前記長孔41の余裕分だけ、X軸方向に相対変位が可能であり、この相対変位量は前記X軸スライダ22の変位量と同等となっている。
従って、前記X軸ロック螺子42を緩めた状態では、前記X軸スライダ22がX軸方向に変位可能であり、前記X軸調整螺子36を回すことで、該X軸調整螺子36の突出量が変化し、突出量の変化量に応じて前記X軸スライダ22がX軸方向に変位し、該X軸スライダ22のX軸方向の位置が調整される。
又、前記X軸ロック螺子42を締込むことで前記X軸スライダ22を前記スライダベース28に固定できる様になっており、前記X軸スライダ22の位置を調整した後、前記X軸ロック螺子42を締込むことで、前記X軸スライダ22の調整後の位置が保持される。
前記Y軸スライダ23のY軸と平行な1側面にY軸調整螺子ホルダ43が設けられ、該Y軸調整螺子ホルダ43にはY軸方向に延びるY軸調整螺子44が取付けられている。
前記Y軸ガイド34にはストッパ螺子45が取付けられている。該ストッパ螺子45と前記Y軸調整螺子44とは同一軸心上に配置されており、前記Y軸調整螺子44の先端は前記ストッパ螺子45の端面に当接する様になっている。
前記X軸スライダ22の、X軸と直交する1側面には、Y軸ロックプレート46が固着される。該Y軸ロックプレート46は、前記ガイド部31aと干渉しない形状となっていると共にY軸方向に長い長孔47が穿設されている。
該長孔47を通してY軸ロック螺子48が前記Y軸スライダ23に螺着される。前記Y軸ロック螺子48は、前記Y軸スライダ23に対して前記長孔47の余裕分だけ、Y軸方向に相対変位が可能であり、この相対変位量は前記Y軸スライダ23の変位量と同等となっている。
従って、前記Y軸ロック螺子48を緩めた状態では、前記Y軸スライダ23がY軸方向に変位可能であり、前記Y軸調整螺子44を回すことで、該Y軸調整螺子44の突出量が変化し、突出量の変化量に応じて前記Y軸スライダ23がY軸方向に変位し、該Y軸スライダ23のY軸方向の位置が調整される。
前記X軸スライダ22はX軸方向に位置調整可能であり、該X軸スライダ22に設けられた前記Y軸スライダ23はY軸方向に位置調整可能であるので、前記X軸スライダ22と前記Y軸スライダ23の協働による位置調整で、前記Y軸スライダ23はX軸、Y軸の2方向の位置調整が可能となっている。
前記発光器ホルダ15は前記Y軸スライダ23の上面に取付けられる様になっており、前記レーザ光線発光部3は前記調整機構部21により、光軸に直交する2方向(X軸、Y軸)に調整が可能となっている。
次に、前記発光器ホルダ15は前記固定フランジ16を介して前記Y軸スライダ23に固定されており、固定手段として3箇所に設けられた前記引きボルト24、前記押しボルト25(図3参照)が用いられている。従って、前記押しボルト25の突出量を調整しつつ前記引きボルト24で締込むことで、前記レーザ光線発光部3の光軸の傾斜を調整できる。
次に、前記レーザ光線拡散部5について、図4、図6を参照して説明する。
該レーザ光線拡散部5は後述する様に、透光窓部55及びコーンミラー部59から構成され、該コーンミラー部59は前記レーザ発光器14から射出されるレーザ光線17を全周方向に反射するコーンミラー51を有し、前記透光窓部55は前記コーンミラー51によって全周に反射されたレーザ光線17′を透過する全周透光窓52を有している。
前記コーンミラー51は、前記レーザ発光器14に対向する側の先端部が円錐形状となっており、円錐の頂角は90°となっている。又、先端部の円錐面が反射面となっている。
前記全周透光窓52は、ガラス、或は透明合成樹脂等透光性材質により円筒状に形成されたものであり、第1フランジ53、第2フランジ54によって挾持されると共に前記全周透光窓52は、前記芯合せ部4と同心となっている。前記第1フランジ53、前記第2フランジ54の中心部には、前記光路孔26と同心の開口部53a,54aが穿設され、該開口部53a,54aは、前記光路孔26より大きくなっている。前記全周透光窓52、前記第1フランジ53、前記第2フランジ54は透光窓部55を構成している。
前記コーンミラー51は、コーンミラーホルダ56によって軸心が前記レーザ光線17の光軸と合致する様に保持され、該コーンミラーホルダ56は固定フランジ57を介して前記第2フランジ54に固着される様になっている。
前記コーンミラーホルダ56は嵌合部56aを有する。前記固定フランジ57は、フランジ部57aを有し、該フランジ部57aは前記第2フランジ54にインロー方式で固定される。又前記固定フランジ57には嵌合孔58が軸心方向に貫通して設けられ、該嵌合孔58に前記嵌合部56aが嵌合する様になっている。
上記した様に、前記フランジ部57aと前記第2フランジ54とはインロー方式で固定されるので、前記固定フランジ57と前記第2フランジ54とを組合わせた精度は、前記第2フランジ54と前記固定フランジ57の機械加工精度で決定される。又、前記固定フランジ57と前記コーンミラーホルダ56とは嵌合による組立てであるので、組立て精度は、前記固定フランジ57と前記コーンミラーホルダ56との機械加工精度による。従って、前記コーンミラー51を前記コーンミラーホルダ56で組立てた状態で、前記コーンミラーホルダ56の軸心と前記コーンミラー51の軸心とを高精度に合致させておけば、前記コーンミラーホルダ56を前記固定フランジ57に組立てるだけで、調整をすることなく、前記コーンミラー51の軸心、頂点を前記レーザ光線17の光軸に合致させることができる。
又、前記コーンミラー51を保持したコーンミラーホルダ56を予め前記固定フランジ57に組立て、ユニット化しておけば、該固定フランジ57を前記第2フランジ54に組立てるだけで、前記コーンミラー51の軸心が前記レーザ光線17の光軸に合致することが保証される。前記コーンミラー51、前記コーンミラーホルダ56、前記固定フランジ57はコーンミラー部59を構成する。又、前記コーンミラー51の頂角の異なる前記コーンミラー部59を複数用意し、測定状況に合わせて適宜交換してもよい。
又、前記芯合せ部4に前記レーザ光線拡散部5を取付け、前記芯合せ部4に前記レーザ光線発光部3を組立てた状態で、即ち、前記芯合せ部4、前記レーザ光線拡散部5、前記レーザ光線発光部3をユニット化した状態で、前記芯合せ部4を前記先端リング8に組立てることができる。
従って、前記レーザ光線17に対する前記コーンミラー51の位置合せを、前記撮像部2、前記フレーム部6と切離した状態で行える。
以下、前記内径測定装置1の作用について説明する。
先ず、前記内径測定装置1の組立てについて説明する。
上記した様に、前記コーンミラー51が前記コーンミラーホルダ56に装着され、更に該コーンミラーホルダ56が前記固定フランジ57に組立てられた状態では、前記コーンミラー51の軸心は前記固定フランジ57の軸心、即ち前記レーザ光線拡散部5の軸心に合致している。
前記コーンミラー部59を前記透光窓部55に取付け、更に前記基盤19を前記第1フランジ53に取付けることで、前記調整機構部21が前記透光窓部55に取付けられる。
尚、前記フランジ部57aと前記第2フランジ54、前記基盤19と前記第1フランジ53とはそれぞれインロー方式となっているので、前記コーンミラー部59を前記透光窓部55に取付けることで前記コーンミラー部59の軸心と前記透光窓部55の軸心とが合致し、又前記透光窓部55の軸心と前記調整機構部21の軸心とが合致する様になっている。尚、前記調整機構部21は、前記ハウジング18が取外された状態となっている。
又、前記発光器ホルダ15を前記Y軸スライダ23に固着することで、前記レーザ光線発光部3が前記調整機構部21に取付けられている。
前記レーザ光線発光部3が組立てられた状態では、前記コーンミラー51の軸心と前記調整機構部21の軸心とは合致しており、前記コーンミラー51の軸心と前記レーザ光線発光部3の光軸とが未調整の状態となっている。
前記コーンミラー51の軸心と前記レーザ光線発光部3の光軸との芯合せ調整は、前記調整機構部21によって行われる。
図5を参照すると、X軸方向の調整は前記X軸調整螺子36を回すことで、該X軸調整螺子36の突出量が変化し、又該X軸調整螺子36は前記ストッパ螺子38に当接しているので前記X軸スライダ22がX軸方向に変位し、位置調整される。
又、前記Y軸調整螺子44を回すことで、該Y軸調整螺子44の突出量が変化し、該Y軸調整螺子44は前記ストッパ螺子45に当接しているので、前記Y軸調整螺子44の突出量に応じて前記Y軸スライダ23がY軸方向に変位し、位置調整される。従って、前記X軸調整螺子36、前記Y軸調整螺子44の調整で、前記Y軸スライダ23は光軸に対して直交する2方向に位置調整される。従って、前記Y軸スライダ23に固定されている前記レーザ光線発光部3が光軸に対して直交する2方向に位置調整される。
又、3箇所の前記引きボルト24、前記押しボルト25を調整することで芯合せ部4の軸心に対する前記レーザ光線発光部3の光軸の傾きが調整される。前記引きボルト24、前記押しボルト25は光軸調整部として機能する。
前記レーザ光線発光部3の光軸の傾き調整と、前記光軸に対して直交する2方向の位置調整で、前記レーザ光線発光部3の光軸と前記芯合せ部4の軸心とが合致される。
前記レーザ光線発光部3の光軸と前記芯合せ部4の軸心とが合致すると、前記X軸ロック螺子42を締込み、前記X軸スライダ22を前記スライダベース28に固定し、又前記Y軸ロック螺子48を締込み、前記Y軸スライダ23を前記X軸スライダ22に固定する。
而して、前記レーザ光線発光部3は芯合せされた状態で、姿勢が固定される。
尚、前記レーザ光線発光部3と前記コーンミラー51が芯合せされたかどうかの確認、芯合せ作業での調整の状態を確認する1つの方法としては、前記レーザ光線発光部3よりレーザ光線17を照射させた状態で、調整を行い、前記コーンミラー51で反射されたレーザ光線17′を壁面等に照射させ、形成されるリングの一様性を観察して、芯合せの状態を確認してもよい。
前記基盤19に前記ハウジング18を取付ける。該ハウジング18の取付け方法は種々考えられるが一例として、前記基盤19と前記ハウジング18とを螺合させ、更に最終的にはインロー方式で嵌合させることで、固定と芯合せを行うことができる。又、前記ハウジング18を前記基盤19に固定した状態では、前記ハウジング18の軸心は前記コーンミラー51の軸心と合致する。
前記ハウジング18を前記先端リング8に固着し、前記撮像部2を前記レーザ光線発光部3に取付ける。前記フレーム部6を介して前記撮像部2が前記芯合せ部4と一体化され、前記撮像部2の光軸と前記レーザ光線発光部3の光軸とは合致している。尚、前記ハウジング18と前記先端リング8の接合部にはインロー部が形成されており、前記ハウジング18を前記先端リング8に固着するだけで前記撮像部2の光軸と前記レーザ光線発光部3の光軸とは合致する構成となっている。
次に、前記内径測定装置1を用いて、内径、内径形状を測定する場合を説明する。
特に図示していないが、前記内径測定装置1は配管、或は中空軸等の中空体の内部に挿入され、更に図示しない支持装置によって中空体の中心に支持される。
前記レーザ発光器14よりレーザ光線17を照射すると、該レーザ光線17は前記コーンミラー51の頂点に入射し、該コーンミラー51により全周方向に反射される。反射されたレーザ光線17′は前記全周透光窓52を透過し全周に射出される。
又前記レーザ光線17′は中空体の内壁を照射し、光リング61を形成する。該光リング61は内壁の形状を反映し、該光リング61の形状を測定することで、内壁の径、形状(例えば楕円)を測定することができる。
前記カメラ11は、内壁に形成される前記光リング61を撮像し、電子画像データとして出力する。
尚、前記カメラ11が有する最大画角はθmaxであり、該カメラ11の撮像領域の中心部を前記レーザ光線発光部3、前記芯合せ部4等の構造物が占め、撮像不能となっているので、前記カメラ11の撮像範囲Fは、前記構造物と干渉しない画角θ1≦F≦θmaxとなる。
又、前記カメラ11の画角の中心と前記コーンミラー51の頂点迄の距離をLとすると、撮像可能な中空体の半径Rは、Ltanθ1≦R≦Ltanθmaxとなる。従って、測定可能な中空体の直径Dは、2Ltanθ1≦D≦2Ltanθmaxとなる。
PC等の演算処理装置に、画像データを入力し、該画像データに基づき前記光リング61の直径、形状を測定する。
図7は、他の実施例を示している。該他の実施例では前記レーザ光線拡散部5にもう1つの撮像部2′を取付け、内壁に形成される光リング61を前記撮像部2の反対側から撮像する様にしたものである。前記撮像部2′は、カメラ11′及びフレーム部6′を有し、該フレーム部6′先端が固定フランジ57に取付けられる。
前記光リング61を反対側から撮像することで、内壁に凹凸があり、形成される光リング61が前記カメラ11の死角に入る場合等でも測定が可能である。
本発明によれば、フレーム部の基端に設けられ、先端側を撮像する撮像部と、前記フレーム部の先端に設けられた芯合せ部と、該芯合せ部に透光窓部を介して前記芯合せ部の先端側に設けられたレーザ光線拡散部と、前記芯合せ部の基端側に設けられたレーザ光線発光部と、前記レーザ光線拡散部に設けられ、先端に円錐反射面を有するコーンミラーとを具備し、該コーンミラーの軸心と前記撮像部の光軸は合致し、前記芯合せ部は前記レーザ光線発光部から照射されるレーザ光線が前記コーンミラーの頂点に入射する様、前記撮像部の姿勢を調整可能としたので、前記レーザ光線発光部の光軸と前記コーンミラーの軸心とを確実に合致させることができ、レーザ光線を最適な状態で全周に照射させることができ、又、後調整で前記レーザ光線発光部の光軸と前記コーンミラーの軸心とを確実に合致させることができるので、部品に要求される精度を低くでき製作コストが低減する。
1 内径測定装置
2 撮像部
3 レーザ光線発光部
4 芯合せ部
5 レーザ光線拡散部
6 フレーム部
11 カメラ
14 レーザ発光器
17 レーザ光線
17′ レーザ光線
18 ハウジング
21 調整機構部
22 X軸スライダ
23 Y軸スライダ
26 光路孔
29 X軸ガイド溝
31 X軸ガイド
32 Y軸ガイド溝
33 Y軸ガイド
34 Y軸ガイド
36 X軸調整螺子
44 Y軸調整螺子
51 コーンミラー
52 全周透光窓
55 透光窓部
56 コーンミラーホルダ
57 固定フランジ
61 光リング
2 撮像部
3 レーザ光線発光部
4 芯合せ部
5 レーザ光線拡散部
6 フレーム部
11 カメラ
14 レーザ発光器
17 レーザ光線
17′ レーザ光線
18 ハウジング
21 調整機構部
22 X軸スライダ
23 Y軸スライダ
26 光路孔
29 X軸ガイド溝
31 X軸ガイド
32 Y軸ガイド溝
33 Y軸ガイド
34 Y軸ガイド
36 X軸調整螺子
44 Y軸調整螺子
51 コーンミラー
52 全周透光窓
55 透光窓部
56 コーンミラーホルダ
57 固定フランジ
61 光リング
Claims (7)
- フレーム部の基端に設けられ、先端側を撮像する撮像部と、前記フレーム部の先端に設けられた芯合せ部と、該芯合せ部に透光窓部を介して前記芯合せ部の先端側に設けられたレーザ光線拡散部と、前記芯合せ部の基端側に設けられたレーザ光線発光部と、前記レーザ光線拡散部に設けられ、先端に円錐反射面を有するコーンミラーとを具備し、該コーンミラーの軸心と前記撮像部の光軸は合致し、前記芯合せ部は前記レーザ光線発光部から照射されるレーザ光線が前記コーンミラーの頂点に入射する様、前記撮像部の姿勢を調整可能としたことを特徴とする内径測定装置。
- 前記芯合せ部は、前記撮像部の光軸に対して直交する方向にスライド可能なX軸スライダと、該X軸スライダに設けられ、前記光軸に対して直交すると共に前記X軸スライダのスライド方向に直交する方向にスライド可能なY軸スライダと、該Y軸スライダに形成された発光部取付け面とを有し、前記レーザ光線発光部は前記発光部取付け面に取付けられた請求項1の内径測定装置。
- 前記レーザ光線発光部は、前記発光部取付け面に3箇所で3組の引きボルト、押しボルトにより取付けられ、引きボルト、押しボルトの調整で前記レーザ光線発光部の光軸の前記コーンミラーの軸心に対する傾斜を調整可能とした請求項2の内径測定装置。
- 前記芯合せ部は前記フレーム部に着脱可能であり、前記芯合せ部と前記フレーム部とは嵌合方式で取付けられ、前記芯合せ部は前記フレーム部に取付けることで、前記芯合せ部の軸心が前記撮像部の光軸に合致する様構成された請求項1又は請求項2の内径測定装置。
- 前記レーザ光線拡散部は前記芯合せ部に嵌合方式で取付けられ、前記レーザ光線拡散部が前記芯合せ部に取付けられることで、前記コーンミラーの軸心が前記芯合せ部の軸心と合致する様構成された請求項1の内径測定装置。
- 前記芯合せ部と前記レーザ光線拡散部と前記レーザ光線発光部とを一体化し、前記芯合せ部により前記レーザ光線発光部の光軸と前記コーンミラーの軸心とを合致させた状態で、前記芯合せ部を前記フレーム部に取付けた請求項1の内径測定装置。
- 前記芯合せ部と前記レーザ光線拡散部と前記レーザ光線発光部とを一体化し、前記芯合せ部により前記レーザ光線発光部の光軸と前記コーンミラーの軸心とを合致させた状態で、前記芯合せ部を前記フレーム部に取付けた請求項5の内径測定装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/377,238 US9410795B2 (en) | 2012-02-09 | 2013-02-07 | Inner diameter measuring device |
| EP13746779.1A EP2813805B1 (en) | 2012-02-09 | 2013-02-07 | Inside-diameter measurement device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012026042A JP5915222B2 (ja) | 2012-02-09 | 2012-02-09 | 内径測定装置 |
| JP2012-026042 | 2012-02-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013118911A1 true WO2013118911A1 (ja) | 2013-08-15 |
Family
ID=48947660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/053589 WO2013118911A1 (ja) | 2012-02-09 | 2013-02-07 | 内径測定装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9410795B2 (ja) |
| EP (1) | EP2813805B1 (ja) |
| JP (1) | JP5915222B2 (ja) |
| WO (1) | WO2013118911A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2942654B1 (en) * | 2014-05-08 | 2018-10-10 | Airbus Defence and Space GmbH | Detector plane alignment adjusting device |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5821675B2 (ja) | 2012-02-09 | 2015-11-24 | 株式会社Ihi | 回転機器の回転制限装置 |
| WO2013118916A1 (ja) | 2012-02-09 | 2013-08-15 | 株式会社Ihi | 内径測定装置 |
| WO2013118912A1 (ja) | 2012-02-09 | 2013-08-15 | 株式会社Ihi | 内径測定装置 |
| JP2013164274A (ja) | 2012-02-09 | 2013-08-22 | Ihi Corp | 内径測定装置 |
| JP5880096B2 (ja) | 2012-02-09 | 2016-03-08 | 株式会社Ihi | 内径測定装置 |
| JP5880097B2 (ja) * | 2012-02-09 | 2016-03-08 | 株式会社Ihi | 内径測定装置 |
| JP5915223B2 (ja) | 2012-02-09 | 2016-05-11 | 株式会社Ihi | 内径測定装置及び内径測定方法 |
| US9372076B2 (en) * | 2014-04-10 | 2016-06-21 | Tri Tool Inc. | System and method for automated pipe measurement and alignment |
| BR102015024034B1 (pt) * | 2015-09-17 | 2022-01-11 | Vallourec Soluções Tubulares Do Brasil S.A. | Sistema e método automáticos de medição e usinagem de extremidade de elementos tubulares |
| CA2930037A1 (en) * | 2016-05-16 | 2017-11-16 | Inuktun Services Ltd. | Apparatus for laser profiling inspection |
| CN107300366B (zh) * | 2017-08-25 | 2023-06-27 | 中国工程物理研究院核物理与化学研究所 | 一种孔用对中检测装置 |
| US11376926B2 (en) | 2018-08-27 | 2022-07-05 | U.S. Farathane Corporation | Finger tab interface for vehicle pressure relief valve incorporated into a ventilation module for providing slow closing/opening of valve under low pressures resulting from a door slam event |
| CN114877829B (zh) * | 2022-07-08 | 2022-09-09 | 兰州城市学院 | 一种地质勘探钻杆的直线度检测装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0755426A (ja) * | 1993-08-10 | 1995-03-03 | Kido Giken:Kk | 管内測定方法 |
| JPH0729405U (ja) * | 1993-11-01 | 1995-06-02 | 三菱重工業株式会社 | 管内面検査装置 |
| JPH10197215A (ja) | 1996-12-19 | 1998-07-31 | Westinghouse Electric Corp <We> | 管状製品の内壁の光学検査装置 |
| JP2007057305A (ja) * | 2005-08-23 | 2007-03-08 | Mitsubishi Electric Engineering Co Ltd | 筒内検査装置 |
| JP2010164334A (ja) | 2009-01-13 | 2010-07-29 | Ihi Corp | 内面形状測定装置および内面形状測定方法 |
Family Cites Families (83)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1664851A (en) | 1926-08-18 | 1928-04-03 | Gisholt Machine Co | Tool post |
| US1721524A (en) | 1927-10-03 | 1929-07-23 | Charles E Moore | Feed-screw limit gauge for lathes |
| US2822620A (en) | 1954-12-27 | 1958-02-11 | John C Ulfeldt | Gauge for measuring inside diameters |
| US3247732A (en) | 1963-10-16 | 1966-04-26 | A E Moore Company Inc | Reversible drive mechanism |
| US3436967A (en) | 1965-08-18 | 1969-04-08 | Aircraft Radio Corp | Mechanical suppressor for jittery shaft |
| US3771350A (en) * | 1971-12-30 | 1973-11-13 | Aviat Inc | Pipeline leak detector |
| GB1388475A (en) | 1972-02-08 | 1975-03-26 | Dale Ltd John | Flaw detector |
| JPS50159355A (ja) | 1974-06-12 | 1975-12-23 | ||
| US4045877A (en) | 1976-03-11 | 1977-09-06 | Sunnen Products Company | Retractable dial bore gauge |
| IT1133314B (it) | 1980-06-02 | 1986-07-09 | Finike Italiana Marposs | Comparatore manuale a tampone per il controllo del diametro di fori |
| JPS5866809A (ja) | 1981-09-28 | 1983-04-21 | サミユエル・ロスステイン | 管の欠陥測定方法及び管の検査装置における複合走査装置 |
| JPS59187155A (ja) | 1983-04-06 | 1984-10-24 | Hitachi Ltd | 回転運動変換装置 |
| US4536963A (en) | 1983-08-29 | 1985-08-27 | Mitutoyo Mfg. Co., Ltd. | Digital indication type measuring machine |
| GB2167559B (en) * | 1984-04-20 | 1988-06-15 | Mitutoyo Mfg Co Ltd | Coordinate measuring instrument |
| JPS61144551A (ja) | 1984-12-18 | 1986-07-02 | Toshiba Corp | 長孔周壁検査装置 |
| JPS61282659A (ja) | 1985-06-10 | 1986-12-12 | Fuji Electric Co Ltd | 回動軸の回動範囲制限機構 |
| JPH0733996B2 (ja) | 1986-08-26 | 1995-04-12 | 三菱電機株式会社 | 管内面形状検出装置 |
| JPS63159708A (ja) | 1986-12-24 | 1988-07-02 | Seiko Instr & Electronics Ltd | 円筒形状物の軸中心検出装置 |
| IT1213696B (it) | 1987-10-09 | 1989-12-29 | Marposs Spa | Apparecchio per il controllo di dimensioni lineari di pezzi |
| JPH01195309A (ja) | 1988-01-29 | 1989-08-07 | Sumitomo Rubber Ind Ltd | 円筒体測定装置 |
| US4872269A (en) * | 1988-04-08 | 1989-10-10 | Karl Sattmann | Automatic cylinder profiling gage |
| FR2631697B1 (fr) * | 1988-05-17 | 1991-07-26 | Hispano Suiza Sa | Appareil pour le controle optique du profil interne d'un tube ou d'un alesage |
| DE3841439A1 (de) | 1988-12-09 | 1990-06-13 | Pietzsch Automatisierungstech | Vorrichtung zum gleichzeitigen vermessen hintereinanderliegender zylinderbohrungen |
| US4937524A (en) | 1989-04-24 | 1990-06-26 | The Babcock & Wilcox Company | Rotating eddy current roller head for inspecting tubing |
| JPH0562573A (ja) | 1991-06-18 | 1993-03-12 | Fuji Electric Co Ltd | 光電スイツチ |
| US5259119A (en) | 1991-09-17 | 1993-11-09 | Mitutoyo Corporation | Automatic inner diameter measuring apparatus and zero adjustment thereof |
| US5224274A (en) | 1992-03-12 | 1993-07-06 | The Edmunds Manufacturing Company | Contact gage |
| JPH07191269A (ja) | 1993-12-27 | 1995-07-28 | Y S Opt:Kk | 内面観察装置 |
| JPH0814874A (ja) | 1994-06-27 | 1996-01-19 | Tosok Corp | 測定装置 |
| JPH0893876A (ja) | 1994-09-28 | 1996-04-12 | Mitsubishi Heavy Ind Ltd | 回転軸の過回動防止構造 |
| JP3338571B2 (ja) | 1994-11-22 | 2002-10-28 | アスモ株式会社 | 移動体の位置検出装置 |
| FR2730304B3 (fr) | 1995-02-07 | 1997-04-18 | Arnould Denis | Appareil mecanique de metrologie pour mesures d'alesages et de cones de grande dimension |
| AU6399796A (en) | 1995-06-30 | 1997-02-05 | United States Of America As Represented By The Secretary Of The Air Force, The | Electro-optic, noncontact, interior cross-sectional profiler |
| US6124037A (en) | 1996-04-08 | 2000-09-26 | Alcon Laboratories, Inc. | Articles coated with in vivo polymerizable ophthalmic compositions |
| JPH09311034A (ja) | 1996-05-23 | 1997-12-02 | Sumitomo Metal Ind Ltd | 鋼管の内径・内周長測定方法及び装置 |
| US5933231A (en) * | 1996-07-10 | 1999-08-03 | Industrial Technology Institute | Method and system for measuring cavities and probe for use therein |
| JPH10137962A (ja) | 1996-11-07 | 1998-05-26 | Matsushita Electric Ind Co Ltd | レーザ光学系 |
| JP3700805B2 (ja) | 1997-01-30 | 2005-09-28 | 石川島播磨重工業株式会社 | ロングシャフトの内径振れ計測装置 |
| GB9719514D0 (en) | 1997-09-12 | 1997-11-19 | Thames Water Utilities | Non-contact measuring apparatus |
| US6427353B1 (en) | 1998-05-28 | 2002-08-06 | Rockwell Automation Technologies, Inc. | High speed acquisition and calculation of dimensional variables with vibration and skew error reduction |
| JP2000136923A (ja) | 1998-11-04 | 2000-05-16 | Kubota Corp | 接触式管内径測定装置 |
| JP2000146564A (ja) | 1998-11-04 | 2000-05-26 | Kubota Corp | 接触式管内径測定装置の精度確認装置 |
| US6243962B1 (en) | 1999-02-10 | 2001-06-12 | Samsomatic, Ltd. | Boring apparatus with shaft mounted diameter gage |
| JP2002022671A (ja) | 2000-07-12 | 2002-01-23 | Nissan Motor Co Ltd | 円筒内壁面検査装置および検査方法 |
| JP2002148036A (ja) | 2000-11-10 | 2002-05-22 | Mitsubishi Heavy Ind Ltd | 管内径モニタリング装置 |
| US7046356B2 (en) * | 2000-11-15 | 2006-05-16 | Quest Trutec, Lp | Method for processing in situ inspection reformer tube data |
| JP4085616B2 (ja) | 2001-11-01 | 2008-05-14 | 株式会社日立プラントテクノロジー | 内面形状計測方法及びその装置 |
| US6931149B2 (en) | 2002-04-19 | 2005-08-16 | Norsk Elektro Optikk A/S | Pipeline internal inspection device and method |
| JP2003329606A (ja) | 2002-05-09 | 2003-11-19 | Tohoku Techno Arch Co Ltd | 内面検査装置 |
| JP3869360B2 (ja) | 2002-12-27 | 2007-01-17 | 三鷹光器株式会社 | 手術用顕微鏡の回転支持構造 |
| JP2004176852A (ja) | 2002-11-28 | 2004-06-24 | Moriyama Giken:Kk | 回転体ストッパーとそれを用いた風力発電装置 |
| JP4230408B2 (ja) | 2004-04-30 | 2009-02-25 | 独立行政法人科学技術振興機構 | 深穴計測装置および深穴計測方法 |
| JP2005331333A (ja) | 2004-05-19 | 2005-12-02 | Mitsubishi Heavy Ind Ltd | 軸管内径計測装置および軸管内径自動計測装置 |
| JP3105724U (ja) | 2004-06-04 | 2004-11-25 | 株式会社環境システム | 管の内径測定装置 |
| US7189023B2 (en) | 2004-09-01 | 2007-03-13 | Micro-Star Int'l Co., Ltd. | Rotational positioning apparatus |
| JP2006153546A (ja) | 2004-11-26 | 2006-06-15 | Sanyo Special Steel Co Ltd | 接触式鋼管寸法測定装置 |
| JP4508849B2 (ja) | 2004-11-30 | 2010-07-21 | 株式会社ケンウッド | 回転つまみのストッパー構造 |
| US7111407B2 (en) | 2004-11-30 | 2006-09-26 | Tennessee Valley Authority | Vertical shaft alignment tool |
| JP4192901B2 (ja) | 2005-02-17 | 2008-12-10 | 三菱電機株式会社 | アンテナ装置 |
| JP4641824B2 (ja) | 2005-02-24 | 2011-03-02 | 株式会社クボタ | 管内調査装置 |
| US7328520B2 (en) | 2005-06-17 | 2008-02-12 | The Technologies Alliance, Inc. | Gage for measuring diameters |
| JP2007071852A (ja) | 2005-09-02 | 2007-03-22 | Akio Katsuki | 深穴測定装置および深穴測定方法 |
| CH705706B1 (de) | 2005-11-03 | 2013-05-15 | Belimo Holding Ag | Stellantrieb mit einem Reduktionsgetriebe für ein Stellglied zur Regelung eines Gas- oder Flüssigkeitsstroms. |
| FR2898671B1 (fr) | 2006-03-14 | 2008-12-26 | Snecma Sa | Systeme de mesure de cotes a l'interieur d'un arbre creux notamment de turbomachine aeronautique |
| JP2007292699A (ja) | 2006-04-27 | 2007-11-08 | Asmo Co Ltd | 部材の表面検査方法 |
| DE202006017076U1 (de) * | 2006-11-08 | 2007-01-04 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Vorrichtung zur Inspektion einer Rohrleitung |
| US20090144999A1 (en) | 2006-11-30 | 2009-06-11 | Lau Kam C | Interior contour measurement probe |
| DK2300777T3 (da) | 2008-06-18 | 2013-11-04 | Chris Marine Ab | Cylinderdiametermåling |
| US8164758B2 (en) | 2008-07-10 | 2012-04-24 | Quest Metrology, LLC | Internal inspection system and method |
| JP2010019783A (ja) | 2008-07-14 | 2010-01-28 | Mitsutoyo Corp | 内径測定器 |
| US8035823B2 (en) | 2008-09-05 | 2011-10-11 | 3Dm Devices Inc. | Hand-held surface profiler |
| NO333307B1 (no) * | 2008-11-24 | 2013-04-29 | Statoil Asa | Anordning og fremgangsmate for optisk maling av tykkelsen av enhver avsetning av materiale pa innerveggen til en konstruksjon |
| JP2011002439A (ja) | 2009-06-22 | 2011-01-06 | Kentaro Iguchi | 検査装置 |
| JP5378083B2 (ja) | 2009-07-01 | 2013-12-25 | 東亜グラウト工業株式会社 | 内径測定装置及びその内径測定装置を用いた管路内径測定システム |
| US20110080588A1 (en) | 2009-10-02 | 2011-04-07 | Industrial Optical Measurement Systems | Non-contact laser inspection system |
| WO2013118916A1 (ja) | 2012-02-09 | 2013-08-15 | 株式会社Ihi | 内径測定装置 |
| JP5880096B2 (ja) | 2012-02-09 | 2016-03-08 | 株式会社Ihi | 内径測定装置 |
| JP5880097B2 (ja) | 2012-02-09 | 2016-03-08 | 株式会社Ihi | 内径測定装置 |
| JP2013164274A (ja) | 2012-02-09 | 2013-08-22 | Ihi Corp | 内径測定装置 |
| JP5915223B2 (ja) | 2012-02-09 | 2016-05-11 | 株式会社Ihi | 内径測定装置及び内径測定方法 |
| WO2013118912A1 (ja) | 2012-02-09 | 2013-08-15 | 株式会社Ihi | 内径測定装置 |
| JP5821675B2 (ja) | 2012-02-09 | 2015-11-24 | 株式会社Ihi | 回転機器の回転制限装置 |
| US9188775B2 (en) * | 2013-08-28 | 2015-11-17 | United Sciences, Llc | Optical scanning and measurement |
-
2012
- 2012-02-09 JP JP2012026042A patent/JP5915222B2/ja active Active
-
2013
- 2013-02-07 WO PCT/JP2013/053589 patent/WO2013118911A1/ja active Application Filing
- 2013-02-07 EP EP13746779.1A patent/EP2813805B1/en active Active
- 2013-02-07 US US14/377,238 patent/US9410795B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0755426A (ja) * | 1993-08-10 | 1995-03-03 | Kido Giken:Kk | 管内測定方法 |
| JPH0729405U (ja) * | 1993-11-01 | 1995-06-02 | 三菱重工業株式会社 | 管内面検査装置 |
| JPH10197215A (ja) | 1996-12-19 | 1998-07-31 | Westinghouse Electric Corp <We> | 管状製品の内壁の光学検査装置 |
| JP2007057305A (ja) * | 2005-08-23 | 2007-03-08 | Mitsubishi Electric Engineering Co Ltd | 筒内検査装置 |
| JP2010164334A (ja) | 2009-01-13 | 2010-07-29 | Ihi Corp | 内面形状測定装置および内面形状測定方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2813805A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2942654B1 (en) * | 2014-05-08 | 2018-10-10 | Airbus Defence and Space GmbH | Detector plane alignment adjusting device |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2813805A4 (en) | 2015-10-07 |
| EP2813805B1 (en) | 2019-12-04 |
| EP2813805A1 (en) | 2014-12-17 |
| US9410795B2 (en) | 2016-08-09 |
| US20150015873A1 (en) | 2015-01-15 |
| JP5915222B2 (ja) | 2016-05-11 |
| JP2013164271A (ja) | 2013-08-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5915222B2 (ja) | 内径測定装置 | |
| WO2013118913A1 (ja) | 内径測定装置 | |
| JP5072337B2 (ja) | 光学式変位センサ及びその調整方法 | |
| US20070153296A1 (en) | Optical measuring device for measuring a cavity | |
| TWI421471B (zh) | Laser head with laser head | |
| JP5252641B2 (ja) | 孔形状測定方法 | |
| US20100097598A1 (en) | Distance measuing apparatus | |
| EP2884302B1 (en) | Photoelectric sensor | |
| JP2007309696A (ja) | 表面検査ヘッド装置 | |
| KR101937187B1 (ko) | 필름표면의 불량 검출 장치 | |
| CN101079098A (zh) | 光学反射信息读取传感器和电子装置 | |
| JP4652921B2 (ja) | 試料ホルダ | |
| JP3139050U (ja) | レーザースキャン光学エンジン装置 | |
| JP2009530660A (ja) | 精密チップ傾斜調整装置があるデバイス | |
| US20140368924A1 (en) | Optical module and method for manufacturing the same | |
| JP2009222441A (ja) | 再帰反射性強度測定装置 | |
| JP2001264453A (ja) | 光学装置 | |
| WO2013118910A1 (ja) | 内径測定装置 | |
| CN112764184B (zh) | 光学装置及光学式测量机 | |
| JP3207976U (ja) | レンズ調整配置(lens adjustment arrangement)を有する光受信器 | |
| JP6022245B2 (ja) | 光学的情報読取装置 | |
| CN222367664U (zh) | 可分光的摄像头结构及内窥镜装置 | |
| US10284741B2 (en) | Image reading optical system with an adjustment mirror | |
| CN111198093B (zh) | 曝光光角量测设备 | |
| CN219285480U (zh) | 用于基因测序仪的激光光路调节装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13746779 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013746779 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14377238 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |