WO2013098970A1 - 電極の製造方法及び非水電解質電池の製造方法 - Google Patents
電極の製造方法及び非水電解質電池の製造方法 Download PDFInfo
- Publication number
- WO2013098970A1 WO2013098970A1 PCT/JP2011/080317 JP2011080317W WO2013098970A1 WO 2013098970 A1 WO2013098970 A1 WO 2013098970A1 JP 2011080317 W JP2011080317 W JP 2011080317W WO 2013098970 A1 WO2013098970 A1 WO 2013098970A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- current collector
- slurry
- support roll
- die head
- electrode
- Prior art date
Links
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0404—Methods of deposition of the material by coating on electrode collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/139—Processes of manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
- Y10T29/49115—Electric battery cell making including coating or impregnating
Definitions
- Embodiments of the present invention relate to an electrode manufacturing method and a non-aqueous electrolyte battery manufacturing method.
- non-aqueous electrolyte batteries have attracted attention as power sources for hybrid electric vehicles and power storage devices for generators using natural energy such as sunlight and wind power.
- Non-aqueous electrolyte batteries for these applications require a larger electric capacity for electronic devices such as mobile phones and notebook PCs than non-aqueous electrolyte batteries for main applications, so the electrodes that are storage elements inside the batteries are also long. Is preferable.
- the electrode of a nonaqueous electrolyte battery generally has an active material containing layer on both sides of a current collector.
- the formation of the active material-containing layer is performed as follows, for example. First, an electrode material containing an active material is dispersed in an organic solvent or water to prepare a coating liquid. After the obtained coating liquid is applied on the current collector, the organic solvent or water is evaporated in a drying furnace to dry the coating liquid. First, an active material-containing layer is formed on one side of the current collector as a set of such coating and drying steps, and then an active material-containing layer is formed on the other side by a similar coating and drying step. .
- the formation of the active material-containing layer on both the front and back surfaces can be achieved by using the same coating / drying device twice. However, in order to make one electrode, a hoop shape is used. A series of operations in which the wound current collector is sprinkled, the slurry is applied to the current collector, the slurry is dried, and then the slurry-coated current collector is taken up and then removed from the device. It was necessary to repeat the process twice, and the work was not efficient.
- two identical coating / drying devices are arranged in series, and while the current collector passes once there, the first device performs coating and drying on one side, and continuously There was also a device that applied and dried the other side with a second device.
- this apparatus the work of winding, detaching, and reattaching to the unwinding side that has been performed after the application and drying of the first surface can be omitted, and the work efficiency can be improved accordingly.
- a method has been devised in which coating is performed on both sides of the current collector and then dried in a drying furnace at once. According to this method, the front and back sides can be applied in the front stage of the drying device, and then the front and back sides can be simultaneously dried with one drying device. There is an advantage that an increase in installation space can be suppressed.
- a thin metal foil of about 10 to 30 ⁇ m in thickness such as aluminum or copper is used.
- oblique wrinkles are generated due to the tension required for conveyance applied in the feeding direction of the current collector. If the current collector has oblique wrinkles, unevenness in the coating amount occurs at the same cycle as the wrinkles when the coating liquid is applied to the current collector.
- the problem to be solved by the present invention is to provide a method for producing an electrode and a method for producing a non-aqueous electrolyte battery in which the uniformity of the amount of slurry applied to the current collector is improved and the working efficiency is excellent.
- an electrode manufacturing method including application of slurry to the first surface of the current collector, application of slurry to the second surface of the current collector, and drying.
- the current collector is transported to the first die head by the first support roll.
- the slurry is applied to the first surface of the current collector using the first die head so that the slurry application part and the slurry non-application part are alternately arranged in a direction orthogonal to the current carrying direction of the current collector.
- the slurry is applied to the second surface of the current collector by using the second die head so that the slurry application portion and the slurry non-application portion are alternately arranged in a direction orthogonal to the current collector transport direction.
- the first surface of the current collector or the slurry uncoated portion of the second surface is disposed on the annular protrusion of the second support roll having a plurality of annular protrusions formed on the outer peripheral surface.
- the current collector is conveyed to the drying device by the second support roll.
- the slurry application part of the 1st surface and 2nd surface of an electrical power collector is dried with a drying apparatus.
- the manufacturing method of the electrode which concerns on embodiment satisfy
- L 1 is the first position where the first surface of the current collector is in contact with the first support roll, and the first surface of the current collector is in contact with the slurry supplied from the first die head.
- L 2 is a third position where the second surface of the current collector is in contact with the slurry supplied from the second die head, and a slurry uncoated portion on the first surface or the second surface of the current collector. This is the distance from the fourth position where the second support roll comes into contact.
- a method for producing a nonaqueous electrolyte battery including a positive electrode, a negative electrode, and a nonaqueous electrolyte is provided. At least one of the positive electrode and the negative electrode is manufactured by the method according to the embodiment.
- FIG. 1 is a schematic view of a coating apparatus and a drying apparatus used in the method of the embodiment.
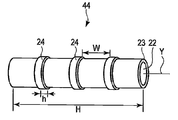
- FIG. 2 is a perspective view showing an example of a second support roll of the coating apparatus shown in FIG.
- FIG. 3 is a plan view of the second support roll shown in FIG. 2 as viewed from the end side.
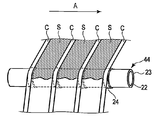
- FIG. 4 is a perspective view showing a current collector conveyed by the second support roll shown in FIG.
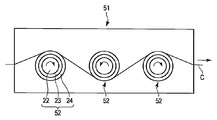
- FIG. 5 is a schematic view showing the drying apparatus shown in FIG.
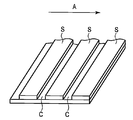
- FIG. 6 is a perspective view showing a current collector having a slurry coated on one side.
- FIG. 7 is a perspective view showing a current collector in which slurry is applied on both sides.
- FIG. 8 is a perspective view showing an electrode manufactured by the method of the embodiment.
- FIGS. 1 is a schematic view of a coating apparatus and a drying apparatus used in the method of the embodiment.
- FIGS. 1 is a schematic view of a coating apparatus and a drying apparatus used in the method of
- FIG. 9A to 9H are diagrams showing examples of arrangement of the first and second support rolls and the first and second die heads in the coating apparatus used in the embodiment.
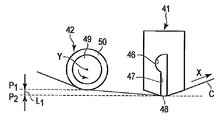
- FIG. 10 is an enlarged view of the first support roll and the first die head shown in FIG.
- FIG. 11 is an enlarged view of the second support roll and the second die head shown in FIG.
- FIG. 12 is an exploded perspective view showing a battery manufactured by the method of the embodiment.
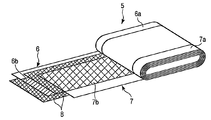
- 13 is a partially developed perspective view of an electrode group used in the battery shown in FIG.
- FIG. 14 is a graph showing the distribution of the coating amount of the electrode manufactured by the method of Example 1.
- FIG. 15 is a diagram showing the distribution of the coating amount of the electrode manufactured by the method of the comparative example.
- FIG. 16 is a schematic diagram of a coating apparatus and a drying apparatus used in the method of the comparative example.
- the metal foil when transporting a thin metal foil such as aluminum or copper, the metal foil forms a flat surface when tension is applied in the traveling direction, that is, the length direction, but the flat metal foil is compressed from the width direction.
- the stress cannot be supported, and oblique wrinkles are generated due to a slight width direction compressive stress caused by some cause on the conveying device.
- the conveyance path is designed so that the metal foil is meandered when viewed from the cross section rather than the plane, it becomes much stronger against the compressive stress from the lateral direction.
- the transport path of the current collector should be set so that the current collector has a shape that forms part of a circle instead of a flat surface at the moment when the slurry is applied to the current collector.
- the inventors have found that the uniformity of the coating is improved by improving the shape of the second support roll and the arrangement of the first and second support rolls and the first and second die heads. It is.
- the coating apparatus 40 includes a first die head 41, a first support roll 42, a second die head 43, and a second support roll 44.
- a transport roller 45 is disposed at the subsequent stage of the second support roll 44.
- the long current collector C is conveyed so as to pass through the first support roll 42, then the first die head 41, then the second die head 43, and then the second support roll 44.
- the first die head 41 is disposed in one space with the current collector C sandwiched therebetween, and the second die head 43 is disposed in the other space. Therefore, the slurry is applied to the first surface when the current collector C passes through the first die head 41, and the slurry is applied to the second surface when the current collector C passes through the second die head 43. Applied.
- the first and second die heads 41 and 43 are provided at a liquid reservoir 46 that receives a slurry supply from a slurry supply device (not shown), a die slit 47 that communicates with the liquid reservoir 46, and a tip of the die slit 47. And a plurality of slurry discharge ports 48. Since the number of the slurry discharge ports 48 can be changed according to the number of rows of the slurry applied to the current collector C, it can be one or more. In the case of FIG. 1, the number of the slurry discharge ports 48 is plural. There is a gap between the slurry discharge port 48 of the first and second die heads 41 and 43 and the current collector C, and slurry is applied to the surface of the current collector C by supplying slurry to the gap.
- the second position where the slurry supplied from the slurry discharge port 48 of the first die head 41 contacts the first surface of the current collector C is P 2
- the slurry is supplied from the slurry discharge port 48 of the second die head 43.
- a third position where the slurry and the second surface of the current collector C are in contact with each other is defined as P 3 .
- the first support roll 42 is disposed in front of the first die head 41 and is located on the opposite side with the first die head 41 and the current collector C interposed therebetween.
- the first support roll 42 includes a core metal 49 and a surface layer 50 that covers the core metal 49. No protrusion is provided on the outer periphery of the surface layer 50.
- a distance L 1 between the first position P 1 where the first support roll 42 and the first surface of the current collector C are in contact with the second position P 2 has a value greater than zero. In other words, the first position P 1 is not in the same plane as the second position P 2 .
- the second support roll 44 is disposed downstream of the second die head 43 and is located on the opposite side with the second die head 43 and the current collector C interposed therebetween.
- the rotation axis Y of the second support roll 44 is arranged in parallel with the rotation axis Y of the first support roll 42.
- the second support roll 44 includes a cored bar 22, a surface layer 23 formed on the cored bar 22, and a plurality of protrusions 24 formed on the outer peripheral surface of the surface layer 23.
- Each of the protrusions 24 covers the outer peripheral surface of the surface layer 23 in an annular shape.
- a space W is provided between the protrusions 24. The interval W is changed according to the width of the slurry applied to the current collector.
- the distance L 2 between the fourth position P 4 where the second support roll 44 and the second surface of the current collector C are in contact with the third position P 3 has a value greater than zero. In other words, the fourth position P 4 is not in the same plane as the third position P 3 .
- a drying furnace 51 as a drying device is disposed downstream of the second die head 43.
- a plurality of support rolls 52 are arranged as shown in FIG.
- Each support roll 52 includes a metal core 22, a surface layer 23 formed on the metal core 22, and a plurality of protrusions 24 formed on the outer peripheral surface of the surface layer 23.
- Each of the protrusions 24 covers the outer peripheral surface of the surface layer 23 in an annular shape.
- a space W is provided between the protrusions 24. The interval W is changed according to the width of the slurry application part on the current collector.
- the slurry is prepared, for example, by dispersing an electrode material containing an active material in an organic solvent or water to form a slurry.
- the active material is not particularly limited, and examples thereof include a positive electrode active material or a negative electrode active material of a nonaqueous electrolyte battery.
- the current collector C for example, a foil-like sheet made of a metal or an alloy can be used.
- the current collector C has a first surface and a second surface located on the opposite side of the first surface.
- a long current collector C is supplied onto the first support roll 42 from a current collector supply device (not shown).
- the slurry supplied from the slurry supply device to the liquid reservoir 46 passes through the die slit 47 and is then supplied to the first surface of the current collector C through the slurry discharge port 48.
- the slurry is alternately arranged on the first surface of the current collector C in the direction A in which the slurry application part S and the slurry non-application part C are orthogonal to the conveyance direction X of the current collector C. Is applied as is.
- the current collector C on which the first surface is coated with the slurry by the first die head 41 is transported to the second die head 43 by the transport roll 45. No slurry is applied to the second surface of the current collector C.
- the second surface faces the second die head 43.
- the slurry supplied from the slurry supply device to the liquid reservoir 46 passes through the die slit 47 and is then supplied to the second surface of the current collector C through the slurry discharge port 48.
- a slurry is apply
- FIG. Accordingly, the slurry application part and the slurry non-application part are applied to both surfaces of the current collector C so as to be alternately arranged in a direction orthogonal to the conveyance direction X of the current collector C.
- the first position P 1 and the second position P 2 are not on the same plane, and the height of the first position P 1 is different from the height of the second position P 2 . Further, the third position P 3 and the fourth position P 4 are not on the same plane, and the height of the third position P 3 is different from the height of the fourth position P 4 .
- the first die head 41, the first support roll 42, the second die head 43, and the second support roll 44 are alternately arranged in the vertical direction, the first support roll 42 to the second support
- the current collector C can be conveyed to the roll 44 while meandering in the vertical direction.
- the slurry can be uniformly applied to the first surface and the second surface of the current collector C.
- the current collector C that has passed through the second die head 43 is conveyed to the second support roll 44.
- the slurry uncoated portion C on the second surface of the current collector C is disposed on the protrusion 24 of the second support roll 44.
- the slurry application part S on the second surface of the current collector C is disposed between the protrusions 24 of the second support roll 44.
- the current collector C is in contact with the protrusion 24 of the second support roll 44 in a state where tension is applied in the longitudinal direction (conveying direction of the current collector C) X.
- the slurry application part S of the 2nd surface of the electrical power collector C is the state which floated from the surface layer 23, and space exists between the slurry application part S and the surface layer 23 of the electrical power collector C. .
- the current collector can be transported without bringing the roll into contact with the surface of the slurry application part before drying, so that it is possible to dry after applying the slurry on both sides of the current collector. .
- the current collector C in which the slurry application part S and the slurry non-application part C are formed on both surfaces is conveyed to the drying furnace 51.
- the current collector C passes through the drying furnace 51 by being conveyed by the support roll 52. Even if the current collector C enters the drying furnace 51, the surface is wet for a considerable distance, and the surface cannot be supported by a roll or the like. Since the slurry non-application part of the 1st surface or 2nd surface of the electrical power collector C is contacting the projection part 24 of the support roll 52, conveyance of the electrical power collector C can be stabilized. Instead of using the support roll 52, it is possible to transport the current collector without directly touching the surface of the current collector C by sending wind to the current collector C from below.
- the high wind speed required to float the current collector C dries the surface of the slurry application part rapidly, which may cause defects such as cracks on the surface of the slurry application part. . Therefore, it is more preferable to use the support roll 52.
- a current collector C in which a plurality of rows of active material-containing layers 29 are formed on both surfaces can be obtained.
- it cuts along the boundary Z of the electrical power collector C and the active material containing layer 29, and the electrode 30 shown in FIG. 8 is obtained.
- an active material containing layer 29 is formed except for one long side of the current collector C.
- the long side where the active material containing layer 29 is not formed functions as a current collecting tab 31. It is also possible to perform cutting before press forming.
- the third position P 3 distance L 2 between the fourth position P 4 (2) below It is desirable to satisfy. More preferably, both the expressions (1) and (2) are satisfied.
- the distance L 1 or the distance L 2 is preferably 1 mm or more and 300 mm or less.
- r is the outer diameter (mm) of the protrusion 24
- R is the inner diameter (mm) of the protrusion 24.
- R is equal to the radius of the second support roll 44 to the surface layer 23.
- (rR) By setting (rR) to 0.1 mm or more, a sufficient gap can be formed between the outer peripheral surface of the surface layer 23 of the second support roll 44 and the slurry application portion of the current collector C.
- the uniformity of the coating amount can be increased.
- the diameter of the second support roll main body becomes relatively thin, and the strength may be insufficient.
- (r ⁇ R) By setting (r ⁇ R) to 10 mm or less, the strength of the second support roll body can be made sufficient.
- a more preferable range of (r—R) is 0.2 ⁇ (r—R) ⁇ 5.
- h is the width (mm) of the protrusion 24 that is parallel to the rotation axis Y of the second support roll 44.
- H is the length (mm) of the second support roll 44 in the direction parallel to the rotation axis Y.
- h is preferably 50 mm or less. A more preferable range of h is 10 ⁇ h ⁇ 40.
- the slurry uncoated portion C of the current collector C is preferably in contact with the protrusion 24 of the second support roll 44 so as to satisfy the following expression (5).
- ⁇ indicates that the slurry non-applied portion C of the current collector C is formed on the protruding portion 24 of the second support roll 44 on the end surface viewed from the rotation axis Y of the second support roll 44. It is a circumferential angle (radian) corresponding to the length of the arc (in the center of the rotation axis Y) of the part in contact.
- ⁇ 0.01 radians or more
- the pressure for pressing the current collector C against the protrusion 24 can be sufficient, and therefore the current collector C can be prevented from floating from the protrusion 24.
- the slurry application part S of the current collector C can be held in a state of floating from the surface layer 23, and the slurry application part S of the current collector C can be held. Can be prevented from adhering to the surface layer 23.
- ⁇ 0.02 ⁇ ⁇ ⁇ 0.3.
- the arrangement of the first die head 41, the first support roll 42, the second die head 43, and the second support roll 44 is not limited to that shown in FIG. 1, but may be changed as shown in FIG. 9, for example. Can do.
- the first support roll 42, the first die head 41, and the second support roll 44 are arranged in a space above the current collector C.
- the second die head 43 is disposed in a space below the current collector C.
- the first position P 1 where the first surface is in contact is higher than the second position P 2 where the slurry supplied from the slurry discharge port 48 of the first die head 41 and the first surface of the current collector C are in contact with each other.
- the first position P 1 can be arranged not in the same plane as the second position P 2 . In this case, the distance L 1 between the first position P 1 and the second position P 2 has a value greater than zero.
- the first support roll 42 and the first die head 41 are arranged in a space above the current collector C.
- the second die head 43 and the second support roll 44 are arranged in a space below the current collector C.
- the third support P 3 where the slurry supplied from the slurry discharge port 48 of the second die head 43 and the second surface of the current collector C are in contact with each other is used as the second support.
- the third position P 3 is not arranged on the same plane as the fourth position P 4. can do.
- the distance L 2 between the third position P 3 and the fourth position P 4 has a value greater than zero.
- the first support roll 42, the second die head 43, and the second support roll 44 are arranged in a space above the current collector C.
- the first die head 41 is disposed in a space below the current collector C.
- the first support roll 42 and the second die head 43 are arranged in a space above the current collector C.
- the first die head 41 and the second support roll 44 are arranged in a space below the current collector C.
- FIG. 9 (e) The arrangement shown in FIG. 9 (e) is the same as FIG.
- the first die head 41 is arranged in a space above the current collector C.
- a first support roll 42, a second die head 43, and a second support roll 44 are disposed in a space below the current collector C.
- the second die head 43 and the second support roll 44 are arranged in a space above the current collector C.
- the first support roll 42 and the first die head 41 are arranged in a space below the current collector C.
- the second die head 43 is arranged in a space above the current collector C.
- a first support roll 42, a first die head 41, and a second support roll 44 are disposed in a space below the current collector C.
- the arrangement (d) or (e) is more preferable.
- the reason is that the first support roll 42, the first die head 41, the second die head 43, and the second support roll 44 are alternately arranged in this order with the current collector C interposed therebetween. It is easy to design the conveyance path so that the current collector meanders more when viewed from the cross section. As a result, when a compressive stress is applied to the current collector from a direction orthogonal to the transport direction, oblique wrinkles are unlikely to occur, and as a result, the coating amount becomes more uniform.
- the first current collector by passing the current collector in the order of the first support roll, the first die head, the second die head, and the second support roll, the first current collector A slurry containing an active material is applied to the surface and the second surface. On the first surface and the second surface of the current collector, slurry application portions and slurry non-application portions are alternately formed, respectively. A first position where the first surface of the current collector is in contact with the first support roll; and a second position where the first surface of the current collector is in contact with the slurry supplied from the first die head.
- the current collector can be conveyed from the first support roll to the second support roll while meandering in a direction parallel to the end face.
- the slurry uncoated portion of the current collector is disposed on the annular protrusion of the second support roll having a plurality of annular protrusions formed on the outer peripheral surface,
- the current collector is transported to the drying device by the second support roll, so that the slurry application part of the current collector can be transported without being in contact with the second support roll. Accordingly, after the slurry is applied to both the first surface and the second surface, the slurry application portions on the first surface and the second surface can be dried. Therefore, it is possible to provide a method for manufacturing an electrode in which the uniformity of the slurry applied to the current collector is improved and the working efficiency is excellent.
- the manufacturing method of a battery provided with a positive electrode, a negative electrode, and a nonaqueous electrolyte is provided. At least one of the positive electrode and the negative electrode is manufactured by the method according to the first embodiment.
- the slurry and current collector used for the production of the positive electrode and the negative electrode will be described.
- the positive electrode slurry is prepared by suspending an electrode material containing a positive electrode active material, a conductive agent and a binder in an appropriate solvent.
- the solvent include N methyl ethyl pyrrolidone.
- the weight ratio of the total amount of the positive electrode active material, the conductive agent and the binder to the solvent is preferably 50:50 to 80:20.
- a general lithium transition metal composite oxide can be used as the positive electrode active material.
- LiCoO 2 Li 1 + a (Mn, Ni, Co) 1-a O 2 (0.0 ⁇ a ⁇ 0.2), Li 1 + b Ni 1-c M c O 2 (0.0 ⁇ b ⁇ 0.2, 0.0 ⁇ c ⁇ 0.4, M is one or more selected from Co, Al, Fe), Li 1 + d Mn 2-de M ' e O 4 (M' is one selected from Mg, Al, Fe, Co, Ni) LiMPO 4 (M is Fe, Co, Ni).
- the conductive agent can improve the current collecting performance and suppress the contact resistance with the current collector.
- Examples of the conductive agent include carbonaceous materials such as acetylene black, carbon black, and graphite.
- the binder can bind the positive electrode active material and the conductive agent.
- the binder include polytetrafluoroethylene (PTFE), polyvinylidene fluoride (PVdF), and fluorine-based rubber.
- the positive electrode active material is 80% by weight to 95% by weight
- the positive electrode conductive agent is 3% by weight to 18% by weight
- the binder is 2% by weight or more. It is preferable to be in the range of 17% by weight or less.
- the positive electrode conductive agent the effect described above can be exerted by being 3% by weight or more, and by being 18% by weight or less, decomposition of the nonaqueous electrolyte on the surface of the positive electrode conductive agent under high temperature storage can be achieved. Can be reduced.
- the binder is 2% by weight or more, sufficient electrode strength can be obtained, and when it is 17% by weight or less, the blending amount of the electrode insulator can be reduced and the internal resistance can be reduced.
- the positive electrode current collector is preferably an aluminum foil or an aluminum alloy foil containing elements such as Mg, Ti, Zn, Mn, Fe, Cu, and Si.
- the slurry for the negative electrode is prepared, for example, by suspending the negative electrode active material, the conductive agent, and the binder in a suitable solvent.
- suitable solvent include N methyl ethyl pyrrolidone.
- the weight ratio of the total amount of the negative electrode active material, the conductive agent and the binder to the solvent is preferably 50:50 to 80:20.
- a titanium-containing metal composite oxide can be used, and examples include lithium titanium oxide and titanium-based oxide not containing lithium at the time of oxide synthesis.
- lithium titanium oxide examples include Li 4 + x Ti 5 O 12 (0 ⁇ x ⁇ 3) having a spinel structure and Li 2 + y Ti 3 O 7 (0 ⁇ y ⁇ 3) having a ramsteride structure. Can be mentioned.
- titanium-based oxide examples include metal composite oxides containing at least one element selected from the group consisting of TiO 2 , Ti and P, V, Sn, Cu, Ni, Co, and Fe.
- TiO 2 is preferably anatase type and low crystalline having a heat treatment temperature of 300 to 500 ° C.
- the metal composite oxide containing at least one element selected from the group consisting of Ti and P, V, Sn, Cu, Ni, Co, and Fe include TiO 2 —P 2 O 5 , TiO 2 —.
- V 2 O 5 , TiO 2 —P 2 O 5 —SnO 2 , TiO 2 —P 2 O 5 —MeO (Me is at least one element selected from the group consisting of Cu, Ni, Co and Fe) Can be mentioned.
- This metal complex oxide preferably has a microstructure in which a crystal phase and an amorphous phase coexist or exist alone. With such a microstructure, the cycle performance can be greatly improved.
- a lithium titanium oxide, a metal composite oxide containing at least one element selected from the group consisting of Ti and P, V, Sn, Cu, Ni, Co, and Fe is preferable.
- Examples of the conductive agent include acetylene black, carbon black, and graphite.
- the binder can bind the negative electrode active material and the conductive agent.
- the binder include polytetrafluoroethylene (PTFE), polyvinylidene fluoride (PVdF), fluorine-based rubber, and styrene butadiene rubber.
- the negative electrode active material is 70% by weight to 96% by weight
- the negative electrode conductive agent is 2% by weight to 28% by weight
- the binder is 2% by weight. It is preferable to be in the range of 28% by weight or less.
- the amount of the negative electrode conductive agent is less than 2% by weight, the current collecting performance of the negative electrode layer is lowered, and the large current characteristics of the non-aqueous electrolyte secondary battery are lowered.
- the amount of the binder is less than 2% by weight, the binding property between the negative electrode layer and the negative electrode current collector is lowered, and the cycle characteristics are lowered.
- the negative electrode conductive agent and the binder are each preferably 28% by weight or less.
- Examples of the negative electrode current collector include aluminum foil, aluminum alloy foil, and copper foil.
- Preferred negative electrode current collectors are aluminum foils that are electrochemically stable in a potential range nobler than 1.0 V, and aluminum alloy foils containing elements such as Mg, Ti, Zn, Mn, Fe, Cu, and Si. .
- the battery shown in FIG. 12 is a sealed prismatic non-aqueous electrolyte battery.
- the nonaqueous electrolyte battery includes an outer can 1, a lid 2, a positive electrode output terminal 3, a negative electrode output terminal 4, and an electrode group 5.
- the outer can 1 has a bottomed rectangular tube shape, and is formed of a metal such as aluminum, an aluminum alloy, iron, or stainless steel, for example.
- the flat electrode group 5 has a positive electrode 6 and a negative electrode 7 wound in a flat shape with a separator 8 therebetween.
- the positive electrode 6 is a positive electrode current collector except for a strip-shaped positive electrode current collector made of, for example, a metal foil, a positive electrode current collector tab 6a formed of a current collector exposed portion of the positive electrode current collector, and at least a portion of the positive electrode current collector tab 6a.
- a positive electrode active material-containing layer 6b formed on the body.
- the negative electrode 7 is a negative electrode except for a strip-shaped negative electrode current collector made of, for example, a metal foil, a negative electrode current collector tab 7a formed of a current collector exposed portion of the negative electrode current collector, and at least a portion of the negative electrode current collector tab 7a. And a negative electrode active material-containing layer 7b formed on the current collector.
- the positive electrode current collecting tab 6 a protrudes from the separator 8 in the winding axis direction of the electrode group, and the negative electrode current collecting tab 7 a protrudes from the separator 8 in the opposite direction.
- the positive electrode 6 and the negative electrode 7 are wound while being shifted in position.
- the electrode group 5 has the positive electrode current collecting tab 6 a wound in a spiral shape from one end face, and is wound in a spiral shape from the other end face.
- the negative electrode current collection tab 7a protrudes.
- Electrolytic solution (not shown) is impregnated in the electrode group 5.
- the rectangular plate-like lid 2 is seam welded to the opening of the outer can 1 by, for example, a laser.
- the lid 2 is made of a metal such as aluminum, aluminum alloy, iron or stainless steel, for example.
- the lid 2 and the outer can 1 are preferably formed from the same type of metal.
- a safety valve 9 is provided near the center of the outer surface of the lid 2.
- the safety valve 9 has a rectangular recess 9a provided on the outer surface of the lid 2 and an X-shaped groove 9b provided in the recess 9a.
- the groove 9b is formed, for example, by press-molding the lid 2 in the plate thickness direction.
- the liquid injection port 10 is opened in the lid 2 and sealed after the electrolytic solution is injected.
- the positive and negative output terminals 3 and 4 are caulked and fixed to the outer surface of the lid 2 via insulating gaskets (not shown) on both sides of the safety valve 9 therebetween.
- a lithium ion secondary battery using a carbon-based material for the negative electrode active material for example, aluminum or an aluminum alloy is used for the positive electrode output terminal 3, and copper, nickel, nickel plating is used for the negative electrode output terminal 4, for example. Used metals such as iron are used.
- lithium titanate is used as the negative electrode active material, in addition to the above, aluminum or an aluminum alloy may be used for the negative electrode output terminal 4.
- One end of the positive electrode lead 11 is electrically connected to the positive electrode output terminal 3 by caulking or welding, and the other end is electrically connected to the positive electrode current collecting tab 6a.
- One end of the negative electrode lead 12 is electrically connected to the negative electrode output terminal 4 by caulking or welding, and the other end is electrically connected to the negative electrode current collecting tab 7a.
- a method of electrically connecting the positive and negative electrode leads 11 and 12 to the positive and negative electrode current collecting tabs 6a and 7a is not particularly limited, and examples thereof include welding such as ultrasonic welding and laser welding.
- the positive electrode output terminal 3 and the positive electrode current collecting tab 6 a are electrically connected via the positive electrode lead 11, and the negative electrode output terminal 4 and the negative electrode current collecting tab 7 a are electrically connected via the negative electrode lead 12.
- current can be taken out from the positive and negative output terminals 3 and 4.
- the material of the positive and negative electrode leads 11 and 12 is not particularly specified, it is desirable to use the same material as that of the positive and negative electrode output terminals 3 and 4.
- the material of the output terminal is aluminum or an aluminum alloy
- the material of the lead is aluminum or an aluminum alloy.
- the output terminal is copper
- the material of the lead is copper.
- the separator examples include a porous film containing polyethylene, polypropylene, cellulose, or polyvinylidene fluoride (PVdF), and a synthetic resin nonwoven fabric.
- a porous film made of polyethylene or polypropylene is preferable from the viewpoint of improving safety because it can be melted at a constant temperature to interrupt the current.
- the porous film made of cellulose can contain more electrolyte than separators of other materials having the same porosity, so that the Li ion conductivity in the electrolyte can be relatively high, This is most desirable for high-power non-aqueous electrolyte batteries that require large currents to flow.
- Non-aqueous electrolyte examples include a liquid non-aqueous electrolyte that is prepared by dissolving the electrolyte in an organic solvent, a gel non-aqueous electrolyte that is a composite of the liquid electrolyte and a polymer material, and the like.
- the liquid non-aqueous electrolyte is prepared by dissolving the electrolyte in an organic solvent at a concentration of 0.5 mol / l or more and 2.5 mol / l or less.
- Examples of the electrolyte include lithium perchlorate (LiClO 4 ), lithium hexafluorophosphate (LiPF 6 ), lithium tetrafluoroborate (LiBF 4 ), lithium hexafluoroarsenide (LiAsF 6 ), and trifluorometa.
- Examples thereof include lithium salts such as lithium sulfonate (LiCF 3 SO 3 ) and bistrifluoromethylsulfonylimitolithium [LiN (CF 3 SO 2 ) 2 ], or a mixture thereof. It is preferable that it is difficult to oxidize even at a high potential, and LiPF 6 is most preferable.
- organic solvent examples include cyclic carbonates such as propylene carbonate (PC), ethylene carbonate (EC), and vinylene carbonate, and chain carbonates such as diethyl carbonate (DEC), dimethyl carbonate (DMC), and methyl ethyl carbonate (MEC).
- cyclic ethers such as tetrahydrofuran (THF), 2-methyltetrahydrofuran (2MeTHF), dioxolane (DOX), chain ethers such as dimethoxyethane (DME) and dietoethane (DEE), ⁇ -butyrolactone (GBL), acetonitrile ( AN), sulfolane (SL) and the like alone or in combination.
- polymer material examples include polyvinylidene fluoride (PVdF), polyacrylonitrile (PAN), polyethylene oxide (PEO), and the like.
- non-aqueous electrolyte a room temperature molten salt (ionic melt) containing lithium ions, a polymer solid electrolyte, an inorganic solid electrolyte, or the like may be used.
- the room temperature molten salt refers to a compound that can exist as a liquid at room temperature (15 ° C. to 25 ° C.) among organic salts composed of a combination of organic cations and anions.
- the room temperature molten salt include a room temperature molten salt that exists alone as a liquid, a room temperature molten salt that becomes a liquid when mixed with an electrolyte, and a room temperature molten salt that becomes a liquid when dissolved in an organic solvent.
- the melting point of a room temperature molten salt used for a nonaqueous electrolyte battery is 25 ° C. or less.
- the organic cation generally has a quaternary ammonium skeleton.
- the polymer solid electrolyte is prepared by dissolving the electrolyte in a polymer material and solidifying it.
- An inorganic solid electrolyte is a solid substance having lithium ion conductivity.
- the laminate film is a multilayer film composed of a metal layer and a resin layer covering the metal layer.
- the metal layer is preferably an aluminum foil or an aluminum alloy foil.
- the resin layer is for reinforcing the metal layer, and a polymer such as polypropylene (PP), polyethylene (PE), nylon, polyethylene terephthalate (PET), or the like can be used.
- the laminate film is formed by sealing by heat sealing.
- the shape of the battery is not limited to the prismatic battery shown in FIGS. 12 and 13, and examples thereof include a flat type, a cylindrical type, a coin type, a button type, a sheet type, and a laminated type.
- the battery of the embodiment can be applied to a large battery mounted on a two-wheel to four-wheel automobile or the like in addition to a small battery mounted on a portable electronic device or the like.
- the positive electrode or the negative electrode is manufactured by the method of the first embodiment, it is possible to manufacture the positive electrode or the negative electrode with improved uniformity of the slurry coating amount. As a result, it is possible to obtain a non-aqueous electrolyte battery with little capacity deterioration after repeated charging and discharging with a large current.
- Example 1 A positive electrode slurry was prepared by dispersing positive electrode active material LiCoO 2 , acetylene black and graphite as a positive electrode conductive agent, and polyvinylidene fluoride (PVdF) as a binder in N-methylethylpyrrolidone.
- An aluminum foil having a thickness of 20 ⁇ m and a width of 600 mm was used as a positive electrode current collector that also serves as a support on which the slurry was applied.
- the first support roll was a cylinder with a radius of 35 mm.
- the second support roll one having a cored bar, a metal surface layer covering the cored bar, and an annular protrusion formed on the outer peripheral surface of the surface layer was used.
- the inner diameter (radius to the surface layer) R of the annular protrusion was 35 mm
- the outer diameter r of the annular protrusion was 36 mm
- the value of (r ⁇ R) was 1 mm.
- the total length H of the second support roll was 800 mm.
- Four protrusions were provided.
- the width h of each protrusion was 20 mm.
- the intervals between the protrusions were all equal to 150 mm.
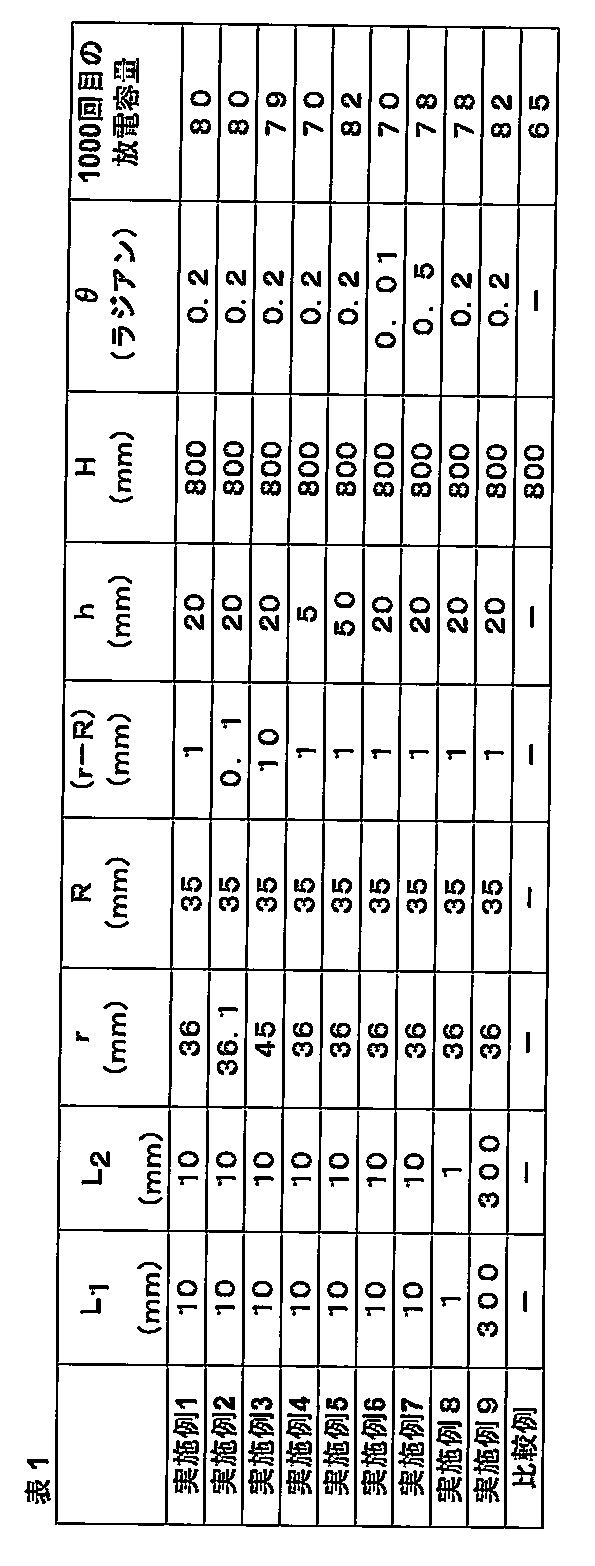
- the first and second support rolls and the first and second die heads were arranged as shown in FIG. 1, and the distance L 1 and the distance L 2 were 10 mm, respectively.
- the slurry was applied with a width of 145 mm on the first surface of the current collector using the first die head.
- slurry was applied with a width of 145 mm on the second surface of the current collector on the second surface of the current collector at a location overlapping with the slurry application part on the first surface. It applied so that a slurry application part and a slurry non-application part may be alternately arrange
- the current collector with the slurry applied on both sides was brought into contact with the second support roll so that the angle ⁇ was 0.2 radians and conveyed to a drying furnace. At this time, the slurry uncoated portion on the second surface of the current collector was brought into contact with the protrusion 24 of the second support roll.
- the slurry application part of the 1st surface and 2nd surface of a collector was dried using the drying furnace shown in FIG. Next, when the distribution of the coating amount on the first surface and the second surface was examined, the distribution shown in FIG. 14 was obtained.
- a positive electrode was obtained by performing a press molding and cutting step.
- the obtained positive electrode, negative electrode, non-aqueous electrolyte, and separator were sealed in an aluminum-containing laminate film container to produce a non-aqueous electrolyte battery. And charging / discharging 1000 times was repeated with the electric current of 5 hour rate. When the initial discharge capacity is 100, the 1000th discharge capacity was 80.
- Examples 2 to 9 The positive electrode and the non-aqueous electrolyte battery were manufactured in the same manner as in the examples except that the values of (r ⁇ R), h, L 1 , L 2 and ⁇ were changed as shown in Table 1 below. Charging / discharging was performed under the same conditions as in the examples. The discharge capacity at the 1000th time when the initial discharge capacity is 100 is shown in Table 1 below.
- the slurry was coated in the same manner as in Example 1 except that the coating apparatus and the drying apparatus shown in FIG. 16 were used.
- a die coater including a first die head 41 and a backup roll 53, a transport roll 45, a support roll 54, and a second die head 43 are arranged in this order.
- Each of the backup roll 53 and the support roll 54 includes a cored bar 49 and a surface layer 50 that covers the cored bar 49. No protrusion is provided on the outer periphery of the surface layer 50.
- the radii of the backup roll 53 and the support roll 54 were 200 mm.
- the slurry application part of the 1st surface and 2nd surface of a collector was dried using the drying furnace shown in FIG. Next, when the distribution of the coating amount on the first surface and the second surface was examined, the distribution shown in FIG. 15 was obtained. Comparing FIG. 15 with the result of FIG. 14 showing the distribution of the coating amount for Example 1, it can be seen that the distribution of the coating amount of the comparative example is significantly more uneven than that of Example 1.
- a positive electrode was obtained by performing a press molding and cutting process. Using the obtained positive electrode, a nonaqueous electrolyte battery was produced in the same manner as in Example 1.
- the initial discharge capacity was 100
- the 1000th discharge capacity was 65. Compared to the example, the discharge capacity at the 1000th time is small, and it can be seen that the deterioration is further advanced.
- a slurry containing an active material is applied to the first surface and the second surface of the current collector.
- the first position where the first surface of the current collector is in contact with the first support roll, and the first surface of the current collector are in contact with the slurry supplied from the first die head.
- both surfaces of a collector can be performed simultaneously with drying of a slurry application part. Therefore, working efficiency can be improved. Therefore, it is possible to provide an electrode manufacturing method that is excellent in working efficiency and improved in the uniformity of the slurry application amount.
- SYMBOLS 1 ... Outer can, 2 ... Cover, 3 ... Positive electrode output terminal, 4 ... Negative electrode output terminal, 5 ... Electrode group, 6 ... Positive electrode, 6a ... Positive electrode current collection tab, 6b ... Positive electrode active material containing layer, 7 ... Negative electrode, 7a DESCRIPTION OF SYMBOLS ... Negative electrode current collection tab, 7b ... Negative electrode active material content layer, 8 ... Separator, 9 ... Safety valve, 9a ... Recessed part, 9b ... Groove part, 10 ... Injection hole, 11 ... Positive electrode lead, 12 ... Negative electrode lead, 22, 49 ... Core metal, 23, 50 ... surface layer, 24 ... projection, C ...
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
Description
0<L2 (2)
但し、L1は、集電体の第1の面と第1のサポートロールとが接する第1の位置と、集電体の第1の面と第1のダイヘッドから供給されるスラリーとが接する第2の位置との距離である。L2は、集電体の第2の面と第2のダイヘッドから供給されるスラリーとが接する第3の位置と、集電体の第1の面または第2の面のスラリー未塗布部と第2のサポートロールとが接する第4の位置との距離である。
発明者らは、乾燥工程に入る前に集電体の両面にスラリーを塗布する製造方法において、集電体の斜めシワの発生の抑制について鋭意研究を続けた結果、次のような知見を得た。
1mm≦L2≦300mm (2)
距離L1又は距離L2を1mm以上にすることによって、集電体の搬送経路が平面に近くならないため、搬送中の集電体に斜めシワが発生するのを抑えることができる。距離L1又は距離L2が大きいほうが、斜めシワ発生を抑制する効果が高くなるものの、距離が大きすぎると、装置の高さ方向の設置空間が大きくなりすぎるため、単位空間当たりの生産効率が低下する恐れがある。よって、距離L1又は距離L2は、1mm以上300mm以下にすることが好ましい。
但し、図3に示すように、rは突起部24の外径(mm)で、Rは突起部24の内径(mm)である。Rは第2のサポートロール44の表層23までの半径と等しい。
但し、図2に示すように、hは、第2のサポートロール44の回転軸Yと平行な、突起部24の幅(mm)である。Hは、第2のサポートロール44の回転軸Yと平行な方向の長さ(mm)である。
但し、θは、図1に示すように、第2のサポートロール44の回転軸Yから見た端面における、第2のサポートロール44の突起部24に集電体Cのスラリー未塗布部Cが接している部分の円弧(回転軸Yを中心とする)の長さに対応する円周角(ラジアン)である。
第2の実施形態によれば、正極と、負極と、非水電解質とを備える電池の製造方法が提供される。正極及び負極のうち少なくとも一方の電極は、第1の実施形態に係る方法で製造される。正極及び負極の製造に用いられるスラリー及び集電体を説明する。
セパレータとしては、例えば、ポリエチレン、ポリプロピレン、セルロース、またはポリフッ化ビニリデン(PVdF)を含む多孔質フィルム、合成樹脂製不織布等を挙げることができる。中でも、ポリエチレン又はポリプロピレンからなる多孔質フィルムは、一定温度において溶融し、電流を遮断することが可能であり、安全性向上の観点から好ましい。また中でも、セルロースからなる多孔質フィルムは空隙率が同じ厚さの他の材質のセパレータに比べてより多くの電解質を含むことができるために電解質中のLiイオン伝導度が相対的に高くでき、大電流を流す必要のある高出力型の非水電解質電池には最もこのましい。
非水電解質としては、電解質を有機溶媒に溶解することにより調整される液状非水電解質、液状電解質と高分子材料を複合化したゲル状非水電解質等が挙げられる。
正極活物質LiCoO2、正極導電剤としてアセチレンブラックと黒鉛、結着剤としてポリフッ化ビニリデン(PVdF)をNメチルエチルピロリドンに分散させて正極スラリーを作った。スラリーを塗布する支持体ともなる正極集電体には厚さ20μm、幅600mmのアルミニウム箔を使った。
(r-R)、h、L1、L2及びθの値を下記表1に示すように変更すること以外は、実施例と同じようにして正極及び非水電解質電池の製造を行い、実施例と同様な条件で充放電を行った。最初の放電容量を100とした時の1000回目の放電容量を下記表1に示す。
図16に示す塗工装置及び乾燥装置を用いること以外は、実施例1と同様にしてスラリーの塗工を行った。図16に示すように、第1のダイヘッド41とバックアップロール53とからなるダイコーター、搬送ロール45、サポートロール54、第2のダイヘッド43をこの順番で配置した。バックアップロール53及びサポートロール54は、それぞれ、芯金49と、芯金49を被覆する表層50とを有する。表層50の外周に、突起部が設けられていない。バックアップロール53及びサポートロール54の半径は200mmであった。集電体Cの第1の面にダイコーターによってスラリーが塗布された後、集電体Cは搬送ロール45、次いでサポートロール54を通過し、第2の面にスラリーが第2のダイヘッド43によって塗布された。
Claims (7)
- 第1のサポートロールにより集電体を第1のダイヘッドに搬送する工程と、
前記集電体の第1の面に、活物質を含むスラリーを、スラリー塗布部とスラリー未塗布部とが前記集電体の搬送方向と直交する方向に交互に配置されるように前記第1のダイヘッドを用いて塗布する工程と、
前記集電体の第2の面に前記スラリーを、スラリー塗布部とスラリー未塗布部とが前記集電体の搬送方向と直交する方向に交互に配置されるように第2のダイヘッドを用いて塗布する工程と、
外周面に形成された複数の環状突起部を有する第2のサポートロールの前記環状突起部上に前記集電体の前記第1の面または前記第2の面の前記スラリー未塗布部を配置し、前記集電体を前記第2のサポートロールによって乾燥装置に搬送する工程と、
前記集電体の前記第1の面及び前記第2の面の前記スラリー塗布部を前記乾燥装置で乾燥させる工程と
を備え、かつ下記(1)式及び(2)式を満たす、電極の製造方法。
0<L1 (1)
0<L2 (2)
但し、L1は、前記集電体の前記第1の面と前記第1のサポートロールとが接する第1の位置と、前記集電体の前記第1の面と前記第1のダイヘッドから供給される前記スラリーとが接する第2の位置との距離で、L2は、前記集電体の前記第2の面と前記第2のダイヘッドから供給される前記スラリーとが接する第3の位置と、前記集電体の前記第1の面または前記第2の面の前記スラリー未塗布部と前記第2のサポートロールとが接する第4の位置との距離である。 - 距離L1が1mm≦L1≦300mmを満たし、かつ距離L2が1mm≦L2≦300mmを満たす、請求項1記載の電極の製造方法。
- 前記第2のサポートロールが下記(3)式を満たす、請求項2記載の電極の製造方法。
0.1≦(r-R)≦10 (3)
但し、rは前記環状突起部の外径(mm)で、Rは前記環状突起部の内径(mm)である。 - 前記第2のサポートロールが下記(4)式を満たす請求項2記載の電極の製造方法。
5≦h≦50 (4)
但し、hは前記環状突起部の幅(mm)である。 - 前記集電体の前記第1の面または前記第2の面の前記スラリー未塗布部は、前記第2のサポートロールの前記環状突起部と下記(5)式を満たすように接する請求項2記載の電極の製造方法。
0.01≦θ≦0.5 (5)
但し、θは、前記第2のサポートロールの前記環状突起部に前記スラリー未塗布部が接している部分の円弧の長さに対応する円周角(ラジアン)である。 - 前記乾燥装置は、外周面に形成された複数の環状突起部を有する第3のサポートロールを備え、前記第3のサポートロールの前記環状突起部に前記第1の面又は前記第2の面の前記スラリー未塗布部を接触させた状態で前記集電体を前記第3のサポートロールによって前記乾燥装置内を搬送することにより、前記乾燥工程が行われる請求項3~5いずれか1項記載の電極の製造方法。
- 正極、負極及び非水電解質を備える非水電解質電池の製造方法であって、
前記正極及び前記負極のうち少なくとも一方の電極を、請求項1~6いずれか1項記載の方法で製造する非水電解質電池の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11878621.9A EP2800173A4 (en) | 2011-12-27 | 2011-12-27 | METHOD FOR PRODUCING ELECTRODE AND PROCESS FOR PRODUCING NONAQUEOUS ELECTROLYTE BATTERY |
| JP2013551108A JP6038813B2 (ja) | 2011-12-27 | 2011-12-27 | 電極の製造方法及び非水電解質電池の製造方法 |
| PCT/JP2011/080317 WO2013098970A1 (ja) | 2011-12-27 | 2011-12-27 | 電極の製造方法及び非水電解質電池の製造方法 |
| CN201180076032.4A CN104011907B (zh) | 2011-12-27 | 2011-12-27 | 电极的制造方法以及非水电解质电池的制造方法 |
| US14/316,048 US20140304982A1 (en) | 2011-12-27 | 2014-06-26 | Manufacturing method of electrode and manufacturing method of non-aqueous electrolyte battery |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2011/080317 WO2013098970A1 (ja) | 2011-12-27 | 2011-12-27 | 電極の製造方法及び非水電解質電池の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/316,048 Continuation US20140304982A1 (en) | 2011-12-27 | 2014-06-26 | Manufacturing method of electrode and manufacturing method of non-aqueous electrolyte battery |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013098970A1 true WO2013098970A1 (ja) | 2013-07-04 |
Family
ID=48696534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/080317 WO2013098970A1 (ja) | 2011-12-27 | 2011-12-27 | 電極の製造方法及び非水電解質電池の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20140304982A1 (ja) |
| EP (1) | EP2800173A4 (ja) |
| JP (1) | JP6038813B2 (ja) |
| CN (1) | CN104011907B (ja) |
| WO (1) | WO2013098970A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110010973A (zh) * | 2019-04-03 | 2019-07-12 | 东莞市卓高电子科技有限公司 | 一种用于锂电池涂覆的自动供料清洗系统 |
| CN111952533A (zh) * | 2020-07-29 | 2020-11-17 | 江西省倍特力新能源有限责任公司 | 一种功率型电池负极的制作装置 |
| US11018332B2 (en) | 2017-05-18 | 2021-05-25 | Panasonic Intellectual Property Management Co., Ltd. | Lithium secondary battery including lithium metal as negative electrode active material |
| US11031584B2 (en) | 2017-05-18 | 2021-06-08 | Panasonic Intellectual Property Management Co., Ltd. | Lithium secondary battery including lithium metal as negative electrode active material |
| WO2023037640A1 (ja) * | 2021-09-13 | 2023-03-16 | 東レエンジニアリング株式会社 | 乾燥装置 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103314044A (zh) * | 2011-12-02 | 2013-09-18 | 三菱树脂株式会社 | 叠层多孔膜的制造方法 |
| JP6808338B2 (ja) * | 2016-03-25 | 2021-01-06 | 株式会社Screenホールディングス | 基材処理装置および基材処理方法 |
| CN107626538B (zh) * | 2017-10-27 | 2018-08-07 | 深圳市信宇人科技股份有限公司 | 双面涂布方法及装置 |
| WO2019111616A1 (ja) * | 2017-12-06 | 2019-06-13 | Necエナジーデバイス株式会社 | 集電体電極シート、その製造方法、電池、およびその製造方法 |
| US20190334176A1 (en) | 2018-04-26 | 2019-10-31 | Yeong Woo Kim | Devices and methods for preparing a slurry and coating a substrate with a slurry |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0461959A (ja) | 1990-06-26 | 1992-02-27 | Furukawa Alum Co Ltd | ストリップの塗装方法 |
| JP2002313327A (ja) | 2001-04-12 | 2002-10-25 | Nisshinbo Ind Inc | 電極構造体の加圧方法 |
| JP2002361152A (ja) | 2001-06-04 | 2002-12-17 | Tdk Corp | 両面塗布装置及び電池用電極の製造方法 |
| JP2006175415A (ja) * | 2004-12-24 | 2006-07-06 | Sony Corp | ダイヘッド、塗布装置および電池電極製造方法 |
| JP2007029789A (ja) | 2005-07-22 | 2007-02-08 | Toray Eng Co Ltd | 両面塗工基材の搬送装置 |
| JP2008066050A (ja) * | 2006-09-06 | 2008-03-21 | Matsushita Electric Ind Co Ltd | リチウム二次電池用極板の製造方法 |
| JP2010225467A (ja) * | 2009-03-24 | 2010-10-07 | Toyota Motor Corp | 帯状体の乾燥装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3445343B2 (ja) * | 1993-12-28 | 2003-09-08 | Tdk株式会社 | 塗布方法および塗布装置 |
| JP2006043505A (ja) * | 2004-07-30 | 2006-02-16 | Matsushita Electric Ind Co Ltd | 塗布ノズル |
| JP2006147300A (ja) * | 2004-11-18 | 2006-06-08 | Sony Corp | 電池 |
| JP5180523B2 (ja) * | 2007-06-25 | 2013-04-10 | 日本カーボン株式会社 | リチウム二次電池用負極活物質及びそれを使用した負極 |
| JP2010049906A (ja) * | 2008-08-21 | 2010-03-04 | Toyota Motor Corp | 帯状電極の製造方法、帯状電極の製造装置および電池の製造方法 |
| JP5048090B2 (ja) * | 2010-01-20 | 2012-10-17 | 中外炉工業株式会社 | 両面塗工装置 |
-
2011
- 2011-12-27 CN CN201180076032.4A patent/CN104011907B/zh active Active
- 2011-12-27 WO PCT/JP2011/080317 patent/WO2013098970A1/ja active Application Filing
- 2011-12-27 JP JP2013551108A patent/JP6038813B2/ja active Active
- 2011-12-27 EP EP11878621.9A patent/EP2800173A4/en not_active Withdrawn
-
2014
- 2014-06-26 US US14/316,048 patent/US20140304982A1/en not_active Abandoned
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0461959A (ja) | 1990-06-26 | 1992-02-27 | Furukawa Alum Co Ltd | ストリップの塗装方法 |
| JP2002313327A (ja) | 2001-04-12 | 2002-10-25 | Nisshinbo Ind Inc | 電極構造体の加圧方法 |
| JP2002361152A (ja) | 2001-06-04 | 2002-12-17 | Tdk Corp | 両面塗布装置及び電池用電極の製造方法 |
| JP2006175415A (ja) * | 2004-12-24 | 2006-07-06 | Sony Corp | ダイヘッド、塗布装置および電池電極製造方法 |
| JP2007029789A (ja) | 2005-07-22 | 2007-02-08 | Toray Eng Co Ltd | 両面塗工基材の搬送装置 |
| JP2008066050A (ja) * | 2006-09-06 | 2008-03-21 | Matsushita Electric Ind Co Ltd | リチウム二次電池用極板の製造方法 |
| JP2010225467A (ja) * | 2009-03-24 | 2010-10-07 | Toyota Motor Corp | 帯状体の乾燥装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2800173A4 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11018332B2 (en) | 2017-05-18 | 2021-05-25 | Panasonic Intellectual Property Management Co., Ltd. | Lithium secondary battery including lithium metal as negative electrode active material |
| US11031584B2 (en) | 2017-05-18 | 2021-06-08 | Panasonic Intellectual Property Management Co., Ltd. | Lithium secondary battery including lithium metal as negative electrode active material |
| CN110010973A (zh) * | 2019-04-03 | 2019-07-12 | 东莞市卓高电子科技有限公司 | 一种用于锂电池涂覆的自动供料清洗系统 |
| CN110010973B (zh) * | 2019-04-03 | 2024-02-09 | 东莞市卓高电子科技有限公司 | 一种用于锂电池涂覆的自动供料清洗系统 |
| CN111952533A (zh) * | 2020-07-29 | 2020-11-17 | 江西省倍特力新能源有限责任公司 | 一种功率型电池负极的制作装置 |
| CN111952533B (zh) * | 2020-07-29 | 2023-01-10 | 江西省倍特力新能源有限责任公司 | 一种功率型电池负极的制作装置 |
| WO2023037640A1 (ja) * | 2021-09-13 | 2023-03-16 | 東レエンジニアリング株式会社 | 乾燥装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2800173A1 (en) | 2014-11-05 |
| EP2800173A4 (en) | 2015-08-05 |
| JP6038813B2 (ja) | 2016-12-07 |
| CN104011907A (zh) | 2014-08-27 |
| US20140304982A1 (en) | 2014-10-16 |
| JPWO2013098970A1 (ja) | 2015-04-30 |
| CN104011907B (zh) | 2017-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6038813B2 (ja) | 電極の製造方法及び非水電解質電池の製造方法 | |
| JP5749034B2 (ja) | 電池 | |
| EP3012898B1 (en) | Secondary battery and electrode production method | |
| WO2015019514A1 (ja) | 二次電池およびその製造方法 | |
| JP2009163929A (ja) | 電気化学デバイス用電極及び電気化学デバイス | |
| KR101846767B1 (ko) | 비수 전해질 2차 전지 | |
| CN110462883B (zh) | 二次电池的制造方法及制造装置 | |
| WO2013098969A1 (ja) | 電極の製造方法及び非水電解質電池の製造方法 | |
| JP2005243455A (ja) | 電気化学デバイス | |
| JP2001085042A (ja) | リチウム二次電池及び捲回型電極体の作製方法 | |
| WO2015046394A1 (ja) | 負極活物質、それを用いた負極、及びリチウムイオン二次電池 | |
| JP2010205429A (ja) | 非水電解液二次電池および非水電解液二次電池用電極 | |
| WO2012001814A1 (ja) | リチウム二次電池 | |
| JP2019169346A (ja) | リチウムイオン二次電池 | |
| WO2013098968A1 (ja) | 電極の製造方法及び非水電解質電池の製造方法 | |
| JP2022181360A (ja) | リチウムイオン二次電池 | |
| JP2022181365A (ja) | リチウムイオン二次電池 | |
| JP2022181396A (ja) | リチウムイオン二次電池 | |
| JP2018206465A (ja) | 蓄電装置用電極板及びそれを備える蓄電装置 | |
| JP7177210B2 (ja) | リチウムイオン二次電池用電極、及びリチウムイオン二次電池 | |
| WO2024150390A1 (ja) | リチウムイオン二次電池用負極材、リチウムイオン二次電池用負極及びリチウムイオン二次電池 | |
| JPWO2013098969A1 (ja) | 電極の製造方法及び非水電解質電池の製造方法 | |
| JP2008226555A (ja) | 非水電解質電池 | |
| WO2023243013A1 (ja) | 負極活物質層、負極及びリチウムイオン二次電池 | |
| JP2018063881A (ja) | 二次電池、二次電池の製造方法、電極 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11878621 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013551108 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2011878621 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011878621 Country of ref document: EP |