WO2011142423A1 - 回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品並びに遠心圧縮機 - Google Patents
回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品並びに遠心圧縮機 Download PDFInfo
- Publication number
- WO2011142423A1 WO2011142423A1 PCT/JP2011/060949 JP2011060949W WO2011142423A1 WO 2011142423 A1 WO2011142423 A1 WO 2011142423A1 JP 2011060949 W JP2011060949 W JP 2011060949W WO 2011142423 A1 WO2011142423 A1 WO 2011142423A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- manufacturing
- rotating machine
- rotary machine
- machine part
- solution treatment
- Prior art date
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/28—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps
- F04D29/284—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps for compressors
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/25—Hardening, combined with annealing between 300 degrees Celsius and 600 degrees Celsius, i.e. heat refining ("Vergüten")
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/02—Hardening by precipitation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/40—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rings; for bearing races
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/02—Selection of particular materials
- F04D29/023—Selection of particular materials especially adapted for elastic fluid pumps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/34—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tyres; for rims
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/40—Heat treatment
- F05D2230/41—Hardening; Annealing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2260/00—Function
- F05D2260/95—Preventing corrosion
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/10—Metals, alloys or intermetallic compounds
- F05D2300/17—Alloys
- F05D2300/171—Steel alloys
Definitions
- the present invention relates to a method for manufacturing a material for rotating machine parts, a method for manufacturing a rotating machine part, a material for rotating machine parts, a rotating machine part, and a centrifugal compressor.
- a rotary machine such as a centrifugal compressor is used for supplying gas to a turbine in a gas turbine or for injecting gas into the ground when extracting crude oil from an oil field. Since a large load acts on the parts used in such a rotary machine, for example, a high-strength metal material is used as the material of the rotary machine parts such as an impeller.
- Examples of materials that can withstand the oil well environment as described above include austenitic stainless steel and Ni-based alloys, and these metal materials are used for oil well pipes and the like.
- austenitic stainless steel and Ni-based alloys are used for oil well pipes and the like.
- these materials have low strength, there is a problem that they cannot be applied to components used in rotating machines such as impellers of centrifugal compressors. For this reason, conventionally, as a material for an impeller of a centrifugal compressor, for example, precipitation hardening martensitic stainless steel such as 17-4PH, martensitic stainless steel such as SUSF6NM, and the like are applied.
- these materials also have no high corrosion resistance, and as described above, corrosion and stress corrosion cracking may occur due to corrosive components.
- Non-Patent Document 1 As a metal material used for the impeller, it has been proposed to employ a material similar to SUS329J4L having corrosion resistance (see, for example, Non-Patent Document 1). However, even if a material such as that described in Non-Patent Document 1 is used, if the proportion of the corrosive component contained in the fluid becomes high, corrosion or stress corrosion cracking may occur as described above. is there. It is also conceivable to employ a precipitation hardening Ni-based alloy such as Inconel 718, which has both corrosion resistance and strength, as the impeller material. However, the precipitation hardening Ni-based alloy as described above is expensive and has a problem that the manufacturing cost increases.
- duplex stainless steel is known as a relatively inexpensive metal material that has practically sufficient corrosion resistance and strength (see, for example, Patent Documents 1 to 3). For this reason, in recent years, duplex stainless steel has been suitably used as a material for rotating machine parts such as impellers of centrifugal compressors. However, when the duplex stainless steel as described above is used for rotating machine parts such as an impeller, there are problems as described below.
- a round bar-like bloom is once manufactured by casting and forging a metal material at a material supplier. Thereafter, the component processing source is formed into a rotary machine part such as an impeller by subjecting the bloom to free forging and die forging.
- the maximum diameter of the bloom is set to about 300 mm, and the cooling rate is secured by keeping the dimension from the surface of the material to the center part to a certain value or less, thereby preventing precipitation of the brittle phase in the solution treatment.
- the diameter of the bloom is set to 300 mm or less, there is a problem in that the shape of the impeller formed by the forging process is restricted at the component processing source.
- the present invention has been made in view of the above problems, and it is possible to achieve both low residual stress and high toughness. Corrosion and stress corrosion cracking occur even when a fluid containing a corrosive component is supplied. It is an object of the present invention to provide a method for manufacturing a rotating machine component material, a method for manufacturing a rotating machine component, a rotating machine component material, a rotating machine component, and a centrifugal compressor capable of manufacturing a rotating machine component in which rotation is suppressed. To do.
- the method for manufacturing a rotating machine component material according to the first aspect of the present invention is a method of manufacturing a rotating machine component material by subjecting at least a solution treatment to a material made of duplex stainless steel,
- the solution treatment is characterized in that the material is heated to a temperature in the range of 950 to 1100 ° C. and then cooled at an average cooling rate from this temperature to 700 ° C. at 20 ° C./min or more.
- the said average cooling rate shall be 30 degrees C / min or more.
- the method for manufacturing a rotating machine component material according to the second aspect of the present invention after the solution treatment, machining, and heat treatment are performed on the material, a temperature in the range of 530 to 570 ° C. is further provided. An annealing treatment is performed.
- the method for manufacturing a rotating machine component material according to the third aspect of the present invention is characterized in that the annealing treatment time is in the range of 1 to 12 hours, more preferably 4 to 8 hours. According to the method for manufacturing a rotating machine component material having such a configuration, by performing the annealing treatment under the above conditions, the residual stress of the material can be reduced and a rotating machine component material having high toughness can be manufactured. .
- the manufacturing method of the raw material for rotary machine parts which concerns on the 4th aspect of this invention is characterized by the said raw material being a disk-shaped raw material, and a thickness dimension being 300 mm or less.
- the manufacturing method of the raw material for rotary machine parts which concerns on the 5th aspect of this invention is characterized by performing the said solution treatment, after forming a through-hole in the thickness direction in the said disk-shaped raw material. .
- the method for manufacturing a rotating machine component material having such a structure by directly forging the ingot, which is a duplex stainless steel material, to a dimensional shape approximate to the rotating machine component, the material of the brittle phase is formed. It is possible to manufacture a rotary machine component material that is excellent in toughness due to the suppression of precipitation and that can form a thick and large-diameter rotary machine part.
- the raw material for rotating machine parts according to the sixth aspect of the present invention is manufactured by the above manufacturing method.
- a rotating machine component according to a seventh aspect of the present invention is obtained by subjecting the rotating machine component material to a predetermined processing.
- the rotating machine part material obtained by the above-described manufacturing method is a rotating machine part obtained by using the rotating machine part material. Both residual stress and high toughness can be achieved.
- a method for manufacturing a rotary machine component comprising: subjecting a material made of duplex stainless steel to a solution treatment at least at a predetermined temperature;
- the solution treatment is performed by heating the raw material to a temperature in a range of 950 to 1100 ° C., and then cooling an average cooling rate from this temperature to 700 ° C. at 20 ° C./min or more. It is characterized by that.
- the said average cooling rate shall be 30 degrees C / min or more.
- the solution treatment is performed under the above-described conditions, thereby suppressing the precipitation of the brittle phase and manufacturing the rotating machine component having high toughness.
- the material is subjected to machining and, if necessary, a welding process, and then annealed at a temperature in the range of 530 to 570 ° C. It is characterized by processing.
- the method for manufacturing a rotary machine part according to the tenth aspect of the present invention is characterized in that the annealing treatment time is in the range of 1 to 12 h. According to the method of manufacturing a rotating machine component having such a configuration, by performing the annealing treatment under the above conditions, a rotating machine component having a high toughness can be manufactured in which the residual stress of the material is reduced as described above. .
- the rotating machine component manufacturing method according to the eleventh aspect of the present invention is characterized in that the material is a disk-shaped material and the thickness dimension is 300 mm or less.
- a rotating machine component manufacturing method according to a twelfth aspect of the present invention is characterized in that the solution treatment is performed after a through hole is formed in the disk-shaped material in the thickness direction.
- various processing treatments are performed. When applied, the precipitation of the brittle phase is suppressed, the toughness is excellent, and a thick and large-diameter rotating machine part can be configured.
- a rotating machine component according to a thirteenth aspect of the present invention is manufactured by the above manufacturing method. According to the rotating machine component having such a configuration, it is possible to achieve both low residual stress and high toughness because it is obtained by the above manufacturing method.
- a rotating machine according to a fourteenth aspect of the present invention is characterized in that the rotating machine part is provided.
- the centrifugal compressor according to the fifteenth aspect of the present invention is characterized in that the rotating machine component is an impeller and the impeller is provided. According to the rotating machine and the centrifugal compressor having such a configuration, since the rotating machine part (impeller) obtained by the above manufacturing method is provided, corrosion and stress corrosion cracking caused by the corrosive component are suppressed, cracking during operation, etc. Can be prevented.
- the above configuration suppresses the precipitation of a brittle phase and provides the material for the rotating machine component having high toughness. It becomes possible to manufacture rotating machine parts using the. Furthermore, when annealing is performed by the manufacturing method having the above-described structure, it is possible to manufacture a rotating machine component material having high toughness and a rotating machine component using the same, with the residual stress of the material being reduced. It becomes.
- the rotary machine and the centrifugal compressor according to the aspect of the present invention since the rotary machine part and the impeller obtained by the above manufacturing method are used, corrosion and stress corrosion cracking caused by the corrosion component are suppressed, and the machine Occurrence of cracks and the like during operation can be prevented.
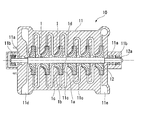
- FIG. 1 is a diagram schematically illustrating an example of a manufacturing method of a rotating machine component material and a manufacturing method of a rotating machine component, a rotating machine component material, a rotating machine component, and a centrifugal compressor according to an embodiment of the present invention. It is a schematic sectional drawing which shows the centrifugal compressor in which the impeller which is an example of mechanical parts is used.
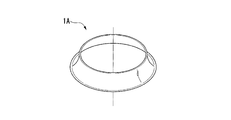
- FIG. 2 is a schematic perspective view showing an intermediate product state of an impeller that is provided in the centrifugal compressor shown in FIG. 1 and is an example of a rotating machine component.
- FIG. 1 is a diagram schematically illustrating an example of a manufacturing method of a rotating machine component material, a manufacturing method of a rotating machine component, a rotating machine component material, a rotating machine component, and a centrifugal compressor according to an embodiment of the present invention. It is a schematic sectional drawing which shows the raw material for rotating machine parts at the time of forming directly by forging from the ingot to the dimension shape approximated to rotating machine parts.
- FIG. 1 is a diagram schematically illustrating an example of a manufacturing method of a rotating machine component material and a manufacturing method of a rotating machine component, a rotating machine component material, a rotating machine component, and a centrifugal compressor according to an embodiment of the present invention.
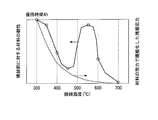
- FIG. 1 is a diagram schematically illustrating an example of a manufacturing method of a rotating machine component material and a manufacturing method of a rotating machine component, a rotating machine component material, a rotating machine component, and a centrifugal compressor according to an embodiment of the present invention. It is a graph which shows the relationship between the average cooling rate in crystallization processing, and the (sigma) phase (brittle phase) area ratio of a raw material.
- a manufacturing method of a rotating machine component material and a manufacturing method of a rotating machine component, a rotating machine component material, a rotating machine component, and a centrifugal compressor according to an embodiment of the present invention are manufactured for an impeller used in the centrifugal compressor.
- the method will be described as an example with reference to FIGS. 1 to 8 as appropriate.
- each drawing referred in the following description is a drawing mainly for explaining an impeller (rotary machine part) used for a centrifugal compressor, and the size, thickness, dimension, and the like of each part shown in the drawings are actual. It may be different from the dimensional relationship.
- FIG. 1 is a cross-sectional view showing an example of a centrifugal compressor using an impeller (rotary machine part) 1 obtained by the manufacturing method of the present embodiment.
- the centrifugal compressor 10 compresses a process gas G that is a fluid.
- the centrifugal compressor 10 includes an outer casing 11, a rotor 12 rotatably supported by the casing 11 and rotated by a driving unit (not shown), and a plurality of impellers coaxially attached to the rotor 12 inside the casing 11. 1.
- a drive part which rotates the rotor 12 various things, such as an electric motor and a turbine, can be selected.
- the centrifugal compressor 10 of the example shown in FIG. 1 is provided with a journal bearing 11a and a thrust bearing 11b on both sides of the casing 11, respectively.
- the rotating shaft 12a of the rotor 12 is rotatably supported by the journal bearing 11a and the thrust bearing 11b.
- the casing 11 forms a plurality of continuous working chambers 11c around the rotor 12 and the impeller 1 between the impellers 1 and communicates with the working chambers 11c on both sides of the process gas.
- a suction port 11d through which G flows and a discharge port 11e through which it flows out are provided.
- the impeller 1 that compresses the process gas G by rotational motion is configured to contact the process gas G that has flowed from the suction port 11d and an aqueous solution in which the process gas G is dissolved. ing.
- the impeller 1 is configured such that a plurality of blades 1b are provided radially on a substantially disc-shaped main body 1a, and a shroud 1c is attached to the tip of the blade 1b. Then, the process gas G, which is a fluid to be compressed, is caused to flow in the axial direction on the radially inner side by the flow path 1d formed by the main body 1a, the shroud 1c, and the adjacent blades 1b, and the radially outer side. It is possible to discharge towards
- a high-strength metal material such as stainless steel is generally selected.
- a metal material having both strength and corrosion resistance such as duplex stainless steel may be employed. preferable.
- SUS329J1, SUS329J3L, SUS329J4L equivalent material, etc. are mentioned, for example.
- the impeller 1 of the present embodiment is subjected to at least machining and welding processing as necessary on a rotating machine component material obtained by a manufacturing method described later, or obtained by a rotating machine component manufacturing method described later. .
- the manufacturing method of the raw material for rotary machine parts of this embodiment is demonstrated to the raw material for forming the above-mentioned impeller 1 as an example.
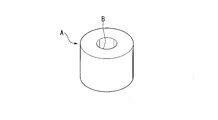
- the manufacturing method of the raw material for rotating machine parts (see symbol A in FIG. 4) of the present embodiment is a method in which at least a solution treatment is performed on a material made of duplex stainless steel.
- the solution treatment is a method in which the material is heated to a temperature in the range of 950 to 1100 ° C. and then cooled at an average cooling rate from this temperature to 700 ° C. at 20 ° C./min or more.
- the manufacturing method of this embodiment first forms, for example, a rod-shaped material called bloom or a cylindrical material with a thickness within a specified range, as will be described later, from the ingot made of the metal material. . And by subjecting this material to various heat treatments as described below, its mechanical properties are improved.
- the solution treatment described in the present embodiment means that the alloy element that normally precipitates at a low temperature is dissolved in the basic metal element by performing a rapid cooling process after heating to a temperature unique to the alloy. It is the process which improves the mechanical characteristic of an alloy by setting it as a state.
- This solution treatment is also called solid solution treatment or quenching treatment. By performing such a solution treatment, the toughness of the metal material can be improved.
- the high temperature heating temperature in the solution treatment is generally in the range of 950 to 1100 ° C., and a temperature of about 1050 ° C. is more preferable.
- the average cooling rate is preferably 20 ° C./min or more, and 30 ° C./min. More preferably.
- the average cooling rate in the solution treatment is preferably 20 ° C./min or more, and 30 ° C./min. More preferably.
- an annealing treatment is further performed at a temperature in the range of 530 to 570 ° C. preferable.
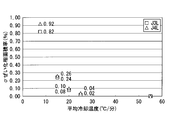
- the inventors of the present invention have earnestly studied the annealing process in the manufacturing process of the material for rotating machine parts. As a result, as shown in the graph of FIG. 3, it was found that by setting the temperature in the annealing process to the range of 530 to 570 ° C., high material toughness can be secured and the residual stress can be sufficiently reduced. When the temperature of the annealing treatment is less than 530 ° C., as shown in FIG. 3, the toughness of the material is increased, but the residual stress is not reduced and the material may have a low strength characteristic.
- the temperature of the annealing process exceeds 570 ° C., the residual stress in the material is reduced, but the toughness is also lowered, so that there is a possibility that cracking or the like is likely to occur during the manufacturing process or operation.
- the temperature in the annealing treatment is about 550 ° C. from the viewpoint that the above-described effect can be obtained more stably.
- the time for performing the annealing treatment under the above temperature condition is preferably in the range of 1 to 12 h, more preferably in the range of 4 to 8 h.
- the time for performing the annealing treatment under the above temperature condition is more preferably about 4 hours.
- the raw material made of the metal material is a disk-shaped raw material, and the thickness dimension is 300 mm or less (see the raw material A for rotating machine parts in FIG. 4).
- a rotary machine component used in a rotary machine such as an impeller for a centrifugal compressor described in the present embodiment has a thickness of approximately 300 mm or less in the rotation axis direction.
- a material is formed by directly forging from an ingot, which is a duplex stainless steel material, to a dimensional shape approximate to an impeller (rotary machine part) 1, and then subjected to a solution treatment under the above conditions.
- the solutionizing (quenching) effect described above becomes easier to obtain.
- the precipitation A of the embrittlement phase is suppressed, the toughness is excellent, and the raw material A for rotating machine parts that can form a thick and large-diameter impeller (rotating machine part) can be manufactured.
- the average cooling rate in the solution treatment is defined as a rate at which the precipitation of the brittle phase can be effectively prevented.
- the maximum thickness of a raw material is 300 mm. It is more preferable to limit to.
- the solution treatment is performed under conditions.
- the cooling rate in the solution treatment is improved as shown in the graph of FIG.
- the effect of suppressing phase precipitation can be obtained more stably.
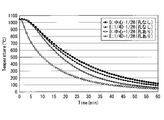
- two curves are shown for each of the case with the through hole B and the case without the through hole, but this changes the measurement position in the thickness direction of the rotating machine component material. It shows about the case.
- the impeller of this embodiment In the manufacturing method of the impeller of this embodiment (see the impeller 1 in FIG. 1 and the impeller intermediate product 1A in FIG. 2), at least solution treatment is performed on the material made of duplex stainless steel, and then machining and necessary According to the welding process.
- the solution treatment is a method in which the material is heated to a temperature in the range of 950 to 1100 ° C. and then cooled at an average cooling rate from this temperature to 700 ° C. at 20 ° C./min or more.
- the solution treatment in the method for manufacturing an impeller of the present embodiment is performed under the same conditions as in the method for manufacturing a material for rotating machine parts described above.
- the impeller 1 is formed by appropriately performing predetermined processing, for example, machining, plastic processing, welding, or the like. Further, precipitation of a brittle phase such as 475 ° C. brittleness or ⁇ brittleness on the material is suppressed, and the impeller 1 having high toughness can be manufactured.
- the average cooling rate in the solution treatment is more preferably 30 ° C./min or more.
- the conditions are the same as those in the above-described method for manufacturing the material for rotating machine parts. It is more preferable to perform the annealing treatment at a temperature in the range of 570 ° C. Further, it is more preferable that the annealing treatment time at the above temperature is in the range of 1 to 12 hours.
- the material is a disk-like material and the thickness dimension is 300 mm or less, as in the above-described method for manufacturing a rotating machine component material.
- a forging process is performed directly from the ingot of a metal material to a disk shape close to the shape of the impeller 1 without performing cooling on the way to obtain a material having a maximum dimension in the thickness direction of 300 mm, Therefore, the impeller shape can be formed without restricting the shape in the radial direction.
- the impeller (rotary machine component) 1 similarly to the above, the impeller (rotary machine component) 1 having excellent toughness with no variation in the cooling rate and temperature distribution in the solution treatment, the precipitation of the brittle phase is suppressed, and It can be manufactured.
- the solution treatment under the above conditions is performed.
- the cooling rate in a solution treatment improves like the above, the inhibitory effect of a brittle phase precipitation as mentioned above is obtained more stably.
- the material made of the duplex stainless steel is subjected to various heat treatments as well as machining processing, plastic processing, welding processing, and the like.
- the impeller intermediate product 1A as shown in FIG. 2 can be manufactured by roughing.
- an ultrasonic test (UT) and a magnetic test (MT) of the impeller intermediate product 1A obtained by the above method are performed.
- the impeller 1 as shown in FIG. 1 is formed by further subjecting the impeller intermediate product 1A to outer peripheral processing after performing gas channel electric discharge machining and finish polishing.
- the impeller 1 is again subjected to the magnetic flaw detection test (MT) as described above, and then a balance spin test is performed as a final test.
- MT magnetic flaw detection test
- a balance spin test is performed as a final test.
- conventionally known methods can be employed for the above steps and tests performed on the impeller intermediate product 1A.
- the manufacturing method of the rotating machine component material As described above, the manufacturing method of the rotating machine component material, the manufacturing method of the rotating machine component, the rotating machine component material, the rotating machine component, the rotating machine, and the centrifugal compressor according to the embodiment of the present invention are described in detail with reference to the drawings. As described above, the specific configuration of the present invention is not limited to this embodiment, and includes design changes and the like within the scope not departing from the gist of the present invention.
- the above-described centrifugal compressor impeller is described as an example, and the centrifugal compressor is described as the rotating machine. Is not limited to these.
- the present invention can be applied to an impeller, a rotor, and the like provided in various compressor pumps.
- the rotating machine part having high toughness is suppressed by preventing precipitation of a brittle phase. It becomes possible to manufacture the raw material and the rotary machine parts using the same. Furthermore, when annealing is performed by the above manufacturing method, the residual stress of the material is reduced, and a rotating machine component material having high toughness and a rotating machine component using the same can be manufactured. . Further, according to the rotary machine and the centrifugal compressor according to the embodiment of the present invention, since the rotary machine parts and the impeller obtained by the above manufacturing method are used, corrosion and stress corrosion cracking caused by the corrosion component are suppressed. The occurrence of cracks and the like during machine operation can be prevented.
- Example 1 [Sample production of materials for rotating machine parts (rotating machine parts)]
- Example 1 In Example 1, first, SUS329J1, SUS329J3L, and SUS329J4L equivalent materials (all manufactured by Daido Special Steel Co., Ltd.) are prepared as duplex stainless steel, each of which is subjected to forging treatment, and has a diameter of 300 mm. A rod-shaped bloom was produced. Then, as a solution treatment for this bloom, first, it was heated to a temperature of 1050 ° C., and then the average cooling rate from 1050 ° C. to 700 ° C. was water-cooled at 31 ° C./min, which is 30 ° C./min or more. A sample of the material for rotating machine parts was manufactured.
- Example 2 In Example 2, first, as in Example 1, SUS329J1, SUS329J3L, and SUS329J4L equivalent materials (all manufactured by Daido Steel Co., Ltd.) were prepared as duplex stainless steel, and each of these ingots was forged. Thus, a sample of a rotating machine component material made of a disk-shaped material having a thickness of 300 mm was manufactured.
- Example 3 In Example 3, first, a SUS329J4L equivalent material (manufactured by Daido Special Steel Co., Ltd.) was prepared as a duplex stainless steel, and the ingot was subjected to forging treatment to produce a round bar-shaped bloom having a diameter of 300 mm. . And like Example 1 above, as a solution treatment for this bloom, first, after heating to a temperature of 1050 ° C., the average cooling rate from 1050 ° C. to 700 ° C. is 30 ° C./min or higher at 31 ° C. Water-cooled at / min. Next, this bloom was held at a temperature of 550 ° C. for 4 hours to perform an annealing treatment for removing stress, and a sample of a rotating machine component material was manufactured.
- a SUS329J4L equivalent material manufactured by Daido Special Steel Co., Ltd.
- Example 4 In Example 4, first, a SUS329J4L equivalent material (manufactured by Daido Special Steel Co., Ltd.) is prepared as a duplex stainless steel, a forging process is performed on the ingot, and a disk-shaped material having a thickness of 300 mm is prepared. Manufactured. As in Example 1, the bloom was first heated to a temperature of 1050 ° C. as a solution treatment, and then the average cooling rate from 1050 ° C. to 700 ° C. was 30 ° C./min or more 31. Water cooling was performed at a temperature of ° C / min. Next, an impeller intermediate product as shown in FIG. 2 was formed by performing various machining and roughing by welding. Then, this impeller intermediate product was held at a temperature of 550 ° C. for 4 hours, thereby performing an annealing treatment for removing stress and manufacturing an impeller (rotary machine part).
- a SUS329J4L equivalent material manufactured by Daido Special Steel Co., Ltd.
- Comparative Examples 1 to 4 In Comparative Examples 1 to 4, first, similarly to each of the above examples, a SUS329J4L equivalent material was prepared as a duplex stainless steel, and the ingot was subjected to forging treatment to form a round bar-shaped bloom having a diameter of 300 mm. Manufactured. Then, as a solution treatment for this bloom, first, after heating to a temperature of 1050 ° C., the average cooling rates from 1050 ° C. to 700 ° C. are respectively 20 ° C./min, 25 ° C./min, and The sample of the raw material for rotary machine parts of each comparative example was manufactured by water-cooling as 10 degreeC / min and 15 degreeC / min.
- the residual stress was evaluated by analyzing the residual stress in the samples of the examples and comparative examples by X-ray diffraction using an X-ray apparatus.
- Example 1 the provision of the solution treatment of the present invention capable of reliably suppressing the precipitation of the brittle phase was applied, and the material diameter was set to 300 mm, which is the maximum material thickness that satisfies the above definition.
- the embrittlement phase was reduced, and a rotating machine component material having high toughness was obtained. It is apparent that a rotating machine component such as an impeller with excellent toughness can be manufactured by using such a rotating machine component material.
- Example 2 since it is a method for forging to a disk close to the shape of a rotating machine part such as an impeller directly without cooling from the ingot, it is excellent in toughness and restricts the outer diameter of the part. It is clear that a material free from the problem can be obtained.
- Example 3 in addition to the above-mentioned solution treatment, an annealing treatment was performed at an appropriate temperature. Therefore, when the residual stress and the structure of the material before and after the annealing were investigated, they existed at the time of the solution treatment. Residual stress due to outer surface compression and inner surface tension was reduced to almost zero. Further, it was confirmed that neither the 475 ° C. embrittlement phase nor the ⁇ embrittlement phase was precipitated after the annealing treatment, and as shown in the graph of FIG. 8, the Charpy impact value after the annealing was confirmed. Exhibited an excellent toughness of about 250 (J / cm 2 ).
- Example 4 in addition to the above solution treatment, in addition to the above solution treatment, in addition to the above solution treatment, in addition to the annealing treatment at an appropriate temperature, the residual stress and the structure of the material before and after the annealing were investigated and existed during welding. The residual stress due to the outer surface compression and inner surface tension was reduced to almost zero. Further, it was confirmed that neither the 475 ° C. embrittlement phase nor the ⁇ embrittlement phase was precipitated after the annealing treatment.
- Comparative Examples 1 to 4 are examples in which the average cooling rate in the solution treatment was changed.
- Comparative Examples 1 and 2 are invention example data satisfying the provisions of the present invention in which the average cooling rates are 20 ° C./min and 25 ° C./min, respectively, and Comparative Examples 3 and 4 are average cooling rates. It is the conventional example data whose speed was 10 degrees C / min and 15 degrees C / min, respectively.
- the area ratio of the ⁇ embrittled phase is 0.10%. It was confirmed that the structure was as low as below and excellent in toughness.
- the samples of Comparative Examples 3 and 4 in which the average cooling rate in the solution treatment is outside the specified range of the present invention results in a larger ⁇ phase area ratio than Comparative Examples 1 and 2, and are inferior in toughness. It was confirmed that.
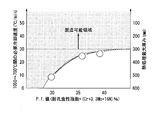
- the graph of FIG. 7 shows P.S. of SUS329J1, J3L and J4L having different components even though they are the same duplex stainless steel.
- I. It is a graph which shows the relationship between a value (pitting corrosion resistance index
- exponent, PI Cr + 3.3Mo + 16N%), the minimum value of cooling rate required for embrittlement prevention, and maximum wall thickness.
- SUS329J1 is less susceptible to embrittlement and does not embrittle if the cooling rate is 10 ° C./min or more. It turns out that it needs to be cooled.
- the material for rotating machine parts and the rotating machine parts obtained by the method for manufacturing a rotating machine part material and the rotating machine part manufacturing method according to the present invention have low residual stress and high toughness. Is clearly compatible. Further, it is clear that the rotating machine and the centrifugal compressor in which the rotating machine part is used can suppress the occurrence of corrosion and stress corrosion cracking even when a fluid containing a corrosive component is supplied.
- a rotating machine component material that suppresses precipitation of a brittle phase and has high toughness, and a rotating machine using the same Parts can be manufactured. Furthermore, when annealing is performed by the manufacturing method having the above-described structure, it is possible to manufacture a rotating machine component material having high toughness and a rotating machine component using the same, with the residual stress of the material being reduced. It becomes.
- the rotary machine and the centrifugal compressor according to the aspect of the present invention since the rotary machine part and the impeller obtained by the above manufacturing method are used, corrosion and stress corrosion cracking caused by the corrosion component are suppressed, and the machine Occurrence of cracks and the like during operation can be prevented.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Heat Treatment Of Articles (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Abstract
この回転機械部品用素材の製造方法は、二相ステンレス鋼からなる素材に、少なくとも溶体化処理を施して回転機械部品用素材(A)を製造する方法であり、前記溶体化処理は、素材を950~1100℃の範囲の温度に加熱した後、この温度から700℃迄の平均冷却速度を20℃/min以上として冷却する。
Description
本発明は、回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品並びに遠心圧縮機に関する。
本願は、2010年5月13日に、日本に出願された特願2010-111204号に基づき優先権を主張し、その内容をここに援用する。
本願は、2010年5月13日に、日本に出願された特願2010-111204号に基づき優先権を主張し、その内容をここに援用する。
従来から、例えば、遠心圧縮機等の回転機械は、ガスタービンにおけるタービンへのガスの供給や、油田からの原油採掘の際に地中にガスを注入する処理等に使用される。このような回転機械に用いられる部品には大きな負荷が作用するため、例えば、インペラ等の回転機械部品の材質には高強度の金属材料が用いられる。
一方、油井環境などで使用される遠心圧縮機においては、供給流体であるプロセスガス中に、金属材料の腐食を促進させる成分、例えば、硫化水素(H2S)、二酸化炭素(CO2)あるいは塩素(Cl)等が多く含まれており、これらのガスが溶解した腐食水溶液にインペラが接触する。このため、遠心圧縮機の駆動時に大きな負荷が掛かるインペラでは、上述のような腐食成分によって腐食が生じ、ひいては応力腐食割れが発生して破断に至る可能性がある。
上述のような油井環境に耐え得る材料としては、例えば、オーステナイト系ステンレス鋼やNi基合金等が挙げられ、これらの金属材料が油井管等に用いられている。しかしながら、これらの材料は強度が低いため、遠心圧縮機のインペラ等、回転機械に用いられる部品には適用できないという問題がある。
このため、従来、遠心圧縮機のインペラ用の材料としては、例えば、17-4PH等の析出硬化マルテンサイト系ステンレス鋼や、SUSF6NM等のマルテンサイト系ステンレス鋼等が適用されている。しかしながら、これらの材料も、耐食性は決して高くなく、上記同様、腐食成分によって腐食や応力腐食割れが発生する可能性がある。
このため、従来、遠心圧縮機のインペラ用の材料としては、例えば、17-4PH等の析出硬化マルテンサイト系ステンレス鋼や、SUSF6NM等のマルテンサイト系ステンレス鋼等が適用されている。しかしながら、これらの材料も、耐食性は決して高くなく、上記同様、腐食成分によって腐食や応力腐食割れが発生する可能性がある。
また、インペラに用いる金属材料として、耐食性を有するSUS329J4Lに類似する材料等を採用することが提案されている(例えば、非特許文献1を参照)。しかしながら、非特許文献1に記載されたような材料を用いたとしても、流体中に含まれる腐食成分の割合が高くなった場合には、上記同様、腐食や応力腐食割れが発生する可能性がある。
また、インペラの材料として、耐食性と強度を兼備するInconel718等の析出硬化Ni基合金を採用することも考えられる。しかしながら、上述のような析出硬化Ni基合金は高価であり、製造コストが上昇するという問題がある。
また、インペラの材料として、耐食性と強度を兼備するInconel718等の析出硬化Ni基合金を採用することも考えられる。しかしながら、上述のような析出硬化Ni基合金は高価であり、製造コストが上昇するという問題がある。
ここで、二相ステンレス鋼は、実用上、充分な耐食性及び強度を有し、比較的安価な金属材料として知られている(例えば、特許文献1~3を参照)。このため、近年、遠心圧縮機のインペラ等の回転機械部品用の材料として、二相ステンレス鋼が好適に用いられるようになっている。
しかしながら、上述のような二相ステンレス鋼をインペラ等の回転機械部品に用いた場合、以下に説明するような問題がある。
しかしながら、上述のような二相ステンレス鋼をインペラ等の回転機械部品に用いた場合、以下に説明するような問題がある。
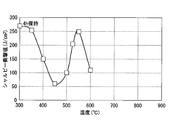
まず、二相ステンレス鋼では、部品製造時の溶接処理や各種熱処理工程等において、450~1000℃程度の温度で等温保持あるいは徐冷した場合に、475℃ぜい性やσぜい性が生じる。このため、素材の靱性が低下し、当該部品の製造工程や、遠心圧縮機等の回転機械の運転時、割れが発生し易くなるという問題がある。
また、二相ステンレス鋼からなる素材に溶体化処理を施し、次いで、部品製造時の溶接処理や機械加工処理を行った後に行なう焼鈍処理においては、残留応力を効果的に除去するため、一般に、可能な限り高温で加熱することが好適であることが知られている。
しかしながら、二相ステンレス鋼素材を高温で保持した場合、475℃ぜい性やσぜい性が生じるため、上記同様、当該部品の製造工程や回転機械の運転時に割れが発生し易くなるという問題がある(図9のグラフも参照)。このため、従来、溶接処理や機械加工処理後に行なう焼鈍処理においては、通常の熱処理時間では残留応力の除去に不充分な300~400℃の温度で熱処理が行なわれている。
しかしながら、二相ステンレス鋼素材を高温で保持した場合、475℃ぜい性やσぜい性が生じるため、上記同様、当該部品の製造工程や回転機械の運転時に割れが発生し易くなるという問題がある(図9のグラフも参照)。このため、従来、溶接処理や機械加工処理後に行なう焼鈍処理においては、通常の熱処理時間では残留応力の除去に不充分な300~400℃の温度で熱処理が行なわれている。
Francois Millet 他、SUPERDUPLEX STAINLESS STEEL USE IN MANUFACTURING HIGHLY SOUR GAS CENTRIFUGAL COMPRESSORS、「THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS」、アメリカ合衆国、1996年、96-GT-272
ここで、本発明者等が鋭意研究したところ、図9のグラフに示すように、300~400℃の温度で二相ステンレス鋼の焼鈍処理を行なった場合には、高い靱性(グラフ中の実線を参照)が得られる一方で、残留応力(グラフ中の破線を参照)が除去され難くなることが明らかとなった。このため、上記条件で焼鈍処理が施されたインペラ等の回転機械部品は、内部に高い残留応力が保持された状態となり、回転機械の運転時に亀裂や疲労破壊等が生じる可能性があった。
これに対し、400℃以上の温度で二相ステンレス鋼の焼鈍処理を行なった場合には、残留応力が充分に低減される一方で靱性が低下する。このため、上記条件で焼鈍処理が施されたインペラ等の回転機械部品は、上記同様、当該部品の製造工程や回転機械の運転時に割れが発生し易くなるという問題があった。
これに対し、400℃以上の温度で二相ステンレス鋼の焼鈍処理を行なった場合には、残留応力が充分に低減される一方で靱性が低下する。このため、上記条件で焼鈍処理が施されたインペラ等の回転機械部品は、上記同様、当該部品の製造工程や回転機械の運転時に割れが発生し易くなるという問題があった。
また、従来、回転機械部品を製造する際は、素材供給元において金属材料素材を鋳造及び鍛造処理することで、一旦、丸棒状のブルームを製造する。その後、部品加工元において、ブルームに対して自由鍛造及び型鍛造等を施すことにより、インペラ形状等の回転機械部品に形成している。ここで、ブルームの径が大き過ぎる場合、溶体化処理において厚肉素材の中心付近における冷却速度が遅くなるため、二相ステンレス鋼ではぜい化相が析出する可能性がある。このため、一般に、ブルームの最大径は300mm程度とし、素材表面から中心部までの寸法を一定以下とすることで冷却速度を確保し、溶体化処理におけるぜい化相の析出を防止していた。しかしながら、上述のように、ブルームの径を300mm以下とした場合には、部品加工元において、鍛造処理によって形成されるインペラの形状が制約を受けるという問題があった。
本発明は上記課題に鑑みてなされたものであり、低い残留応力と高い靱性とが両立でき、腐食成分が含まれた流体が供給された場合であっても、腐食や応力腐食割れが生じるのが抑制された回転機械部品を製造することが可能な回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品並びに遠心圧縮機を提供することを目的とする。
上記課題を解決するため、本発明では以下の構成を採用した。
即ち、本発明の第1の態様に係る回転機械部品用素材の製造方法は、二相ステンレス鋼からなる素材に、少なくとも溶体化処理を施して回転機械部品用素材を製造する方法であって、前記溶体化処理は、前記素材を950~1100℃の範囲の温度に加熱した後、この温度から700℃迄の平均冷却速度を20℃/min以上として冷却することを特徴とする。
また、前記回転機械部品用素材の製造方法においては、前記平均冷却速度を30℃/min以上とすることがより好ましい。
即ち、本発明の第1の態様に係る回転機械部品用素材の製造方法は、二相ステンレス鋼からなる素材に、少なくとも溶体化処理を施して回転機械部品用素材を製造する方法であって、前記溶体化処理は、前記素材を950~1100℃の範囲の温度に加熱した後、この温度から700℃迄の平均冷却速度を20℃/min以上として冷却することを特徴とする。
また、前記回転機械部品用素材の製造方法においては、前記平均冷却速度を30℃/min以上とすることがより好ましい。
係る構成の回転機械部品用素材の製造方法によれば、溶体化処理を上記条件として行なうことにより、ぜい化相の析出を抑制し、高い靱性を備える回転機械部品用素材を製造することができる。
また、本発明の第2の態様に係る回転機械部品用素材の製造方法は、前記素材に対して前記溶体化処理、機械加工及び熱処理を施した後、さらに、530~570℃の範囲の温度で焼鈍処理を施すことを特徴とする。
また、本発明の第3の態様に係る回転機械部品用素材の製造方法は、前記焼鈍処理の時間を1~12h、より好ましくは4~8hの範囲とすることを特徴とする。
係る構成の回転機械部品用素材の製造方法によれば、上記条件の焼鈍処理を行なうことにより、素材の残留応力が低減され、且つ、高い靱性を有する回転機械部品用素材を製造することができる。
また、本発明の第3の態様に係る回転機械部品用素材の製造方法は、前記焼鈍処理の時間を1~12h、より好ましくは4~8hの範囲とすることを特徴とする。
係る構成の回転機械部品用素材の製造方法によれば、上記条件の焼鈍処理を行なうことにより、素材の残留応力が低減され、且つ、高い靱性を有する回転機械部品用素材を製造することができる。
また、本発明の第4の態様に係る回転機械部品用素材の製造方法は、前記素材が円板状素材であり、厚さ寸法が300mm以下であることを特徴とする。
また、本発明の第5の態様に係る回転機械部品用素材の製造方法は、前記円板状の素材に厚さ方向で貫通孔を形成した後、前記溶体化処理を施すことを特徴とする。
係る構成の回転機械部品用素材の製造方法によれば、二相ステンレス鋼材料である鋳塊から、回転機械部品に近似した寸法形状まで直接鍛造して素材形成することで、ぜい化相の析出が抑制されて靱性に優れ、厚肉且つ大径の回転機械部品を構成することが可能な回転機械部品用素材を製造することができる。
また、本発明の第5の態様に係る回転機械部品用素材の製造方法は、前記円板状の素材に厚さ方向で貫通孔を形成した後、前記溶体化処理を施すことを特徴とする。
係る構成の回転機械部品用素材の製造方法によれば、二相ステンレス鋼材料である鋳塊から、回転機械部品に近似した寸法形状まで直接鍛造して素材形成することで、ぜい化相の析出が抑制されて靱性に優れ、厚肉且つ大径の回転機械部品を構成することが可能な回転機械部品用素材を製造することができる。
また、本発明の第6の態様に係る回転機械部品用素材は、上記製造方法によって製造されることを特徴とする。
また、本発明の第7の態様に係る回転機械部品は、上記回転機械部品素材に所定の加工処理を施すことによって得られることを特徴とする。
係る構成の回転機械部品用素材並びに回転機械部品によれば、上記製造方法によって得られる回転機械部品用素材であり、また、この回転機械部品用素材を使用して得られる回転機械部品なので、低い残留応力と高い靱性との両立が可能となる。
また、本発明の第7の態様に係る回転機械部品は、上記回転機械部品素材に所定の加工処理を施すことによって得られることを特徴とする。
係る構成の回転機械部品用素材並びに回転機械部品によれば、上記製造方法によって得られる回転機械部品用素材であり、また、この回転機械部品用素材を使用して得られる回転機械部品なので、低い残留応力と高い靱性との両立が可能となる。
また、本発明の第8の態様に係る回転機械部品の製造方法は、二相ステンレス鋼からなる素材に、少なくとも所定の温度で溶体化処理を施した後、所定の加工処理を施して回転機械部品を製造する方法であって、前記溶体化処理は、前記素材を950~1100℃の範囲の温度に加熱した後、この温度から700℃迄の平均冷却速度を20℃/min以上として冷却することを特徴とする。
また、前記回転機械部品の製造方法においては、前記平均冷却速度を30℃/min以上とすることがより好ましい。
また、前記回転機械部品の製造方法においては、前記平均冷却速度を30℃/min以上とすることがより好ましい。
係る構成の回転機械部品の製造方法によれば、上記同様、溶体化処理を上記条件として行なうことにより、ぜい化相の析出を抑制し、高い靱性を備える回転機械部品を製造することができる。
また、本発明の第9の態様に係る回転機械部品の製造方法は、前記素材に対して機械加工並びに必要に応じて溶接処理を施した後、さらに、530~570℃の範囲の温度で焼鈍処理を施すことを特徴とする。
また、本発明の第10の態様に係る回転機械部品の製造方法は、前記焼鈍処理の時間を1~12hの範囲とすることを特徴とする。
係る構成の回転機械部品の製造方法によれば、上記条件の焼鈍処理を行なうことにより、上記同様に、素材の残留応力が低減され、且つ、高い靱性を有する回転機械部品を製造することができる。
また、本発明の第10の態様に係る回転機械部品の製造方法は、前記焼鈍処理の時間を1~12hの範囲とすることを特徴とする。
係る構成の回転機械部品の製造方法によれば、上記条件の焼鈍処理を行なうことにより、上記同様に、素材の残留応力が低減され、且つ、高い靱性を有する回転機械部品を製造することができる。
また、本発明の第11の態様に係る回転機械部品の製造方法は、前記素材が円板状素材であり、厚さ寸法が300mm以下であることを特徴とする。
また、本発明の第12の態様に係る回転機械部品の製造方法は、前記円板状の素材に厚さ方向で貫通孔を形成した後、前記溶体化処理を施すことを特徴とする。
係る構成の回転機械部品の製造方法によれば、上記同様、二相ステンレス鋼材料である鋳塊から、回転機械部品に近似した寸法形状まで直接鍛造して素材を形成した後、各種加工処理を施すことで、ぜい化相の析出が抑制されて靱性に優れ、厚肉且つ大径の回転機械部品を構成することが可能となる。
また、本発明の第12の態様に係る回転機械部品の製造方法は、前記円板状の素材に厚さ方向で貫通孔を形成した後、前記溶体化処理を施すことを特徴とする。
係る構成の回転機械部品の製造方法によれば、上記同様、二相ステンレス鋼材料である鋳塊から、回転機械部品に近似した寸法形状まで直接鍛造して素材を形成した後、各種加工処理を施すことで、ぜい化相の析出が抑制されて靱性に優れ、厚肉且つ大径の回転機械部品を構成することが可能となる。
また、本発明の第13の態様に係る回転機械部品は、上記製造方法によって製造されることを特徴とする。
係る構成の回転機械部品によれば、上記製造方法によって得られるので、低い残留応力と高い靱性との両立が可能となる。
係る構成の回転機械部品によれば、上記製造方法によって得られるので、低い残留応力と高い靱性との両立が可能となる。
また、本発明の第14の態様に係る回転機械は、上記回転機械部品が備えられていることを特徴とする。
また、本発明の第15の態様に係る遠心圧縮機は、上記回転機械部品がインペラであり、該インペラが備えられていることを特徴とする。
係る構成の回転機械並びに遠心圧縮機によれば、上記製造方法によって得られる回転機械部品(インペラ)が備えられているので、腐食成分によって生じる腐食や応力腐食割れが抑制され、運転時における割れ等の発生を防止することが可能となる。
また、本発明の第15の態様に係る遠心圧縮機は、上記回転機械部品がインペラであり、該インペラが備えられていることを特徴とする。
係る構成の回転機械並びに遠心圧縮機によれば、上記製造方法によって得られる回転機械部品(インペラ)が備えられているので、腐食成分によって生じる腐食や応力腐食割れが抑制され、運転時における割れ等の発生を防止することが可能となる。
本発明の態様に係る回転機械部品用素材の製造方法及び回転機械部品の製造方法によれば、上記構成により、ぜい化相の析出を抑制し、高い靱性を備える回転機械部品用素材及びそれを用いる回転機械部品を製造することが可能となる。またさらに、上記構成の製造方法によって焼鈍処理を施した場合には、素材の残留応力が低減され、且つ、高い靱性を有する回転機械部品用素材及びそれを用いる回転機械部品を製造することが可能となる。
また、本発明の態様に係る回転機械並びに遠心圧縮機によれば、上記製造方法によって得られる回転機械部品、インペラが用いられているので、腐食成分によって生じる腐食や応力腐食割れが抑制され、機械運転時における割れ等の発生を防止することができる。
また、本発明の態様に係る回転機械並びに遠心圧縮機によれば、上記製造方法によって得られる回転機械部品、インペラが用いられているので、腐食成分によって生じる腐食や応力腐食割れが抑制され、機械運転時における割れ等の発生を防止することができる。
以下、本発明の実施の形態に係る回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品並びに遠心圧縮機について、遠心圧縮機に用いられるインペラの製造方法を例にして、図1~図8を適宜参照しながら説明する。
なお、以下の説明において参照する各図面は、主として、遠心圧縮機に用いられるインペラ(回転機械部品)を説明するための図面であり、図示される各部の大きさや厚さや寸法等は、実際の寸法関係とは異なっていることがある。
なお、以下の説明において参照する各図面は、主として、遠心圧縮機に用いられるインペラ(回転機械部品)を説明するための図面であり、図示される各部の大きさや厚さや寸法等は、実際の寸法関係とは異なっていることがある。
[遠心圧縮機(回転機械)]
図1は、本実施形態の製造方法によって得られるインペラ(回転機械部品)1が用いられてなる遠心圧縮機の一例を示す断面図である。この遠心圧縮機10は、流体であるプロセスガスGを圧縮する。遠心圧縮機10は、外郭をなすケーシング11と、該ケーシング11に回転可能に支持されて図示略の駆動部によって回転するロータ12と、ケーシング11内部でロータ12に同軸に取り付けられた複数のインペラ1とを備える。ここで、ロータ12を回転させる駆動部としては、電動モータや、タービンなど、用途により様々なものが選択可能である。
図1は、本実施形態の製造方法によって得られるインペラ(回転機械部品)1が用いられてなる遠心圧縮機の一例を示す断面図である。この遠心圧縮機10は、流体であるプロセスガスGを圧縮する。遠心圧縮機10は、外郭をなすケーシング11と、該ケーシング11に回転可能に支持されて図示略の駆動部によって回転するロータ12と、ケーシング11内部でロータ12に同軸に取り付けられた複数のインペラ1とを備える。ここで、ロータ12を回転させる駆動部としては、電動モータや、タービンなど、用途により様々なものが選択可能である。
図1に示す例の遠心圧縮機10は、ケーシング11の両側に、それぞれジャーナル軸受11a及びスラスト軸受11bが設けられている。ロータ12の回転軸12aは、これらジャーナル軸受11a及びスラスト軸受11bに回転可能に支持されている。また、ケーシング11は、ロータ12及びインペラ1の周囲に各インペラ1との間に連続した複数の作動室11cを形成するとともに、その両側には、作動室11cと連通するようにして、プロセスガスGが流入する吸込口11dと、流出する吐出口11eとが設けられている。
上記構成とされた遠心圧縮機10においては、回転運動によってプロセスガスGを圧縮するインペラ1が、吸込口11dから流入したプロセスガスG並びに該プロセスガスGが溶解した水溶液等に接触する構成とされている。
上記構成とされた遠心圧縮機10においては、回転運動によってプロセスガスGを圧縮するインペラ1が、吸込口11dから流入したプロセスガスG並びに該プロセスガスGが溶解した水溶液等に接触する構成とされている。
『インペラ(回転機械部品)』
インペラ1は、図1に示す例においては、略円板状の本体部1aに複数の羽根1bが放射状に立設され、該羽根1bの先端にシュラウド1cが取り付けられて構成されている。
そして、本体部1aと、シュラウド1cと、隣り合う羽根1b同士とにより形成される流路1dによって、圧縮対象の流体であるプロセスガスGを、径方向内側で軸方向に流入させ、径方向外側に向かって排出することが可能となっている。
インペラ1は、図1に示す例においては、略円板状の本体部1aに複数の羽根1bが放射状に立設され、該羽根1bの先端にシュラウド1cが取り付けられて構成されている。
そして、本体部1aと、シュラウド1cと、隣り合う羽根1b同士とにより形成される流路1dによって、圧縮対象の流体であるプロセスガスGを、径方向内側で軸方向に流入させ、径方向外側に向かって排出することが可能となっている。
インペラ1を形成するインペラ材料としては、プロセスガスGを圧縮する際に大きな負荷が作用するため、一般に、ステンレス鋼等の高強度の金属材料が選択される。また、後述するように、プロセスガスGに腐食成分が含まれているような油井環境下において使用する場合には、二相ステンレス鋼等の強度及び耐食性の両方を有する金属材料を採用することが好ましい。なお、本実施形態において用いられる二相ステンレス鋼としては、例えば、SUS329J1、SUS329J3L、並びに、SUS329J4L相当材等が挙げられる。
本実施形態のインペラ1は、後述の製造方法によって得られる回転機械部品用素材に対し、少なくとも機械加工並びに必要に応じて溶接処理を施すか、あるいは、後述の回転機械部品の製造方法によって得られる。
本実施形態のインペラ1は、後述の製造方法によって得られる回転機械部品用素材に対し、少なくとも機械加工並びに必要に応じて溶接処理を施すか、あるいは、後述の回転機械部品の製造方法によって得られる。
[回転機械部品用素材の製造方法]
以下に、本実施形態の回転機械部品用素材の製造方法について、上述のインペラ1を形成するための素材を例に説明する。
本実施形態の回転機械部品用素材(図4の符号Aを参照)の製造方法は、二相ステンレス鋼からなる素材に、少なくとも溶体化処理を施す方法である。該溶体化処理は、前記素材を950~1100℃の範囲の温度に加熱した後、この温度から700℃迄の平均冷却速度を20℃/min以上として冷却する方法である。
以下に、本実施形態の回転機械部品用素材の製造方法について、上述のインペラ1を形成するための素材を例に説明する。
本実施形態の回転機械部品用素材(図4の符号Aを参照)の製造方法は、二相ステンレス鋼からなる素材に、少なくとも溶体化処理を施す方法である。該溶体化処理は、前記素材を950~1100℃の範囲の温度に加熱した後、この温度から700℃迄の平均冷却速度を20℃/min以上として冷却する方法である。
本実施形態の製造方法で用いる二相ステンレス鋼からなる素材としては、特に限定されないが、上述したような、SUS329J1、SUS329J3L並びにSUS329J4L相当材等からなる素材を用いることが、強度及び耐食性の点から好ましい。
本実施形態の製造方法は、まず、上記金属材料からなる鋳塊から、例えば、ブルームと呼ばれる棒状の素材、あるいは、後述するような、厚さが規定範囲とされた円筒状の素材を形成する。そして、この素材に対し、以下に説明するような各種熱処理を施すことにより、その機械的特性を改善する。
ここで、本実施形態において説明する溶体化処理とは、合金固有の温度に高温加熱した後、急冷する処理を行なうことにより、低温において通常は析出する合金元素を基本金属元素に固溶させたままの状態とすることで、合金の機械的特性を高める処理である。この溶体化処理は、固溶化処理あるいは焼入れ処理とも呼ばれる。このような溶体化処理を行なうことにより、金属材料の靱性を向上させることが可能となる。
なお、ステンレス鋼の場合、溶体化処理における高温加熱温度は、一般に950~1100℃の範囲とされ、概ね1050℃の温度がより好適とされる。本実施形態の製造方法においては、素材を上記温度で加熱して溶体化処理を行なうことにより、素材に475℃ぜい性やσぜい性等のぜい化相が析出するのが抑制され、高い靱性を備える回転機械部品用素材を製造することができる。溶体化処理における加熱温度が上記温度範囲を外れると、上述したような焼入れ効果が得られ難くなる可能性がある。
なお、ステンレス鋼の場合、溶体化処理における高温加熱温度は、一般に950~1100℃の範囲とされ、概ね1050℃の温度がより好適とされる。本実施形態の製造方法においては、素材を上記温度で加熱して溶体化処理を行なうことにより、素材に475℃ぜい性やσぜい性等のぜい化相が析出するのが抑制され、高い靱性を備える回転機械部品用素材を製造することができる。溶体化処理における加熱温度が上記温度範囲を外れると、上述したような焼入れ効果が得られ難くなる可能性がある。
また、本実施形態の溶体化処理においては、上記温度に高温加熱した素材を、この温度から700℃まで冷却する際、平均冷却速度を20℃/min以上とすることが好ましく、30℃/min以上とすることがより好ましい。溶体化処理における平均冷却速度を上記速度とすることにより、平均冷却速度が遅い場合に比べてσぜい化相の析出を効果的に抑制することができ、素材の靱性を向上させることが可能となる(図6及び図7に示すグラフも参照)。この際の冷却方法としては、水冷による方法を何ら制限無く採用することができる。
溶体化処理における平均冷却速度が20℃/min未満だと、素材中に析出するσぜい化相が増加し、素材の靱性が低下してしまう。
溶体化処理における平均冷却速度が20℃/min未満だと、素材中に析出するσぜい化相が増加し、素材の靱性が低下してしまう。
また、本実施形態の回転機械部品用素材の製造方法においては、素材に対して上記条件の溶体化処理を施した後、さらに、530~570℃の範囲の温度で焼鈍処理を施すことがより好ましい。素材に対し、上記温度条件による焼鈍処理を施すことにより、素材の残留応力が低減され、且つ、高い靱性を有する回転機械部品用素材を製造することが可能となる。
本発明者等は、回転機械部品用素材の製造工程における焼鈍処理について、鋭意検討を行なった。この結果、図3のグラフに示すように、焼鈍処理における温度を530~570℃の範囲とすることにより、高い素材靱性が確保できるとともに、残留応力が充分に低減されることを見出した。
焼鈍処理の温度が530℃未満だと、図3に示すように、素材の靱性は高くなるものの、残留応力が低減されず、強度特性の低い素材となる可能性がある。また、焼鈍処理の温度が570℃を超えると、素材中の残留応力は低減されるものの、靱性も低下するため、製造工程や運転時において割れ等が生じ易くなる可能性がある。
また、焼鈍処理における温度は、概ね550℃程度とすることが、上記効果がより安定的に得られる点から好適である。
焼鈍処理の温度が530℃未満だと、図3に示すように、素材の靱性は高くなるものの、残留応力が低減されず、強度特性の低い素材となる可能性がある。また、焼鈍処理の温度が570℃を超えると、素材中の残留応力は低減されるものの、靱性も低下するため、製造工程や運転時において割れ等が生じ易くなる可能性がある。
また、焼鈍処理における温度は、概ね550℃程度とすることが、上記効果がより安定的に得られる点から好適である。
また、上記温度条件で焼鈍処理を行なう時間としては、1~12hの範囲とすることが好ましく、4~8hの範囲とすることがより好ましい。温度を上記範囲とし、さらに、処理時間を上記範囲として焼鈍処理を行なうことにより、上述のような、素材中における残留応力の低減と、靱性向上の両方の効果が安定的に得られる。また、上記温度条件で焼鈍処理を行なう時間としては、概ね4h程度とすることがより好ましい。
また、本実施形態では、上記金属材料からなる素材が円板状素材であり、厚さ寸法が300mm以下であることがより好ましい(図4中の回転機械部品用素材Aを参照)。
本実施形態で説明する遠心圧縮機用のインペラ等のような、回転機械に用いられる回転機械部品は、通常、回転軸方向における厚さが概ね300mm以下とされている。本実施形態では、まず、二相ステンレス鋼材料である鋳塊から、インペラ(回転機械部品)1に近似した寸法形状まで直接鍛造して素材形成した後、上記条件の溶体化処理を施すことにより、上述した溶体化(焼入れ)効果がより得られやすくなる。これにより、ぜい化相の析出が抑制されて靱性に優れ、厚肉且つ大径のインペラ(回転機械部品)を構成することが可能な回転機械部品用素材Aを製造することができる。
本実施形態で説明する遠心圧縮機用のインペラ等のような、回転機械に用いられる回転機械部品は、通常、回転軸方向における厚さが概ね300mm以下とされている。本実施形態では、まず、二相ステンレス鋼材料である鋳塊から、インペラ(回転機械部品)1に近似した寸法形状まで直接鍛造して素材形成した後、上記条件の溶体化処理を施すことにより、上述した溶体化(焼入れ)効果がより得られやすくなる。これにより、ぜい化相の析出が抑制されて靱性に優れ、厚肉且つ大径のインペラ(回転機械部品)を構成することが可能な回転機械部品用素材Aを製造することができる。
従来、回転機械部品を製造する際は、鍛造や機械加工等で成形した薄肉の部材を、各々溶接で接合することで製造していた。このような場合には、薄板や小径棒状のブルームを素材として用いるため、素材の鍛造や熱処理段階において、ぜい化相が析出する可能性は低かった。一方、大径のインペラや、流路穴が加工される一体型のインペラにおいては厚肉の素材が必要となるが、このような場合、溶体化処理において厚肉素材の中心付近における冷却速度が遅くなるため、ぜい化相が析出してしまう。このため、回転機械部品の靱性が低下し、製造時や完成後の運転時に割れ等が発生する可能性があった。
本実施形態の製造方法では、まず、溶体化処理における平均冷却速度を、ぜい化相の析出を効果的に防止できる速度に規定している。そして、本実施形態では、上記平均冷却速度を規定したうえで、水冷等による焼入れ(溶体化処理における冷却)において上記平均冷却速度を満たすことが可能な肉厚として、素材の最大肉厚を300mmに制限することがより好ましい。このような素材を用いることにより、ぜい化相が析出せず、且つ、高い靱性を有するインペラ(回転機械部品)を製造することが可能となる。
本実施形態の製造方法では、まず、溶体化処理における平均冷却速度を、ぜい化相の析出を効果的に防止できる速度に規定している。そして、本実施形態では、上記平均冷却速度を規定したうえで、水冷等による焼入れ(溶体化処理における冷却)において上記平均冷却速度を満たすことが可能な肉厚として、素材の最大肉厚を300mmに制限することがより好ましい。このような素材を用いることにより、ぜい化相が析出せず、且つ、高い靱性を有するインペラ(回転機械部品)を製造することが可能となる。
またさらに、本実施形態では、図4に示す例のように、上記寸法並びに形状とされた円板状の素材Aに対し、厚さ方向で貫通孔(ボス孔)Bを形成した後、上記条件の溶体化処理を施すことがさらに好ましい。このように、予め、円板状の素材Aに貫通孔Bを形成することにより、図5のグラフに示すように、溶体化処理における冷却速度が向上するので、上述のような、ぜい化相析出の抑制効果がより安定的に得られる。なお、図5のグラフにおいては、貫通孔B有りの場合と貫通孔無しの場合の各々において2つの曲線を示しているが、これは、回転機械部品用素材の厚さ方向で測定位置を変えた場合について示すものである。
[インペラ(回転機械部品)の製造方法]
以下に、本実施形態のインペラ(回転機械部品)の製造方法について、上記同様に、遠心圧縮機10に用いられるインペラ1を形成する場合を例に説明する。なお、以下の説明において、例えば各種熱処理条件等、上述した本実施形態の回転機械部品用素材の製造方法と共通する構成については、その詳しい説明を省略する。
以下に、本実施形態のインペラ(回転機械部品)の製造方法について、上記同様に、遠心圧縮機10に用いられるインペラ1を形成する場合を例に説明する。なお、以下の説明において、例えば各種熱処理条件等、上述した本実施形態の回転機械部品用素材の製造方法と共通する構成については、その詳しい説明を省略する。
本実施形態のインペラ(図1中のインペラ1及び図2のインペラ中間品1Aを参照)の製造方法は、二相ステンレス鋼からなる素材に、少なくとも溶体化処理を施した後、機械加工並びに必要に応じて溶接処理を施す方法である。前記溶体化処理は、素材を950~1100℃の範囲の温度に加熱した後、この温度から700℃迄の平均冷却速度を20℃/min以上として冷却する方法である。
本実施形態のインペラの製造方法における溶体化処理は、上述した回転機械部品用素材の製造方法と同様の条件としている。本実施形態では、上記同様の条件で素材に溶体化処理を施した後、所定の加工処理、例えば、機械加工、塑性加工又は溶接処理等を適宜施してインペラ1を形成する方法とすることで、素材に475℃ぜい性やσぜい性等のぜい化相が析出するのが抑制され、高い靱性を備えるインペラ1を製造することができる。また、本実施形態においては、溶体化処理における平均冷却速度を30℃/min以上とすることがより好ましい。
また、本実施形態では、溶体化処理後の素材に対して上述のような所定の加工処理を施した後、さらに、上述した回転機械部品用素材の製造方法と同様の条件である、530~570℃の範囲の温度で焼鈍処理を施すことがより好ましい。また、上記温度による焼鈍処理の時間を1~12hの範囲とすることがさらに好ましい。
このような方法とすることにより、インペラ1をなす素材内部の残留応力が低減され、且つ、高い靱性を有するインペラ1を製造することが可能となる。
このような方法とすることにより、インペラ1をなす素材内部の残留応力が低減され、且つ、高い靱性を有するインペラ1を製造することが可能となる。
またさらに、本実施形態では、上述した回転機械部品用素材の製造方法と同様、素材を円板状素材とし、その厚さ寸法を300mm以下とすることがより好ましい。本実施形態では、金属材料の鋳塊から、途中冷却を行なわずに、直接、インペラ1の形状に近い円板状まで鍛造処理して厚さ方向の寸法が最大300mmの素材とした後、溶体化処理や各種加工処理を施して回転機械部品を製造する方法なので、径方向の形状が制約されること無くインペラ形状を形成することが可能となる。また、本実施形態によれば、上記同様、溶体化処理における冷却速度や温度分布にばらつきが無く、ぜい化相の析出が抑制されて優れた靱性を備えたインペラ(回転機械部品)1を製造することが可能となる。
またさらに、本実施形態では、上記同様、図4に示す例のように、円板状の素材Aに厚さ方向で貫通孔Bを形成した後、上記条件の溶体化処理を施すことがより好ましい。このような方法とすることにより、上記同様、溶体化処理における冷却速度が向上するので、上述のような、ぜい化相析出の抑制効果がより安定的に得られる。
本実施形態のインペラ1の製造方法においては、上述のような工程により、二相ステンレス鋼からなる素材に対し、各種熱処理の他、機械加工、塑性加工又は溶接処理等の加工処理を施すことで粗加工し、図2に示すようなインペラ中間品1Aを製造することができる。
そして、本発明の実施の形態に係る製造方法においては、上記方法で得られるインペラ中間品1Aの超音波探傷試験(UT:ultrasonic test)、並びに、磁気探傷試験(MT:magnetic test)を行なう。そして、インペラ中間品1Aに対し、さらに、ガス流路放電加工及び仕上げ研磨を行った後に外周加工を施すことで、図1中に示すようなインペラ1を形成する。そして、このインペラ1に対して、再度、上述のような磁気探傷試験(MT)を行なった後、最終試験としてバランススピンテストを行なう。本発明の実施の形態に係る製造方法においては、インペラ中間品1Aに対して行なう上記各工程及び試験については、従来公知の方法を採用することが可能である。
そして、本発明の実施の形態に係る製造方法においては、上記方法で得られるインペラ中間品1Aの超音波探傷試験(UT:ultrasonic test)、並びに、磁気探傷試験(MT:magnetic test)を行なう。そして、インペラ中間品1Aに対し、さらに、ガス流路放電加工及び仕上げ研磨を行った後に外周加工を施すことで、図1中に示すようなインペラ1を形成する。そして、このインペラ1に対して、再度、上述のような磁気探傷試験(MT)を行なった後、最終試験としてバランススピンテストを行なう。本発明の実施の形態に係る製造方法においては、インペラ中間品1Aに対して行なう上記各工程及び試験については、従来公知の方法を採用することが可能である。
以上、本発明の実施の形態に係る回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品、回転機械並びに遠心圧縮機について、図面を参照して詳述したが、本発明における具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲の設計変更等も含まれる。
また、本実施形態では、回転機械部品用素材及び回転機械部品として、上述のような遠心圧縮機用のインペラを例に説明するとともに、回転機械として遠心圧縮機を説明しているが、本発明はこれらには限定されない。例えば、各種コンプレッサポンプに備えられるインペラやロータ等においても、本発明を適用することが可能である。
以上説明したように、本発明の実施の形態に係る回転機械部品用素材の製造方法及び回転機械部品の製造方法によれば、ぜい化相の析出を抑制し、高い靱性を備える回転機械部品用素材及びそれを用いる回転機械部品を製造することが可能となる。またさらに、上記製造方法によって焼鈍処理を施した場合には、素材の残留応力が低減され、且つ、高い靱性を有する回転機械部品用素材及びそれを用いる回転機械部品を製造することが可能となる。
また、本発明の実施の形態に係る回転機械並びに遠心圧縮機によれば、上記製造方法によって得られる回転機械部品、インペラが用いられたものなので、腐食成分によって生じる腐食や応力腐食割れが抑制され、機械運転時における割れ等の発生を防止することができる。
また、本発明の実施の形態に係る回転機械並びに遠心圧縮機によれば、上記製造方法によって得られる回転機械部品、インペラが用いられたものなので、腐食成分によって生じる腐食や応力腐食割れが抑制され、機械運転時における割れ等の発生を防止することができる。
以下、実施例を示して、本発明の回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品を更に詳しく説明するが、本発明はこの実施例に限定されるものでは無い。
[回転機械部品用素材(回転機械部品)のサンプル製造]
(実施例1)
実施例1では、まず、二相ステンレス鋼としてSUS329J1、SUS329J3L、SUS329J4L相当材(何れも大同特殊鋼株式会社製)を準備し、この鋳塊に対して各々鍛造処理を施し、直径が300mmの丸棒状のブルームを製造した。そして、このブルームに対し、溶体化処理として、まず、1050℃の温度に加熱した後、1050℃から700℃迄の平均冷却速度を、30℃/min以上となる31℃/minで水冷して、回転機械部品用素材のサンプルを製造した。
(実施例1)
実施例1では、まず、二相ステンレス鋼としてSUS329J1、SUS329J3L、SUS329J4L相当材(何れも大同特殊鋼株式会社製)を準備し、この鋳塊に対して各々鍛造処理を施し、直径が300mmの丸棒状のブルームを製造した。そして、このブルームに対し、溶体化処理として、まず、1050℃の温度に加熱した後、1050℃から700℃迄の平均冷却速度を、30℃/min以上となる31℃/minで水冷して、回転機械部品用素材のサンプルを製造した。
(実施例2)
実施例2では、まず、上記実施例1と同様に、二相ステンレス鋼としてSUS329J1、SUS329J3L、SUS329J4L相当材(何れも大同特殊鋼株式会社製)を準備し、この鋳塊に対して各々鍛造処理を施して、厚さ寸法が300mmの円板状素材からなる回転機械部品用素材のサンプルを製造した。
実施例2では、まず、上記実施例1と同様に、二相ステンレス鋼としてSUS329J1、SUS329J3L、SUS329J4L相当材(何れも大同特殊鋼株式会社製)を準備し、この鋳塊に対して各々鍛造処理を施して、厚さ寸法が300mmの円板状素材からなる回転機械部品用素材のサンプルを製造した。
(実施例3)
実施例3では、まず、二相ステンレス鋼としてSUS329J4L相当材(大同特殊鋼株式会社製)を準備し、この鋳塊に対して鍛造処理を施して、直径が300mmの丸棒状のブルームを製造した。そして、上記実施例1と同様、このブルームに対し、溶体化処理として、まず、1050℃の温度に加熱した後、1050℃から700℃迄の平均冷却速度を30℃/min以上となる31℃/minで水冷した。次いで、このブルームを550℃の温度で4時間保持することで、応力除去のための焼鈍処理を行ない、回転機械部品用素材のサンプルを製造した。
実施例3では、まず、二相ステンレス鋼としてSUS329J4L相当材(大同特殊鋼株式会社製)を準備し、この鋳塊に対して鍛造処理を施して、直径が300mmの丸棒状のブルームを製造した。そして、上記実施例1と同様、このブルームに対し、溶体化処理として、まず、1050℃の温度に加熱した後、1050℃から700℃迄の平均冷却速度を30℃/min以上となる31℃/minで水冷した。次いで、このブルームを550℃の温度で4時間保持することで、応力除去のための焼鈍処理を行ない、回転機械部品用素材のサンプルを製造した。
(実施例4)
実施例4では、まず、二相ステンレス鋼としてSUS329J4L相当材(大同特殊鋼株式会社製)を準備し、この鋳塊に対して鍛造処理を施して、厚さ寸法が300mmの円板状素材を製造した。そして、上記実施例1と同様、このブルームに対し、溶体化処理として、まず、1050℃の温度に加熱した後、1050℃から700℃の迄の平均冷却速度を30℃/min以上となる31℃/minで水冷した。次いで、各種機械加工並びに溶接による粗加工を施すことにより、図2に示すようなインペラ中間品を形成した。そして、このインペラ中間品を、550℃の温度で4時間保持することで、応力除去のための焼鈍処理を行ない、インペラ(回転機械部品)を製造した。
実施例4では、まず、二相ステンレス鋼としてSUS329J4L相当材(大同特殊鋼株式会社製)を準備し、この鋳塊に対して鍛造処理を施して、厚さ寸法が300mmの円板状素材を製造した。そして、上記実施例1と同様、このブルームに対し、溶体化処理として、まず、1050℃の温度に加熱した後、1050℃から700℃の迄の平均冷却速度を30℃/min以上となる31℃/minで水冷した。次いで、各種機械加工並びに溶接による粗加工を施すことにより、図2に示すようなインペラ中間品を形成した。そして、このインペラ中間品を、550℃の温度で4時間保持することで、応力除去のための焼鈍処理を行ない、インペラ(回転機械部品)を製造した。
(比較例1~4)
比較例1~4では、まず、上記各実施例と同様に、二相ステンレス鋼としてSUS329J4L相当材を準備し、この鋳塊に対して鍛造処理を施して、直径が300mmの丸棒状のブルームを製造した。そして、このブルームに対し、溶体化処理として、まず、1050℃の温度に加熱した後、1050℃から700℃の迄の平均冷却速度を、各々、20℃/min、25℃/min、及び、10℃/min、15℃/min、として水冷して、各比較例の回転機械部品用素材のサンプルを製造した。
比較例1~4では、まず、上記各実施例と同様に、二相ステンレス鋼としてSUS329J4L相当材を準備し、この鋳塊に対して鍛造処理を施して、直径が300mmの丸棒状のブルームを製造した。そして、このブルームに対し、溶体化処理として、まず、1050℃の温度に加熱した後、1050℃から700℃の迄の平均冷却速度を、各々、20℃/min、25℃/min、及び、10℃/min、15℃/min、として水冷して、各比較例の回転機械部品用素材のサンプルを製造した。
[評価試験項目]
上記手順によって作製した実施例1~4及び比較例1~4のサンプルについて、適宜、以下に説明するような残留応力、σ相面積率、靱性の評価試験を行った。
上記手順によって作製した実施例1~4及び比較例1~4のサンプルについて、適宜、以下に説明するような残留応力、σ相面積率、靱性の評価試験を行った。
(残留応力の評価)
残留応力は、X線装置を用いたX線回折により、各実施例及び比較例のサンプルに残留した応力を解析することによって評価した。
残留応力は、X線装置を用いたX線回折により、各実施例及び比較例のサンプルに残留した応力を解析することによって評価した。
(金属組織の評価:σ相面積率)
σ相面積率は、光学顕微鏡によるミクロ組織観察及び画像解析によって調査した。
σ相面積率は、光学顕微鏡によるミクロ組織観察及び画像解析によって調査した。
(靱性の評価:シャルピー衝撃値)
靱性を表す指標として、以下に説明するようなシャルピー衝撃試験を行った。まず、2mmVノッチのシャルピー試験片をサンプルから採取した。そして、JIS Z 2242の方法に準じ、試験温度を室温(23℃)として吸収エネルギーを測定し、吸収エネルギーをノッチ底の断面積で除して衝撃値[J/cm2]を求めた。
靱性を表す指標として、以下に説明するようなシャルピー衝撃試験を行った。まず、2mmVノッチのシャルピー試験片をサンプルから採取した。そして、JIS Z 2242の方法に準じ、試験温度を室温(23℃)として吸収エネルギーを測定し、吸収エネルギーをノッチ底の断面積で除して衝撃値[J/cm2]を求めた。
[評価結果]
上記評価試験の結果、各実施例の回転機械部品用素材並びにインペラ(回転機械部品)のサンプルは、以下に説明するように、それぞれ、残留応力が低減され、また、靱性に優れていることが確認された。
実施例1においては、ぜい化相析出を確実に抑制できる本発明の溶体化処理の規定を適用し、また、素材径を、上記規定を満たす最大の素材肉厚である300mmとした。これにより、図6及び図7のグラフに示すように、ぜい化相が低減され、靱性の高い回転機械部品用素材が得られた。このような回転機械部品用素材を用いることにより、靱性に優れたインペラ等の回転機械部品を製造できることが明らかである。
上記評価試験の結果、各実施例の回転機械部品用素材並びにインペラ(回転機械部品)のサンプルは、以下に説明するように、それぞれ、残留応力が低減され、また、靱性に優れていることが確認された。
実施例1においては、ぜい化相析出を確実に抑制できる本発明の溶体化処理の規定を適用し、また、素材径を、上記規定を満たす最大の素材肉厚である300mmとした。これにより、図6及び図7のグラフに示すように、ぜい化相が低減され、靱性の高い回転機械部品用素材が得られた。このような回転機械部品用素材を用いることにより、靱性に優れたインペラ等の回転機械部品を製造できることが明らかである。
また、実施例2においては、鋳塊から途中冷却せずに、直接、インペラ等の回転機械部品形状に近い円板まで鍛造する方法であるため、靱性に優れるとともに、部品外径を制約することのない素材が得られることが明らかである。
実施例3においては、上記溶体化処理に加え、さらに、適性温度による焼鈍処理を施していることから、焼鈍前後の素材の残留応力および組織形態を調査したところ、溶体化処理の時点で存在した外面圧縮や内面引張による残留応力がほぼ0(ゼロ)まで低減した。
また、焼鈍処理後のぜい化相の析出も、475℃ぜい化相及びσぜい化相の何れも無いことが確認でき、図8のグラフに示すように、焼鈍後のシャルピー衝撃値が約250(J/cm2)と優れた靱性を示した。
また、焼鈍処理後のぜい化相の析出も、475℃ぜい化相及びσぜい化相の何れも無いことが確認でき、図8のグラフに示すように、焼鈍後のシャルピー衝撃値が約250(J/cm2)と優れた靱性を示した。
実施例4においては、実施例3と同様、上記溶体化処理に加え、さらに、適性温度による焼鈍処理を施していることから、焼鈍前後の素材の残留応力および組織形態を調査し、溶接時に存在した外面圧縮や内面引張による残留応力がほぼ0(ゼロ)まで低減した。また、焼鈍処理後のぜい化相の析出も、475℃ぜい化相及びσぜい化相の何れも無いことが確認できた。
また、比較例1~4のサンプルは、溶体化処理における平均冷却速度を変化させた例である。これらの内、比較例1、2は、平均冷却速度がそれぞれ20℃/min、25℃/minとされた本発明の規定を満たす本発明例データであり、比較例3、4は、平均冷却速度がそれぞれ10℃/min、15℃/minとされた従来例データである。ここで、図6のグラフに示すように、溶体化処理における平均冷却速度が本発明の規定を満たす比較例1、2のサンプルは、何れもσぜい化相の面積率が0.10%以下と低く抑えられた組織となり、靱性に優れたものであることが確認できた。これに対し、溶体化処理における平均冷却速度が本発明の規定範囲外である比較例3、4のサンプルは、比較例1、2に比べてσ相面積率が大きい結果となり、靱性に劣るものであることが確認された。
ここで、図7のグラフは、同じ二相ステンレス鋼であっても成分の異なるSUS329J1、J3L及びJ4LのP.I.値(耐孔食性指数、PI=Cr+3.3Mo+16N%)と、ぜい化防止のため必要な冷却速度の最小値並びに最大肉厚との関係を示すグラフである。図7に示すように、SUS329J1はぜい化が生じにくく、冷却速度が10℃/分以上ならぜい化しないが、SUS329J3L及びJ4Lは20℃/分以上、より好ましくは30℃/分以上で冷却する必要があることがわかる。
以上説明した各評価試験の結果により、本発明に係る回転機械部品用素材の製造方法及び回転機械部品の製造方法によって得られる回転機械部品用素材及び回転機械部品が、低い残留応力と高い靱性とが両立できることが明らかである。また、この回転機械部品が用いられる回転機械並びに遠心圧縮機が、腐食成分が含まれた流体が供給された場合であっても、腐食や応力腐食割れが生じるのが抑制できることが明らかである。
本発明の態様に係る回転機械部品用素材の製造方法及び回転機械部品の製造方法によれば、ぜい化相の析出を抑制し、高い靱性を備える回転機械部品用素材及びそれを用いる回転機械部品を製造することが可能となる。またさらに、上記構成の製造方法によって焼鈍処理を施した場合には、素材の残留応力が低減され、且つ、高い靱性を有する回転機械部品用素材及びそれを用いる回転機械部品を製造することが可能となる。
また、本発明の態様に係る回転機械並びに遠心圧縮機によれば、上記製造方法によって得られる回転機械部品、インペラが用いられているので、腐食成分によって生じる腐食や応力腐食割れが抑制され、機械運転時における割れ等の発生を防止することができる。
また、本発明の態様に係る回転機械並びに遠心圧縮機によれば、上記製造方法によって得られる回転機械部品、インペラが用いられているので、腐食成分によって生じる腐食や応力腐食割れが抑制され、機械運転時における割れ等の発生を防止することができる。
1 インペラ(回転機械部品)
10 遠心圧縮機
A 回転機械部品用素材
B 貫通孔
10 遠心圧縮機
A 回転機械部品用素材
B 貫通孔
Claims (17)
- 二相ステンレス鋼からなる素材に、少なくとも溶体化処理を施して回転機械部品用素材を製造する方法であって、
前記溶体化処理は、前記素材を950~1100℃の範囲の温度に加熱した後、この温度から700℃迄の平均冷却速度を20℃/min以上として冷却する回転機械部品用素材の製造方法。 - 前記溶体化処理における平均冷却速度が30℃/min以上である請求項1に記載の回転機械部品用素材の製造方法。
- 前記素材に対して前記溶体化処理、機械加工及び熱処理を施した後、さらに、530~570℃の範囲の温度で焼鈍処理を施す請求項1又は請求項2に記載の回転機械部品用素材の製造方法。
- 前記焼鈍処理の時間を1~12hの範囲とする請求項3に記載の回転機械部品用素材の製造方法。
- 前記素材が円板状素材であり、厚さ寸法が300mm以下である請求項1~請求項4の何れか1項に記載の回転機械部品用素材の製造方法。
- 前記円板状の素材に厚さ方向で貫通孔を形成した後、前記溶体化処理を施す請求項5に記載の回転機械部品用素材の製造方法。
- 請求項1~請求項6の何れか1項に記載の製造方法によって製造される回転機械部品用素材。
- 請求項7に記載の回転機械部品素材に、所定の加工処理を施すことによって得られる回転機械部品。
- 二相ステンレス鋼からなる素材に、少なくとも溶体化処理を施した後、所定の加工処理を施して回転機械部品を製造する方法であって、
前記溶体化処理は、前記素材を950~1100℃の範囲の温度に加熱した後、この温度から700℃迄の平均冷却速度を20℃/min以上として冷却する回転機械部品の製造方法。 - 前記溶体化処理における平均冷却速度が30℃/min以上である請求項9に記載の回転機械部品の製造方法。
- 前記素材に対して所定の加工処理を施した後、さらに、530~570℃の範囲の温度で焼鈍処理を施す請求項9又は請求項10に記載の回転機械部品の製造方法。
- 前記焼鈍処理の時間を1~12hの範囲とする請求項11に記載の回転機械部品の製造方法。
- 前記素材が円板状素材であり、厚さ寸法が300mm以下である請求項9~請求項12の何れか1項に記載の回転機械部品の製造方法。
- 前記円板状の素材に厚さ方向で貫通孔を形成した後、前記溶体化処理を施す請求項13に記載の回転機械部品の製造方法。
- 請求項9~請求項14の何れか1項に記載の製造方法によって製造される回転機械部品。
- 請求項8又は請求項15に記載の回転機械部品が備えられている回転機械。
- 請求項8又は請求項15に記載の回転機械部品がインペラであり、該インペラが備えられている遠心圧縮機。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11780680.2A EP2570504B1 (en) | 2010-05-13 | 2011-05-12 | Method for manufacturing raw material for rotary machine component, method for manufacturing rotary machine component, rotary machine component and centrifugal compressor |
| US13/697,111 US9297389B2 (en) | 2010-05-13 | 2011-05-12 | Method of manufacturing material for rotary machine component, method of manufacturing rotary machine component, material for rotary machine component, rotary machine component, and centrifugal compressor |
| CN201180023173XA CN102884208A (zh) | 2010-05-13 | 2011-05-12 | 旋转机械部件用坯料的制造方法及旋转机械部件的制造方法、旋转机械部件用坯料、旋转机械部件以及离心式压缩机 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010111204A JP5653653B2 (ja) | 2010-05-13 | 2010-05-13 | 回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品並びに遠心圧縮機 |
| JP2010-111204 | 2010-05-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011142423A1 true WO2011142423A1 (ja) | 2011-11-17 |
Family
ID=44914475
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/060949 WO2011142423A1 (ja) | 2010-05-13 | 2011-05-12 | 回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品並びに遠心圧縮機 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9297389B2 (ja) |
| EP (1) | EP2570504B1 (ja) |
| JP (1) | JP5653653B2 (ja) |
| CN (1) | CN102884208A (ja) |
| WO (1) | WO2011142423A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013094670A1 (ja) * | 2011-12-22 | 2013-06-27 | 三菱重工業株式会社 | 機械部品の製造方法及びこの製造方法によって製造されたインペラを備えた回転機械 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5090566B1 (ja) | 2011-10-12 | 2012-12-05 | イチカワ株式会社 | 湿紙搬送用ベルト |
| US10539191B2 (en) * | 2011-11-16 | 2020-01-21 | List Technology Ag | Process for connecting functional elements to a shaft |
| ITCO20130067A1 (it) | 2013-12-17 | 2015-06-18 | Nuovo Pignone Srl | Girante con elementi di protezione e compressore centrifugo |
| CN105526190B (zh) * | 2016-01-21 | 2018-09-28 | 盐城海纳汽车零部件有限公司 | 一种汽车发动机冷却水泵合金结构钢模锻轮毂 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56108859A (en) * | 1980-01-31 | 1981-08-28 | Kubota Ltd | High strength stainless cast steel |
| JPS5853062B2 (ja) | 1974-04-28 | 1983-11-26 | ダイドウセイコウ カブシキガイシヤ | 遠心分離機の回転体等に適したフエライト−オ−ステナイト系ステンレス鋼 |
| JPS5914099B2 (ja) | 1980-04-04 | 1984-04-03 | 日本冶金工業株式会社 | 熱間加工性および耐局部腐食性に優れる二相ステンレス鋼 |
| JPH01142019A (ja) * | 1987-11-27 | 1989-06-02 | Kubota Ltd | 製紙用サクションロール胴部材の製造方法 |
| JPH03122256A (ja) * | 1989-10-06 | 1991-05-24 | Hitachi Metals Ltd | 鋳造性に優れた高耐食性高強度二相組織ステンレス鋳鋼 |
| JPH05247592A (ja) * | 1991-11-06 | 1993-09-24 | Kubota Corp | 耐割れ性及び耐食性にすぐれる二相ステンレス鋼 |
| JPH05302118A (ja) * | 1992-03-27 | 1993-11-16 | Kubota Corp | ドリル及びバイト加工性にすぐれる二相ステンレス鋼の製法 |
| JP3227734B2 (ja) | 1991-09-30 | 2001-11-12 | 住友金属工業株式会社 | 高耐食二相ステンレス鋼とその製造方法 |
| JP2004520491A (ja) * | 2001-04-27 | 2004-07-08 | リサーチ インスティチュート オブ インダストリアル サイエンス アンド テクノロジー | 優れた熱間加工性を持つ高マンガン二相ステンレス鋼及びその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6053737B2 (ja) * | 1978-10-20 | 1985-11-27 | 株式会社日立製作所 | 水車ランナ用ステンレス鋳鋼 |
| JPH0235389B2 (ja) | 1981-09-24 | 1990-08-09 | Sony Corp | Deisuku*pureeyanohayaokurisochi |
| JPS5914099A (ja) | 1982-07-15 | 1984-01-24 | 松下電工株式会社 | 遠隔監視制御装置 |
| JPS62222020A (ja) * | 1986-03-24 | 1987-09-30 | Mitsubishi Heavy Ind Ltd | 2相ステンレス鋼構造物の残留応力低減方法 |
| JPH01165750A (ja) * | 1987-12-23 | 1989-06-29 | Kawasaki Steel Corp | 高耐食性二相ステンレス鋳鋼 |
| JPH1142019A (ja) * | 1993-04-05 | 1999-02-16 | Hiroshi Ise | 開閉覆付通気物質植保湿鉢 |
| JPH07292445A (ja) * | 1994-04-22 | 1995-11-07 | Japan Steel Works Ltd:The | 二相ステンレスクラッド鋼およびその製造方法ならびに溶接方法 |
| JP2003171743A (ja) * | 2001-12-06 | 2003-06-20 | Aichi Steel Works Ltd | 強度、靭性、耐海水性の優れた二相ステンレス鋼及びその製造方法 |
| JP4026472B2 (ja) | 2002-10-30 | 2007-12-26 | 株式会社ジェイテクト | 軸受部品の製造方法 |
| JP2004167595A (ja) * | 2002-11-22 | 2004-06-17 | Hirotoshi Baba | インペラおよびその機械加工方法 |
-
2010
- 2010-05-13 JP JP2010111204A patent/JP5653653B2/ja active Active
-
2011
- 2011-05-12 US US13/697,111 patent/US9297389B2/en active Active
- 2011-05-12 WO PCT/JP2011/060949 patent/WO2011142423A1/ja active Application Filing
- 2011-05-12 EP EP11780680.2A patent/EP2570504B1/en active Active
- 2011-05-12 CN CN201180023173XA patent/CN102884208A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5853062B2 (ja) | 1974-04-28 | 1983-11-26 | ダイドウセイコウ カブシキガイシヤ | 遠心分離機の回転体等に適したフエライト−オ−ステナイト系ステンレス鋼 |
| JPS56108859A (en) * | 1980-01-31 | 1981-08-28 | Kubota Ltd | High strength stainless cast steel |
| JPS5914099B2 (ja) | 1980-04-04 | 1984-04-03 | 日本冶金工業株式会社 | 熱間加工性および耐局部腐食性に優れる二相ステンレス鋼 |
| JPH01142019A (ja) * | 1987-11-27 | 1989-06-02 | Kubota Ltd | 製紙用サクションロール胴部材の製造方法 |
| JPH03122256A (ja) * | 1989-10-06 | 1991-05-24 | Hitachi Metals Ltd | 鋳造性に優れた高耐食性高強度二相組織ステンレス鋳鋼 |
| JP3227734B2 (ja) | 1991-09-30 | 2001-11-12 | 住友金属工業株式会社 | 高耐食二相ステンレス鋼とその製造方法 |
| JPH05247592A (ja) * | 1991-11-06 | 1993-09-24 | Kubota Corp | 耐割れ性及び耐食性にすぐれる二相ステンレス鋼 |
| JPH05302118A (ja) * | 1992-03-27 | 1993-11-16 | Kubota Corp | ドリル及びバイト加工性にすぐれる二相ステンレス鋼の製法 |
| JP2004520491A (ja) * | 2001-04-27 | 2004-07-08 | リサーチ インスティチュート オブ インダストリアル サイエンス アンド テクノロジー | 優れた熱間加工性を持つ高マンガン二相ステンレス鋼及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| FRANCOIS MILLET: "THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS", SUPERDUPLEX STAINLESS STEEL USE IN MANUFACTURING HIGHLY SOUR GAS CENTRIFUGAL COMPRESSORS, 1996 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013094670A1 (ja) * | 2011-12-22 | 2013-06-27 | 三菱重工業株式会社 | 機械部品の製造方法及びこの製造方法によって製造されたインペラを備えた回転機械 |
| JP2013130165A (ja) * | 2011-12-22 | 2013-07-04 | Mitsubishi Heavy Ind Ltd | 機械部品の製造方法及びこの製造方法によって製造されたインペラを備えた回転機械 |
| CN103518068A (zh) * | 2011-12-22 | 2014-01-15 | 三菱重工业株式会社 | 机械部件的制造方法及具备通过该制造方法制造出的叶轮的旋转机械 |
| US9644482B2 (en) | 2011-12-22 | 2017-05-09 | Mitsubishi Heavy Industries, Ltd. | Method for manufacturing machine component, and rotary machine equipped with impeller manufactured by means of this method |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2570504A4 (en) | 2017-11-29 |
| EP2570504A1 (en) | 2013-03-20 |
| US9297389B2 (en) | 2016-03-29 |
| CN102884208A (zh) | 2013-01-16 |
| JP5653653B2 (ja) | 2015-01-14 |
| US20130058773A1 (en) | 2013-03-07 |
| EP2570504B1 (en) | 2020-10-28 |
| JP2011236491A (ja) | 2011-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6002114B2 (ja) | マルテンサイト系ステンレス鋼による機構部品の製造方法および転がり軸受の製造方法 | |
| WO2011142423A1 (ja) | 回転機械部品用素材の製造方法及び回転機械部品の製造方法、回転機械部品用素材、回転機械部品並びに遠心圧縮機 | |
| KR102325496B1 (ko) | 고강도 비자성 부식 저항성 재료의 열기계적 가공 | |
| JP5521970B2 (ja) | 冷鍛窒化用鋼、冷鍛窒化用鋼材および冷鍛窒化部品 | |
| RU2640306C2 (ru) | Разделительный стакан для насосов с магнитной муфтой, а также способ изготовления | |
| JP5761105B2 (ja) | 冷鍛窒化用鋼、冷鍛窒化用鋼材および冷鍛窒化部品 | |
| JP6241136B2 (ja) | 肌焼鋼鋼材 | |
| EP4137243A1 (en) | Alloy pipe and method for manufacturing same | |
| CN104313365B (zh) | 一种镍铝青铜的制备方法 | |
| JP2013018999A (ja) | 冷鍛窒化用鋼材 | |
| JP2008179849A (ja) | 耐衝撃疲労特性に優れた歯車用鋼及びそれを用いた歯車 | |
| JP5682486B2 (ja) | 冷鍛窒化用鋼材 | |
| JP4317521B2 (ja) | 転がり軸受、転がり軸受用材料およびその転がり軸受を用いた回転部を有する機器 | |
| JP6488945B2 (ja) | 高強度冷間鍛造用肌焼鋼 | |
| JP2011032537A (ja) | 窒化用鋼および窒化部品 | |
| JP2010180455A (ja) | 肌焼鋼 | |
| JP2008196034A (ja) | スラスト軸受 | |
| WO2012102233A1 (ja) | 浸炭または浸炭窒化用の鋼 | |
| JP2008088536A (ja) | 浸炭部品または浸炭窒化部品 | |
| JP5825152B2 (ja) | 冷鍛窒化用鋼材および冷鍛窒化部品 | |
| JP7163770B2 (ja) | 転がり軸受部品及びその製造方法 | |
| JPH11279710A (ja) | 音響特性.静粛性に優れた軸受用鋼 | |
| Negrov et al. | Influence of impurities on structure and reliability of gear pump | |
| Akela et al. | Failure analysis of the multistage de-scaling pump impeller of the hot strip mill plant | |
| JP2007308759A (ja) | モータ用転動部材およびモータ用転がり軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180023173.X Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11780680 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13697111 Country of ref document: US Ref document number: 2011780680 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |