WO2011122209A1 - 積層フィルム - Google Patents
積層フィルム Download PDFInfo
- Publication number
- WO2011122209A1 WO2011122209A1 PCT/JP2011/054684 JP2011054684W WO2011122209A1 WO 2011122209 A1 WO2011122209 A1 WO 2011122209A1 JP 2011054684 W JP2011054684 W JP 2011054684W WO 2011122209 A1 WO2011122209 A1 WO 2011122209A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- acrylic
- sugar alcohol
- modified polyester
- mass
- laminated film
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/0427—Coating with only one layer of a composition containing a polymer binder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/043—Improving the adhesiveness of the coatings per se, e.g. forming primers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/046—Forming abrasion-resistant coatings; Forming surface-hardening coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
- B32B2038/0028—Stretching, elongating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24372—Particulate matter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31511—Of epoxy ether
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31935—Ester, halide or nitrile of addition polymer
Definitions
- the present invention relates to a laminated film in which a resin layer is laminated on a thermoplastic resin film. More specifically, the present invention relates to a laminated film having a resin layer excellent in oligomer suppression with respect to oligomers precipitated from a thermoplastic resin film when heat-treated.
- Thermoplastic resin films especially biaxially stretched polyester films, have excellent properties such as mechanical properties, electrical properties, dimensional stability, transparency, and chemical resistance. Widely used as a substrate film in applications.
- various optical films including display materials related to flat panel displays are increasing.
- Such flat panel displays are often used by bonding a plurality of optical films having various functions. For this reason, conventionally, methods for imparting adhesiveness to the surface of a polyester film have been studied. In particular, it is possible to bond to various materials by forming an easily adhesive resin layer by coating.
- Patent Documents 6 to 8 A method of imparting adhesiveness and heat resistance by laminating coating films composed of various binder resins and a crosslinking agent by an in-line coating method in which coating is performed in the process of manufacturing a thermoplastic resin film (Patent Documents 6 to 8) ) Has been proposed.
- the method of providing acrylic modified polyester as a resin layer on the film surface as in Patent Documents 1 to 3 includes an acrylic component having a glass transition point of a certain temperature or higher in the acrylic modified polyester.
- the resin is cured, defects and cracks may occur in the resin layer, and a sufficient oligomer suppressing effect may not be obtained, and the transparency of the laminated film may be impaired.
- an acrylic resin having a glass transition point exceeding 90 ° C. is provided as a resin layer as in Patent Documents 6 to 8 since the resin layer is cracked during film formation, the haze is increased and the film forming property is remarkably increased. May decrease.
- the method using an additive such as mineral oil or a crosslinking agent causes the additive itself to bleed out to the surface of the resin layer at the time of resin layer formation or after film formation, which is similar to oligomer precipitation. In addition, it may cause whitening of the resin film and contamination of the film surface.
- an object of the present invention is to eliminate the above-mentioned drawbacks and provide a resin film excellent in transparency and oligomer suppression.
- the present invention has the following configuration. That is, A laminated film provided with a resin layer on at least one surface of a thermoplastic resin film substrate,
- the resin layer includes an acrylic modified polyester having a glass transition point of 67 ° C. or higher of the acrylic resin component, and a sugar alcohol and / or a sugar alcohol derivative,
- the mass ratio of the acrylic modified polyester to the sugar alcohol and the sugar alcohol derivative (the mass of the acrylic modified polyester / the total mass of the sugar alcohol and the sugar alcohol derivative) is from 75/25 to 97/3
- the total content of the acrylic-modified polyester, the sugar alcohol and the sugar alcohol derivative with respect to the entire resin layer is 65% by mass or more
- the laminated film of the present invention is excellent not only in the initial transparency but also in the oligomer suppression property particularly after the heat treatment, and exhibits the effect of maintaining the transparency.
- the present invention is a laminated film in which a resin layer is laminated on at least one surface of a thermoplastic resin film as a base film, and the resin layer has an acrylic modified polyester (A ) And a sugar alcohol (B1) and / or a sugar alcohol derivative (B2). And as needed, at least one compound (C) selected from the group consisting of inorganic particles (D), oxazoline compounds, carbodiimide compounds, epoxy compounds and melamine compounds, and other transparency and oligomer inhibition properties are impaired.
- Various additives such as a lubricant and a surfactant can be used as much as possible.
- the laminated film of the present invention needs to have a haze of 2.0% or less. More preferably, it is 1.0% or less.
- a haze of 2.0% or less. More preferably, it is 1.0% or less.
- it is used as an optical film for display or the like by setting it to 2.0% or less, for example, it is possible to suppress white turbidity of the display and to suppress a decrease in resolution.
- it can also be used as a transparent easy-adhesion film which requires other heat processing, and a use use can be expanded also to a general purpose use.
- the ratio of the total content of the sugar alcohol (B1) and the sugar alcohol derivative (B2) to the content of the acrylic-modified polyester (A) in the resin layer is a specific value. This can be achieved by improving the film forming property of the acrylic-modified polyester in the resin layer and suppressing the occurrence of cracks. Details will be described later.
- Acrylic modified polyester (A) The acrylic-modified polyester (A) that can be used in the present invention is one in which an acrylic resin component and a polyester resin component are mixed and / or bonded to each other, and includes, for example, a graft type and a block type. Moreover, the copolymerization rate of the acrylic resin component and the polyester resin component in the acrylic modified polyester (A) may be high.
- Acrylic-modified polyester resin (A) is, for example, adding a radical initiator to both ends of the polyester to polymerize the acrylic monomer, or adding a radical initiator to the side chain of the polyester to polymerize the acrylic monomer. Or by attaching a hydroxyl group to the side chain of the acrylic resin and reacting with a polyester having an isocyanate group or a carboxyl group at the terminal.
- the glass transition point (hereinafter abbreviated as “Tg”) of the acrylic resin component of the acrylic-modified polyester (A) needs to be 67 ° C. or higher. Preferably it is 90 degreeC or more, More preferably, it is 93 degreeC or more, Most preferably, it is 97 degreeC.
- Tg is 67 ° C. or higher, the molecular mobility with respect to heat of the acrylic resin component is suppressed, and the effect of suppressing the oligomer precipitated from the thermoplastic resin film of the base material from coming out of the laminated film is enhanced. Furthermore, not only the effect of suppressing the oligomer can be ensured, but also the bleeding phenomenon of the components contained in the resin layer can be suppressed, and the blocking phenomenon in which the resin layers adhere to each other can also be suppressed.
- the Tg of the acrylic resin component of the acrylic-modified polyester (A) is preferably 90 ° C. or higher. More preferably, it is 93 degreeC or more, Most preferably, it is 97 degreeC or more.
- the Tg of the acrylic resin component is preferably 135 ° C. or less. When Tg of the acrylic resin component exceeds 135 ° C., the resin layer may crack during film formation. Therefore, there is a possibility that the haze becomes larger than 2.0% or the effect of suppressing the oligomer is lowered.
- the Tg of the acrylic resin component is calculated by substituting the Tg of a single polymer (mass average molecular weight of 2000 or more) for each of the alkyl methacrylate, alkyl acrylate, and epoxy-containing acrylic monomers described later into the well-known Fox approximate expression (1). be able to.
- the mass ratio of the acrylic resin component to the polyester resin component in the acrylic-modified polyester (A) is preferably 30/70 or more and 90/10 or less.
- the lower limit of the mass ratio is more preferably 40/60 or more.
- the upper limit of the mass ratio is more preferably 70/30 or less.
- the acrylic resin component constituting the acrylic-modified polyester (A) includes 50 to 97% by mass of alkyl methacrylate and / or alkyl acrylate with respect to the entire acrylic resin component, and an epoxy-containing acrylic monomer to the entire acrylic resin component. It is preferable that 3 mass% or more and 50 mass% or less are contained.
- the content of alkyl methacrylate and / or alkyl acrylate is more preferably 80% by mass or more and 95% by mass or less with respect to the entire acrylic resin component.
- the content of the epoxy-containing acrylic monomer is more preferably 5% by mass or more and 20% by mass or less with respect to the entire acrylic resin component.
- the “content of alkyl methacrylate and / or alkyl acrylate” means the content of alkyl methacrylate when acrylic modified polyester (A) does not contain alkyl acrylate, and acrylic modified polyester (A) is alkyl methacrylate. When it does not contain, it is content of alkyl acrylate, and when acrylic modified polyester (A) contains both alkyl methacrylate and alkyl acrylate, it is the total content of both.
- the alkyl methacrylate and / or alkyl acrylate is contained in an amount of 50% by mass or more based on the entire acrylic resin component, the acrylic-modified polyester is easily polymerized. The effect of can be ensured.
- the epoxy-containing acrylic monomer is contained in an amount of 3% by mass or more based on the entire acrylic resin component, the crosslink density of the acrylic resin component is maintained, and the resin layer is scraped and the resin layer is not thermally deformed during heat processing
- the content is 50% by mass or less, the effect of the alkyl methacrylate and / or alkyl acrylate described above can be secured.
- alkyl methacrylate and / or alkyl acrylate examples include methacrylic acid, methyl methacrylate, ethyl methacrylate, isopropyl methacrylate, n-butyl methacrylate, isobutyl methacrylate, n-hexyl methacrylate, lauryl methacrylate, 2-hydroxy methacrylate Ethyl, hydroxypropyl methacrylate, acrylic acid, methyl acrylate, ethyl acrylate, isopropyl acrylate, n-butyl acrylate, isobutyl acrylate, n-hexyl acrylate, lauryl acrylate, 2-ethylhexyl acrylate, acrylic acid Use 2-hydroxyethyl, hydroxypropyl acrylate, maleic acid, itaconic acid, acrylamide, N-methylol acrylamide, diacetone acrylamide, etc. It is preferred. These can be used alone or in
- the epoxy group-containing acrylic monomer is preferably glycidyl acrylate, glycidyl methacrylate, allyl glycidyl ether or the like. These can be used alone or in combination of two or more.
- the polyester resin component constituting the acrylic-modified polyester has an ester bond in the main chain or side chain, and is composed of a dicarboxylic acid component and a diol component.
- carboxylic acid component constituting the polyester resin aromatic, aliphatic, and alicyclic dicarboxylic acids and trivalent or higher polyvalent carboxylic acids can be used.
- aromatic dicarboxylic acids include terephthalic acid, isophthalic acid, orthophthalic acid, phthalic acid, 2,5-dimethylterephthalic acid, 5-sodium sulfoisophthalic acid, 1,4-naphthalenedicarboxylic acid, and ester-forming derivatives thereof. Can be used.
- glycol component of the polyester resin ethylene glycol, diethylene glycol, polyethylene glycol, propylene glycol, polypropylene glycol, 1,3-propanediol, 1,3-butanediol, 1,4-butanediol, neopentyl glycol, etc. are used. be able to.
- polyester resin component when the polyester resin component is dissolved or dispersed in an aqueous solvent and used as an aqueous resin composition, a compound containing a sulfonate group or a carboxylate base is used in order to make the polyester resin component water-soluble or water-dispersible. It is preferred to copolymerize the containing compound.
- Examples of the compound containing a carboxylate group include trimellitic acid, trimellitic anhydride, pyromellitic acid, pyromellitic anhydride, 4-methylcyclohexene-1,2,3-tricarboxylic acid, trimesic acid, 1,2, 3,4-butanetetracarboxylic acid, 1,2,3,4-pentanetetracarboxylic acid, and the like, or alkali metal salts, alkaline earth metal salts, ammonium salts, and the like thereof can be mentioned. Is not to be done.
- Examples of the compound containing a sulfonate group include sulfoterephthalic acid, 5-sulfoisophthalic acid, 5-sodium sulfoisophthalic acid, 4-sulfoisophthalic acid, and the like, or alkali metal salts, alkaline earth metal salts, ammonium salts thereof.
- the present invention is not limited to this.
- the acrylic-modified polyester used in the resin layer of the present invention can be produced by the following production method.
- a polyester resin component is produced as follows. For example, a first stage process in which a dicarboxylic acid component and a glycol component are directly esterified, or a dicarboxylic acid component and a glycol component are transesterified, and a second stage in which the reaction product of the first stage is subjected to a polycondensation reaction. It can manufacture by the method etc. which manufacture with a process.
- the reaction catalyst for example, alkali metal, alkaline earth metal, manganese, cobalt, zinc, antimony, germanium, titanium compound, or the like can be used.
- the polyester resin component is dispersed in a solvent.
- a dispersion means in an aqueous solvent the polyester resin is dissolved in an aqueous solution of an alkaline compound such as ammonia water, sodium hydroxide, potassium hydroxide, various amines or the like while stirring. Disperse.
- an alkaline compound such as ammonia water, sodium hydroxide, potassium hydroxide, various amines or the like while stirring.
- a water-soluble organic solvent such as methanol, ethanol, isopropanol, butyl cellosolve, or ethyl cellosolve may be used in combination.
- a polymerization initiator and, if necessary, an emulsifying dispersant are added to the dispersion of the polyester resin component, and the acrylic resin component is gradually added while keeping the temperature constant.
- a dispersion of acrylic modified polyester can be produced by reacting for several hours.
- the obtained dispersion is a mixture of an acrylic-modified polyester, a polyester resin component, and an acrylic resin component.
- the polymerization initiator is not particularly limited, but is a general radical polymerization initiator, for example, a water-soluble peroxide such as potassium persulfate, ammonium persulfate, hydrogen peroxide, or benzoyl peroxide or t-butyl hydroper Oil-soluble peroxides such as oxides or azo compounds such as azodiisobutyronitrile can be used.
- a general radical polymerization initiator for example, a water-soluble peroxide such as potassium persulfate, ammonium persulfate, hydrogen peroxide, or benzoyl peroxide or t-butyl hydroper Oil-soluble peroxides such as oxides or azo compounds such as azodiisobutyronitrile can be used.
- sugar alcohol (B1), sugar alcohol derivative (B2) The sugar in the present invention is a generic term for carbohydrates having 3 or more carbon atoms represented by CmHnOp (m, n, p is an integer of 3 or more, and n is a multiple of p) in the molecular formula. It has a carbonyl group such as an aldehyde group or a ketone group.
- the sugar alcohol in the present invention is an alcohol having one or more hydroxyl groups obtained by reducing a carbonyl group of a sugar molecule.
- at least one carbonyl group is reduced, and if it has one or more hydroxyl groups, other carbonyl groups may remain without being reduced. It shall correspond to the sugar alcohol in the present invention.
- the sugar alcohol derivative refers to a compound in which some of the hydroxyl groups are converted to a salt in a sugar alcohol having two or more hydroxyl groups, or a compound in which some of the hydroxyl groups have reacted with another functional group. However, it is necessary to have at least one hydroxyl group.
- the sugar alcohol and sugar alcohol derivative that can be used in the present invention are not particularly limited, such as a chain structure or a cyclic structure, but those having a boiling point of 170 ° C. or more are preferable.
- a single boiling point of 170 ° C. or higher the film-forming property of the acrylic-modified polyester in the resin layer is improved in the process of forming the resin layer on the laminated film, and the occurrence of cracks is suppressed and the haze value is reduced. The rise can be suppressed.
- the sugar alcohol include glycerin, erythritol, threitol, arabinitol, xylitol, ribitol, iditol, galactitol, glucitol, mannitol, boremitol, perseitol, inositol, and the like.
- sugar alcohol derivatives include derivatives of these sugar alcohols. These may be used alone or in a mixture of two or more. Among these, glycerin, xylitol, glucitol, mannitol, and erythritol are preferred because they are easily available industrially.
- the mass ratio of the alcohol derivative (B2) (the mass of A / the total mass of B1 and B2; hereinafter referred to as (A / (B1 + B2))) is in the range of 75/25 or more and 97/3 or less. .
- the lower limit of the mass ratio is preferably 85/15 or more, and more preferably 90/10 or more.
- the upper limit of the mass ratio is preferably 95/5 or less, and more preferably 93/7 or less.
- sugar alcohol (B1) and sugar alcohol derivative (B2) this means that both sugar alcohol (B1) and sugar alcohol derivative (B2) are necessarily included in the resin layer. Absent. This is also described in the case where the resin layer does not contain the sugar alcohol (B1) or the sugar alcohol derivative (B2).
- the total ratio of the sugar alcohol (B1) and the sugar alcohol derivative (B2) 0.03 or more, the occurrence of cracks in the acrylic-modified polyester (A) accompanying evaporation of the solvent or heat treatment during the resin layer formation described later Can be suppressed.
- the in-line coating method to be described later it is possible to suppress the cracking of the resin layer during the stretching process of the thermoplastic resin film, and to form a stable and uniform resin layer on the thermoplastic resin film, and to increase the haze of the laminated film to 2.0. % Or less, and the desired oligomer suppressing effect can be sufficiently exhibited.
- the total content of the acrylic-modified polyester (A), sugar alcohol (B1), and sugar alcohol derivative (B2) with respect to the entire resin layer is 65% by mass or more. More preferably, it is 75 mass% or more, More preferably, it is 90 mass% or more.
- “the total content of acrylic modified polyester (A), sugar alcohol (B1) and sugar alcohol derivative (B2)” this is the sugar alcohol (B1) and sugar alcohol derivative (B2) in the resin layer. It does not mean that both are included. This is also described in the case where the resin layer does not contain the sugar alcohol (B1) or the sugar alcohol derivative (B2).
- the desired oligomer inhibitory effect by acrylic modified polyester (A), sugar alcohol (B1), and sugar alcohol derivative (B2) can be expressed.
- inorganic particles examples include silica, colloidal silica, alumina, kaolin, talc, mica, calcium carbonate, barium sulfate, carbon black, zeolite, titanium oxide, fine particles made of various metals or oxides thereof, and the like. Is preferred. In particular, silica, colloidal silica, and alumina are preferable from the viewpoint of high hardness and heat resistance.
- inorganic particles By using inorganic particles, it is possible not only to improve the slipperiness of the resin layer, to prevent deterioration of the resin layer due to friction between the resin layers, and to maintain the oligomer suppression effect, but in the pressure test and roll shape described later.
- the resin layer can be protected from deformation or breakage due to pressure, and the oligomer suppressing effect from the pressurized resin layer can be maintained.
- the number average particle size of the inorganic particles contained in the resin layer is specified by the peak position when the frequency of the particle size of the inorganic particles contained in the resin layer is represented by a particle size distribution graph (frequency distribution graph). Even if inorganic resin groups having different number average particle diameters are included in the resin layer, the value of each number average particle diameter can be specified as the peak position of the particle size distribution graph.
- the peak with the highest frequency distribution (hereinafter referred to as the first peak) among the particle size distribution peaks of the inorganic particles is 1.05d to 4.50d. It is preferable to be within the range.
- the number average particle diameter of the inorganic particle group having the largest number of particles is in the range of 1.05d to 4.50d. It is preferable.
- the lower limit of the first peak position is more preferably 2.00 d or more.
- the upper limit of the first peak position is more preferably 4.00 d or less. The method for measuring the resin layer thickness d and the particle size distribution will be described later.
- the first peak position is 1.05d or more, inorganic particles protrude from the surface of the resin layer, and a gap is formed between the laminated films when the laminated films are rolled or overlapped. Therefore, deformation and destruction of the resin layer due to pressure can be prevented, and an excellent oligomer suppressing effect can be maintained. If the first peak position is 4.50 d or less, it is possible to prevent the inorganic particles from dropping from the resin layer.
- At least one of the other frequency distribution peaks is preferably in the range of the particle size of 1.05d to 4.50d. .
- the number average particle diameter of at least one inorganic particle group other than the inorganic particle group having the largest number of particles is 1.05d or more and 4 It is preferably within a range of .50d or less.
- the lower limit of other peak positions is more preferably 2.00 d or more.
- the upper limit of other peak positions is more preferably 4.00 d or less.
- the other peak in the range of the particle size of 1.05d to 4.50d is the second highest peak in the particle size distribution.
- the number average particle diameter of the inorganic particle group having the second largest number of particles is in the range of 1.05d to 4.50d. It is preferable that it exists in. Since the inorganic particle group having the second largest number of particles protrudes from the resin layer, the interval between the laminated films can be most effectively assisted when the above-mentioned local pressure is applied.
- the peaks are numbered in descending order of particle size. This is because the effect of easy slipping and pressure resistance is exerted preferentially from large particles against the friction and pressure generated between the laminated films.
- the larger peak is the first peak and the smaller peak is the second peak.
- the larger peak is defined as the second peak, and the smaller peak is defined as the third peak.
- the total mass of the inorganic particles contained in the resin layer is preferably 0.2% by mass or more and 4.0% by mass or less with respect to the mass of the entire resin layer.
- the minimum of content of an inorganic particle 1.0 mass% or more is more preferable.
- As for the upper limit of content of an inorganic particle 3.0 mass% or less is more preferable.
- Fluorosurfactant (E) The fluorine-based surfactant that can be used in the present invention is a molecule having a fluorocarbon chain in which a hydrogen atom in an alkyl chain in the molecule is substituted with a fluorine atom and having a static surface tension of 40 mN / m or less. If it contains at least 1 type, it will not specifically limit.
- fluorosurfactants sulfonates, carboxylates, and ethylene oxide adducts having a perfluoroalkyl chain are preferred because of their ability to reduce surface tension and leveling effects during application of resin compositions.
- Preferable examples include ⁇ -perfluorononenyloxy- ⁇ -perfluorononeryl polyethylene oxide and ⁇ -perfluorononenyloxy- ⁇ -methylpolyethylene oxide, which have C 9 F 17 O- groups at both ends. Those having a C 6 F 11 O— group or those having one at one end are preferred.
- a fluorosurfactant when pressure is applied by stacking laminated films, such as a laminated film stored in a pressure test or a roll, which will be described later, for the oligomer suppression effect of inorganic particles, Good oligomer suppression ability can be maintained.
- the content of the fluorosurfactant is preferably 0.01% by mass or more and 0.30% by mass or less with respect to the mass of the entire resin composition that is a paint forming the resin layer.
- the lower limit of the content is more preferably 0.02% by mass or more.
- the upper limit of the content is more preferably 0.20% by mass or less.
- the acrylic-modified polyester (A) is preferably crosslinked by at least one compound (C) selected from the group consisting of an oxazoline compound, a carbodiimide compound, an epoxy compound, and a melamine compound.
- the oxazoline-based compound that can be used in the present invention is not particularly limited as long as it has at least one oxazoline group or oxazine group per molecule, but an addition polymerizable oxazoline group-containing monomer is polymerized alone, or other A polymer type polymerized with the above monomer is preferred.
- a polymer type oxazoline compound when the resin layer of the present invention is provided on a thermoplastic resin film to form a laminated film, not only the oligomer suppression effect of the resin layer, but also various inks, hard coat agents, etc. This is because the adhesiveness, moisture and heat resistance, flexibility, toughness, water resistance, and solvent resistance are improved.
- Addition polymerizable oxazoline group-containing monomers include 2-vinyl-2-oxazoline, 2-vinyl-4-methyl-2-oxazoline, 2-vinyl-5-methyl-2-oxazoline, 2-isopropenyl-2-oxazoline 2-isopropenyl-4-methyl-2-oxazoline and 2-isopropenyl-5-ethyl-2-oxazoline. These may be used alone or in a mixture of two or more. Of these, 2-isopropenyl-2-oxazoline is preferred because it is easily available industrially.
- the other monomer is not limited as long as it is a monomer copolymerizable with an addition polymerizable oxazoline group-containing monomer, for example, alkyl acrylate, alkyl methacrylate (the alkyl group includes methyl group, ethyl group, n-propyl group, isopropyl group, (meth) acrylic acid esters such as n-butyl group, isobutyl group, t-butyl group, 2-ethylhexyl group, cyclohexyl group), acrylic acid, methacrylic acid, itaconic acid, maleic acid, fumaric acid, crotonic acid, styrene Unsaturated carboxylic acids such as sulfonic acid and its salts (sodium salt, potassium salt, ammonium salt, tertiary amine salt, etc.), unsaturated nitriles such as acrylonitrile, methacrylonitrile; acrylamide, meth
- ⁇ -olefins such as ethylene and propylene
- halogen-containing ⁇ and ⁇ -unsaturated monomers such as vinyl chloride, vinylidene chloride and vinyl fluoride
- ⁇ and ⁇ -unsaturated aromatics such as styrene and ⁇ -methylstyrene Group monomers and the like, one or more of these It may be used monomers.
- the carbodiimide compound that can be used in the present invention is not particularly limited as long as it has at least one carbodiimide structure represented by the following general formula (2) per molecule.
- a polycarbodiimide compound having two or more in one molecule is particularly preferable.
- the resin layer of the present invention is provided on the thermoplastic resin film and laminated.
- a known technique can be applied to the production of the carbodiimide compound, and it is generally obtained by polycondensation of a diisocyanate compound in the presence of a catalyst.
- a diisocyanate compound that is a starting material of the polycarbodiimide compound aromatic, aliphatic, and alicyclic diisocyanates can be used. Specifically, tolylene diisocyanate, xylene diisocyanate, diphenylmethane diisocyanate, hexamethylene diisocyanate, cyclohexane diisocyanate. , Isophorone diisocyanate, dicyclohexyl diisocyanate and the like can be used.
- a surfactant is added, polyalkylene oxide, quaternary ammonium salt of dialkylamino alcohol, hydroxy
- a hydrophilic monomer such as an alkyl sulfonate may be added or used.
- the epoxy compound that can be used in the present invention is not particularly limited as long as it has at least one epoxy group per molecule, and monoepoxy compounds, diepoxy compounds, polyepoxy compounds, modified epoxy compounds, and the like are used. be able to. In particular, it is preferable to use a bifunctional or higher epoxy compound.
- the resin layer of the present invention is provided on a thermoplastic resin film to form a laminated film, not only the oligomer suppressing effect of the resin layer, but also various inks and hard coating agents are used. It can be preferably used because of its improved adhesion to water, moisture and heat resistance, toughness, water resistance and solvent resistance.
- epoxy compound examples include sorbitol polyglycidyl ether, polyglycerol polyglycidyl ether, diglycerol polyglycidyl ether, polyethylene glycol diglycidyl ether, fatty acid-modified glycidyl, glycidyl ether, glycidyl methacrylate, and the like.
- the melamine compound that can be used in the present invention is not particularly limited, but methylol melamine derivatives obtained by condensing melamine and formaldehyde in terms of hydrophilization, methyl alcohol, ethyl alcohol, A compound obtained by subjecting isopropyl alcohol or the like to etherification by a dehydration condensation reaction is preferable.
- the resin layer of the present invention is provided on a thermoplastic resin film to form a laminated film, not only the oligomer suppressing effect of the resin layer but also various inks It can be preferably used because it has improved adhesion to hard and hard coating agents, moist heat resistance, flexibility, toughness and solvent resistance.
- methylolated melamine derivatives include monomethylol melamine, dimethylol melamine, trimethylol melamine, tetramethylol melamine, pentamethylol melamine, and hexamethylol melamine.
- At least one compound (C) selected from the group consisting of an oxazoline compound, a carbodiimide compound, an epoxy compound, and a melamine compound is an acrylic-modified polyester ( Any amount can be used as long as the effects of A), sugar alcohol (B1), and sugar alcohol derivative (B2) are not impaired, but acrylic modified polyester (A), sugar alcohol (B1), and sugar alcohol derivative (B2) From 5 to 50 parts by mass, more preferably from 10 to 30 parts by mass with respect to 100 parts by mass in total. In addition, there is “a total of 100 parts by mass of acrylic-modified polyester (A), sugar alcohol (B1), and sugar alcohol derivative (B2)”.
- the amount is 5 parts by mass or more, the effect of the compound (C) is expressed, and by 50 parts by mass or less, the acrylic-modified polyester (A), sugar alcohol (B1), and sugar alcohol derivative (B2) in the resin layer. The effect can be maintained.
- other compounds such as aziridine compounds, amide epoxy compounds, titanate coupling agents such as titanium chelates, methylolated or alkylolated urea compounds, acrylamide compounds are optionally used. You can also.
- the acrylic-modified polyester (A) is preferably crosslinked with the compound (C).
- the crosslinking form is preferably a crosslinking reaction by a reactive group of the compound (C) with a hydrophilic group such as a carboxylic acid group, a hydroxyl group or an amino group of the acrylic modified polyester (A), but all of the hydrophilic groups of the acrylic modified polyester (A). Need not be cross-linked with the compound (C), and a part of the compound may react with a site other than the hydroxyl group of the acrylic-modified polyester (A), and a part of the compound (C) may react with each other in the resin layer.
- One type and / or a plurality of types may be cross-linked, and a part of the compound (C) may exist without being cross-linked. Not only the oligomer suppression effect of the resin layer by taking a cross-linked structure even if the acrylic modified polyester (A) and the compound (C) are partially in the resin layer, but also adhesiveness, moist heat resistance, flexibility, toughness, Water resistance, solvent resistance, etc. are improved and it can be preferably used.
- thermoplastic resin film used as the base film is a general term for films that use a thermoplastic resin and melt or soften by heat.
- thermoplastic resins include polyester resins, polypropylene resins, polyolefin resins such as polyethylene films, polylactic acid resins, polycarbonate resins, acrylic resins such as polymethacrylate resins and polystyrene resins, polyamide resins such as nylon resins, polyvinyl chloride resins, A polyurethane resin, a fluororesin, a polyphenylene resin, etc. are mentioned.
- the thermoplastic resin used for the thermoplastic resin film may be a monopolymer or a copolymer. A plurality of resins may be used.
- thermoplastic resin films using these thermoplastic resins include polyester films, polyolefin films such as polypropylene films and polyethylene films, polylactic acid films, polycarbonate films, acrylic films such as polymethacrylate films and polystyrene films, and nylon.
- polyamide films, polyvinyl chloride films, polyurethane films, fluorine-based films, polyphenylene sulfide films, and the like include polyamide films, polyvinyl chloride films, polyurethane films, fluorine-based films, polyphenylene sulfide films, and the like.
- the resin layer in the present invention is highly effective in suppressing oligomers, it is preferably applied to a thermoplastic resin film in which oligomers are easily generated.
- the base film is preferably a polyester film or a polyethylene film.
- a polyester film having mechanical strength and versatility is preferable.
- the polyester resin constituting the polyester film particularly preferably used as the thermoplastic resin film will be described in detail below.
- polyester is a general term for polymers having an ester bond as a main bond chain, and includes ethylene terephthalate, propylene terephthalate, ethylene-2,6-naphthalate, butylene terephthalate, propylene-2,6-naphthalate.
- Those having at least one component selected from ethylene- ⁇ , ⁇ -bis (2-chlorophenoxy) ethane-4,4′-dicarboxylate as a main component can be preferably used.
- the polyester film using the above polyester is preferably biaxially oriented.
- a biaxially oriented polyester film is generally an unstretched polyester sheet or film that is stretched about 2.5 to 5 times in the longitudinal direction and in the width direction perpendicular to the longitudinal direction, and then subjected to heat treatment to produce crystalline The alignment is completed, and it indicates a biaxial alignment pattern by wide-angle X-ray diffraction. If the thermoplastic resin film is not biaxially oriented, it is not preferable because the thermal stability, particularly dimensional stability and mechanical strength of the thermoplastic resin film are insufficient or the flatness is poor.
- thermoplastic resin film various additives such as an antioxidant, a heat stabilizer, a weather stabilizer, an ultraviolet absorber, an organic lubricant, a pigment, a dye, an organic or inorganic fine particle, a filler, Antistatic agents, nucleating agents, and the like may be added to such an extent that the characteristics are not deteriorated.
- additives such as an antioxidant, a heat stabilizer, a weather stabilizer, an ultraviolet absorber, an organic lubricant, a pigment, a dye, an organic or inorganic fine particle, a filler, Antistatic agents, nucleating agents, and the like may be added to such an extent that the characteristics are not deteriorated.
- the thickness of the thermoplastic resin film is not particularly limited and is appropriately selected depending on the application and type, but is preferably preferably 10 to 500 ⁇ m, more preferably 38 from the viewpoint of mechanical strength, handling properties, and the like. It is ⁇ 250 ⁇ m, most preferably 75 to 150 ⁇ m. Further, the thermoplastic resin film may be a composite film obtained by coextrusion or a film obtained by bonding the obtained film by various methods.
- the resin composition containing acrylic-modified polyester (A) mentioned above and sugar alcohol (B1) and / or sugar alcohol derivative (B2) is put on a thermoplastic resin film.
- the resin layer can be formed on the thermoplastic resin film by applying and drying the solvent as necessary.
- This resin composition includes an acrylic modified polyester (A) having a glass transition point of 67 ° C. or higher, and a sugar alcohol (B1) and / or a sugar alcohol derivative (B2).
- an aqueous solvent (F) as a solvent. This is because the use of the aqueous solvent can suppress the rapid evaporation of the solvent in the drying step and can form a uniform composition layer, and is excellent in terms of environmental load.
- the aqueous solvent (F) is water or water and alcohols such as methanol, ethanol, isopropyl alcohol and butanol, ketones such as acetone and methyl ethyl ketone, and glycols such as ethylene glycol, diethylene glycol and propylene glycol.
- the organic solvent that is soluble is mixed at an arbitrary ratio. This is because the use of the aqueous solvent can suppress the rapid evaporation of the solvent in the drying step and can form a uniform composition layer, and is excellent in terms of environmental load.
- the method for applying the resin composition to the thermoplastic resin film can be either an in-line coating method or an off-coating method, but is preferably an in-line coating method.
- the in-line coating method is a method of applying in the process of manufacturing a thermoplastic resin film. Specifically, it refers to a method of coating at any stage from melt extrusion of a thermoplastic resin to biaxial stretching followed by heat treatment and winding up, and is usually substantially obtained after melt extrusion and rapid cooling. Unstretched (unoriented) thermoplastic resin film (A film) in an amorphous state, then uniaxially stretched (uniaxially oriented) thermoplastic resin film (B film) stretched in the longitudinal direction, or further stretched in the width direction It is applied to any film of biaxially stretched (biaxially oriented) thermoplastic resin film (C film) before heat treatment.
- the resin composition is applied to the thermoplastic resin film of any one of the A film and B film before the crystal orientation is completed, and then the thermoplastic resin film is stretched uniaxially or biaxially. It is preferable to employ a method in which a heat treatment is performed at a temperature higher than the boiling point of the solvent to complete the crystal orientation of the thermoplastic resin film and to provide a resin layer. According to this method, the production of the thermoplastic resin film and the coating and drying of the resin composition (that is, the formation of the resin layer) can be performed at the same time. Moreover, it is easy to make the thickness of the resin layer thinner in order to perform stretching after coating.
- a method of applying a coating composition to a film uniaxially stretched in the longitudinal direction (B film), then stretching in the width direction, and performing a heat treatment is excellent.
- the stretching process is less than once, so it is difficult to generate defects and cracks in the resin layer due to stretching, and a composition layer with excellent transparency and smoothness is formed. This is because it can.
- the off-line coating method is a film after the A film is stretched uniaxially or biaxially and subjected to heat treatment to complete the crystal orientation of the thermoplastic resin film, or the film forming process of the film on the A film.
- the resin composition is applied in a separate step.
- the resin layer is preferably provided by an in-line coating method from the various advantages described above.
- the best method for forming a resin layer in the present invention is a method in which a resin composition using an aqueous solvent (F) is applied on a thermoplastic resin film using an in-line coating method and dried. is there. More preferably, the resin composition is in-line coated on the uniaxially stretched B film. Furthermore, the solid content concentration of the resin composition is preferably 10% by mass or less. When the solid content concentration is 10% by mass or less, a good coating property can be imparted to the resin composition, and a laminated film provided with a transparent and uniform composition layer can be produced.
- F aqueous solvent
- Resin composition using aqueous solvent (F) is prepared by dispersing or water-soluble acrylic-modified polyester (A), sugar alcohol as needed. It can be prepared by mixing and stirring the aqueous compound (B1) and / or the sugar alcohol derivative (B2) and the aqueous solvent (F) in a desired mass ratio. Next, the compound (C) can be prepared by mixing and stirring the resin composition in the desired order in a desired mass ratio as necessary.
- Mixing and stirring can be performed by shaking the container by hand, using a magnetic stirrer or stirring blade, irradiating with ultrasonic waves, vibrating and dispersing.
- (10) Coating method As a coating method of the resin composition on the thermoplastic resin film, a known coating method such as a bar coating method, a reverse coating method, a gravure coating method, a die coating method, or a blade coating method is used. be able to.
- Heat treatment In the method for producing a laminated film of the present invention, the heat treatment is performed in order to complete the crystal orientation of the base film and complete the thermosetting of the resin composition and the removal of the solvent to complete the formation of the resin layer. Although it can be carried out in the temperature range of ⁇ 240 ° C., it must be carried out below the boiling point of sugar alcohol (B1) and sugar alcohol derivative (B2). When the heat treatment temperature is 160 ° C.
- the crystal orientation of the substrate film can be completed and the process of removing the solvent or the removal In this state, the acrylic-modified polyester (A), sugar alcohol (B1), and sugar alcohol derivative (B2) can be present in a uniformly mixed state as a solid content of the resin layer. Furthermore, since the sugar alcohol (B1) and the sugar alcohol derivative (B2) do not boil or evaporate, a resin layer that does not have cracks or surface roughness associated with the boiling or evaporation of the sugar alcohol (B1) or sugar alcohol derivative (B2) is formed. Therefore, the effect of oligomer suppression can be expressed.
- PET polyethylene terephthalate
- the PET pellets are sufficiently vacuum dried, then supplied to an extruder, melt extruded into a sheet at about 280 ° C., and cooled and solidified to produce an unstretched (unoriented) PET film (A film).
- a film unstretched (unoriented) PET film
- This film is stretched 2.5 to 5.0 times in the longitudinal direction with a roll heated to 80 to 120 ° C. to obtain a uniaxially oriented PET film (B film).
- the resin composition of the present invention prepared at a predetermined concentration is applied to one side of the B film.
- surface treatment such as corona discharge treatment may be performed on the coated surface of the PET film before coating.
- surface treatment such as corona discharge treatment
- the wettability of the resin composition to the PET film can be improved, the repelling of the resin composition can be prevented, and a uniform coating thickness can be achieved.
- the edge of the PET film is held with a clip and guided to a heat treatment zone (preheating zone) at 80 to 130 ° C., and the solvent of the resin composition is dried. After drying, the film is stretched 1.1 to 5.0 times in the width direction. Subsequently, it is guided to a heat treatment zone (heat setting zone) at 160 to 240 ° C., and heat treatment is performed for 1 to 30 seconds to complete crystal orientation.
- a heat treatment zone heat setting zone
- heat treatment step heat setting step
- a relaxation treatment of 3 to 15% may be performed in the width direction or the longitudinal direction as necessary.
- the laminated film thus obtained is a transparent laminated film excellent in oligomer suppression.
- the characteristic measurement method and effect evaluation method in the present invention are as follows.
- Tg of acrylic resin component is substituted for Tg of homopolymer (mass average molecular weight 2000 or more) for each of alkyl methacrylate, alkyl acrylate and epoxy-containing acrylic monomer in the following copolymer Tg approximation formula (1) And calculated.
- the total light transmittance and haze measurement are conducted in the normal state (23 ° C., relative humidity 50%), after the laminated film sample is left for 40 hours, manufactured by Nippon Denshoku Industries Co., Ltd. It was measured using a turbidimeter “NDH5000”.
- the total light transmittance is measured according to JIS “Testing method of total light transmittance of plastic transparent material” (K7361-1, 1997 edition), and haze is measured according to JIS “How to determine haze of transparent material” (K7136 2000 edition). It was performed according to the same method. Three samples of a square with a side of 50 mm were prepared, and the average value obtained by measuring three times once each was used as the haze value of the sample.
- the laminated film was randomly sampled by the stained freezing ultrathin section method by RuO 4 staining, and cross-sectioned with a TEM (transmission electron microscope: H7100FA type manufactured by Hitachi, Ltd.). The morphology of the inorganic particles was observed at 10,000 to 1,000,000 times, and 100 or more inorganic particles were photographed. Each particle size was measured in units of 1 nm from 100 inorganic particle cross-sectional photographs randomly selected from them. When the particle was a perfect circle, an arbitrary diameter was measured, and when the particle was an ellipse, the shortest diameter was measured.
- the measured particle size is 0 when the first digit is 0, 1, 2 and 0 when the first digit is 3, 4, 5, 6 and 7.
- the first digit is 8, 9, the first digit is converted to 0 and the second digit is incremented by one.
- the measured particle size is 98 to 102 nm, it is 100 nm, and when the measured particle size is 103 to 107 nm, it is 105 nm.
- the particle size thus converted was expressed in a frequency distribution graph of the horizontal axis particle size (nm) and the vertical axis frequency.
- the peak numbers were assigned in order from the distribution with the largest particle diameter as described above.
- the present invention will be described more specifically based on examples. However, the present invention is not limited to the following examples. In any of the following examples and comparative examples, the value of the number average particle diameter of the inorganic particles contained in the resin composition was the peak position of the particle size distribution of the inorganic particles.
- Example 1 The resin composition was prepared as follows.
- Acrylic modified polyester (A) As the polyester resin component, terephthalic acid, isophthalic acid, 5-sodium sulfoisophthalic acid, ethylene glycol, and diethylene glycol were prepared by the production method described above. The polyester resin component was charged into a reactor purged with nitrogen with terephthalic acid, isophthalic acid, ethylene glycol, and diethylene glycol together with a polymerization catalyst, and subjected to a polymerization reaction at 190 to 220 ° C. under normal pressure for 12 hours while removing water to obtain polyester glycol. .
- polyester glycol The obtained polyester glycol, 5-sodium sulfoisophthalic acid, and xylene as a solvent were charged into a reactor and polymerized for 3 hours while distilling off xylene to obtain a polyester resin component.
- This polyester resin component was dissolved in water containing ammonia water and butyl cellulose.
- a fluorosurfactant (E) (Plus Coat (registered trademark) RY-2 manufactured by Kyoyo Chemical Co., Ltd.) is added to the resin composition. It added so that content with respect to the whole might be 0.02 mass%.
- PET pellets (intrinsic viscosity 0.63 dl / g) substantially free of particles were sufficiently vacuum-dried, then supplied to an extruder and melted at 285 ° C.
- the molten polymer was extruded into a sheet form from a T-shaped die, wound around a mirror casting drum having a surface temperature of 25 ° C. using an electrostatic application casting method, and cooled and solidified. This unstretched film was heated to 90 ° C. and stretched 3.4 times in the longitudinal direction to obtain a uniaxially stretched film (B film).
- the resin composition was applied to the corona discharge-treated surface of the uniaxially stretched film with a coating thickness of about 12 ⁇ m using a bar coat.
- the both ends in the width direction of the uniaxially stretched film coated with the resin composition are gripped with clips and guided to a preheating zone, and the ambient temperature is set to 75 ° C.
- the ambient temperature is set to 110 ° C using a radiation heater, and then the ambient temperature. was set to 90 ° C., and the coating composition was dried to form a composition layer.
- the thickness of the PET film was 100 ⁇ m, and the thickness of the resin layer was about 0.15 ⁇ m.
- the characteristics of the obtained laminated film are shown in the table. It was excellent in transparency such as haze and total light transmittance, and ⁇ haze after heat treatment and pressure treatment at 140 ° C. for 1 hour was less than 0.3%, which was a favorable heat treatment evaluation result.
- Example 2 A laminated film was obtained in the same manner as in Example 1 except that the mass ratio of the acrylic-modified polyester (A) and the sugar alcohol (B1) was changed to the numerical values described in the table. The characteristics of the obtained laminated film are shown in the table.
- the film-forming property of the acrylic-modified polyester (A) is improved, and compared with Example 1, the initial haze is further suppressed.
- the ⁇ haze after heat treatment at 1 ° C. and pressure treatment was less than 0.3%, which was a favorable heat treatment evaluation result.
- the characteristics of the obtained laminated film are shown in the table.
- the inclusion of the oxazoline-based compound (C) kept transparency such as haze and total light transmittance at 140 ° C. for 1 hour. It was a favorable heat treatment evaluation result in which ⁇ haze after the heat treatment was further suppressed.
- the pressure treatment evaluation showed slight degradation of the resin layer due to friction between the resin layers and local pressure. It was a slightly inferior result.
- Example 8 and 9 A laminated film was obtained in the same manner as in Example 7, except that the mass ratio of the acrylic-modified polyester (A), sugar alcohol (B1), and compound (C) was changed to the numerical values described in the table. The characteristics of the obtained laminated film are shown in the table. Although the mass ratio of the oxazoline-based compound (C) was increased in the order of Examples 8 and 9, transparency such as haze and total light transmittance was maintained as compared with Example 2 in the same manner as in Example 7. As it was, it was the favorable heat processing evaluation result by which (DELTA) haze after 140 degreeC 1 hour heat processing was suppressed more.
- (DELTA) haze after 140 degreeC 1 hour heat processing was suppressed more.
- the number average particle size of the inorganic particle group was less than 1.05d in the same manner as in Example 7, so that the resin layer was slightly deteriorated due to friction between the resin layers or local pressure. The result was slightly inferior.
- Example 11 to 15 A laminated film was obtained in the same manner as in Example 10 except that the mass ratio of the acrylic-modified polyester (A) and the sugar alcohol (B1) was changed to the numerical values described in the table. The characteristics of the obtained laminated film are shown in the table. Compared with Examples 2 to 6 in which the mass ratio of (A / (B1 + B2)) in each of Examples 11 to 15 was the same, the effect of suppressing the oligomer was improved by increasing the Tg of the acrylic resin component of the acrylic-modified polyester. It was a favorable heat treatment evaluation result in which ⁇ haze after heat treatment and pressure treatment at 140 ° C. for 1 hour was further suppressed while maintaining transparency such as haze and total light transmittance.
- Example 17 and 18 A laminated film was obtained in the same manner as in Example 16 except that the mass ratio of the acrylic-modified polyester (A), sugar alcohol (B1) and compound (C) was changed to the numerical values shown in the table. The characteristics of the obtained laminated film are shown in the table.
- the mass ratio of the oxazoline-based compound (C) was increased in the order of Examples 17 and 18, when compared with Example 13, transparency such as haze and total light transmittance and 140 were obtained as in the result of Example 16.
- ⁇ haze after heat treatment at 1 ° C. was slightly inferior, but haze was 2% or less, and ⁇ haze after heat treatment and pressure treatment at 140 ° C. was less than 0.3%, which was a favorable heat treatment evaluation result.
- ⁇ haze was suppressed by increasing the Tg of the acrylic resin component of the acrylic-modified polyester (A).
- Example 17 The characteristics of the obtained laminated film are shown in the table. It is the same result as Example 17 using an oxazoline type compound (C), and compared with Example 13, transparency, such as haze and a total light transmittance, and (DELTA) haze after 140 degreeC 1 hour heat processing are a little inferior. The haze was 2% or less, and the ⁇ haze after the heat treatment and pressure treatment at 140 ° C. for 1 hour was less than 0.3%, which was a favorable heat treatment evaluation result. However, compared with Example 8, ⁇ haze was suppressed by increasing Tg of the acrylic resin component of the acrylic-modified polyester (A).
- a laminated film was obtained in the same manner as in Example 10 except that the numerical values described were changed. The characteristics of the obtained laminated film are shown in the table.
- the acrylic resin component of the acrylic-modified polyester (A) has decreased, so the oligomer suppression effect is slightly inferior, but ⁇ after heat treatment at 140 ° C. for 1 hour The haze was less than 0.3%, which was a favorable heat treatment evaluation result.
- a laminated film was obtained in the same manner as in Example 10 except that the numerical values described were changed. The characteristics of the obtained laminated film are shown in the table.
- the acrylic resin component of the acrylic-modified polyester (A) has increased, so the transparency such as haze and total light transmittance is slightly improved, and the oligomer It was a favorable heat treatment evaluation result in which the suppression effect was maintained.
- Example 13 Compared with Example 13 in which the mass ratio of (A / (B1 + B2)) is the same, the Tg of the acrylic resin component of the acrylic-modified polyester (A) is increased, so that the film-forming property of the acrylic-modified polyester (A) is slightly reduced. Although the initial haze increased slightly, the ⁇ haze after the heat treatment and pressure treatment at 140 ° C. for 1 hour was a favorable heat treatment evaluation result that was further suppressed.
- Example 4 Compared to Example 4 in which the mass ratio of (A / (B1 + B2)) is the same, the Tg of the acrylic resin component of the acrylic-modified polyester (A) is low, and therefore the ⁇ haze after heating at 140 ° C. for 1 hour and pressure treatment is Although slightly increased, the ⁇ haze was less than 0.3%, which was a favorable heat treatment evaluation result.
- a laminated film was obtained in the same manner as in Example 10 except that the numerical values described were changed. The characteristics of the obtained laminated film are shown in the table.
- the acrylic resin component of the acrylic-modified polyester (A) has decreased, so although it is somewhat inferior in the oligomer suppression effect, ⁇ after heat treatment at 140 ° C. for 1 hour The haze was less than 0.3%, which was a favorable heat treatment evaluation result.
- Example 23 Compared to Example 23 in which the mass ratio of (A / (B1 + B2)) was the same, the Tg of the acrylic resin component of the acrylic-modified polyester (A) was low, but ⁇ haze after heating at 140 ° C. for 1 hour was slightly increased. The ⁇ haze was less than 0.3%, which was a favorable heat treatment evaluation result.
- Example 26 A laminated film was produced in the same manner as in Example 13 except that the number average particle diameter of the silica particles was changed to 80 nm (Cataloid (registered trademark) SI-80P, manufactured by Catalytic Chemical Industry Co., Ltd.) and the resin layer thickness d was changed to 75 nm. Got. The characteristics of the obtained laminated film are shown in the table. Compared with Example 13, the number average particle diameter of the silica particles is small, the number of particles with the same addition amount is increased, and the gap between the silica particles and the binder resin of the resin layer is increased. The later ⁇ haze was slightly inferior, but there was no problem in practical use.
- the ratio of (number average particle diameter of inorganic particle diameter (peak position of particle size distribution) / resin layer thickness d) is as small as 1.07, and the gap between laminated films is narrowed. Therefore, the ⁇ haze after the pressure treatment evaluation was slightly inferior, but there was no problem in practical use.
- Example 27 The laminated film was formed in the same manner as in Example 13 except that the number average particle diameter of the silica particles was changed to 150 nm (Spherica (registered trademark) slurry 140 manufactured by JGC Catalysts & Chemicals Co., Ltd.) and the resin layer thickness d was changed to 75 nm. Obtained. The characteristics of the obtained laminated film are shown in the table. Compared with Example 13, the thickness of the resin layer was reduced, but the composition ratio of the resin layer was the same, and the number average particle diameter of the silica particles was also approximately the same, so after 140 ° C. for 1 hour heat treatment and pressure treatment Both the ⁇ haze and the ⁇ haze after the heat treatment were the same good results.
- Example 28 The laminated film was formed in the same manner as in Example 13 except that the number average particle diameter of the silica particles was changed to 300 nm (Chihoster (registered trademark) KE-W30 manufactured by Nippon Shokubai Co., Ltd.) and the resin layer thickness d was changed to 75 nm. Obtained. The characteristics of the obtained laminated film are shown in the table. Compared to Example 13, the thickness of the resin layer was reduced, but the composition ratio of the resin layer was the same, and the number average particle diameter of the silica particles was increased, but the range does not affect the heat treatment evaluation. Therefore, ⁇ haze after heat treatment at 140 ° C. for 1 hour was an equivalent good result.
- Example 13 Compared with Example 13, the ratio of (number average particle diameter of inorganic particle diameter (peak position of particle size distribution) / resin layer thickness d) was as large as 4.00, and there was a sufficient gap between the laminated films. The ⁇ haze after the pressure treatment evaluation was an equivalent good result.
- Example 29 The number average particle size of the silica particles was changed to 335 nm (Snowtex (registered trademark) MP-3040 manufactured by Nissan Chemical Industries, Ltd.), and the layer was laminated in the same manner as in Example 13 except that the resin layer thickness d was 75 nm. A film was obtained. The characteristics of the obtained laminated film are shown in the table. Compared to Example 13, the number average particle diameter of the silica particles is increased, the contact area between the silica particles and the binder resin of the resin layer at the same addition amount is increased, and between the silica particles and the binder resin of the resin layer. The ⁇ haze after the heat treatment at 140 ° C. for 1 hour was slightly inferior, but there was no problem in practical use. Also, the pressure treatment evaluation was a good result although the ⁇ haze after the pressure treatment evaluation was slightly inferior for the same reason because it was heated after the pressure treatment.
- Example 30 to 33 The addition amount of silica particles (D) was changed to 0.2, 1.0, 3.0, and 4.0 parts by mass with respect to 100 parts by mass in total of the acrylic-modified polyester resin (A) and the sugar alcohol (B1). A laminated film was obtained in the same manner as in Example 27 except for the above. Compared with Example 27, in Example 30 in which the amount of addition of (D) is 0.2 parts by mass, the amount of silica particles added is small and the slipperiness between laminated films is poor, so that during heat treatment, etc. The resin layer slightly deteriorated due to the friction between the laminated films during handling, and the ⁇ haze after the heat treatment was slightly inferior, but there was no problem in practical use. Further, since the amount of silica particles added is small and the gap between the laminated films is somewhat difficult to hold compared to Example 27, ⁇ haze after the pressure treatment was a slightly inferior value, but practically. There was no problem.
- Example 33 compared with Example 27, since the amount of silica particles added increased, the gap between the silica particles and the binder resin in the resin layer increased, so ⁇ haze after heat treatment at 140 ° C. for 1 hour was slightly inferior. Although it was a value, there was no problem in practical use. In addition, the pressure treatment evaluation was performed after pressurization, and for the same reason, ⁇ haze after the pressure treatment evaluation was slightly inferior, but there was no problem in practical use.
- Examples 34 to 36 A laminated film was obtained in the same manner as in Example 27 except that the silica particles were changed to two particles having a number average particle diameter of 150 nm and 300 nm and the addition amount shown in the table was added. The characteristics of the obtained laminated film are shown in the table. By adding an appropriate amount of 300 nm particles to Example 27, sufficient slipperiness was imparted to the laminated film, and ⁇ haze after the heat treatment was also as good as equivalent.
- the ratio of the number average particle diameter (peak position of particle size distribution) / resin layer thickness d) of the inorganic particles is 2.00 / 4.00 with respect to 2.00 in Example 27, and between the laminated films Therefore, the ⁇ haze after the evaluation of the pressure treatment was the same or better.
- Examples 37 to 40 In the same manner as in Example 27, except that the addition amount of the fluorosurfactant (E) was changed to 0.01, 0.05, 0.1, and 0.3% by mass with respect to the entire resin composition. A laminated film was obtained. The characteristics of the obtained laminated film are shown in the table. As in Example 27, since the fluorosurfactant is a preferable addition amount, both the ⁇ haze after the heat treatment at 140 ° C. for 1 hour and the ⁇ haze after the pressure treatment evaluation were equivalent and good results.
- Example 41 A laminated film was obtained in the same manner as in Example 35 except that the addition amount of the fluorosurfactant (E) was changed to 0.05 and 0.1% by mass with respect to the entire resin composition. The characteristics of the obtained laminated film are shown in the table. Similarly to Example 35, since the fluorosurfactant is a preferred addition amount, both ⁇ haze after heat treatment at 140 ° C. for 1 hour and ⁇ haze after evaluation of pressure treatment were equally good results.
- Example 43 Lamination was performed in the same manner as in Example 40 except that 10 parts by mass of the oxazoline-based compound (C) used in Example 7 was added to 100 parts by mass in total of the acrylic-modified polyester (A) and sugar alcohol (B1). A film was obtained. The characteristics of the obtained laminated film are shown in the table. Compared with Example 40, since the abundance ratio of the acrylic-modified polyester (A) was relatively decreased with respect to the same resin layer thickness, both the ⁇ haze after the heat treatment at 140 ° C. for 1 hour and the ⁇ haze after the pressure treatment evaluation were inferior. Although it was a value, there was no problem in practical use.
- Example 44 Lamination was carried out in the same manner as in Example 42 except that 10 parts by mass of the oxazoline-based compound (C) used in Example 7 was added to 100 parts by mass in total of the acrylic-modified polyester (A) and the sugar alcohol (B1). A film was obtained. The characteristics of the obtained laminated film are shown in the table. Compared with Example 42, since the abundance ratio of the acrylic-modified polyester (A) was relatively decreased with respect to the same resin layer thickness, both ⁇ haze after heat treatment at 140 ° C. for 1 hour and ⁇ haze after pressure treatment evaluation were inferior. Although it was a value, there was no problem in practical use.
- Example 45 Lamination was performed in the same manner as in Example 40 except that 30 parts by mass of the oxazoline compound (C) used in Example 7 was added to 100 parts by mass in total of the acrylic-modified polyester (A) and sugar alcohol (B1). A film was obtained. The characteristics of the obtained laminated film are shown in the table. Compared with Example 40, since the abundance ratio of the acrylic-modified polyester (A) was relatively decreased with respect to the same resin layer thickness, both the ⁇ haze after the heat treatment at 140 ° C. for 1 hour and the ⁇ haze after the pressure treatment evaluation were inferior. Although it was a value, there was no problem in practical use.
- Example 46 Lamination was carried out in the same manner as in Example 42 except that 30 parts by mass of the oxazoline-based compound (C) used in Example 7 was added to 100 parts by mass in total of the acrylic-modified polyester (A) and the sugar alcohol (B1). A film was obtained. The characteristics of the obtained laminated film are shown in the table. Compared to Example 42, since the abundance ratio of (A) was relatively decreased with respect to the same resin layer thickness, ⁇ haze after heat treatment at 140 ° C. for 1 hour and ⁇ haze after evaluation of pressure treatment were inferior values. However, there was no problem in practical use.
- the Tg of the acrylic resin component of the acrylic-modified polyester (A) was 93 ° C.
- the properties of the resulting laminated film are shown in the table. Although the initial haze value was slightly increased by increasing the Tg of the acrylic resin component of the polyester, it was a favorable heat treatment evaluation result in which ⁇ haze after the heat treatment at 140 ° C. for 1 hour and the pressure treatment was further suppressed. .
- Example 48 to 52 A laminated film was obtained in the same manner as in Example 1 except that the mass ratio of the acrylic-modified polyester (A) and the sugar alcohol (B1) was changed to the numerical values described in the table. The characteristics of the obtained laminated film are shown in the table.
- the mass ratio of (B1 + B2) according to the order of Examples 48 to 52, the film-forming property of the acrylic-modified polyester (A) was improved, and compared with Example 47, the initial haze was further suppressed and 140 ° C.
- the ⁇ haze after the heat treatment and pressure treatment for 1 hour was less than 0.3%, which was a favorable heat treatment evaluation result.
- a laminated film was obtained in the same manner as in Example 47 except that (A / (B1 + B2) / C) was adjusted to 90/10/10. The characteristics of the obtained laminated film are shown in the table.
- transparency such as haze and total light transmittance and heating at 140 ° C. for 1 hour are caused by including the compound (C) composed of an oxazoline-based compound.
- the ⁇ haze after the treatment was somewhat inferior, the haze was 2% or less, and the ⁇ haze after the heat treatment and pressure treatment at 140 ° C. for 1 hour was less than 0.3%, which was a favorable heat treatment evaluation result.
- Example 54 and 55 A laminated film was obtained in the same manner as in Example 53 except that the mass ratio of the acrylic-modified polyester (A), sugar alcohol (B1), and compound (C) was changed to the numerical values shown in the table. The characteristics of the obtained laminated film are shown in the table.
- the mass ratio of the compound (C) composed of the oxazoline-based compound was increased in the order of Examples 54 and 55, but compared with Example 50, the transparency such as haze and total light transmittance was similar to the result of Example 53.
- Property and ⁇ haze after heat treatment at 140 ° C. for 1 hour are slightly inferior, but haze is 2% or less, ⁇ haze after heat treatment at 140 ° C. for 1 hour and pressure treatment is less than 0.3%, and favorable heat treatment evaluation results Met.
- ⁇ haze was suppressed by increasing Tg of the acrylic resin component of the acrylic-modified polyester (A) as compared with Examples 7 and 8.
- Example 17 It is the same result as Example 17 using an oxazoline type compound (C), and compared with Example 13, transparency, such as haze and a total light transmittance, and (DELTA) haze after 140 degreeC 1 hour heat processing are a little inferior.
- the haze was 2% or less, and the ⁇ haze after the heat treatment and pressure treatment at 140 ° C. for 1 hour was less than 0.3%, which was a favorable heat treatment evaluation result.
- Example 17 It is the same result as Example 17 using an oxazoline type compound (C), and compared with Example 13, transparency, such as haze and a total light transmittance, and (DELTA) haze after 140 degreeC 1 hour heat processing are a little inferior.
- the haze was 2% or less, and the ⁇ haze after the heat treatment and pressure treatment at 140 ° C. for 1 hour was less than 0.3%, which was a favorable heat treatment evaluation result.
- the characteristics of the obtained laminated film are shown in the table.
- transparency such as haze and total light transmittance and ⁇ haze after heat treatment at 140 ° C. for 1 hour are slightly inferior, but haze is 2% or less, 140 ° C. for 1 hour.
- the ⁇ haze after the heat treatment and pressure treatment was less than 0.3%, which was a favorable heat treatment evaluation result.
- the characteristics of the obtained laminated film are shown in the table.
- transparency such as haze and total light transmittance and ⁇ haze after heat treatment at 140 ° C. for 1 hour are slightly inferior, but haze is 2% or less, 140 ° C. for 1 hour.
- the ⁇ haze after the heat treatment and pressure treatment was less than 0.3%, which was a favorable heat treatment evaluation result.
- Example 1 A laminated film was obtained in the same manner as in Example 1 except that the mass ratio of the acrylic-modified polyester (A) and the sugar alcohol (B1) was changed to the numerical values described in the table. The characteristics of the obtained laminated film are shown in the table.
- Example 6 when compared with Example 6 where the acrylic component of acrylic modified polyester (A) has the same Tg (A / (B1 + B2)) and the closest mass ratio, transparency such as initial haze and total light transmittance is Although it was equivalent, the effect of suppressing the oligomer of the acrylic-modified polyester (A) was insufficient, and ⁇ haze after heat treatment at 140 ° C. for 1 hour was larger than 0.3%, and the heat treatment evaluation result was poor. .
- Example 2 A laminated film was obtained in the same manner as in Example 1 except that the mass ratio of the acrylic-modified polyester (A) and the sugar alcohol (B1) was changed to the numerical values described in the table. The characteristics of the obtained laminated film are shown in the table.
- acrylic modified polyester (A) has the same acrylic component Tg (A / (B1 + B2)) and the closest mass ratio
- acrylic modified polyester (A) of sugar alcohol (B1) Since the film-forming property was insufficient for the resin layer and cracks were generated in the resin layer, the initial haze was 2.0% or more and the transparency was poor. Further, since oligomers were precipitated from cracks in the resin layer, ⁇ haze after heat treatment at 140 ° C. for 1 hour was larger than 0.3%, and the heat treatment evaluation result was poor.
- Example 3 A laminated film was obtained in the same manner as in Example 1 except that the mass ratio of the acrylic-modified polyester (A) and the sugar alcohol (B1) was changed to the numerical values described in the table. The characteristics of the obtained laminated film are shown in the table.
- Example 15 when compared with Example 15 in which the acrylic component of acrylic-modified polyester (A) has the same Tg (A / (B1 + B2)) and the closest mass ratio, transparency such as initial haze and total light transmittance is Although it was equivalent, the effect of suppressing the oligomer of the acrylic-modified polyester (A) was insufficient, and ⁇ haze after heat treatment at 140 ° C. for 1 hour was larger than 0.3%, and the heat treatment evaluation result was poor. .
- Example 4 A laminated film was obtained in the same manner as in Example 7, except that the mass ratio of the acrylic-modified polyester (A) and the sugar alcohol (B1) was changed to the numerical values described in the table. The characteristics of the obtained laminated film are shown in the table.
- the total ratio was less than 0.03 (the ratio of (A) was greater than 0.97).
- the Tg of the acrylic component of the acrylic modified polyester (A) is the same (A / (B1 + B2)) and the mass ratio of the closest is compared to Example 10, where the sugar alcohol (B1) is compared to the acrylic modified polyester (A). Since the film-forming property was insufficient and cracks occurred in the resin layer, the initial haze was 2.0% or more and the transparency was poor. Further, since oligomers were precipitated from cracks in the resin layer, ⁇ haze after heat treatment at 140 ° C. for 1 hour was larger than 0.3%, and the heat treatment evaluation result was poor.
- Example 5 The same method as in Example 1 was used except that ethylene glycol (boiling point: 197 ° C., manufactured by Kanto Chemical Industry Co., Ltd.) was used instead of D-glucitol in the sugar alcohol (B1) and was prepared by dissolving in pure water. A laminated film was obtained. Ethylene glycol is neither a sugar alcohol (B1) nor a sugar alcohol derivative (B2). The characteristics of the obtained laminated film are shown in the table. In the process of forming the laminated film, heat treatment was performed for 20 seconds in a heat treatment zone (heat setting zone) at 230 ° C.
- heat treatment zone heat setting zone
- Example 7 A laminated film was obtained in the same manner as in Example 10 except that the mass ratio of the acrylic-modified polyester (A) and the sugar alcohol (B1) was changed to the numerical values described in the table. The characteristics of the obtained laminated film are shown in the table.
- the total ratio was less than 0.03 (the ratio of (A) was greater than 0.97).
- the Tg of the acrylic component of the acrylic modified polyester (A) is the same (A / (B1 + B2)) and the mass ratio of the closest is compared to Example 10, where the sugar alcohol (B1) is compared to the acrylic modified polyester (A). Since the film-forming property was greatly insufficient and cracks occurred in the resin layer, the initial haze was 2.0% or more, and the transparency was poor. Further, since oligomers were precipitated from cracks in the resin layer, ⁇ haze after heat treatment at 140 ° C. for 1 hour was larger than 0.3%, and the heat treatment evaluation result was poor.
- Example 8 A laminated film was obtained in the same manner as in Example 1 except that the mass ratio of the acrylic-modified polyester (A) and the sugar alcohol (B1) was changed to the numerical values described in the table. The characteristics of the obtained laminated film are shown in the table.
- the total ratio was less than 0.03 (the ratio of (A) was greater than 0.97).
- the Tg of the acrylic component of the acrylic-modified polyester (A) is the same (A / (B1 + B2)) and the mass ratio of the closest is compared to Example 1, where the sugar alcohol (B1) is compared to the acrylic-modified polyester (A). Since the film-forming property was greatly insufficient and cracks occurred in the resin layer, the initial haze was 2.0% or more, and the transparency was poor. Further, since oligomers were precipitated from cracks in the resin layer, ⁇ haze after heat treatment at 140 ° C. for 1 hour was larger than 0.3%, and the heat treatment evaluation result was poor. Tables 1 to 15 summarize the compositions and evaluation results of the examples and comparative examples. For Comparative Example 5, (B1 + B2) represents the mass of ethylene glycol.
- the present invention relates to a laminated film that is transparent and excellent in oligomer suppression ability by heat treatment, and can be used for an optically easy adhesive film for display applications and an easily adhesive film that requires various heat treatments.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
熱可塑性樹脂フィルム基材の少なくとも片面に樹脂層が設けられた積層フィルムであって、
該樹脂層が、アクリル樹脂成分のガラス転移点が67℃以上であるアクリル変性ポリエステルと、糖アルコールおよび/または糖アルコール誘導体とを含み、
該アクリル変性ポリエステルと、該糖アルコールおよび該糖アルコール誘導体との質量比(アクリル変性ポリエステルの質量/糖アルコールおよび糖アルコール誘導体の合計質量)が75/25以上97/3以下であり、
該樹脂層全体に対する、該アクリル変性ポリエステル、該糖アルコールおよび糖アルコール誘導体の合計含有量が65質量%以上であり、
該積層フィルムのヘイズ値が2.0%以下である積層フィルム、
である。
本発明で用いることのできるアクリル変性ポリエステル(A)は、アクリル樹脂成分とポリエステル樹脂成分とが互いに混合および/または結合したものであって、例えばグラフトタイプ、ブロックタイプを包含する。また、アクリル変性ポリエステル(A)中のアクリル樹脂成分とポリエステル樹脂成分とは、どちらの共重合率が高くてもよい。
・1/Tg=W1/Tg1+W2/Tg2・・・+Wn/Tgn (1)
ここで、
Tg :共重合体のTg(K)
Tg1、Tg2、Tgn:各アクリル成分単独ポリマーのTg(K)
W1、W2、Wn :各成分の質量分率(W1+W2+・・・+Wn=1)。
カルボン酸塩基を含む化合物としては、例えば、トリメリット酸、無水トリメリット酸、ピロメリット酸、無水ピロメリット酸、4-メチルシクロヘキセン-1,2,3-トリカルボン酸、トリメシン酸、1,2,3,4-ブタンテトラカルボン酸、1,2,3,4-ペンタンテトラカルボン酸、など、あるいはこれらのアルカリ金属塩、アルカリ土類金属塩、アンモニウム塩等を挙げることができるが、これらに限定されるものではない。
本発明における糖とは分子式にてCmHnOp(m、n、pは3以上の整数、かつnはpの2倍数)で表される炭素原子が3個以上の炭水化物の総称であり、分子内にアルデヒド基やケトン基などのカルボニル基を有するものである。また本発明における糖アルコールとは糖分子のカルボニル基を還元して得られる1つ以上の水酸基を有するアルコールである。なお、2つ以上のカルボニル基を有する糖分子においては、少なくとも1つ以上のカルボニル基が還元され、1つ以上の水酸基を有すれば、他のカルボニル基が還元されずに残存していても、本発明における糖アルコールに該当するものとする。
本発明の樹脂層に含有されるアクリル変性ポリエステル(A)と、糖アルコール(B1)および糖アルコール誘導体(B2)との質量比(Aの質量/B1とB2の合計質量。以下、(A/(B1+B2))と記述する。)は、75/25以上97/3以下の範囲内である。質量比の下限は85/15以上が好ましく、90/10以上がより好ましい。質量比の上限は95/5以下が好ましく、93/7以下がより好ましい。なお、「糖アルコール(B1)および糖アルコール誘導体(B2)」とあるが、これは樹脂層の中に糖アルコール(B1)と糖アルコール誘導体(B2)の両方が必ず含まれているという意味ではない。樹脂層の中に糖アルコール(B1)が含まれない場合や、糖アルコール誘導体(B2)が含まれない場合も含めて、このように表記している。アクリル変性ポリエステル(A)の比率を0.75以上とすることで、安定かつ均一な樹脂層を熱可塑性樹脂フィルム上へ形成できるだけでなく、所望のオリゴマー抑制効果を十分に発現させることができる。糖アルコール(B1)および糖アルコール誘導体(B2)の合計の比率を0.03以上とすることで、後述する樹脂層形成時の溶媒の蒸発や熱処理に伴うアクリル変性ポリエステル(A)のクラック発生を抑制できる。特に後述するインラインコート法においては、熱可塑性樹脂フィルムの延伸工程時に伴う樹脂層のクラックを抑制し、安定かつ均一な樹脂層を熱可塑性樹脂フィルム上へ形成でき、積層フィルムのヘイズを2.0%以下にすることができるだけでなく、所望のオリゴマー抑制効果を十分に発現させることができる。
本発明に用いることのできる無機粒子としては、例えばシリカ、コロイダルシリカ、アルミナ、カオリン、タルク、マイカ、炭酸カルシウム、硫酸バリウム、カーボンブラック、ゼオライト、酸化チタン、各種金属またはその酸化物からなる微粒子などが好ましい。特に高硬度、耐熱性の点からシリカ、コロイダルシリカ、アルミナが好ましい。無機粒子を用いることで樹脂層の易滑性を向上させ、樹脂層同士の摩擦による樹脂層の劣化を防止し、オリゴマー抑制効果を維持させることができるだけなく、後述する加圧試験やロール状に保管された積層フィルムなど、積層フィルム同士を重ねて圧力をかけた場合に、圧力による変形や破壊から樹脂層を保護し、加圧後の樹脂層からのオリゴマー抑制効果を保持することができる。
本発明で用いることのできるフッ素系界面活性剤は、分子内のアルキル鎖中の水素原子をフッ素原子に置換したフッ化炭素鎖を有し、静的表面張力が40mN/m以下である分子を少なくとも1種類含んでいれば特に限定されない。このようなフッ素系界面活性剤としては、ペルフルオロアルキル鎖を有するスルホン酸塩、カルボン酸塩、エチレンオキサイド付加物であるのが、表面張力の低下能力や樹脂組成物塗布時のレベリング効果の点で好ましく、具体的にはα-ペルフルオロノネニルオキシ-ω-ペルフルオロノネリルポリエチレンオキシド、α-ペルフルオロノネニルオキシ-ω-メチルポリエチレンオキシドに代表される、両末端にC9F17O-基を有するもの、あるいは、C6F11O-基を有するもの、あるいはこれらを片末端に有するものなどが好ましい。フッ素系界面活性剤を用いることで、後述する加圧試験やロール状に保管された積層フィルムなど、積層フィルム同士を重ねて圧力をかけた場合に、無機粒子のオリゴマー抑制効果に対して、さらに良好なオリゴマー抑制能を維持することができる。フッ素系界面活性剤の圧力に対する効果のメカニズムは明確に判明していないが、次の(i)~(iii)の理由を推定している。
(i)フッ素系界面活性剤の高い表面張力低下効果により、樹脂層のレベリング性が向上し樹脂層から突出する粒子部分がより明確に樹脂層表面から現れる。その結果、積層フィルムをロール状にしたときや、重ね合わせたときに積層フィルム同士の間の間隙がより明確に形成される。
(ii)無機粒子と樹脂層のバインダー樹脂とは表面エネルギーに差がある。そのため、無機粒子とバインダー樹脂との間には隙間が生じてしまい、その隙間からオリゴマーが析出することがある。フッ素界面活性剤を添加すると、無機粒子とバインダー樹脂との間の反発力が弱まり、隙間が小さくなり、オリゴマーの析出を抑制できる。
(iii)フッ化炭素鎖は剛直で曲がりにくく樹脂層表面に配列しやすいため、樹脂層表面の硬度を向上させるため圧力に対して優れた耐性を発揮できる。
樹脂層中において、アクリル変性ポリエステル(A)は、オキサゾリン系化合物、カルボジイミド系化合物、エポキシ系化合物およびメラミン系化合物からなる群より選ばれる少なくとも1種の化合物(C)によって架橋されていることが好ましい。
-N=C=N- (2)。
本発明の積層フィルムにおいて、基材フィルムとして用いられる熱可塑性樹脂フィルムとは、熱可塑性樹脂を用いてなり、熱によって溶融もしくは軟化するフィルムの総称である。熱可塑性樹脂の例として、ポリエステル樹脂、ポリプロピレン樹脂、ポリエチレンフィルムなどのポリオレフィン樹脂、ポリ乳酸樹脂、ポリカーボネート樹脂、ポリメタクリレート樹脂やポリスチレン樹脂などのアクリル樹脂、ナイロン樹脂などのポリアミド樹脂、ポリ塩化ビニル樹脂、ポリウレタン樹脂、フッ素樹脂、ポリフェニレン樹脂などが挙げられる。熱可塑性樹脂フィルムに用いられる熱可塑性樹脂はモノポリマーでも共重合ポリマーであってもよい。また、複数の樹脂を用いても良い。
本発明では、前述したアクリル変性ポリエステル(A)と、糖アルコール(B1)および/または糖アルコール誘導体(B2)とを含有する樹脂組成物を熱可塑性樹脂フィルム上へ塗布し、必要に応じて溶媒を乾燥させることによって、熱可塑性樹脂フィルム上に樹脂層を形成することができる。この樹脂組成物とは、アクリル樹脂成分のガラス転移点が67℃以上であるアクリル変性ポリエステル(A)と、糖アルコール(B1)および/または糖アルコール誘導体(B2)とを含み、アクリル変性ポリエステル(A)の含有量と、糖アルコール(B1)および糖アルコール誘導体(B2)の合計含有量との質量比が(A/(B1+B2))=75/25以上97/3以下であり、樹脂組成物固形分に対する、アクリル変性ポリエステル(A)、糖アルコール(B1)および糖アルコール誘導体(B2)の合計含有量が65質量%以上である樹脂組成物である。
水系溶媒(F)を用いた樹脂組成物は、必要に応じて水分散化または水溶化したアクリル変性ポリエステル(A)、糖アルコール(B1)および/または糖アルコール誘導体(B2)の水系化合物および水系溶媒(F)を任意の順番で所望の質量比で混合、撹拌することで作製することができる。次いで、必要に応じて化合物(C)を上記樹脂組成物に任意の順番で所望の質量比で混合、撹拌することで作製することができる。
熱可塑性樹脂フィルムへの樹脂組成物の塗布方式は、公知の塗布方式、例えばバーコート法、リバースコート法、グラビアコート法、ダイコート法、ブレードコート法等の任意の方式を用いることができる。
本発明の積層フィルムの製造方法において、熱処理は基材フィルムの結晶配向を完了させるとともに樹脂組成物の熱硬化および溶媒の除去を完了させ樹脂層の形成を完了させるために、160~240℃の温度範囲で実施することができるが、糖アルコール(B1)および糖アルコール誘導体(B2)の沸点以下で実施する必要がある。熱処理温度を160℃以上、かつ糖アルコール(B1)および糖アルコール誘導体(B2)の沸点以下で行うことで基材フィルムの結晶配向を完了させることができるとともに、溶媒が除去される過程、または除去された状態においてアクリル変性ポリエステル(A)、糖アルコール(B1)および糖アルコール誘導体(B2)とを樹脂層の固形分として均一に混合された状態で存在させることができる。さらに、糖アルコール(B1)や糖アルコール誘導体(B2)が沸騰や蒸発をしないので、糖アルコール(B1)や糖アルコール誘導体(B2)の沸騰や蒸発に伴うクラックや表面荒れがない樹脂層を形成することができるため、オリゴマー抑制の効果を発現させることができる。
次に、本発明の積層フィルムの製造方法について、熱可塑性樹脂フィルムにポリエチレンテレフタレート(以下、PETと略す。)フィルムを用いた場合を例にして説明するが、これに限定されるものではない。まず、PETのペレットを十分に真空乾燥した後、押出機に供給し、約280℃でシート状に溶融押し出し、冷却固化させて未延伸(未配向)PETフィルム(Aフィルム)を作製する。このフィルムを80~120℃に加熱したロールで長手方向に2.5~5.0倍延伸して一軸配向PETフィルム(Bフィルム)を得る。このBフィルムの片面に所定の濃度に調製した本発明の樹脂組成物を塗布する。この時、塗布前にPETフィルムの塗布面にコロナ放電処理等の表面処理を行ってもよい。コロナ放電処理等の表面処理を行うことで、樹脂組成物のPETフィルムへの濡れ性を向上させ、樹脂組成物のはじきを防止し、均一な塗布厚みを達成することができる。
本発明における特性の測定方法および効果の評価方法は次のとおりである。
アクリル樹脂成分のTgはアルキルメタクリレート、アルキルアクリレート、エポキシ含有アクリルモノマーそれぞれ単独ポリマー(質量平均分子量2000以上)のTgを下記の共重合体Tg近似式(1)に代入し算出した。
・1/Tg=W1/Tg1+W2/Tg2・・・+Wn/Tgn (1)
ここで、
Tg :共重合体のTg(K)
Tg1、Tg2、Tgn:各アクリル成分単独ポリマーのTg(K)
W1、W2、Wn :各成分の質量分率(W1+W2+・・・+Wn=1)。
全光線透過率およびヘイズの測定は、常態(23℃、相対湿度50%)において、積層フィルムサンプルを40時間放置した後、日本電色工業(株)製濁度計「NDH5000」を用いて測定した。全光線透過率の測定はJIS「プラスチック透明材料の全光線透過率の試験方法」(K7361-1、1997年版)、ヘイズの測定はJIS「透明材料のヘーズの求め方」(K7136 2000年版)に準ずる方式で行った。サンプルは一辺50mmの正方形のものを3サンプル準備し、それぞれ1回ずつ、合計3回測定した平均値をサンプルのヘイズ値とした。
前項(2)の測定で用いた積層フィルムサンプルを金属枠に4辺で固定し、140℃(風量ゲージ「7」)に設定したエスペック(株)製熱風オーブン「HIGH-TEMP-OVEN PHH-200」に金属枠に固定したサンプルを熱風オーブン内の床に対して立てて入れ1時間加熱し、その後空冷で1時間放置した。ここで熱可塑性樹脂フィルムの片面にのみ樹脂層を形成させたサンプルは、樹脂層と反対にある熱可塑性樹脂フィルムの面を、アセトンを含ませた不織布(小津産業(株)製、ハイゼガーゼNT-4)にて拭き取り、さらにアセトンで流し常態で40時間放置乾燥させ、樹脂層とは反対にある熱可塑性樹脂フィルム面から析出したオリゴマーを除去した。その後、サンプルを前項(2)に記載の透過率・ヘイズ測定方法により加熱後のヘイズ値を測定し、熱処理前後の樹脂層片面のヘイズ値の差(Δ)をΔヘイズ値(=(熱処理後のヘイズ値)-(熱処理前のヘイズ値))として評価した。また熱可塑性樹脂フィルム両面に樹脂層を形成させたサンプルは熱風オーブンでの加熱後、サンプルを常態で40時間放置したのち前項(2)に記載の透過率・ヘイズ測定方法により加熱後のヘイズ値を測定し、熱処理前後のヘイズ値の差を半分(50%)にした値を樹脂層片面のヘイズ値の差(Δ)とし、これをΔヘイズ値(=((熱処理後のヘイズ値)-(熱処理前のヘイズ値))/2)として評価した。
<Δヘイズ値>
A:0.3%未満
B:0.3%以上0.5%未満
C:0.5%以上
尚、加熱処理評価は「A」を良好とした。Δヘイズが0.3%未満であると加熱処理前後において目視ではヘイズ値の変化は分からない。0.3%以上、0.5%未満では個人差はあるが加熱処理前後で目視でのヘイズ値の変化が分かる可能性がある。0.5%以上では加熱処理前後で目視でのヘイズ値の変化が明かに分かる。
積層フィルムをRuO4染色による染色凍結超薄切片法により無作為に10点サンプリングし、TEM(透過型電子顕微鏡:(株)日立製作所製H7100FA型)で断面構造が目視可能な1万~100万倍で観察し、写真撮影を行った。その10点の断面写真からそれぞれの樹脂層厚みを測定し、その平均値を樹脂層厚みdとした。
積層フィルムをRuO4染色による染色凍結超薄切片法により無作為にサンプリングし、TEM(透過型電子顕微鏡:(株)日立製作所製H7100FA型)で断面から無機粒子の形態が目視可能な1万~100万倍で観察し、100点以上の無機粒子の写真撮影を行った。その中から無作為に選んだ100点の無機粒子断面写真からそれぞれの粒径を1nmの単位で測定した。粒子が真円の場合は任意の直径を、粒子が楕円の場合は最短の直径を測定した。測定した粒径を、下1桁目が0,1,2のときは下1桁目を0に、下1桁目が3,4,5,6,7のときは下1桁を5に、下1桁目が8,9のときは下1桁目を0にし、下2桁目を1つ増やして変換した。例えば、測定した粒径が98~102nmのときは100nmとし、測定した粒径が103~107nmのときは105nmとする。こうして変換した粒径を、横軸粒径(nm)、縦軸頻度の度数分布グラフに表した。また、頻度が同じ粒径が複数存在した場合は、前述のとおり粒径が大きい分布から順にピークの番号をつけた。
加圧処理試験は常態(23℃、相対湿度65%)において、サンプルを卓上プレス装置(プラスチックフィルム作製装置G-12型:テクノサプライ製)を用いて10kgf/cm2の圧力で1時間加圧した後、(3)加熱処理評価と同様の方法にて加熱処理を施しΔヘイズ値として評価した。サンプルは、15cm×20cmのサイズにした5枚の積層フィルムを、積層フィルムの樹脂層を積層していない面と、他の積層フィルムの樹脂層面とが接するように重ねたものを用いた。樹脂層が両面に積層されている積層フィルムの場合は、樹脂層面同士を重ねた。評価基準は(3)と同様である。
<Δヘイズ値>
A:0.3%未満
B:0.3%以上0.5%未満
C:0.5%以上。
樹脂組成物を次の通り調整した。
ポリエステル樹脂成分はテレフタル酸、イソフタル酸、5-ナトリウムスルホイソフタル酸、エチレングリコール、ジエチレングリコールを前述した製造方法により作成した。
ポリエステル樹脂成分はテレフタル酸、イソフタル酸、エチレングリコール、ジエチレングリコールを重合触媒とともに窒素パージした反応器に仕込み、水を除去しながら常圧下で190~220℃で12時間重合反応を行いポリエステルグリコールを得た。得られたポリエステルグリコールと5-ナトリウムスルホイソフタル酸、溶媒としてキシレンを反応器に仕込み、キシレンを留去しつつ、3時間重合させポリエステル樹脂成分を得た。このポリエステル樹脂成分にアンモニア水およびブチルセルロースを含む水に溶解させた。
D-グルシトール(沸点:296℃、ナカライテスク(株)製)を純水に溶解させ調整した。
アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例1と同様の方法で、積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例2~6と順に従って糖アルコール(B1)質量比を増加させることで、アクリル変性ポリエステル(A)の造膜性が向上し、実施例1と比較すると、より初期ヘイズが抑制され、140℃1時間加熱処理および加圧処理後のΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
実施例1で用いたアクリル変性ポリエステル(A)および糖アルコール(B1)に加えて下記のオキサゾリン系化合物(C)を質量比で(A/B1/C)=95/5/10、つまり(A/(B1+B2)/C)=95/5/10となるように調整した以外は実施例1と同様の方法で積層フィルムを得た。
・オキサゾリン系化合物(C):
オキサゾリン含有ポリマー水系分散体((株)日本触媒製 エポクロス(登録商標)WS-500)。
アクリル変性ポリエステル(A)、糖アルコール(B1)および化合物(C)の質量比を表に記載の数値に変更した以外は、実施例7と同様の方法で、積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例8、9の順に従ってオキサゾリン系化合物(C)の質量比を増加させたが、実施例7の結果と同様に実施例2と比較してヘイズや全光線透過率などの透明性は維持したまま、140℃1時間加熱処理後のΔヘイズがより抑えられた良好な加熱処理評価結果であった。一方、加圧処理評価は実施例7と同様に無機粒子群の数平均粒子径が粒径1.05d未満であったため、樹脂層同士の摩擦や局所的な圧力による樹脂層の劣化がわずかに起こりやや劣る結果であった。
アクリル変性ポリエステル(A)のアクリル樹脂成分をメタクリル酸メチル(単独ポリマーTg:105℃)/グリシジルメタクリレート(単独ポリマーTg:41℃)=90/10の質量比で調整した以外は実施例1と同様の方法で、積層フィルムを得た。アクリル変性ポリエステル(A)のアクリル樹脂成分のTgは97℃であった。得られた積層フィルムの特性等を表に示す。実施例1と比較すると、アクリル変性ポリエステルのアクリル樹脂成分のTgを高くしたことで、初期ヘイズ値はやや上昇したものの、140℃1時間加熱処理および加圧処理後のΔヘイズがより抑えられた良好な加熱処理評価結果であった。
アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例10と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例11~15においてそれぞれ(A/(B1+B2))の質量比が同じ実施例2~6と比較すると、アクリル変性ポリエステルのアクリル樹脂成分のTgを高くしたことでオリゴマー抑制の効果が向上し、それぞれヘイズや全光線透過率などの透明性は維持したまま140℃1時間加熱処理および加圧処理後のΔヘイズがより抑えられた良好な加熱処理評価結果であった。
実施例10で用いたアクリル変性ポリエステル(A)および糖アルコール(B1)に加えて実施例7で用いた化合物(C)を質量比で(A/B1/C)=90/10/10、つまり(A/(B1+B2)/C)=90/10/10となるように調整した以外は実施例10と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。(A/(B1+B2))の質量比が同じ実施例13と比較すると、オキサゾリン系化合物(C)を含有させたことでヘイズや全光線透過率などの透明性及び140℃1時間加熱処理後のΔヘイズはやや劣るものの、ヘイズ2%以下、140℃1時間加熱処理および加圧処理後のΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
アクリル変性ポリエステル(A)、糖アルコール(B1)および化合物(C)の質量比を表に記載の数値に変更した以外は、実施例16と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例17、18の順に従ってオキサゾリン系化合物(C)の質量比を増加させたが、実施例13と比較すると、実施例16の結果と同様にヘイズや全光線透過率などの透明性及び140℃1時間加熱処理後のΔヘイズはやや劣るもののヘイズ2%以下、140℃1時間加熱処理および加圧処理後のΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
ただし、実施例8,9と比較すると、アクリル変性ポリエステル(A)のアクリル樹脂成分のTgを高くしたことでΔヘイズは抑えられた。
実施例10で用いたアクリル変性ポリエステル(A)および糖アルコール(B1)に加えて下記のカルボジイミド系化合物(C)を質量比で(A/B1/C)=90/10/30、つまり(A/(B1+B2)/C)=90/10/30となるように調整した以外は実施例10と同様の方法で積層フィルムを得た。
・カルボジイミド系化合物(C):
カルボジイミド水系化合物(日清紡ケミカル(株) カルボジライト(登録商標) V-04)。
アクリル変性ポリエステル(A)をアクリル樹脂成分/ポリエステル樹脂成分=30/70の質量比になるようにアクリル変性ポリエステルを製造し、アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例10と同様の方法で、積層フィルムを得た。得られた積層フィルムの特性等を表に示す。(A/(B1+B2))の質量比が同じ実施例13と比較すると、アクリル変性ポリエステル(A)のアクリル樹脂成分が減少したため、オリゴマー抑制効果にやや劣るものの、140℃1時間加熱処理後のΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
アクリル変性ポリエステル(A)をアクリル樹脂成分/ポリエステル樹脂成分=90/10の質量比になるようにアクリル変性ポリエステルを製造し、アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例10と同様の方法で、積層フィルムを得た。得られた積層フィルムの特性等を表に示す。(A/(B1+B2))の質量比が同じ実施例13と比較すると、アクリル変性ポリエステル(A)のアクリル樹脂成分が増加したため、わずかながらヘイズや全光線透過率などの透明性が向上し、オリゴマー抑制効果が維持された良好な加熱処理評価結果であった。
アクリル変性ポリエステル(A)のアクリル樹脂成分はメタクリル酸メチル(単独ポリマーTg:105℃)/グリシジルメタクリレート(単独ポリマーTg:41℃)=97/3の質量比で調整し、アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例10と同様の方法で、積層フィルムを得た。アクリル変性ポリエステル(A)のアクリル樹脂成分のTgは103℃であった。得られた積層フィルムの特性等を表に示す。(A/(B1+B2))の質量比が同じ実施例13と比較すると、アクリル変性ポリエステル(A)のアクリル樹脂成分のTgが高くなったため、アクリル変性ポリエステル(A)の造膜性がやや低下し初期ヘイズがやや上昇したものの、140℃1時間加熱処理および加圧処理後のΔヘイズはより抑制された良好な加熱処理評価結果であった。
アクリル変性ポリエステル(A)のアクリル樹脂成分はメタクリル酸メチル(単独ポリマーTg:105℃)/グリシジルメタクリレート(単独ポリマーTg:41℃)=50/50の質量比で調整し、アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例10と同様の方法で、積層フィルムを得た。アクリル変性ポリエステル(A)のアクリル樹脂成分のTgは70℃であった。得られた積層フィルムの特性等を表に示す。(A/(B1+B2))の質量比が同じ実施例4と比較すると、アクリル変性ポリエステル(A)のアクリル樹脂成分のTgが低くなったため、140℃1時間加熱および加圧処理後のΔヘイズがやや上昇したもののΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
アクリル変性ポリエステル(A)をアクリル樹脂成分/ポリエステル樹脂成分=20/80の質量比になるようにアクリル変性ポリエステルを製造し、アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例10と同様の方法で、積層フィルムを得た。得られた積層フィルムの特性等を表に示す。(A/(B1+B2))の質量比が同じ実施例20と比較すると、アクリル変性ポリエステル(A)のアクリル樹脂成分が減少したため、オリゴマー抑制効果にやや劣るものの、140℃1時間加熱処理後のΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
アクリル変性ポリエステル(A)のアクリル樹脂成分はメタクリル酸メチル(単独ポリマーTg:105℃)/グリシジルメタクリレート(単独ポリマーTg:41℃)=45/55の質量比で調整し、アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例10と同様の方法で、積層フィルムを得た。アクリル変性ポリエステル(A)のアクリル樹脂成分のTgは67℃であった。得られた積層フィルムの特性等を表に示す。(A/(B1+B2))の質量比が同じ実施例23と比較すると、アクリル変性ポリエステル(A)のアクリル樹脂成分のTgが低くなったため、140℃1時間加熱後のΔヘイズがやや上昇したもののΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
シリカ粒子の数平均粒径を80nm(触媒化成工業(株)製 カタロイド(登録商標)SI-80P)に変更し、樹脂層厚みdを75nmにした以外は実施例13と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例13と比較すると、シリカ粒子の数平均粒子径が小さく同じ添加量での粒子数が増加し、シリカ粒子と樹脂層のバインダー樹脂との間の隙間が増えたため、140℃1時間加熱処理後のΔヘイズがやや劣る値であったが、実用的には問題なかった。また、実施例13と比較して、(無機粒子径の数平均粒径(粒径分布のピーク位置)/樹脂層厚みd)の比が1.07と小さく、積層フィルム同士の間隙が狭くなったため、加圧処理評価後のΔヘイズがやや劣る値となったが、実用的には問題なかった。
シリカ粒子の数平均粒径を150nm(日揮触媒化成(株)製 スフェリカ(登録商標)スラリー140)に変更し、樹脂層厚みdを75nmにした以外は実施例13と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例13と比較すると、樹脂層の厚みは薄くなったが、樹脂層の組成比が同じであり、またシリカ粒子の数平均粒子径もほぼ同じため140℃1時間加熱処理および加圧処理後のΔヘイズ、加熱処理後のΔヘイズとも同等の良好な結果であった。
シリカ粒子の数平均粒径を300nm((株)日本触媒製 シーホスター(登録商標)KE-W30)に変更し、樹脂層厚みdを75nmにした以外は実施例13と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例13と比較すると、樹脂層の厚みは薄くなったが、樹脂層の組成比が同じであり、またシリカ粒子の数平均粒子径が大きくなったが、加熱処理評価に影響しない範囲であるため140℃1時間加熱処理後のΔヘイズは同等の良好な結果であった。また実施例13と比較すると、(無機粒子径の数平均粒径(粒径分布のピーク位置)/樹脂層厚みd)の比が4.00と大きく積層フィルム間に十分な隙間があったため加圧処理評価後のΔヘイズは同等の良好な結果であった。
シリカ粒子の数平均粒径を335nm(日産化学工業(株)製 スノーテックス(登録商標)MP-3040)に変更し、樹脂層厚みdを75nmにした以外は実施例13と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例13と比較すると、シリカ粒子の数平均粒子径が大きくなり、同じ添加量でのシリカ粒子と樹脂層のバインダー樹脂との接触面積が増加し、シリカ粒子と樹脂層のバインダー樹脂との間の隙間が多くなったため140℃1時間加熱処理後のΔヘイズはやや劣る値であったが、実用的には問題なかった。また加圧処理評価についても加圧後に加熱するため同様の理由で加圧処理評価後のΔヘイズともにやや劣る値ではあったが良好な結果であった。
アクリル変性ポリエステル樹脂(A)および糖アルコール(B1)の合計100質量部に対してシリカ粒子(D)の添加量を0.2、1.0、3.0、4.0質量部と変更した以外は実施例27と同様の方法で積層フィルムを得た。実施例27と比較して、(D)の添加量が0.2質量部である実施例30では、シリカ粒子の添加量が少なく積層フィルム同士の易滑性が劣るため、加熱処理時などの取り扱いの際に積層フィルム同士の摩擦により樹脂層がわずかに劣化してしまい、加熱処理後のΔヘイズがやや劣る値であったが実用的には問題ない結果であった。また、シリカ粒子の添加量が少なく、積層フィルム間の隙間が実施例27と比較すると、やや保持しにくい状態のため、加圧処理後のΔヘイズはやや劣る値であったが実用的には問題ない結果であった。
シリカ粒子を数平均粒径150nmと300nmの2つの粒子に変更し、表中に記載の添加量を加えた以外は実施例27と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例27に対してさらに300nmの粒子を適量添加したことで、積層フィルムに十分な易滑性が付与されているため加熱処理後のΔヘイズも同等以上の良好な結果となった。また、無機粒子の数平均粒子径(粒径分布のピーク位置)/樹脂層厚みd)の比が、実施例27の2.00に対して2.00/4.00であり、積層フィルム間に十分な間隙があったため、加圧処理評価後のΔヘイズにおいても同等以上の良好な結果であった。
フッ素系界面活性剤(E)の添加量を樹脂組成物全体に対して、0.01、0.05、0.1、0.3質量%に変更した以外は実施例27と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例27と同等に、フッ素系界面活性剤は好ましい添加量であるため、140℃1時間加熱処理後のΔヘイズ、加圧処理評価後のΔヘイズともに同等の良好な結果であった。
フッ素系界面活性剤(E)の添加量を樹脂組成物全体に対して0.05、0.1質量%に変更した以外は実施例35と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例35と同様に、フッ素系界面活性剤は好ましい添加量であるため、140℃1時間加熱処理後のΔヘイズ、加圧処理評価後のΔヘイズともに同等の良好な結果であった。
実施例7で用いたオキサゾリン系化合物(C)を、アクリル変性ポリエステル(A)および糖アルコール(B1)の合計100質量部に対して10質量部添加した以外は実施例40と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例40と比較すると、同じ樹脂層厚みに対して相対的にアクリル変性ポリエステル(A)の存在比が減少したため140℃1時間加熱処理後のΔヘイズ、加圧処理評価後のΔヘイズともに劣る値ではあったが実用的には問題ない結果であった。
実施例7で用いたオキサゾリン系化合物(C)を、アクリル変性ポリエステル(A)および糖アルコール(B1)の合計100質量部に対して10質量部添加した以外は実施例42と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例42と比較すると、同じ樹脂層厚みに対して相対的にアクリル変性ポリエステル(A)の存在比が減少したため140℃1時間加熱処理後のΔヘイズ、加圧処理評価後のΔヘイズともに劣る値ではあったが実用的には問題ない結果であった。
実施例7で用いたオキサゾリン系化合物(C)を、アクリル変性ポリエステル(A)および糖アルコール(B1)の合計100質量部に対して30質量部添加した以外は実施例40と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例40と比較すると、同じ樹脂層厚みに対して相対的にアクリル変性ポリエステル(A)の存在比が減少したため140℃1時間加熱処理後のΔヘイズ、加圧処理評価後のΔヘイズともに劣る値ではあったが実用的には問題ない結果であった。
実施例7で用いたオキサゾリン系化合物(C)を、アクリル変性ポリエステル(A)および糖アルコール(B1)の合計100質量部に対して30質量部添加した以外は実施例42と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例42と比較すると、同じ樹脂層厚みに対して相対的に(A)の存在比が減少したため140℃1時間加熱処理後のΔヘイズ、加圧処理評価後のΔヘイズともに劣る値ではあったが実用的には問題ない結果であった。
アクリル変性ポリエステル(A)のアクリル樹脂成分をメタクリル酸メチル(単独ポリマーTg:105℃/グリシジルメタクリレート(単独ポリマーTg:41℃)=85/15の質量比で調整した以外は実施例1と同様の方法で、積層フィルムを得た。アクリル変性ポリエステル(A)のアクリル樹脂成分のTgは93℃であった。得られた積層フィルムの特性等を表に示す。実施例1と比較すると、アクリル変性ポリエステルのアクリル樹脂成分のTgを高くしたことで、初期ヘイズ値はやや上昇したものの、140℃1時間加熱処理および加圧処理後のΔヘイズがより抑えられた良好な加熱処理評価結果であった。
アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例1と同様の方法で、積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例48~52と順に従って(B1+B2)の質量比を増加させることで、アクリル変性ポリエステル(A)の造膜性が向上し、実施例47と比較すると、より初期ヘイズが抑制され、140℃1時間加熱処理および加圧処理後のΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
実施例47で用いたアクリル変性ポリエステル(A)および糖アルコール(B1)に加えて実施例7で用いた化合物(C)を質量比で(A/B1/C)=90/10/10、つまり(A/(B1+B2)/C)=90/10/10となるように調整した以外は実施例47と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。(A/(B1+B2))の質量比が同じ実施例50と比較すると、オキサゾリン系化合物からなる化合物(C)を含有させたことでヘイズや全光線透過率などの透明性及び140℃1時間加熱処理後のΔヘイズはやや劣るものの、ヘイズ2%以下、140℃1時間加熱処理および加圧処理後のΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
アクリル変性ポリエステル(A)、糖アルコール(B1)および化合物(C)の質量比を表に記載の数値に変更した以外は、実施例53と同様の方法で積層フィルムを得た。得られた積層フィルムの特性等を表に示す。実施例54、55の順に従ってオキサゾリン系化合物からなる化合物(C)の質量比を増加させたが、実施例50と比較すると、実施例53の結果と同様にヘイズや全光線透過率などの透明性及び140℃1時間加熱処理後のΔヘイズはやや劣るもののヘイズ2%以下、140℃1時間加熱処理および加圧処理後のΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
ただし、実施例7、8と比較して、アクリル変性ポリエステル(A)のアクリル樹脂成分のTgを高くしたことでΔヘイズは抑えられた。
実施例10で用いたアクリル変性ポリエステル(A)および糖アルコール(B1)に加えて下記のエポキシ系化合物(C)を質量比で(A/B1/C)=90/10/30、つまり(A/(B1+B2)/C)=90/10/30となるように調整した以外は実施例10と同様の方法で積層フィルムを得た。
・エポキシ系化合物(C):
ソルビトールポリグリシジルエーテル系エポキシ化合物(ナガセケムテックス(株)製 デナコール(登録商標)EX-614B)
得られた積層フィルムの特性等を表に示す。オキサゾリン系化合物(C)を用いた実施例17と同様の結果であり、実施例13と比較すると、ヘイズや全光線透過率などの透明性及び140℃1時間加熱処理後のΔヘイズはやや劣るもののヘイズ2%以下、140℃1時間加熱処理および加圧処理後のΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
実施例10で用いたアクリル変性ポリエステル(A)および糖アルコール(B1)に加えて下記のメラミン系化合物(C)を質量比で(A/B1/C)=90/10/30、つまり(A/(B1+B2)/C)=90/10/30となるように調整した以外は実施例10と同様の方法で積層フィルムを得た。
・メラミン系化合物(C):
メラミンホルムアルデヒド系化合物(DIC(株)製 ベッカミン(登録商標)APM)
得られた積層フィルムの特性等を表に示す。オキサゾリン系化合物(C)を用いた実施例17と同様の結果であり、実施例13と比較すると、ヘイズや全光線透過率などの透明性及び140℃1時間加熱処理後のΔヘイズはやや劣るもののヘイズ2%以下、140℃1時間加熱処理および加圧処理後のΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
実施例10で用いたアクリル変性ポリエステル(A)に下記の糖アルコール誘導体(B2)を質量比で(A/B2)=90/10、つまり(A/(B1+B2))=90/10となるように調整し実施例13と同様の方法で積層フィルムを得た。
・糖アルコール誘導体(B2):
3,4-O-イソプロピリデン-D-マンニトール(東京化成工業(株)製)
得られた積層フィルムの特性等を表に示す。糖アルコール(B1)を使用した実施例13と比較すると、ヘイズや全光線透過率などの透明性および140℃1時間加熱処理後のΔヘイズはやや劣るものの、ヘイズ2%以下、140℃1時間加熱処理および加圧処理後のΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
実施例10で用いたアクリル変性ポリエステル(A)に下記の糖アルコール誘導体(B2)を質量比で(A/B2)=90/10、つまり(A/(B1+B2))=90/10となるように調整し実施例13と同様の方法で積層フィルムを得た。
・糖アルコール誘導体(B2):
ペンタエリスリトールトリアクリレート(新中村化学工業(株)製 NKエステル A-TMM-3)
得られた積層フィルムの特性等を表に示す。糖アルコール(B1)を使用した実施例13と比較すると、ヘイズや全光線透過率などの透明性および140℃1時間加熱処理後のΔヘイズはやや劣るものの、ヘイズ2%以下、140℃1時間加熱処理および加圧処理後のΔヘイズは0.3%未満であり、良好な加熱処理評価結果であった。
アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例1と同様の方法で、積層フィルムを得た。得られた積層フィルムの特性等を表に示す。アクリル変性ポリエステル(A)と糖アルコール(B1)との質量比は(A/B1)=72/28、つまり(A/(B1+B2))=72/28であり、(A)の比率が0.75未満であった((B1+B2)の合計の比率が0.25より大きかった)。そのため、例えばアクリル変性ポリエステル(A)のアクリル成分のTgが同じであり(A/(B1+B2))の質量比が最も近い実施例6と比較すると、初期のヘイズや全光線透過率など透明性は同等であったが、アクリル変性ポリエステル(A)のオリゴマー抑制の効果が不足し、140℃1時間加熱処理後のΔヘイズは0.3%より大きくなってしまい加熱処理評価結果は不良であった。
アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例1と同様の方法で、積層フィルムを得た。得られた積層フィルムの特性等を表に示す。アクリル変性ポリエステル(A)と糖アルコール(B1)の質量比は(A/B1)=99/1、つまり(A/(B1+B2))=99/1であり、(B1+B2)の合計の比率が0.03未満であった((A)の比率が0.97より大きかった)。そのため、例えばアクリル変性ポリエステル(A)のアクリル成分のTgが同じであり(A/(B1+B2))の質量比が最も近い実施例1と比較すると、糖アルコール(B1)のアクリル変性ポリエステル(A)に対する造膜性の付与が不足し、樹脂層にクラックが発生したため、初期のヘイズが2.0%以上となり透明性に劣った。また樹脂層のクラックからオリゴマーが析出したため、140℃1時間加熱処理後のΔヘイズは0.3%より大きくなってしまい加熱処理評価結果は不良であった。
アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例1と同様の方法で、積層フィルムを得た。得られた積層フィルムの特性等を表に示す。アクリル変性ポリエステル(A)と糖アルコール(B1)との質量比は(A/B1)=72/28、つまり(A/(B1+B2))=72/28であり、(A)の比率が0.75未満であった((B1+B2)の合計の比率が0.25より大きかった)。そのため、例えばアクリル変性ポリエステル(A)のアクリル成分のTgが同じであり(A/(B1+B2))の質量比が最も近い実施例15と比較すると、初期のヘイズや全光線透過率など透明性は同等であったが、アクリル変性ポリエステル(A)のオリゴマー抑制の効果が不足し、140℃1時間加熱処理後のΔヘイズは0.3%より大きくなってしまい加熱処理評価結果は不良であった。
アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例7と同様の方法で、積層フィルムを得た。得られた積層フィルムの特性等を表に示す。アクリル変性ポリエステル(A)と糖アルコール(B1)との質量比が(A/B1)=99/1、つまり(A/(B1+B2))=99/1と(A)であり、(B1+B2)の合計の比率が0.03未満であった((A)の比率が0.97より大きかった)。そのため、アクリル変性ポリエステル(A)のアクリル成分のTgが同じであり(A/(B1+B2))の質量比が最も近い実施例10と比較すると、糖アルコール(B1)のアクリル変性ポリエステル(A)に対する造膜性の付与が不足し、樹脂層にクラックが発生したため、初期のヘイズが2.0%以上となり透明性に劣った。また樹脂層のクラックからオリゴマーが析出したため、140℃1時間加熱処理後のΔヘイズは0.3%より大きくなってしまい加熱処理評価結果は不良であった。
糖アルコール(B1)のD-グルシトールの代わりにエチレングリコール(沸点:197℃、関東化学工業(株)製)を純水に溶解させ調整したものを用いた以外は実施例1と同様の方法で、積層フィルムを得た。なお、エチレングリコールは糖アルコール(B1)でも、糖アルコール誘導体(B2)でもない。得られた積層フィルムの特性等を表に示す。積層フィルム形成過程においてエチレングリコールの沸点以上である230℃の熱処理ゾーン(熱固定ゾーン)で20秒間熱処理を施したため、樹脂層中のエチレングリコールが樹脂層中から析出、蒸発し樹脂層にクラックが発生した。このクラック発生により初期ヘイズが2.0%以上となり透明性に劣った。またクラックからオリゴマーが析出したため140℃1時間加熱処理後のΔヘイズは0.3%より大きくなってしまい加熱処理評価結果は不良であった。
アクリル変性ポリエステル(A)のアクリル樹脂成分をメタクリル酸エチル(単独ポリマーTg:65℃)/グリシジルメタクリレート(単独ポリマーTg:41℃)=90/10の質量比で調整した以外は実施例1と同様の方法で、積層フィルムを得た。得られた積層フィルムの特性等を表に示す。アクリル変性ポリエステル(A)のアクリル樹脂成分のTgは62℃であった。アクリル変性ポリエステル(A)のアクリル樹脂成分のTgが67℃以下であり、(A/(B1+B2))の質量比が同じ実施例4と比較すると、初期のヘイズや全光線透過率など透明性は同等であったが、オリゴマー抑制の効果が不足し、140℃1時間加熱処理後のΔヘイズは0.3%より大きくなってしまい加熱処理評価結果は不良であった。
アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例10と同様の方法で、積層フィルムを得た。得られた積層フィルムの特性等を表に示す。アクリル変性ポリエステル(A)と糖アルコール(B1)との質量比が(A/B1)=100/0、つまり(A/(B1+B2))=100/0と(A)単独であり、(B1+B2)の合計の比率が0.03未満であった((A)の比率が0.97より大きかった)。そのため、アクリル変性ポリエステル(A)のアクリル成分のTgが同じであり(A/(B1+B2))の質量比が最も近い実施例10と比較すると、糖アルコール(B1)のアクリル変性ポリエステル(A)に対する造膜性の付与が大幅に不足し、樹脂層にクラックが発生したため、初期のヘイズが2.0%以上となり透明性に劣った。また樹脂層のクラックからオリゴマーが析出したため、140℃1時間加熱処理後のΔヘイズは0.3%より大きくなってしまい加熱処理評価結果は不良であった。
アクリル変性ポリエステル(A)および糖アルコール(B1)の質量比を表に記載の数値に変更した以外は、実施例1と同様の方法で、積層フィルムを得た。得られた積層フィルムの特性等を表に示す。アクリル変性ポリエステル(A)と糖アルコール(B1)の質量比が(A/B1)=100/0、つまり(A/(B1+B2))=100/0と(A)単独であり、(B1+B2)の合計の比率が0.03未満であった((A)の比率が0.97より大きかった)。そのため、アクリル変性ポリエステル(A)のアクリル成分のTgが同じであり(A/(B1+B2))の質量比が最も近い実施例1と比較すると、糖アルコール(B1)のアクリル変性ポリエステル(A)に対する造膜性の付与が大幅に不足し、樹脂層にクラックが発生したため、初期のヘイズが2.0%以上となり透明性に劣った。また樹脂層のクラックからオリゴマーが析出したため、140℃1時間加熱処理後のΔヘイズは0.3%より大きくなってしまい加熱処理評価結果は不良であった。
各実施例、比較例の組成および評価結果を表1~15にまとめた。なお、比較例5については、(B1+B2)はエチレングリコールの質量を示す。

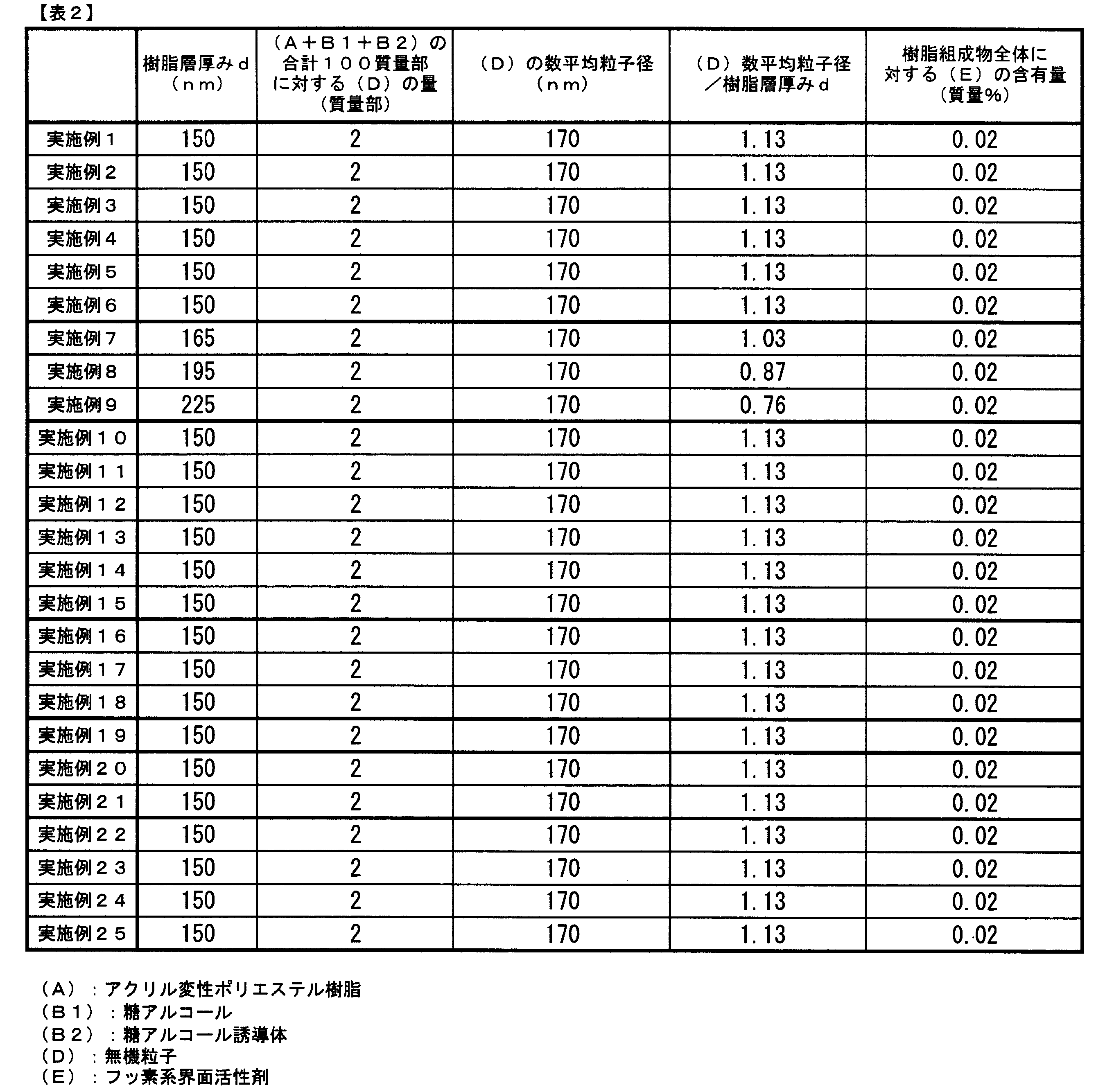
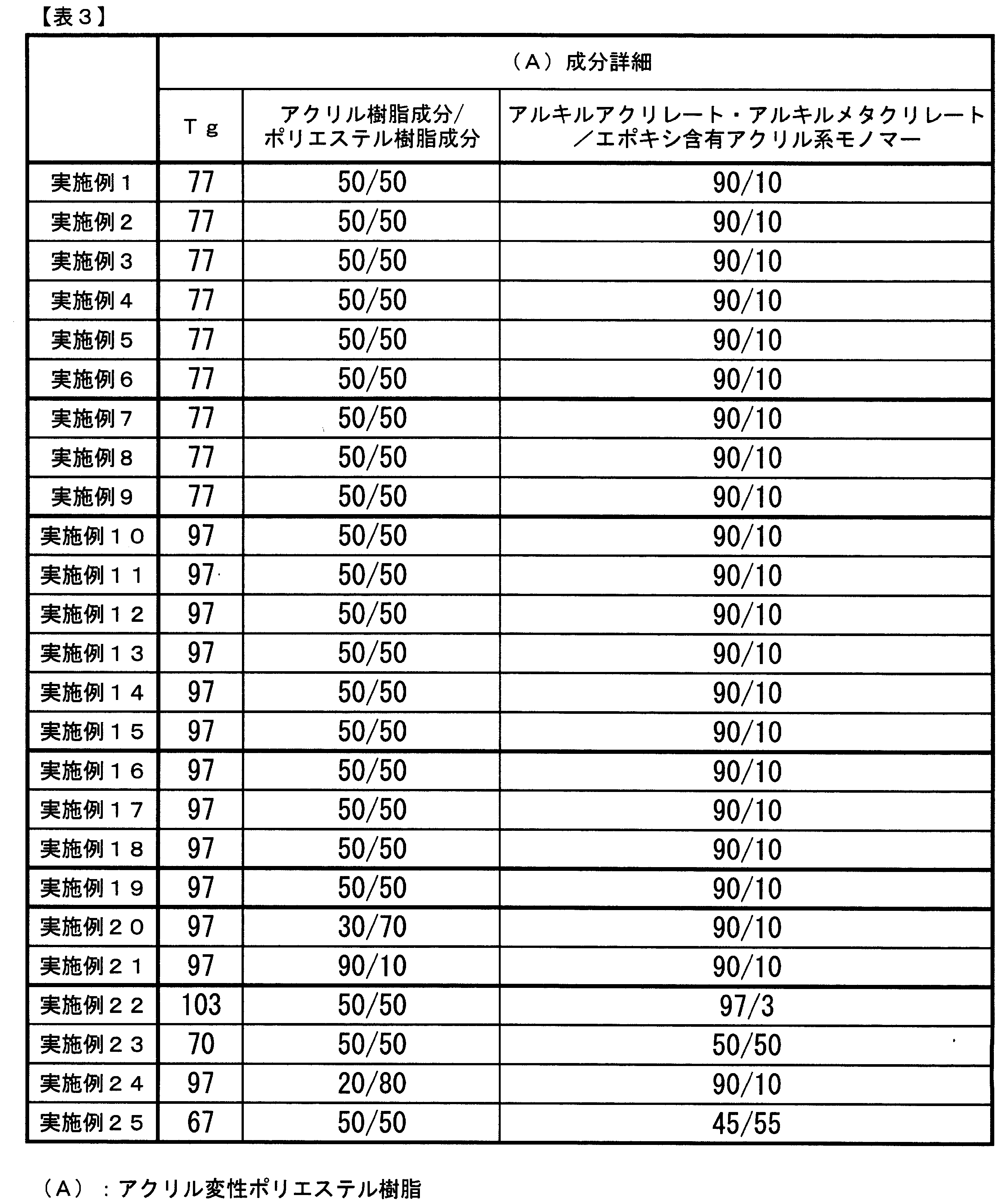
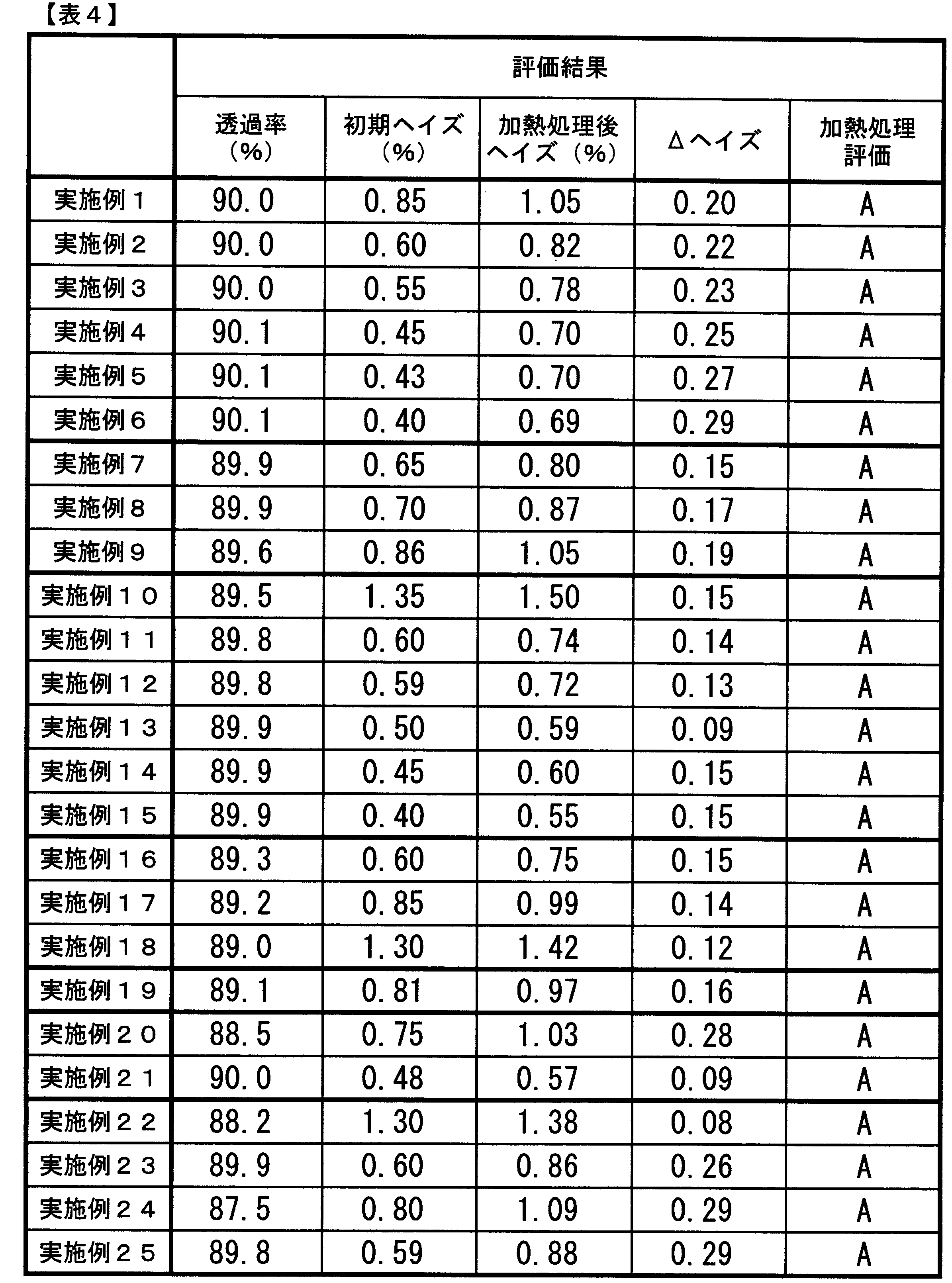

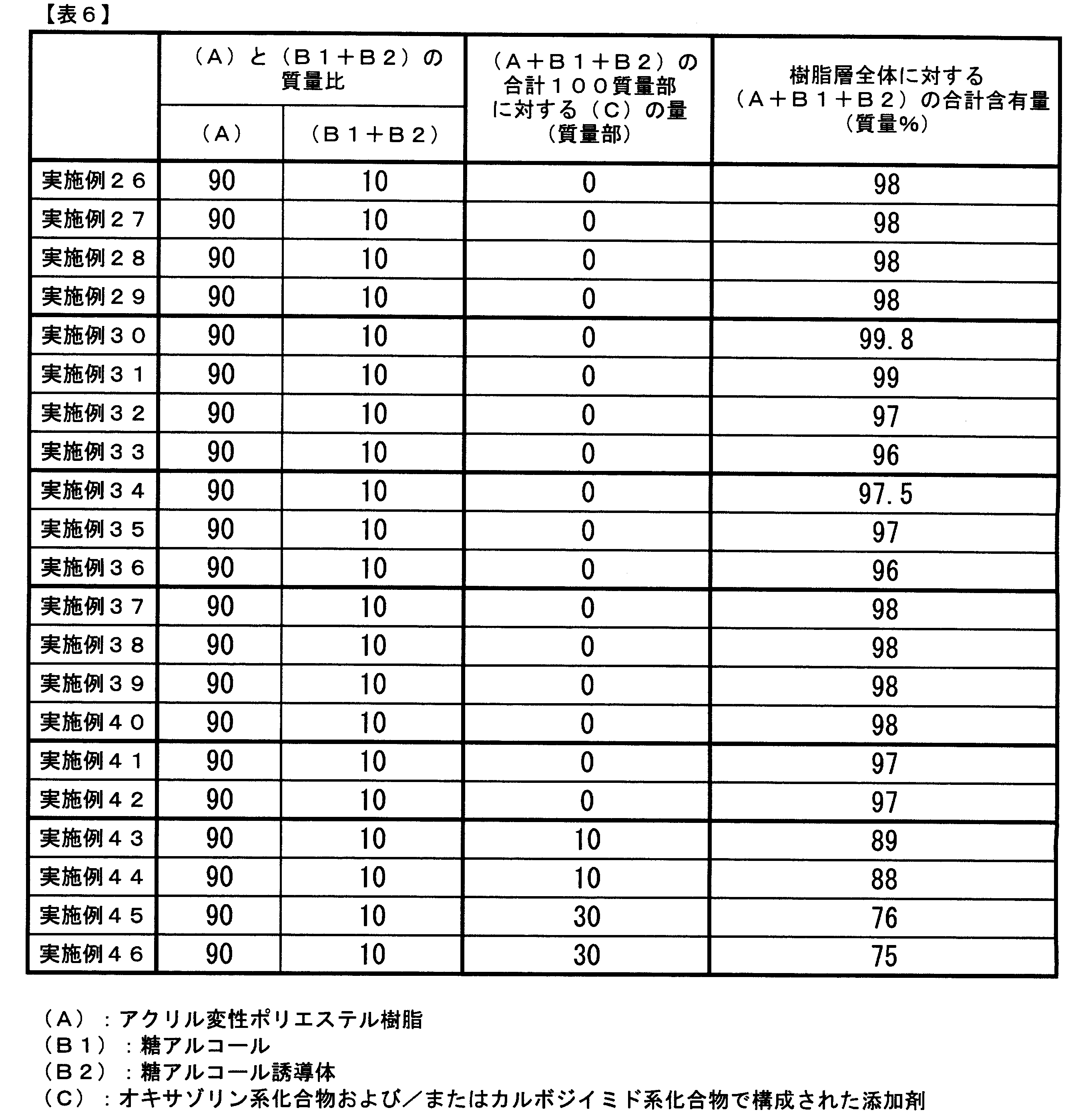









Claims (9)
- 熱可塑性樹脂フィルム基材の少なくとも片面に樹脂層が設けられた積層フィルムであって、
該樹脂層が、アクリル樹脂成分のガラス転移点が67℃以上であるアクリル変性ポリエステルと、糖アルコールおよび/または糖アルコール誘導体とを含み、
該アクリル変性ポリエステルと、該糖アルコールおよび該糖アルコール誘導体との質量比(アクリル変性ポリエステルの質量/糖アルコールおよび糖アルコール誘導体の合計質量)が75/25以上97/3以下であり、
該樹脂層全体に対する、該アクリル変性ポリエステル、該糖アルコールおよび該糖アルコール誘導体の合計含有量が65質量%以上であり、
該積層フィルムのヘイズ値が2.0%以下である積層フィルム。 - 前記アクリル変性ポリエステル中のアクリル樹脂成分のガラス転移点が93℃以上である、請求項1に記載の積層フィルム。
- 前記アクリル変性ポリエステル中のアクリル樹脂成分とポリエステル樹脂成分の質量比(アクリル樹脂成分の質量/ポリエステル樹脂成分の質量)が30/70以上90/10以下であり、
該アクリル樹脂成分中に、アルキルメタクリレートおよび/またはアルキルアクリレートが該アクリル樹脂成分全体に対して50質量%以上97質量%以下含まれ、エポキシ含有アクリル系モノマーが該アクリル樹脂成分全体に対して3質量%以上50質量%以下含まれた、請求項1または2の積層フィルム。 - 前記樹脂層が無機粒子を含み、該樹脂層の厚みをdとしたとき、該無機粒子の粒径分布のピークのうち最も高いピークが、粒径1.05d以上4.50d以下の範囲内にある、請求項1~3のいずれかの積層フィルム。
- 前記無機粒子の粒径分布のピークのうち、最も高いピーク以外の少なくとも1つのピークが、粒径1.05d以上4.50d以下の範囲内にある、請求項4の積層フィルム。
- 前記樹脂層がフッ素系界面活性剤を含む、請求項1~5のいずれかの積層フィルム。
- 前記アクリル変性ポリエステルが、オキサゾリン系化合物、カルボジイミド系化合物、エポキシ系化合物およびメラミン系化合物からなる群より選ばれる少なくとも1種の化合物(C)によって架橋されている請求項1~6のいずれかの積層フィルム。
- 結晶配向が完了する前の熱可塑性樹脂フィルムの少なくとも片面に、樹脂組成物を塗布し、乾燥させ、
次いで、前記熱可塑性樹脂フィルムを少なくとも一軸方向に延伸し、
次いで、前記熱組成樹脂フィルムに熱処理を施して、該熱可塑性樹脂フィルムの結晶配向を完了させる積層フィルムの製造方法であって、
前記樹脂組成物が、アクリル樹脂成分のガラス転移点が67℃以上であるアクリル変性ポリエステルと、糖アルコールおよび/またはその誘導体とを含み、該アクリル変性ポリエステルと、該糖アルコールおよび該糖アルコール誘導体との質量比(アクリル変性ポリエステルの質量/糖アルコールおよび糖アルコール誘導体の合計質量)が75/25以上97/3以下であり、該樹脂組成物固形分に対する、該アクリル変性ポリエステル、該糖アルコールおよび該糖アルコール誘導体の合計含有量が65質量%以上であり、
前記熱処理温度が、前記糖アルコールおよび前記糖アルコール誘導体の沸点よりも低い温度である、積層フィルムの製造方法。 - 前記樹脂組成物がフッ素系界面活性剤を、該樹脂組成物全体に対して0.01質量%以上0.3質量%以下含む、請求項8の積層フィルムの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011513183A JP5510452B2 (ja) | 2010-03-30 | 2011-03-02 | 積層フィルム |
| EP11762449.4A EP2554378A4 (en) | 2010-03-30 | 2011-03-02 | LAMINATED FILM |
| KR1020127023187A KR101805522B1 (ko) | 2010-03-30 | 2011-03-02 | 적층 필름 |
| US13/636,871 US9200126B2 (en) | 2010-03-30 | 2011-03-02 | Laminated film |
| CN201180016112.0A CN102821955B (zh) | 2010-03-30 | 2011-03-02 | 层合膜 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-077059 | 2010-03-30 | ||
| JP2010077059 | 2010-03-30 | ||
| JP2010256623 | 2010-11-17 | ||
| JP2010-256623 | 2010-11-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011122209A1 true WO2011122209A1 (ja) | 2011-10-06 |
Family
ID=44711938
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/054684 WO2011122209A1 (ja) | 2010-03-30 | 2011-03-02 | 積層フィルム |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9200126B2 (ja) |
| EP (1) | EP2554378A4 (ja) |
| JP (1) | JP5510452B2 (ja) |
| KR (1) | KR101805522B1 (ja) |
| CN (1) | CN102821955B (ja) |
| TW (1) | TWI504508B (ja) |
| WO (1) | WO2011122209A1 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20130121012A (ko) * | 2012-04-26 | 2013-11-05 | 가부시키가이샤 닛폰 쇼쿠바이 | 광학필름 및 그의 이용 |
| JP2014131871A (ja) * | 2012-12-07 | 2014-07-17 | Toray Ind Inc | 積層フィルムおよびその製造方法 |
| CN104169085A (zh) * | 2012-03-30 | 2014-11-26 | 东丽株式会社 | 层合膜及其制造方法 |
| WO2015008522A1 (ja) * | 2013-07-16 | 2015-01-22 | 三菱樹脂株式会社 | 塗布フィルム |
| CN104603185A (zh) * | 2012-08-31 | 2015-05-06 | 可隆工业株式会社 | 聚酯薄膜 |
| JP2015520793A (ja) * | 2013-04-30 | 2015-07-23 | エルジー・ケム・リミテッド | ポリエステル系プライマー組成物、これを用いた光学フィルム、及びこれを含む偏光板 |
| JP2016522912A (ja) * | 2013-05-14 | 2016-08-04 | エルジー・ケム・リミテッド | 偏光板 |
| KR20160102400A (ko) | 2013-12-27 | 2016-08-30 | 도레이 카부시키가이샤 | 적층 폴리에스테르 필름 |
| WO2016174969A1 (ja) * | 2015-04-28 | 2016-11-03 | シチズンホールディングス株式会社 | 時計用部材、時計および時計用部材の製造方法 |
| WO2017073623A1 (ja) * | 2015-10-30 | 2017-05-04 | 東レ株式会社 | 熱可塑性ポリエステル樹脂組成物および成形品 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6384325B2 (ja) * | 2013-09-20 | 2018-09-05 | 東レ株式会社 | 積層フィルムおよびその製造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04263937A (ja) | 1991-02-18 | 1992-09-18 | Teijin Ltd | オリゴマー封止ポリエステルフイルム |
| JP2002011841A (ja) | 2000-06-27 | 2002-01-15 | Teijin Ltd | 複合ポリエステルフィルム |
| JP2002127621A (ja) | 2000-10-27 | 2002-05-08 | Teijin Ltd | 積層フィルム |
| JP2003012841A (ja) | 2001-06-29 | 2003-01-15 | Teijin Dupont Films Japan Ltd | 包装用積層ポリエステルフィルム |
| JP2006281498A (ja) | 2005-03-31 | 2006-10-19 | Toray Ind Inc | 積層ポリエステルフィルム |
| JP2006321165A (ja) | 2005-05-20 | 2006-11-30 | Mitsubishi Plastics Ind Ltd | ポリスチレン系熱収縮性フィルム及びその製造方法 |
| JP2008179148A (ja) | 2008-02-08 | 2008-08-07 | Toray Ind Inc | レンズシート用フィルム |
| JP2009173911A (ja) * | 2007-12-27 | 2009-08-06 | Mitsubishi Chemicals Corp | 脂肪族ポリエステル樹脂組成物及びそれを成形してなる成形体 |
| JP2010143202A (ja) | 2008-12-22 | 2010-07-01 | Toyobo Co Ltd | 表皮材用積層ポリエステルフィルムおよびこれを用いた触感が改善された複合成型体 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4089997A (en) * | 1974-05-14 | 1978-05-16 | Agfa-Gevaert N.V. | Process of applying antistatic coating compositions to polyester films |
| US4262072A (en) * | 1979-06-25 | 1981-04-14 | Minnesota Mining And Manufacturing Company | Poly(ethylenically unsaturated alkoxy) heterocyclic protective coatings |
| CN1048987C (zh) * | 1992-11-24 | 2000-02-02 | 中国石油化工集团公司 | 二亚苄基山梨糖醇的制备方法 |
| DE69810438T2 (de) * | 1997-10-03 | 2003-08-14 | Toray Industries, Inc. | Biaxial orientierte polyesterfolie |
| KR100851309B1 (ko) | 2001-03-16 | 2008-08-08 | 도레이 가부시끼가이샤 | 적층 폴리에스테르 필름 |
| EP1452309B1 (en) * | 2001-12-10 | 2012-03-21 | Teijin Dupont Films Japan Limited | Adhesive polyester film for optical use |
| JP4263937B2 (ja) | 2003-04-07 | 2009-05-13 | 住友ゴム工業株式会社 | 空気入りタイヤ |
| US7781070B2 (en) * | 2006-02-22 | 2010-08-24 | Konica Minolta Opto, Inc. | Antireflection film, manufacturing method of antireflection film, hard coat film, polarizing plate and display |
-
2011
- 2011-03-02 KR KR1020127023187A patent/KR101805522B1/ko active IP Right Grant
- 2011-03-02 US US13/636,871 patent/US9200126B2/en not_active Expired - Fee Related
- 2011-03-02 CN CN201180016112.0A patent/CN102821955B/zh active Active
- 2011-03-02 WO PCT/JP2011/054684 patent/WO2011122209A1/ja active Application Filing
- 2011-03-02 EP EP11762449.4A patent/EP2554378A4/en not_active Withdrawn
- 2011-03-02 JP JP2011513183A patent/JP5510452B2/ja active Active
- 2011-03-29 TW TW100110678A patent/TWI504508B/zh active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04263937A (ja) | 1991-02-18 | 1992-09-18 | Teijin Ltd | オリゴマー封止ポリエステルフイルム |
| JP2002011841A (ja) | 2000-06-27 | 2002-01-15 | Teijin Ltd | 複合ポリエステルフィルム |
| JP2002127621A (ja) | 2000-10-27 | 2002-05-08 | Teijin Ltd | 積層フィルム |
| JP2003012841A (ja) | 2001-06-29 | 2003-01-15 | Teijin Dupont Films Japan Ltd | 包装用積層ポリエステルフィルム |
| JP2006281498A (ja) | 2005-03-31 | 2006-10-19 | Toray Ind Inc | 積層ポリエステルフィルム |
| JP2006321165A (ja) | 2005-05-20 | 2006-11-30 | Mitsubishi Plastics Ind Ltd | ポリスチレン系熱収縮性フィルム及びその製造方法 |
| JP2009173911A (ja) * | 2007-12-27 | 2009-08-06 | Mitsubishi Chemicals Corp | 脂肪族ポリエステル樹脂組成物及びそれを成形してなる成形体 |
| JP2008179148A (ja) | 2008-02-08 | 2008-08-07 | Toray Ind Inc | レンズシート用フィルム |
| JP2010143202A (ja) | 2008-12-22 | 2010-07-01 | Toyobo Co Ltd | 表皮材用積層ポリエステルフィルムおよびこれを用いた触感が改善された複合成型体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2554378A4 |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104169085A (zh) * | 2012-03-30 | 2014-11-26 | 东丽株式会社 | 层合膜及其制造方法 |
| KR20140138645A (ko) * | 2012-03-30 | 2014-12-04 | 도레이 카부시키가이샤 | 적층 필름 및 그 제조 방법 |
| KR102079520B1 (ko) * | 2012-03-30 | 2020-02-20 | 도레이 카부시키가이샤 | 적층 필름 및 그 제조 방법 |
| CN104169085B (zh) * | 2012-03-30 | 2016-08-17 | 东丽株式会社 | 层合膜及其制造方法 |
| JP2013242510A (ja) * | 2012-04-26 | 2013-12-05 | Nippon Shokubai Co Ltd | 光学フィルムおよびその利用 |
| KR102047552B1 (ko) * | 2012-04-26 | 2019-11-21 | 가부시키가이샤 닛폰 쇼쿠바이 | 광학필름 및 그의 이용 |
| KR20130121012A (ko) * | 2012-04-26 | 2013-11-05 | 가부시키가이샤 닛폰 쇼쿠바이 | 광학필름 및 그의 이용 |
| CN104603185B (zh) * | 2012-08-31 | 2017-05-24 | 可隆工业株式会社 | 聚酯薄膜 |
| CN104603185A (zh) * | 2012-08-31 | 2015-05-06 | 可隆工业株式会社 | 聚酯薄膜 |
| JP2015527460A (ja) * | 2012-08-31 | 2015-09-17 | コロン・インダストリーズ・インコーポレイテッド | ポリエステルフィルム |
| JP2014131871A (ja) * | 2012-12-07 | 2014-07-17 | Toray Ind Inc | 積層フィルムおよびその製造方法 |
| JP2015520793A (ja) * | 2013-04-30 | 2015-07-23 | エルジー・ケム・リミテッド | ポリエステル系プライマー組成物、これを用いた光学フィルム、及びこれを含む偏光板 |
| JP2016522912A (ja) * | 2013-05-14 | 2016-08-04 | エルジー・ケム・リミテッド | 偏光板 |
| US9731483B2 (en) | 2013-07-16 | 2017-08-15 | Mitsubishi Chemical Corporation | Coated film |
| JP2015021014A (ja) * | 2013-07-16 | 2015-02-02 | 三菱樹脂株式会社 | 積層ポリエステルフィルム |
| WO2015008522A1 (ja) * | 2013-07-16 | 2015-01-22 | 三菱樹脂株式会社 | 塗布フィルム |
| KR20160102400A (ko) | 2013-12-27 | 2016-08-30 | 도레이 카부시키가이샤 | 적층 폴리에스테르 필름 |
| WO2016174969A1 (ja) * | 2015-04-28 | 2016-11-03 | シチズンホールディングス株式会社 | 時計用部材、時計および時計用部材の製造方法 |
| JPWO2016174969A1 (ja) * | 2015-04-28 | 2018-02-15 | シチズン時計株式会社 | 時計用部材、時計および時計用部材の製造方法 |
| WO2017073623A1 (ja) * | 2015-10-30 | 2017-05-04 | 東レ株式会社 | 熱可塑性ポリエステル樹脂組成物および成形品 |
| JP6197967B1 (ja) * | 2015-10-30 | 2017-09-20 | 東レ株式会社 | 熱可塑性ポリエステル樹脂組成物および成形品 |
| US10392505B2 (en) | 2015-10-30 | 2019-08-27 | Toray Industries, Inc. | Thermoplastic polyester resin composition and molded article |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201202032A (en) | 2012-01-16 |
| US9200126B2 (en) | 2015-12-01 |
| KR101805522B1 (ko) | 2017-12-07 |
| JP5510452B2 (ja) | 2014-06-04 |
| CN102821955B (zh) | 2015-01-14 |
| JPWO2011122209A1 (ja) | 2013-07-08 |
| EP2554378A1 (en) | 2013-02-06 |
| US20130011613A1 (en) | 2013-01-10 |
| CN102821955A (zh) | 2012-12-12 |
| EP2554378A4 (en) | 2014-08-13 |
| TWI504508B (zh) | 2015-10-21 |
| KR20130014509A (ko) | 2013-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5510452B2 (ja) | 積層フィルム | |
| EP2450187B1 (en) | Multilayer polyester film | |
| US20120128969A1 (en) | Laminated polyester film | |
| US20120128985A1 (en) | Laminated polyester film | |
| JP2005179486A (ja) | 高透明光学用ポリエステルフィルム | |
| WO2017199774A1 (ja) | セラミックグリーンシート製造用離型フィルム | |
| JP6040934B2 (ja) | 積層フィルムおよびその製造方法 | |
| JP6183176B2 (ja) | 積層フィルムおよびその製造方法 | |
| JP5594019B2 (ja) | コーティング用組成物および積層フィルム | |
| JP6264984B2 (ja) | 積層フィルム | |
| JPWO2019088184A1 (ja) | セラミックグリーンシート製造用離型フィルム | |
| JP2002079635A (ja) | 積層ポリエステルフィルムおよびその製造方法 | |
| US10174220B2 (en) | Coated film | |
| JP6194617B2 (ja) | 積層フィルムおよびその製造方法 | |
| JP2005263853A (ja) | 高透明光学用積層ポリエステルフィルム | |
| JP5898824B2 (ja) | 積層ポリエステルフィルム | |
| JP2014210906A (ja) | 積層ポリエステルフィルム | |
| JP2018039259A (ja) | 積層フィルムおよびその製造方法 | |
| JP6060566B2 (ja) | 積層フィルムおよびその製造方法 | |
| JP2001341241A (ja) | 積層フィルムおよびその製造方法 | |
| JP2019137072A (ja) | 積層フィルムおよび製造方法 | |
| JP2016055464A (ja) | 積層フィルム | |
| WO2012081438A1 (ja) | 積層ポリエステルフィルム | |
| JP6447574B2 (ja) | 積層ポリエステルフィルム | |
| JP2024044103A (ja) | 積層ポリエステルフィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180016112.0 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011513183 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11762449 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20127023187 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011762449 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13636871 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |