WO2011077979A1 - 異方導電性接着剤 - Google Patents
異方導電性接着剤 Download PDFInfo
- Publication number
- WO2011077979A1 WO2011077979A1 PCT/JP2010/072307 JP2010072307W WO2011077979A1 WO 2011077979 A1 WO2011077979 A1 WO 2011077979A1 JP 2010072307 W JP2010072307 W JP 2010072307W WO 2011077979 A1 WO2011077979 A1 WO 2011077979A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- component
- anisotropic conductive
- conductive adhesive
- test
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/321—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by conductive adhesives
- H05K3/323—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by conductive adhesives by applying an anisotropic conductive adhesive layer over an array of pads
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/16—Solid spheres
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J177/00—Adhesives based on polyamides obtained by reactions forming a carboxylic amide link in the main chain; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J177/00—Adhesives based on polyamides obtained by reactions forming a carboxylic amide link in the main chain; Adhesives based on derivatives of such polymers
- C09J177/12—Polyester-amides
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J9/00—Adhesives characterised by their physical nature or the effects produced, e.g. glue sticks
- C09J9/02—Electrically-conducting adhesives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/001—Conductive additives
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/02—Fillers; Particles; Fibers; Reinforcement materials
- H05K2201/0203—Fillers and particles
- H05K2201/0206—Materials
- H05K2201/0221—Insulating particles having an electrically conductive coating
Definitions
- the present invention relates to an anisotropic conductive adhesive.
- An anisotropic conductive adhesive (hereinafter also referred to as ACP) is a material in which conductive particles are uniformly dispersed in an adhesive having a high insulating property, and an electrical connection between opposing electrodes of an electronic component and an adjacent electrode. Used for insulation and fixing purposes.
- ACP anisotropic conductive adhesive
- FPC flexible printed circuit
- An FPC containing a coating film is known as a heat seal connector member (Japanese Patent Laid-Open No. 60-170177).
- Each electrode can be selectively connected by thermocompression bonding after aligning the electrode portion of the display element and the electrode portion of the heat seal connector member. Moreover, it may be transported in the state of FPC having an ACP coating film formed thereon.
- ⁇ Electronic parts in which two types of members are connected by ACP are confirmed for their durability by a reliability test.
- a test item as a method for confirming the adhesive strength, a creep test in which a load is applied in a heated state, and as a method for confirming electrical connection, it is known to measure a resistance value of a circuit. The stability of continuity is confirmed by comparing resistance values after reliability tests such as high temperature storage tests and heat cycle tests.
- ACP using an epoxy resin Japanese Patent Publication No. 8-511570
- ACP using a urethane resin Japanese Patent Laid-Open No. 61-47760.
- PET polyethylene terephthalate
- the heat resistance temperature of the adherend is decreasing. For this reason, it becomes difficult to heat to the temperature at which the reaction starts and securing the time for completion of the reaction causes a decrease in productivity.
- the first aspect of the present invention is an anisotropic conductive adhesive comprising the following components (A) to (C).
- the component (A) is composed of a polyamide elastomer synthesized from a compound having two or more carboxyl groups per molecule synthesized by a polymerization reaction of an unsaturated fatty acid. This is a conductive adhesive.
- the third aspect of the present invention is the anisotropic conductive adhesive according to the above, wherein the melting point of the component (A) is 90 ° C. to 140 ° C.
- the fourth aspect of the present invention is the anisotropic conductive adhesive as described above, wherein the component (B) is a conductive metal plating powder having organic particles as a core.
- the amount of the component (B) is 1 to 100 parts by mass with respect to 100 parts by mass of the component (A), and the amount of the component (C) is 100 parts by mass of the component (A).
- a sixth aspect of the present invention is a flexible printed circuit member in which the anisotropic conductive adhesive described above is screen-printed or applied to a flexible printed circuit, and then the component (C) is volatilized.
- the present invention enables non-reactive ACP having good creep characteristics and conductivity.
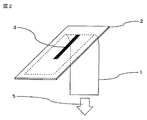
- FIG. 1 is an explanatory view showing a measurement method of a peel strength test.
- FIG. 2 is an explanatory view showing a measuring method of a creep test.
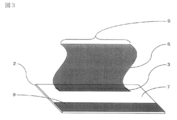
- FIG. 3 is an explanatory diagram showing a measurement method of the continuity test.
- the component (A) that can be used in the present invention is a polyamide elastomer having an amide bond.
- a polyamide elastomer using as a raw material a compound having a side chain and having two or more carboxyl groups in one molecule, which is synthesized by a radical polymerization reaction of an unsaturated carboxylic acid.
- An example of a method for synthesizing a compound having two or more carboxyl groups per molecule includes, but is not limited to, general formula 1.
- Nylon is well known as a general polyamide resin, but is generally synthesized by a polycondensation reaction of lactam or a condensation reaction of a saturated aliphatic diamine and a saturated aliphatic dicarboxylic acid. Nylon is different from the component (A) because it is a linear resin having no side chain.
- R 1 is a divalent hydrocarbon group, which may be the same or different.
- R 2 is an organic residue of the polymerization initiator.
- R 1 is preferably an aliphatic hydrocarbon group having 1 to 20 carbon atoms, particularly a linear aliphatic hydrocarbon group.
- the component (A) is preferably prepared by binding a polyamide elastomer to a compound having a side chain and having two or more carboxyl groups in one molecule, synthesized by radical polymerization reaction of an unsaturated carboxylic acid. Further, it is a polyamide elastomer having an amide bond. This bonding can usually be carried out by the reaction of the above carboxyl group with the amino group of the polyamide elastomer.
- the melting point of the component (A) is preferably 80 ° C. or higher, particularly preferably 90 ° C. or higher in order to have resistance in the reliability test for heating. Further, when the component (A) is melted during thermocompression bonding, the melting point of the component (A) is particularly preferably 140 ° C. or lower in consideration of the heat resistance of the adherend. There are some types of elastomers whose melting point cannot be confirmed, but this indicates that the temperature will be softened by raising the temperature in an atmosphere at room temperature or higher, and may not be suitable for the present invention. Examples of the method for confirming the melting point include, but are not limited to, a differential scanning calorimeter (DSC) and a TG / DTA (differential thermobalance).
- DSC differential scanning calorimeter
- TG / DTA differential thermobalance
- component (A) of the present invention a block copolymer of a polyether or polyester and polyamide and a polyamide may be used, and an amino group or a carboxyl group may remain as a functional group. Moreover, you may mix two or more types of (A) component. Specific examples of the component (A) include, but are not limited to, tomide PA series and TPAE series manufactured by Fuji Chemical Industry Co., Ltd.
- spherical conductive particles can be used as the component (B) that can be used in the present invention.
- the spherical shape includes true spherical particles and spherical particles having irregularities on the surface.
- metal powder such as gold, silver, platinum, nickel, palladium, or plated particles obtained by coating organic polymer particles with a metal thin film can be used.
- the average particle diameter of the particles is properly used depending on the pitch width between the electrodes of the substrate to be connected or the thickness of the electrodes. It is preferable to use the component (B) having a smaller average particle diameter as the pitch width becomes narrower.
- the average particle size is preferably 1 to 50 ⁇ m, and a sharp particle size distribution is particularly preferable.
- the addition amount of the component (B) it is preferable to add 1 to 100 parts by mass of the component (B) with respect to 100 parts by mass of the component (A). There is a possibility that sufficient insulation cannot be maintained between the electrodes, and there is a possibility that stable conductivity cannot be obtained at 1 part by mass or less. Since the specific gravity of the component (B) varies depending on the average particle size in the particle size distribution and the type of the core material or the metal that is the plating component in the plating powder, the amount of the component (B) added varies.
- any solvent that can dissolve the component (A) can be used.
- Specific examples include methanol, methyl ethyl ketone, toluene, xylene, isophorone, ethyl acetate, benzyl alcohol, and the like, but are not limited thereto.
- the component (C) is also added to adjust viscosity and viscosity. If the amount of addition increases, the viscosity decreases and the viscosity decreases. Further, if the addition amount is small, the viscosity is high and the viscosity is also maintained high.
- the amount of component (C) added is preferably 1 to 1000 parts by weight of component (C), more preferably 50 to 900 parts by weight of component (C) with respect to 100 parts by weight of component (A). It is. When the component (C) is 900 parts by mass or more, the viscosity of the adhesive is too low and the conductive particles are precipitated, and when it is 50 parts by mass or less, the viscosity is too high and handling becomes difficult.
- the handling of the ACP of the present invention can be performed by dispensing or screen printing. Screen printing is particularly preferred because the coating film becomes constant and the solvent is volatilized uniformly.
- the ACP applied to the adherend having the electrode is put into a hot air drying furnace, a belt conveyor type IR furnace or the like to volatilize the solvent. By drying, an ACP coating film is formed.
- the adhesive component is once dissolved, and the conductive particles are pressed against both electrodes to ensure electrical connection, and at room temperature. It is mechanically fixed in the state returned to.
- Examples of the object for forming the coating film include FPC manufactured from polyamide resin or polyethylene terephthalate resin.
- the FPC on which the coating film is formed may be thermocompression bonded together with the substrate after a certain amount of time has passed. Therefore, the coating film needs to be solid at room temperature, and preferably the melting point or softening point of the component (A) should be room temperature or higher.
- resin components such as elastomers other than the component (A), rubber, and thermoplastic resin, specifically urethane rubber, silicone rubber, chlorosulfonated rubber, and chloroprene rubber that are thermoplastic elastomers Chlorinated polyethylene, acrylic rubber, fluororubber, ethylene vinyl acetate, etc. may be added.
- a composition excellent in resin strength, adhesive strength, workability, storage stability and the like and a coating film excellent in drying can be obtained.
- colorants such as pigments and dyes, metal powders, inorganic fillers such as calcium carbonate, talc, silica, alumina, aluminum hydroxide, flame retardants, organic fillers, plasticizers
- An appropriate amount of additives such as an antioxidant, an antifoaming agent, a coupling agent, a leveling agent, and a rheology control agent may be blended.
- Examples 1-6 In order to prepare the anisotropic conductive adhesive, the following components were prepared. In addition, Table 1 summarizes the measurement results of the melting points of the components (A) and (A ′) by TG / DTA.
- Comparative Examples 1-7 In order to prepare the anisotropic conductive adhesive, the following components were prepared. Components other than the component (A ′) were the same raw materials as in the examples.
- Examples of production methods of Examples 1 to 6 and Comparative Examples 1 to 7 are as follows.
- the component (A) or the component (A ′) is added little by little to the container containing the component (C). After all the component (A) or the component (A ′) is added, the mixture is stirred for 3 hours. When the component (A) remains undissolved, the stirring time is extended and the mixture is stirred until there is no undissolved residue. Alternatively, stirring is performed while heating. Next, after adding (B) component and the filler which is another component and stirring for 1 hour, it passes twice through the three roll mill which adjusted the clearance of 40 micrometers. Detailed preparation amounts follow Table 2, and all numerical values are expressed in parts by mass.
- Test pieces were prepared according to the test piece preparation method for the anisotropic conductive adhesives of Examples 1 to 6 and Comparative Examples 1 to 7, and a peel strength test, a creep test, and a conductivity test were performed. The results are summarized in Table 3.
- PET film and ITO glass are printed on a PET film, dried, and heat-pressed to ITO glass as shown in FIG. 1 to create a test piece.
- the size of the bonded portion is 3 mm ⁇ 10 mm.
- a peel strength test is performed.
- the tensile peel strength of the PET film is measured at a test speed of 50 mm / min at an angle of 90 degrees with respect to the ITO glass.
- Four test pieces are measured. It is calculated from the average value of the maximum strength (N) and the width (10 mm) and is defined as “peel strength (N / m)”.
- the specifications of PET film and ITO glass are as follows.
- PET film width 10mm, thickness 38 ⁇ m
- ITO glass refers to glass with a deposited film. 60mm x 25mm x 1.1mm Area resistance 10 ⁇ / ⁇ (Hereafter, ITO glass has the same specifications) Evaluation of “peel strength (N / m)” was performed as follows and is summarized in Table 2. ⁇ : 800 N / m or more ⁇ : 400 to 800 N / m X: Less than 400 N / m
- Conductivity was confirmed using the following FPC, ITO glass having the same specifications as the peel strength test and the creep test. As shown in FIG. 3, thermocompression bonding is performed while maintaining a distance of 7 mm from the end of the conductive coating to the FPC crimping part. After leaving for 30 minutes, the test piece is put into a heat cycle tester, and the heat cycle is repeated continuously for 100 hours, with -40 ° C. ⁇ 30 minutes + 85 ° C. ⁇ 30 minutes as one cycle. After completion of the test, the test piece was taken out and allowed to stand for 30 minutes, and then the resistance value was measured by applying the tester electrode to the 8: silver paste coating and 9: FPC electrode in FIG.
- the average resistance value of 50 wires is defined as “conductivity ( ⁇ )”.
- Number of wires 50
- Silver paste ThreeBond 3350C (room temperature dry type) “Conductivity ( ⁇ )” was evaluated based on the following criteria and summarized in Table 2.
- ⁇ Average value is less than 15 ⁇ ⁇ : Average value is 15-20 ⁇ ⁇ : The average value is 20 ⁇ or more
- the component (A ′) used in the comparative example has been tested using polyester elastomer, urethane elastomer, and rubber elastomer, which are widely used in the field of ACP, but the characteristics are not maintained in all test items.
- the polyamide elastomer as the component (A) has a particularly advantageous action in order to maintain the properties as ACP.
- the FPC on which the ACP coating film is formed by screen printing or the like is often transported in that state, and the stability of the coating film needs to be maintained. Therefore, the coating film of ACP is stable when the component (A) has a clear melting point.
- the ACP of the present invention maintains the creep characteristics and exhibits stable characteristics in terms of electrical conductivity. After printing a large amount of ACP on an FPC, the batch drying is performed in a batch furnace, and mass production of electronic parts is possible by short-time thermocompression bonding, and the present invention maintains characteristics close to those of reactive ACP. It can be said that the present invention can be applied to applications other than the current non-reactive ACP.
- PET film 2 ITO glass 3: Bonding part 4: Peeling direction 5: Load direction 6: FPC 7: Conductive surface of ITO glass 8: Coating film of silver paste 9: FPC electrode
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Conductive Materials (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Combinations Of Printed Boards (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201080056864.5A CN102656244B (zh) | 2009-12-22 | 2010-12-06 | 各向异性导电性粘接剂 |
| KR1020127018873A KR101727774B1 (ko) | 2009-12-22 | 2010-12-06 | 이방 도전성 접착제 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-291073 | 2009-12-22 | ||
| JP2009291073A JP5825503B2 (ja) | 2009-12-22 | 2009-12-22 | 異方導電性接着剤 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011077979A1 true WO2011077979A1 (ja) | 2011-06-30 |
Family
ID=44195510
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/072307 Ceased WO2011077979A1 (ja) | 2009-12-22 | 2010-12-06 | 異方導電性接着剤 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP5825503B2 (https=) |
| KR (1) | KR101727774B1 (https=) |
| CN (1) | CN102656244B (https=) |
| TW (1) | TWI493013B (https=) |
| WO (1) | WO2011077979A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013038840A1 (ja) * | 2011-09-12 | 2013-03-21 | 住友電気工業株式会社 | フィルム状異方導電性接着剤 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5964187B2 (ja) | 2012-09-18 | 2016-08-03 | デクセリアルズ株式会社 | 異方性導電フィルム、接続方法、及び接合体 |
| JP6164416B2 (ja) * | 2013-09-25 | 2017-07-19 | 株式会社スリーボンド | 導電性接着剤組成物 |
| JP2017111978A (ja) * | 2015-12-16 | 2017-06-22 | デクセリアルズ株式会社 | 異方性導電フィルム、接続方法、及び接合体 |
| CN106905889A (zh) * | 2017-03-08 | 2017-06-30 | 上海腾烁电子材料有限公司 | 一种改性橡胶热硫化反应结合热塑性各向异性导电粘结剂 |
| JP6969165B2 (ja) * | 2017-06-02 | 2021-11-24 | 昭和電工マテリアルズ株式会社 | 異方導電性接着剤組成物、異方導電性フィルム、及び接続構造体 |
| JP2020077645A (ja) * | 2020-01-29 | 2020-05-21 | デクセリアルズ株式会社 | 異方性導電フィルム、接続方法、及び接合体 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6132085A (ja) * | 1984-07-24 | 1986-02-14 | 富士通株式会社 | 表示素子の実装方法 |
| JP2003268344A (ja) * | 2002-03-20 | 2003-09-25 | Shin Etsu Polymer Co Ltd | 異方導電性接着剤及びヒートシールコネクター |
| JP2007062126A (ja) * | 2005-08-31 | 2007-03-15 | Dainippon Printing Co Ltd | インクジェットヘッド及びその製造方法 |
| JP2008165034A (ja) * | 2006-12-28 | 2008-07-17 | Sony Corp | 集積モジュール、表示装置、および電子機器 |
| JP2008222941A (ja) * | 2007-03-15 | 2008-09-25 | Toray Ind Inc | 電子部品用接着剤組成物およびそれを用いた電子部品用接着シート |
| WO2009119324A1 (ja) * | 2008-03-27 | 2009-10-01 | ソニーケミカル&インフォメーションデバイス株式会社 | 異方性導電フィルム、並びに、接合体及びその製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4580021B2 (ja) * | 2009-01-26 | 2010-11-10 | タツタ電線株式会社 | 接着剤組成物 |
-
2009
- 2009-12-22 JP JP2009291073A patent/JP5825503B2/ja active Active
-
2010
- 2010-11-23 TW TW099140394A patent/TWI493013B/zh active
- 2010-12-06 WO PCT/JP2010/072307 patent/WO2011077979A1/ja not_active Ceased
- 2010-12-06 KR KR1020127018873A patent/KR101727774B1/ko active Active
- 2010-12-06 CN CN201080056864.5A patent/CN102656244B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6132085A (ja) * | 1984-07-24 | 1986-02-14 | 富士通株式会社 | 表示素子の実装方法 |
| JP2003268344A (ja) * | 2002-03-20 | 2003-09-25 | Shin Etsu Polymer Co Ltd | 異方導電性接着剤及びヒートシールコネクター |
| JP2007062126A (ja) * | 2005-08-31 | 2007-03-15 | Dainippon Printing Co Ltd | インクジェットヘッド及びその製造方法 |
| JP2008165034A (ja) * | 2006-12-28 | 2008-07-17 | Sony Corp | 集積モジュール、表示装置、および電子機器 |
| JP2008222941A (ja) * | 2007-03-15 | 2008-09-25 | Toray Ind Inc | 電子部品用接着剤組成物およびそれを用いた電子部品用接着シート |
| WO2009119324A1 (ja) * | 2008-03-27 | 2009-10-01 | ソニーケミカル&インフォメーションデバイス株式会社 | 異方性導電フィルム、並びに、接合体及びその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013038840A1 (ja) * | 2011-09-12 | 2013-03-21 | 住友電気工業株式会社 | フィルム状異方導電性接着剤 |
| JP2013060479A (ja) * | 2011-09-12 | 2013-04-04 | Sumitomo Electric Ind Ltd | フィルム状異方導電性接着剤 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102656244B (zh) | 2014-06-04 |
| JP2011132304A (ja) | 2011-07-07 |
| KR20120117832A (ko) | 2012-10-24 |
| KR101727774B1 (ko) | 2017-04-17 |
| JP5825503B2 (ja) | 2015-12-02 |
| CN102656244A (zh) | 2012-09-05 |
| TW201134916A (en) | 2011-10-16 |
| TWI493013B (zh) | 2015-07-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5825503B2 (ja) | 異方導電性接着剤 | |
| TWI491696B (zh) | 各向異性導電黏著劑組合物 | |
| JPWO2001014484A1 (ja) | 接着剤、配線端子の接続方法及び配線構造体 | |
| KR20130076237A (ko) | 이방 도전성 필름용 조성물, 이방 도전성 필름, 및 이를 이용한 반도체 장치 | |
| CN104099031A (zh) | 各向异性导电膜、连接方法及接合体 | |
| JP5002074B2 (ja) | 導電性接着剤組成物及び導電性接着フィルム | |
| KR20120106789A (ko) | 이방성 도전 필름, 접합체, 및 접합체의 제조 방법 | |
| US20100252783A1 (en) | Ambient-curable anisotropic conductive adhesive | |
| CN102952491A (zh) | 导电性粘合带 | |
| JP2010168510A (ja) | 接着剤組成物 | |
| JPH04323290A (ja) | 異方導電性接着剤組成物 | |
| JP5675975B2 (ja) | 接着剤組成物及び接着フィルム | |
| JP2005290241A (ja) | フィルム状接着剤 | |
| TWI784126B (zh) | 導電性接著劑組成物 | |
| JP7766709B2 (ja) | 導電性インク組成物及び導電膜 | |
| JP2007317657A (ja) | 熱架橋型回路接続材料及びそれを用いた回路板の製造方法 | |
| JP6301366B2 (ja) | 電子部品接着材料及び電子部品の接着方法 | |
| JP2005294086A (ja) | フィルム状接着剤 | |
| CN103666297B (zh) | 各向异性导电膜和包括它的半导体装置 | |
| JPH11134940A (ja) | 導電性樹脂ペースト | |
| JPH09176608A (ja) | 導電性接着剤 | |
| JP6164416B2 (ja) | 導電性接着剤組成物 | |
| US20240301113A1 (en) | Resin composition, electrically conductive adhesive, cured object, and semiconductor device | |
| WO2020179179A1 (ja) | 導電性接着剤組成物 | |
| HK1198448B (en) | Anisotropic conductive film, connecting method and joined structure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080056864.5 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10839213 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20127018873 Country of ref document: KR Kind code of ref document: A |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 10839213 Country of ref document: EP Kind code of ref document: A1 |