WO2010070841A1 - 機械部品およびその超仕上げ加工方法 - Google Patents
機械部品およびその超仕上げ加工方法 Download PDFInfo
- Publication number
- WO2010070841A1 WO2010070841A1 PCT/JP2009/006681 JP2009006681W WO2010070841A1 WO 2010070841 A1 WO2010070841 A1 WO 2010070841A1 JP 2009006681 W JP2009006681 W JP 2009006681W WO 2010070841 A1 WO2010070841 A1 WO 2010070841A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rolling
- bearing
- elastic grindstone
- grindstone
- workpiece
- Prior art date
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/34—Rollers; Needles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B29/00—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents
- B24B29/02—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents designed for particular workpieces
- B24B29/04—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents designed for particular workpieces for rotationally symmetrical workpieces, e.g. ball-, cylinder- or cone-shaped workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/02—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work
- B24B5/16—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding peculiarly surfaces, e.g. bulged
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/583—Details of specific parts of races
- F16C33/585—Details of specific parts of races of raceways, e.g. ribs to guide the rollers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/64—Special methods of manufacture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49636—Process for making bearing or component thereof
- Y10T29/49643—Rotary bearing
- Y10T29/49679—Anti-friction bearing or component thereof
- Y10T29/49689—Race making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49636—Process for making bearing or component thereof
- Y10T29/49643—Rotary bearing
- Y10T29/49679—Anti-friction bearing or component thereof
- Y10T29/49693—Roller making
Definitions
- the present invention relates to mechanical parts, particularly bearing parts such as rolling elements and inner and outer races in rolling bearings, and a superfinishing method for these mechanical parts and bearing parts.
- Patent Document 1 discloses a processing method in which crowning is formed on fine convex portions on the surface of a cylindrical rolling element using a superfinishing grindstone.
- Patent Document 2 discloses a method and apparatus for superfinishing the outer peripheral surface of a spherical roller of a self-aligning roller bearing. Further, examples of the method or apparatus for superfinishing the raceway ring composed of the inner ring or the outer ring in the roller bearing include methods and apparatuses disclosed in Patent Document 3 and Patent Document 4.
- Patent Document 5 discloses a technique for determining processing conditions for forming an outer ring raceway in manufacturing a self-aligning roller bearing and suppressing friction and heat generation due to skew of each spherical roller.
- FIG. 7 conceptually shows an example of a procedure for superfinishing the peripheral surface of a cylindrical workpiece with a grindstone.
- the cylindrical workpiece 100 rotates around its axis as indicated by the white arrow 100 ⁇ / b> A, and the grindstone 101 is placed on the workpiece 100 with respect to the peripheral surface of the rotating workpiece 100.
- the grindstone 101 is placed on the workpiece 100 with respect to the peripheral surface of the rotating workpiece 100.
- An object of the present invention is to provide a machine part, a rolling element for rolling bearings, a bearing ring, a rolling bearing, and a rolling bearing capable of improving the surface roughness because the finished surface can be a smooth surface with no cross-angle pattern processing trace. It is to provide a processing method.
- the machine part of the present invention has a surface that is finished, and the finished surface is a smooth surface having no trace of a pattern called a crossing angle.
- the machine parts are parts constituting the machine, and typical examples include machine parts such as rolling elements of rolling bearings and race rings. Since the machined parts with the above configuration are smooth surfaces with no traces of patterns called crossing angles, the surface roughness can be improved, and the life of this machine part and the mating member in contact with this machine part can be improved. The effect of quality improvement such as improvement can be obtained.
- the outer peripheral surface may be superfinished with a rotating elastic grindstone.
- a rotating elastic grindstone since the grindstone has elasticity and acts on the work surface while rotating, a smooth surface without a crossing angle pattern is suitably formed.
- the superfinishing of a complicated shape such as a crowning shape, a logarithmic shape, or a shape in which curves are combined is suitably performed by the elastic action of the grindstone.
- the mechanical component of the present invention may be superfinished with a rotating elastic grindstone over the outer peripheral surface and the chamfered portion of the edge of the outer peripheral surface.
- This machine part is, for example, a roller-shaped rolling element, and its outer peripheral surface and a chamfered portion provided at a corner between the outer peripheral surface and the end surface are superfinished.
- the outer peripheral surface of the machine part and the chamfered part are superfinished with an elastic grindstone. There is no smooth surface.
- the grindstone has elasticity, when performing superfinishing in such a complicated shape portion, it can be processed without breaking the precise shape, and the superfinishing processing of the complicated shape portion can be performed satisfactorily.
- a rolling element for rolling bearings which is a kind of mechanical component of the present invention, is a rolling element for rolling bearings made of steel having a superfinished surface.
- this rolling element for rolling bearings the outer peripheral surface is superfinished with a rotating elastic grindstone, for example.
- the rolling element for rolling bearings with the above configuration has a smooth surface with no traces of patterns called crossing angles, so the surface roughness can be improved, and this machine part and the counterpart that contacts this machine part.
- the effect of quality improvement such as the lifetime improvement of a member, is acquired.
- the machine part is a rolling element for a rolling bearing
- the surface roughness of the surface of the rolling element affects the rolling life. If the surface of these rolling elements is a smooth surface with no trace of the pattern called the crossing angle, the surface roughness is improved, so the effect of improving the rolling life of these rolling elements is obtained, and the life of the bearing is improved. Connected.
- a rolling bearing race ring which is a kind of mechanical component of the present invention, is a steel bearing race ring made of super-finished rolling surfaces.
- the rolling surface is superfinished with a rotating elastic grindstone, for example. Even with the above configuration, the rolling surface becomes a smooth surface without a trace of a pattern called a crossing angle, and the surface roughness is improved. Therefore, the effect of improving the rolling life of these bearing rings can be obtained. It leads to improvement of life.
- the rolling bearing race of the present invention may be one in which the rolling surface and peripheral surface portions adjacent to both sides of the rolling surface are superfinished with a rotating elastic grindstone.
- the complicated shape portion extending over each of these surfaces is also obtained by superfinishing the rotating elastic grindstone. It is a smooth surface with no crossing angle pattern.
- the grindstone has elasticity, when performing superfinishing in such a complicated shape portion, it can be processed without breaking the precise shape, and the superfinishing processing of the complicated shape portion can be performed satisfactorily.
- the rolling bearing according to the present invention uses the rolling element for rolling bearing or the bearing ring for rolling bearing according to the present invention.
- a machine part is superfinished using a rotating elastic grindstone.
- the grindstone has elasticity and acts on the surface to be processed while rotating, a smooth surface free from cross-patterned traces can be formed satisfactorily and surface roughness can be improved.
- the superfinishing method for the surface of the rolling element for a rolling bearing or the rolling surface of the rolling ring of the rolling bearing according to the present invention rotates the surface of the rolling element of the rolling bearing or the rolling surface of the rolling ring of the rolling bearing. Superfinishing using an elastic whetstone.
- the surface shape of the working surface of the rotating elastic grinding wheel is changed to that of a work piece comprising the rolling element or the bearing ring of the rolling bearing as the bearing part.
- the cross-sectional shape is proportional to the cross-sectional shape of the workpiece surface, the workpiece is rotated, the elastic grindstone rotating from the end of the workpiece surface of the workpiece is applied, and the surface of the workpiece surface of the elastic grindstone is applied.
- a method of superfinishing the work surface of the work piece can be adopted by moving the elastic grindstone so that the work surface having a cross-sectional shape proportional to the cross-sectional shape follows the work surface of the work piece. .
- the work piece is processed while rotating an elastic grindstone having a cross-sectional shape proportional to a cross-sectional shape of a work surface comprising a rolling element or a bearing ring of a rolling bearing as the bearing part. It touches from the edge part of a surface, and it moves it along the to-be-processed surface of a to-be-processed object.
- the grindstone has elasticity and acts on the work surface while rotating. Therefore, a smooth surface having no crossed-angle pattern processing trace is suitably formed, and the surface roughness can be improved.
- the surface to be processed is a complicated shape such as a crowning shape, a logarithmic shape, or a shape in which curves are combined, it can be processed without breaking the precise shape, and superfinishing is suitably performed.
- the setup is completed with only the setting in the width direction of the main shaft, which is the rotation axis of the grindstone, and the grindstone shape, the number of man-hours for setup can be reduced. The establishment of this technology makes it possible to use general-purpose machine tools, eliminating the need to design new machines and realizing design labor savings.
- FIG. 1 shows the state which superfinishes another workpiece using the superfinishing apparatus shown in FIG. 1 is a cross-sectional view showing an example of a roller bearing assembled using bearing components according to first to third embodiments of the present invention. It is a conceptual perspective view which shows the point of the conventional superfinishing process.
- This processing apparatus includes a base 1, a main spindle 2 that is installed on the base 1 and rotatably supports the main spindle 2a, and is installed on the base 1 and is concentric with the axis O2 of the main spindle 2a.
- a core presser base 3 that rotatably supports the push shaft 3a and a grindstone base 5 that rotatably supports the elastic grindstone 4 around a drive axis O4 parallel to the main spindle axis O2.
- the spindle 2a is driven to rotate by a spindle motor (not shown) installed on the base 1 or the spindle base 2.
- the workpiece 8 is supported at both ends between the main shaft 2a and the core pressing shaft 3a, and is rotated by the rotation of the main shaft 2a.
- the position of the tailstock 3 can be adjusted in the direction along the spindle axis O2 as a whole or the tailstock shaft 3a.
- the elastic grindstone 4 is a grindstone for super-finishing processing, and has a cylindrical shape or a disc shape, and is rotatably supported on the grindstone base 5 via the grindstone shaft 4a.
- the cross-sectional shape of the processed surface 4b made of the outer peripheral surface of the elastic grindstone 4 will be described later.
- the elastic grindstone 4 is a grindstone that is more elastic than a commonly used grindstone, and is made of a material having a Young's modulus smaller than that of a general vitrified grindstone or a resinoid grindstone (Young's modulus: 10,000 to 50,000 MPa).
- the grindstone is composed of abrasive grains and a bonding material that binds the abrasive grains.
- the elastic grindstone 4 is made of a resin softer than vitrified (ceramics) and resinoid (phenolic resin), such as polyvinyl. It is assumed that a soft resin such as alcohol or polyurethane is used.
- the elastic grindstone 4 is a grindstone (Young's modulus: 200 to 5000 MPa) composed of a binder obtained by reacting polyvinyl alcohol and a thermosetting resin, pores, and abrasive grains.
- the grinding wheel base 5 is equipped with a motor 6 for driving the grinding wheel and a drive transmission mechanism 6 a such as a pulley and a belt for transmitting the rotation of the motor 6 to the elastic grinding wheel 4.
- the grinding wheel base 5 moves forward and backward in a direction (y-axis direction) perpendicular to the main spindle axis O2 on a feed base 7 installed on the base 1 so as to be able to advance and retreat in a direction along the main spindle axis O2 (x-axis direction). It is installed freely.
- the elastic grindstone 4 can be moved in a two-dimensional plane by the feed table 7 and the grindstone table 5 which are movable tables.
- the advancing / retracting drive of the grindstone table 5 and the feed table 7 includes a servo motor installed on the feed table 7 and the base 1 and a rotation / linear motion conversion mechanism such as a ball screw that converts the rotation of the motor into a forward / backward motion (both (Not shown).
- the workpiece 8 is supported between the main shaft 2a and the core pressing shaft 3a.
- the workpiece 8 in FIG. 1 has a cylindrical shape or a cylindrical shape, and its outer peripheral surface is a workpiece surface 8a.
- the feed table 7 and the grindstone table 5 are moved with respect to the workpiece 8 supported in this manner, so that the machining surface 4 b of the elastic grindstone 4 is brought close to the workpiece surface 8 a of the workpiece 8.
- the spindle of the headstock 2 is rotated as indicated by arrow a, and the elastic grindstone 4 is rotated in the opposite direction as indicated by arrow b.
- the work surface 4b of the elastic grindstone 4 is pressed against the work surface 8a, and the work table 8b is moved by moving the grindstone table 5 and the feed table 7 so that the work surface 4b draws a work locus to be described later for each example.
- the surface 8a to be processed is superfinished.
- FIG. 2 shows that the workpiece 8 is a rolling element for a rolling bearing made of steel, more specifically, an asymmetric cylindrical roller in a cylindrical roller bearing, and the pre-processing steps such as turning and grinding before finishing are completed.
- the outer peripheral surface 8a and both end faces 8b of the workpiece 8, among 8b, the outer peripheral surface of a workpiece surface 8a in this example is asymmetrical in the axial direction with respect to the maximum diameter position P 1, the single It has a circular arc shape with a single curvature.
- P 0 and P 2 in the figure indicate axial positions at both ends of the entire arc surface area of the work surface 8a.
- the distances between the arc surface regions P 0 -P 1 on both sides of the workpiece surface 8a with respect to the maximum diameter position P 1 and the distance between P 1 -P 2 are calculated from the design parameters of the applied rolling bearing. To do.
- the distance between P 0 and P 1 is A
- the distance between P 1 and P 2 is B.
- the effective width D of the processed surface 4b in the elastic grindstone 4 is arbitrarily set.
- the processed surface 4b has a circular arc shape in cross section.
- the distances B ′ and A ′ of the machining surface regions that are both side portions of the position of the maximum diameter in the effective width D of the machining surface 4b of the elastic grindstone 4 are calculated.
- the following equation is calculated by setting the radius of curvature of the surface 8a to be processed as R and the radius of curvature r of the surface 4b of the elastic grindstone 4 as calculated.
- the curvature radius of the machining locus L is the sum (equivalent circle) R + r of the curvature radius R of the workpiece surface 8a of the workpiece 8 and the curvature radius r of the machining surface 4b of the elastic grindstone 4 calculated as described above. Is done.
- the operation program for each operation pattern of the processing locus L and the grinding wheel base 5 and the feed base 7 based on the processing locus L is stored in a numerical control device (not shown) or the like and executed.
- FIG. 3 shows a superfinishing method according to the second embodiment of the present invention, and shows a case of a workpiece 8 having a plurality of shapes.
- the workpiece 8 in the figure steel rolling bearing rolling elements, details a a tapered roller in the tapered roller bearing, the cross-sectional shape of the outer peripheral surface is a surface to be processed 8a is an intermediate arcuate surface having a radius R B
- R B This is a shape in which a region (portion of axial distance B) and an end circular arc surface region (portions of axial distances A and C) on both sides having radii R A and R C are connected.
- the relationship between the shape of the workpiece 8 and the shape of the elastic grindstone 4 and a calculation example of the machining trajectory of the elastic grindstone 4 will be described.
- the arcuate surface region (between P 0 and P 1 ) at one end of the work surface 8a of the work piece 8, the intermediate arc surface region (between P 1 and P 2 ), and the other end The distance of the arcuate surface area (between P 2 and P 3 ) is calculated from the design parameters of the applied rolling bearing.
- the distance between P 0 and P 1 is A
- the distance between P 1 and P 2 is B
- the distance between P 2 and P 3 is C.
- the effective width D of the processed surface 4b in the elastic grindstone 4 is arbitrarily set.
- the operation (7) will be described. While pressing the processing surface 4b of the elastic grindstone 4 rotating around the drive center O4 against the processing surface 8a of the workpiece 8 rotating around the spindle axis O2, the elastic force is applied from the end of the processing surface 8a.
- the grindstone 4 is operated so as to draw an arc-shaped machining locus La having a radius of curvature for each machining surface area, and superfinishing of the work surface 8a is performed.
- the machining trajectory La is composed of three regions are combined, the radius of curvature of the first region corresponds in machining surface 4b of the curvature radius R A and elastic grindstone 4 curved area A in the processing surface 8a machining
- Radius of curvature of the second region is the sum (equivalent circular) R B + r B of the curvature radius r B of the radius of curvature R B of the same working surface area of the curved region B.
- the radius of curvature of the third region, the sum of the radius of curvature r C of the radius of curvature R C and the working surface area of the curved region C are R C + r C.
- FIG. shows a state in which the chamfered portion 8c provided at the corner between the outer peripheral surface 8a and the end surface 8b of the workpiece 8 which is the cylindrical roller-shaped rolling element for bearing shown in FIG. Show.
- the radius R of the arc that connects both ends (axial position P 0 -P 1 ) of the region to be superfinished in the chamfered portion 8c of the workpiece 8 is calculated.
- the arc radius r of the end arc-shaped portion 4c having the arc-shaped cross section of the elastic grindstone 4 is arbitrarily set.
- An arc having a radius R + r is drawn from the center of curvature 8co of the chamfered portion 8c of the workpiece 8.
- the center of curvature 8co of the chamfered portion 8c of the workpiece 8 and the ends P 0 and P 1 on both sides of the portion to be processed are connected by straight lines.
- Intersections Lb 0 and Lb 1 with the respective straight lines in the arc of the radius R + r are set as the operating range of the elastic grindstone 4. That is, a portion between the two intersections in the arc of the radius R + r is defined as a machining locus Lb.
- the elastic grindstone 4 is provided, and the chamfered portion 8c is superfinished by moving the elastic grindstone 4 along the processing locus Lb while rotating.
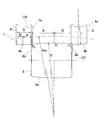
- FIG. 5 shows the state of superfinishing the rolling surface of the rolling bearing race as a workpiece and the peripheral surface adjacent to both sides of the rolling surface using the superfinishing device of FIG. ing.
- the rolling bearing race 9 shown in the figure is an inner ring with both flanges in a single-row cylindrical roller bearing.
- the inner ring (workpiece) 9 has a hollow cylindrical shape, the outer peripheral surface of which is a rolling surface 9a, and includes the peripheral surface portions reaching the flanges 9b at both ends of the rolling surface 9a.
- the workpiece 9 is supported between the headstock 2a and the core pressing shaft 3a in the same manner as described above.
- the grindstone table 6 and the feed table 7 are moved so that the processed surface 4b of the elastic grindstone 4 is brought close to the processed surface (including peripheral surface portions on both sides) 9a of the workpiece 9.
- the main shaft 2a is rotated as indicated by the arrow a
- the elastic grindstone 4 is rotated in the reverse direction as indicated by the arrow b.
- the grindstone table 5 and the feed table 7 are moved so that the elastic grindstone 4 is pressed against the work surface 9a of the work 9 and the work surface 4b of the elastic grindstone 4 draws a predetermined machining locus.
- the surface 9a to be processed of the article 9 is superfinished.
- the elastic grindstone 4 corresponding to the shape of the workpiece 9 is selected and attached to the drive unit. Further, the machining trajectory of the elastic grindstone 4 is also calculated in the same manner as described above, and the operation patterns of the grindstone base 5 and the feed base 7 are set so as to follow the calculated machining trajectory.
- the processed surface 9a of the workpiece 9 that has been superfinished in this way is a smooth surface that does not have a crossed-angle pattern processing trace.
- race rings such as inner rings and outer rings have a complex shape with a crowning shape, a logarithmic shape, or a combination of curves, and can be processed to follow such shapes. The surface roughness can be improved without breaking the shape.
- the super-finishing of the outer ring is performed in the same manner as described above, although the method of attaching the workpiece to the main shaft 2a and the method of acting on the rolling surface of the elastic grindstone 4 are different from the case of the inner ring. Can do.
- FIG. 6 shows a single row rolling bearing 11 assembled using bearing parts (rolling element 8, inner ring 9 and outer ring 10) that have been superfinished by the machining methods according to the first to third embodiments. Shown schematically.
- the rolling bearing 11 is a roller bearing, and includes an outer peripheral surface 8a of a cylindrical roller (workpiece) 8 that is a rolling element, an outer peripheral surface (rolling surface) 9a of an inner ring 9 that is a race, and the other raceway.
- the inner peripheral surface (rolling surface) 10a of the outer ring 10 which is a ring is superfinished by the above method as a surface to be processed.
- the work surfaces 8a, 9a, 10a that are in rolling contact with each other are smooth and have no trace of crossed corners. Since the surface is made into a surface, the surface roughness is improved, and the rolling fatigue life as a rolling bearing becomes a long life.
- the elastic grindstone 4 is used, and the cross-sectional shape of the processing surface 4a of the elastic grindstone 4 and the movement restrictions L, La, and Lb are set according to the cross-sectional shape of the processing surface 8a.
- Each shape has the following advantages. (1) A smooth surface with no crossed-angle pattern is obtained, and the surface roughness is improved. (2) With the conventional superfinishing technology, it is not possible to cope with complicated shapes, and the shape of the workpiece may be destroyed, but with the above embodiment, crowning shapes and curves are combined. Processing for complex shapes such as shapes can be realized. (3) Super finishing can be performed up to the chamfer.
- each surface to be processed becomes a smooth surface with no cross-angle pattern processing trace. Therefore, the surface roughness is improved and the same effects as described above can be obtained.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Rolling Contact Bearings (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
交差角模様の加工跡がない機械部品、特に転動体,軌道輪等の軸受部品と、これを用いた転がり軸受と、これらの交差角模様の加工跡の生じない加工が行える超仕上げ加工方法を提供する。転動体,軌道輪等となる機械部品である被加工物(8)を超仕上げ加工する方法である。回転する弾性砥石(4)の加工面(4b)の表面形状を、被加工物(8)の被加工面(8a)に応じた形状とする。被加工物(8)を回転させ、被加工物(8)の被加工面(8a)の端部から回転する弾性砥石(4)を当てる。この弾性砥石(4)の被加工物表面に応じて形成した加工面(4b)が、被加工物(8)の被加工面(8a)に沿う加工軌跡で、弾性砥石(4)を移動させる。このように超仕上げ加工された被加工物(8)の被加工面(8a)は、交差角模様の加工跡がない平滑面となる。
Description
本出願は、2008年12月15日出願の特願2008-318108の優先権を主張するものであり、その全体を参照により本願の一部をなすものとして引用する。
この発明は、機械部品、特に転がり軸受における転動体や内外の軌道輪などの軸受部品と、これら機械部品,軸受部品の超仕上げ加工方法に関する。
従来の超仕上げ技術は、被加工物を研削加工した後の後工程で、非回転の砥石を揺動させながら作用させ、その面粗度を向上させるようにして行われている。特許文献1には、超仕上げ用砥石を用いて円筒状転動体の表面の微細な凸部にクラウニングを形成する加工方法が開示されている。特許文献2には、自動調心ころ軸受の球面ころの外周面を超仕上げ加工する方法および装置が開示されている。また、ころ軸受における内輪または外輪からなる軌道輪を超仕上げ加工する方法あるいは装置の例として、特許文献3および特許文献4に開示されている方法,装置が挙げられる。特許文献5には、自動調心ころ軸受の製造において、外輪軌道を形成するための加工条件を定め、各球面ころのスキューによる摩擦および発熱を抑制する技術が開示されている。
図7は、円筒状被加工物の周面を砥石で超仕上げ加工する要領の一例を概念的に示している。図7において、円筒状被加工物100は、白抜矢印100Aに示すように、その軸心周りに回転し、この回転する被加工物100の周面に対して、砥石101を被加工物100の軸心方向に沿った白抜矢印101A方向にトラバースさせながら作用させることによって、被加工物100の周面の超仕上げ加工がなされる。
特許文献1~4に開示された超仕上げ加工方法や装置、あるいは図7に示すような超仕上げ加工方法においては、いずれも、非回転の砥石の動きと被加工物の回転が常に一定の角度を作り、被加工物の表面に交差角と呼ばれる筋状の模様が形成される。また、クラウニング形状や対数形状、あるいは曲線が組み合わさった形状等の複雑な形状に対して、超仕上げ機構が追従できず、そのため、被加工物の形状を崩すことがあった。さらに型番毎、つまり製品仕様ごとに被加工物の外径旋回半径が変わるため、段取り工数の増加、段取り部品の多岐化が避けられず、加工効率や生産管理の点で問題となっていた。
この発明の目的は、仕上げ加工面が、交差角模様の加工跡のない平滑面とできて、面粗度の向上が図れる機械部品、転がり軸受用転動体、軌道輪、および転がり軸受、ならびにその加工方法を提供することである。
この発明の機械部品は、表面が仕上げ加工され、その仕上げ加工面が、交差角と呼ばれる模様の加工跡がない平滑面である。機械部品は、機械を構成する部品であり、その代表例として、転がり軸受の転動体や軌道輪等の機械部品がある。
上記構成の機械部品は、仕上げ加工面が、交差角と呼ばれる模様の加工跡がない平滑面であるため、面粗度の向上が図れ、この機械部品や、この機械部品に接する相手部材の寿命向上等の品質向上の効果が得られる。
上記構成の機械部品は、仕上げ加工面が、交差角と呼ばれる模様の加工跡がない平滑面であるため、面粗度の向上が図れ、この機械部品や、この機械部品に接する相手部材の寿命向上等の品質向上の効果が得られる。
この発明の機械部品において、外周面が、回転する弾性砥石で超仕上げ加工されたものであっても良い。
この構成の場合、砥石が弾性を有し、しかも回転しながら被加工面に作用するから、交差角模様のない平滑面が好適に形成される。また、砥石の有する弾性作用によって、クラウニング形状や対数形状、あるいは曲線が組み合わさった形状等の複雑な形状の超仕上げ加工も好適になされる。
この構成の場合、砥石が弾性を有し、しかも回転しながら被加工面に作用するから、交差角模様のない平滑面が好適に形成される。また、砥石の有する弾性作用によって、クラウニング形状や対数形状、あるいは曲線が組み合わさった形状等の複雑な形状の超仕上げ加工も好適になされる。
この発明の機械部品は、外周面およびこの外周面の縁の面取り部にわたり、回転する弾性砥石で超仕上げ加工されたものであっても良い。この機械部品は、例えばころ形状の転動体であり、その外周面、および外周面と端面との間の角部に設けた面取り部が超仕上げ加工されている。
この構成の場合、機械部品の外周面と面取り部にわたり弾性砥石で超仕上げ加工されているため、これらの各面にわたる複雑な形状部分も、回転する弾性砥石の超仕上げ加工により、交差角模様のない平滑面とされる。特に、砥石が弾性を有するから、このような複雑な形状部分での超仕上げ加工を行うにつき、精密な形状が崩されることなく加工でき、複雑な形状部分の超仕上げ加工が良好に行える。
この構成の場合、機械部品の外周面と面取り部にわたり弾性砥石で超仕上げ加工されているため、これらの各面にわたる複雑な形状部分も、回転する弾性砥石の超仕上げ加工により、交差角模様のない平滑面とされる。特に、砥石が弾性を有するから、このような複雑な形状部分での超仕上げ加工を行うにつき、精密な形状が崩されることなく加工でき、複雑な形状部分の超仕上げ加工が良好に行える。
この発明の機械部品の一種である転がり軸受用転動体は、表面が超仕上げ加工された鋼製の転がり軸受用転動体である。この転がり軸受用転動体は、外周面が、例えば、回転する弾性砥石で超仕上げ加工されている。
上記構成の転がり軸受用転動体は、仕上げ加工面が、交差角と呼ばれる模様の加工跡がない平滑面であるため、面粗度の向上が図れ、この機械部品や、この機械部品に接する相手部材の寿命向上等の品質向上の効果が得られる。
機械部品が、転がり軸受用転動体である場合、その転動体表面は、表面の面粗度が転がり寿命に影響する。これらの転動体表面が、交差角と呼ばれる模様の加工跡がない平滑面であると、面粗度が向上するため、これら転動体の転動寿命の向上効果が得られ、軸受の寿命向上に繋がる。
上記構成の転がり軸受用転動体は、仕上げ加工面が、交差角と呼ばれる模様の加工跡がない平滑面であるため、面粗度の向上が図れ、この機械部品や、この機械部品に接する相手部材の寿命向上等の品質向上の効果が得られる。
機械部品が、転がり軸受用転動体である場合、その転動体表面は、表面の面粗度が転がり寿命に影響する。これらの転動体表面が、交差角と呼ばれる模様の加工跡がない平滑面であると、面粗度が向上するため、これら転動体の転動寿命の向上効果が得られ、軸受の寿命向上に繋がる。
この発明の機械部品の一種である転がり軸受用軌道輪は、転走面が超仕上げ加工された鋼製の軸受用軌道輪である。この転がり軸受用軌道輪は、転走面が、例えば回転する弾性砥石で超仕上げ加工されている。
上記構成によっても、転走面が、交差角と呼ばれる模様の加工跡がない平滑面となって、面粗度が向上するため、これら軌道輪の転動寿命の向上効果が得られ、軸受の寿命向上に繋がる。
上記構成によっても、転走面が、交差角と呼ばれる模様の加工跡がない平滑面となって、面粗度が向上するため、これら軌道輪の転動寿命の向上効果が得られ、軸受の寿命向上に繋がる。
この発明の転がり軸受用軌道輪は、転走面およびこの転走面の両側に隣接する周面部分が、回転する弾性砥石で超仕上げ加工されたものであっても良い。
この構成の場合、転走面およびその両側に隣接する周面部分が弾性砥石で超仕上げ加工されているため、これらの各面にわたる複雑な形状部分も、回転する弾性砥石の超仕上げ加工により、交差角模様のない平滑面とされる。特に、砥石が弾性を有するから、このような複雑な形状部分での超仕上げ加工を行うにつき、精密な形状が崩されることなく加工でき、複雑な形状部分の超仕上げ加工が良好に行える。
この構成の場合、転走面およびその両側に隣接する周面部分が弾性砥石で超仕上げ加工されているため、これらの各面にわたる複雑な形状部分も、回転する弾性砥石の超仕上げ加工により、交差角模様のない平滑面とされる。特に、砥石が弾性を有するから、このような複雑な形状部分での超仕上げ加工を行うにつき、精密な形状が崩されることなく加工でき、複雑な形状部分の超仕上げ加工が良好に行える。
この発明に係る転がり軸受は、この発明の転がり軸受用転動体または転がり軸受用軌道輪を用いている。
この発明の機械部品の加工方法は、回転する弾性砥石を用いて、機械部品を超仕上げ加工する。この発明方法によると、砥石が弾性を有し、しかも回転しながら被加工面に作用するから、交差角模様の加工跡がない平滑面が良好に形成でき、面粗度の向上が図れる。
この発明の転がり軸受用転動体の表面、または転がり軸受の軌道輪の転走面の超仕上げ加工方法は、前記転がり軸受の転動体の表面、または転がり軸受の軌道輪の転走面を、回転する弾性砥石を用いて超仕上げ加工する。
転がり軸受の転動体または軌道輪からなる軸受部品の超仕上げ加工方法として、回転する弾性砥石の加工面の表面形状を、前記軸受部品である転がり軸受の転動体または軌道輪からなる被加工物の被加工面の断面形状に比例した断面形状とし、前記被加工物を回転させ、被加工物の被加工面の端部から回転する前記弾性砥石を当て、この弾性砥石の前記被加工物表面の断面形状に比例した断面形状の加工面が被加工物の被加工面に沿うように、弾性砥石を移動させることにより、被加工物の被加工面を超仕上げ加工する方法を採用することができる。
この発明方法によると、前記軸受部品である転がり軸受の転動体または軌道輪からなる被加工面の断面形状に比例した断面形状の加工面を持つ弾性砥石を回転させながら、被加工物の被加工面の端部から当て、被加工物の被加工面に沿うように移動させる。しかも、砥石が弾性を有し、回転しながら被加工面に作用する。そのため、交差角模様の加工跡のない平滑面が好適に形成され、面粗度の向上が図れる。特に、被加工面が、クラウニング形状や対数形状、あるいは曲線が組み合わさった形状等の複雑な形状である場合でも、精密な形状を崩すことなく加工できて、超仕上げ加工が好適になされる。また、砥石の回転軸となる主軸の幅方向セッティングと砥石形状のみで段取りが完了するため、段取り工数の減少が可能になる。この技術の確立により、汎用工作機械を用いることが可能となり、機械を新規設計する必要がなくなり、設計の省力化が実現できる。
この発明は、添付の図面を参考にした以下の好適な実施形態の説明から、より明瞭に理解されるであろう。しかしながら、実施形態および図面は単なる図示および説明のためのものであり、この発明の範囲を定めるために利用されるべきものではない。この発明の範囲は添付の請求の範囲によって定まる。添付図面において、複数の図面における同一の符号は、同一または相当する部分を示す。
この発明の第1実施形態に係る超仕上げ加工方法を実施するための超仕上げ加工装置を概念的に示す構成図である。
この発明の第1実施形態に係る超仕上げ加工方法における被加工物の形状、弾性砥石の形状および弾性砥石の加工軌跡の関係を示す線図である。
この発明の第2実施形態における被加工物の形状、弾性砥石の形状および弾性砥石の加工軌跡の関係を示す線図である。
この発明の第3実施形態における被加工物の形状、弾性砥石の形状および弾性砥石の加工軌跡の関係を示す線図である。
図1に示す超仕上げ加工装置を用いて別の被加工物を超仕上げ加工する状態を示す図1と同様図である。
この発明の第1~3実施形態に係る軸受部品を用いて組み立てられたころ軸受の一例を示す断面図である。
従来の超仕上げ加工の要領を示す概念的斜視図である。
この発明の第1実施形態に係る超仕上げ加工方法に使用する超仕上げ加工装置の一例を図1と共に説明する。この加工装置は、基台1と、この基台1上に設置されて主軸2aを回転自在に支持する主軸台2と、基台1上に設置されて主軸2aの軸心O2と同心に芯押軸3aを回転自在に支持する芯押台3と、弾性砥石4を主軸軸心O2と平行な駆動軸心O4周りに回転自在に支持する砥石台5とを備える。主軸2aは、基台1または主軸台2に設置された主軸モータ(図示せず)により回転駆動される。被加工物8は、主軸2aと芯押軸3aとの間に両端が支持され、主軸2aの回転によって回転させられる。芯押台3は、その全体または芯押軸3aを、主軸軸心O2に沿う方向に位置調整自在とされる。
弾性砥石4は、超仕上げ加工用の砥石であって、円筒状ないし円板状であり、砥石軸4aを介して砥石台5に回転自在に支持されている。弾性砥石4の外周面からなる加工面4bの断面形状については、後に説明する。
弾性砥石4は、一般に使用される砥石よりも弾性を持った砥石であり、一般的なビトリファイド砥石やレジノイド砥石(ヤング率:10000~50000MPa)よりもヤング率が小さな材質のものが用いられる。砥石は、砥粒と、この砥粒を結び付ける接合材とで構成されるが、弾性砥石4は、結合材に、ビトリファイド(陶磁器質)、レジノイド(フェノール樹脂)よりも軟質の樹脂、例えばポリビニールアルコールやポリウレタン等の軟質樹脂を使用したものとされる。弾性砥石4には、具体的には、ポリビニールアルコールと熱硬化性樹脂を反応させてなる結合材と気孔と砥粒によって構成された砥石(ヤング率:200~5000MPa)が用いられる。
弾性砥石4は、一般に使用される砥石よりも弾性を持った砥石であり、一般的なビトリファイド砥石やレジノイド砥石(ヤング率:10000~50000MPa)よりもヤング率が小さな材質のものが用いられる。砥石は、砥粒と、この砥粒を結び付ける接合材とで構成されるが、弾性砥石4は、結合材に、ビトリファイド(陶磁器質)、レジノイド(フェノール樹脂)よりも軟質の樹脂、例えばポリビニールアルコールやポリウレタン等の軟質樹脂を使用したものとされる。弾性砥石4には、具体的には、ポリビニールアルコールと熱硬化性樹脂を反応させてなる結合材と気孔と砥粒によって構成された砥石(ヤング率:200~5000MPa)が用いられる。
砥石台5には、砥石回転駆動用のモータ6と、このモータ6の回転を弾性砥石4に伝達するプーリー,ベルト等の駆動伝達機構6aが搭載されている。砥石台5は、基台1上に主軸軸心O2に沿う方向(x軸方向)に進退自在に設置された送り台7上に、主軸軸心O2と直交する方向(y軸方向)に進退自在に搭載されている。これら可動テーブルである送り台7と砥石台5とにより、弾性砥石4は2次元平面で移動可能とされている。砥石台5および送り台7の進退駆動は、それぞれ送り台7および基台1に設置されたサーボモータおよびそのモータの回転を進退動作に変換するボールねじ等の回転・直動変換機構(いずれも図示せず)等で構成される。
上記構成の超仕上げ加工装置を用いて鋼製の被加工物8を超仕上げ加工する加工方法を説明する。先ず、被加工物8を主軸2aと芯押軸3aの間に支持させる。図1の被加工物8は、円筒状または円筒状であり、その外周面が被加工面8aとされている。このように支持された被加工物8に対して、送り台7および砥石台5を移動させて、弾性砥石4の加工面4bを被加工物8の被加工面8aに近接させる。この状態で、主軸台2の主軸を矢印aのように回転させ、弾性砥石4を矢印bのように反対方向に回転させる。
弾性砥石4の加工面4bを被加工面8aに押し当て、加工面4bが、各例毎に後述する加工軌跡を描くように、砥石台5および送り台7を移動させて、被加工物8の被加工面8aを超仕上げ加工する。この弾性砥石4の加工面4bの断面形状を被加工物8の形状に応じた形状とすることにより、種々の形状の被加工物8に応じて超仕上げ加工が可能とされる。
弾性砥石4の加工面4bを被加工面8aに押し当て、加工面4bが、各例毎に後述する加工軌跡を描くように、砥石台5および送り台7を移動させて、被加工物8の被加工面8aを超仕上げ加工する。この弾性砥石4の加工面4bの断面形状を被加工物8の形状に応じた形状とすることにより、種々の形状の被加工物8に応じて超仕上げ加工が可能とされる。
次に、単一曲率を持つ被加工物8の場合について、被加工物8の形状と弾性砥石4の形状との関係、および弾性砥石4の加工軌跡の算出例について説明する。図2は、被加工物8が、鋼製の転がり軸受用転動体、詳しくは円筒ころ軸受における非対称形状の円筒ころであって、仕上げ加工前の旋削や研削等の前加工工程までが完了したものである。被加工物8の表面である外周面8aおよび両端面8b,8bのうち、この例において被加工面8aとなる外周面は、最大径位置P1に対して軸方向に非対称であるが、単一曲率の円弧形状のクウニング形状となっている。図中のP0,P2 は、被加工面8aの全円弧面領域の両端の軸方向位置を示す。
(1) 先ず、被加工面8aの、最大径位置P1に対する両側の円弧面領域P0-P1間、およびP1-P2間の距離を、適用される転がり軸受の設計パラメータから算出する。
(2) P0-P1間の距離をA、P1-P2間の距離をBとする。
(3) 弾性砥石4における加工面4bの有効幅Dを任意に設定する。加工面4bは断面円弧形状である。
(4) 弾性砥石4の加工面4bの有効幅Dにおける最大径の位置の両側部分となる加工面領域の距離B´、A´を計算する。この場合に、被加工物8の距離B:Aの比と、加工面領域の距離B´:A´の比が一致するように計算する。
すなわち、
A´=(A×D)/(A+B)
B´=(B×D)/(A+B)
とする。
(5) 被加工面8aの曲率半径をRとし、弾性砥石4の加工面4bの曲率半径rとして、次式を計算する。
r=(R×D)/(A+B)
(6) 被加工物8の半径Rと弾性砥石4の半径rの和(等価円)R+rを、弾性砥石4を円弧状に移動させる経路、すなわち加工軌跡Lの半径とする。
(7) 以上のように求めた加工面4bの形状を持つ弾性砥石4を用い、この弾性砥石4を回転させながら、上記のように円弧状の加工軌跡Lで移動させて超仕上げ加工を行う。
(2) P0-P1間の距離をA、P1-P2間の距離をBとする。
(3) 弾性砥石4における加工面4bの有効幅Dを任意に設定する。加工面4bは断面円弧形状である。
(4) 弾性砥石4の加工面4bの有効幅Dにおける最大径の位置の両側部分となる加工面領域の距離B´、A´を計算する。この場合に、被加工物8の距離B:Aの比と、加工面領域の距離B´:A´の比が一致するように計算する。
すなわち、
A´=(A×D)/(A+B)
B´=(B×D)/(A+B)
とする。
(5) 被加工面8aの曲率半径をRとし、弾性砥石4の加工面4bの曲率半径rとして、次式を計算する。
r=(R×D)/(A+B)
(6) 被加工物8の半径Rと弾性砥石4の半径rの和(等価円)R+rを、弾性砥石4を円弧状に移動させる経路、すなわち加工軌跡Lの半径とする。
(7) 以上のように求めた加工面4bの形状を持つ弾性砥石4を用い、この弾性砥石4を回転させながら、上記のように円弧状の加工軌跡Lで移動させて超仕上げ加工を行う。
上記(7) の動作を説明する。主軸軸心O2回りに回転する被加工物8の被加工面8aに対して、駆動軸心O4周りに回転する弾性砥石4の加工面4bを押し当てながら、被加工面8aの端部から、弾性砥石4を円弧状の加工軌跡Lを描くよう移動させ、被加工面8aの超仕上げ加工を行う。上記円弧状の加工軌跡Lを描く弾性砥石4の移動は、砥石台4および送り台7の移動の複合動作により行わせる。この加工軌跡Lの曲率半径は、前述のように計算した、被加工物8の被加工面8aの曲率半径Rと弾性砥石4の加工面4bの曲率半径rとの和(等価円)R+rとされる。加工軌跡Lとこれに基づく砥石台5,送り台7の動作パターン毎の動作プログラムは、数値制御装置(図示せず)等に記憶されて、実行される。
このように弾性砥石4を回転させながら、加工軌跡Lに沿って繰り返しトラバースさせて、被加工物8の被加工面8aに作用させることにより、図示のようにP0-P1-P2の単一曲率の球面が超仕上げ加工される。この加工では、被加工物8の回転と、弾性砥石4の回転と、弾性砥石4のトラバースとが加わった複合動作となるため、超仕上げ加工される球面は、交差角と呼ばれる模様の加工跡のない平滑面とされる。そのため、面粗度が向上する。
なお、図2において、弾性砥石4が2箇所に描かれているが、これは、便宜上、1個の弾性砥石4が加工軌跡Lに沿って、ほぼこの2箇所間に渡ってトラバース移動することを示している。
なお、図2において、弾性砥石4が2箇所に描かれているが、これは、便宜上、1個の弾性砥石4が加工軌跡Lに沿って、ほぼこの2箇所間に渡ってトラバース移動することを示している。
図3は、この発明の第2実施携帯に係る超仕上げ加工方法であって、複数の形状を合わせ持つ被加工物8の場合を示す。同図の被加工物8は、鋼製の転がり軸受用転動体、詳しくは円すいころ軸受における円すいころであって、被加工面8aである外周面の断面形状が、半径RBの中間円弧面領域(軸方向距離Bの部分)と、それぞれ半径RA,RCを持つ両側の端部円弧面領域(軸方向距離A,Cの部分)とが連なった形状である。この場合における、被加工物8の形状と弾性砥石4の形状との関係および、弾性砥石4の加工軌跡の算出例について説明する。
(1) 被加工物8の被加工面8aにおける一方の端部の円弧面領域(P0-P1間)、中間の円弧面領域(P1-P2間)、および他方の端部の円弧面領域(P2-P3間)の距離を、適用される転がり軸受の設計パラメータから算出する。
(2) P0-P1間の距離をA、P1-P2間の距離をB、P2-P3間の距離をCとする。
(3) 弾性砥石4における加工面4bの有効幅Dを任意に設定する。
(4) 弾性砥石4の加工面4bの有効幅D内で、この加工面4bのそれぞれの曲率半径とする円弧状の断面形状の部分となる、一方の端部、中間部分、他方の端部の各加工面領域の軸方向長さ、A´,B´,C´を計算する。この長さは、被加工物8の被加工面8aの各円弧面領域の長さの比A:B:Cが、各加工面領域の長さの比A´:B´:C´と一致するようにする。すなわち、
A´=(A×D)/(A+B+C)、
B´=(B×D)/(A+B+C)、
C´=(C×D)/(A+B+C)、
とする。
(5) 被加工物8の被加工面8aの半径をR、弾性砥石4の半径をrとして、それぞれの曲率部分で、次式を計算する。
r=(R×D)/(A+B)
被加工物8の各曲率半径の円弧面領域に対応する曲率半径を、それぞれRA,RB,RCとすると、弾性砥石4の加工面4bの各加工面領域(距離A´,B´,Cの領域)に対応するそれぞれの曲率半径rA,rB,rCは、
式、rA=(RA×D)/(A+B+C)
rB=(RB×D)/(A+B+C)
rC=(RC×D)/(A+B+C)
で計算される。
(6) 被加工物8の半径Rと弾性砥石4の半径rの和(等価円)R+rを、弾性砥石4を円弧状に移動させる各経路、つまり加工軌跡Laの各部の半径とする。
(7) 以上のように求めた加工面4bの形状を持つ弾性砥石4を用い、この弾性砥石4を回転させながら、上記のように各曲率部分毎に円弧状の加工軌跡Laで移動させて、超仕上げ加工を行う。
(2) P0-P1間の距離をA、P1-P2間の距離をB、P2-P3間の距離をCとする。
(3) 弾性砥石4における加工面4bの有効幅Dを任意に設定する。
(4) 弾性砥石4の加工面4bの有効幅D内で、この加工面4bのそれぞれの曲率半径とする円弧状の断面形状の部分となる、一方の端部、中間部分、他方の端部の各加工面領域の軸方向長さ、A´,B´,C´を計算する。この長さは、被加工物8の被加工面8aの各円弧面領域の長さの比A:B:Cが、各加工面領域の長さの比A´:B´:C´と一致するようにする。すなわち、
A´=(A×D)/(A+B+C)、
B´=(B×D)/(A+B+C)、
C´=(C×D)/(A+B+C)、
とする。
(5) 被加工物8の被加工面8aの半径をR、弾性砥石4の半径をrとして、それぞれの曲率部分で、次式を計算する。
r=(R×D)/(A+B)
被加工物8の各曲率半径の円弧面領域に対応する曲率半径を、それぞれRA,RB,RCとすると、弾性砥石4の加工面4bの各加工面領域(距離A´,B´,Cの領域)に対応するそれぞれの曲率半径rA,rB,rCは、
式、rA=(RA×D)/(A+B+C)
rB=(RB×D)/(A+B+C)
rC=(RC×D)/(A+B+C)
で計算される。
(6) 被加工物8の半径Rと弾性砥石4の半径rの和(等価円)R+rを、弾性砥石4を円弧状に移動させる各経路、つまり加工軌跡Laの各部の半径とする。
(7) 以上のように求めた加工面4bの形状を持つ弾性砥石4を用い、この弾性砥石4を回転させながら、上記のように各曲率部分毎に円弧状の加工軌跡Laで移動させて、超仕上げ加工を行う。
上記(7) の動作を説明する。主軸軸心O2周りに回転する被加工物8の被加工面8aに対して、駆動中心O4回りに回転する弾性砥石4の加工面4bを押し当てながら、被加工面8aの端部から、弾性砥石4を、各加工面領域毎に曲率半径の円弧状の加工軌跡Laを描くよう動作させ、被加工面8aの超仕上げ加工を行う。
この加工軌跡Laは、3つの領域が複合されて構成され、第1の領域の曲率半径は、被加工面8aにおける曲面領域Aの曲率半径RAと弾性砥石4の加工面4bにおける対応する加工面領域の曲率半径rAとの和(等価円)RA+rAとされる。第2の領域の曲率半径は、同曲面領域Bの曲率半径RBと同加工面領域の曲率半径rBとの和(等価円)RB+rBとされる。第3の領域の曲率半径は、同曲面領域Cの曲率半径RCと同加工面領域の曲率半径rCとの和(等価円)RC+rCとされる。
この加工軌跡Laは、3つの領域が複合されて構成され、第1の領域の曲率半径は、被加工面8aにおける曲面領域Aの曲率半径RAと弾性砥石4の加工面4bにおける対応する加工面領域の曲率半径rAとの和(等価円)RA+rAとされる。第2の領域の曲率半径は、同曲面領域Bの曲率半径RBと同加工面領域の曲率半径rBとの和(等価円)RB+rBとされる。第3の領域の曲率半径は、同曲面領域Cの曲率半径RCと同加工面領域の曲率半径rCとの和(等価円)RC+rCとされる。
このように弾性砥石4を回転させながら、加工軌跡Laに沿って繰り返しトラバースさせて、被加工物8の被加工面8aに作用させることにより、図示のようにP0-P1-P2-P3の複数の形状を併せ持つ曲面が超仕上げ加工される。この加工においても、被加工物8の回転と、弾性砥石4の回転と、弾性砥石4のトラバースとが加わった複合動作となるため、超仕上げ加工される曲面は、交差角と呼ばれる模様の加工跡のない平滑面とされる。そのため、面粗度が向上する。
図4と共に、この発明の第3実施携帯に係る超仕上げ加工方法であって、面取り部の加工について説明する。同図は、図2に示した円筒ころ形状の軸受用転動体となる被加工物8における外周面8aと、端面8bとの間の角部に設けた面取り部8cを超仕上げ加工する状態を示す。
(1) 先ず、被加工物8の面取り部8cにおける超仕上げ加工する領域の両端(軸方向位置P0-P1)をつなぐ円弧の半径Rを算出する。
(2) 弾性砥石4の断面円弧状とした端部円弧状部分4cの円弧半径rを、任意に設定する。
(3) 被加工物8における面取り部8cの曲率中心8coから半径R+rの円弧を描く。
(4) 被加工物8における面取り部8cの曲率中心8coと、加工したい部分の両側の端部P0,P1とをそれぞれ直線で繋ぐ。
(5) 上記半径R+rの円弧における、上記各直線との交点Lb0,Lb1を弾性砥石4の稼働範囲とする。すなわち、上記半径R+rの円弧における、上記両交点間の部分を加工軌跡Lbとする。
(6) 以上に示すように弾性砥石4を設け、弾性砥石4を回転させながら上記加工軌跡Lbで移動動作させることで、面取り部8cの超仕上げ加工を行う。
(1) 先ず、被加工物8の面取り部8cにおける超仕上げ加工する領域の両端(軸方向位置P0-P1)をつなぐ円弧の半径Rを算出する。
(2) 弾性砥石4の断面円弧状とした端部円弧状部分4cの円弧半径rを、任意に設定する。
(3) 被加工物8における面取り部8cの曲率中心8coから半径R+rの円弧を描く。
(4) 被加工物8における面取り部8cの曲率中心8coと、加工したい部分の両側の端部P0,P1とをそれぞれ直線で繋ぐ。
(5) 上記半径R+rの円弧における、上記各直線との交点Lb0,Lb1を弾性砥石4の稼働範囲とする。すなわち、上記半径R+rの円弧における、上記両交点間の部分を加工軌跡Lbとする。
(6) 以上に示すように弾性砥石4を設け、弾性砥石4を回転させながら上記加工軌跡Lbで移動動作させることで、面取り部8cの超仕上げ加工を行う。
上記(6) のを動作を説明する。主軸軸心O2回りに回転する被加工物8の面取り部8cに対し、駆動軸心O4回りに回転する弾性砥石4の端部円弧状部分4cを押付けながら、砥石台5および送り台7を作動させて、弾性砥石4を加工軌跡Lbを描くよう動作させ、面取り部8cの超仕上げ加工を行う。この場合、曲率中心8coとP0およびP1を結ぶ線分と加工軌跡Lbとの交点Lb0-Lb1間が弾性砥石4の移動範囲とされる。図4の拡大部分には、弾性砥石4が2個描かれているが、それぞれが交点Lb0,Lb1に対応する位置にある場合を示している。
このように弾性砥石4を、その駆動軸心O4周りに回転させ、かつ、加工軌跡Lbに沿って交点Lb0-Lb1間を繰り返しトラバースさせながら、被加工物8の角部に作用させることにより、図示のようにP0-P1間の面取り部8cが超仕上げ加工され、この加工面は交差角と呼ばれる模様の加工跡のない平滑面とされる。
このように弾性砥石4を、その駆動軸心O4周りに回転させ、かつ、加工軌跡Lbに沿って交点Lb0-Lb1間を繰り返しトラバースさせながら、被加工物8の角部に作用させることにより、図示のようにP0-P1間の面取り部8cが超仕上げ加工され、この加工面は交差角と呼ばれる模様の加工跡のない平滑面とされる。
図5は、図1の超仕上げ加工装置を用いて、被加工物としての転がり軸受用軌道輪の転走面およびこの転走面の両側に隣接する周面部分を超仕上げ加工する状態を示している。図示の転がり軸受用軌道輪9は、単列の円筒ころ軸受における両鍔付きの内輪である。この内輪(被加工物)9は中空円筒形であり、その外周面が転走面9aとされ、この転走面9aの両端の鍔部9bに至る周面部分も含んで被加工面とされる。この被加工物9は、前記と同様に、主軸台2aと芯押軸3a間に支持される。次いで、砥石台6および送り台7を移動させて、弾性砥石4の加工面4bを被加工物9の被加工面(両側の周面部分含む)9aに近接させる。この状態で、主軸2aを矢印aのように回転させ、また、弾性砥石4を矢印bのように逆方向に回転させる。そして、弾性砥石4を被加工物9の被加工面9aに押し当ると共に弾性砥石4の加工面4bが所定の加工軌跡を描くように、砥石台5および送り台7を移動させて、被加工物9の被加工面9aを超仕上げ加工する。
この場合も、被加工物9の形状に応じた弾性砥石4を選択して、その駆動部に取付ける。また、弾性砥石4の加工軌跡も前述と同じ要領で算出し、この算出加工軌跡に沿うように、砥石台5および送り台7の動作パターンを設定する。このようにして超仕上げ加工された被加工物9の被加工面9aは、交差角模様の加工跡のない平滑面とされる。特に、内輪や外輪のような軌道輪は、クラウニング形状や対数形状、あるいは曲線が組み合わさった複雑な形状を有しているが、このような形状に追従させた加工が可能であり、これにより形状を崩すことなく、面粗度の向上を図ることができる。
なお、外輪の超仕上げ加工は、主軸2aに対する加工ワークの取付け方、および、弾性砥石4の転走面に対する作用のさせ方が、内輪の場合と異なるが、前記と同様の手法で実施することができる。
なお、外輪の超仕上げ加工は、主軸2aに対する加工ワークの取付け方、および、弾性砥石4の転走面に対する作用のさせ方が、内輪の場合と異なるが、前記と同様の手法で実施することができる。
図6は、前述の第1~第3実施形態に係る加工方法で超仕上げ加工がなされた軸受部品(転動体8、内輪9および外輪10)を用いて組み立てられた単列の転がり軸受11を概略的に示している。この転がり軸受11は、ころ軸受であり、転動体である円筒状ころ(被加工物)8の外周面8a、軌道輪である内輪9の外周面(転走面)9a、およびもう一方の軌道輪である外輪10の内周面(転走面)10aが被加工面として、前記方法によって超仕上げ加工されたものである。これら軸受部品8,9,10および転動体8の保持器12を組み付け構成されたころ軸受11は、互いに転がり接触する各被加工面8a,9a,10aが、交差角模様の加工跡のない平滑面とされるから、面粗度が向上し、これにより転がり軸受としての転動疲労寿命が長寿命となる。
これら図2ないし図6の各例と共に説明したように、弾性砥石4を用い、弾性砥石4の加工面4aの断面形状および移動規制L,La,Lbを、被加工面8aの断面形状に応じた形状とするため、次の各利点が得られる。
(1) 交差角模様の加工跡の生じない平滑面が得られて、面粗度が向上する。
(2) 従来の超仕上げ技術では、複雑な形状に対応することができず、被加工物の形状を崩すことがあるが、上記実施形態とすることで、クラウニング形状や、曲線が組み合わさった形状等の複雑な形状に対しての加工が実現可能となる。
(3) 面取部まで超仕上げ加工が可能となる。
(4) 被加工物8のセッティングと砥石形状の変更のみで段取りが完了するため、段取り工数の減少が可能となる。
(5) 汎用の研削盤等の加工機を用いた加工が可能となるため、機械を新規設計する必要がなくなり、設計の省力化が実現できる。
(1) 交差角模様の加工跡の生じない平滑面が得られて、面粗度が向上する。
(2) 従来の超仕上げ技術では、複雑な形状に対応することができず、被加工物の形状を崩すことがあるが、上記実施形態とすることで、クラウニング形状や、曲線が組み合わさった形状等の複雑な形状に対しての加工が実現可能となる。
(3) 面取部まで超仕上げ加工が可能となる。
(4) 被加工物8のセッティングと砥石形状の変更のみで段取りが完了するため、段取り工数の減少が可能となる。
(5) 汎用の研削盤等の加工機を用いた加工が可能となるため、機械を新規設計する必要がなくなり、設計の省力化が実現できる。
なお、図6に示すころ軸受11は、単列の円筒ころ軸受であるが、複列の円筒ころ軸受、針状ころ軸受、単列あるいは複列の円すいころ軸受、さらには自動調心ころ軸受であってもよい。これらにおいても、各軸受部品の形状に応じて、弾性砥石4の形状および弾性砥石4の加工軌跡を適宜設定することによって、それぞれの被加工面を交差角模様の加工跡のない平滑面とすることができるから、面粗度が向上し、前記と同様の各効果がえられる。
以上のとおり、図面を参照しながら好適な実施形態を説明したが、当業者であれば、本件明細書を見て、自明な範囲内で種々の変更および修正を容易に想定するであろう。したがって、そのような変更および修正は、請求の範囲から定まるこの発明の範囲内のものと解釈される。
4…弾性砥石
4a…砥石軸
4b…加工面
8…転動体(軸受部品、被加工物)
8a…外周面(被加工面)
8b…端面
8c…面取り部(被加工面)
9…軌道輪(内輪、軸受部品、被加工物)
9a…転走面(被加工面)
10…軌道輪(外輪、軸受部品、被加工物)
10a…転走面(被加工面)
11…転がり軸受
4a…砥石軸
4b…加工面
8…転動体(軸受部品、被加工物)
8a…外周面(被加工面)
8b…端面
8c…面取り部(被加工面)
9…軌道輪(内輪、軸受部品、被加工物)
9a…転走面(被加工面)
10…軌道輪(外輪、軸受部品、被加工物)
10a…転走面(被加工面)
11…転がり軸受
Claims (15)
- 表面が仕上げ加工され、その仕上げ加工面が、交差角と呼ばれる模様の加工跡がない平滑面である機械部品。
- 請求項1において、外周面が、回転する弾性砥石で超仕上げ加工された機械部品。
- 請求項2において、外周面およびこの外周面の縁の面取り部にわたり、回転する弾性砥石で超仕上げ加工された機械部品。
- 請求項1において、表面が超仕上げ加工された前記機械部品である鋼製の転がり軸受用転動体。
- 請求項4において、外周面が、回転する弾性砥石で超仕上げ加工された転がり軸受用転動体。
- 請求項5において、ころ形状の転動体であり、外周面およびこの外周面と端面との間の角部に設けた面取り部が、回転する弾性砥石で超仕上げ加工された転がり軸受用転動体。
- 請求項1において、転走面が超仕上げ加工された前記機械部品である鋼製の転がり軸受用軌道輪。
- 請求項7において、転走面が、回転する弾性砥石で超仕上げ加工された転がり軸受用軌道輪。
- 請求項8において、転走面およびこの転走面の両側に隣接する周面部分が、回転する弾性砥石で超仕上げ加工された転がり軸受用軌道輪。
- 請求項4に記載の転がり軸受用転動体を用いた転がり軸受。
- 請求項7の転がり軸受用軌道輪を用いた転がり軸受。
- 回転する弾性砥石を用いて、機械部品を超仕上げ加工する機械部品の超仕上げ加工方法。
- 請求項12において、前記機械部品である転がり軸受の転動体の表面を超仕上げ加工する転がり軸受用転動体の超仕上げ加工方法。
- 請求項12において、前記機械部品である転がり軸受の軌道輪の転走面を超仕上げ加工する転がり軸受用軌道輪の超仕上げ加工方法。
- 請求項12において、前記機械部品は軸受部品であり、
回転する弾性砥石の加工面の表面形状を、前記軸受部品である転がり軸受の転動体または軌道輪からなる被加工物の被加工面の断面形状に比例した断面形状とし、
前記被加工物を回転させ、被加工物の被加工面の端部から回転する前記弾性砥石を当て、
この弾性砥石の前記被加工物表面の断面形状に比例した断面形状の加工面が被加工物の被加工面に沿うように、弾性砥石を移動させることにより、
被加工物の被加工面を超仕上げ加工する軸受部品の超仕上げ加工方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200980150386.1A CN102245918B (zh) | 2008-12-15 | 2009-12-08 | 机械部件及其超精加工方法 |
| EP09833151.5A EP2378147B1 (en) | 2008-12-15 | 2009-12-08 | Machine component and super-finishing method therefor |
| US13/067,572 US8690450B2 (en) | 2008-12-15 | 2011-06-09 | Machine component and super-finishing method therefor |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008318108A JP5441398B2 (ja) | 2008-12-15 | 2008-12-15 | 機械部品およびその超仕上げ加工方法 |
| JP2008-318108 | 2008-12-15 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/067,572 Continuation US8690450B2 (en) | 2008-12-15 | 2011-06-09 | Machine component and super-finishing method therefor |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010070841A1 true WO2010070841A1 (ja) | 2010-06-24 |
Family
ID=42268523
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/006681 WO2010070841A1 (ja) | 2008-12-15 | 2009-12-08 | 機械部品およびその超仕上げ加工方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8690450B2 (ja) |
| EP (1) | EP2378147B1 (ja) |
| JP (1) | JP5441398B2 (ja) |
| CN (1) | CN102245918B (ja) |
| WO (1) | WO2010070841A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102825510A (zh) * | 2012-09-17 | 2012-12-19 | 贵州航锐航空精密零部件制造有限公司 | 横截面为圆形的长轴的加工方法 |
| KR101390593B1 (ko) * | 2012-11-06 | 2014-04-30 | 제일베어링공업(주) | 베어링 구면 궤도 슈퍼 피니싱 장치 |
| CN103659484A (zh) * | 2014-01-14 | 2014-03-26 | 陕西飞机工业(集团)有限公司 | 一种细长轴类零件的母线磨削法 |
| CN103753371A (zh) * | 2014-01-20 | 2014-04-30 | 德清县凌鹰电器有限公司 | 一种电机定子机座的打磨机 |
| DE102014211938A1 (de) * | 2014-06-23 | 2015-12-24 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Finish-Werkzeug |
| CN104290014B (zh) * | 2014-09-30 | 2017-02-01 | 广东省自动化研究所 | 多角度自动抛光系统及其抛光方法 |
| CN106695530B (zh) * | 2015-08-13 | 2018-12-07 | 新昌县诚本轴承滚子有限公司 | 轴承滚子球面磨超机构 |
| JP6560947B2 (ja) * | 2015-10-02 | 2019-08-14 | 日立オートモティブシステムズ株式会社 | ボールねじ軸の製造方法 |
| JP6852260B2 (ja) * | 2016-01-18 | 2021-03-31 | 株式会社ジェイテクト | ころ軸受 |
| JP7326843B2 (ja) * | 2019-04-23 | 2023-08-16 | 株式会社ジェイテクト | 研削方法及び研削盤 |
| CN110977696A (zh) * | 2019-12-31 | 2020-04-10 | 常州工业职业技术学院 | 一种风叶轮磨削加工数控磨床及其加工方法 |
| CN111702562B (zh) * | 2020-06-23 | 2021-10-08 | 杭州萧山中亚汽配有限公司 | 一种齿环等速万向节的自动化加工系统及其加工方法 |
| CN112643408A (zh) * | 2020-12-23 | 2021-04-13 | 中国航发哈尔滨轴承有限公司 | 一种抗偏斜的起动机轴承及其滚子的制造方法 |
| CN112935940A (zh) * | 2021-04-06 | 2021-06-11 | 中国航发哈尔滨轴承有限公司 | 关节轴承内球面的磨削加工方法 |
| CN113547389B (zh) * | 2021-07-28 | 2022-07-05 | 大连理工大学 | 一种钨合金复杂曲面零件的超精密磨削工艺 |
| WO2023026171A1 (en) * | 2021-08-23 | 2023-03-02 | Maximus Technologies | An apparatus for performing superfinishing operation on a raceway of a bearing |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03142004A (ja) * | 1989-10-30 | 1991-06-17 | Kawasaki Steel Corp | 圧延機 |
| JPH11138350A (ja) * | 1997-11-10 | 1999-05-25 | Kobe Steel Ltd | アルミ中空押出形材の円筒部内面の研磨方法及び装置並びにアルミ中空押出形材 |
| JP2004174641A (ja) | 2002-11-26 | 2004-06-24 | Nissan Motor Co Ltd | 超仕上げ用砥石および加工方法 |
| JP2004322307A (ja) * | 2003-04-09 | 2004-11-18 | Nsk Ltd | 超仕上げ加工装置、超仕上げ加工方法、転動体及び転がり軸受 |
| JP2007162893A (ja) * | 2005-12-16 | 2007-06-28 | Nsk Ltd | 歯車装置用円筒ころ軸受および歯車装置 |
| JP2007168055A (ja) | 2005-12-26 | 2007-07-05 | Nsk Ltd | 超仕上げ方法及び超仕上げ装置 |
| JP2007260830A (ja) | 2006-03-28 | 2007-10-11 | Ntn Corp | ころ軸受軌道輪の超仕上げ加工装置 |
| JP2007260829A (ja) | 2006-03-28 | 2007-10-11 | Ntn Corp | ころ軸受軌道輪の超仕上げ加工方法 |
| JP2007333161A (ja) | 2006-06-16 | 2007-12-27 | Nsk Ltd | 自動調心ころ軸受の製造方法と自動調心ころ軸受 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH204937A (de) * | 1938-08-11 | 1939-05-31 | Skf Svenska Kullagerfab Ab | Maschine zum Schleifen von Wälzkörpern mit gekrümmter Erzeugender. |
| JPS57138565A (en) * | 1981-02-19 | 1982-08-26 | Toshiba Mach Co Ltd | Method for grinding special shouldered shaft |
| JPH045366A (ja) | 1990-04-19 | 1992-01-09 | Tategu Sogo Shosha Futaba:Kk | 構築物の収納室 |
| JPH045366U (ja) * | 1990-04-27 | 1992-01-17 | ||
| JPH0569309A (ja) * | 1991-09-17 | 1993-03-23 | Hitachi Metals Ltd | 超仕上方法 |
| JP3493334B2 (ja) * | 2000-06-28 | 2004-02-03 | 西部自動機器株式会社 | 超仕上装置 |
| JP2003021145A (ja) * | 2001-07-05 | 2003-01-24 | Nsk Ltd | ころ軸受 |
| TWI285243B (en) * | 2002-03-20 | 2007-08-11 | Ntn Toyo Bearing Co Ltd | Cylindrical roller bearing |
| JP2003343569A (ja) * | 2002-05-28 | 2003-12-03 | Nsk Ltd | 軸受装置の外輪内径面の滑面仕上処理方法および該処理方法を施した軸受装置 |
| JP4182168B2 (ja) * | 2003-02-25 | 2008-11-19 | 株式会社ジェイテクト | カムフォロア用ローラの製造方法 |
| JP4101105B2 (ja) * | 2003-04-24 | 2008-06-18 | 株式会社リケン | オイルリング及びその製造方法並びにそれを用いたピストン構造 |
| JP4189265B2 (ja) * | 2003-05-08 | 2008-12-03 | 株式会社日平トヤマ | 鏡面仕上げ装置 |
| JP2005118926A (ja) * | 2003-10-15 | 2005-05-12 | Koyo Seiko Co Ltd | 円筒部材の端部加工方法。 |
| CN1898039B (zh) * | 2003-12-23 | 2011-03-16 | 戴蒙得创新股份有限公司 | 用旋转磨轮磨削具有旋转轧辊表面的铁轧辊的方法 |
| JP2007155021A (ja) * | 2005-12-06 | 2007-06-21 | Nsk Ltd | ころ軸受 |
| GB2445025B (en) * | 2006-12-21 | 2011-10-26 | Cinetic Landis Grinding Ltd | Grinding surfaces of workpieces |
| JP5043708B2 (ja) * | 2008-02-12 | 2012-10-10 | 西部自動機器株式会社 | 超仕上げ加工方法および研削装置 |
| JP2009202277A (ja) * | 2008-02-27 | 2009-09-10 | Tokyo Seimitsu Co Ltd | 超仕上げ加工工程における仕上げ状態の判定装置及び判定方法 |
-
2008
- 2008-12-15 JP JP2008318108A patent/JP5441398B2/ja active Active
-
2009
- 2009-12-08 EP EP09833151.5A patent/EP2378147B1/en active Active
- 2009-12-08 WO PCT/JP2009/006681 patent/WO2010070841A1/ja active Application Filing
- 2009-12-08 CN CN200980150386.1A patent/CN102245918B/zh active Active
-
2011
- 2011-06-09 US US13/067,572 patent/US8690450B2/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03142004A (ja) * | 1989-10-30 | 1991-06-17 | Kawasaki Steel Corp | 圧延機 |
| JPH11138350A (ja) * | 1997-11-10 | 1999-05-25 | Kobe Steel Ltd | アルミ中空押出形材の円筒部内面の研磨方法及び装置並びにアルミ中空押出形材 |
| JP2004174641A (ja) | 2002-11-26 | 2004-06-24 | Nissan Motor Co Ltd | 超仕上げ用砥石および加工方法 |
| JP2004322307A (ja) * | 2003-04-09 | 2004-11-18 | Nsk Ltd | 超仕上げ加工装置、超仕上げ加工方法、転動体及び転がり軸受 |
| JP2007162893A (ja) * | 2005-12-16 | 2007-06-28 | Nsk Ltd | 歯車装置用円筒ころ軸受および歯車装置 |
| JP2007168055A (ja) | 2005-12-26 | 2007-07-05 | Nsk Ltd | 超仕上げ方法及び超仕上げ装置 |
| JP2007260830A (ja) | 2006-03-28 | 2007-10-11 | Ntn Corp | ころ軸受軌道輪の超仕上げ加工装置 |
| JP2007260829A (ja) | 2006-03-28 | 2007-10-11 | Ntn Corp | ころ軸受軌道輪の超仕上げ加工方法 |
| JP2007333161A (ja) | 2006-06-16 | 2007-12-27 | Nsk Ltd | 自動調心ころ軸受の製造方法と自動調心ころ軸受 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2378147A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2378147A1 (en) | 2011-10-19 |
| US20110243489A1 (en) | 2011-10-06 |
| US8690450B2 (en) | 2014-04-08 |
| CN102245918B (zh) | 2015-03-11 |
| EP2378147A4 (en) | 2013-05-08 |
| CN102245918A (zh) | 2011-11-16 |
| JP2010139032A (ja) | 2010-06-24 |
| EP2378147B1 (en) | 2018-09-19 |
| JP5441398B2 (ja) | 2014-03-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5441398B2 (ja) | 機械部品およびその超仕上げ加工方法 | |
| CN102076980B (zh) | 自动调心滚子、轴承及自动调心滚子加工方法 | |
| JP6911547B2 (ja) | 溝の超仕上げ方法及び軸受の製造方法 | |
| KR20000023066A (ko) | 볼나사너트, 그 볼나사너트를 사용한 직선안내장치 및스티어링용 볼나사 및 볼나사너트의 제조방법 | |
| JP7311171B2 (ja) | ベアリングローラーの転がり面の仕上げ加工用の研削ディスクセット、設備及び方法 | |
| JP2004322307A (ja) | 超仕上げ加工装置、超仕上げ加工方法、転動体及び転がり軸受 | |
| JP4812488B2 (ja) | ころ軸受軌道輪の超仕上げ加工方法 | |
| JP4576255B2 (ja) | 工具砥石の形状創成方法 | |
| JP4608262B2 (ja) | ねじ溝加工方法 | |
| JP4894753B2 (ja) | 超仕上砥石及びそれを用いた超仕上加工方法 | |
| JP4812489B2 (ja) | ころ軸受軌道輪の超仕上げ加工装置 | |
| JP2002103195A (ja) | 溝加工装置 | |
| KR100816576B1 (ko) | 연속가변형 트랜스미션용 전동판의 제조방법과 장치 | |
| JP5127759B2 (ja) | キャプスタンロールおよび伸線機 | |
| JP5085941B2 (ja) | 円筒研削盤および円筒研削盤による外面研削方法 | |
| JP2011224677A (ja) | ワーク周面研削盤及びワーク周面研削方法 | |
| JP2005090615A (ja) | 自動調心ころ軸受および該軸受の加工方法 | |
| JP5842554B2 (ja) | 溝加工方法 | |
| JP2019147208A (ja) | 砥石車の形状修正装置及び形状修正方法 | |
| JP5262437B2 (ja) | 砥石のツルーイング方法および研削加工方法 | |
| RU2203174C2 (ru) | Сборный продольно-прерывистый шлифовальный круг | |
| JP2009197871A (ja) | 転動ローラ、その製造方法及びその転動ローラを備える直動案内装置 | |
| RU2120368C1 (ru) | Способ комбинированной квазипрерывистой чистовой обработки | |
| JP2000061790A (ja) | ローディングカム装置のカム面の加工方法及び加工装置 | |
| JP5464427B2 (ja) | 研削工具の整形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980150386.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09833151 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009833151 Country of ref document: EP |