WO2009145148A1 - 清掃用シートの製造方法 - Google Patents
清掃用シートの製造方法 Download PDFInfo
- Publication number
- WO2009145148A1 WO2009145148A1 PCT/JP2009/059536 JP2009059536W WO2009145148A1 WO 2009145148 A1 WO2009145148 A1 WO 2009145148A1 JP 2009059536 W JP2009059536 W JP 2009059536W WO 2009145148 A1 WO2009145148 A1 WO 2009145148A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- fiber
- hot air
- laminate
- cleaning sheet
- Prior art date
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L13/00—Implements for cleaning floors, carpets, furniture, walls, or wall coverings
- A47L13/10—Scrubbing; Scouring; Cleaning; Polishing
- A47L13/16—Cloths; Pads; Sponges
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4326—Condensation or reaction polymers
- D04H1/435—Polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/48—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/48—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation
- D04H1/482—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation in combination with shrinkage
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
- D04H1/495—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet for formation of patterns, e.g. drilling or rearrangement
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/498—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres entanglement of layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H5/00—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length
- D04H5/02—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length strengthened or consolidated by mechanical methods, e.g. needling
- D04H5/03—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length strengthened or consolidated by mechanical methods, e.g. needling by fluid jet
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H5/00—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length
- D04H5/06—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length strengthened or consolidated by welding-together thermoplastic fibres, filaments, or yarns
Definitions
- the present invention relates to a cleaning sheet suitably used for collecting and removing cotton dust, hair, lint, and the like.
- the present applicant has previously proposed a technique for manufacturing a bulky sheet by reinforcing a nonwoven fabric formed by entanglement of fibers with a mesh sheet and forming a concavo-convex shape by heat shrinkage treatment of the mesh sheet (Patent Literature). 1 and Patent Document 2). Apart from these bulky sheets, the present applicant has proposed a bulky sheet comprising a fiber assembly formed by hydroentangling a fiber web and having a large number of irregularities formed from the fiber assembly ( (See Patent Document 3). The concavo-convex portion in the bulky sheet is formed by rearranging the constituent fibers by hydroentanglement applied to the fiber assembly and bending the fiber assembly in the thickness direction. is there.
- the sheets obtained by the methods described in Patent Documents 1 and 2 have moderate unevenness, and are characterized by being soft and soft to the touch.
- the convex portion is formed by heat shrinkage of the fiber, the fiber density of the convex portion tends to be high. As a result, there is room for improvement in improving the entanglement property of cotton dust and the like by the constituent fibers of the convex portion.
- the sheet obtained by the method described in Patent Document 3 can be collected between the constituent fibers and can be retained, and relatively large dirt such as bread crumbs that cannot be collected between the constituent fibers is uneven. There is an advantage that it can be collected and held. However, when high-speed production is performed in order to increase productivity, high tension is applied to the sheet being conveyed due to this, and the bulkiness of the unevenness may be reduced.
- JP-A-5-25763 Japanese Patent Laid-Open No. 5-192285 US6,936,333B2 US7,131,171B2
- An object of the present invention is to provide a method for manufacturing a cleaning sheet that can eliminate the disadvantages of the above-described conventional technology.
- the fiber web containing fibers containing polyethylene terephthalate is superposed on one side or both sides of the net-like sheet, and hydroentanglement is applied to these to entangle the constituent fibers of the fiber web.
- the fiber of the fiber web and the mesh sheet are entangled to obtain a laminate.
- a method for producing a cleaning sheet in which hot air having a temperature higher than the glass transition point (Tg (° C.)) of the polyethylene terephthalate and less than Tg (° C.) + 70 ° C. is blown onto the laminate by an air-through method. It is.
- FIG. 2 is an enlarged cross-sectional view showing a cross section taken along line AA of FIG. 1. It is the schematic of the manufacturing apparatus used suitably with the manufacturing method of this invention. It is the schematic of the manufacturing apparatus used suitably with the manufacturing method of this invention.
- the cleaning sheet 10 includes a fiber assembly 1 formed by hydroentanglement of a fiber web and a net-like sheet 4 disposed inside the fiber assembly 1. .
- the fiber assembly 1 and the mesh sheet 4 are intertwined with the constituent fibers of the fiber assembly 1 and the mesh sheet 4 by hydroentanglement, and both are integrated.
- the cleaning sheet 10 has a first surface 10a and a second surface 10b, and is formed by projecting from one surface side to the other surface side. Convex parts 2, 2,. Between the convex portions 2, 2,..., Concave portions 3, 3,.
- the convex portions 2, 2,... are approximately the same size, have a slightly narrow and narrow mountain shape, and are provided regularly.
- the distance between the convex portions 2 and 2 is preferably 1 to 10 mm, more preferably 1 to 7 mm in the width direction of the sheet (X direction in FIG. 1, CD direction in the present embodiment), and more preferably 1 to 7 mm.
- the Y direction in FIG. 1 (MD direction in this embodiment)
- it is preferably 4 to 20 mm, more preferably 4 to 15 mm.
- the convex portion 2 may be partly connected to form a continuous body in the width direction and / or the longitudinal direction of the sheet. By providing the convex portions 2 at such intervals, the feel of the sheet 10 can be improved.
- the cleaning sheet 10 preferably has the same performance on both surfaces, and the shape and spacing of the convex portions 2 on the second surface 10b are preferably substantially the same as those on the first surface 10a.
- the total area of the convex portions 2 of the second surface 10b is preferably 20 to 100%, more preferably 35 to 100% of the total area of the convex portions 2 of the first surface 10a.
- the convex portion 2 existing on the first surface of the cleaning sheet 10 is preferably in a front-back relationship with the concave portion 3 existing on the second surface of the sheet 10.
- the shape of the convex portion 2 is an inversion of the shape of the concave portion 3.
- the convex portion 2 and the concave portion 3 are composed of the fiber assembly 1 and are formed only by entanglement of the constituent fibers of the fiber assembly 1. For this reason, unlike the convex part formed by fusion-bonding by partially heating and pressing fibers made of a thermoplastic resin, the convex part 2 and the concave part 3 have a good touch, Excellent collection and retention of dirt such as fine dust.
- the convex part 2 and the concave part 3 in the cleaning sheet 10 are formed by rearrangement / re-entanglement of the constituent fibers by hydroentanglement applied to the fiber assembly 1, the convex part 2 and the concave part 3 itself retains its form. Therefore, the convex portion 2 and the concave portion 3 are difficult to be sagged against the load. Due to the formation of the convex portion 2 and the concave portion 3, the apparent thickness of the cleaning sheet 10 is greater than the thickness of the fiber assembly 1 before the convex portion 2 and the concave portion 3 are applied. Also grows.
- the cleaning sheet 10 having the convex portion 2 and the concave portion 3 having high form-retaining properties is excellent in the cleaning properties of grooves and uneven surfaces, and the collection and retention properties of bread crumbs.
- “formed by fiber rearrangement / re-entanglement” means that the fiber assembly once weakly entangled by hydroentanglement has a large number of irregularities or a large number of openings.
- the fibers are rearranged along the concavo-convex portion and entangled again.
- the convex portion 2 and the concave portion 3 are formed by bending the fiber assembly 1 in the thickness direction.
- a large number of bent portions formed in the bend-like fiber assembly 1 correspond to the convex portion 2 and the concave portion 3, respectively.
- the convex portion 2 and the concave portion 3 are formed by rearrangement of fibers.
- the constituent fibers of the convex portion 2 flow toward the concave portion 3 due to the pressure of high-pressure water.
- the distribution of the fibers is very low.
- a hole will be formed where the convex portion 2 was.
- the cleaning sheet 10 having the above-described configuration has a large uneven shape despite having a low basis weight.
- the bending of the fiber assembly 1 may extend in either the flow direction (MD) or the width direction (CD).
- the energy applied during hydroentanglement may be set to a value described later.
- the degree of bending of the cleaning sheet 10 is as high as 2 to 15%, particularly 3 to 15%.
- the bending rate is measured by the method described in US Pat. No. 6,936,333B2 at column 12, line 51 to column 13, line 6. This document is incorporated herein as part of this specification.
- the convex portion 2 When considering the range of 10 cm ⁇ 10 cm on one surface of the cleaning sheet 10, the convex portion 2 has an average of 50 to 850, particularly 100 to 600, in any position on the surface. Preferably it is formed. By setting the number of the convex portions 2 within the above range, the convex portions 2 and the concave portions 3 are arranged in a well-balanced manner. It is also excellent in the collection and retention of large dirt.
- the apparent specific volume of the cleaning sheet 10 is preferably 23 to 100 cm 3 / g, more preferably 25 to 90 cm 3 / g, and particularly preferably 30 to 80 cm 3 / g.
- the value of the apparent specific volume is the value obtained by dividing the value of the apparent thickness, which will be described later, by the basis weight of the fiber assembly (in the case of a sheet intertwined with the mesh sheet, the basis weight excluding the mesh sheet). Defined.
- the cleaning sheet 10 preferably has an apparent specific volume under a load during cleaning of 18 cm 2 / g or more, particularly 20 cm 2 / g or more.
- the upper limit is 100 cm 2 / g.
- the cleaning sheet 10 has an apparent thickness (thickness between the uppermost portion of the first surface 10a and the lowermost portion of the second surface 10b) T, which is the thickness of the fiber assembly 1 itself. It is thicker than t and is extremely bulky.
- the apparent thickness T of the cleaning sheet 10 itself is 1 to 5 mm, particularly 1.4 to 4 mm, and a sufficient gap is formed in the sheet, resulting in an increase in bulk.
- the cleaning sheet 10 is suitably used as a cleaning sheet. It is preferable from the point of obtaining.
- the value of the thickness t of the fiber assembly 1 itself is determined by the basis weight of the fiber assembly 1 and the processing conditions, but is preferably 0.5 to 4 mm, more preferably 1 to 3 mm.
- the height h of the convex portion is preferably 0.2 mm to 4 mm, more preferably 0.5 mm to 4 mm.
- the cleaning sheet 10 has an elongation in the flow direction (MD) of 5% or less, particularly 4% or less under the condition that a 5N load is applied to a sample having a width of 30 mm. This is preferable from the viewpoint of preventing the deformation of the convex portion 2 and the concave portion 3 due to the stretching of the cleaning sheet 10 during the manufacturing process or during use, and thus preventing the bulkiness of the cleaning sheet 10 from being lowered.
- MD flow direction
- the measuring method of elongation in the flow direction is as follows. A sample having a width of 30 mm is cut from the cleaning sheet 10 in a direction perpendicular to the flow direction, and then the sample is gripped by a tensile tester at a distance between chucks of 100 mm and pulled in the flow direction at a speed of 300 mm / min. Then, the elongation amount of the sample when the tensile load is 5 N is divided by the initial sample length (100 mm), and a value multiplied by 100 is defined as the elongation.
- the fiber assembly 1 is a nonwoven fabric in which the constituent fibers are intertwined by hydroentanglement of the fiber web. Since the fiber assembly 1 is formed only by the entanglement of the constituent fibers, the degree of freedom of the constituent fibers is larger than that of the web formed only by fusing or bonding the constituent fibers. For this reason, while being excellent in the collection property and retention of dirt, such as hair and fine dust by the constituent fiber, it is good in touch.
- the fibers constituting the fiber assembly 1 in the present embodiment, fibers containing polyethylene terephthalate (PET) are used.
- PET polyethylene terephthalate
- the fiber containing PET include a single fiber made of only PET, a single fiber made of a blend of PET and another thermoplastic resin, and a composite fiber containing PET.
- this composite fiber for example, a core-sheath type composite fiber having PET as a core component and a side-by-side type composite fiber having PET as one component are used.
- the PET it is preferable to use a PET having a weight average molecular weight of 5,000 to 100,000, particularly 8,000 to 50,000, from the viewpoint of expressing the bulk of the cleaning sheet 10 by hot air treatment.
- the fiber assembly 1 may be composed only of fibers containing PET, or may be composed of other fibers in addition to the fibers. As other fibers, for example, fibers described in US Pat. No. 5,525,397A, column 4, lines 3 to 10 can be used. This document is incorporated herein as part of this specification.
- the amount of the fiber containing PET is preferably 40% by weight or more, particularly 50% by weight or more based on the weight of the fiber assembly 1, The amount is preferably less than 60% by weight, in particular less than 50% by weight, based on the weight of the fiber assembly 1.
- the fiber assembly 1 is preferably composed only of fibers containing PET.
- the thickness of the fiber containing PET is not particularly critical with respect to the bulkiness of the cleaning sheet 10 by hot air treatment. From the viewpoint of the ability to collect and retain hair and dirt, the thickness of the fiber containing PET is preferably 0.05 to 100 dtex, particularly 0.5 to 20 dtex.
- the basis weight of the fiber assembly 1 and the fiber length of the constituent fibers are determined by comprehensively considering processability, cost, and the like.
- the basis weight of the fiber assembly 1 is preferably 30 to 100 g / m 2 , particularly preferably 40 to 70 g / m 2 .
- the fiber length of the constituent fibers is preferably 20 to 100 mm, particularly 30 to 65 mm, from the viewpoints of preventing perforation from being generated in the cleaning sheet 10, exhibiting sufficient bulkiness, and maintaining the bulkiness.
- the netting sheet 4 is disposed in the fiber assembly 1 in the cleaning sheet 10.
- the net-like sheet 4 is a resin net formed in a lattice shape as a whole.
- the mesh sheet 4 preferably has an air permeability of 0.1 to 1000 cm 3 / (cm 2 ⁇ sec).
- a non-woven fabric, paper, film, etc. can be used as the mesh sheet 4 in addition to the net as long as the air permeability is within this range.
- the fiber assembly 1 is not only intertwined between the constituent fibers, but also the constituent fibers of the fiber assembly 1 and the mesh sheet 4 are intertwined, so that the tensile strength is improved.
- the wire diameter of the reticulated sheet 4 is preferably 50 to 600 ⁇ m, more preferably 100 to 400 ⁇ m.
- the distance between the lines is preferably 2 to 30 mm, more preferably 4 to 20 mm.
- the constituent material of the mesh sheet 4 may be heat shrinkable. When a heat-shrinkable material is used, a heat treatment is performed during the production of the cleaning sheet, whereby the cleaning sheet having a large apparent thickness T and a sharp convex shape can be obtained. However, it is preferable that the reticulated sheet 4 is not thermally shrunk or has a heat shrinkage rate of 3% or less after heating at 140 ° C. for 3 minutes.
- the cleaning sheet 10 has a basis weight of 30 to 110 g / m 2 , in particular 38 to 80 g / m 2 , particularly 45 to 80 g / m 2 , which gives the sheet a suitable thick feeling and processing. This is preferable from the viewpoint of improving aptitude.
- the breaking strength is 30 mm in width, it is preferably 5N or more, particularly 7N or more from the viewpoint of providing a sheet having a strength that can be used.
- the breaking strength is sufficient if it is not less than the above value in any direction of the cleaning sheet 10, but is preferably not less than the above value in the width direction (CD) where the strength is most difficult to be obtained.
- the upper limit of the breaking strength is about 20N from the viewpoint of actual use.
- Rupture strength is measured as follows. After cutting a sample having a width of 30 mm in a direction perpendicular to the fiber orientation direction of the sheet, this sample is gripped by a tensile tester at a distance between chucks of 100 mm, and at a speed of 300 mm / min in a direction perpendicular to the fiber orientation direction. The load value (the first peak value of the continuous curve obtained by this measurement) when the sheet starts to be pulled is taken as the breaking strength.
- a polymerization process for polymerizing the upper layer fiber web 1a and the lower layer fiber web 1b on both surfaces of the mesh sheet 4 and between the constituent fibers of the fiber webs 1a and 1b by hydroentanglement are entangled with each other to form a fiber aggregate, and the constituent fibers and the net-like sheet 4 are entangled to form a laminated body 6 in which both are integrated, and the laminated body 6 has a large number of irregularities.
- An irregularity imparting step in which a plurality of convex portions corresponding to the concave portions are formed in such a manner that a part of the fiber assembly is protruded into the concave portions and formed into a plurality of convex portions corresponding to the concave portions. . And a hot air spraying process is performed after that.
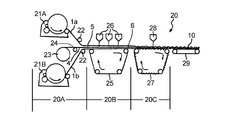
- FIG. 3 shows a manufacturing apparatus 20 that is preferably used in the method for manufacturing the cleaning sheet 10.
- the manufacturing apparatus 20 is roughly divided into a superposition part 20A, an entanglement part 20B, and an unevenness imparting part 20C.
- the superposition unit 20A includes card machines 21A and 21B for producing fiber webs la and lb, fiber webs la and lb feed rolls 22 and 22, and a net-like sheet feed roll 24, respectively.
- the entangled portion 20B includes a web support belt 25 made of an endless belt, and a first water jet nozzle 26.
- the unevenness imparting portion 20 ⁇ / b> C includes a patterning member 27 made of an endless belt and a second water jet nozzle 28.
- the patterning member 27 is rotated in the direction indicated by the arrow in FIG.
- the patterning member 27 is liquid-permeable and has a large number of irregularities on its surface. Details thereof are described in US Pat. No. 6,936,333 B2, column 8 to column 9, line 19 and FIGS. 4 (a) and 4 (b). This document is incorporated herein as part of this specification.
- a conveyor belt 29 is provided after the unevenness imparting portion 20C.
- the patterning member 27 preferably has a certain thickness. Specifically, the thickness of 5 to 25 mm, particularly 5 to 15 mm, can provide a sufficiently high bulkiness, and can provide unevenness. It is preferable from the viewpoint of energy efficiency. For the same reason, the patterning member 27 preferably has an air permeability of 800 to 3000 cm 3 / (cm 2 ⁇ sec), particularly 800 to 2000 cm 3 / (
- the fiber webs la and lb are continuously fed out from the card machines 21A and 21B in the superposition unit 20A through the feeding rolls 22 and 22, respectively.
- At least one of the fiber webs la and lb preferably contains 40% by weight or more of fibers containing polyethylene terephthalate.
- a roll 23 of the reticulated sheet 4 is disposed between the card machines 21A and 21B, and the reticulated sheet 4 is fed out from a feed roll 24 of the roll 23.
- the fiber webs la and lb are respectively overlapped on both surfaces of the mesh sheet 4 by the feeding rolls 22 and 22 to form the polymer 5.
- At least one of the fiber webs 1a and 1b preferably contains 40% by weight or more of fibers containing PET. More preferably, both of the fiber webs 1a and 1b contain 40% by weight or more of fibers containing PET, and more preferably, both of the fiber webs 1a and 1b consist of 100% of fibers containing PET.
- the polymer 5 transferred and conveyed on the web support belt 25 is entangled by a high-pressure jet water stream ejected from the first water jet nozzle 26.
- the constituent fibers of the fiber webs la and lb in the polymer 5 are intertwined to form a fiber aggregate, and the constituent fibers and the mesh sheet 4 are intertwined.
- An integrated laminate 6 is obtained.
- the fiber which comprises the fiber assembly in the laminated body 6 is a low entanglement state.
- the entangled state is 0.05 to 2 N ⁇ m / g, particularly 0.2 to 1.2 N ⁇ m / g, expressed as an entanglement coefficient.
- the entanglement coefficient is a scale representing the entangled state between the constituent fibers, and is represented by the initial slope of the stress-strain curve in the direction perpendicular to the fiber orientation in the fiber assembly 1 of the integrated laminate 6. It can be said that the smaller the is, the weaker the entanglement between the fibers.
- the fiber orientation is the direction in which the maximum point load value at the time of the tensile strength test is maximized, and the stress is the tensile load, the width (test specimen width at the tensile strength test), and the basis weight of the fiber assembly 1. The value is divided, and the strain indicates the amount of elongation.
- a specific measurement method is described in US Pat. No. 6,936,333 B2, column 12, lines 32 to 50. This document is incorporated herein as part of this specification.
- the laminate 6 is transferred and transported onto the patterning member 27 in the unevenness imparting portion 20C.
- the laminated body 6 is partially pressurized by a high-pressure jet water stream ejected from the second water jet nozzle 28 while being conveyed.
- a portion of the laminated body 6 located on the concave portion of the patterning member 27 is pressurized, and the pressurized portion protrudes into the concave portion.
- the pressure portion is a concave portion 3 corresponding to the concave portion.
- a portion located on the convex portion of the patterning member 27 is not projected, and is formed as the convex portion 2. In this way, a large number of convex portions 2, 2...
- the shape or the like of the convex portion 2 is determined according to the type of the patterning member 27 and the entanglement energy applied to the fiber assembly by the high-pressure jet water flow in the entangled portion 20B and the unevenness imparting portion 20C. This entanglement energy is controlled by conditions such as the nozzle shape of the water jet nozzle, nozzle pitch, water pressure, number of nozzle stages (lines), and line speed.
- Em is energy applied when forming the fiber assembly 1 by hydroentangling the fiber web
- Ef is energy applied when a part of the fiber assembly 1 is projected on the patterning member 27.
- Em / It is preferable to add each energy so as to satisfy 4 ⁇ Ef ⁇ 3Em / 5, from the viewpoints of imparting sufficient bulkiness, preventing fibers from dropping and forming perforations when imparting irregularities, and exhibiting sufficient sheet strength.
- Em and Ef are calculated from the following equations, respectively.
- the laminated body 6 given the uneven shape is then conveyed to the hot air treatment apparatus 30 shown in FIG.
- the laminated body 6 may be unwound from the roll and conveyed to the hot-air treatment apparatus 30, or the laminated body 6 obtained by the apparatus 20 shown in FIG. You may convey to the hot-air processing apparatus 30 directly, without winding up.
- the laminate 6 once wound in a roll is drawn out from the roll and subjected to hot air treatment because the effect of bulk recovery becomes more remarkable.
- corrugated shape performs the drying process by a hot air etc., even if it winds up in roll shape once or it does not wind up.
- a drying process is performed by the apparatus and conditions normally used for the sheet
- the drying process is preferably performed at a temperature lower than the melting point of the lowest melting point component of the constituent fibers of the laminate 6.
- the conveyor belt 32 is endless, and is supported by a pair of support shafts 33 and 33 so as to go around in a predetermined direction.
- a heating zone H is installed relatively upstream with respect to the circumferential direction of the conveyor belt 32, and a cooling zone C is installed relatively downstream.
- the conveyor belt 32 is made of a resin such as metal or polyethylene terephthalate. From the viewpoint of heat dissipation efficiency in the heating zone H and the cooling zone C, the conveyor belt 32 is preferably formed of a resin such as polyethylene terephthalate.
- a first blower 34 is installed on the upper side of the conveyor belt 32 so as to face the conveyor belt 32. Hot air heated to a predetermined temperature is blown out from the first blower 34 toward the conveyor belt 32.
- a first suction box 35 for sucking hot air blown from the first blower 34 is installed at a position facing the first blower 34 with the conveyor belt 32 interposed therebetween.
- the first blower 34 and the first suction box 35 constitute a heating zone H. Hot air sucked by the first suction box 35 is sent to the first blower 34 through a duct (not shown). That is, the hot air circulates between the first blower 34 and the first suction box 35.
- a second blower 36 is installed facing the conveyor belt 32 immediately downstream of the first blower 34 in the circumferential direction of the conveyor belt 32. From the second blower 36, cold air having a predetermined temperature is blown out toward the conveyor belt 32.
- a second suction box 37 for sucking cold air blown from the second blower 36 is installed at a position facing the second blower 36 across the conveyor belt 32.
- the second blower 36 and the second suction box 37 constitute a cooling zone C.
- the cold air sucked by the second suction box 37 is discharged out of the apparatus through a duct (not shown). That is, unlike the hot air in the heating zone H, the cold air does not circulate between the second blower 36 and the second suction box 37. The reason for this is to prevent the cooling air from being heated by circulation and increase the cooling efficiency of the laminate 6.
- Partition plates 38 and 38 are installed between the first blower 34 and the second blower 36 and between the first suction box 35 and the second suction box 37, respectively.
- the partition plate 38 prevents hot air and cold air from being mixed.
- the roll-shaped laminate 6 manufactured by the apparatus 20 shown in FIG. 3 is arranged at a position upstream of the first blower 34 in the apparatus 30 and the laminate 6 is fed out from the roll. It is.
- the bulk of the laminate 6 in the state of being wound in a roll shape is reduced by the winding pressure. By passing the laminated body 6 in this state through the apparatus 30, the bulk is recovered.
- the laminate 6 is conveyed together with the conveyor belt 32.
- the conveyed laminate 6 is sent to the heating zone H.
- hot air heated to a predetermined temperature is blown out from the first blower 34 toward the conveyor belt 32.
- hot air is blown onto the laminate 6 by an air-through method. That is, hot air is blown to the laminate 6, and the blown hot air penetrates the laminate 6.
- the volume of the laminated body 6 in a state where the volume is reduced is increased and recovered to the same level as the volume before winding. Turned out by.
- the hot air blown to the laminate 6 is set to a temperature exceeding the glass transition point (Tg (° C.)) of PET in the fiber containing PET contained in the laminate and less than Tg (° C.) + 70 ° C.
- Tg (° C.) glass transition point
- the temperature of the hot air is equal to or lower than Tg (° C.)
- the effect of blowing the hot air is not sufficiently exhibited, and the bulk of the laminate 6 is not recovered.
- the temperature of the hot air is preferably 80 ° C. or higher and 140 ° C. or lower, particularly 85 ° C. or higher and 135 ° C. or lower.
- the temperature of the hot air sprayed is lower than the melting point of the resin constituting the mesh sheet 4.
- the Tg is measured using a differential scanning calorimeter (DSC).
- DSC differential scanning calorimeter
- the measurement conditions using DSC are an atmosphere of nitrogen and a heating rate of 10 ° C./min.
- Tg the temperature at which the step is observed on the lower temperature side than the temperature at which the endothermic peak is observed.
- the hot air blowing time is not a critical factor for bulk recovery, and a short time is sufficient.
- the bulk of the laminate 6 is preferably increased by spraying hot air for a very short time of preferably 0.05 to 3 seconds, more preferably 0.05 to 1 second, and even more preferably 0.05 to 0.5 seconds. Recover. This contributes to improvement in production efficiency and downsizing of the apparatus 30.
- the reason why the spraying time is short is considered to be largely due to the air-through method.
- heat can be applied to the laminate 6 by using a constant temperature dryer or a dryer. However, these spraying methods achieve a bulk recovery in a short time. Can not.
- the wind speed of the hot air depends on the temperature, the basis weight of the laminated body 6 and the conveying speed, but is 0.5 to 10 m / sec, particularly 1 to 5 m / sec. It is preferable from the point.
- the volume of the laminate 6 is restored to about 1.2 to 3 times the volume before blowing hot air (that is, the volume after blowing hot air is 1 / 1.2 of the volume before blowing. -1/3)), the desired cleaning sheet is obtained. Further, the thickness of the laminated body 6 recovers to about 50 to 100% of the thickness before being wound into a roll.
- blowing cold air to the nonwoven fabric immediately after the bulk of the cleaning sheet 10 is recovered by blowing hot air means that any operation is performed between the step of blowing hot air to the cleaning sheet 10 and the step of blowing cool air thereafter. It does not mean that there is no time difference between hot air blowing and cold air blowing.
- cooling zone C cold air of a predetermined temperature is blowing from the second blower 36 toward the conveyor belt 32.
- cold air is blown onto the cleaning sheet 10 by an air-through method. That is, in the cooling zone C, cold air is blown onto the cleaning sheet 10, and the blown cold air penetrates the cleaning sheet 10.
- the temperature of the cold air depends on the type of fibers constituting the nonwoven fabric, a sufficient cooling effect can be obtained if it is 50 ° C. or lower, particularly 30 ° C. or lower.
- the lower limit value of the temperature of the cold air is not particularly limited, but in view of energy cost and simplification of the apparatus 1, a room temperature of about 20 to 25 ° C. is appropriate.
- the wind speed of the cold air is preferably 1 to 10 m / sec, particularly 1 to 5 m / sec, and particularly preferably 1 to 3 m / sec. . If the wind speed is within this range, a sufficient cooling effect is exhibited. Moreover, the possibility that the stable conveyance of the cleaning sheet 10 is hindered due to the increase in the wind speed is reduced.
- the inventors of the present invention have found that a short time for the cold air is sufficient in the same way as the time for the hot air.
- the cleaning sheet 10 is sufficiently cooled by spraying the cold air for an extremely short time of 0.01 seconds or longer, particularly 0.02 to 1 second, particularly 0.05 to 0.5 seconds.
- the reason why the spraying time is short is considered to be largely due to the air-through method.
- the sheet 10 may shrink due to the blowing of hot air in the heating zone H.
- contraction in the width direction of the sheet 10, that is, in a direction orthogonal to the conveyance direction of the sheet 10 easily occurs.
- the laminated body 6 is heated in the heating zone H and the cooling zone in a state in which both sides in the transport direction of the laminated body 6 are held by a predetermined holding means so that the width of the laminated body 6 does not change.
- the method of introducing into C is mentioned.
- a particularly simple method is that when hot air and cold air are blown onto the laminated body 6 in the heating zone H and the cooling zone C, respectively, the laminated body 6 is pressed onto the conveyor belt 32 by adjusting the wind speed of the hot air and the cold air.
- variety of a change was mentioned.
- the wind speeds of the hot air and the cold air are as described above, and the wind speed is determined within the range according to the basis weight of the laminate 6 and the conveyance speed.
- the cleaning sheet 10 becomes bulky.
- the bulky cleaning sheet 10 is subsequently subjected to various processing steps as the next step.
- processing steps there are a step of cutting the cleaning sheet 10 into each leaf, a step of stacking a plurality of cleaning sheets 10 cut into every leaf, and storing them in a packaging bag.
- the obtained cleaning sheet 10 is used as a dry cleaning sheet or as a wet cleaning sheet impregnated with various cleaning agents.
- the fiber webs 1 a and 1 b are disposed on each surface of the mesh sheet 4, but the fiber web may be disposed only on one surface of the mesh sheet 4 instead.
- the fiber web preferably contains 40% by weight or more of fibers containing polyethylene terephthalate.
- the treatment with the cold air is performed after the hot air treatment using the apparatus 30, but the treatment with the cold air is not necessarily essential.
- Example 1 A PET fiber (1.45 dtex, 38 mm, Tg 78 ° C., weight average molecular weight 20,000) was used as a raw material, and a fiber web having a basis weight of 24 g / m 2 was obtained using a conventional card method. Using a lattice net made of polypropylene (interfiber distance: 8 mm, wire diameter: 300 ⁇ m) as the net-like sheet, the fiber web was polymerized on the top and bottom, and then ejected from a plurality of nozzles under the conditions of water pressure of 1 to 5 MPa shown in FIG.
- the laminated body which has the fiber assembly of the entanglement coefficient of 0.5 N ⁇ m / g was obtained by entanglement and integration with a jet water flow.
- the applied energy Em was 295 kJ / kg.
- a jet water stream ejected from a plurality of nozzles is applied under the condition of a water pressure of 1 to 5 MPa to give a convex shape, followed by hot air drying, and a laminated body having the concave and convex shapes shown in FIG. 1 and FIG. Got.
- the added energy Ef was 175 kJ / kg.
- the patterning member the one shown in FIGS. 4A and 4B of US Pat. No. 6,936,333B2 was used. This document is incorporated herein as part of this specification.
- the laminate thus obtained was once wound into a roll. Then, the laminated body was drawn out from the roll and conveyed to the apparatus 30 shown in 4.
- the feeding speed was 150 m / min, which is a speed adapted to high-speed production.
- Hot air having a temperature shown in Table 1 was blown onto the laminated body at a speed of 3 m / sec by an air-through method. After the hot air was blown, natural cooling was performed. In this way, a cleaning sheet was obtained.
- Examples 2 and 3 and Comparative Example 1 A cleaning sheet was obtained in the same manner as in Example 1 except that the conditions shown in Table 1 were adopted as the hot air treatment conditions.
- Example 2 A fiber web having a basis weight of 27 g / m 2 was used. Moreover, the hot air process was not performed. Except for these, a cleaning sheet was obtained in the same manner as in Example 1.
- the cleaning sheet was attached to the head part of Quickle Wiper (registered trademark), which is a cleaning tool manufactured by Kao Corporation. At this time, in the manufacturing process of the cleaning sheet, the surface on which the jet water flow is sprayed (hereinafter, this surface is referred to as the back surface) is used as the cleaning surface, and the surface opposite to the surface on which the jet water flow is sprayed (hereinafter, The collection rate was measured when the surface was used as the cleaning surface.
- Quickle Wiper registered trademark
- Kao Corporation the surface on which the jet water flow is sprayed
- a decorative plate of 30 cm x 60 cm is used as a smooth surface with low friction, and 10 hairs of about 10 cm are spread on it, and a cleaning sheet is placed on it, making two reciprocations with a constant stroke (60 cm). The number of hairs that were cleaned and collected on the cleaning sheet was measured. Thereafter, the collection rate was calculated in the same manner as for the normal surface.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Nonwoven Fabrics (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
- Laminated Bodies (AREA)
Abstract
Description
前記ポリエチレンテレフタレートのガラス転移点(Tg(℃))超の温度で、かつTg(℃)+70℃未満の温度の熱風を、前記積層体にエアスルー方式で吹き付ける清掃用シートの製造方法を提供するものである。

PET繊維(1.45dtex、38mm、Tg78℃、重量平均分子量2万)を原料とし、常法のカード法を用い坪量24g/m2の繊維ウエブを得た。網状シートとしてポリプロピレン製の格子状ネット(繊維間距離8mm、線径300μm)を用い、その上下に該繊維ウエブを重合した後、図3に示す水圧1~5MPaの条件で複数のノズルから噴出したジェット水流で絡合一体化し、交絡係数0.5N・m/gの繊維集合体を有する積層体を得た。加えたエネルギーEmは295kJ/kgであった。次に、パターニング部材上で、水圧1~5MPaの条件で複数のノズルから噴出したジェット水流を当てて凸部形状を賦与し、熱風乾燥を行い図1及び図2に示す凹凸形状を有する積層体を得た。加えたエネルギーEfは175kJ/kgであった。パターニング部材としては、US6,936,333B2の図4(a)及び(b)に示す形態のものを用いた。この文献を、本明細書の一部として本明細書に組み入れる。
熱風処理の条件として表1に示す条件を採用する以外は、実施例1と同様にして清掃用シートを得た。
繊維ウエブとして坪量27g/m2のものを用いた。また、熱風処理を行わなかった。これら以外は、実施例1と同様にして清掃用シートを得た。
実施例及び比較例で得られた清掃用シートについて、以下の方法で髪の毛の捕集率及び厚さを測定した。またシートの厚み方向断面における凹凸形状の明瞭さ、シートの加工適性及び製品適性を以下の基準で評価した。それらの結果を表1に示す。
清掃用シートを、花王株式会社製の清掃具であるクイックルワイパー(登録商標)のヘッド部に装着した。このとき、清掃用シートの製造過程においてジェット水流が吹き付けられた面(以下、この面を裏面という)を清掃面として用いた場合と、ジェット水流が吹き付けられた面と反対側の面(以下、この面を表面という)を清掃面として用いた場合とで捕集率を測定した。通常のフローリング面として、30cm×60cmのフローリング(松下電工製 ウッディタイルMT613T)を用い、この上に約10cmの髪の毛を10本散布し、その上に清掃用シートを乗せて一定のストローク(60cm)で5往復清掃して清掃用シートに捕集された髪の毛の本数を測定した。この操作を連続3回実施して、30本中何本の髪の毛が捕集されたかを測定した。捕集された髪の毛の数を30で除し、これに100を乗じて、その値を髪の毛の捕集率(%)とした。これに加え、摩擦が低い平滑面として30cm×60cmの化粧板を用い、この上に約10cmの髪の毛を10本散布し、その上に清掃用シートを乗せて一定のストローク(60cm)で2往復清掃して清掃用シートに捕集された髪の毛の本数を測定した。その後は通常面と同様にして捕集率を算出した。
荷重300Pa及び700Paでの厚みをそれぞれ測定した。
シートの厚み方向の断面を顕微鏡観察し、凹凸形状の明瞭さを以下の基準で目視評価した。
○:凹凸形状が明瞭である。
△:凹凸形状が一部明瞭である。
×:凹凸形状が不明瞭であるか、又は凹凸形状が認められない。
高速加工に適応したか否かを以下の基準で評価した。
◎:シートの幅方向の収縮、及びシート表面から繊維の脱落がともに観察されない。
○:シートの幅方向の収縮、及びシート表面からの繊維の脱落がともに僅かである。
△:切断に影響の出るほどシートが収縮するか、又はシート表面からの繊維脱落が明らかに観察される。
×:シートの幅方向の収縮が著しく、またシート表面から繊維が視認できるほど脱落する。
○:安定した形状で、かつ良好な風合いである。
△:形状が一定せず、かつシート表面から繊維が脱落しやすい状態になっている。
×:シート表面からの繊維脱落が観察され、また風合いが極端に違う部分がある。

Claims (4)
- 網状シートの片面又は両面に、ポリエチレンテレフタレートを含有する繊維を含む繊維ウエブを重ねた状態下に、これらに水流交絡加工を施して、該繊維ウエブの構成繊維どうしを絡合させるとともに、該繊維ウエブの構成繊維と該網状シートとを絡合させて積層体を得、次いで、
前記ポリエチレンテレフタレートのガラス転移点(Tg(℃))超の温度で、かつTg(℃)+70℃未満の温度の熱風を、前記積層体にエアスルー方式で吹き付ける清掃用シートの製造方法。 - 前記網状シートの両面に前記繊維ウエブが重ねられる場合には、該繊維ウエブの少なくとも一方が、前記網状シートの片面に前記繊維ウエブが重ねられる場合には、該繊維ウエブが、ポリエチレンテレフタレートを含有する繊維を40重量%以上含んでいる請求項1記載の清掃用シートの製造方法。
- 前記繊維ウエブの構成繊維と前記網状シートとを絡合させて前記積層体を得、該積層体を熱風乾燥した後、該積層体にエアスルー方式で熱風を吹き付ける請求項1又は2記載の清掃用シートの製造方法。
- 前記積層体を熱風乾燥した後に該積層体を一旦ロール状に巻回し、該積層体にエアスルー方式で熱風を吹き付けるときに該積層体をロールから繰り出す請求項3記載の清掃用シートの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009801180691A CN102036595A (zh) | 2008-05-27 | 2009-05-25 | 清扫用片材的制造方法 |
| US12/992,559 US8650727B2 (en) | 2008-05-27 | 2009-05-25 | Process for producing cleaning sheet |
| AU2009252434A AU2009252434B2 (en) | 2008-05-27 | 2009-05-25 | Process for producing cleaning sheet |
| EP09754656.8A EP2286705B1 (en) | 2008-05-27 | 2009-05-25 | Process for producing cleaning sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-137435 | 2008-05-27 | ||
| JP2008137435 | 2008-05-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009145148A1 true WO2009145148A1 (ja) | 2009-12-03 |
Family
ID=41377021
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/059536 WO2009145148A1 (ja) | 2008-05-27 | 2009-05-25 | 清掃用シートの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8650727B2 (ja) |
| EP (1) | EP2286705B1 (ja) |
| JP (1) | JP5255517B2 (ja) |
| CN (1) | CN102036595A (ja) |
| MY (1) | MY150983A (ja) |
| WO (1) | WO2009145148A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110240210A1 (en) * | 2010-04-02 | 2011-10-06 | Taiju Terakawa | Processing apparatus for hot-air treatment of fiber constituting nonwoven fabric to produce nonwoven fabric, and processing process for the same |
| WO2014050762A1 (ja) * | 2012-09-28 | 2014-04-03 | ユニ・チャーム株式会社 | 不織布 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010047292A1 (ja) * | 2008-10-20 | 2010-04-29 | ユニ・チャーム株式会社 | 不織布の厚さを増加させる方法およびそのための装置 |
| JP5629525B2 (ja) * | 2010-08-06 | 2014-11-19 | 花王株式会社 | 不織布の嵩増加装置 |
| JP5752077B2 (ja) * | 2012-03-30 | 2015-07-22 | ユニ・チャーム株式会社 | 不織布および不織布の製造方法 |
| JP5777558B2 (ja) * | 2012-04-20 | 2015-09-09 | ユニ・チャーム株式会社 | 不織布の嵩を回復させる方法及び装置 |
| JP6208949B2 (ja) * | 2013-02-07 | 2017-10-04 | ユニ・チャーム株式会社 | 清掃具 |
| JP6126398B2 (ja) | 2013-02-07 | 2017-05-10 | ユニ・チャーム株式会社 | 清掃具 |
| JP5832477B2 (ja) * | 2013-05-31 | 2015-12-16 | ユニ・チャーム株式会社 | 不織布の嵩回復方法 |
| JP6126968B2 (ja) * | 2013-10-18 | 2017-05-10 | ユニ・チャーム株式会社 | 不織布の嵩回復装置、及び嵩回復方法 |
| JP7055009B2 (ja) * | 2017-12-06 | 2022-04-15 | 花王株式会社 | ワイピングシート及び清掃具 |
| CN108842308B (zh) * | 2018-05-24 | 2020-06-12 | 任丘市奥东新型建材有限公司 | 长丝或短丝加筋聚酯毡基布及其制备方法 |
| CN109338593A (zh) * | 2018-10-08 | 2019-02-15 | 滁州辉煌无纺科技有限公司 | 一种高宽度sms级纺熔无纺布成型设备 |
| CN110154491A (zh) * | 2019-06-04 | 2019-08-23 | 杭州千千达科技有限公司 | 一次性复合毛巾材料的生产装置及其工艺 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0525763A (ja) | 1991-07-11 | 1993-02-02 | Kao Corp | 嵩高性シート及びその製造方法 |
| JPH05192285A (ja) | 1991-11-13 | 1993-08-03 | Kao Corp | 清掃用物品及びその製造方法 |
| US5525397A (en) | 1993-12-27 | 1996-06-11 | Kao Corporation | Cleaning sheet comprising a network layer and at least one nonwoven layer of specific basis weight needled thereto |
| JP2001336052A (ja) * | 2000-03-24 | 2001-12-07 | Kao Corp | 嵩高シート及びその製造方法 |
| JP2005015938A (ja) * | 2003-06-24 | 2005-01-20 | Kao Corp | 不織布の嵩回復方法 |
| US7131171B2 (en) | 2002-09-25 | 2006-11-07 | Kao Corporation | Method for restoring bulkiness of nonwoven fabric |
| JP2007312931A (ja) * | 2006-05-24 | 2007-12-06 | Daiwabo Co Ltd | ワイパー |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5143779A (en) * | 1988-12-23 | 1992-09-01 | Fiberweb North America, Inc. | Rebulkable nonwoven fabric |
| US5368925A (en) * | 1989-06-20 | 1994-11-29 | Japan Vilene Company, Ltd. | Bulk recoverable nonwoven fabric, process for producing the same and method for recovering the bulk thereof |
| US5334446A (en) * | 1992-01-24 | 1994-08-02 | Fiberweb North America, Inc. | Composite elastic nonwoven fabric |
| WO1997013020A1 (fr) * | 1995-10-06 | 1997-04-10 | Nippon Petrochemicals Company, Limited | Etoffe non tissee enchevetree par un jet d'eau et procede pour la fabriquer |
| JP3657700B2 (ja) * | 1996-06-18 | 2005-06-08 | 新日本石油化学株式会社 | カサ高性不織布の製造方法 |
| JP2003230519A (ja) * | 2002-02-07 | 2003-08-19 | Crecia Corp | 床用清掃シート |
| US6739023B2 (en) * | 2002-07-18 | 2004-05-25 | Kimberly Clark Worldwide, Inc. | Method of forming a nonwoven composite fabric and fabric produced thereof |
| JP4030484B2 (ja) | 2002-09-25 | 2008-01-09 | 花王株式会社 | 不織布の嵩回復方法 |
| JP5069891B2 (ja) * | 2006-06-23 | 2012-11-07 | ユニ・チャーム株式会社 | 不織布 |
| JP5328088B2 (ja) * | 2006-06-23 | 2013-10-30 | ユニ・チャーム株式会社 | 不織布 |
-
2009
- 2009-05-25 MY MYPI20105146 patent/MY150983A/en unknown
- 2009-05-25 EP EP09754656.8A patent/EP2286705B1/en not_active Not-in-force
- 2009-05-25 JP JP2009125404A patent/JP5255517B2/ja active Active
- 2009-05-25 WO PCT/JP2009/059536 patent/WO2009145148A1/ja active Application Filing
- 2009-05-25 US US12/992,559 patent/US8650727B2/en not_active Expired - Fee Related
- 2009-05-25 CN CN2009801180691A patent/CN102036595A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0525763A (ja) | 1991-07-11 | 1993-02-02 | Kao Corp | 嵩高性シート及びその製造方法 |
| JPH05192285A (ja) | 1991-11-13 | 1993-08-03 | Kao Corp | 清掃用物品及びその製造方法 |
| US5525397A (en) | 1993-12-27 | 1996-06-11 | Kao Corporation | Cleaning sheet comprising a network layer and at least one nonwoven layer of specific basis weight needled thereto |
| JP2001336052A (ja) * | 2000-03-24 | 2001-12-07 | Kao Corp | 嵩高シート及びその製造方法 |
| US6936333B2 (en) | 2000-03-24 | 2005-08-30 | Kao Corporation | Bulky sheet and process for producing the same |
| US7131171B2 (en) | 2002-09-25 | 2006-11-07 | Kao Corporation | Method for restoring bulkiness of nonwoven fabric |
| JP2005015938A (ja) * | 2003-06-24 | 2005-01-20 | Kao Corp | 不織布の嵩回復方法 |
| JP2007312931A (ja) * | 2006-05-24 | 2007-12-06 | Daiwabo Co Ltd | ワイパー |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110240210A1 (en) * | 2010-04-02 | 2011-10-06 | Taiju Terakawa | Processing apparatus for hot-air treatment of fiber constituting nonwoven fabric to produce nonwoven fabric, and processing process for the same |
| US9481954B2 (en) * | 2010-04-02 | 2016-11-01 | Jnc Fibers Corporation | Processing apparatus for hot-air treatment of fiber constituting nonwoven fabric to produce nonwoven fabric, and processing process for the same |
| WO2014050762A1 (ja) * | 2012-09-28 | 2014-04-03 | ユニ・チャーム株式会社 | 不織布 |
| JP2014070317A (ja) * | 2012-09-28 | 2014-04-21 | Uni Charm Corp | 不織布 |
| AU2013321216B2 (en) * | 2012-09-28 | 2017-09-14 | Unicharm Corporation | Nonwoven cloth |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010007219A (ja) | 2010-01-14 |
| MY150983A (en) | 2014-03-31 |
| EP2286705A1 (en) | 2011-02-23 |
| CN102036595A (zh) | 2011-04-27 |
| US20110126388A1 (en) | 2011-06-02 |
| JP5255517B2 (ja) | 2013-08-07 |
| US8650727B2 (en) | 2014-02-18 |
| EP2286705A4 (en) | 2011-09-14 |
| EP2286705B1 (en) | 2017-07-26 |
| AU2009252434A1 (en) | 2009-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5255517B2 (ja) | 清掃用シートの製造方法 | |
| JP4338578B2 (ja) | 嵩高シート及びその製造方法 | |
| JP3537775B2 (ja) | 嵩高シート及びその製造方法 | |
| US9701095B2 (en) | Bulky nonwoven fabric | |
| JP5557365B2 (ja) | 繊維束及びウェブ | |
| AU2012397883B2 (en) | Hydroformed composite nonwoven | |
| WO2012176825A1 (ja) | 複合シート及びその製造方法 | |
| JP3096094B2 (ja) | 嵩高性シート及びその製造方法 | |
| JP4516754B2 (ja) | 高バルク複合体シートの作製方法 | |
| JP5613095B2 (ja) | 熱膨張性不織布及びこれを用いた嵩高不織布の製造方法 | |
| JPWO2016104795A1 (ja) | 自着性不織布 | |
| JP4339131B2 (ja) | 切り込みネック付与によるスパンボンド方法及び材料 | |
| CN104884695A (zh) | 压花复合无纺幅材料 | |
| JP5242187B2 (ja) | 不織布、梱包材および梱包方法 | |
| JP5986976B2 (ja) | 複合不織布 | |
| US20200102678A1 (en) | Method for producing fiber molded body | |
| JP2003336157A (ja) | 長繊維不織布の製造方法および製造装置 | |
| JP4043984B2 (ja) | 吸音材及びその製造方法 | |
| JP5671259B2 (ja) | 人工皮革用基材の製造方法 | |
| JP4058372B2 (ja) | 表面に凹凸を有する熱水溶解性不織布およびその製造方法 | |
| JPH0931857A (ja) | 積層不織布及びその製造方法 | |
| JP4124688B2 (ja) | 表面に凹凸を有する生分解性不織布およびその製造方法 | |
| JP4326897B2 (ja) | 繊維ウエブの製造方法、およびこの繊維ウエブを用いた不織布の製造方法 | |
| JPH0841762A (ja) | 積層不織布及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980118069.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09754656 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2009754656 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009754656 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009252434 Country of ref document: AU |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2009252434 Country of ref document: AU Date of ref document: 20090525 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12992559 Country of ref document: US |