WO2009107425A1 - 逐次二軸延伸ポリグリコール酸フィルム、その製造方法、及び多層フィルム - Google Patents
逐次二軸延伸ポリグリコール酸フィルム、その製造方法、及び多層フィルム Download PDFInfo
- Publication number
- WO2009107425A1 WO2009107425A1 PCT/JP2009/050965 JP2009050965W WO2009107425A1 WO 2009107425 A1 WO2009107425 A1 WO 2009107425A1 JP 2009050965 W JP2009050965 W JP 2009050965W WO 2009107425 A1 WO2009107425 A1 WO 2009107425A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- polyglycolic acid
- temperature
- stretching
- biaxially stretched
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
- B29C55/14—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively
- B29C55/143—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively firstly parallel to the direction of feed and then transversely thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
- B29C55/14—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively
- B29C55/146—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively firstly transversely to the direction of feed and then parallel thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/325—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polycycloolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/04—Polyesters derived from hydroxycarboxylic acids
- B29K2067/043—PGA, i.e. polyglycolic acid or polyglycolide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/04—Polyesters derived from hydroxycarboxylic acids
- B29K2067/046—PLA, i.e. polylactic acid or polylactide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0059—Degradable
- B29K2995/006—Bio-degradable, e.g. bioabsorbable, bioresorbable or bioerodible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/308—Heat stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/554—Wear resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/704—Crystalline
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/706—Anisotropic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/75—Printability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2535/00—Medical equipment, e.g. bandage, prostheses, catheter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2367/04—Polyesters derived from hydroxy carboxylic acids, e.g. lactones
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31507—Of polycarbonate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31725—Of polyamide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31938—Polymer of monoethylenically unsaturated hydrocarbon
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31971—Of carbohydrate
- Y10T428/31993—Of paper
Definitions
- the present invention relates to a sequential biaxially stretched polyglycolic acid film excellent in gas barrier properties, mechanical strength, transparency, heat shrinkage resistance, and the like, and a method for producing the same.
- the sequential biaxially stretched polyglycolic acid film of the present invention has a small oxygen permeability coefficient, a high falling ball impact strength and a high puncture strength, a small haze value, excellent transparency, and excellent heat shrinkage resistance by heat fixation.
- a monolayer or multilayer film it can be suitably used in a wide range of technical fields such as packaging materials such as foods, pharmaceuticals, and electronic materials; medical materials such as culture sheets, artificial skin, and scaffolds.
- Polyglycolic acid is a kind of aliphatic polyester containing an aliphatic ester bond in the molecular chain, and is therefore known to be degraded by microorganisms or enzymes existing in nature such as soil and sea.
- microorganisms or enzymes existing in nature such as soil and sea.
- Polyglycolic acid has attracted attention as a biodegradable polymer material with a low environmental impact.
- Polyglycolic acid has biodegradable absorbability and is also used as a medical polymer material such as surgical sutures, artificial skin, and scaffolds.
- Polyglycolic acid can be produced by methods such as dehydration polycondensation of glycolic acid, dealcoholization polycondensation of glycolic acid alkyl ester, desalting polycondensation of glycolate, and ring-opening polymerization of glycolide.
- dehydration polycondensation of glycolic acid dealcoholization polycondensation of glycolic acid alkyl ester
- desalting polycondensation of glycolate and ring-opening polymerization of glycolide.
- ring-opening polymerization method of glycolide high molecular weight polyglycolic acid (also referred to as “polyglycolide”) can be produced efficiently.
- Polyglycolic acid is superior in heat resistance, gas barrier properties, mechanical properties, etc. compared to other biodegradable polymer materials such as aliphatic polyester, so as a sheet, film, container, injection molded product, etc. New applications are being developed. However, the thermal properties of polyglycolic acid are not necessarily suitable for melt processing and stretching.
- polyglycolic acid has insufficient melt stability, for example, tends to generate gas during melt processing.
- Polyglycolic acid homopolymers and copolymers with a high content of repeating units of glycolic acid are crystalline polymers, but they tend to crystallize quickly during molding and are extremely difficult to stretch. It is.
- Crystalline polyglycolic acid can be obtained by, for example, melt-processing into a sheet shape and quenching to obtain an amorphous polyglycolic acid sheet. Using such an amorphous material as a sample, the thermal characteristics of polyglycolic acid can be analyzed using a differential scanning calorimeter (DSC).
- DSC differential scanning calorimeter
- stretch processing of a crystalline thermoplastic resin is conducted under temperature conditions in the range between the glass transition temperature Tg and the crystallization temperature Tc 1.
- Tg glass transition temperature
- Tc 1 crystallization temperature
- polyglycolic acid is difficult to stretch because the temperature difference Tc 1 -Tg between the glass transition temperature Tg and the crystallization temperature Tc 1 detected in the temperature rising process in DSC measurement is relatively small.
- a thermoplastic resin having a small temperature difference Tc 1 -Tg has a problem that a stretchable temperature range is narrow when a sheet or fiber is stretched or stretch blow molded.
- polyglycolic acid is high in crystallization temperature Tc 2 detected in the course of cooling from a molten state, a relatively small temperature difference Tm-Tc 2 between the melting point Tm and the crystallization temperature Tc 2.
- thermoplastic resin having a small temperature difference Tm ⁇ Tc 2 is easily crystallized when the extruded sheet or fiber is cooled from the molten state, and it is difficult to obtain a transparent molded product. Therefore, the molding process of polyglycolic acid has a problem that molding conditions such as molding temperature and stretching temperature are limited to a very narrow range.
- a biaxially stretched film of polyglycolic acid is expected to further improve gas barrier properties and mechanical properties by stretching. Therefore, various methods for producing a biaxially stretched film of polyglycolic acid have been proposed.
- Patent Document 1 discloses an oriented film made of a thermoplastic resin material containing polyglycolic acid and a method for producing the same.
- a thermoplastic resin material containing polyglycolic acid is melt-extruded into a sheet form from a T die, quenched, and then stretched in a machine direction at a temperature of Tg to Tc 1 through a stretching roll, and then Tg
- a method for producing a biaxially oriented film that is stretched in the transverse direction at a temperature of ⁇ Tc 1 is disclosed.
- Patent Document 2 proposes a laminated film of a biaxially stretched polyglycolic acid film and a biaxially stretched sulfonate group-containing aromatic polyester film.
- Patent Document 2 as an example of a stretching method, polyglycolic acid and a sulfonate group-containing aromatic polyester are coextruded, and the resulting laminated sheet is stretched in the machine direction at a stretching temperature of 55 to 70 ° C. by a stretching roll.
- a method is disclosed in which a uniaxially stretched film is stretched in the transverse direction at a stretching temperature of 60 to 90 ° C. by a tenter.
- Patent Document 3 proposes a method for producing a biaxially stretched film made of a resin mainly composed of polyglycolic acid.
- the film temperature during stretching is adjusted within the range from (Tg + 2) ° C. to (Tg + 20) ° C.
- a method of successively biaxially stretching in the transverse direction is disclosed.
- a film wave phenomenon and a whitening phenomenon tend to occur during the stretching process.
- the uniaxially stretched film formed by roll stretching tends to shrink, so both ends of the film are securely held by the tenter stretching machine chuck. It is difficult to perform biaxial stretching. Therefore, in the conventional method, it has been extremely difficult to stably and continuously produce a sequential biaxially stretched polyglycolic acid film excellent in gas barrier properties, mechanical properties, transparency, heat shrinkage resistance, and the like.
- An object of the present invention is to provide a method for stably and continuously producing a sequential biaxially stretched polyglycolic acid film excellent in gas barrier properties, mechanical properties, transparency, heat shrinkage resistance, and the like.
- Another object of the present invention is to provide a sequentially biaxially stretched polyglycolic acid film excellent in gas barrier properties, mechanical strength, transparency, heat shrinkage resistance and the like.
- a further object of the present invention is to provide a multilayer film having a layer structure formed by laminating a successive biaxially stretched polyglycolic acid film excellent in various properties as described above and a base material.
- a polyglycolic acid biaxially stretched film can be formed by a sequential biaxial stretching method
- a flat sequential biaxially stretched polyglycolic acid film can be obtained by a normal roll / tenter combined method.
- the sequential biaxial stretching method when applied, it is actually difficult to stably and continuously produce a sequential biaxially stretched polyglycolic acid film having satisfactory characteristics.
- An amorphous sheet of polyglycolic acid itself to be subjected to stretching can be produced relatively easily by precisely controlling conditions such as the melt molding temperature and quenching temperature of polyglycolic acid.
- the temperature of the amorphous sheet is usually controlled to a temperature suitable for stretching, and primary stretching is performed in the longitudinal direction (also referred to as the longitudinal direction (machine direction; MD)) using a stretching roll.
- Stretching by the stretching roll is performed by utilizing the difference in the number of rotations between the roll groups.
- the stretching temperature in the primary stretching step is set to a temperature within the range between the glass transition temperature Tg and the crystallization temperature Tc 1 described above.
- a uniaxially stretched film formed by the primary stretching step is bisected in the transverse direction (transverse direction with respect to the machine direction; TD; also referred to as “width direction”) using a tenter stretching machine.
- TD transverse direction with respect to the machine direction
- tenter stretching machine also referred to as “width direction”.
- the uniaxially stretched film of polyglycolic acid tends to shrink in the longitudinal direction and the width direction due to the properties unique to polyglycolic acid.
- shrinkage or whitening occurs in the uniaxially stretched film
- the appearance of the finally obtained biaxially stretched film is impaired.
- the primary stretched film contracts in the longitudinal and width directions, it is difficult to reliably grip both ends of the uniaxially stretched film with the chuck of the tenter stretcher in the roll / tenter combined biaxial stretching method. It becomes.
- the stable tenter stretching process of the uniaxially stretched film becomes difficult, the film undulates during the stretching process, and the resulting biaxially stretched polyglycolic acid film has uneven thickness.
- the uniaxially stretched film shrinks in the width direction, in addition to the thickness of the central portion being relatively thick, the whitening phenomenon at that portion is further facilitated due to excessive preheating time at the central portion.
- a uniaxially stretched film is easy to crystallize because the molecular chain is oriented in a uniaxial direction, and in particular, the central part that is the slowest to start stretching during tenter stretching has a strong tendency to crystallize before stretching.
- the tenter unstretched part and the stretched insufficient part become white streak-like traces, and the appearance is remarkably deteriorated.
- the present inventor has controlled the stretching temperature and the stretching ratio in the primary stretching step and the secondary stretching step within a specific range.
- the inventors have conceived a method in which the temperature of the uniaxially stretched film formed in the primary stretching step is cooled to a temperature within a specific range and then supplied to the secondary stretching step.
- an amorphous sheet is prepared using a thermoplastic resin material containing crystalline polyglycolic acid, and when the sheet is sequentially biaxially stretched, first, in the primary stretching step, a temperature of 40 to 70 ° C. Uniaxial stretching is performed at a relatively high draw ratio under temperature conditions. The uniaxially stretched film is then allowed to cool by passing through a lower temperature environment than in the primary stretching step. By this cooling step, the progress of crystallization of the uniaxially stretched film can be suppressed, and the shrinkage in the longitudinal direction and the width direction can also be suppressed.
- both ends of the uniaxially stretched film are connected to the tenter extruder. It can be securely gripped by the chuck.
- the secondary stretching step since the progress of crystallization of the uniaxially stretched film is suppressed, it can be stretched at a temperature within a range from a relatively low temperature slightly below Tg to 60 ° C.
- By increasing the area ratio of the sequentially biaxially stretched film it is possible to produce a sequentially biaxially stretched polyglycolic acid film having excellent transparency and excellent mechanical properties.
- the biaxially stretched film is heat-treated under tension, thereby fixing the molecular orientation state and imparting heat shrinkage resistance.
- the production method of the present invention has excellent gas barrier properties, excellent mechanical properties such as falling ball impact strength and pin puncture strength, a small haze value, no generation of white streak-like traces and thickness spots, and resistance to heat shrinkage.
- the sequentially biaxially stretched polyglycolic acid film provided can be manufactured stably and continuously. The present invention has been completed based on these findings.
- a process for producing a sequentially biaxially stretched polyglycolic acid film is provided.
- a multilayer film having a layer structure formed by laminating the sequential biaxially stretched polyglycolic acid film and a base material.
- a sequential biaxially stretched polyglycolic acid film excellent in gas barrier properties, mechanical strength, transparency, and heat shrinkage resistance can be produced stably and continuously.
- a sequential biaxially stretched polymer having a small oxygen permeability coefficient, excellent gas barrier properties, excellent mechanical properties such as falling ball impact strength and puncture strength, low haze value, excellent transparency, and excellent heat shrinkage resistance can be provided.
- the sequential biaxially stretched polyglycolic acid film of the present invention has a wide range of monolayer or multilayer films, for example, packaging materials such as foods, pharmaceuticals, and electronic materials; medical materials such as culture sheets, artificial skin, and scaffolds; Can be suitably used in various technical fields.
- Polyglycolic acid of the present invention has the formula 1
- the content of the repeating unit represented by Formula 1 of polyglycolic acid is 60% by mass or more, preferably 65% by mass or more, more preferably 70% by mass or more, and particularly preferably 75% by mass or 80% by mass or more. It is.
- the upper limit of the repeating unit represented by Formula 1 is 100% by mass (homopolymer).
- the polyglycolic acid of the present invention is a crystalline polymer having a melting point.
- Such polyglycolic acid can be produced by a method of polycondensing glycolic acid, glycolic acid alkyl ester, or glycolate.
- Polyglycolic acid can be synthesized by ring-opening polymerization of glycolide.
- tin compounds such as tin halides (for example, tin dichloride and tin tetrachloride) and organic carboxylates (for example, tin octoate and tin octylate); alkoxy titanates And titanium compounds such as alkoxyaluminum; zirconium compounds such as zirconium acetylacetone; antimony compounds such as antimony halide and antimony oxide;
- glycolic acid In order to produce a copolymer of glycolic acid as polyglycolic acid, monomers such as glycolide and glycolic acid and various comonomers are copolymerized.
- the comonomer include ethylene oxalate (that is, 1,4-dioxane-2,3-dione), lactide, and lactones (for example, ⁇ -propiolactone, ⁇ -butyrolactone, pivalolactone, ⁇ -butyrolactone, ⁇ - Cyclic monomers such as valerolactone, ⁇ -methyl- ⁇ -valerolactone, ⁇ -caprolactone), trimethylene carbonate, 1,3-dioxane; lactic acid, 3-hydroxypropanoic acid, 3-hydroxybutanoic acid, 4-hydroxybutanoic acid A hydroxycarboxylic acid such as 6-hydroxycaproic acid or an alkyl ester thereof; an aliphatic diol such as ethylene glycol or 1,4-but
- cyclic monomers such as lactide, caprolactone, and trimethylene carbonate; hydroxycarboxylic acids such as lactic acid, and the like are preferable because they are easily copolymerized and a copolymer having excellent physical properties is easily obtained.
- glycolide is used as a raw material for polyglycolic acid, it is preferable to use a cyclic monomer such as lactide, caprolactone, trimethylene carbonate as a comonomer. Glycolide and the cyclic monomer can be easily subjected to ring-opening copolymerization.
- polyglycolic acid copolymer examples include a copolymer of glycolide and lactide, a copolymer of glycolide and caprolactone, and the like.
- lactide L-lactide is preferable from the viewpoint of easy availability.
- caprolactone ⁇ -caprolactone is preferred.
- a comonomer When using a comonomer, it is usually used in a proportion of 40% by mass or less, preferably 35% by mass or less, more preferably 30% by mass or less, and particularly preferably 25% by mass or 20% by mass or less based on all charged monomers.
- the copolymerization ratio of the comonomer increases, the crystallinity of the produced polymer tends to be impaired.
- the crystallinity of polyglycolic acid is lost, the gas barrier properties, mechanical properties, heat resistance, etc. of the sequentially biaxially stretched film are lowered.
- the crystalline polyglycolic acid is an opening of a polyglycolic acid homopolymer or glycolide and at least one cyclic monomer selected from the group consisting of ethylene oxalate, lactide, lactones, trimethylene carbonate, and 1,3-dioxane.
- a ring copolymer is preferred.
- Polyglycolic acid polymerization equipment includes various extruder-type equipment, vertical equipment with paddle blades, vertical equipment with helical ribbon blades, kneader-type horizontal equipment, ampoule-type equipment, and annular-type equipment.
- the device can be selected as appropriate.
- the polymerization temperature is a temperature within a range from 120 ° C. to 300 ° C., which is a substantial polymerization start temperature, and can be set according to the purpose.
- the polymerization temperature is preferably 130 to 250 ° C, more preferably 140 to 220 ° C, and particularly preferably 150 to 200 ° C. If the polymerization temperature is too high, the resulting polymer is susceptible to thermal decomposition.
- the polymerization time is in the range of 3 minutes to 20 hours, preferably 5 minutes to 18 hours. If the polymerization time is too short, the polymerization does not proceed sufficiently, and if it is too long, the resulting polymer tends to be colored.
- the polyglycolic acid is preferably shaped into a pellet shape with uniform particle size after polymerization.
- the polyglycolic acid used in the present invention has a weight average molecular weight (Mw) in terms of polymethyl methacrylate in gel permeation chromatography (GPC) measurement using a hexafluoroisopropanol solvent, usually 30,000 to 800,000, preferably It is preferably in the range of 50,000 to 500,000.
- Mw weight average molecular weight
- the polyglycolic acid of the present invention has a melt viscosity of usually 100 to 10,000 Pa ⁇ s, preferably 200 to 8,000 Pa ⁇ s, measured at a temperature 20 ° C. higher than the melting point Tm (Tm + 20 ° C.) and a shear rate of 122 sec ⁇ 1. More preferably, it is in the range of 300 to 4,000 Pa ⁇ s.
- polyglycolic acid becomes a hydroxyl group and / or a carboxyl group at the time of synthesis.
- the polyglycolic acid used in the present invention can be end-capped with a non-acid-forming OH group capping agent and / or a carboxyl group capping agent.
- Polyglycolic acid exhibits hydrolyzability and is easily colored during melt processing.
- Non-acid-forming in a non-acid-forming OH group blocking agent means that a carboxyl group is not generated when the OH group remaining in polyglycolic acid is bonded and sealed. ing.
- the non-acid-forming OH group sealing agent diketene compounds, isocyanates and the like are used. Among these OH group blocking agents, diketene compounds are preferable from the viewpoint of reactivity.
- the OH group end-capping agent is generally used in a proportion of 0.01 to 20 parts by mass, preferably 0.1 to 10 parts by mass with respect to 100 parts by mass of polyglycolic acid.
- carboxyl group blocking agent a compound having a carboxyl group end blocking action and known as a water resistance improver for aliphatic polyesters can be used.
- carboxyl group-capping agent include carbodiimide compounds such as N, N-2,6-diisopropylphenylcarbodiimide; 2,2'-m-phenylenebis (2-oxazoline), 2,2'-p -Oxazoline compounds such as phenylenebis (2-oxazoline), 2-phenyl-2-oxazoline, styrene isopropenyl-2-oxazoline; oxazines such as 2-methoxy-5,6-dihydro-4H-1,3-oxazine Compounds; epoxy compounds such as N-glycidylphthalimide, cyclohexene oxide, tris (2,3-epoxypropyl) isocyanurate; and the like.
- carbodiimide compounds are preferable.
- the carbodiimide compound any of aromatic, alicyclic, and aliphatic carbodiimide compounds may be used. Among these, aromatic carbodiimide compounds are particularly preferable. The higher the purity of the carbodiimide compound, the better the water resistance stabilizing effect.
- the carboxyl group-capping agent is usually used in a proportion of 0.01 to 10 parts by mass, preferably 0.05 to 2.5 parts by mass with respect to 100 parts by mass of polyglycolic acid.
- a homopolymer or copolymer of polyglycolic acid can be used alone as a resin material.
- a resin composition obtained by blending polyglycolic acid with another thermoplastic resin can also be used as a resin material.
- thermoplastic resins blended with polyglycolic acid are preferably those that do not impair various properties such as gas barrier properties, mechanical properties, and transparency of polyglycolic acid.
- Other thermoplastic resins include, for example, polyolefin resins such as polyethylene, polypropylene, ethylene-vinyl acetate copolymer, ethylene-methyl methacrylate copolymer; thermoplastic polyester resins such as polyethylene terephthalate and polybutylene terephthalate; polystyrene, poly Polyaromatic vinyl resins such as ⁇ -methylstyrene; chlorine-containing resins such as polyvinyl chloride and polyvinylidene chloride; polyamide resins, polycarbonate resins, cyclic olefin resins, polyurethane resins, ethylene-vinyl alcohol copolymers (EVOH), Examples include other aliphatic polyester resins.
- thermoplastic resins other aliphatic polyester resins such as polylactic acid are preferable from the viewpoint of biodegradability and easy composting, water resistance, stretch processability, heat sealability, etc. From this point of view, a polyolefin resin such as polypropylene is preferable.
- the mixing ratio of polyglycolic acid is preferably 70% by mass or more, more preferably 75% by mass or more, and particularly preferably 80% by mass or more.
- the mixing ratio of other thermoplastic resins is too large, the gas barrier property, mechanical properties, transparency, etc. of the sequentially biaxially stretched polyglycolic acid film tend to be lowered.
- the resin material used in the present invention contains, as a resin component, crystalline polyglycolic acid or a mixture of 70% by mass or more of the crystalline polyglycolic acid and 30% by mass or less of other thermoplastic resins. preferable.
- the polyglycolic acid used in the present invention can be blended with a heat stabilizer in order to increase the melt stability.
- a heat stabilizer a heavy metal deactivator, a phosphate ester having a pentaerythritol skeleton structure, a phosphorus compound having at least one hydroxyl group and at least one long-chain alkyl ester group, a metal carbonate, and the like are preferable. These compounds can be used alone or in combination of two or more.
- the phosphate ester having a pentaerythritol skeleton structure exhibits an action of specifically improving the melt stability of polyglycolic acid.
- phosphate ester having a pentaerythritol skeleton structure examples include cyclic neopentanetetraylbis (2,6-di-tert-butyl-4-methylphenyl) phosphite, cyclic neopentanetetraylbis (2 , 4-di-tert-butylphenyl) phosphite, bis (monononylphenyl) pentaerythritol diphosphite, bis (4-octadecylphenyl) pentaerythritol diphosphite, and the like.
- phosphorus compounds having at least one hydroxyl group and at least one long-chain alkyl ester group are preferable.
- the number of carbon atoms in the long chain alkyl is preferably in the range of 8 to 24.
- Specific examples of such phosphorus compounds include mono- or di-stearyl acid phosphate.
- heavy metal deactivators examples include 2-hydroxy-N-1H-1,2,4-triazol-3-yl-benzamide, bis [2- (2-hydroxybenzoyl) hydrazine] dodecanedioic acid, and the like.
- metal carbonate examples include calcium carbonate and strontium carbonate.
- the blending ratio of the heat stabilizer is usually 0.001 to 5 parts by mass, preferably 0.003 to 3 parts by mass, and more preferably 0.005 to 1 part by mass with respect to 100 parts by mass of polyglycolic acid.
- additives such as additives, pigments and dyes can be blended. These various additives are preferably blended in a very small proportion within a range that does not impair the stretch processability, gas barrier properties, transparency, mechanical properties and the like of the successively biaxially stretched polyglycolic acid. Many of these additives are usually 10 parts by mass or less, preferably 5 parts by mass or less, more preferably 3 parts by mass or less, with respect to 100 parts by mass of polyglycolic acid, depending on the respective functions and applications. To be blended.
- Amorphous polyglycolic acid sheet In the present invention, an amorphous polyglycolic acid is used by using a resin material containing crystalline polyglycolic acid containing the repeating unit represented by the formula 1 in a proportion of 60% by mass or more. A sheet is produced.
- the method for producing the amorphous polyglycolic acid sheet is not particularly limited, but preferably, the polyglycolic acid or the polyglycolic acid and other components are melt-kneaded using an extruder and provided at the tip of the extruder. T-molten from the die in the shape of sheet extrusion, it is possible to employ a method of quenching the molten sheet to a temperature lower than the crystallization temperature Tc 1. In the rapid cooling, it is preferable to employ a method of casting and quenching on a metal drum maintained at a surface temperature in the range of 5 to 70 ° C., and in many cases 10 to 50 ° C.
- the melt-kneading is preferably performed at a temperature within the range of the melting point Tm of the polyglycolic acid to 300 ° C.
- Tm melting point
- the melt-kneading is preferably performed at a temperature within the range of the melting point Tm of the polyglycolic acid to 300 ° C.
- a non-crystalline polyglycolic acid sheet can be used in the form of a roll, but when a biaxially stretched film is successively produced in a continuous line, the above-mentioned process is performed as the first step of the line. It is preferable to arrange a manufacturing process.
- the thickness of the amorphous polyglycolic acid sheet is usually 70 to 1,000 ⁇ m, preferably 100 to 800 ⁇ m, more preferably 150 to 600 ⁇ m. Therefore, the sheet includes a case where the sheet has a thickness (less than 250 ⁇ m). Therefore, the sheet may be referred to as an unstretched film.
- the degree of crystallinity of the amorphous polyglycolic acid sheet needs to be set within a range that does not hinder the stretching process, and is usually 20% or less, preferably 15% or less, and more preferably 10% or less.
- Primary stretching process 1 In the present invention, an amorphous polyglycolic acid sheet is stretched in one direction at a stretching temperature in the range of 40 to 70 ° C. so that the primary stretching ratio is in the range of 2.5 to 7.0 times. Then, a uniaxially stretched film is formed. This process is called a primary stretching process.
- a method in which a stretching roll and a tenter stretching machine are combined is employed.
- the order of the combination of roll stretching and tenter stretching is arbitrary.
- the order of stretching may be either the longitudinal direction (machine direction in which the sheet is fed; MD) or the transverse direction (direction crossing the machine direction; TD).
- the primary stretching step and the secondary stretching step may be performed continuously, but may be performed offline if desired.
- the primary stretching step is performed by roll stretching using a stretching roll
- the next secondary stretching step is performed by tenter stretching using a tenter stretching machine, and these steps are continuously performed. It is preferable to employ it in order to increase productivity and precisely control the stretching conditions in each step. Therefore, in the primary stretching step, it is preferable to uniaxially stretch the amorphous polyglycolic acid sheet in the machine direction (MD) using a stretching roll.
- MD machine direction
- the method of heating the polyglycolic acid sheet to a stretching temperature within the range of 40 to 70 ° C. includes a method of passing the sheet through a heating roll and a method of passing the sheet in a heated dry heat atmosphere. Can be mentioned.
- the stretching temperature in the primary stretching step is preferably 43 to 68 ° C, more preferably 45 to 65 ° C.
- the glass transition temperature Tg of the polyglycolic acid homopolymer is about 39 ° C.
- Crystallization temperature Tc 1 of the polyglycolic acid homopolymer may vary by the thermal history of the homopolymer, but is about 90 ° C.. Therefore, the primary stretching step is performed within a temperature range of Tg or more and Tc 1 or less of polyglycolic acid.
- the Tg and Tc 1 of polyglycolic acid vary depending on the copolymerization with the comonomer, but in the case of using a copolymer, it is similarly within the range of 40 to 70 ° C. It is preferable to perform primary stretching within a temperature range of 1 or less. If the stretching temperature in the primary stretching step is too high, the crystallization of the uniaxially stretched film proceeds and the film breaks or it is difficult or impossible to perform the next secondary stretching process.
- the draw ratio in the primary drawing step is in the range of 2.5 to 7.0 times, preferably 3.0 to 6.5 times, more preferably 3.0 to 6.0 times.
- the stretching speed in the primary stretching step is preferably 0.2 to 50 m / min, more preferably 0.5 to 30 m / min.
- the stretching speed means a speed at which the stretching roll exits when a stretching roll is used. If the stretching speed is too low, productivity is lowered, and if it is too high, the heating time to the stretching temperature of the sheet is insufficient, and stretching may be difficult or impossible.
- Cooling process 2 The uniaxially stretched film obtained in the primary stretching step is allowed to pass through a temperature environment adjusted to a temperature within the range of 5 to 40 ° C. and 5 ° C. lower than the stretching temperature in the step 1. By this step 2, at least the surface temperature of the uniaxially stretched film is cooled to a temperature comparable to the temperature in the environment (cooling temperature). Therefore, this process 2 is called a cooling process.
- the uniaxially stretched film is heated to a range of 40 to 70 ° C. in the primary stretching step.
- Tc 1 of polyglycolic acid is low and the crystallization speed of polyglycolic acid is high, It tends to be partially crystallized before the secondary stretching process. If the uniaxially stretched film is partially crystallized, secondary stretching is difficult or impossible.
- a uniaxially stretched film of polyglycolic acid has a tendency to shrink in the longitudinal direction and the width direction, and when the secondary stretching is performed in the next tenter stretching machine, both ends of the uniaxially stretched film are gripped by the chuck of the tenter extruder. It becomes difficult. As a result, it becomes difficult to perform stable and continuous drawing. Even when a uniaxially stretched film is wound on a roll by an off-line production method, and this uniaxially stretched film is supplied to a tenter stretching machine and biaxially stretched, the uniaxially stretched film is crystallized by a cooling process after the primary stretching process. In order to smoothly produce a biaxially stretched film, it is important to prevent the film from shrinking and to wind it on a roll.
- the cooling step between the primary stretching step and the secondary stretching step, crystallization of the uniaxially stretched film can be suppressed and shrinkage in the longitudinal direction and the width direction can be suppressed.
- the cooling process enables stable and continuous stretching, and suppresses the generation of white streak-like traces associated with crystallization in unstretched or insufficiently stretched parts in the tenter stretching machine. An excellent sequential biaxially stretched film can be produced.
- the uniaxially stretched film is allowed to pass through a temperature environment adjusted to a temperature within the above range by cooling means such as water cooling, a cooling roll, a spot cooler, an air conditioner, and adjustment of the outside air temperature.
- cooling means such as water cooling, a cooling roll, a spot cooler, an air conditioner, or a combination thereof is preferable.
- the cooling step at least the surface temperature of the uniaxially stretched film is cooled to a temperature comparable to the cooling temperature.
- the passage time in the temperature environment varies depending on the stretching temperature and cooling temperature in the primary stretching step, but in the case of continuous operation, it is preferably 2 to 60 seconds, more preferably 5 to 50 seconds from the viewpoint of productivity. It is. In the case of off-line operation, there is no upper limit to the cooling time, and it is desirable to cool from immediately after the primary stretching step to just before the secondary stretching step.
- the cooling temperature is 5 to 40 ° C, preferably 6 to 38 ° C, more preferably 8 to 35 ° C. If the cooling temperature is too low, the uniaxially stretched film is excessively cooled, and it is difficult to raise the temperature to the stretching temperature required for the next secondary stretching process. When the cooling temperature is too high, crystallization of the uniaxially stretched film is promoted, and the film is easily broken.
- the cooling temperature (T 2 ) is set to a temperature in the range of 5 to 40 ° C. and lower by 5 ° C. or more than the stretching temperature (T 1 ) in the primary stretching step, but this temperature difference (T 1 ⁇ T 2 ) is preferably 10 ° C. or higher, more preferably 15 ° C. or higher.
- Secondary stretching process 3 The uniaxially stretched film that has undergone the cooling step 2 has a secondary draw ratio of 2.5 to 2.5 at a stretching temperature within the range of 35 to 60 ° C. and 3 ° C. higher than the cooling temperature in the cooling step 2. Stretching in the transverse direction from the stretching direction in the primary stretching step 1 so as to be within the range of 6.0 times, the product of the primary stretching ratio (t) and the secondary stretching ratio (m) (t ⁇ m) A biaxially stretched film having an area ratio represented by the formula of 11 to 30 times is formed. This process is referred to as secondary stretching process 3. In the secondary stretching step, it is preferable to stretch the uniaxially stretched film stretched in the MD in the transverse direction (TD) using a tenter stretching machine.
- the stretching temperature in the secondary stretching step is 35 to 60 ° C., preferably 37 to 60 ° C., and in many cases 38 to 55 ° C. If the stretching temperature in the secondary stretching step is too high, the film will break during crystallization, making it difficult or impossible to perform continuous operation. Since the uniaxially stretched film that has undergone the primary stretching step 1 and the cooling step 2 has received an appropriate heat history, the secondary stretching process can be performed smoothly even at a relatively low stretching temperature.
- the method of heating the uniaxially stretched film to a stretching temperature within the range of 35 to 60 ° C. includes a method of passing the uniaxially stretched film through a heating roll, and a dry heat atmosphere in which the uniaxially stretched film is heated. The method of passing through is mentioned.
- the uniaxially stretched film that has undergone the cooling step is in the range of 35 to 60 ° C. and is a stretching temperature (T 3 ) that is 3 ° C. higher than the cooling temperature (T 2 ) in the cooling step.
- the temperature difference (T 3 ⁇ T 2 ) is preferably 5 ° C. or more, more preferably 5 to 50 ° C. If this temperature difference is too small, it takes too much time to raise the temperature of the cooled uniaxially stretched film to a temperature at which it can be stretched, resulting in decreased productivity and difficulty in secondary stretching.
- the secondary stretching step stretching is performed in the transverse direction from the stretching direction in the primary stretching step so that the secondary stretching ratio is in the range of 2.5 to 6.0 times.
- stretching in the machine direction (MD) in the primary stretching step stretching is performed in the transverse direction (TD) in the secondary stretching step.
- the draw ratio in the secondary stretching step is preferably 3.0 to 5.5 times, more preferably 3.5 to 5.0 times.
- a biaxially stretched film having an area ratio of 11 to 30 times represented by the product (t ⁇ m) of the primary stretch ratio (t) and the secondary stretch ratio (m) Is controlled so that the stretching ratio in each stretching step is controlled.
- the area magnification is preferably 11 to 28 times, more preferably 12 to 26 times, and still more preferably 13 to 25 times. If this area magnification is too small, the whitening phenomenon of the film tends to occur. Therefore, a sequential biaxially stretched film with a small area magnification tends to have a high haze value and lower transparency.
- the gas barrier property can be quantitatively evaluated by measuring the oxygen transmission coefficient of the biaxially stretched film.
- the mechanical properties can be quantitatively evaluated, for example, by measuring the falling ball impact strength and puncture strength of the biaxially stretched film.
- the stretching speed in the secondary stretching step is preferably 0.2 to 50 m / min, more preferably 0.5 to 30 m / min. If this stretching speed is too low, productivity is lowered, and if it is too high, the heating time to the stretching temperature of the uniaxially stretched film is insufficient, and the secondary stretching process may be difficult or impossible.
- Heat treatment process 4 After the secondary stretching step 3, the obtained biaxially stretched film is heat-treated at a temperature within the range of 70 to 200 ° C. This process is called heat treatment process 4.
- the biaxially stretched film is preferably heat treated by passing it through a dry heat atmosphere adjusted to a temperature in the range of 70 to 200 ° C. in a tensioned state.
- thermotreat the biaxially stretched film under tension for example, it is preferable to employ a method of heat-treating in a tenter extruder in a state in which the biaxially stretched film is tensioned so that the transverse direction and the longitudinal direction do not shrink.
- Heat treatment may be performed both inside and outside the tenter extruder.
- the heat treatment temperature is preferably 80 to 130 ° C., more preferably 100 to 160 ° C. from the viewpoint of heat treatment efficiency.
- the heat treatment time is preferably about 30 seconds to 5 minutes, more preferably about 1 to 3 minutes.
- the film shrinks, and the shrinking part is whitened, or the shrinking part is not different from the unstretched sheet and the gas barrier property is lowered.
- sequential Biaxially Stretched Polyglycolic Acid Film is a sequential resin material containing crystalline polyglycolic acid containing the repeating unit represented by Formula 1 at a ratio of 60% by mass or more.
- a biaxially stretched polyglycolic acid film (A) Oxygen transmission coefficient measured under conditions of a temperature of 23 ° C. and a relative humidity of 80% is in the range of 1.0 ⁇ 10 ⁇ 14 to 1.0 ⁇ 10 ⁇ 12 cm 3 ⁇ cm / cm 2 ⁇ s ⁇ cmHg Within (B) The falling ball impact strength measured under the conditions of a temperature of 23 ° C.
- the sequential biaxially stretched polyglycolic acid film of the present invention is uniformly biaxially stretched and heat-set, so that it is finally crystallized uniformly, without whitening or unevenness in the thickness, gas barrier properties and mechanical properties. Excellent transparency.
- the oxygen transmission coefficient of the sequential biaxially stretched polyglycolic acid film of the present invention is preferably 1.0 ⁇ 10 ⁇ 14 to 8.0 ⁇ 10 ⁇ 13 cm 3 ⁇ cm / cm 2 ⁇ s ⁇ cmHg, more preferably 1 It is within the range of 3 ⁇ 10 ⁇ 14 to 7.0 ⁇ 10 ⁇ 13 cm 3 ⁇ cm / cm 2 ⁇ s ⁇ cmHg.
- the small oxygen permeability coefficient indicates that the sequential biaxially stretched polyglycolic acid film of the present invention is excellent in gas barrier properties, particularly oxygen gas barrier properties. Therefore, the sequential biaxially stretched polyglycolic acid film of the present invention is suitable for applications requiring oxygen gas barrier properties such as food packaging materials.
- the falling ball impact strength of the sequential biaxially stretched polyglycolic acid film of the present invention is preferably in the range of 60 to 300 J / m, more preferably 70 to 280 J / m. Since the sequential biaxially stretched polyglycolic acid film of the present invention is excellent in falling ball impact strength, when used as a packaging material, it can exhibit a characteristic that it is difficult to break even when subjected to various impacts.
- the puncture strength of the sequential biaxially stretched polyglycolic acid film of the present invention is preferably in the range of 7 to 30 J / m, more preferably 8 to 25 J / m. Since the sequential biaxially stretched polyglycolic acid film of the present invention is excellent in puncture strength, when used as a packaging material, it is difficult for holes to be opened or torn by contact with projections.
- the sequential biaxially stretched polyglycolic acid film of the present invention has a haze value of 0.01 to 10%, preferably 0. 0, measured using a sample obtained by cutting the central part in the film width direction into 5 cm ⁇ 5 cm square. It shows a low value of 01 to 9.0%, more preferably 0.01 to 8.0%, and is excellent in transparency.
- the sequential biaxially stretched polyglycolic acid film of the present invention is transparent, showing not only the central portion in the width direction but also the same small haze value over the entire film.
- a sequential biaxially stretched polyglycolic acid film showing a very low haze value of 0.05 to 1.0% can be obtained by selecting the composition of the resin material.
- Multilayer Film The sequential biaxially stretched polyglycolic acid film of the present invention can be used as a single layer, but various types are provided for the purpose of improving strength, imparting various functions, protecting the sequential biaxially stretched polyglycolic acid film, and the like. It can be multilayered with a substrate.
- the substrate examples include paper, resin film, metal foil and the like.
- the thermoplastic resin forming the resin film include polyolefin resins such as polyethylene and polypropylene; thermoplastic polyester resins such as polyethylene terephthalate and polybutylene terephthalate; polyvinyl aromatic resins such as polystyrene; chlorine-containing resins such as polyvinyl chloride; Resins; aliphatic polyester resins such as polylactic acid, polysuccinic acid ester, and polycaprolactone; polyamides; EVOH and the like.
- These resin films may be unstretched sheets or films, or may be uniaxial or biaxially stretched films. Functions such as mechanical strength, heat resistance, hydrolysis resistance, abrasion resistance, and abus resistance can be imparted by laminating a thermoplastic polyester resin film or polyamide film on a sequential biaxially stretched polyglycolic acid film. it can. By laminating a polyolefin resin film such as polyethylene on the sequentially biaxially stretched polyglycolic acid film, functions such as heat sealability and moisture absorption resistance can be imparted.
- the resin film may have a metal foil or a metal oxide vapor deposition film provided on the surface thereof.
- a method for producing a multilayer film there are a fusion method, a lamination method (for example, dry lamination, hot melt lamination, wet lamination, non-solvent lamination), an extrusion coating method, etc.
- lamination is performed using an adhesive.
- the dry lamination method is particularly preferred because it does not impair the properties of the sequentially biaxially stretched polyglycolic acid film.
- a solution-type, latex-type or dispersion-type adhesive is applied to the resin film surface or the successive biaxially stretched polyglycolic acid film surface, the solvent is removed by volatilization, and the opposite film is removed.
- a multilayer film is produced by pressure bonding while heating with a hot roll, a hot press or the like.
- a hot melt type adhesive for example, an ethylene-vinyl acetate copolymer adhesive
- a hot melt type adhesive is applied to the surface of a resin film or a sequential biaxially stretched polyglycolic acid film, and bonded to the other film surface by thermocompression bonding. And paste them together.
- a multilayer film can also be produced by a method of inserting a dry film and heating and press-bonding them together.
- a resin material constituting a resin film is supplied to an extruder equipped with a T-die, melt-extruded from the T-die, and sequentially applied uniformly on the surface of a biaxially stretched polyglycolic acid film in a molten film state.
- a multilayer film is produced.
- an adhesive layer can usually be interposed between each layer for the purpose of increasing the delamination strength.
- the adhesive include polyester resins, polyamide resins, polyurethane resins, epoxy resins, phenolic resins, acrylic resins, methacrylic resins, polyvinyl acetate resins, polyolefin resins such as polyethylene or polypropylene, or
- the resin composition which has the copolymer or modified resin, a cellulose resin, etc. as a main component of a medium can be used.
- PGA sequential biaxially stretched polyglycolic acid film
- PGA for example, PGA / resin film, Resin film / PGA / resin film, PGA / resin film / PGA / resin film, Resin film / PGA / resin film / PGA / resin film, PGA / paper, Paper / PGA / paper, Paper / PGA / metal foil, Resin film / PGA / paper, PGA / metal foil, Resin film / PGA / resin film / metal foil, PGA / metal foil, And so on.
- a Film-forming property of the film at the time of preparation of a biaxially stretched film was evaluated in the following three stages.
- C Film formation is difficult. Film breakage occurs during the uniaxial stretching process, shrinkage occurs in the uniaxially stretched film, making it difficult to introduce the uniaxially stretched film into the tenter stretching machine, or film breakage during the biaxial stretching process May occur.
- Haze Meter NDH2000 manufactured by Nippon Denshoku Industries Co., Ltd.
- JIS K 7361 Japanese Industrial Standard JIS K 7361
- PGA-1 is a polyglycolic acid homopolymer.
- PGA-1 has a melt viscosity of 1,600 Pa ⁇ s measured at a temperature 20 ° C. higher than the melting point Tm (Tm + 20 ° C.) and a shear rate of 122 sec ⁇ 1 , and as a thermal stabilizer, ADK STAB AX- manufactured by Asahi Denka Co., Ltd. 71 (registered trademark) (monostearyl phosphate 50 mol% and distearyl phosphate 50 mol%) is contained at a ratio of 300 ppm.
- PGA-2 is a polyglycolic acid homopolymer. PGA-2 was prepared by reacting 0.5 parts by mass of N, N-2,6-diisopropylphenylcarbodiimide with 100 parts by mass of polyglycolic acid at the time of synthesis to block the carboxyl group terminal of polyglycolic acid It is. PGA-2 has a melt viscosity of 1,200 Pa ⁇ s measured at a temperature (Tm + 20 ° C.) and a shear rate of 122 sec ⁇ 1 , and contains Adeka Stub AX-71 manufactured by Asahi Denka Co., Ltd. in a proportion of 300 ppm.
- GA / LA (90/10) is a copolymer of glycolide and L-lactide having a mass ratio of 90:10.
- GA / LA (90/10) has a melt viscosity of 1,100 Pa ⁇ s measured at a temperature (Tm + 20 ° C.) and a shear rate of 122 sec ⁇ 1 , and Adeka Stub AX-71 manufactured by Asahi Denka Co., Ltd. at a rate of 300 ppm. Contains.
- PGA + PLA is a 95: 5 blend of polyglycolic acid (PGA-1) and polylactic acid (PLA).
- PLA is a polylactic acid “LACEA H-400” manufactured by Mitsui Chemicals, Ltd. [melting point is 166 ° C., melt flow rate (MFR) at 190 ° C. is 3.0 g / 10 min].
- PGA + PP (90:10) is a blend of polyglycolic acid (PGA-2) and polypropylene (PP) with a mass ratio of 90:10.
- PP is “Novatec PP F203T” (registered trademark) manufactured by Nippon Polypro Co., Ltd. [melting point is 165 ° C., MFR is 2.5 g / 10 min].
- GA / CL (84/16) is a copolymer of glycolide and ⁇ -caprolactone in a mass ratio of 84:16.
- GA / LC (84/16) has a melt viscosity of 980 Pa ⁇ s measured at a temperature (Tm + 20 ° C.) and a shear rate of 122 sec ⁇ 1 , and contains Adeka Stab AX-71 manufactured by Asahi Denka Co., Ltd. at a rate of 300 ppm. ing.
- GA / LA (40/60) is a copolymer of glycolide and L-lactide having a mass ratio of 40:60.
- GA / LA (40/60) has a melt viscosity of 950 Pa ⁇ s measured at a temperature (Tm + 20 ° C.) and a shear rate of 122 sec ⁇ 1 , and contains Adeka Stub AX-71 manufactured by Asahi Denka Co., Ltd. at a rate of 300 ppm. ing.
- Example 1 The raw material pellet of PGA-1 was heated and melted using a single screw extruder having a screw diameter of 35 mm so that the resin temperature was 260 to 270 ° C. The melt was cooled by casting through a 100 ⁇ m aperture filter from a T-die having a linear lip with a length of 270 mm and a gap of 0.75 mm, and cast on a metal drum whose surface was kept at 40 ° C., with a thickness of 200 ⁇ m. An unstretched sheet was prepared.
- An unstretched sheet adjusted to a sheet temperature of 60 ° C. was uniaxially stretched using a stretching roll at a stretching speed of 2 m / min in the machine direction (MD) so that the stretching ratio was 6.0 times (Step 1). ).
- Step 2 it was cooled for about 15 seconds using a spot cooler and a cooling roll so that the surface temperature of the uniaxially stretched film was 33 ° C. (Step 2).
- the uniaxially stretched film was introduced into a tenter stretcher, stretched in the transverse direction (TD) so that the stretch ratio was 3.7 times at a film temperature of 38 ° C., and the biaxially stretched film having an area ratio of 22 times. (Step 3).
- the biaxially stretched film was immediately heat-treated in a tenter extruder at a temperature of 145 ° C. in a dry heat atmosphere to sequentially produce biaxially stretched films (Step 4).
- Table 1 shows the operating conditions and film forming evaluation results in each step
- Table 2 shows the results of measurement of the oxygen transmission coefficient, falling ball impact strength, puncture strength, haze value, and appearance evaluation of sequentially biaxially stretched films. Shown in
- Example 2 Sequentially biaxially stretched films were produced in the same manner as in Example 1 except that the operating conditions in Steps 1 to 4 were changed to the conditions shown in Table 1. The operating conditions and results are shown in Tables 1 and 2.
- Example 3 Sequentially biaxially stretched films were produced in the same manner as in Example 1 except that the operating conditions in Steps 1 to 4 were changed to the conditions shown in Table 1. The operating conditions and results are shown in Tables 1 and 2.
- Example 4 An unstretched sheet having a thickness of 200 ⁇ m was produced in the same manner as in Example 1 except that PGA-2 was used instead of PGA-1. Using this unstretched sheet, a biaxially stretched film was prepared in the same manner as in Example 1 except that the operating conditions in Steps 1 to 4 were changed to the conditions shown in Table 1. The operating conditions and results are shown in Tables 1 and 2.
- Example 5 An unstretched sheet having a thickness of 200 ⁇ m was produced in the same manner as in Example 1 except that PGA-2 was used instead of PGA-1. Using this unstretched sheet, a biaxially stretched film was prepared in the same manner as in Example 1 except that the operating conditions in Steps 1 to 4 were changed to the conditions shown in Table 1. The operating conditions and results are shown in Tables 1 and 2.
- Example 6 An unstretched sheet having a thickness of 200 ⁇ m was produced in the same manner as in Example 1 except that GA / LA (90/10) was used instead of PGA-1. Using this unstretched sheet, a biaxially stretched film was prepared in the same manner as in Example 1 except that the operating conditions in Steps 1 to 4 were changed to the conditions shown in Table 1. The operating conditions and results are shown in Tables 1 and 2.
- Example 7 Each pellet of polyglycolic acid (PGA-1) and polylactic acid “LACEA H-400” (registered trademark) manufactured by Mitsui Chemicals was hand blended so that the mass ratio was 95: 5. The mixture was melt-kneaded at 240 ° C. using a twin screw extruder (LT-30) manufactured by Toyo Seiki Co., Ltd. to produce a pellet [PGA + PLA (95: 5)]. The pellets thus obtained were heated and melted using a single screw extruder having a screw diameter of 35 mm so that the resin temperature was 260 to 270 ° C.
- the melt was cooled by extrusion through a T-die having a linear lip with a length of 270 mm and a gap of 0.75 mm through a filter with a mesh opening of 100 ⁇ m, and cast on a metal drum whose surface was kept at 40 ° C., with a thickness of 200 ⁇ m.
- An unstretched sheet was prepared.
- Example 8 Each of the pellets of polyglycolic acid (PGA-2) and polypropylene manufactured by Nippon Polypro Co., Ltd. “NOVATEC PP F203T” (registered trademark) was hand-blended so that the mass ratio was 90:10, and then the same as in Example 7. An unstretched sheet was produced.
- Example 9 An unstretched sheet having a thickness of 200 ⁇ m was produced in the same manner as in Example 1 except that GA / CL (84/16) was used instead of PGA-1. Using this unstretched sheet, a biaxially stretched film was prepared in the same manner as in Example 1 except that the operating conditions in Steps 1 to 4 were changed to the conditions shown in Table 1. The operating conditions and results are shown in Tables 1 and 2.
- step 1 the unstretched sheet adjusted to a sheet temperature of 80 ° C. is stretched to 4.0 times in the machine direction (MD) at a stretching speed of 2 m / min using a stretching roll.
- MD machine direction
- Steps 2 to 4 could not be performed.
- step 1 the unstretched sheet adjusted to a sheet temperature of 50 ° C. is stretched to 8.0 times in the machine direction (MD) at a stretching speed of 2 m / min using a stretching roll.
- MD machine direction
- Steps 2 to 4 could not be performed.
- step 1 the unstretched sheet adjusted to a sheet temperature of 55 ° C. is stretched to 5.0 times in the machine direction (MD) at a stretching speed of 2 m / min using a stretching roll. Uniaxial stretching was performed as described above.
- step 2 the film was aged for 30 seconds so that the surface temperature of the uniaxially stretched film was 70 ° C. As a result, shrinkage and crystallization of the uniaxially stretched film occurred, making it difficult to introduce the uniaxially stretched film into a tenter stretching machine, and biaxial stretching was not possible with the tenter stretching machine.
- Tables 1 and 2 The operating conditions and results are shown in Tables 1 and 2.
- Step 1 the unstretched sheet adjusted to a sheet temperature of 45 ° C. is stretched by 4.5 times in the machine direction (MD) at a stretching speed of 2 m / min using a stretching roll. Uniaxial stretching was performed as described above.
- Step 2 the surface temperature of the uniaxially stretched film was cooled for about 15 seconds using a spot cooler and a cooling roll.
- the uniaxially stretched film was introduced into a tenter stretching machine, stretched in the width direction (TD) so that the stretch ratio was 4.5 times at a film temperature of 65 ° C., and the biaxially stretched film having an area ratio of 20 times. (Step 3).
- the film was broken due to crystallization, and it was difficult to perform continuous operation. Therefore, measurement of physical properties and evaluation of properties of the biaxially stretched film were not performed.
- Example 6 An unstretched sheet having a thickness of 200 ⁇ m was produced in the same manner as in Example 1 except that GA / LA (40/60) was used instead of PGA-1. Using this unstretched sheet, a biaxially stretched film was prepared in the same manner as in Example 1 except that the operating conditions in Steps 1 to 4 were changed to the conditions shown in Table 1. The operating conditions and results are shown in Tables 1 and 2. Since the copolymerization ratio of lactic acid in the starting glycolic acid / lactic acid copolymer was high, the obtained sequential biaxially stretched film had a large oxygen permeability coefficient and poor gas barrier properties. Further, the sequential biaxially stretched film exhibited relatively low values for falling ball impact strength and pin puncture strength.
- Example 10 Using a gravure roll coating method, a two-component curable polyurethane laminate adhesive (the main agent is a polyester polyol and the curing agent is an aliphatic isocyanate) is applied to one side of the sequentially biaxially stretched film obtained in Example 4 Then, an adhesive layer for lamination having a coating amount after drying of 3.0 g / m 2 was formed. On the surface of this adhesive layer, art paper (“OK Kanto Single Side” manufactured by Oji Paper Co., Ltd .; thickness 120 ⁇ m, single-sided corona-treated product) was laminated and dried in a gear oven at a temperature of 40 ° C. for 48 hours. A multilayer film was prepared. The resulting multilayer film was measured for oxygen permeability coefficient at a temperature of 23 ° C. and a relative humidity of 80%. The results are shown in Table 3.
- Example 11 A multilayer film was produced in the same manner as in Example 10 except that a biaxially stretched polyethylene terephthalate film (“Lumirror P60” manufactured by Toray Industries, Inc .; thickness 12 ⁇ m, single-sided corona-treated product) was used instead of the art paper. The results are shown in Table 3.
- Example 12 A multilayer as in Example 10 except that unstretched polyethylene (LLDPE) film (“TUX-HC” manufactured by Tosero Co., Ltd .; thickness 30 ⁇ m, single-sided corona-treated product) was used instead of art paper. A film was prepared. The results are shown in Table 3.
- LLDPE unstretched polyethylene
- Example 13 A multilayer film was produced in the same manner as in Example 10, except that biaxially stretched nylon 6 film (“EMBLEM ONBC” manufactured by Unitika Ltd .; thickness 15 ⁇ m, single-sided corona treated product) was used instead of the art paper. The results are shown in Table 3.
- EMBLEM ONBC biaxially stretched nylon 6 film manufactured by Unitika Ltd .; thickness 15 ⁇ m, single-sided corona treated product
- the polyglycolic acid sequential biaxially stretched film of the present invention is used in a wide range of technical fields such as packaging materials such as foods, pharmaceuticals and electronic materials; medical materials such as culture sheets, artificial skin and scaffolds; Can do.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Abstract
非晶性ポリグリコール酸シートを、40~70°Cの延伸温度で、一次延伸倍率2.5~7.0倍で一方向に延伸して一軸延伸フィルムを成形する工程1;一軸延伸フィルムを、5~40°Cの範囲内であって、工程1の延伸温度より5°C以上低い温度環境内を通過させる工程2;一軸延伸フィルムを、35~60°Cの範囲内であって、工程2での温度より3°C以上高い延伸温度で、工程1での延伸方向とは横断方向に延伸し、面積倍率11~30倍の二軸延伸フィルムを成形する工程3;及び二軸延伸フィルムを70~200°Cで熱処理する工程4;を含む逐次二軸延伸ポリグリコール酸フィルムの製造方法。
Description
本発明は、ガスバリア性、機械的強度、透明性、耐熱収縮性などに優れた逐次二軸延伸ポリグリコール酸フィルムとその製造方法に関する。本発明の逐次二軸延伸ポリグリコール酸フィルムは、酸素透過係数が小さく、落球衝撃強度と突刺強度が高く、ヘイズ値が小さく透明性に優れ、かつ、熱固定により耐熱収縮性に優れているため、単層または多層フィルムとして、例えば、食品、医薬品、電子材料などの包装材料;培養シート、人工皮膚、スキャホールドなどの医療用材料;などの広範な技術分野において好適に利用することができる。
ポリグリコール酸は、分子鎖中に脂肪族エステル結合を含む脂肪族ポリエステルの一種であるため、土壌や海中などの自然界に存在する微生物または酵素により分解されることが知られている。近年、プラスチック製品の増大に伴い、プラスチック廃棄物の処理が大きな課題となっているが、ポリグリコール酸は、環境に対する負荷が小さい生分解性高分子材料として注目されている。ポリグリコール酸は、生体内分解吸収性を有しており、手術用縫合糸、人工皮膚、スキャホールドなどの医療用高分子材料としても利用されている。
ポリグリコール酸は、グリコール酸の脱水重縮合、グリコール酸アルキルエステルの脱アルコール重縮合、グリコール酸塩の脱塩重縮合、グリコリドの開環重合などの方法により製造することができる。これらの製造法の中でも、グリコリドの開環重合法によれば、高分子量のポリグリコール酸(「ポリグリコリド」ともいう)を効率よく製造することができる。
ポリグリコール酸は、他の脂肪族ポリエステルなどの生分解性高分子材料に比べて、耐熱性、ガスバリア性、機械的物性などに優れているため、シート、フィルム、容器、射出成形品などとして、新たな用途展開が図られている。しかし、ポリグリコール酸の熱的特性は、必ずしも溶融加工や延伸加工に適していないという問題があった。
一般に、ポリグリコール酸は、溶融加工時にガスを発生する傾向があるなど、溶融安定性が不十分である。ポリグリコール酸の単独重合体やグリコール酸の繰り返し単位の含有割合が高い共重合体は、結晶性の重合体であるが、成形加工時に迅速に結晶化する傾向が強いため、延伸加工が極めて困難である。
結晶性のポリグリコール酸は、例えば、シートの形状に溶融加工し、急冷することによって、非晶性のポリグリコール酸シートを得ることができる。このような非晶物を試料とし、示差走査熱量計(DSC)を用いて、ポリグリコール酸の熱的特性を分析することができる。
DSCを用いてポリグリコール酸の非晶物を一定の昇温速度で昇温すると、その熱量曲線に最初に現れる吸熱ピークとしてガラス転移温度Tgが検出され、次いで、発熱ピークとして結晶化温度Tc1が検出される。さらに昇温すると、ポリグリコール酸の結晶化が進むが、一定温度以上の高温になると溶融を開始し、吸熱ピーク温度として融点Tmが検出される。溶融状態にあるポリグリコール酸は、非晶性である。溶融状態にあるポリグリコール酸の試料を一定の降温速度で降温すると、ポリグリコール酸の結晶化が始まり、最初の発熱ピークとして、結晶化温度Tc2が検出される。
一般に、結晶性の熱可塑性樹脂の延伸加工は、ガラス転移温度Tgと結晶化温度Tc1との間の範囲内の温度条件下で行われている。熱可塑性樹脂をシートや繊維の形状に溶融成形し、次いで、延伸加工を行う場合、その延伸温度がガラス転移温度Tgより低いと、シートや繊維が硬いため、延伸を行うことができないか、延伸加工中に破断し易い。延伸温度が結晶化温度Tc1より高いと、結晶化が進行するため、延伸することができないか、延伸加工中に破断が生じ易い。
ところが、ポリグリコール酸は、DSC測定における昇温過程で検出されるガラス転移温度Tgと結晶化温度Tc1との間の温度差Tc1-Tgが比較的小さいため、延伸加工が困難である。一般に、該温度差Tc1-Tgが小さい熱可塑性樹脂は、シートや繊維などを延伸加工したり、延伸ブロー成形したりする場合、延伸可能な温度領域が狭いという問題がある。他方、ポリグリコール酸は、溶融状態から降温する過程で検出される結晶化温度Tc2が高く、融点Tmと結晶化温度Tc2との間の温度差Tm-Tc2が比較的小さい。該温度差Tm-Tc2が小さい熱可塑性樹脂は、押出加工したシートや繊維などが溶融状態から冷却する際に結晶化し易く、透明な成形品を得ることが困難である。そのため、ポリグリコール酸の成形加工は、成形温度や延伸温度などの成形条件が極めて狭い範囲に限定されるという問題があった。
ポリグリコール酸の二軸延伸フィルムは、延伸加工によって、ガスバリア性や機械的特性がさらに向上することが期待されている。そのため、ポリグリコール酸の二軸延伸フィルムを製造するための様々な方法が提案されている。
例えば、特開平10-60136号公報(特許文献1)には、ポリグリコール酸を含有する熱可塑性樹脂材料からなる配向フィルムとその製造方法が開示されている。特許文献1には、ポリグリコール酸を含有する熱可塑性樹脂材料を、Tダイからシート状に溶融押出し、急冷した後、Tg~Tc1の温度で延伸ロールを通して縦方向に延伸し、次いで、Tg~Tc1の温度で横方向に延伸する二軸配向フィルムの製造方法が開示されている。
特開2006-130848号公報(特許文献2)には、二軸延伸ポリグリコール酸フィルムと二軸延伸スルホネート基含有芳香族ポリエステルフィルムとの積層フィルムが提案されている。特許文献2には、延伸方法の一例として、ポリグリコール酸とスルホネート基含有芳香族ポリエステルとを共押出し、得られた積層シートを延伸ロールにより、55~70℃の延伸温度で縦方向に延伸し、次いで、一軸延伸フィルムをテンターにより、60~90℃の延伸温度で横方向に延伸する方法が開示されている。
特開2006-182017号公報(特許文献3)には、ポリグリコール酸を主体とする樹脂からなる二軸延伸フィルムの製造方法が提案されている。特許文献3には、ポリグリコール酸を主体とする樹脂を未延伸シートに製膜した後、延伸時におけるフィルム温度を(Tg+2)℃から(Tg+20)℃までの範囲内に調整して、縦方向と横方向に逐次二軸延伸する方法が開示されている。
このように、ポリグリコール酸を逐次二軸延伸して二軸延伸ポリグリコール酸フィルムを製造する様々な方法が提案されているが、その殆どは、延伸温度の制御に主たる特徴点を有するものである。しかし、単に延伸温度を制御する従来法では、工業的規模で、満足できる諸特性を備えた逐次二軸延伸ポリグリコール酸フィルムを製造することは、困難であった。
より具体的に、延伸温度を制御する方法では、延伸加工時にフィルムの波うち現象や白化現象が生じ易い。延伸ロールとテンター延伸機とを組み合わせたロール/テンター式による逐次二軸延伸法では、ロール延伸により成形した一軸延伸フィルムが収縮し易いため、その両端部をテンター延伸機のチャックによって確実に把持させて二軸延伸することが困難である。そのため、従来法では、ガスバリア性、機械的特性、透明性、耐熱収縮性などに優れた逐次二軸延伸ポリグリコール酸フィルムを、安定して連続的に製造することが極めて困難であった。
本発明の課題は、ガスバリア性、機械的特性、透明性、耐熱収縮性などに優れた逐次二軸延伸ポリグリコール酸フィルムを、安定して連続的に製造する方法を提供することにある。
本発明の他の課題は、ガスバリア性、機械的強度、透明性、耐熱収縮性などに優れた逐次二軸延伸ポリグリコール酸フィルムを提供することにある。
本発明の更なる課題は、前記の如き諸特性に優れた逐次二軸延伸ポリグリコール酸フィルムと基材とを積層してなる層構造を有する多層フィルムを提供することにある。
逐次二軸延伸方式により、ポリグリコール酸の二軸延伸フィルムを成形することができるならば、通常のロール/テンター併用方式によって、フラットな逐次二軸延伸ポリグリコール酸フィルムを得ることができる。しかし、前記の通り、逐次二軸延伸法を適用したのでは、実際には、満足できる特性を有する逐次二軸延伸ポリグリコール酸フィルムを安定して連続的に製造することが困難である。
本発明者らは、ポリグリコール酸の逐次二軸延伸フィルムの製造が困難な原因について詳細な検討を行ったところ、次のような問題点のあることが判明した。延伸加工に供するポリグリコール酸の非晶性シート自体は、ポリグリコール酸の溶融成形温度や急冷温度などの条件を精密に制御することにより、比較的容易に製造することができる。
逐次二軸延伸法では、通常、非晶性シートの温度を延伸に適した温度に制御して、延伸ロールを用いて、縦方向〔長手方向(機械方向;MD)ともいう〕に一次延伸する。延伸ロールによる延伸は、ロール群間の回転数の差を利用して行う。結晶性の熱可塑性樹脂を用いる場合、一次延伸工程での延伸温度は、前述のガラス転移温度Tgと結晶化温度Tc1との間の範囲内の温度とする。逐次二軸延伸では、通常、上記の一次延伸工程により成形した一軸延伸フィルムを、テンター延伸機を用いて、横方向(機械方向に対して横断方向;TD;「幅方向」ともいう)に二次延伸する。
しかし、ポリグリコール酸の一軸延伸フィルムは、一次延伸工程において比較的高い延伸温度に保持されている一方、ポリグリコール酸の結晶化温度Tc1が低く結晶化が起こり易いため、一次延伸後であってテンター延伸機での二次延伸加工前に、部分的な結晶化が進行し易いことが判明した。
二次延伸加工前に一軸延伸フィルムの結晶化が進行しすぎると、二次延伸加工自体が困難か不可能になる。一軸延伸フィルムの部分的な結晶化が生じると、二次延伸加工をすることができても、得られた逐次二軸延伸フィルムの機械的特性や透明性が低下したり、主としてフィルム中央部に白化したスジ状の痕跡が現れたりする。
ポリグリコール酸の一軸延伸フィルムは、ポリグリコール酸に特有の性質により、長手方向及び幅方向に収縮し易いことが判明した。一軸延伸フィルムに収縮や白化が生じると、最終的に得られる二軸延伸フィルムの外観が損なわれる。それに加えて、一次延伸フィルムが長手方向及び幅方向に収縮すると、ロール/テンター併用方式の逐次二軸延伸方式では、一軸延伸フィルムの両端部をテンター延伸機のチャックによって確実に把持することが困難となる。その結果、一軸延伸フィルムの安定したテンター延伸加工が困難となり、延伸加工中にフィルムが波打ったり、得られた逐次二軸延伸ポリグリコール酸フィルムに厚み斑が生じたりする。
一軸延伸フィルムが幅方向に収縮すると、その中央部の厚みが相対的に厚くなることに加えて、中央部の予熱時間過多により、その部分での白化現象がさらに進行し易くなる。一軸延伸フィルムは、分子鎖が一軸方向に配向しているため、結晶化し易く、特に、テンター延伸時に最も延伸開始の遅い中央部が延伸前に結晶化する傾向が強い。その結果、得られた逐次二軸延伸ポリグリコール酸フィルムにおいて、テンター未延伸部や延伸不足部が白いスジ状の痕跡となり、外観の著しい悪化を招く。
そこで、本発明者は、これらの諸問題を解決し、前記課題を達成するために鋭意研究を行った結果、一次延伸工程と二次延伸工程における延伸温度及び延伸倍率を特定の範囲内に制御するとともに、一次延伸工程後に、一次延伸工程で形成された一軸延伸フィルムの温度を特定の範囲内の温度に冷却させてから、二次延伸工程に供給する方法に想到した。
具体的に、結晶性ポリグリコール酸を含有する熱可塑性樹脂材料を用いて非晶性のシートを作製し、該シートを逐次二軸延伸するに際し、先ず、一次延伸工程において、40~70℃の温度条件下に比較的高い延伸倍率で一軸延伸を行う。次いで、該一軸延伸フィルムを、一次延伸工程におけるよりも低い温度環境内を通過させて冷却させる。この冷却工程によって、一軸延伸フィルムの結晶化の進行を抑制するとともに、長手方向及び幅方向への収縮も抑制することができる。
冷却工程を配置して、一軸延伸フィルムの長手方向及び幅方向の収縮を抑制すると、二次延伸工程でテンター延伸機を用いた場合であっても、一軸延伸フィルムの両端部をテンター押出機のチャックにより確実に把持することができる。二次延伸工程では、一軸延伸フィルムの結晶化の進行が抑制されているため、Tgを少し下回る比較的低い温度から60℃までの範囲内の温度で延伸することができる。
一次延伸工程での一次延伸倍率と二次延伸工程での二次延伸倍率とを調整し、これらの積で表わされる面積倍率が11~30倍の範囲内となるように二軸延伸倍率を制御する。逐次二軸延伸フィルムの面積倍率を高くすることによって、透明性に優れ、機械的物性に優れた逐次二軸延伸ポリグリコール酸フィルムを製造することができる。最後の工程では、二軸延伸フィルムを緊張下に熱処理することによって、分子配向状態を固定し、耐熱収縮性を付与することができる。
本発明の製造方法によれば、ガスバリア性に優れ、落球衝撃強度や突刺強度などの機械的物性に優れ、ヘイズ値が小さく、白いスジ状の痕跡の発生や厚み斑がなく、耐熱収縮性を備えた逐次二軸延伸ポリグリコール酸フィルムを、安定して連続的に製造することができる。本発明は、これらの知見に基づいて完成するに至ったものである。
かくして、本発明によれば、逐次二軸延伸ポリグリコール酸フィルムの製造方法において、下記工程1乃至4
(1)下記式1
(1)下記式1

で表わされる繰り返し単位を60質量%以上の割合で含む結晶性ポリグリコール酸を含有する樹脂材料から形成された非晶性のポリグリコール酸シートを、40~70℃の範囲内の延伸温度で、一次延伸倍率が2.5~7.0倍の範囲内となるように一方向に延伸して、一軸延伸フィルムを成形する工程1;
(2)該一軸延伸フィルムを、5~40℃の範囲内であって、かつ、該工程1での延伸温度より5℃以上低い温度に調整した温度環境内を通過させる工程2;
(3)該工程2を経た一軸延伸フィルムを、35~60℃の範囲内であって、かつ、該工程2での温度より3℃以上高い延伸温度で、二次延伸倍率が2.5~6.0倍の範囲内となるように、該工程1での延伸方向とは横断方向に延伸し、一次延伸倍率と二次延伸倍率との積で表わされる面積倍率が11~30倍の範囲内の二軸延伸フィルムを成形する工程3;及び
(4)該二軸延伸フィルムを、70~200℃の範囲内の温度で熱処理する工程4;
を含む逐次二軸延伸ポリグリコール酸フィルムの製造方法が提供される。
(2)該一軸延伸フィルムを、5~40℃の範囲内であって、かつ、該工程1での延伸温度より5℃以上低い温度に調整した温度環境内を通過させる工程2;
(3)該工程2を経た一軸延伸フィルムを、35~60℃の範囲内であって、かつ、該工程2での温度より3℃以上高い延伸温度で、二次延伸倍率が2.5~6.0倍の範囲内となるように、該工程1での延伸方向とは横断方向に延伸し、一次延伸倍率と二次延伸倍率との積で表わされる面積倍率が11~30倍の範囲内の二軸延伸フィルムを成形する工程3;及び
(4)該二軸延伸フィルムを、70~200℃の範囲内の温度で熱処理する工程4;
を含む逐次二軸延伸ポリグリコール酸フィルムの製造方法が提供される。
また、本発明によれば、下記式1

で表わされる繰り返し単位を60質量%以上の割合で含む結晶性ポリグリコール酸を含有する樹脂材料の逐次二軸延伸ポリグリコール酸フィルムであって、
(a)温度23℃及び相対湿度80%の条件下で測定した酸素透過係数が、1.0×10-14~1.0×10-12cm3・cm/cm2・s・cmHgの範囲内であり、
(b)温度23℃及び相対湿度50%の条件下で測定した落球衝撃強度が、50~300J/mの範囲内であり、
(c)温度23℃及び相対湿度50%の条件下で測定した突刺強度が、6~30J/mの範囲内であり、並びに
(d)日本工業規格JIS K 7361に従って、フィルム幅方向の中央部を5cm×5cm角にカットした試料を用いて測定したヘイズ値が、0.01~10%の範囲内である
ことを特徴とする逐次二軸延伸ポリグリコール酸フィルムが提供される。
(a)温度23℃及び相対湿度80%の条件下で測定した酸素透過係数が、1.0×10-14~1.0×10-12cm3・cm/cm2・s・cmHgの範囲内であり、
(b)温度23℃及び相対湿度50%の条件下で測定した落球衝撃強度が、50~300J/mの範囲内であり、
(c)温度23℃及び相対湿度50%の条件下で測定した突刺強度が、6~30J/mの範囲内であり、並びに
(d)日本工業規格JIS K 7361に従って、フィルム幅方向の中央部を5cm×5cm角にカットした試料を用いて測定したヘイズ値が、0.01~10%の範囲内である
ことを特徴とする逐次二軸延伸ポリグリコール酸フィルムが提供される。
さらに、本発明によれば、前記の逐次二軸延伸ポリグリコール酸フィルムと基材とを積層してなる層構造を有する多層フィルムが提供される。
本発明によれば、ガスバリア性、機械的強度、透明性、及び耐熱収縮性に優れた逐次二軸延伸ポリグリコール酸フィルムを、安定して連続的に製造することができる。本発明によれば、酸素透過係数が小さくガスバリア性に優れ、落球衝撃強度や突刺強度などの機械的物性に優れ、ヘイズ値が小さく透明性に優れ、しかも耐熱収縮性に優れる逐次二軸延伸ポリグリコール酸フィルムを提供することができる。
さらに、本発明によれば、これらの優れた諸特性を有する逐次二軸延伸ポリグリコール酸フィルムと基材とを積層してなる層構造を有する多層フィルムを提供することができる。
本発明の逐次二軸延伸ポリグリコール酸フィルムは、単層または多層フィルムとして、例えば、食品、医薬品、電子材料などの包装材料;培養シート、人工皮膚、スキャホールドなどの医療用材料;などの広範な技術分野において好適に利用することができる。
1.ポリグリコール酸
本発明のポリグリコール酸は、式1
本発明のポリグリコール酸は、式1

で表される繰り返し単位を有する単独重合体または共重合体である。
ポリグリコール酸の式1で表される繰り返し単位の含有割合は、60質量%以上であり、好ましくは65質量%以上、より好ましくは70質量%以上、特に好ましくは75質量%または80質量%以上である。式1で表わされる繰り返し単位の上限値は、100質量%である(単独重合体)。ポリグリコール酸中の式1で表される繰り返し単位の含有割合が低すぎると、結晶性が低下して、ガスバリア性、機械的物性、耐熱性などの諸特性が損なわれる。
本発明のポリグリコール酸は、融点を有する結晶性ポリマーである。このようなポリグリコール酸は、グリコール酸、グリコール酸アルキルエステル、またはグリコール酸塩を重縮合する方法により製造することができる。また、ポリグリコール酸は、グリコリドの開環重合によって合成することができる。
重縮合や開環重合は、通常、触媒の存在下に実施する。触媒の種類は、特に限定されないが、例えば、ハロゲン化スズ(例えば、二塩化スズ、四塩化スズ)、有機カルボン酸スズ(例えば、オクタン酸スズ、オクチル酸スズ)などのスズ系化合物;アルコキシチタネートなどのチタン系化合物;アルコキシアルミニウムなどのアルミニウム系化合物;ジルコニウムアセチルアセトンなどのジルコニウム系化合物;ハロゲン化アンチモン、酸化アンチモンなどのアンチモン系化合物;などを挙げることができる。
ポリグリコール酸としてグリコール酸の共重合体を製造するには、グリコリドやグリコール酸などのモノマーと各種コモノマーとを共重合させる。コモノマーとしては、例えば、シュウ酸エチレン(即ち、1,4-ジオキサン-2,3-ジオン)、ラクチド、ラクトン類(例えば、β-プロピオラクトン、β-ブチロラクトン、ピバロラクトン、γ-ブチロラクトン、δ-バレロラクトン、β-メチル-δ-バレロラクトン、ε-カプロラクトン)、トリメチレンカーボネート、1,3-ジオキサンなどの環状モノマー;乳酸、3-ヒドロキシプロパン酸、3-ヒドロキシブタン酸、4-ヒドロキシブタン酸、6-ヒドロキシカプロン酸などのヒドロキシカルボン酸またはそのアルキルエステル;エチレングリコール、1,4-ブタンジオール等の脂肪族ジオールと、こはく酸、アジピン酸等の脂肪族ジカルボン酸またはそのアルキルエステルとの実質的に等モルの混合物;またはこれらの2種以上を挙げることができる。グリコリドとグリコール酸を併用してもよい。
これらのコモノマーの中でも、共重合させ易く、物性に優れた共重合体が得られ易い点で、ラクチド、カプロラクトン、トリメチレンカーボネートなどの環状モノマー;乳酸などのヒドロキシカルボン酸などが好ましい。ポリグリコール酸の原料としてグリコリドを用いる場合には、コモノマーとして、ラクチド、カプロラクトン、トリメチレンカーボネートなどの環状モノマーを使用することが好ましい。グリコリドと環状モノマーとは、開環共重合させることが容易である。ポリグリコール酸の共重合体の好ましい例としては、グリコリドとラクチドとの共重合体、グリコリドとカプロラクトンとの共重合体などが挙げられる。ラクチドとしては、入手の容易性の観点から、L-ラクチドが好ましい。カプロラクトンとしては、ε-カプロラクトンが好ましい。
コモノマーを使用する場合には、全仕込みモノマーの通常40質量%以下、好ましくは35質量%以下、より好ましくは30質量%以下、特に好ましくは25質量%または20質量%以下の割合で使用する。コモノマーの共重合割合が大きくなると、生成重合体の結晶性が損なわれ易くなる。ポリグリコール酸の結晶性が失われると、逐次二軸延伸フィルムのガスバリア性、機械的物性、耐熱性などが低下する。
結晶性ポリグリコール酸としては、ポリグリコール酸単独重合体またはグリコリドとシュウ酸エチレン、ラクチド、ラクトン類、トリメチレンカーボネート、及び1,3-ジオキサンからなる群より選ばれる少なくとも一種の環状モノマーとの開環共重合体が好ましい。
ポリグリコール酸の重合装置としては、押出機型装置、パドル翼を持った縦型装置、ヘリカルリボン翼を持った縦型装置、ニーダー型の横型装置、アンプル型装置、環状型装置などの様々な装置の中から、適宜選択することができる。
重合温度は、実質的な重合開始温度である120℃から300℃までの範囲内の温度で、目的に応じて設定することができる。重合温度は、好ましくは130~250℃、より好ましくは140~220℃、特に好ましくは150~200℃である。重合温度が高くなりすぎると、生成重合体が熱分解を受け易くなる。重合時間は、3分間~20時間、好ましくは5分間~18時間の範囲内である。重合時間が短すぎると、重合が十分に進行し難く、長すぎると、生成重合体が着色し易くなる。ポリグリコール酸は、重合後、固体を粒度の揃ったペレットの形状に賦形することが好ましい。
本発明で使用するポリグリコール酸は、ヘキサフルオロイソプロパノール溶媒を用いたゲルパーミエーションクロマトグラフィ(GPC)測定におけるポリメチルメタクリレート換算の重量平均分子量(Mw)が、通常30,000~800,000、好ましくは50,000~500,000の範囲内にあることが好ましい。本発明のポリグリコール酸は、融点Tmより20℃高い温度(Tm+20℃)及び剪断速度122sec-1で測定した溶融粘度が、通常100~10,000Pa・s、好ましくは200~8,000Pa・s、より好ましくは300~4,000Pa・sの範囲内である。ポリグリコール酸の重量平均分子量または溶融粘度が低すぎると、逐次二軸延伸ポリグリコール酸フィルムの機械的物性や耐熱性が低下傾向を示し、高すぎると、溶融押出加工や延伸加工が困難となることがある。
ポリグリコール酸は、合成時に、その末端が水酸基及び/またはカルボキシル基となる。本発明で使用するポリグリコール酸は、非酸形成性のOH基封止剤、及び/またはカルボキシル基封止剤によって末端封止することができる。ポリグリコール酸は、加水分解性を示し、かつ、溶融加工中に着色し易い。ポリグリコール酸に、非酸形成性のOH基封止剤、及び/またはカルボキシル基封止剤を配合することにより、耐水性や加水分解性を改善し、かつ、着色を抑制することができる。
非酸形成性のOH基封止剤における「非酸形成性」とは、ポリグリコール酸中に残存するOH基と結合してこれを封止した際に、カルボキシル基を生成しないことを意味している。非酸形成性のOH基封止剤としては、ジケテン化合物、イソシアネート類などが用いられる。これらのOH基封止剤の中でも、反応性の観点から、ジケテン化合物が好ましい。OH基末端封止剤は、ポリグリコール酸100質量部に対して、通常0.01~20質量部、好ましくは0.1~10質量部の割合で用いられる。
カルボキシル基封止剤としては、カルボキシル基末端封止作用を有し、脂肪族ポリエステルの耐水性向上剤として知られている化合物を用いることができる。カルボキシル基封止剤の具体例としては、例えば、N,N-2,6-ジイソプロピルフェニルカルボジイミドなどのカルボジイミド化合物;2,2′-m-フェニレンビス(2-オキサゾリン)、2,2′-p-フェニレンビス(2-オキサゾリン)、2-フェニル-2-オキサゾリン、スチレン・イソプロペニル-2-オキサゾリンなどのオキサゾリン化合物;2-メトキシ-5,6-ジヒドロ-4H-1,3-オキサジンなどのオキサジン化合物;N-グリシジルフタルイミド、シクロへキセンオキシド、トリス(2,3-エポキシプロピル)イソシアヌレートなどのエポキシ化合物;などが挙げられる。
これらのカルボキシル基封止剤の中でも、カルボジイミド化合物が好ましい。カルボジイミド化合物としては、芳香族、脂環族、及び脂肪族のいずれのカルボジイミド化合物でもよい。これらの中でも、とりわけ芳香族カルボジイミド化合物が好ましい。カルボジイミド化合物は、純度の高いものほど、耐水安定化効果に優れる。カルボキシル基封止剤は、ポリグリコール酸100質量部に対して、通常0.01~10質量部、好ましくは0.05~2.5質量部の割合で用いられる。
本発明では、ポリグリコール酸の単独重合体または共重合体を、単独で樹脂材料として使用することができる。本発明では、ポリグリコール酸に、その他の熱可塑性樹脂をブレンドした樹脂組成物を樹脂材料として使用することもできる。
ポリグリコール酸にブレンドする他の熱可塑性樹脂としては、ポリグリコール酸のガスバリア性や機械的物性、透明性などの諸特性を阻害しないものが好ましい。他の熱可塑性樹脂としては、例えば、ポリエチレン、ポリプロピレン、エチレン-酢酸ビニル共重合体、エチレン-メチルメタクリレート共重合体などのポリオレフィン樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレートなどの熱可塑性ポリエステル樹脂;ポリスチレン、ポリα-メチルスチレンなどのポリ芳香族ビニル樹脂;ポリ塩化ビニル、ポリ塩化ビニリデンなどの塩素含有樹脂;ポリアミド樹脂、ポリカーボネート樹脂、環状オレフィン系樹脂、ポリウレタン樹脂、エチレン-ビニルアルコール共重合体(EVOH)、他の脂肪族ポリエステル樹脂などが挙げられる。
その他の熱可塑性樹脂の中でも、生分解性を有し、コンポスト化が容易であるという点からは、ポリ乳酸などの他の脂肪族ポリエステル樹脂が好ましく、耐水性、延伸加工性、ヒートシール性などの観点からは、ポリプロピレンなどのポリオレフィン樹脂が好ましい。
ポリグリコール酸とその他の熱可塑性樹脂とのブレンドにおいて、ポリグリコール酸の混合割合は、好ましくは70質量%以上、より好ましくは75質量%以上、特に好ましくは80質量%以上である。その他の熱可塑性樹脂の混合割合が大きすぎると、逐次二軸延伸ポリグリコール酸フィルムのガスバリア性、機械的物性、透明性などが低下する傾向を示す。
本発明で使用する樹脂材料は、樹脂成分として、結晶性ポリグリコール酸または該結晶性ポリグリコール酸70質量%以上とその他の熱可塑性樹脂30質量%以下との混合物を含有するものであることが好ましい。
本発明で使用するポリグリコール酸には、溶融安定性を高めるために、熱安定剤をブレンドすることができる。熱安定剤としては、重金属不活性化剤、ペンタエリスリトール骨格構造を有するリン酸エステル、少なくとも1つの水酸基と少なくとも1つの長鎖アルキルエステル基とを持つリン化合物、炭酸金属塩などが好ましい。これらの化合物は、それぞれ単独で、あるいは2種以上を組み合わせて使用することができる。
ホスファイト系酸化防止剤などのリン系化合物の多くは、むしろポリグリコール酸の溶融安定性を阻害する作用を示すため、熱安定剤として使用することは好ましくない。これに対して、ペンタエリスリトール骨格構造を有するリン酸エステルは、特異的にポリグリコール酸の溶融安定性を向上させる作用を示す。ペンタエリスリトール骨格構造を有するリン酸エステルの具体例としては、サイクリックネオペンタンテトライルビス(2,6-ジ-tert-ブチル-4-メチルフェニル)ホスファイト、サイクリックネオペンタンテトライルビス(2,4-ジ-tert-ブチルフェニル)ホスファイト、ビス(モノノニルフェニル)ペンタエリスリトールジホスファイト、ビス(4-オクタデシルフェニル)ペンタエリスリトールジホスファイトなどが挙げられる。
リン系化合物の中では、少なくとも1つの水酸基と少なくとも1つの長鎖アルキルエステル基とを持つリン化合物が好ましい。長鎖アルキルの炭素原子数は、8~24個の範囲が好ましい。このようなリン化合物の具体例としては、モノまたはジ-ステアリルアシッドホスフェートが挙げられる。
重金属不活性剤としては、例えば、2-ヒドロキシ-N-1H-1,2,4-トリアゾール-3-イル-ベンズアミド、ビス〔2-(2-ヒドロキシベンゾイル)ヒドラジン〕ドデカン二酸などが挙げられる。炭酸金属塩としては、炭酸カルシウム、炭酸ストロンチウムなどが挙げられる。
熱安定剤の配合割合は、ポリグリコール酸100質量部に対して、通常0.001~5質量部、好ましくは0.003~3質量部、より好ましくは0.005~1質量部である。
ポリグリコール酸には、所望により、可塑剤、無機フィラー、触媒失活剤、熱線吸収剤、紫外線吸収剤、光安定剤、防湿剤、防水剤、撥水剤、滑剤、離型剤、カップリング剤、顔料、染料などの各種添加剤をブレンドすることができる。これらの各種添加剤は、逐次二軸延伸ポリグリコール酸の延伸加工性、ガスバリア性、透明性、機械的物性などを損なわない範囲内で、極少量の割合でブレンドすることが好ましい。これらの添加剤の多くは、それぞれの機能や用途に応じて、ポリグリコール酸100質量部に対して、通常10質量部以下、好ましくは5質量部以下、より好ましくは3質量部以下の割合でブレンドされる。
2.非晶性のポリグリコール酸シート
本発明では、前記式1で表わされる繰り返し単位を60質量%以上の割合で含む結晶性ポリグリコール酸を含有する樹脂材料を用いて、非晶性のポリグリコール酸シートを作製する。非晶性のポリグリコール酸シートの製造方法は、特に限定されないが、好ましくは、押出機を用いてポリグリコール酸または該ポリグリコール酸とその他の成分を溶融混練し、該押出機の先端に設けたTダイからシートの形状に溶融押出し、溶融シートを結晶化温度Tc1より低い温度に急冷する方法を採用することができる。急冷に際し、5~70℃、多くの場合10~50℃の範囲内の表面温度に保持した金属ドラム上にキャストして急冷する方法を採用することが好ましい。
本発明では、前記式1で表わされる繰り返し単位を60質量%以上の割合で含む結晶性ポリグリコール酸を含有する樹脂材料を用いて、非晶性のポリグリコール酸シートを作製する。非晶性のポリグリコール酸シートの製造方法は、特に限定されないが、好ましくは、押出機を用いてポリグリコール酸または該ポリグリコール酸とその他の成分を溶融混練し、該押出機の先端に設けたTダイからシートの形状に溶融押出し、溶融シートを結晶化温度Tc1より低い温度に急冷する方法を採用することができる。急冷に際し、5~70℃、多くの場合10~50℃の範囲内の表面温度に保持した金属ドラム上にキャストして急冷する方法を採用することが好ましい。
溶融混練は、ポリグリコール酸の融点Tm以上300℃以下の範囲内の温度で行うことが好ましい。Tダイから押出された溶融状態のポリグリコール酸シートを急冷することにより、結晶化を抑制して、実質的に非晶性のポリグリコール酸シートを得ることができる。このような非晶性シートの製造方法自体は、この技術分野においてよく知られた技術である。
非晶性のポリグリコール酸シートは、ロール状に巻回したものを使用することができるが、連続的なラインで逐次二軸延伸フィルムを製造する場合、該ラインの最初の工程として、前記の製造工程を配置することが好ましい。
非晶性のポリグリコール酸シートの厚みは、通常70~1,000μm、好ましくは100~800μm、より好ましくは150~600μmである。したがって、該シートは、フィルムとしての厚み(250μm未満)を有する場合を含んでいる。そのため、該シートを未延伸フィルムと呼ぶことがある。
非晶性のポリグリコール酸シートの結晶化度は、延伸加工を妨げない範囲内に設定する必要があり、通常20%以下、好ましくは15%以下、より好ましくは10%以下である。結晶化度は、密度勾配管を用いてサンプルの密度を求め、サンプル密度ρ、結晶密度ρc、及び非晶密度ρaから、下記式
結晶化度=〔ρc(ρ-ρa)/ρ(ρc-ρa)〕×100
に基づいて算出することができる。
結晶化度=〔ρc(ρ-ρa)/ρ(ρc-ρa)〕×100
に基づいて算出することができる。
3.一次延伸工程1
本発明では、非晶性のポリグリコール酸シートを、40~70℃の範囲内の延伸温度で、一次延伸倍率が2.5~7.0倍の範囲内となるように一方向に延伸して、一軸延伸フィルムを成形する。この工程を一次延伸工程と呼ぶ。
本発明では、非晶性のポリグリコール酸シートを、40~70℃の範囲内の延伸温度で、一次延伸倍率が2.5~7.0倍の範囲内となるように一方向に延伸して、一軸延伸フィルムを成形する。この工程を一次延伸工程と呼ぶ。
逐次二軸延伸フィルムを製造するには、一般に、延伸ロールとテンター延伸機とを組み合わせた方式が採用されている。ロール延伸とテンター延伸の組み合わせの順序は、任意である。延伸の順序も、縦方向(シートが送り出される機械方向;MD)及び横方向(機械方向とは横断する方向;TD)のいずれが先でもよい。一次延伸工程と二次延伸工程を連続的に行ってもよいが、所望により、オフラインで行ってもよい。
本発明では、一次延伸工程を、延伸ロールを用いたロール延伸により行い、次の二次延伸工程を、テンター延伸機を用いたテンター延伸により行い、かつ、これらの工程を連続的に行う方法を採用することが、生産性を高め、しかも各工程での延伸条件を精密に制御する上で好ましい。したがって、一次延伸工程において、非晶性のポリグリコール酸シートを、延伸ロールを用いて縦方向(MD)に一軸延伸することが好ましい。
一次延伸工程において、ポリグリコール酸シートを40~70℃の範囲内の延伸温度に加熱する方法としては、該シートを加熱ロールに通す方法、該シートを加熱した乾熱雰囲気中を通す方法などが挙げられる。
一次延伸工程における延伸温度は、好ましくは43~68℃、より好ましくは45~65℃である。ポリグリコール酸単独重合体のガラス転移温度Tgは、約39℃である。ポリグリコール酸単独重合体の結晶化温度Tc1は、該単独重合体の熱履歴によって変動する場合があるが、約90℃である。したがって、一次延伸工程は、ポリグリコール酸のTg以上Tc1以下の温度範囲内で実施されることになる。ポリグリコール酸のTg及びTc1は、コモノマーとの共重合によって変化するが、共重合体を用いる場合においても、同様に、40~70℃の範囲内であって、かつ、それらのTg以上Tc1以下の温度範囲内で一次延伸を実施することが好ましい。一次延伸工程での延伸温度が高すぎると、一軸延伸フィルムの結晶化が進行して、フィルムの破断が生じたり、次の二次延伸加工を行うことが困難か不可能となったりする。
一次延伸工程での延伸倍率は、2.5~7.0倍、好ましくは3.0~6.5倍、より好ましくは3.0~6.0倍の範囲内である。一次延伸工程での延伸倍率を上記範囲内に設定することによって、フィルムの破断などによる生産性の低下を防ぎ、かつ、逐次二軸延伸フィルムに十分なガスバリア性や機械的強度を付与することができる。
一次延伸工程での延伸速度は、好ましくは0.2~50m/分、より好ましくは0.5~30m/分である。延伸速度とは、延伸ロールを用いた場合、該延伸ロールを出る速度を意味する。この延伸速度が低すぎると、生産性が低下し、高すぎると、シートの延伸温度への加熱時間が不足して、延伸が困難か不可能となることがある。
4.冷却工程2
一次延伸工程で得られた一軸延伸フィルムは、5~40℃の範囲内であって、かつ、該工程1での延伸温度より5℃以上低い温度に調整した温度環境内を通過させる。この工程2によって、一軸延伸フィルムの少なくとも表面温度を、該環境内の温度(冷却温度)と同程度の温度に冷却する。そのため、この工程2を冷却工程と呼ぶ。
一次延伸工程で得られた一軸延伸フィルムは、5~40℃の範囲内であって、かつ、該工程1での延伸温度より5℃以上低い温度に調整した温度環境内を通過させる。この工程2によって、一軸延伸フィルムの少なくとも表面温度を、該環境内の温度(冷却温度)と同程度の温度に冷却する。そのため、この工程2を冷却工程と呼ぶ。
一軸延伸フィルムは、一次延伸工程で40~70℃の範囲内にまで加熱されているが、ポリグリコール酸の結晶化温度Tc1が低く、かつ、ポリグリコール酸の結晶化速度が速いため、次の二次延伸加工を行う前に部分的に結晶化する傾向にある。一軸延伸フィルムが部分的に結晶化すると、二次延伸加工が困難か不可能となる。
ポリグリコール酸の一軸延伸フィルムは、長手方向及び幅方向に収縮する傾向を示し、次のテンター延伸機において二次延伸するに際し、テンター押出機のチャックによって一軸延伸フィルムの両端部を把持するのが困難となる。その結果、安定した連続的な延伸加工を行うことが困難となる。オフライン生産方式により、一軸延伸フィルムをロールに巻き取って、この巻き取った一軸延伸フィルムをテンター延伸機に供給して二軸延伸する場合も、一次延伸工程後に冷却工程によって一軸延伸フィルムの結晶化や収縮を防止してからロールに巻き取っておくことが、二軸延伸フィルムの円滑な製造を行う上で重要となる。
一軸延伸フィルムが長手方向及び幅方向に収縮すると、厚み斑が生じたり、延伸加工時に波打ったりする。一軸延伸フィルムが長手方向及び幅方向に収縮すると、特に中央部の厚みが増し、蓄熱によって、その部分の結晶化がさらに進行するため、白化したスジ状の痕跡が現れ易くなると推定される。
本発明では、一次延伸工程と二次延伸工程との間に冷却工程を配置することにより、一軸延伸フィルムの結晶化を抑制するとともに、長手方向及び幅方向の収縮を抑制することができる。冷却工程によって、安定した連続的な延伸加工を行うことができる上、テンター延伸機内での未延伸部または延伸不足部での結晶化に伴う白いスジ状の痕跡の発生を抑制し、諸特性に優れた逐次二軸延伸フィルムを製造することができる。
冷却工程において、一軸延伸フィルムを、例えば、水冷、冷却ロール、スポットクーラー、空調機、外気温度の調節などの冷却手段によって、前記範囲内の温度に調整した温度環境内を通過させる。冷却手段としては、スポットクーラー、冷却ロール、空調機またはこれらの組み合わせが好ましい。この冷却工程によって、一軸延伸フィルムの少なくとも表面温度を冷却温度と同程度の温度にまで冷却する。該温度環境内の通過時間は、一次延伸工程での延伸温度や冷却温度などによって変動するが、連続運転の場合、生産性の観点から、好ましくは2~60秒間、より好ましくは5~50秒間である。オフラインでの運転の場合、冷却時間に上限はなく、一次延伸工程の直後から二次延伸工程の直前まで冷却しておくことが望ましい。
冷却温度は、5~40℃、好ましくは6~38℃、さらに好ましくは8~35℃である。冷却温度が低すぎると、一軸延伸フィルムが過度に冷却され、次の二次延伸加工に必要とされる延伸温度にまで昇温させることが困難となる。冷却温度が高すぎると、一軸延伸フィルムの結晶化が促進され、フィルムの破断が生じ易くなる。
冷却温度(T2)は、5~40℃の範囲内であって、かつ、一次延伸工程での延伸温度(T1)より5℃以上低い温度に設定するが、この温度差(T1-T2)は、好ましくは10℃以上、より好ましくは15℃以上である。この温度差を大きくすることによって、一軸延伸フィルムの結晶化の進行と収縮を迅速かつ効率的に抑制することができることに加えて、冷却工程での通過時間を短縮することができる。
5.二次延伸工程3
前記冷却工程2を経た一軸延伸フィルムを、35~60℃の範囲内であって、かつ、該冷却工程2での冷却温度より3℃以上高い延伸温度で、二次延伸倍率が2.5~6.0倍の範囲内となるように、一次延伸工程1での延伸方向とは横断方向に延伸し、一次延伸倍率(t)と二次延伸倍率(m)との積(t×m)で表わされる面積倍率が11~30倍の範囲内の二軸延伸フィルムを成形する。この工程を二次延伸工程3と呼ぶ。二次延伸工程では、テンター延伸機を用い、MDに延伸した一軸延伸フィルムを横方向(TD)に延伸することが好ましい。
前記冷却工程2を経た一軸延伸フィルムを、35~60℃の範囲内であって、かつ、該冷却工程2での冷却温度より3℃以上高い延伸温度で、二次延伸倍率が2.5~6.0倍の範囲内となるように、一次延伸工程1での延伸方向とは横断方向に延伸し、一次延伸倍率(t)と二次延伸倍率(m)との積(t×m)で表わされる面積倍率が11~30倍の範囲内の二軸延伸フィルムを成形する。この工程を二次延伸工程3と呼ぶ。二次延伸工程では、テンター延伸機を用い、MDに延伸した一軸延伸フィルムを横方向(TD)に延伸することが好ましい。
二次延伸工程における延伸温度は、35~60℃、好ましくは37~60℃、多くの場合38~55℃である。二次延伸工程での延伸温度が高すぎると、延伸中にフィルムの結晶化による破断が生じ、連続的な操業を行うことが困難か不可能となる。一次延伸工程1及び冷却工程2を経た一軸延伸フィルムは、適度の熱履歴を受けているため、比較的低い延伸温度であっても、二次延伸加工を円滑に行うことができる。
二次延伸工程において、一軸延伸フィルムを35~60℃の範囲内の延伸温度に加熱する方法としては、該一軸延伸フィルムを加熱ロールに通す方法、該一軸延伸フィルムを加熱した乾熱雰囲気中を通す方法などが挙げられる。
二次延伸工程では、冷却工程を経た一軸延伸フィルムを、35~60℃の範囲内であって、かつ、該冷却工程での冷却温度(T2)より3℃以上高い延伸温度(T3)で延伸するが、この温度差(T3-T2)は、好ましくは5℃以上、より好ましくは5~50℃である。この温度差が小さすぎると、冷却した一軸延伸フィルムを延伸可能な温度にまで昇温するのに時間がかかり過ぎて、生産性が低下したり、二次延伸加工が困難となったりする。
二次延伸工程では、二次延伸倍率が2.5~6.0倍の範囲内となるように、一次延伸工程での延伸方向とは横断方向に延伸を行う。前記一次延伸工程で縦方向(MD)に延伸した場合には、二次延伸工程では、横方向(TD)に延伸を行う。二次延伸工程における延伸倍率は、好ましくは3.0~5.5倍、より好ましくは3.5~5.0倍である。
本発明では、二次延伸工程において、一次延伸倍率(t)と二次延伸倍率(m)との積(t×m)で表わされる面積倍率が11~30倍の範囲内の二軸延伸フィルムが得られるように、各延伸工程での延伸倍率を制御する。この面積倍率は、好ましくは11~28倍、より好ましくは12~26倍、さらに好ましくは13~25倍である。この面積倍率が小さすぎると、フィルムの白化現象が生じ易くなる。そのため、面積倍率が小さな逐次二軸延伸フィルムは、ヘイズ値が大きくなり、透明性が低下する傾向にある。
ポリグリコール酸シートを二軸延伸することによって、厚みが薄くても、高い機械的物性と優れた酸素ガスバリア性を示し、機械的物性に異方性がない逐次二軸延伸ポリグリコール酸フィルムを得ることができる。面積倍率を大きくすることによって、未延伸部や延伸不足の部分が生じて白化するのを防ぐことができる。面積倍率を大きくすることによって、ガスバリア性や機械的物性を向上させることもできる。
ガスバリア性は、二軸延伸フィルムの酸素透過係数を測定することによって定量的に評価することができる。機械的物性は、例えば、二軸延伸フィルムの落球衝撃強度や突刺強度を測定することによって定量的に評価することができる。
二次延伸工程での延伸速度は、好ましくは0.2~50m/分、より好ましくは0.5~30m/分である。この延伸速度が低すぎると、生産性が低下し、高すぎると、一軸延伸フィルムの延伸温度への加熱時間が不足して、二次延伸加工が困難か不可能となることがある。
6.熱処理工程4
二次延伸工程3の後、得られた二軸延伸フィルムを、70~200℃の範囲内の温度で熱処理を行う。この工程を熱処理工程4と呼ぶ。この熱処理工程では、二軸延伸フィルムを、緊張させた状態で、70~200℃の範囲内の温度に調整した乾熱雰囲気下を通過させて熱処理することが好ましい。
二次延伸工程3の後、得られた二軸延伸フィルムを、70~200℃の範囲内の温度で熱処理を行う。この工程を熱処理工程4と呼ぶ。この熱処理工程では、二軸延伸フィルムを、緊張させた状態で、70~200℃の範囲内の温度に調整した乾熱雰囲気下を通過させて熱処理することが好ましい。
二軸延伸フィルムを緊張下に熱処理するには、例えば、テンター押出機内で、二軸延伸フィルムの横方向及び縦方向が収縮しないように緊張させた状態で、熱処理する方法を採用することが好ましい。テンター押出機の内側と外側の両方で熱処理を行ってもよい。
熱処理温度は、熱処理効率の観点から、好ましくは80~130℃、より好ましくは100~160℃である。熱処理時間は、好ましくは30秒間から5分間、より好ましくは1~3分間程度である。この熱処理工程によって、二軸延伸フィルム中の分子配向が固定され、それによって、熱収縮が抑制される。熱処理温度が低すぎると、十分な熱固定を行うことが困難となり、二軸延伸フィルムの耐熱収縮性が低下する。
熱処理によって逐次二軸延伸フィルムの熱固定を行わないと、フィルムの収縮が生じるほか、収縮部分が白化したり、収縮部分が未延伸シートと変わらなくなりガスバリア性が低下したりする。
7.逐次二軸延伸ポリグリコール酸フィルム
本発明の逐次二軸延伸ポリグリコール酸フィルムは、前記式1で表わされる繰り返し単位を60質量%以上の割合で含む結晶性ポリグリコール酸を含有する樹脂材料の逐次二軸延伸ポリグリコール酸フィルムであって、
(a)温度23℃及び相対湿度80%の条件下で測定した酸素透過係数が、1.0×10-14~1.0×10-12cm3・cm/cm2・s・cmHgの範囲内であり、
(b)温度23℃及び相対湿度50%の条件下で測定した落球衝撃強度が、50~300J/mの範囲内であり、
(c)温度23℃及び相対湿度50%の条件下で測定した突刺強度が、6~30J/mの範囲内であり、並びに
(d)日本工業規格JIS K 7361に従って、フィルム幅方向の中央部を5cm×5cm角にカットした試料を用いて測定したヘイズ値が、0.01~10%の範囲内である
との諸特性を有している。
本発明の逐次二軸延伸ポリグリコール酸フィルムは、前記式1で表わされる繰り返し単位を60質量%以上の割合で含む結晶性ポリグリコール酸を含有する樹脂材料の逐次二軸延伸ポリグリコール酸フィルムであって、
(a)温度23℃及び相対湿度80%の条件下で測定した酸素透過係数が、1.0×10-14~1.0×10-12cm3・cm/cm2・s・cmHgの範囲内であり、
(b)温度23℃及び相対湿度50%の条件下で測定した落球衝撃強度が、50~300J/mの範囲内であり、
(c)温度23℃及び相対湿度50%の条件下で測定した突刺強度が、6~30J/mの範囲内であり、並びに
(d)日本工業規格JIS K 7361に従って、フィルム幅方向の中央部を5cm×5cm角にカットした試料を用いて測定したヘイズ値が、0.01~10%の範囲内である
との諸特性を有している。
本発明の逐次二軸延伸ポリグリコール酸フィルムは、均一に二軸延伸かつ熱固定されているため、最終的には均一に結晶化しており、白化や厚み斑がなく、ガスバリア性や機械的物性、透明性に優れている。
本発明の逐次二軸延伸ポリグリコール酸フィルムの酸素透過係数は、好ましくは1.0×10-14~8.0×10-13cm3・cm/cm2・s・cmHg、より好ましくは1.3×10-14~7.0×10-13cm3・cm/cm2・s・cmHgの範囲内である。酸素透過係数が小さいことは、本発明の逐次二軸延伸ポリグリコール酸フィルムが、ガスバリア性、特に酸素ガスバリア性に優れていることを示している。そのため、本発明の逐次二軸延伸ポリグリコール酸フィルムは、食品包装材料などの酸素ガスバリア性が要求される用途に好適である。
本発明の逐次二軸延伸ポリグリコール酸フィルムの落球衝撃強度は、好ましくは、60~300J/m、より好ましくは70~280J/mの範囲内である。本発明の逐次二軸延伸ポリグリコール酸フィルムは、落球衝撃強度に優れているため、包装材料として用いた場合に、様々な衝撃を受けても、破れ難いという特徴を示すことができる。
本発明の逐次二軸延伸ポリグリコール酸フィルムの突刺強度は、好ましくは7~30J/m、より好ましくは8~25J/mの範囲内である。本発明の逐次二軸延伸ポリグリコール酸フィルムは、突刺強度に優れているため、包装材料として用いた場合に、突起物などとの接触によっても孔が開いたり、破れたりし難いものである。
本発明の逐次二軸延伸ポリグリコール酸フィルムは、逐次二軸延伸工程で特に問題となるフィルム幅中央部での結晶化の進行による白化やスジ状の痕跡の発生が抑制されている。そのため、本発明の逐次二軸延伸ポリグリコール酸フィルムは、フィルム幅方向の中央部を5cm×5cm角にカットした試料を用いて測定したヘイズ値が、0.01~10%、好ましくは0.01~9.0%、より好ましくは0.01~8.0%の範囲内という低い値を示し、透明性に優れている。もちろん、本発明の逐次二軸延伸ポリグリコール酸フィルムは、幅方向の中央部だけではなく、フィルム全体にわたって同様の小さなヘイズ値を示す透明なものである。本発明の製造方法によれば、樹脂材料の組成を選択することによって、0.05~1.0%という極めて低いヘイズ値を示す逐次二軸延伸ポリグリコール酸フィルムを得ることもできる。
8.多層フィルム
本発明の逐次二軸延伸ポリグリコール酸フィルムは、単層で用いることができるが、強度の向上、各種機能の付与、該逐次二軸延伸ポリグリコール酸フィルムの保護などを目的として、各種基材と多層化することができる。
本発明の逐次二軸延伸ポリグリコール酸フィルムは、単層で用いることができるが、強度の向上、各種機能の付与、該逐次二軸延伸ポリグリコール酸フィルムの保護などを目的として、各種基材と多層化することができる。
基材としては、紙、樹脂フィルム、金属箔などが挙げられる。樹脂フィルムを形成する熱可塑性樹脂としては、ポリエチレン、ポリプロピレンなどのポリオレフィン樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレートなどの熱可塑性ポリエステル樹脂;ポリスチレンなどのポリビニル芳香族樹脂;ポリ塩化ビニルなどの塩素含有樹脂;ポリカーボネート樹脂;ポリ乳酸、ポリこはく酸エステル、ポリカプロラクトンなどの脂肪族ポリエステル樹脂;ポリアミド;EVOHなどが挙げられる。
これらの樹脂フィルムは、未延伸シートまたはフィルムであってもよく、あるいは一軸若しくは二軸延伸フィルムであってもよい。逐次二軸延伸ポリグリコール酸フィルムに熱可塑性ポリエステル樹脂フィルムやポリアミドフィルムを積層することにより、機械的強度、耐熱性、耐加水分解性、耐摩耗性、耐アビューズ性などの機能を付与することができる。逐次二軸延伸ポリグリコール酸フィルムにポリエチレンなどのポリオレフィン樹脂フィルムを積層することによって、ヒートシール性、耐吸湿性などの機能を付与することができる。樹脂フィルムは、その表面に金属箔や金属酸化物の蒸着膜などが設けられたものであってもよい。
逐次二軸延伸ポリグリコール酸フィルムに紙を積層することにより、外観の向上や印刷適性の付与などを行うことができる。逐次二軸延伸ポリグリコール酸フィルムに金属箔を積層することにより、遮光性の付与や外観の向上を図ることができる。
多層フィルムの製造方法としては、融着法、ラミネーション法(例えば、ドライラミネーション、ホットメルトラミネーション、ウエットラミネーション、ノンソルベントラミネーション)、押出コーティング法などがあるが、これらの中でも、接着剤を用いて積層するドライラミネーション法が、逐次二軸延伸ポリグリコール酸フィルムの諸特性を阻害しないため特に好ましい。
ドライラミネーション法では、樹脂フィルム表面または逐次二軸延伸ポリグリコール酸フィルム表面に、溶液タイプ、ラテックスタイプ若しくはディスパージョンタイプの接着剤を塗布し、溶媒を揮発除去して乾燥させた後、相手フィルムを合わせて、ホットロール、ホットプレス等により加熱しながら圧着することにより多層フィルムを作製する。
ホットメルトラミネーション法では、ホットメルトタイプ接着剤(例えば、エチレン-酢酸ビニル共重合体系接着剤)を樹脂フィルムまたは逐次二軸延伸ポリグリコール酸フィルムの表面に塗布し、相手フィルム面と合わせて加熱圧着して貼り合わせる。ホットメルトタイプ接着剤を加熱溶融させて一方のフィルム表面に塗布してから相手フィルムと合わせて、圧着して貼り合わせる方法、あるいは樹脂フィルムと逐次二軸延伸ポリグリコール酸フィルムとの間に接着剤のドライフィルムを挿入して、加熱・圧着して貼り合わせる方法などによって、多層フィルムを作製することもできる。
押出コーティング法では、樹脂フィルムを構成する樹脂材料を、Tダイを装着した押出機に供給し、Tダイから溶融押出して、逐次二軸延伸ポリグリコール酸フィルム表面に、溶融フィルム状態で均一塗布することによって、多層フィルムを製造する。
多層フィルムにおいては、通常、層間剥離強度を高める目的で、各層間に接着剤層を介在させることができる。接着剤としては、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂、エポキシ系樹脂、フェノール系樹脂、アクリル系樹脂、メタクリル系樹脂、ポリ酢酸ビニル系樹脂、ポリエチレン若しくはポリプロピレン等のポリオレフィン系樹脂またはその共重合体若しくは変性樹脂、セルロース系樹脂等を媒体の主成分とする樹脂組成物を使用することができる。
多層フィルムの層構造としては、逐次二軸延伸ポリグリコール酸フィルムを「PGA」と表記したとき、例えば、
PGA/樹脂フィルム、
樹脂フィルム/PGA/樹脂フィルム、
PGA/樹脂フィルム/PGA/樹脂フィルム、
樹脂フィルム/PGA/樹脂フィルム/PGA/樹脂フィルム、
PGA/紙、
紙/PGA/紙、
紙/PGA/金属箔、
樹脂フィルム/PGA/紙、
PGA/金属箔、
樹脂フィルム/PGA/金属箔、
PGA/樹脂フィルム/金属箔、
PGA/金属箔/樹脂フィルム、
などを挙げることができる。
PGA/樹脂フィルム、
樹脂フィルム/PGA/樹脂フィルム、
PGA/樹脂フィルム/PGA/樹脂フィルム、
樹脂フィルム/PGA/樹脂フィルム/PGA/樹脂フィルム、
PGA/紙、
紙/PGA/紙、
紙/PGA/金属箔、
樹脂フィルム/PGA/紙、
PGA/金属箔、
樹脂フィルム/PGA/金属箔、
PGA/樹脂フィルム/金属箔、
PGA/金属箔/樹脂フィルム、
などを挙げることができる。
以下、実施例及び比較例を挙げて、本発明をさらに具体的に説明するが、本発明は、これらの実施例のみに限定されるものではない。本発明における物性及び特性の測定法若しくは評価法は、以下のとおりである。
(1)製膜性
二軸延伸フィルムの作製時におけるフィルムの製膜性を、以下の3段階で評価した。
A:製膜性に優れている。
延伸工程でのフィルムの破断や波うち、収縮部の発生がなく、一軸延伸フィルムのテンター延伸機への導入が円滑であり、逐次二軸延伸を連続的かつ安定的に実施することができる。
B:製膜が可能である。
逐次二軸延伸が可能であるが、一軸延伸フィルムの結晶化が生じて、二軸延伸工程中に破断しやすい。
C:製膜が困難である。
一軸延伸工程中にフィルムの破断が生じたり、一軸延伸フィルムに収縮部が発生して、一軸延伸フィルムのテンター延伸機への導入が困難になったり、あるいは、二軸延伸工程中にフィルムの破断が生じたりする。
二軸延伸フィルムの作製時におけるフィルムの製膜性を、以下の3段階で評価した。
A:製膜性に優れている。
延伸工程でのフィルムの破断や波うち、収縮部の発生がなく、一軸延伸フィルムのテンター延伸機への導入が円滑であり、逐次二軸延伸を連続的かつ安定的に実施することができる。
B:製膜が可能である。
逐次二軸延伸が可能であるが、一軸延伸フィルムの結晶化が生じて、二軸延伸工程中に破断しやすい。
C:製膜が困難である。
一軸延伸工程中にフィルムの破断が生じたり、一軸延伸フィルムに収縮部が発生して、一軸延伸フィルムのテンター延伸機への導入が困難になったり、あるいは、二軸延伸工程中にフィルムの破断が生じたりする。
(2)酸素透過係数
モダンコントロール(MODERN CONTROL)社製の酸素透過量測定装置「MOCON OX-TRAN2/20型」(登録商標)を使用し、温度23℃及び相対湿度80%の測定条件下に、日本工業規格JIS K 7126(等圧法)に規定されている方法に従ってフィルムの酸素透過度を測定し、その測定値とフィルムの厚みに基づいて、酸素透過係数(cm3・cm/cm2・sec・cmHg)を算出した。
モダンコントロール(MODERN CONTROL)社製の酸素透過量測定装置「MOCON OX-TRAN2/20型」(登録商標)を使用し、温度23℃及び相対湿度80%の測定条件下に、日本工業規格JIS K 7126(等圧法)に規定されている方法に従ってフィルムの酸素透過度を測定し、その測定値とフィルムの厚みに基づいて、酸素透過係数(cm3・cm/cm2・sec・cmHg)を算出した。
(3)落球衝撃強度
レオメトリクス社製のドロップウェイトテスターを用いて、温度23℃と相対湿度50%の環境下、プローブの荷重100ポンド、直径1.27cm、及び落球速度333.3cm/secの条件で、直径3.8cmの円にカットしたフィルム試料の落球衝撃強度(J/m)を測定した。
レオメトリクス社製のドロップウェイトテスターを用いて、温度23℃と相対湿度50%の環境下、プローブの荷重100ポンド、直径1.27cm、及び落球速度333.3cm/secの条件で、直径3.8cmの円にカットしたフィルム試料の落球衝撃強度(J/m)を測定した。
(4)突刺強度
オリエンテック(ORlENTEC)社製のテンシロンRC-121OA(登録商標)を使用し、温度23℃と相対湿度50%の環境下、直径45mmの円にカットしたフィルム試料に、速度50mm/minで、ポンチ先端角0.5mmRかつ先端径1mmの半円形の針を突刺し、貫通した時の最大荷重(J/m)を測定した。
オリエンテック(ORlENTEC)社製のテンシロンRC-121OA(登録商標)を使用し、温度23℃と相対湿度50%の環境下、直径45mmの円にカットしたフィルム試料に、速度50mm/minで、ポンチ先端角0.5mmRかつ先端径1mmの半円形の針を突刺し、貫通した時の最大荷重(J/m)を測定した。
(5)へイズ
へイズメーター(日本電色工業社製「Haze Meter NDH2000」)を用い、日本工業規格JIS K 7361に従って、フィルム幅方向の中央部を5cm×5cm角にカットしたフィルム試料のへイズ値を測定した。
へイズメーター(日本電色工業社製「Haze Meter NDH2000」)を用い、日本工業規格JIS K 7361に従って、フィルム幅方向の中央部を5cm×5cm角にカットしたフィルム試料のへイズ値を測定した。
(6)外観
逐次二軸延伸フィルムの外観を、以下の基準で評価した。
A:厚み斑や白化がなく、外観が良好である。
B:スジ状の白化が僅かに認められる。
C:フィルムに明らかな白化が認められる。
逐次二軸延伸フィルムの外観を、以下の基準で評価した。
A:厚み斑や白化がなく、外観が良好である。
B:スジ状の白化が僅かに認められる。
C:フィルムに明らかな白化が認められる。
<樹脂の種類>
実施例及び比較例において、以下の樹脂を用いた。
実施例及び比較例において、以下の樹脂を用いた。
(1)PGA-1:
PGA-1は、ポリグリコール酸ホモポリマーである。PGA-1は、融点Tmより20℃高い温度(Tm+20℃)及び剪断速度122sec-1で測定した溶融粘度が1,600Pa・sであり、熱安定剤として、旭電化(株)製アデカスタブAX-71(登録商標)(リン酸モノステアリル50モル%とリン酸ジステアリル50モル%)を300ppmの割合で含有している。
PGA-1は、ポリグリコール酸ホモポリマーである。PGA-1は、融点Tmより20℃高い温度(Tm+20℃)及び剪断速度122sec-1で測定した溶融粘度が1,600Pa・sであり、熱安定剤として、旭電化(株)製アデカスタブAX-71(登録商標)(リン酸モノステアリル50モル%とリン酸ジステアリル50モル%)を300ppmの割合で含有している。
(2)PGA-2:
PGA-2は、ポリグリコール酸ホモポリマーである。PGA-2は、合成時に、ポリグリコール酸100質量部に対し、N,N-2,6-ジイソプロピルフェニルカルボジイミド0.5質量部を反応させて、ポリグリコール酸のカルボキシル基末端を封止したものである。PGA-2は、温度(Tm+20℃)及び剪断速度122sec-1で測定した溶融粘度が1,200Pa・sであり、旭電化(株)製アデカスタブAX-71を300ppmの割合で含有している。
PGA-2は、ポリグリコール酸ホモポリマーである。PGA-2は、合成時に、ポリグリコール酸100質量部に対し、N,N-2,6-ジイソプロピルフェニルカルボジイミド0.5質量部を反応させて、ポリグリコール酸のカルボキシル基末端を封止したものである。PGA-2は、温度(Tm+20℃)及び剪断速度122sec-1で測定した溶融粘度が1,200Pa・sであり、旭電化(株)製アデカスタブAX-71を300ppmの割合で含有している。
(3)GA/LA(90/10):
GA/LA(90/10)は、グリコリドとL-ラクチドの質量比90:10の共重合体である。GA/LA(90/10)は、温度(Tm+20℃)及び剪断速度122sec-1で測定した溶融粘度が1,100Pa・sであり、旭電化(株)製アデカスタブAX-71を300ppmの割合で含有している。
GA/LA(90/10)は、グリコリドとL-ラクチドの質量比90:10の共重合体である。GA/LA(90/10)は、温度(Tm+20℃)及び剪断速度122sec-1で測定した溶融粘度が1,100Pa・sであり、旭電化(株)製アデカスタブAX-71を300ppmの割合で含有している。
(4)PGA+PLA(95:5):
PGA+PLA(95:5)は、ポリグリコール酸(PGA-1)とポリ乳酸(PLA)との質量比95:5のブレンドである。PLAは、三井化学社製ポリ乳酸「LACEA H-400」〔融点が166℃で、190℃でのメルトフローレイト(MFR)が3.0g/10分〕である。
PGA+PLA(95:5)は、ポリグリコール酸(PGA-1)とポリ乳酸(PLA)との質量比95:5のブレンドである。PLAは、三井化学社製ポリ乳酸「LACEA H-400」〔融点が166℃で、190℃でのメルトフローレイト(MFR)が3.0g/10分〕である。
(5)PGA+PP(90:10):
PGA+PP(90:10)は、ポリグリコール酸(PGA-2)とポリプロピレン(PP)との質量比90:10のブレンドである。PPは、日本ポリプロ社製「ノバテックPP F203T」(登録商標)〔融点が165℃で、MFRが2.5g/10分〕である。
PGA+PP(90:10)は、ポリグリコール酸(PGA-2)とポリプロピレン(PP)との質量比90:10のブレンドである。PPは、日本ポリプロ社製「ノバテックPP F203T」(登録商標)〔融点が165℃で、MFRが2.5g/10分〕である。
(6)GA/CL(84/16):
GA/CL(84/16)は、グリコリドとε-カプロラクトンとの質量比84:16の共重合体である。GA/LC(84/16)は、温度(Tm+20℃)及び剪断速度122sec-1で測定した溶融粘度が980Pa・sであり、旭電化(株)製アデカスタブAX-71を300ppmの割合で含有している。
GA/CL(84/16)は、グリコリドとε-カプロラクトンとの質量比84:16の共重合体である。GA/LC(84/16)は、温度(Tm+20℃)及び剪断速度122sec-1で測定した溶融粘度が980Pa・sであり、旭電化(株)製アデカスタブAX-71を300ppmの割合で含有している。
(7)GA/LA(40/60):
GA/LA(40/60)は、グリコリドとL-ラクチドの質量比40:60の共重合体である。GA/LA(40/60)は、温度(Tm+20℃)及び剪断速度122sec-1で測定した溶融粘度が950Pa・sであり、旭電化(株)製アデカスタブAX-71を300ppmの割合で含有している。
GA/LA(40/60)は、グリコリドとL-ラクチドの質量比40:60の共重合体である。GA/LA(40/60)は、温度(Tm+20℃)及び剪断速度122sec-1で測定した溶融粘度が950Pa・sであり、旭電化(株)製アデカスタブAX-71を300ppmの割合で含有している。
[実施例1]
PGA-1の原料ぺレツトを、スクリュー径35mmの単軸押出機を用いて、樹脂温度が260~270℃となるように加熱して溶融した。溶融物を、目開き100μmのフィルターを通して、長さ270mmで間隙0.75mmの直線状リップを有するTダイから押出し、表面を40℃に保った金属ドラム上にキャストすることにより冷却し、厚み200μmの未延伸シートを作製した。
PGA-1の原料ぺレツトを、スクリュー径35mmの単軸押出機を用いて、樹脂温度が260~270℃となるように加熱して溶融した。溶融物を、目開き100μmのフィルターを通して、長さ270mmで間隙0.75mmの直線状リップを有するTダイから押出し、表面を40℃に保った金属ドラム上にキャストすることにより冷却し、厚み200μmの未延伸シートを作製した。
60℃のシート温度に調整した未延伸シートを、延伸ロールを用いて、延伸速度2m/分で、縦方向(MD)に、延伸倍率が6.0倍となるように一軸延伸した(工程1)。
次いで、一軸延伸フィルムの表面温度が33℃となるように、スポットクーラー及び冷却ロールを用いて、約15秒間冷却した(工程2)。
引き続き、一軸延伸フィルムをテンター延伸機に導入し、フィルム温度38℃で、延伸倍率が3.7倍となるように横方向(TD)に延伸して、面積倍率が22倍の二軸延伸フィルムを作製した(工程3)。
延伸後、直ちにテンター押出機内で該二軸延伸フィルムを、乾熱雰囲気下に温度145℃で熱処理を施し、逐次二軸延伸フィルムを作製した(工程4)。
各工程での稼動条件と製膜性の評価結果を表1に示し、逐次二軸延伸フィルムの酸素透過係数、落球衝撃強度、突刺強度、及びヘイズ値の測定結果と外観の評価結果を表2に示す。
[実施例2]
工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
[実施例3]
工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
[実施例4]
PGA-1に代えてPGA-2を用いたこと以外は、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
PGA-1に代えてPGA-2を用いたこと以外は、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
[実施例5]
PGA-1に代えてPGA-2を用いたこと以外は、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
PGA-1に代えてPGA-2を用いたこと以外は、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
[実施例6]
PGA-1に代えてGA/LA(90/10)を用いたこと以外は、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
PGA-1に代えてGA/LA(90/10)を用いたこと以外は、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
[実施例7]
ポリグリコール酸(PGA-1)と三井化学社製ポリ乳酸「LACEA H-400」(登録商標)の各ぺレットを、質量比が95対5となるようにハンドブレンドした。混合物を、東洋精機社製二軸押出機(LT-30)を用いて、240℃で溶融混練し、ぺレット〔PGA+PLA(95:5)〕を作製した。得られたぺレットを、スクリュー径35mmの単軸押出機を用いて、樹脂温度が260~270℃となるように加熱して溶融した。溶融物を、目開き100μmのフィルターを通して、長さ270mmで間隙0.75mmの直線状リップを有するTダイスから押出し、表面を40℃に保った金属ドラム上にキャストすることにより冷却し、厚み200μmの未延伸シートを作製した。
ポリグリコール酸(PGA-1)と三井化学社製ポリ乳酸「LACEA H-400」(登録商標)の各ぺレットを、質量比が95対5となるようにハンドブレンドした。混合物を、東洋精機社製二軸押出機(LT-30)を用いて、240℃で溶融混練し、ぺレット〔PGA+PLA(95:5)〕を作製した。得られたぺレットを、スクリュー径35mmの単軸押出機を用いて、樹脂温度が260~270℃となるように加熱して溶融した。溶融物を、目開き100μmのフィルターを通して、長さ270mmで間隙0.75mmの直線状リップを有するTダイスから押出し、表面を40℃に保った金属ドラム上にキャストすることにより冷却し、厚み200μmの未延伸シートを作製した。
この未延伸シートを用いて、工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
[実施例8]
ポリグリコール酸(PGA-2)と日本ポリプロ社製ポリプロピレン「ノバテックPP F203T」(登録商標)の各ぺレットを質量比が90対10となるようにハンドブレンドした後、実施例7と同様にして未延伸シートを作製した。
ポリグリコール酸(PGA-2)と日本ポリプロ社製ポリプロピレン「ノバテックPP F203T」(登録商標)の各ぺレットを質量比が90対10となるようにハンドブレンドした後、実施例7と同様にして未延伸シートを作製した。
この未延伸シートを用いて、工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
[実施例9]
PGA-1に代えてGA/CL(84/16)を用いたこと以外は、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
PGA-1に代えてGA/CL(84/16)を用いたこと以外は、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。
[比較例1]
PGA-1を用いて、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムの作製を試みた。
PGA-1を用いて、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムの作製を試みた。
具体的に、工程1において、80℃のシート温度に調整した未延伸シートを、延伸ロールを用いて、延伸速度2m/分で、縦方向(MD)に、延伸倍率が4.0倍となるように一軸延伸を行った。この一軸延伸に際し、フィルムの結晶化に伴って、断続的なフィルムの破断が生じた。そのため、工程2乃至4を実施することができなかった。稼動条件と結果を表1及び2に示す。
[比較例2]
PGA-1を用いて、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムの作製を試みた。
PGA-1を用いて、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムの作製を試みた。
具体的に、工程1において、50℃のシート温度に調整した未延伸シートを、延伸ロールを用いて、延伸速度2m/分で、縦方向(MD)に、延伸倍率が8.0倍となるように一軸延伸を行った。この一軸延伸に際し、過延伸によるフィルムの破断が生じた。そのため、工程2乃至4を実施することができなかった。稼動条件と結果を表1及び2に示す。
[比較例3]
PGA-1を用いて、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムの作製を試みた。
PGA-1を用いて、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムの作製を試みた。
具体的に、工程1において、55℃のシート温度に調整した未延伸シートを、延伸ロールを用いて、延伸速度2m/分で、縦方向(MD)に、延伸倍率が5.0倍となるように一軸延伸を行った。次の工程2では、一軸延伸フィルムの表面温度が70℃となるように、30秒間エージングした。その結果、一軸延伸フィルムの収縮及び結晶化が生じて、該一軸延伸フィルムのテンター延伸機への導入が困難となり、テンター延伸機により二軸延伸ができなかった。稼動条件と結果を表1及び2に示す。
[比較例4]
PGA-1を用いて、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムの作製を試みた。
PGA-1を用いて、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムの作製を試みた。
具体的に、工程1において、45℃のシート温度に調整した未延伸シートを、延伸ロールを用いて、延伸速度2m/分で、縦方向(MD)に、延伸倍率が4.5倍となるように一軸延伸を行った。次の工程2では、一軸延伸フィルムの表面温度が20℃となるように、スポットクーラー及び冷却ロールを用いて、約15秒間冷却した。
引き続き、一軸延伸フィルムをテンター延伸機に導入し、フィルム温度65℃で、延伸倍率が4.5倍となるように幅方向(TD)に延伸して、面積倍率が20倍の二軸延伸フィルムの作製を試みた(工程3)。しかし、工程3での延伸中に、フィルムの結晶化による破断が生じ、連続的な操業を行うことが困難であった。そのため、二軸延伸フィルムの物性の測定と特性の評価を実施しなかった。
[比較例5]
PGA-1を用いて、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。得られた逐次二軸延伸フィルムは、面積倍率が9倍と小さかったことから、フィルムの白化が観察された。その白化現象は、フィルム幅方向の中央部に明らかな縦スジとして観察された。そのため、該逐次二軸延伸フィルムは、ヘイズ値が89.0%と大きく、透明性に劣るものであった。
PGA-1を用いて、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。得られた逐次二軸延伸フィルムは、面積倍率が9倍と小さかったことから、フィルムの白化が観察された。その白化現象は、フィルム幅方向の中央部に明らかな縦スジとして観察された。そのため、該逐次二軸延伸フィルムは、ヘイズ値が89.0%と大きく、透明性に劣るものであった。
[比較例6]
PGA-1に代えてGA/LA(40/60)を用いたこと以外は、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。原料のグリコール酸/乳酸共重合体中の乳酸の共重合割合が高いため、得られた逐次二軸延伸フィルムは、酸素透過係数が大きく、ガスバリア性に劣るものであった。また、該逐次二軸延伸フィルムは、落球衝撃強度及び突刺強度が比較的低い値を示した。
PGA-1に代えてGA/LA(40/60)を用いたこと以外は、実施例1と同様にして、厚み200μmの未延伸シートを作製した。この未延伸シートを用いて、工程1乃至4での稼動条件を表1に示す条件に変えたこと以外は、実施例1と同様にして、逐次二軸延伸フィルムを作製した。稼動条件と結果を表1及び2に示す。原料のグリコール酸/乳酸共重合体中の乳酸の共重合割合が高いため、得られた逐次二軸延伸フィルムは、酸素透過係数が大きく、ガスバリア性に劣るものであった。また、該逐次二軸延伸フィルムは、落球衝撃強度及び突刺強度が比較的低い値を示した。

(脚注)
(1)表中の「-」は、その工程が実施できなかったことを示す。
(1)表中の「-」は、その工程が実施できなかったことを示す。

(脚注)
(1)酸素透過係数の測定値「1.7E-14」は、1.7×10-14を示す。他の測定値も同様の表記法で示されている。
(2)表中の「-」による表記は、測定できなかったことを示す。
(1)酸素透過係数の測定値「1.7E-14」は、1.7×10-14を示す。他の測定値も同様の表記法で示されている。
(2)表中の「-」による表記は、測定できなかったことを示す。
[実施例10]
実施例4で得られた逐次二軸延伸フィルムの片面に、2液硬化型のポリウレタン系ラミネート用接着剤(主剤がポリエステルポリオールで、硬化剤が脂肪族イソシアネートである)をグラビアロールコート法を用いてコーティングし、乾燥後の塗布量が3.0g/m2のラミネート用接着層を形成した。この接着剤層の面で、アート紙(王子製紙株式会社製「OK金藤片面」;厚み120μm、片面コロナ処理品)を積層し、ギアオーブン中で、温度40℃で48時間乾燥処理して、多層フィルムを作製した。得られた多層フィルムの温度23℃と相対湿度80%での酸素透過係数を測定した。結果を表3に示す。
実施例4で得られた逐次二軸延伸フィルムの片面に、2液硬化型のポリウレタン系ラミネート用接着剤(主剤がポリエステルポリオールで、硬化剤が脂肪族イソシアネートである)をグラビアロールコート法を用いてコーティングし、乾燥後の塗布量が3.0g/m2のラミネート用接着層を形成した。この接着剤層の面で、アート紙(王子製紙株式会社製「OK金藤片面」;厚み120μm、片面コロナ処理品)を積層し、ギアオーブン中で、温度40℃で48時間乾燥処理して、多層フィルムを作製した。得られた多層フィルムの温度23℃と相対湿度80%での酸素透過係数を測定した。結果を表3に示す。
[実施例11]
アート紙に代えて二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製「ルミラーP60」;厚み12μm、片面コロナ処理品)を用いたこと以外は、実施例10と同様にして多層フィルムを作製した。結果を表3に示す。
アート紙に代えて二軸延伸ポリエチレンテレフタレートフィルム(東レ株式会社製「ルミラーP60」;厚み12μm、片面コロナ処理品)を用いたこと以外は、実施例10と同様にして多層フィルムを作製した。結果を表3に示す。
[実施例12]
アート紙に代えて未延伸ポリエチレン(LLDPE)フィルム(東セロ株式会社製「T.U.X-HC」;厚み30μm、片面コロナ処理品)を用いたこと以外は、実施例10と同様にして多層フィルムを作製した。結果を表3に示す。
アート紙に代えて未延伸ポリエチレン(LLDPE)フィルム(東セロ株式会社製「T.U.X-HC」;厚み30μm、片面コロナ処理品)を用いたこと以外は、実施例10と同様にして多層フィルムを作製した。結果を表3に示す。
[実施例13]
アート紙に代えて二軸延伸ナイロン6フィルム(ユニチカ株式会社製「エムブレムONBC」;厚み15μm、片面コロナ処理品)を用いたこと以外は、実施例10と同様にして多層フィルムを作製した。結果を表3に示す。
アート紙に代えて二軸延伸ナイロン6フィルム(ユニチカ株式会社製「エムブレムONBC」;厚み15μm、片面コロナ処理品)を用いたこと以外は、実施例10と同様にして多層フィルムを作製した。結果を表3に示す。
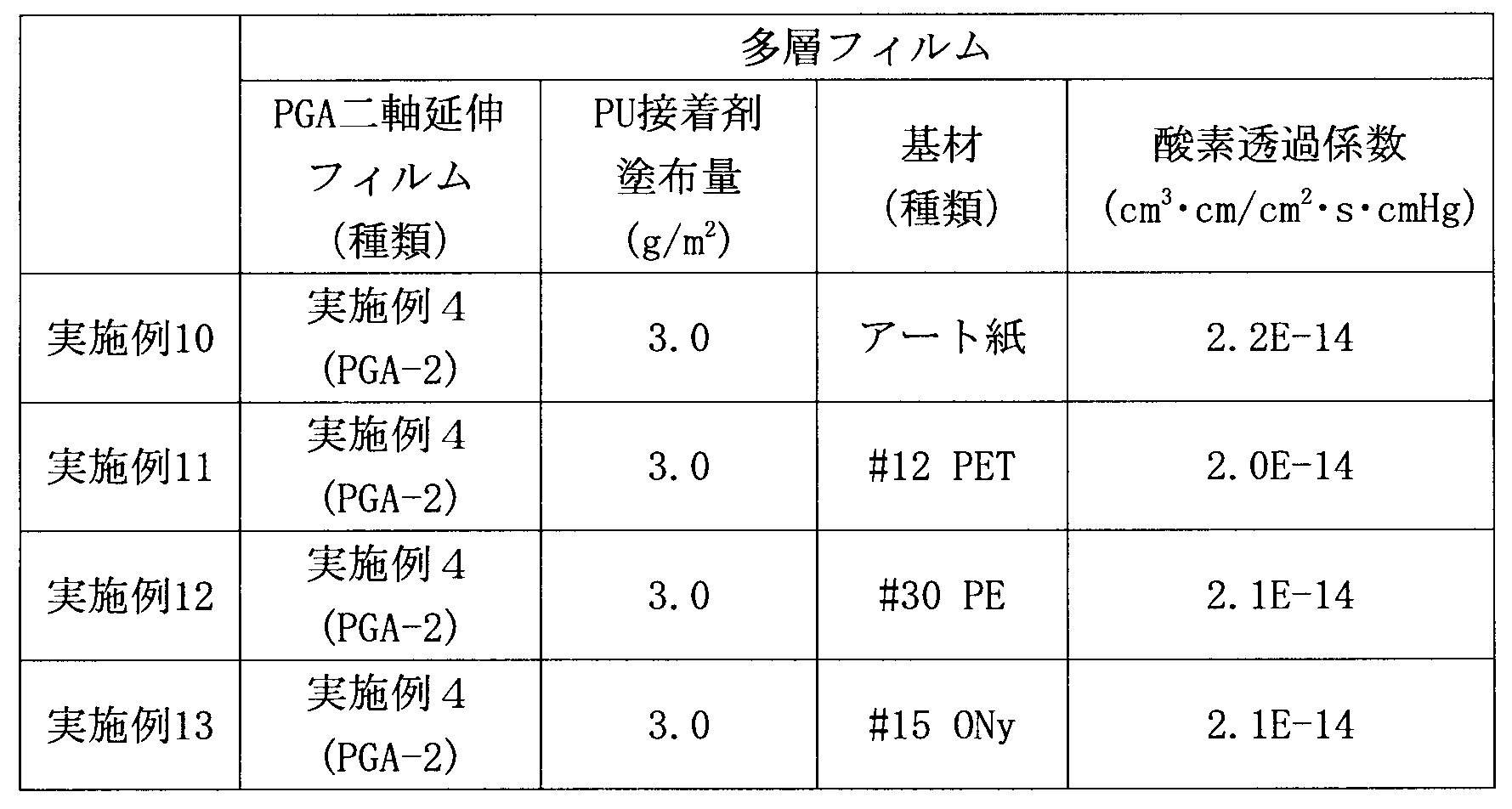
本発明のポリグリコール酸逐次二軸延伸フィルムは、例えば、食品、医薬品、電子材料などの包装材料;培養シート、人工皮膚、スキャホールドなどの医療用材料;などの広範な技術分野において利用することができる。
Claims (20)
- 逐次二軸延伸ポリグリコール酸フィルムの製造方法において、下記工程1乃至4
(1)下記式1

(2)該一軸延伸フィルムを、5~40℃の範囲内であって、かつ、該工程1での延伸温度より5℃以上低い温度に調整した温度環境内を通過させる工程2;
(3)該工程2を経た一軸延伸フィルムを、35~60℃の範囲内であって、かつ、該工程2での温度より3℃以上高い延伸温度で、二次延伸倍率が2.5~6.0倍の範囲内となるように、該工程1での延伸方向とは横断方向に延伸し、一次延伸倍率と二次延伸倍率との積で表わされる面積倍率が11~30倍の範囲内の二軸延伸フィルムを成形する工程3;及び
(4)該二軸延伸フィルムを、70~200℃の範囲内の温度で熱処理する工程4;
を含む逐次二軸延伸ポリグリコール酸フィルムの製造方法。 - 該結晶性ポリグリコール酸が、ポリグリコール酸単独重合体またはグリコリドとシュウ酸エチレン、ラクチド、ラクトン類、トリメチレンカーボネート、及び1,3-ジオキサンからなる群より選ばれる少なくとも一種の環状モノマーとの開環共重合体である請求項1記載の製造方法。
- 該樹脂材料が、樹脂成分として、結晶性ポリグリコール酸または該結晶性ポリグリコール酸70質量%以上とその他の熱可塑性樹脂30質量%以下との混合物を含有するものである請求項1記載の製造方法。
- 該ポリグリコール酸シートが、該結晶性ポリグリコール酸を含有する樹脂材料を押出機内で溶融混練し、該押出機の先端に設けたTダイからシートの形状に溶融押出し、溶融シートを5~70℃の範囲内の表面温度に保持した金属ドラム上にキャストして急冷する方法により成形された非晶性のポリグリコール酸シートである請求項1記載の製造方法。
- 該工程1において、該非晶性のポリグリコール酸シートを、延伸ロールを用いて縦方向(MD)に一軸延伸する請求項1記載の製造方法。
- 該工程1において、該非晶性のポリグリコール酸シートを、43~68℃の範囲内の延伸温度で、一次延伸倍率が3.0~6.5倍の範囲内となるように一方向に延伸して、一軸延伸フィルムを成形する請求項1記載の製造方法。
- 該工程2において、該一軸延伸フィルムを、スポットクーラー、冷却ロール、空調機またはこれらの組み合わせからなる冷却手段により前記範囲内の温度に調整した温度環境内を、2~60秒間の通過時間で通過させる請求項1記載の製造方法。
- 該工程2において、該一軸延伸フィルムを、6~38℃の範囲内であって、かつ、該工程1での延伸温度より10℃以上低い温度に調整した温度環境内を通過させる請求項1記載の製造方法。
- 該工程3において、テンター延伸機を用いて、該一軸延伸フィルムを横方向(TD)に延伸する請求項1記載の製造方法。
- 該工程3において、該一軸延伸フィルムを、37~60℃の範囲内であって、かつ、該工程2での温度より5℃以上高い延伸温度で、二次延伸倍率が3.0~5.5倍の範囲内となるように、該工程1での延伸方向とは横断方向に延伸し、一次延伸倍率と二次延伸倍率との積で表わされる面積倍率が11~28倍の範囲内の二軸延伸フィルムを成形する請求項1記載の製造方法。
- 該工程4において、該二軸延伸フィルムを、緊張させた状態で、70~200℃の範囲内の温度に調整した乾熱雰囲気下を通過させて熱処理する請求項1記載の製造方法。
- 下記式1

(a)温度23℃及び相対湿度80%の条件下で測定した酸素透過係数が、1.0×10-14~1.0×10-12cm3・cm/cm2・s・cmHgの範囲内であり、
(b)温度23℃及び相対湿度50%の条件下で測定した落球衝撃強度が、50~300J/mの範囲内であり、
(c)温度23℃及び相対湿度50%の条件下で測定した突刺強度が、6~30J/mの範囲内であり、並びに
(d)日本工業規格JIS K7361に従って、フィルム幅方向の中央部を5cm×5cm角にカットした試料を用いて測定したヘイズ値が、0.01~10%の範囲内である
ことを特徴とする逐次二軸延伸ポリグリコール酸フィルム。 - 温度23℃及び相対湿度80%の条件下で測定した酸素透過係数が、1.0×10-14~8.0×10-13cm3・cm/cm2・s・cmHgの範囲内である請求項12記載の逐次二軸延伸ポリグリコール酸フィルム。
- 該ヘイズ値が、0.01~9.0%の範囲内である請求項12記載の逐次二軸延伸ポリグリコール酸フィルム。
- 請求項1記載の製造方法により得られたものである請求項12記載の逐次二軸延伸ポリグリコール酸フィルム。
- 請求項12記載の逐次二軸延伸ポリグリコール酸フィルムと基材とを積層してなる層構造を有する多層フィルム。
- 該基材が、紙、樹脂フィルム、または金属箔である請求項16記載の多層フィルム。
- 該樹脂フィルムが、ポリオレフィン樹脂、熱可塑性ポリエステル樹脂、ビニル芳香族樹脂、塩素含有樹脂、ポリカーボネート樹脂、脂肪族ポリエステル樹脂、ポリアミド、またはエチレン-ビニルアルコール共重合体から形成された熱可塑性樹脂フィルムである請求項17記載の多層フィルム。
- 該逐次二軸延伸ポリグリコール酸フィルムと基材とが接着剤層を介して積層してなる層構造を有する請求項16記載の多層フィルム。
- 逐次二軸延伸ポリグリコール酸フィルムをPGAと表記したとき、PGA/樹脂フィルム、樹脂フィルム/PGA/樹脂フィルム、PGA/樹脂フィルム/PGA/樹脂フィルム、樹脂フィルム/PGA/樹脂フィルム/PGA/樹脂フィルム、PGA/紙、紙/PGA/紙、紙/PGA/金属箔、樹脂フィルム/PGA/紙、PGA/金属箔、樹脂フィルム/PGA/金属箔、PGA/樹脂フィルム/金属箔、またはPGA/金属箔/樹脂フィルムの層構造を有するものである請求項16記載の多層フィルム。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20090715448 EP2255951A1 (en) | 2008-02-28 | 2009-01-22 | Successively biaxially stretched polyglycolic acid film, process for producing the successively biaxially stretched polyglycolic acid film, and multilayered film |
| US12/919,120 US20110027590A1 (en) | 2008-02-28 | 2009-01-22 | Sequentially Biaxially-Oriented Polyglycolic Acid Film, Production Process Thereof and Multi-Layer Film |
| CN2009801054720A CN101945749A (zh) | 2008-02-28 | 2009-01-22 | 逐次双轴拉伸聚乙醇酸膜、该聚乙醇酸膜的制造方法以及多层膜 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-047985 | 2008-02-28 | ||
| JP2008047985A JP4972012B2 (ja) | 2008-02-28 | 2008-02-28 | 逐次二軸延伸ポリグリコール酸フィルム、その製造方法、及び多層フィルム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009107425A1 true WO2009107425A1 (ja) | 2009-09-03 |
Family
ID=41015831
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/050965 WO2009107425A1 (ja) | 2008-02-28 | 2009-01-22 | 逐次二軸延伸ポリグリコール酸フィルム、その製造方法、及び多層フィルム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20110027590A1 (ja) |
| EP (1) | EP2255951A1 (ja) |
| JP (1) | JP4972012B2 (ja) |
| CN (1) | CN101945749A (ja) |
| WO (1) | WO2009107425A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011096395A1 (ja) * | 2010-02-04 | 2011-08-11 | 株式会社クレハ | 多層延伸成形物の製造方法 |
| US20140220329A1 (en) * | 2011-06-30 | 2014-08-07 | Dow Global Technologies Llc | Clear graphic cling films |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8079413B2 (en) | 2008-12-23 | 2011-12-20 | W. Lynn Frazier | Bottom set downhole plug |
| US8899317B2 (en) | 2008-12-23 | 2014-12-02 | W. Lynn Frazier | Decomposable pumpdown ball for downhole plugs |
| US9181772B2 (en) | 2009-04-21 | 2015-11-10 | W. Lynn Frazier | Decomposable impediments for downhole plugs |
| US9062522B2 (en) | 2009-04-21 | 2015-06-23 | W. Lynn Frazier | Configurable inserts for downhole plugs |
| US9127527B2 (en) | 2009-04-21 | 2015-09-08 | W. Lynn Frazier | Decomposable impediments for downhole tools and methods for using same |
| US9163477B2 (en) | 2009-04-21 | 2015-10-20 | W. Lynn Frazier | Configurable downhole tools and methods for using same |
| US9109428B2 (en) | 2009-04-21 | 2015-08-18 | W. Lynn Frazier | Configurable bridge plugs and methods for using same |
| US9562415B2 (en) | 2009-04-21 | 2017-02-07 | Magnum Oil Tools International, Ltd. | Configurable inserts for downhole plugs |
| US9040120B2 (en) | 2011-08-05 | 2015-05-26 | Frito-Lay North America, Inc. | Inorganic nanocoating primed organic film |
| US20130101855A1 (en) * | 2011-10-20 | 2013-04-25 | Frito-Lay North America, Inc. | Barrier paper packaging and process for its production |
| US8399077B1 (en) * | 2011-11-21 | 2013-03-19 | Cryovac, Inc. | Polyglycolic acid-based film |
| US9267011B2 (en) | 2012-03-20 | 2016-02-23 | Frito-Lay North America, Inc. | Composition and method for making a cavitated bio-based film |
| US9162421B2 (en) | 2012-04-25 | 2015-10-20 | Frito-Lay North America, Inc. | Film with compostable heat seal layer |
| US8722164B2 (en) | 2012-05-11 | 2014-05-13 | Cryovac, Inc. | Polymeric film for use in bioprocessing applications |
| CA2872274C (en) | 2012-06-23 | 2016-11-29 | Frito-Lay North America, Inc. | Deposition of ultra-thin inorganic oxide coatings on packaging |
| US9149980B2 (en) | 2012-08-02 | 2015-10-06 | Frito-Lay North America, Inc. | Ultrasonic sealing of packages |
| US9090021B2 (en) | 2012-08-02 | 2015-07-28 | Frito-Lay North America, Inc. | Ultrasonic sealing of packages |
| JP6463736B2 (ja) | 2013-05-17 | 2019-02-06 | ホリスター・インコーポレイテッドHollister Incorporated | 生分解性臭気バリアフィルム |
| WO2015086463A1 (de) * | 2013-12-10 | 2015-06-18 | Basf Se | Polymermischung für barrierefolie |
| JP6899733B2 (ja) * | 2017-08-10 | 2021-07-07 | 株式会社クラレ | 多層構造体およびその製造方法、それを用いた包装材および製品、ならびに電子デバイスの保護シート |
| CN107962696B (zh) * | 2017-12-14 | 2020-03-17 | 陈逊 | 一种聚乙醇酸树脂复合薄膜的制造工艺 |
| US20210387396A1 (en) * | 2018-10-09 | 2021-12-16 | SunAllomer Ltd., | Production method of polypropylene sheet |
| CN112679708B (zh) * | 2019-10-17 | 2023-04-07 | 中国石油化工股份有限公司 | 用于连续开环制备聚乙醇酸的催化剂组合物及制备聚乙醇酸的方法及其聚乙醇酸 |
| CN110921099B (zh) * | 2019-11-26 | 2021-12-07 | 江苏金之虹新材料有限公司 | 高阻隔生物降解自立袋及其制备方法 |
| CN113278268B (zh) * | 2021-04-15 | 2022-08-09 | 江南大学 | 一种强韧性聚酯复合材料及其制备方法 |
| CN113278269B (zh) * | 2021-04-15 | 2022-08-02 | 江南大学 | 一种耐久性聚乙醇酸基材料的制备方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1060136A (ja) | 1996-04-30 | 1998-03-03 | Kureha Chem Ind Co Ltd | ポリグリコール酸配向フィルム及びその製造方法 |
| JP2006130848A (ja) | 2004-11-08 | 2006-05-25 | Tohcello Co Ltd | 二軸延伸ポリエステル積層フィルム |
| JP2006182017A (ja) | 2004-12-01 | 2006-07-13 | Unitika Ltd | ポリグリコール酸を主体とする樹脂からなる二軸延伸フィルムおよびその製造方法 |
| JP2007176000A (ja) * | 2005-12-28 | 2007-07-12 | Daicel Chem Ind Ltd | 水蒸気バリア性フィルムの製造方法 |
| JP2007217602A (ja) * | 2006-02-17 | 2007-08-30 | Kureha Corp | 低温延伸可能なポリグリコール酸樹脂組成物およびその延伸フィルムの製造方法 |
| JP2007284595A (ja) * | 2006-04-18 | 2007-11-01 | Daicel Chem Ind Ltd | 脂肪族ポリエステルフィルム |
| JP2007326290A (ja) * | 2006-06-08 | 2007-12-20 | Kureha Corp | ポリグリコール酸樹脂インフレーションフィルムの製造方法 |
| JP2009040917A (ja) * | 2007-08-09 | 2009-02-26 | Kureha Corp | ポリグリコール酸樹脂組成物、その製造方法およびその成形物 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3878284A (en) * | 1971-08-12 | 1975-04-15 | American Cyanamid Co | Processes for making shaped articles such as filaments or films from solutions of polyglycolic acid |
| US4565851A (en) * | 1983-04-25 | 1986-01-21 | Eastman Kodak Company | Containers having improved gas barrier properties |
| US5444113A (en) * | 1988-08-08 | 1995-08-22 | Ecopol, Llc | End use applications of biodegradable polymers |
| US6027677A (en) * | 1988-08-08 | 2000-02-22 | Chronopol, Inc. | Films containing poly(hydroxy acid)s |
| US5076983A (en) * | 1990-07-16 | 1991-12-31 | E. I. Du Pont De Nemours And Company | Polyhydroxy acid films |
| JP3242658B2 (ja) * | 1992-06-26 | 2001-12-25 | ザ、プロクター、エンド、ギャンブル、カンパニー | 生分解性液体不浸透性多層フィルム組成物 |
| JP4073052B2 (ja) * | 1996-04-30 | 2008-04-09 | 株式会社クレハ | ポリグリコール酸シート及びその製造方法 |
| KR100451402B1 (ko) * | 1996-07-19 | 2004-10-06 | 구레하 가가쿠 고교 가부시키가이샤 | 가스 배리어성 복합필름 |
| US20020028857A1 (en) * | 2000-03-31 | 2002-03-07 | Holy Norman L. | Compostable, degradable plastic compositions and articles thereof |
| US20030125508A1 (en) * | 2001-10-31 | 2003-07-03 | Kazuyuki Yamane | Crystalline polyglycolic acid, polyglycolic acid composition and production process thereof |
| US7202326B2 (en) * | 2002-09-24 | 2007-04-10 | Asahi Kasei Chemicals Corporation | Glycolic acid copolymer and method for production thereof |
| JP4925555B2 (ja) * | 2003-03-28 | 2012-04-25 | 株式会社クレハ | ポリグリコール酸系樹脂組成物およびその成形物 |
| TW200427503A (en) * | 2003-05-27 | 2004-12-16 | Kureha Chemical Ind Co Ltd | Process for producing thermoplastic resin molding |
| CN100450752C (zh) * | 2003-10-01 | 2009-01-14 | 株式会社吴羽 | 多层拉伸成型物的制造方法 |
| ITMI20041150A1 (it) * | 2004-06-09 | 2004-09-09 | Novamont Spa | Processo perla produzione di film biodegradabili aventi migliorate proprieta' meccaniche |
| WO2006001250A1 (ja) * | 2004-06-25 | 2006-01-05 | Kureha Corporation | ポリグリコール酸樹脂系多層シート |
| WO2006028000A1 (ja) * | 2004-09-08 | 2006-03-16 | Kureha Corporation | ポリグリコール酸樹脂系多層シート |
| JP4530809B2 (ja) * | 2004-11-08 | 2010-08-25 | 東セロ株式会社 | 二軸延伸ポリエステル多層フィルムの製造方法 |
| ES2445337T3 (es) * | 2006-07-07 | 2014-03-03 | Kureha Corporation | Composición de poliéster alifático y método para producir la misma |
| JP5178015B2 (ja) * | 2007-01-22 | 2013-04-10 | 株式会社クレハ | 芳香族ポリエステル系樹脂組成物およびその製造方法 |
| KR20090104822A (ko) * | 2007-01-22 | 2009-10-06 | 가부시키가이샤 쿠레하 | 방향족 폴리에스테르계 수지 조성물 |
| US8147965B2 (en) * | 2008-05-14 | 2012-04-03 | Kimberly-Clark Worldwide, Inc. | Water-sensitive film containing thermoplastic polyurethane |
| US20110104437A1 (en) * | 2008-06-16 | 2011-05-05 | Toray Industries, Inc. | Vapor deposition film |
-
2008
- 2008-02-28 JP JP2008047985A patent/JP4972012B2/ja not_active Expired - Fee Related
-
2009
- 2009-01-22 WO PCT/JP2009/050965 patent/WO2009107425A1/ja active Application Filing
- 2009-01-22 EP EP20090715448 patent/EP2255951A1/en not_active Withdrawn
- 2009-01-22 US US12/919,120 patent/US20110027590A1/en not_active Abandoned
- 2009-01-22 CN CN2009801054720A patent/CN101945749A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1060136A (ja) | 1996-04-30 | 1998-03-03 | Kureha Chem Ind Co Ltd | ポリグリコール酸配向フィルム及びその製造方法 |
| US5853639A (en) | 1996-04-30 | 1998-12-29 | Kureha Kagaku Kogyo K.K. | Oriented polyglycolic acid film and production process thereof |
| JP2006130848A (ja) | 2004-11-08 | 2006-05-25 | Tohcello Co Ltd | 二軸延伸ポリエステル積層フィルム |
| JP2006182017A (ja) | 2004-12-01 | 2006-07-13 | Unitika Ltd | ポリグリコール酸を主体とする樹脂からなる二軸延伸フィルムおよびその製造方法 |
| JP2007176000A (ja) * | 2005-12-28 | 2007-07-12 | Daicel Chem Ind Ltd | 水蒸気バリア性フィルムの製造方法 |
| JP2007217602A (ja) * | 2006-02-17 | 2007-08-30 | Kureha Corp | 低温延伸可能なポリグリコール酸樹脂組成物およびその延伸フィルムの製造方法 |
| JP2007284595A (ja) * | 2006-04-18 | 2007-11-01 | Daicel Chem Ind Ltd | 脂肪族ポリエステルフィルム |
| JP2007326290A (ja) * | 2006-06-08 | 2007-12-20 | Kureha Corp | ポリグリコール酸樹脂インフレーションフィルムの製造方法 |
| JP2009040917A (ja) * | 2007-08-09 | 2009-02-26 | Kureha Corp | ポリグリコール酸樹脂組成物、その製造方法およびその成形物 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011096395A1 (ja) * | 2010-02-04 | 2011-08-11 | 株式会社クレハ | 多層延伸成形物の製造方法 |
| JPWO2011096395A1 (ja) * | 2010-02-04 | 2013-06-10 | 株式会社クレハ | 多層延伸成形物の製造方法 |
| US20140220329A1 (en) * | 2011-06-30 | 2014-08-07 | Dow Global Technologies Llc | Clear graphic cling films |
| US9156195B2 (en) * | 2011-06-30 | 2015-10-13 | Dow Global Techologies LLC | Clear graphic cling films |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101945749A (zh) | 2011-01-12 |
| US20110027590A1 (en) | 2011-02-03 |
| JP4972012B2 (ja) | 2012-07-11 |
| JP2009202465A (ja) | 2009-09-10 |
| EP2255951A1 (en) | 2010-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4972012B2 (ja) | 逐次二軸延伸ポリグリコール酸フィルム、その製造方法、及び多層フィルム | |
| KR100981484B1 (ko) | 열성형용 폴리락트산계 중합체 조성물, 열성형용폴리락트산계 중합체 시트, 및 이것을 사용한 열성형체 | |
| JPWO2007139236A1 (ja) | ポリ乳酸系組成物からなる成形品 | |
| US20120193835A1 (en) | Method for producing laminate | |
| US20100093948A1 (en) | Aromatic polyester resin moldings and process for production thereof | |
| JP2007204727A (ja) | ポリ乳酸系組成物、その組成物からなる成形品 | |
| JPH09157408A (ja) | 延伸ポリ乳酸フィルムあるいはシート | |
| JP2006089643A (ja) | 樹脂組成物およびその成形体 | |
| US20060024459A1 (en) | Strongly stretched apliphatic polyester moldings | |
| JP3330273B2 (ja) | 熱収縮性ポリ乳酸系フィルムおよびその製造方法 | |
| JP4318440B2 (ja) | 生分解性フィルムおよびその製造方法 | |
| US20150337097A1 (en) | Polylactic acid sheet and method of producing same | |
| JP4669890B2 (ja) | 熱成形体の製造方法 | |
| JP3984492B2 (ja) | 熱成形用ポリ乳酸系多層シートおよびその成形物 | |
| JP2005219487A (ja) | 積層フィルム | |
| JP2004269606A (ja) | 乳酸系樹脂組成物 | |
| JP3694648B2 (ja) | 熱収縮性フィルム | |
| JP4790920B2 (ja) | 包装材用延伸成形体 | |
| JP6160276B2 (ja) | ポリ乳酸系樹脂シート | |
| WO2014189021A1 (ja) | ポリ乳酸系シート及びその製造方法 | |
| JP2003082128A (ja) | 熱収縮性ポリエステル系フィルム | |
| JP2007269038A (ja) | 熱成形用ポリ乳酸系多層シートおよびその成形物 | |
| KR20120073554A (ko) | 생분해성 지방족 폴리에스터계 필름 및 이의 제조방법 | |
| WO2011096395A1 (ja) | 多層延伸成形物の製造方法 | |
| JP2004010900A (ja) | 延伸ポリ乳酸フィルムあるいはシートの滑性・シール強度を高める方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980105472.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09715448 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12919120 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009715448 Country of ref document: EP |