WO2009093444A1 - スピーカ用振動板及びそれを用いたスピーカとスピーカ用振動板の製造方法 - Google Patents
スピーカ用振動板及びそれを用いたスピーカとスピーカ用振動板の製造方法 Download PDFInfo
- Publication number
- WO2009093444A1 WO2009093444A1 PCT/JP2009/000193 JP2009000193W WO2009093444A1 WO 2009093444 A1 WO2009093444 A1 WO 2009093444A1 JP 2009000193 W JP2009000193 W JP 2009000193W WO 2009093444 A1 WO2009093444 A1 WO 2009093444A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- woven fabric
- fabric layer
- speaker diaphragm
- speaker
- mold
- Prior art date
Links
Images










Classifications
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; DEAF-AID SETS; PUBLIC ADDRESS SYSTEMS
- H04R7/00—Diaphragms for electromechanical transducers; Cones
- H04R7/02—Diaphragms for electromechanical transducers; Cones characterised by the construction
- H04R7/12—Non-planar diaphragms or cones
- H04R7/122—Non-planar diaphragms or cones comprising a plurality of sections or layers
- H04R7/125—Non-planar diaphragms or cones comprising a plurality of sections or layers comprising a plurality of superposed layers in contact
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; DEAF-AID SETS; PUBLIC ADDRESS SYSTEMS
- H04R31/00—Apparatus or processes specially adapted for the manufacture of transducers or diaphragms therefor
- H04R31/003—Apparatus or processes specially adapted for the manufacture of transducers or diaphragms therefor for diaphragms or their outer suspension
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; DEAF-AID SETS; PUBLIC ADDRESS SYSTEMS
- H04R2307/00—Details of diaphragms or cones for electromechanical transducers, their suspension or their manufacture covered by H04R7/00 or H04R31/003, not provided for in any of its subgroups
- H04R2307/021—Diaphragms comprising cellulose-like materials, e.g. wood, paper, linen
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; DEAF-AID SETS; PUBLIC ADDRESS SYSTEMS
- H04R2307/00—Details of diaphragms or cones for electromechanical transducers, their suspension or their manufacture covered by H04R7/00 or H04R31/003, not provided for in any of its subgroups
- H04R2307/029—Diaphragms comprising fibres
Definitions
- the present invention relates to a speaker diaphragm and a speaker using the same.
- the speaker diaphragm used in the speaker has a large Young's modulus and an appropriate internal loss.
- FIG. 17 is a perspective view of a conventional speaker diaphragm.
- the speaker diaphragm 204 is composed of an inorganic fiber woven fabric 201 and a laminate 203 in which a natural fiber nonwoven fabric 202 is superimposed on the lower surface thereof.
- the inorganic fiber woven fabric 201 having a small Young loss but a large Young's modulus and the natural fiber non-woven fabric 202 having a small Young's modulus but a large Young's loss are bonded to each other, whereby both the Young's modulus and the internal loss are excellent. It was intended to realize the characteristics.
- This technical content is disclosed in Patent Document 1.
- the present invention improves the sound quality of the speaker by increasing the Young's modulus and internal loss of the speaker diaphragm.
- the speaker diaphragm according to the present invention includes a woven fabric layer in which the impregnated thermosetting resin is in a thermosetting state, and a paper layer integrated on the back side of the woven fabric layer.
- the fluffs of the paper layer filled in the fabric were entangled with the woven yarn of the woven fabric layer from the surface side of the woven fabric layer and integrated with the thermosetting resin.
- the speaker diaphragm according to the present invention includes a woven fabric layer impregnated with a thermosetting resin, and a nonwoven fabric layer that is pressure-bonded and integrated with at least heat on the back side of the woven fabric layer.
- a woven fabric layer impregnated with a thermosetting resin and a nonwoven fabric layer that is pressure-bonded and integrated with at least heat on the back side of the woven fabric layer.
- the present invention can increase the Young's modulus and internal loss of the speaker diaphragm and improve the sound quality of the speaker.
- FIG. 1A is a perspective view of a speaker diaphragm in accordance with the first exemplary embodiment of the present invention.
- FIG. 1B is an enlarged view of a main part when the speaker diaphragm according to Embodiment 1 of the present invention is viewed from the surface side.
- FIG. 2 is a schematic cross-sectional view taken along broken line 2-2 in FIG. 1B.
- FIG. 3 is a cross-sectional view of a speaker using the speaker diaphragm according to Embodiment 1 of the present invention.
- FIG. 4 is a diagram showing a molding machine constituted by a first mold and a second mold for forming the speaker diaphragm in the first embodiment of the present invention.
- FIG. 1A is a perspective view of a speaker diaphragm in accordance with the first exemplary embodiment of the present invention.
- FIG. 1B is an enlarged view of a main part when the speaker diaphragm according to Embodiment 1 of the present invention is
- FIG. 5 is a cross-sectional view showing a method for manufacturing the speaker diaphragm in accordance with the first exemplary embodiment of the present invention.
- FIG. 6 is a cross-sectional view of the raw material of the speaker diaphragm in the first exemplary embodiment of the present invention.
- FIG. 7 is a cross-sectional view showing a method for manufacturing the speaker diaphragm in accordance with the first exemplary embodiment of the present invention.
- FIG. 8 is a cross-sectional view showing a method for manufacturing the speaker diaphragm in the first embodiment of the present invention.
- FIG. 9A is a perspective view of the speaker diaphragm according to the second exemplary embodiment of the present invention.
- FIG. 9B is an enlarged view of a main part when the speaker diaphragm according to Embodiment 1 of the present invention is viewed from the front side.
- FIG. 10 is a schematic cross-sectional view taken along broken line 10-10 in FIG. 9B.
- FIG. 11 is a cross-sectional view of a speaker using the speaker diaphragm according to Embodiment 2 of the present invention.
- FIG. 12 is a diagram illustrating a molding machine configured with a first mold and a second mold for forming the speaker diaphragm in the second embodiment of the present invention.
- FIG. 13 is a cross-sectional view illustrating a method for manufacturing the speaker diaphragm in accordance with the second exemplary embodiment of the present invention.
- FIG. 14 is a cross-sectional view of the raw material of the speaker diaphragm in the second exemplary embodiment of the present invention.
- FIG. 15 is a cross-sectional view showing a method of manufacturing the speaker diaphragm in the second embodiment of the present invention.
- FIG. 16 is a cross-sectional view illustrating the method for manufacturing the speaker diaphragm in the second embodiment of the present invention.
- FIG. 17 is a perspective view of a conventional speaker diaphragm.
- FIG. 1A is a perspective view of a speaker diaphragm in accordance with the first exemplary embodiment of the present invention.
- the speaker diaphragm 5 has a two-layer structure of a woven fabric layer 6 and a paper layer 7.
- the woven fabric layer 6 is formed by weaving two types of woven yarns 9 of warp yarns 8a and weft yarns 8b in a lattice shape, and the lattice stripes are exposed on the surface of the diaphragm 5 for speakers.
- thermosetting resin exists in the inside and the outer periphery of the warp yarn 8a and the weft yarn 8b, and the warp yarn 8a and the weft yarn 8b itself are obtained by thermosetting the thermosetting resin.
- the woven fabric layer 6 formed by weaving them is in a cured state.
- the woven fabric layer 6 is configured to contain at least one of high-strength fibers such as aramid fibers, polyester fibers, acrylic fibers, cotton fibers, carbon fibers, glass fibers, silk fibers, and the like as a thermosetting resin.
- aramid fibers such as aramid fibers, polyester fibers, acrylic fibers, cotton fibers, carbon fibers, glass fibers, silk fibers, and the like as a thermosetting resin.
- the paper layer 7 is formed by mixing aramid fibers with cellulose fibers, and is integrated on the back side of the woven fabric layer 6 by thermocompression bonding. Thus, since the paper layer 7 is thermocompression integrated on the back side of the woven fabric layer 6, air does not pass from the front surface side to the back surface side of the speaker diaphragm 5. Further, the pulp constituting the paper layer 7 is filled in a stitch 10 that is a portion surrounded by adjacent warp yarns 8 a and weft yarns 8 b of the woven fabric layer 6.
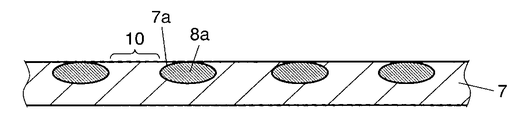
- FIG. 1B is an enlarged view of a main part when the speaker diaphragm according to Embodiment 1 of the present invention is viewed from the surface side.
- the pulp fluff 7 a of the paper layer 7 is entangled with the warp yarn 8 a and the weft yarn 8 b from the surface side of the woven fabric layer 6, and is cured with a thermosetting resin together with the woven yarn 9.
- the stitch 10 refers to a substantially rectangular parallelepiped portion whose bottom surface is surrounded by the warp yarn 8 a and the weft yarn 8 b and whose height is equal to the thickness of the woven yarn 9.
- FIG. 2 is a schematic cross-sectional view taken along broken line 2-2 in FIG. 1B.
- the portion of the stitch 10 between the warp yarns 8 a is filled with pulp of the paper layer 7, and the fluff 7 a of the pulp of the paper layer 7 is warp yarn from the surface side of the woven fabric layer 6. It is thermocompression bonded in a state of being entangled with 8a.
- the state where the fluff 7a is entangled with the warp 8a has been described.
- the fluff 7a is entangled similarly to the warp 8a.
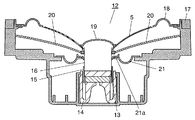
- FIG. 3 is a cross-sectional view of a speaker using the speaker diaphragm according to the first embodiment of the present invention.
- a speaker 12 includes a magnetic circuit 14 having a cylindrical magnetic gap 13 and a cylindrical voice coil in which a portion having a coil 15 is movably disposed in the magnetic gap 13 of the magnetic circuit 14. And a body 16.
- the inner peripheral portion of the shallow plate-like speaker diaphragm 5 is connected to the outer portion of the magnetic gap 13 of the voice coil body 16, and the outer peripheral portion of the speaker diaphragm 5 is connected to the deep dish-like frame 17.
- the cross-sectional shape held in the upper surface opening portion is connected to the inner peripheral portion of the ring-shaped first edge 18.
- a hemispherical dust cap 19 is provided near the inner peripheral portion of the speaker diaphragm 5 so as to cover the upper surface side of the voice coil body 16. It has a function to prevent intrusion of moisture and the like.
- the lead wire 20 from the coil 15 of the voice coil body 16 is not in contact with the speaker diaphragm 5 between the connection portion of the speaker diaphragm 5 of the voice coil body 16 and the portion disposed in the magnetic gap 13. It is pulled out to the frame 17 in a state.
- the inner peripheral end of the second edge 21 having a ring-shaped cross section formed by an elastic body is formed in a portion of the voice coil body 16 between the lead wire 20 lead-out portion and the magnetic gap 13 placement portion. It is connected via a suspension holder 21a. Further, the other end side of the second edge 21 is connected to an inner surface intermediate portion of the frame 17.
- the second edge 21 and the first edge 18 are formed of an elastic body such as urethane or rubber.
- the second edge 21 is downward, and the first edge 18 is upward.
- the shape protrudes in the opposite direction.
- the operation of the speaker diaphragm 5 also has an upward and downward symmetry, and as a result, distortion included in the sound reproduced from the speaker 12 can be reduced.
- the voice coil body 16 When an audio signal is passed through the voice coil body 16 of the speaker 12 configured as described above, the voice coil body 16 reacts with the magnetic field formed by the magnetic gap 13 to generate a driving force.
- This driving direction follows the Fleming left-hand rule, and the voice coil body 16 varies in the vertical direction. Due to the fluctuation of the voice coil body 16, the speaker diaphragm 5 whose inner peripheral portion is connected to the voice coil body 16 similarly vibrates in the vertical direction, and sound is generated from the speaker 12 by moving the air. It is a mechanism.
- the diaphragm for a speaker is formed by overlapping members having different properties such as woven fabric and paper, these members cannot be integrated. As a result, it is difficult for the speaker diaphragm having such a configuration to maximize the high Young's modulus of the woven fabric layer fixed with the thermosetting resin and the large internal loss of the paper layer, thereby improving the sound quality of the speaker. However, it was not enough.
- the pulp fluff 7 a of the paper layer 7 filled in the stitches 10 of the woven fabric layer 6 on the surface side of the woven fabric layer 6.
- the pulp fluff 7 a of the paper layer 7 filled in the stitches 10 of the woven fabric layer 6 on the surface side of the woven fabric layer 6.
- the speaker diaphragm 5 having a configuration in which the fluff 7a of the pulp is filled into the stitch 10 of the woven fabric layer 6 and entangled with the woven yarn 9 from the surface side of the woven fabric layer 6, the speaker 12 is used.
- the sound quality can be improved.
- the speaker diaphragm 5 is filled with more pulp having a large internal loss in the stitches 10 of the woven fabric layer 6, and the large internal loss is reduced. Because it can be obtained.
- the speaker diaphragm 5 has a two-layer structure of a paper layer 7 and a woven fabric layer 6 formed of fine linear fibers, and the fiber fluff 7a of the paper layer 7 entering the stitch 10 is woven. Since the warp yarn 8a and the weft yarn 8b of the fabric layer 6 are entangled from the front side of the woven fabric layer 6, generally only the back side of the woven fabric layer 6 is bonded to the paper layer 7. Unlike the conventional speaker diaphragm 204, the woven fabric layer 6 and the paper layer 7 are integrated. As a result, the strength of the speaker diaphragm 5 is increased, and the Young's modulus of the speaker diaphragm 5 is higher than that of the conventional speaker diaphragm 204, so that the sound quality is improved.
- the speaker diaphragm 5 according to Embodiment 1 of the present invention can increase internal loss and Young's modulus, and can improve the sound quality of the speaker 12. Further, as described above, in the diaphragm 5 for speakers, the woven fabric layer 6 and the paper layer 7 can be sufficiently integrated, so that the possibility that the woven fabric layer 6 and the paper layer 7 are peeled off is extremely reduced. You can also.
- thermosetting resin contained in the woven fabric layer 6 it is desirable to use a resin containing at least one of a phenol resin, an acrylic resin, an epoxy resin, and a vinyl ester resin.
- a resin containing these resins can be sufficiently cured during thermocompression bonding to increase the hardness of the speaker diaphragm 5 and increase the Young's modulus of the speaker diaphragm 5.
- aramid fibers may be mixed in the paper layer 7.
- the strength of the speaker diaphragm 5 can be increased, and the hardness of the speaker diaphragm 5 is increased accordingly, so the Young's modulus is further increased. be able to.
- the entire speaker diaphragm 5 is composed of aramid fibers, and a higher Young's modulus can be obtained.
- the woven fabric layer 6 it is desirable to use a woven fabric containing at least one of high-hardness fibers such as aramid fiber, polyester fiber, acrylic fiber, cotton fiber, carbon fiber, glass fiber, and silk fiber. . If the woven fabric containing these fibers is used, the hardness of the woven fabric layer 6 can be improved, and the Young's modulus of the speaker diaphragm 5 can be increased.
- high-hardness fibers such as aramid fiber, polyester fiber, acrylic fiber, cotton fiber, carbon fiber, glass fiber, and silk fiber.
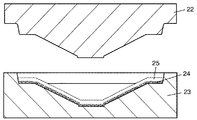
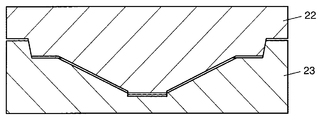
- FIG. 4 is a diagram showing a molding machine constituted by a first mold and a second mold for forming the speaker diaphragm in the first embodiment of the present invention.
- the first mold 22 has a truncated cone shape having a mold protruding downward
- the second mold 23 has a truncated cone shape of the first mold 22. It is a dish shape to be fitted.
- the first mold 22 and the second mold 23 are provided with heaters for heating.
- FIG. 5 is a cross-sectional view showing a method for manufacturing the speaker diaphragm in accordance with the first exemplary embodiment of the present invention.
- the first mold 22 is pulled upward in the second mold 23.
- a dish-shaped papermaking screen 24 is placed on the second mold 23.
- the papermaking screen 24 is in a state in which pulp as a raw material of the paper layer 7 is scooped up from the pulp solution, and a pulp accumulation layer 25 is formed on the papermaking screen 24 by pulp.
- the thickness of the pulp accumulation layer 25 is approximately 10 mm.
- the heater for heating the second mold 23 is driven to heat and evaporate the moisture contained in the pulp accumulation layer 25.
- the pulp deposit layer 25 is not compressed by the first mold 22 and the second mold 23. That is, the pulp accumulation layer 25 is heated and dried in a non-pressurized state.
- the heater for heating attached to the second mold 23 is driven, but not only the heater for heating embedded in the second mold 23 is used.
- a heater for heating attached to one mold 22 may be driven simultaneously.
- the pulp accumulation layer 25 may be dried with warm air such as a dryer, or may be naturally dried without driving a heater for heating.
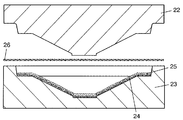
- FIG. 6 is a cross-sectional view of the raw material of the speaker diaphragm in the first exemplary embodiment of the present invention.
- the pulp accumulation layer 25 when the pulp accumulation layer 25 is heated and dried in a non-pressurized state, the pulp accumulation layer 25 is dried while being scooped up from the pulp solution.
- the pulp on the surface facing the mold 22 has a large number of fluff 25a and is fluffy.
- the pulp in the pulp accumulation layer 25 is further fluffed by lightly applying a wire brush or the like to the dried pulp accumulation layer 25.
- FIG. 7 is a cross-sectional view showing a method for manufacturing the speaker diaphragm in accordance with the first exemplary embodiment of the present invention.
- the flat woven fabric 26 before embossing is arranged between the first mold 22 and the second mold 23 on which the pulp accumulation layer 25 and the papermaking screen 24 are placed.
- the flat woven fabric 26 is a member corresponding to the woven fabric layer 6 after molding, and is formed by weaving yarns in a lattice shape.
- the flat woven fabric 26 is pre-impregnated with a thermosetting resin containing at least one of a phenol resin, an acrylic resin, an epoxy resin, and a vinyl ester resin thermosetting resin.
- FIG. 8 is a cross-sectional view showing a method for manufacturing the speaker diaphragm in accordance with the first exemplary embodiment of the present invention.
- the first mold 22 is pushed down to the second mold 23, and the pulp accumulation layer 25 and the flat woven fabric 26 are pressurized and compressed.
- the fluff 25a shown in FIG. 6 enters the stitch of the flat woven fabric 26 and protrudes from the surface of the flat woven fabric 26. And then compressed. That is, the pulp accumulation layer 25 and the flat woven fabric 26 are clamped in a state where the fluff 25a of the pulp accumulation layer 25 is filled with the stitches of the flat woven fabric 26.
- the pulp accumulation layer 25 and the flat woven fabric 26 are deformed by pressurization and compression, and become the shapes of the paper layer 7 and the woven fabric layer 6 of the speaker diaphragm 5 shown in FIG. 1B, respectively.
- the first mold 22 and the second mold 23 are heated to 180 to 250 degrees to impregnate the flat woven fabric 26.
- the cured thermosetting resin is thermoset to integrate the pulp accumulation layer 25 and the flat woven fabric 26.
- the first mold 22 and the second mold 23 are opened, the molded speaker diaphragm 5 is taken out, and the papermaking screen 24 is peeled off.
- the mold was clamped with the pulp deposition layer 25 and the papermaking screen 24 placed on the second mold 23, but after the pulp deposition layer 25 was dried by heating, the papermaking screen 24 was peeled off, Only the flat woven fabric 26 and the pulp accumulation layer 25 may be clamped.
- the speaker diaphragm 5 according to the first embodiment of the present invention is formed.
- the fluff 25a on the surface of the pulp accumulation layer 25 facing the first mold 22 is filled into the stitches of the flat woven fabric 26. And can be compression molded in a state of protruding from the surface of the flat woven fabric 26. Then, as shown in FIGS. 1A and 1B, the speaker diaphragm 5 having a configuration in which the fluff 7 a is entangled with the woven yarn 9 and fixed with a thermosetting resin can be formed from the surface side of the woven fabric layer 6. it can.
- the pulp accumulation layer 25 may be fluffed by brushing with a wire brush or a coarse paper basket. In this way, if the pulp accumulation layer 25 is further fluffed, more fluff 25a can enter into the texture of the flat woven fabric 26, and the paper layer in the stitch 10 in the speaker diaphragm 5 after manufacture. 7 can be increased, and the fluff 7a of the paper layer 7 can be entangled with the woven yarn 9.
- the pulp that is the raw material of the paper layer 7 has fibers having a fibril structure such as animal hair fibers such as wool, bast fibers such as hemp, and seed hair fibers such as cotton and kapok. May be mixed. That is, when fibers having a structure in which ultrafine fiber elements are bundled like a fibril structure are mixed, the fibers are cracked during drying, and the pulp accumulation layer 25 is further fluffed, and more fluff 25a is removed.
- the woven fabric of the flat woven fabric 26 can be made to enter. Furthermore, if the pulp mixed with the fiber having the fibril structure is brushed with a wire brush or a coarse paper basket, it can be made more fluffy.
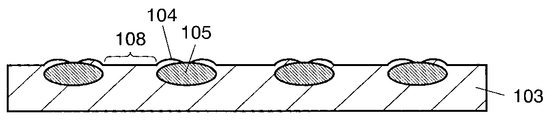
- FIG. 9A is a perspective view of the speaker diaphragm according to the second exemplary embodiment of the present invention.
- the speaker diaphragm 101 has a two-layer structure of a woven fabric layer 102 and a nonwoven fabric layer 103, and the fuzz 104 of the nonwoven fabric layer 103 is formed on the woven fabric layer 102 as will be described later. It has an entangled configuration.
- the woven fabric layer 102 is formed by weaving two kinds of woven yarns 107 of warp yarns 105 and weft yarns 106 in a lattice pattern. The lattice stripes are formed on the speaker surface when the speaker diaphragm 101 is mounted on the speaker. It appears in the state.
- thermosetting resin (not shown) exists in the inside and the outer periphery of the warp yarn 105 and the weft yarn 106, and when the thermosetting resin is thermally cured, the warp yarn 105 and the weft yarn 106 itself, And the woven fabric layer 102 formed by weaving them is in a cured state.
- the woven fabric layer 102 is configured to contain at least one of high-strength fibers such as aramid fiber, polyester fiber, acrylic fiber, cotton fiber, carbon fiber, glass fiber, silk fiber, and the like as a thermosetting resin.
- aramid fiber such as aramid fiber, polyester fiber, acrylic fiber, cotton fiber, carbon fiber, glass fiber, silk fiber, and the like
- thermosetting resin such as aramid fiber, polyester fiber, acrylic fiber, cotton fiber, carbon fiber, glass fiber, silk fiber, and the like.
- a resin containing at least one of a phenol resin, an acrylic resin, an epoxy resin, and a vinyl ester resin are examples of phenol resin, an acrylic resin, an epoxy resin, and a vinyl ester resin.
- the nonwoven fabric layer 103 is formed by mixing bamboo fiber with a content of 0.5 wt% or more and 20 wt% or less in softwood pulp fiber.
- the bamboo fibers mixed in the nonwoven fabric layer 103 are beaten small until they become a microfibril state, and the average fiber diameter is 5 ⁇ m or less, so that the bamboo fibers are sufficiently entangled with the softwood pulp fibers.
- the nonwoven fabric layer 103 is integrated on the back side of the woven fabric layer 102 by thermocompression bonding. Thus, since the nonwoven fabric layer 103 is thermocompression integrated on the back side of the woven fabric layer 102, air does not pass from the front surface side to the back surface side of the speaker diaphragm 101.
- the bamboo fiber and the softwood pulp fiber constituting the nonwoven fabric layer 103 are filled in a stitch 108 that is a portion surrounded by the adjacent warp yarn 105 and weft yarn 106 of the woven fabric layer 102.
- FIG. 9B is an enlarged view of a main part when the speaker diaphragm according to Embodiment 1 of the present invention is viewed from the surface side.
- the bamboo fiber and the softwood pulp fiber fluff 104 of the nonwoven fabric layer 103 are entangled with the warp yarn 105 and the weft yarn 106 from the surface side of the woven fabric layer 102 (the side opposite to the joint surface with the nonwoven fabric layer 103), It has a structure cured with a thermosetting resin together with the woven yarn 107. That is, in the speaker diaphragm 101, the thermosetting resin is cured by heat and the woven fabric layer 102 and the nonwoven fabric layer 103 are integrated by pressure bonding.
- the woven fabric layer 102 and the nonwoven fabric layer 103 are made of bamboo fiber. Crimping is integrated. Strictly speaking, the stitch 108 refers to a substantially rectangular parallelepiped portion whose bottom surface is the surface surrounded by the warp yarn 105 and the weft yarn 106.
- FIG. 10 is a schematic sectional view taken along the broken line 10-10 in FIG. 9B.
- the stitches 108 between the warp yarns 105 are filled with bamboo fibers and softwood pulp fibers of the nonwoven fabric layer 103, and the bamboo fibers and softwood pulp fiber fluff 104 of the nonwoven fabric layer 103.
- the state where the fluff 104 is entangled with the warp yarn 105 has been described.
- the fluff 104 is entangled similarly to the warp thread 105.
- FIG. 11 is a cross-sectional view of a speaker using the speaker diaphragm according to the second embodiment of the present invention.
- a speaker 111 includes a magnetic circuit 113 having a cylindrical magnetic gap 112, and a cylindrical voice coil body 115 in which a coil 114 portion is movably disposed in the magnetic gap 112. .
- the inner peripheral portion of the cone-shaped speaker diaphragm 101 is connected to the outer peripheral portion near the upper end of the voice coil body 115, and the outer peripheral portion of the speaker diaphragm 101 is a ring-shaped first edge 116. Is connected to the upper surface opening portion of the deep dish-shaped frame 117.
- a hemispherical dust cap 118 is provided in the vicinity of the inner peripheral portion of the speaker diaphragm 101 so as to cover the upper surface side of the voice coil body 115. It has a function to prevent intrusion of moisture and the like.
- the lead wire 119 from the coil 114 of the voice coil body 115 is led out of the frame 117 from the upper part of the voice coil body 115 in a non-contact state with the speaker diaphragm 101.
- An AC current to which an audio signal is added is sent from the outside of the speaker to the coil 114 via the lead line 119.
- the inner peripheral end of the second edge 120 having a ring-shaped planar shape formed by an elastic body is formed between the lead wire 119 lead portion and the magnetic gap 112 placement portion of the voice coil body 115.
- the suspension holder 121 is connected. Further, the other end side of the second edge 120 is coupled to an inner surface intermediate portion of the frame 117.
- the second edge 120 and the first edge 116 are formed of an elastic body such as urethane or rubber, but the second edge 120 is downward, and the first edge 116 is upward.
- the shape protrudes in the opposite direction.
- the operation of the speaker diaphragm 101 is also symmetric in the upward and downward directions, and as a result, distortion included in the sound reproduced from the speaker 111 can be reduced.
- the voice coil body 115 reacts with the magnetic field formed by the magnetic gap 112 and a driving force is generated in the voice coil body 115.
- This driving direction follows the Fleming left-hand rule, and the voice coil body 115 fluctuates in the vertical direction. Due to the fluctuation of the voice coil body 115, the speaker diaphragm 101 whose inner peripheral portion is connected to the voice coil body 115 similarly vibrates in the vertical direction, and sound is generated from the speaker 111 by moving the air. It is a mechanism.
- the speaker diaphragm is formed by overlapping members such as woven fabric and paper, these members cannot be sufficiently integrated because they have different properties. As a result, it is difficult for the speaker diaphragm having such a configuration to maximize the high Young's modulus of the woven fabric layer fixed with the thermosetting resin and the large internal loss of the non-woven fabric layer. The improvement was not enough.
- the speaker diaphragm 101 according to Embodiment 2 of the present invention has a configuration in which bamboo fibers are mixed into the nonwoven fabric layer 103.
- the bamboo fibers have a characteristic of high rigidity and toughness, so that the bamboo fibers tend to stand on the surface of the nonwoven fabric layer 103. .
- many fluffs 104 are formed on the surface of the nonwoven fabric layer 103 made of bamboo fibers, and the fluffs 104 are filled in the stitches 108 of the woven fabric layer 102.
- fuzz 104 is filled in the stitch 108 of the woven fabric layer 102, and further, the fuzz 104 is entangled with the woven yarn 107 of the woven fabric layer 102. Therefore, the woven fabric layer 102 and the nonwoven fabric layer 103 are firmly integrated.
- the speaker diaphragm 101 generally has a configuration in which only the back surface side of the woven fabric layer 102 is bonded to the layer of the nonwoven fabric layer 103 (see FIG. 17), the woven fabric layer 102 and the nonwoven fabric layer 103 are sufficiently integrated.
- the excellent Young's modulus of the woven fabric layer and the excellent interior of the nonwoven fabric layer The loss can be fully exploited.
- the Young's modulus of speaker diaphragm 101 can be further increased by the rigidity and toughness of bamboo fiber itself.
- the speaker diaphragm 101 according to Embodiment 2 of the present invention can increase internal loss and Young's modulus, and can improve the sound quality of the speaker 111.
- woven fabric layer 102 and nonwoven fabric layer 103 can be firmly integrated. The possibility of peeling off can be made extremely low.
- the speaker diaphragm 101 according to the second embodiment of the present invention using bamboo fiber as a material to be mixed into the nonwoven fabric layer 103 is excellent in terms of cost and environment.
- conifers that have been used as materials for conventional speaker diaphragms are harvested around the world for a variety of uses other than speaker diaphragms, there is currently a concern that there will be a shortage of conifers. It is in.
- bamboo is present more in Asia than in conifers, and its growth rate is very fast. Based on such a situation, in Embodiment 2 of the present invention, bamboo fibers are mixed into the nonwoven fabric layer 103, and the ratio of the softwood pulp fibers in the nonwoven fabric layer 103 is reduced. As a result, the speaker diaphragm 101 according to the second embodiment of the present invention can be manufactured at a low cost and without adversely affecting the environment.
- the bamboo fibers mixed in the nonwoven fabric layer 103 are in a microfibril state with an average fiber diameter of 5 ⁇ m or less by beating.
- the bamboo fiber to be mixed is in a microfibril state, the entanglement between the bamboo fiber and the softwood pulp fiber can be improved, and the Young's modulus of the speaker diaphragm can be improved.
- the average fiber diameter of the bamboo fiber mixed in the nonwoven fabric layer 103 was 5 micrometers or less, it is not restricted to this, You may make the average fiber diameter of bamboo fiber 5 micrometers or more.
- the average fiber diameter of the bamboo fibers is 5 ⁇ m or more, the force for strengthening the entanglement between the bamboo fibers and the softwood pulp fibers is reduced as compared with the case where the average fiber diameter is 5 ⁇ m or less.
- the nonwoven fabric layer 103 may be formed only of bamboo fibers, and the speaker diaphragm 101 may be formed. In this case, the inherent properties of the bamboo fiber are exhibited, that is, the rigidity and toughness of the bamboo fiber can make the Young's modulus higher than that of the conventional speaker diaphragm.
- thermosetting resin included in the woven fabric layer 102 it is desirable to use a resin containing at least one of a phenol resin, an acrylic resin, an epoxy resin, and a vinyl ester resin as the thermosetting resin included in the woven fabric layer 102.
- a resin containing these resins can be sufficiently cured during thermocompression bonding to increase the hardness of the speaker diaphragm 101 and increase the Young's modulus of the speaker diaphragm 101.
- aramid fibers may be mixed in the nonwoven fabric layer 103.
- the strength of the speaker diaphragm 101 can be increased, and the hardness of the speaker diaphragm 101 is increased accordingly, and thus the Young's modulus is further increased. be able to.
- Even when aramid fibers are mixed in this way if the bamboo fibers are beaten to the microfibril state, the bamboo fibers can be sufficiently entangled with the aramid fibers, and the properties of the bamboo fibers can be exhibited. .
- the woven fabric layer 102 it is desirable to use a woven fabric containing at least one of hard fibers such as aramid fiber, polyester fiber, acrylic fiber, cotton fiber, carbon fiber, glass fiber, and silk fiber. . If a woven fabric containing these fibers is used, the hardness of the woven fabric layer 102 can be improved and the Young's modulus of the speaker diaphragm 101 can be increased.
- hard fibers such as aramid fiber, polyester fiber, acrylic fiber, cotton fiber, carbon fiber, glass fiber, and silk fiber.
- the woven fabric layer 102 has a lattice pattern exposed on the surface of the speaker.
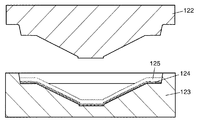
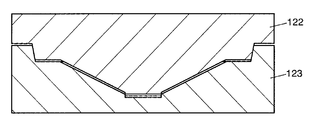
- FIG. 12 is a view showing a molding machine constituted by a first mold and a second mold for forming the speaker diaphragm in the second embodiment of the present invention.
- the first mold 122 has a truncated cone shape having a mold protruding downward
- the second mold 123 has a truncated cone shape of the first mold 122. It is a dish shape to be fitted.
- the first mold 122 and the second mold 123 are provided with heaters for heating.
- FIG. 13 is a cross-sectional view showing a method for manufacturing the speaker diaphragm in accordance with the second exemplary embodiment of the present invention.
- the first mold 122 is pulled upward in the second mold 123.
- a dish-shaped papermaking screen 124 is placed on the second mold 123.
- the papermaking screen 124 is in a state in which softwood pulp fibers and bamboo fibers, which are raw materials of the nonwoven fabric layer 103, are scooped up from the dissolution tank, and the thickness made up of the fibers and bamboo fibers is about 10 mm on the papermaking screen 124.
- a deposited layer 125 is formed.
- the bamboo fibers in a fibrillated state are evenly mixed in the dissolution tank, the bamboo fibers are evenly present in the deposition layer 125 and are randomly oriented. Further, the amount of bamboo fiber mixed in the dissolution tank is adjusted so that the bamboo fiber becomes 0.5 wt% or more and 20 wt% or less when the moisture of the deposition layer 125 is evaporated.
- the heater for heating the second mold 123 is driven to heat and evaporate the moisture contained in the deposited layer 125.
- the deposited layer 125 is not compressed by the first mold 122 and the second mold 123. That is, the deposited layer 125 is heated and dried in a non-pressurized state.
- the heater for heating attached to the second mold 123 is driven, but not only the heater for heating embedded in the second mold 123 is used. Heating heaters attached to one mold 122 may be driven simultaneously.
- the deposited layer 125 may be dried with warm air such as a dryer without driving a heater for heating, or may be naturally dried.
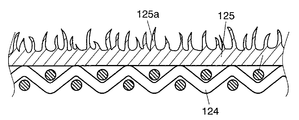
- FIG. 14 is a cross-sectional view of the raw material of the speaker diaphragm in accordance with the second exemplary embodiment of the present invention.
- the deposited layer 125 when the deposited layer 125 is heated and dried in a non-pressurized state, the deposited layer 125 is dried while being scooped up from the pulp solution. Therefore, the first mold 122 of the deposited layer 125 after drying A large number of fluffs 125a made of bamboo fibers and softwood pulp fibers are generated on the opposite surfaces, and the surface of the deposited layer 125 is fluffy.
- the bamboo fiber fluff 125a stands up against the surface of the deposited layer 125 as compared with the softwood pulp fiber.
- softwood pulp fibers tend to be laid on the surface of the deposited layer 125 after drying and arranged in a direction along the surface of the deposited layer 125 (a state lying on the surface), whereas bamboo fibers are coniferous.
- it has a tendency to easily maintain the state before drying because it has higher rigidity and toughness than pulp fiber. That is, on the surface of the deposited layer 125 before drying, the bamboo fibers that have been oriented in directions other than the direction along the surface are maintained as they are when heated and dried, and as a result, on the surface of the deposited layer 125 after drying. It becomes a standing state.
- the bamboo fibers present on the surface of the deposited layer 125 and oriented in directions other than the direction along the surface of the deposited layer 125 are fluffed after drying. 125a.
- FIG. 15 is a cross-sectional view showing a method for manufacturing the speaker diaphragm in accordance with the second exemplary embodiment of the present invention.
- the flat woven fabric 126 before embossing is disposed between the first mold 122 and the second mold 123 on which the deposition layer 125 and the papermaking screen 124 are placed.
- the flat woven fabric 126 is a member corresponding to the woven fabric layer 102 after molding, and is formed by weaving yarns in a lattice shape.
- the flat woven fabric 126 is pre-impregnated with a thermosetting resin containing at least one of a phenol resin, an acrylic resin, an epoxy resin, and a vinyl ester resin thermosetting resin.
- FIG. 16 is a cross-sectional view showing a method for manufacturing the speaker diaphragm in the second embodiment of the present invention.
- the first mold 122 is pushed down to the second mold 123, and the deposited layer 125 and the flat woven fabric 126 are pressurized and compressed.
- the bamboo fibers and softwood pulp fibers of the deposited layer 125 were fluffy, so the fluff 125a shown in FIG. 14 enters the stitches of the flat woven fabric 126 and protrudes from the surface of the flat woven fabric 126. And then compressed. That is, the deposition layer 125 and the flat woven fabric 126 are clamped in a state where the fluff 125a of the bamboo fiber and the softwood pulp fiber of the deposited layer 125 fills the stitches of the flat woven fabric 126.
- the deposited layer 125 and the flat woven fabric 126 are deformed by pressurization and compression, and become the shape of the nonwoven fabric layer 103 and the woven fabric layer 102 of the speaker diaphragm 101 shown in FIG. 9A, respectively.
- the first mold 122 and the second mold 123 are heated to 180 to 250 degrees to impregnate the flat woven cloth 126.
- the thermosetting resin thus obtained is thermally cured to integrate the deposition layer 125 and the flat woven fabric 126. That is, the deposited layer 125 and the flat woven fabric 126 are integrated by applying heat, and the fuzz 125 a is also integrated by being intertwined with the flat woven fabric 126.
- the mold 122 and the second mold 123 are opened, the molded speaker diaphragm 101 is taken out, and the papermaking screen 124 is peeled off.
- the mold is clamped with the deposition layer 125 and the papermaking screen 124 placed on the second mold 123.
- the papermaking screen 124 is peeled off to form a flat plate shape. Only the woven fabric 126 and the deposited layer 125 may be clamped.
- the speaker diaphragm 101 according to the second embodiment of the present invention is formed.
- the fluff 125a on the surface of the deposition layer 125 facing the first mold 122 is filled into the stitches of the flat woven fabric 126. Further, it can be compression-molded in a state of protruding from the surface of the flat woven fabric 26. Then, as shown in FIGS. 9A and 9B, the speaker vibration having a configuration in which the fluff 104 made of bamboo fiber and softwood pulp fiber is entangled with the woven yarn 107 and fixed with a thermosetting resin from the surface side of the woven fabric layer 102. A plate 101 can be formed.
- the speaker diaphragm according to the present invention has a configuration in which the fluff of the paper layer is entangled with the weaving yarn from the surface side of the woven fabric layer and fixed with a thermosetting resin, and the paper layer and the woven fabric layer are integrated.
- the internal loss and Young's modulus of the speaker diaphragm can be increased.
- the speaker diaphragm according to the present invention has a configuration in which bamboo fibers are mixed in the nonwoven fabric layer, and the surface of the woven fabric layer is filled with the fluff by the bamboo fibers in addition to the fluff by the nonwoven fabric layer in the knitted fabric layer. Since these fluffs are entangled from the side, the woven fabric layer and the nonwoven fabric layer can be sufficiently integrated, and the internal loss and Young's modulus of the speaker diaphragm can be increased.
- the speaker diaphragm in the present invention can improve the sound quality of the speaker and is useful in various acoustic devices.
Abstract
本発明によるスピーカ用振動板は、含浸した熱硬化性樹脂が熱硬化状態となった織布層と、この織布層の裏面側に重合一体化された紙層とを備え、織布層の編目に充填させた紙層の毛羽が、織布層の表面側から織布層の織糸に絡みつき、かつ、熱硬化性樹脂で固着された構成としたので、織布層の編目に紙層が充填されて一体化し、スピーカ用振動板の内部損失及びヤング率を大きくすることができる。この結果、スピーカの音質を向上させることができる。
Description
本発明は、スピーカ用振動板及びそれを用いたスピーカに関する。
スピーカが優れた音質にて音を再生するためには、スピーカに用いられるスピーカ用振動板が大きなヤング率と適度な内部損失を兼ね備えることが必要となる。
図17は従来のスピーカ用振動板の斜視図である。図17において、スピーカ用振動板204は、無機繊維織布201と、さらにその下面に天然繊維不織布202を重ね合わせた積層体203にて構成される。そして、内部損失は小さいが大きなヤング率を有する無機繊維織布201と、ヤング率は小さいが大きな内部損失を有する天然繊維不織布202とを貼り合わせることにより、ヤング率と内部損失の両方に優れた特性を実現しようとするものであった。なお、この技術内容は特許文献1に開示されている。
しかしながら、上記従来のスピーカ用振動板204では、互いに異なる性質を有する無機繊維織布201と天然繊維不織布202とを単に貼り合わせた構成としているため、無機繊維織布201と天然繊維不織布202とは十分に一体化しているとは言い難いものであった。したがって、従来のスピーカ用振動板204では、無機繊維織布201の有する大きなヤング率と天然繊維不織布202の有する大きな内部損失とを存分に発揮させることは難しく、スピーカの音質の向上が十分に図れるものではなかった。
特開2003-219493号公報
本発明はスピーカ用振動板のヤング率と内部損失を高めることにより、スピーカの音質を向上させる。
本発明におけるスピーカ用振動板は、含浸した熱硬化性樹脂が熱硬化状態となった織布層と、この織布層の裏面側に一体化された紙層とを備え、織布層の編目に充填された紙層の毛羽が、織布層の表面側から織布層の織糸に絡みつき、且つ熱硬化性樹脂で一体化された構成とした。
また、本発明におけるスピーカ用振動板は、熱硬化性樹脂を含浸した織布層と、この織布層の裏面側に少なくとも熱をかけて圧着一体化された不織布層とを備え、不織布層には竹繊維が混入された構成とした。
上記構成により本発明は、スピーカ用振動板のヤング率と内部損失を高めることができ、スピーカの音質を向上させることができる。
5,101 スピーカ用振動板
6,102 織布層
7 紙層
7a,104 毛羽
8a,105 縦糸
8b,106 横糸
9,107 織糸
10,108 編目
12,111 スピーカ
13,112 磁気ギャップ
14,113 磁気回路
15,114 コイル
16,115 ボイスコイル体
17,117 フレーム
18,116 第一のエッジ
19,118 ダストキャップ
20,119 引出線
21,120 第二のエッジ
21a,121 サスペンションホルダ
22,122 第一の金型
23,123 第二の金型
24,124 抄紙スクリーン
25 パルプ堆積層
25a,125a 毛羽
26,126 平板状織布
103 不織布層
125 堆積層
6,102 織布層
7 紙層
7a,104 毛羽
8a,105 縦糸
8b,106 横糸
9,107 織糸
10,108 編目
12,111 スピーカ
13,112 磁気ギャップ
14,113 磁気回路
15,114 コイル
16,115 ボイスコイル体
17,117 フレーム
18,116 第一のエッジ
19,118 ダストキャップ
20,119 引出線
21,120 第二のエッジ
21a,121 サスペンションホルダ
22,122 第一の金型
23,123 第二の金型
24,124 抄紙スクリーン
25 パルプ堆積層
25a,125a 毛羽
26,126 平板状織布
103 不織布層
125 堆積層
以下、本発明の実施形態の構成について図面を用いて説明する。
(実施の形態1)
図1Aは本発明の実施の形態1におけるスピーカ用振動板の斜視図である。図1Aにおいて、スピーカ用振動板5は、織布層6の層と紙層7の層との2層構造となっている。織布層6は、縦糸8a及び横糸8bの2種類の織糸9を格子状に織ることによって形成されており、この格子縞はスピーカ用振動板5の表面に表出した状態となっている。これら縦糸8aと横糸8bの内部及び外周部には熱硬化性樹脂(図示せず)が存在する状態となっており、この熱硬化性樹脂が熱硬化することにより、縦糸8aと横糸8b自体、及びそれらを織ることで形成された織布層6が硬化した状態となっている。なお、この織布層6は、アラミド繊維、ポリエステル繊維、アクリル繊維、綿繊維、カーボン繊維、ガラス繊維、絹繊維などの高強度繊維のうち少なくとも一つを含有した構成とし、熱硬化性樹脂としては、フェノール樹脂、アクリル樹脂、エポキシ樹脂、ビニルエステル樹脂の少なくとも一つを含有する樹脂を用いている。
図1Aは本発明の実施の形態1におけるスピーカ用振動板の斜視図である。図1Aにおいて、スピーカ用振動板5は、織布層6の層と紙層7の層との2層構造となっている。織布層6は、縦糸8a及び横糸8bの2種類の織糸9を格子状に織ることによって形成されており、この格子縞はスピーカ用振動板5の表面に表出した状態となっている。これら縦糸8aと横糸8bの内部及び外周部には熱硬化性樹脂(図示せず)が存在する状態となっており、この熱硬化性樹脂が熱硬化することにより、縦糸8aと横糸8b自体、及びそれらを織ることで形成された織布層6が硬化した状態となっている。なお、この織布層6は、アラミド繊維、ポリエステル繊維、アクリル繊維、綿繊維、カーボン繊維、ガラス繊維、絹繊維などの高強度繊維のうち少なくとも一つを含有した構成とし、熱硬化性樹脂としては、フェノール樹脂、アクリル樹脂、エポキシ樹脂、ビニルエステル樹脂の少なくとも一つを含有する樹脂を用いている。
紙層7は、セルロース繊維にアラミド繊維を混入させて形成されており、熱圧着により織布層6の背面側に一体化されている。このように、織布層6の背面側には紙層7が熱圧着一体化されているため、スピーカ用振動板5の表面側から裏面側にかけて空気が通過することはない。また、この紙層7を構成するパルプは、織布層6の隣り合う縦糸8a及び横糸8bによって囲まれた部分である編目10に充填されている。
図1Bは本発明の実施の形態1におけるスピーカ用振動板を表面側から見たときの要部拡大図である。図1Bにおいて、紙層7のパルプの毛羽7aは、織布層6の表面側から縦糸8a及び横糸8bに絡みつき、織糸9とともに熱硬化性樹脂により硬化した構造となっている。なお、編目10とは厳密には、底面が縦糸8a及び横糸8bによって囲まれた面であり、高さが織糸9の厚さと等しいほぼ直方体部分を指す。
図2は図1Bの破線部2-2における断面模式図である。図2において、スピーカ用振動板5では、縦糸8aの間の編目10部分には紙層7のパルプが充填されており、紙層7のパルプの毛羽7aは織布層6の表面側から縦糸8aに絡みついた状態で熱圧着されている。なお、ここでは縦糸8aに毛羽7aが絡み付いている様子について説明した。同様に、横糸8bにおいても縦糸8aと同様に毛羽7aが絡みついた状態となっている。
図3は本発明の実施の形態1におけるスピーカ用振動板を用いたスピーカの断面図である。図3において、スピーカ12は、円筒状の磁気ギャップ13を有する磁気回路14と、この磁気回路14の磁気ギャップ13内に、コイル15を備えた部分が可動自在に配置された円筒状のボイスコイル体16と、を備えている。
そして、このボイスコイル体16の磁気ギャップ13外部分に、浅皿状のスピーカ用振動板5の内周部分が連結され、さらにこのスピーカ用振動板5の外周部分は、深皿状のフレーム17の上面開口部分に保持させた断面形状がリング状の第一のエッジ18の内周部分に連結されている。なお、このスピーカ用振動板5内周部分付近には、ボイスコイル体16の上面側を覆うように半球状のダストキャップ19が設けられており、このダストキャップ19は磁気ギャップ13への粉塵や水分等の侵入を防止する機能を有している。
また、ボイスコイル体16のコイル15からの引出線20を、このボイスコイル体16のスピーカ用振動板5連結部分と磁気ギャップ13内配置部分との間から、スピーカ用振動板5とは非接触状態でフレーム17へと引出している。
さらに、このボイスコイル体16の、引出線20引出部と磁気ギャップ13内配置部分との間部分には、弾性体により形成した断面形状がリング状である第二のエッジ21の内周端がサスペンションホルダ21aを介して連結されている。また、この第二のエッジ21の他端側はフレーム17の内面中間部分に接続させている。
これらの第二のエッジ21と第一のエッジ18はウレタンまたはゴムなどの弾性体により形成されたものであるが、第二のエッジ21は下方に、また第一のエッジ18は上方へと互いに反対方向に突出する形状にしている。
このように、第一のエッジ18と第二のエッジ21をそれぞれ逆方向に突出する形状としたことにより、ボイスコイル体16の上、下方向への可動負荷が近似することになる。
したがって、スピーカ用振動板5の動作も上、下方向に対称性を持つようになり、その結果、スピーカ12から再生される音声に含まれる歪みを低減することができる。
以上のように構成されたスピーカ12のボイスコイル体16に、音声信号を流すと、磁気ギャップ13が形成する磁界と反応し、ボイスコイル体16には駆動力が発生する。この駆動方向はフレミング左手の法則に従い、ボイスコイル体16は上下方向に変動する。そして、このボイスコイル体16の変動により、ボイスコイル体16にその内周部分が連結されたスピーカ用振動板5も同様に上下方向に振動し、空気を動かすことでスピーカ12から音声が発生する仕組みとなっている。
しかしながら、スピーカ用振動板を、織布と紙などの互いに性質の異なる部材同士を重ね合わせて形成する場合、これらの部材同士を一体化することはできなかった。この結果、このような構成のスピーカ用振動板は熱硬化性樹脂で固着した織布層の大きなヤング率と紙層の大きな内部損失とを最大限に発揮させることは難しく、スピーカの音質の向上が十分に図れるものではなかった。
そこで、本発明の実施形態1におけるスピーカ用振動板5では、図2に示すように、織布層6の表面側において、織布層6の編目10に充填した紙層7のパルプの毛羽7aを織布層6の織糸9に絡みつかせ、熱硬化性樹脂で固着させた構成とした。
このように、織布層6の表面側から、パルプの毛羽7aを織布層6の編目10に充填させ、織糸9に絡みつかせた構成のスピーカ用振動板5を用いると、スピーカ12の音質の向上を図ることができる。
これは、まず、図17に示す従来のスピーカ用振動板204に比べ、スピーカ用振動板5では織布層6の編目10に内部損失の大きいパルプがより多く充填されており、大きな内部損失を得ることができるからである。
さらに、スピーカ用振動板5では、細かい線状の繊維にて形成された紙層7と織布層6との2層構造とし、編目10に入り込んだ紙層7の繊維の毛羽7aは、織布層6の縦糸8a及び横糸8bに織布層6の表面側から絡みつかせた構成としているので、一般に織布層6の裏面側のみが紙層7の層に貼り合わされた構成となっている従来のスピーカ用振動板204とは異なり、織布層6と紙層7とが一体化されている。この結果、スピーカ用振動板5の強度が高められ、従来のスピーカ用振動板204に比べ、スピーカ用振動板5の有するヤング率は高いものとなるため、音質が向上する。
以上、説明したように本発明の実施の形態1におけるスピーカ用振動板5は、内部損失及びヤング率を高めることができ、スピーカ12の音質を高めることができる。また、上述したようにスピーカ用振動板5では、織布層6と紙層7とを十分一体化することができるため、織布層6と紙層7が剥離する可能性を極めて低くすることもできる。
また、織布層6に含まれる熱硬化性樹脂として、フェノール樹脂、アクリル樹脂、エポキシ樹脂、ビニルエステル樹脂の少なくとも一つを含有する樹脂を用いるのが望ましい。これらの樹脂を含有する樹脂であれば、熱圧着時に十分に硬化しスピーカ用振動板5の硬度を高めることができ、スピーカ用振動板5のヤング率を大きくさせることができる。
また、紙層7にはアラミド繊維を混入してもよい。このように、硬度の高いアラミド繊維を紙層7に混入すると、スピーカ用振動板5の強度が高めることができ、これに伴ってスピーカ用振動板5の硬度も増すため、よりヤング率を高めることができる。なお、アラミド繊維を紙層7に混入するとともに織布層6にアラミド繊維を用いると、スピーカ用振動板5全体がアラミド繊維で構成され、さらに大きいヤング率を得ることができる。
同様に、織布層6は、アラミド繊維、ポリエステル繊維、アクリル繊維、綿繊維、カーボン繊維、ガラス繊維、絹繊維などの硬度の高い繊維のうち少なくとも一つを含有する織布を用いるのが望ましい。これらの繊維を含有する織布を用いれば、織布層6の硬度を向上させることができ、スピーカ用振動板5のヤング率を高めることができる。
次に、本発明の実施の形態1におけるスピーカ用振動板5の製造方法について説明する。
図4は、本発明の実施の形態1におけるスピーカ用振動板を形成するための第一の金型と第二の金型で構成された成型機を示す図である。図4において、第一の金型22は、下方に突出する成形型を備えた円錐台形状となっており、また第二の金型23は、この第一の金型22の円錐台形状が嵌合される皿形状となっている。これら第一の金型22、第二の金型23には図示していないが、加熱用のヒーターが取り付けられている。
図5は本発明の実施の形態1におけるスピーカ用振動板の製造方法を示す断面図である。
図5において、先ずは第一の金型22を第二の金型23の上方向に引き離す。次に、第二の金型23上に皿状の抄紙スクリーン24を載せる。抄紙スクリーン24は、紙層7の原料となるパルプをパルプ溶解液からすくい上げた状態となっており、抄紙スクリーン24上にはパルプによってパルプ堆積層25が形成されている。このときパルプ堆積層25の厚みはおよそ10mmである。この状態で、第二の金型23の加熱用のヒーターを駆動させ、パルプ堆積層25に含まれる水分を加熱蒸発させる。ここで、第一の金型22が押し下げられることはないので、第一の金型22と第二の金型23にてパルプ堆積層25を圧縮することはない。すなわち、パルプ堆積層25は非加圧状態で加熱乾燥される。なお、本発明の実施の形態1では、第二の金型23に取り付けられた加熱用のヒーターのみを駆動させたが、第二の金型23に埋め込まれた加熱用のヒーターだけでなく第一の金型22に取り付けられた加熱用のヒーターも同時に駆動させてもよい。あるいは、加熱用のヒーターを駆動させることなく、パルプ堆積層25をドライヤーなどの温風で乾燥させても良いし、自然乾燥させてもよい。
図6は本発明の実施の形態1におけるスピーカ用振動板の原材料の断面図である。図6において、パルプ堆積層25を非加圧状態で加熱乾燥させると、パルプ堆積層25はパルプ溶解液からすくい上げたままの状態にて乾燥するため、乾燥後のパルプ堆積層25の第一の金型22と対向する面のパルプは多数の毛羽25aを有し、毛羽立った状態となっている。なお、本発明の実施の形態1では、乾燥後のパルプ堆積層25にワイヤブラシなどを軽く当てることにより、パルプ堆積層25のパルプをさらに毛羽立たせている。
図7は本発明の実施の形態1におけるスピーカ用振動板の製造方法を示す断面図である。図7において、型押しする前の平板状織布26を、第一の金型22と、パルプ堆積層25及び抄紙スクリーン24が載置された状態の第二の金型23との間に配置する。この平板状織布26は、成型後の織布層6にあたる部材であり、糸を格子状に織ることにより形成されている。また、平板状織布26には、フェノール樹脂、アクリル樹脂、エポキシ樹脂、ビニルエステル樹脂熱硬化性樹脂のうち、少なくとも一つを含有した熱硬化性樹脂が予め含浸されている。
図8は本発明の実施の形態1におけるスピーカ用振動板の製造方法を示す断面図である。図8において、第一の金型22を第二の金型23へと押し下げ、パルプ堆積層25と平板状織布26とを加圧、圧縮する。このとき、パルプ堆積層25のパルプは毛羽だった状態となっているため、図6で示した毛羽25aは平板状織布26の編目に入り込んで、平板状織布26の表面から突出した状態となり、続いて圧縮される。すなわち、パルプ堆積層25の毛羽25aが平板状織布26の編目を充填した状態で、パルプ堆積層25と平板状織布26は型締めされる。
なお、この時点で、パルプ堆積層25及び平板状織布26は加圧、圧縮により変形し、それぞれ図1Bに示したスピーカ用振動板5の紙層7及び織布層6の形状となる。
さらに、パルプ堆積層25と平板状織布26とを型締めした状態で、第一の金型22及び第二の金型23を180度~250度に加熱させ、平板状織布26に含浸させた熱硬化性樹脂を熱硬化させてパルプ堆積層25と平板状織布26とを一体化する。その後、第一の金型22及び第二の金型23を開き、成型されたスピーカ用振動板5を取り出し、抄紙スクリーン24を剥がす。なお、本発明の実施の形態1では第二の金型23にパルプ堆積層25及び抄紙スクリーン24を載置した状態で型締めしたが、パルプ堆積層25の加熱乾燥後に抄紙スクリーン24を剥がし、平板状織布26とパルプ堆積層25のみを型締めしてもよい。
以上の工程により、本発明の実施の形態1におけるスピーカ用振動板5が形成される。
このように、本発明の実施の形態1におけるスピーカ用振動板の製造方法によると、パルプ堆積層25の第一の金型22と対向する面の毛羽25aを平板状織布26の編目に充填させ、平板状織布26の表面から突出させた状態で圧縮成型することができる。そして、図1A、図1Bに示すような、織布層6の表面側から、毛羽7aを織糸9に絡みつかせ熱硬化樹脂で固着させた構成のスピーカ用振動板5を形成することができる。
また、パルプ堆積層25を乾燥させた後に、ワイヤブラシや目の粗い紙鑢などを用いてブラッシングを行い、パルプ堆積層25を毛羽立たせてもよい。このように、パルプ堆積層25をさらに毛羽立たせると、より多くの毛羽25aを平板状織布26の織目に入り込ませることができ、製造後のスピーカ用振動板5において、編目10における紙層7の毛羽7aの充填率を高めることができるとともに、紙層7の毛羽7aを織糸9により絡めた構成とすることができるのである。
また、パルプ堆積層25を毛羽立たせるために、紙層7の原料となるパルプに羊毛などの獣毛繊維、麻などの靱皮繊維、綿やカポックなどの種毛繊維のようなフィブリル構造を有する繊維を混入させてもよい。すなわち、フィブリル構造のように、極細の繊維素が束になった構造を有する繊維を混入させると、乾燥時に繊維が割れることでパルプ堆積層25にはさらに毛羽立ちが生じ、より多くの毛羽25aを平板状織布26の織目に入り込ませることができるのである。さらに、このフィブリル構造を有する繊維を混入させたパルプに対し、ワイヤブラシや目の粗い紙鑢などを用いてブラッシングを行うと、より毛羽立たせることができる。
(実施の形態2)
図9Aは本発明の実施の形態2におけるスピーカ用振動板の斜視図である。図9Aにおいて、スピーカ用振動板101は、織布層102の層と不織布層103の層との2層構造となっており、さらに後述するように不織布層103の毛羽104が織布層102に絡みついた構成となっている。織布層102は、縦糸105及び横糸106の2種類の織糸107を格子状に織ることによって形成されており、この格子縞はスピーカ用振動板101をスピーカに搭載させた際に、スピーカの表面に表出した状態となる。これら縦糸105と横糸106の内部及び外周部には熱硬化性樹脂(図示せず)が存在する状態となっており、この熱硬化性樹脂が熱硬化することにより、縦糸105と横糸106自体、及びそれらを織ることで形成された織布層102が硬化した状態となっている。
図9Aは本発明の実施の形態2におけるスピーカ用振動板の斜視図である。図9Aにおいて、スピーカ用振動板101は、織布層102の層と不織布層103の層との2層構造となっており、さらに後述するように不織布層103の毛羽104が織布層102に絡みついた構成となっている。織布層102は、縦糸105及び横糸106の2種類の織糸107を格子状に織ることによって形成されており、この格子縞はスピーカ用振動板101をスピーカに搭載させた際に、スピーカの表面に表出した状態となる。これら縦糸105と横糸106の内部及び外周部には熱硬化性樹脂(図示せず)が存在する状態となっており、この熱硬化性樹脂が熱硬化することにより、縦糸105と横糸106自体、及びそれらを織ることで形成された織布層102が硬化した状態となっている。
なお、この織布層102は、アラミド繊維、ポリエステル繊維、アクリル繊維、綿繊維、カーボン繊維、ガラス繊維、絹繊維などの高強度繊維のうち少なくとも一つを含有した構成とし、熱硬化性樹脂としては、フェノール樹脂、アクリル樹脂、エポキシ樹脂、ビニルエステル樹脂の少なくとも一つを含有する樹脂を用いている。
不織布層103は、針葉樹パルプ繊維に竹繊維を0.5wt%以上20wt%以下の含有量で混入させて形成されている。この不織布層103に混入されている竹繊維は、ミクロフィブリル状態となるまで小さく叩解され、その平均繊維径を5μm以下としたことにより、針葉樹パルプ繊維と十分に絡みあった状態となっている。
また、不織布層103は熱圧着により織布層102の背面側に一体化されている。このように、織布層102の背面側には不織布層103が熱圧着一体化されているため、スピーカ用振動板101の表面側から裏面側にかけて空気が通過することはない。
さらに、この不織布層103を構成する竹繊維及び針葉樹パルプ繊維は、織布層102の隣り合う縦糸105及び横糸106によって囲まれた部分である編目108に充填されている。
図9Bは本発明の実施の形態1におけるスピーカ用振動板を表面側から見たときの要部拡大図である。図9Bにおいて、不織布層103の竹繊維および針葉樹パルプ繊維の毛羽104は、織布層102の表面側(不織布層103との接合面とは逆の面側)から縦糸105及び横糸106に絡みつき、織糸107とともに熱硬化性樹脂により硬化した構造となっている。すなわち、スピーカ用振動板101は、熱により熱硬化性樹脂を硬化させ、織布層102と不織布層103を圧着一体化させたことに加え、竹繊維により織布層102と不織布層103とが圧着一体化していることになる。なお、編目108とは厳密には縦糸105及び横糸106によって囲まれた面を底面としたほぼ直方体部分を指す。
図10は図9Bの破線部10-10における断面模式図である。図10において、スピーカ用振動板101では、縦糸105の間の編目108部分には不織布層103の竹繊維および針葉樹パルプ繊維が充填されており、不織布層103の竹繊維および針葉樹パルプ繊維の毛羽104は織布層102の表面側から縦糸105に絡みついた状態で熱圧着されている。なお、ここでは縦糸105に毛羽104が絡み付いている様子について説明した。同様に、横糸106においても縦糸105と同様に毛羽104が絡みついた状態となっている。
図11は本発明の実施の形態2におけるスピーカ用振動板を用いたスピーカの断面図である。図11において、スピーカ111は、円筒状の磁気ギャップ112を有する磁気回路113と、この磁気ギャップ112内にコイル114部分が可動自在に配置された円筒状のボイスコイル体115と、を備えている。
そして、このボイスコイル体115の上端付近の外周部分にコーン形状のスピーカ用振動板101の内周部分が連結され、さらにこのスピーカ用振動板101の外周部分は、リング状の第一のエッジ116を介して深皿状のフレーム117の上面開口部分に連結されている。なお、このスピーカ用振動板101内周部分付近には、ボイスコイル体115の上面側を覆うように半球状のダストキャップ118が設けられており、このダストキャップ118は磁気ギャップ112への粉塵や水分等の侵入を防止する機能を有している。
また、ボイスコイル体115のコイル114からの引出線119を、このボイスコイル体115の上部から、スピーカ用振動板101とは非接触状態でフレーム117の外部へと引出している。この引出線119を介して音声信号を付加した交流電流がスピーカ外部からコイル114へと流される仕組みとなっている。
さらに、このボイスコイル体115の、引出線119引出部と磁気ギャップ112内配置部分との間部分には、弾性体により形成した平面形状がリング状である第二のエッジ120の内周端がサスペンションホルダ121を介して連結されている。また、この第二のエッジ120の他端側はフレーム117の内面中間部分に結合させている。
これらの第二のエッジ120と第一のエッジ116はウレタンまたはゴムなどの弾性体により形成されたものであるが、第二のエッジ120は下方に、また第一のエッジ116は上方へと互いに反対方向に突出する形状にしている。
このように、第一のエッジ116と第二のエッジ120をそれぞれ逆方向に突出する形状としたことにより、ボイスコイル体115の上、下方向への可動負荷が近似することになる。
したがって、スピーカ用振動板101の動作も上、下方向に対称性を持つようになり、その結果、スピーカ111から再生される音声に含まれる歪みを低減することができる。
以上のように構成されたスピーカ111のボイスコイル体115に、音声信号を流すと、磁気ギャップ112が形成する磁界と反応し、ボイスコイル体115には駆動力が発生する。この駆動方向はフレミング左手の法則に従い、ボイスコイル体115は上下方向に変動する。そして、このボイスコイル体115の変動により、ボイスコイル体115にその内周部分が連結されたスピーカ用振動板101も同様に上下方向に振動し、空気を動かすことでスピーカ111から音声が発生する仕組みとなっている。
しかしながら、スピーカ用振動板を、織布と紙などの部材同士を重ね合わせて形成する場合、これらの部材同士は互いに性質が異なるため十分に一体化することはできなかった。この結果、このような構成のスピーカ用振動板は、熱硬化性樹脂で固着した織布層の大きなヤング率と不織布層の大きな内部損失とを最大限に発揮させることは難しく、スピーカの音質の向上が十分に図れるものではなかった。
そこで、本発明の実施の形態2におけるスピーカ用振動板101では、不織布層103に竹繊維を混入させた構成とした。
このように、竹繊維を混入させた不織布層103では、竹繊維が剛性・強靭性が高いという特性を有しているため、不織布層103の表面に対して竹繊維が起こり立った状態となりやすい。このため、竹繊維による不織布層103の表面に対して起こり立った状態の毛羽104が多く発生し、この毛羽104が織布層102の編目108に充填されることになる。そして、スピーカ用振動板101は、毛羽104が織布層102の編目108に充填され、さらに毛羽104が織布層102の織糸107に絡みついた状態で熱硬化性樹脂にて熱圧着一体化されているため、織布層102と不織布層103が強固に一体化されることとなる。
したがって、本発明の実施の形態2におけるスピーカ用振動板101は、一般に織布層102の裏面側のみが不織布層103の層に貼り合わされた構成となっている従来のスピーカ用振動板204(図17参照)と比較して、織布層102と不織布層103とを十分に一体化した構成となっており、この結果、織布層の有する優れたヤング率と、不織布層の有する優れた内部損失を存分に発揮させることができる。
また、竹繊維は高い剛性・強靭性を有しているため、この竹繊維自身の剛性・強靭性によりスピーカ用振動板101のヤング率は、さらに高められる。
以上、説明したように本発明の実施の形態2におけるスピーカ用振動板101は、内部損失及びヤング率を高めることができ、スピーカ111の音質を高めることができる。また、上述したように本発明の実施の形態2におけるスピーカ用振動板101では、織布層102と不織布層103とを強固に一体化することができるため、織布層102と不織布層103が剥離する可能性を極めて低くすることもできる。
なお、不織布層103に混入させる材料として竹繊維を用いた本発明の実施の形態2におけるスピーカ用振動板101は、コスト面・環境面においても優れるものである。すなわち、従来のスピーカ用振動板の材料として用いられてきた針葉樹は、スピーカ用振動板以外にも様々な用途として世界各地で伐採されるため、現在では針葉樹不足に陥ることが危惧されている状態にある。一方、竹は針葉樹に比べアジアを中心に数多く存在し、また成長速度も非常に速いことから針葉樹伐採のように環境面に悪影響を与えることはないと考えられる。このような状況を踏まえて本発明の実施の形態2では竹繊維を不織布層103に混入し、不織布層103に占める針葉樹パルプ繊維の割合を減らしたものである。この結果、本発明の実施の2形態におけるスピーカ用振動板101は、低コストで、かつ環境面に悪影響を与えることなく製造可能なものとなっている。
また、本発明の実施の形態2において、不織布層103に混入した竹繊維は、叩解によりその平均繊維径が5μm以下のミクロフィブリル状態としている。このように、混入する竹繊維をミクロフィブリル状態とすると、竹繊維と針葉樹パルプ繊維の絡み合いを良好化させることができ、スピーカ用振動板のヤング率を向上させることができる。
なお、本発明の実施の形態2においては、不織布層103に混入した竹繊維の平均繊維径を5μm以下としたが、これに限らず竹繊維の平均繊維径を5μm以上としてもよい。このように、竹繊維の平均繊維径を5μm以上とした場合は、平均繊維径を5μm以下とした場合に比べ、竹繊維と針葉樹パルプ繊維の絡み合いを強化させる力は低減されることになるが、従来の振動板と比較すると十分に優れたヤング率及び内部損失を有している。また、不織布層103を竹繊維のみで構成し、スピーカ用振動板101を形成してもよい。この場合は、竹繊維本来の特性が発揮され、すなわち竹繊維の有する剛性・強靭性により、従来のスピーカ用振動板と比べ、ヤング率を高いものとすることができる。
また、織布層102に含まれる熱硬化性樹脂として、フェノール樹脂、アクリル樹脂、エポキシ樹脂、ビニルエステル樹脂の少なくとも一つを含有する樹脂を用いるのが望ましい。これらの樹脂を含有する樹脂であれば、熱圧着時に十分に硬化しスピーカ用振動板101の硬度を高めることができ、スピーカ用振動板101のヤング率を大きくすることができる。
また、不織布層103にはアラミド繊維を混入してもよい。このように、硬度の高いアラミド繊維を不織布層103に混入すると、スピーカ用振動板101の強度を高めることができ、これに伴ってスピーカ用振動板101の硬度も増すため、よりヤング率を高めることができる。なお、このようにアラミド繊維を混入した場合においても、竹繊維をミクロフィブリル状態まで叩解しておけば、竹繊維はアラミド繊維と十分に絡み合うことができ、竹繊維の特性を発揮させることができる。
同様に、織布層102は、アラミド繊維、ポリエステル繊維、アクリル繊維、綿繊維、カーボン繊維、ガラス繊維、絹繊維などの硬度の高い繊維のうち少なくとも一つを含有する織布を用いるのが望ましい。これらの繊維を含有する織布を用いれば、織布層102の硬度を向上させることができ、スピーカ用振動板101のヤング率を高めることができる。
また、このスピーカ用振動板101を搭載したスピーカにおいては、スピーカ表面に、織布層102の格子縞を表出させていることが望ましい。
すなわち、スピーカ用振動板101をスピーカに搭載した際に、図9Aにて示される縦糸105と横糸106が織り成す格子縞をスピーカの表面に表出させるように構成すれば、スピーカ用振動板101の局部的な共振作用の発生を防止することができる。
次に、本発明の実施の形態2におけるスピーカ用振動板101の製造方法について説明する。
図12は、本発明の実施の形態2におけるスピーカ用振動板を形成するための第一の金型と第二の金型で構成された成型機を示す図である。図12において、第一の金型122は、下方に突出する成形型を備えた円錐台形状となっており、また第二の金型123は、この第一の金型122の円錐台形状が嵌合される皿形状となっている。これら第一の金型122、第二の金型123には図示していないが、加熱用のヒーターが取り付けられている。
図13は本発明の実施の形態2におけるスピーカ用振動板の製造方法を示す断面図である。
図13において、先ずは第一の金型122を第二の金型123の上方向に引き離す。次に、第二の金型123上に皿状の抄紙スクリーン124を載せる。抄紙スクリーン124は、不織布層103の原料となる針葉樹パルプ繊維及び竹繊維を溶解槽からすくい上げた状態となっており、抄紙スクリーン124上には繊維及び竹繊維にて構成された厚みがおよそ10mmの堆積層125が形成されている。なお、溶解槽にはフィブリル状態となった竹繊維が満遍なく混入されているため、堆積層125内にも竹繊維が満遍なく存在し、ランダムに配向された状態となっている。また、溶解槽内に混入された竹繊維の量は、堆積層125の水分を蒸発させたときに竹繊維が0.5wt%以上20wt%以下となるように調整されている。
この状態で、第二の金型123の加熱用のヒーターを駆動させ、堆積層125に含まれる水分を加熱蒸発させる。ここで、第一の金型122が押し下げられることはないので、第一の金型122と第二の金型123にて堆積層125を圧縮することはない。すなわち、堆積層125は非加圧状態で加熱乾燥されることとなる。なお、本発明の実施の形態2では、第二の金型123に取り付けられた加熱用のヒーターのみを駆動させたが、第二の金型123に埋め込まれた加熱用のヒーターだけでなく第一の金型122に取り付けられた加熱用のヒーターを同時に駆動させてもよい。あるいは、加熱用のヒーターを駆動させることなく、堆積層125をドライヤーなどの温風で乾燥させても良いし、自然乾燥させてもよい。
図14は本発明の実施の形態2におけるスピーカ用振動板の原材料の断面図である。図14において、堆積層125を非加圧状態で加熱乾燥させると、堆積層125はパルプ溶解液からすくい上げたままの状態で乾燥するため、乾燥後の堆積層125の第一の金型122と対向する面には竹繊維および針葉樹パルプ繊維による多数の毛羽125aが発生し、堆積層125の表面は毛羽立った状態となっている。
特に、針葉樹パルプ繊維に比べ、竹繊維の毛羽125aは、堆積層125の表面に対して起こり立った状態となっている。これは、針葉樹パルプ繊維が乾燥後に堆積層125の表面に臥し、堆積層125の表面に沿う方向(表面に対して寝た状態)に配されてしまう傾向があるのに対し、竹繊維は針葉樹パルプ繊維に比べ剛性・強靭性が高いため乾燥前の状態を保持しやすい傾向を持つことによる。すなわち、乾燥前の堆積層125の表面において、表面に沿う方向以外に配向されていた竹繊維が加熱乾燥される際にそのままの状態を保持し、この結果、乾燥後の堆積層125の表面において起こり立った状態となる。
つまり、乾燥前の堆積層125内においてランダムに配向された竹繊維のうち、堆積層125の表面上に存在し、かつ堆積層125の表面に沿う方向以外に配向された竹繊維が乾燥後に毛羽125aとなる。
図15は本発明の実施の形態2におけるスピーカ用振動板の製造方法を示す断面図である。図15において、型押しする前の平板状織布126を、第一の金型122と、堆積層125及び抄紙スクリーン124が載置された状態の第二の金型123との間に配置する。この平板状織布126は、成型後の織布層102にあたる部材であり、糸を格子状に織ることにより形成されている。また、平板状織布126には、フェノール樹脂、アクリル樹脂、エポキシ樹脂、ビニルエステル樹脂熱硬化性樹脂のうち、少なくとも一つを含有した熱硬化性樹脂が予め含浸されている。
図16は本発明の実施の形態2におけるスピーカ用振動板の製造方法を示す断面図である。図16において、第一の金型122を第二の金型123へと押し下げ、堆積層125と平板状織布126とを加圧、圧縮する。このとき、堆積層125の竹繊維及び針葉樹パルプ繊維は毛羽立った状態となっていたため、図14で示した毛羽125aは平板状織布126の編目に入り込んで、平板状織布126の表面から突出した状態となり、続いて圧縮される。すなわち、堆積層125の竹繊維及び針葉樹パルプ繊維による毛羽125aが平板状織布126の編目を充填した状態で、堆積層125と平板状織布126は型締めされる。
なお、この時点で、堆積層125及び平板状織布126は加圧、圧縮により変形し、それぞれ図9Aに示したスピーカ用振動板101の不織布層103及び織布層102の形状となる。
さらに、堆積層125と平板状織布126とを型締めした状態で、第一の金型122及び第二の金型123を180度~250度に加熱させ、平板状織布126に含浸させた熱硬化性樹脂を熱硬化させて堆積層125と平板状織布126とを一体化する。すなわち、堆積層125と平板状織布126とは熱をかけて一体化されるとともに、毛羽125aが平板状織布126と絡み合うことによっても一体化されている。
その後、第一の金型122及び第二の金型123を開き、成型されたスピーカ用振動板101を取り出し、抄紙スクリーン124を剥がす。なお、本発明の実施の形態2では第二の金型123に堆積層125及び抄紙スクリーン124を載置した状態で型締めしたが、堆積層125の加熱乾燥後に抄紙スクリーン124を剥がし、平板状織布126と堆積層125のみを型締めしてもよい。
以上の工程後に不要部分を適宜裁断すると、本発明の実施の形態2におけるスピーカ用振動板101が形成される。
このように、本発明の実施の形態2におけるスピーカ用振動板の製造方法によると、堆積層125の第一の金型122と対向する面の毛羽125aを平板状織布126の編目に充填させ、平板状織布26の表面から突出させた状態で圧縮成型することができる。そして、図9A、図9Bに示すような、織布層102の表面側から、竹繊維及び針葉樹パルプ繊維による毛羽104を織糸107に絡みつかせ熱硬化樹脂で固着させた構成のスピーカ用振動板101を形成することができる。
本発明におけるスピーカ用振動板は、紙層の毛羽が、織布層の表面側から織糸に絡みつき熱硬化性樹脂で固着して紙層と織布層が一体化した構成となっているため、スピーカ用振動板の内部損失及びヤング率を大きくすることができる。
また、本発明におけるスピーカ用振動板は、不織布層には竹繊維が混入された構成とし、織布層の編目に不織布層による毛羽に加え、竹繊維による毛羽を充填するとともに織布層の表面側からこれらの毛羽を絡みつかせた構成としたため、織布層と不織布層を十分に一体化でき、スピーカ用振動板の内部損失及びヤング率を大きくすることができる。
したがって、本発明におけるスピーカ用振動板は、スピーカの音質を向上させることができ、各種音響機器において有用なものである。
Claims (21)
- 含浸した熱硬化性樹脂が熱硬化状態となった織布層と、
前記織布層の裏面側に一体化された紙層と、を備え、
前記織布層の編目に充填された前記紙層の毛羽が、前記織布層の表面側から前記織布層の織糸に絡みつき、かつ、前記熱硬化性樹脂で一体化された
スピーカ用振動板。 - 前記織布層に含まれる熱硬化性樹脂として、フェノール樹脂、アクリル樹脂、エポキシ樹脂、ビニルエステル樹脂の少なくとも一つを含有する樹脂を用いた
請求項1に記載のスピーカ用振動板。 - 前記紙層にはアラミド繊維が混入された
請求項1に記載のスピーカ用振動板。 - 前記織布層は、アラミド繊維、ポリエステル繊維、アクリル繊維、綿繊維、カーボン繊維、ガラス繊維、絹繊維の少なくとも一つを含有した
請求項1に記載のスピーカ用振動板。 - 請求項1に記載のスピーカ用振動板を用いた
スピーカ。 - 第一の金型と、
前記第一の金型に対向して設けられ、前記第一の金型と型締め時に整合するように設けられた第二の金型とを備えた成型機により製造される織布層と紙層とを一体化させた構成のスピーカ用振動板であり、
前記第一の金型と前記第二の金型にて熱圧着によりスピーカ用振動板を形成する前に、前記紙層の原料となるパルプを抄紙スクリーンにてすくい、前記紙層のパルプを非加圧状態で乾燥させて製造されたことを特徴とする
スピーカ用振動板。 - 前記パルプの乾燥時あるいは乾燥後に、前記織布層と接触する側の面の前記パルプを毛羽立たせた
請求項6に記載のスピーカ用振動板。 - 前記パルプをブラッシングにより毛羽立たせた
請求項7に記載のスピーカ用振動板。 - 前記パルプにフィブリル構造を有する繊維を混入させた
請求項6に記載のスピーカ用振動板。 - 熱硬化性樹脂を含浸した織布層と、
前記織布層の裏面側に少なくとも熱をかけて圧着一体化された不織布層と、を備え、
前記不織布層には竹繊維が混入された
スピーカ用振動板。 - 前記不織布層に混入された前記竹繊維の毛羽は、前記織布層の表面側から前記織布層の織糸に絡みつき、かつ、前記熱硬化性樹脂で一体化された
請求項10に記載のスピーカ用振動板。 - 前記不織布層に混入された竹繊維はミクロフィブリル状態となった
請求項10または請求項11のいずれか一つに記載のスピーカ用振動板。 - 前記織布層に含まれる熱硬化性樹脂として、フェノール樹脂、アクリル樹脂、エポキシ樹脂、ビニルエステル樹脂の少なくとも一つを含有する樹脂を用いた
請求項10または請求項11のいずれか一つに記載のスピーカ用振動板。 - 前記不織布層にはアラミド繊維が混入された
請求項10または請求項11のいずれか一つに記載のスピーカ用振動板。 - 前記織布層は、アラミド繊維、ポリエステル繊維、アクリル繊維、綿繊維、カーボン繊維、ガラス繊維、絹繊維の少なくとも一つを含有した
請求項10または請求項11のいずれか一つに記載のスピーカ用振動板。 - 請求項10または請求項11のいずれか一つに記載のスピーカ用振動板を用いたスピーカであり、
前記スピーカ用振動板と、
前記スピーカ用振動板に結合されたフレームと、
前記フレームの内定部に中央に保持された磁気回路体と、
前記磁気回路体が形成する磁気ギャップに可動自在に配置されたボイスコイル体から構成される
スピーカ。 - 前記スピーカ用振動板の有する前記織布層の格子縞が、前記スピーカ用振動板の表面に表出したことを特徴とする
請求項16に記載のスピーカ。 - 第一の金型と、
前記第一の金型に対向して設けられ、前記第一の金型と型締め時に整合するように設けられた第二の金型とを備えた成型機により製造される織布層と不織布層とを一体化させた構成のスピーカ用振動板の製造方法であり、
前記第一の金型と前記第二の金型にて熱圧着により前記織布層と前記不織布層とを一体化させてスピーカ用振動板を形成する前に、針葉樹パルプ繊維及び竹繊維を抄紙スクリーンにてすくい、これら針葉樹パルプ繊維及び竹繊維を非加圧状態で乾燥させたことを特徴とする
スピーカ用振動板の製造方法。 - 第一の金型と、
前記第一の金型に対向して設けられ、前記第一の金型と型締め時に整合するように設けられた第二の金型とを備えた成型機により製造される織布層と不織布層とを一体化させた構成のスピーカ用振動板の製造方法であり、
前記第一の金型と前記第二の金型にて熱圧着により前記織布層と前記不織布層とを一体化させてスピーカ用振動板を形成する前に、前記不織布層の原料となる竹繊維を抄紙スクリーンにてすくい、この竹繊維を非加圧状態で乾燥させたことを特徴とする
スピーカ用振動板の製造方法。 - 請求項18に記載の製造方法により製造された
スピーカ用振動板。 - 請求項19に記載の製造方法により製造された
スピーカ用振動板。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/863,852 US8824725B2 (en) | 2008-01-22 | 2009-01-21 | Speaker diaphragm, speaker using said diaphragm, and speaker diaphragm manufacturing method |
| EP09704280.8A EP2234408A4 (en) | 2008-01-22 | 2009-01-21 | SPEAKER MEMBRANE, SPEAKER USING SAID MEMBRANE, AND METHOD FOR MANUFACTURING SPEAKER MEMBRANE |
| CN200980103172.9A CN101926183B (zh) | 2008-01-22 | 2009-01-21 | 扬声器用振动板、使用它的扬声器以及扬声器用振动板的制造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008011252A JP5125540B2 (ja) | 2008-01-22 | 2008-01-22 | スピーカ用振動板及びそれを用いたスピーカ |
| JP2008-011252 | 2008-01-22 | ||
| JP2008-082796 | 2008-03-27 | ||
| JP2008082796A JP5125677B2 (ja) | 2008-03-27 | 2008-03-27 | スピーカ用振動板及びそれを用いたスピーカとスピーカ用振動板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009093444A1 true WO2009093444A1 (ja) | 2009-07-30 |
Family
ID=40900956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/000193 WO2009093444A1 (ja) | 2008-01-22 | 2009-01-21 | スピーカ用振動板及びそれを用いたスピーカとスピーカ用振動板の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8824725B2 (ja) |
| EP (1) | EP2234408A4 (ja) |
| CN (1) | CN101926183B (ja) |
| WO (1) | WO2009093444A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8824725B2 (en) | 2008-01-22 | 2014-09-02 | Panasonic Corporation | Speaker diaphragm, speaker using said diaphragm, and speaker diaphragm manufacturing method |
| CN104320733A (zh) * | 2014-09-30 | 2015-01-28 | 陈正盛 | 一种结构体及使用该结构体的耳机和音箱 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008084641A1 (ja) * | 2006-12-22 | 2008-07-17 | Panasonic Corporation | スピーカ用振動板と、スピーカ用フレームと、スピーカ用ダストキャップと、これらを用いたスピーカと装置と、スピーカ用部品の製造方法 |
| JP4867774B2 (ja) * | 2007-04-26 | 2012-02-01 | パナソニック株式会社 | スピーカ |
| CN102118672A (zh) * | 2011-03-28 | 2011-07-06 | 苏州上声电子有限公司 | 扬声器振动膜片及扬声器 |
| WO2012140880A1 (ja) * | 2011-04-15 | 2012-10-18 | パナソニック株式会社 | スピーカ用樹脂成形部品およびこれを用いたスピーカならびにこのスピーカを用いた電子機器および移動体装置 |
| WO2013137362A1 (ja) * | 2012-03-14 | 2013-09-19 | パイオニア株式会社 | スピーカ用振動板、スピーカ用振動板の製造方法 |
| JPWO2014132393A1 (ja) * | 2013-02-28 | 2017-02-02 | パイオニア株式会社 | スピーカ用振動板 |
| US9485586B2 (en) | 2013-03-15 | 2016-11-01 | Jeffery K Permanian | Speaker driver |
| JP6500236B2 (ja) * | 2013-07-25 | 2019-04-17 | パナソニックIpマネジメント株式会社 | ラウドスピーカ用振動板と、その振動板を用いたラウドスピーカ、および電子機器と、移動体装置 |
| EP3193515B1 (en) * | 2014-09-08 | 2019-10-02 | Panasonic Intellectual Property Management Co., Ltd. | Loudspeaker diaphragm, and loudspeaker, electronic device and mobile device including the diaphragm |
| CN104703100A (zh) * | 2015-03-11 | 2015-06-10 | 歌尔声学股份有限公司 | 一种振膜以及一种扬声器装置 |
| CN105430560A (zh) * | 2015-12-29 | 2016-03-23 | 常熟市先锋乐器有限公司 | 一种多媒体音箱 |
| CN105516865A (zh) * | 2016-01-01 | 2016-04-20 | 苏州井利电子股份有限公司 | 一种用于扬声器的耐水性振动板 |
| CN105554644A (zh) * | 2016-01-01 | 2016-05-04 | 苏州井利电子股份有限公司 | 一种用于扬声器的高强度振动板 |
| CN105554645A (zh) * | 2016-01-01 | 2016-05-04 | 苏州井利电子股份有限公司 | 一种用于扬声器的耐湿性振动板 |
| CN111910462B (zh) * | 2020-08-06 | 2022-12-06 | 国光电器股份有限公司 | 一种含碳纤维的扬声器用纸盆及其制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5395617A (en) * | 1977-02-01 | 1978-08-22 | Matsushita Electric Ind Co Ltd | Acoustic diapharagm |
| JPS59106289U (ja) * | 1983-01-06 | 1984-07-17 | 株式会社ケンウッド | スピ−カの振動板 |
| JPH04367198A (ja) * | 1991-06-13 | 1992-12-18 | Pioneer Electron Corp | スピーカ用振動板 |
| JP2003219493A (ja) | 2002-01-25 | 2003-07-31 | Onkyo Corp | スピーカー用振動板 |
| JP2005080098A (ja) * | 2003-09-02 | 2005-03-24 | Pioneer Electronic Corp | スピーカ用の振動板及びそれを備えたスピーカ |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE744286C (de) | 1937-03-02 | 1944-01-13 | Siemens Ag | Aus Faserstoffbrei durch Tauchen oder Giessen hergestellte Membran fuer elektroakustische Geraete |
| JPS5853298A (ja) | 1981-09-25 | 1983-03-29 | Toray Ind Inc | 音響機器用振動板およびその製造方法 |
| JPS6047391U (ja) | 1983-09-08 | 1985-04-03 | ヤマハ株式会社 | スピ−カ振動板 |
| US5031720A (en) | 1987-12-01 | 1991-07-16 | Kabushiki Kaisha Kenwood | Speaker diaphragm |
| US5274199A (en) * | 1990-05-18 | 1993-12-28 | Sony Corporation | Acoustic diaphragm and method for producing same |
| JP2667745B2 (ja) * | 1991-03-11 | 1997-10-27 | シャープ株式会社 | 電気音響変換器 |
| JP2002300691A (ja) * | 2001-04-02 | 2002-10-11 | Tohoku Pioneer Corp | スピーカ用振動板およびその製造方法 |
| KR100534525B1 (ko) * | 2002-02-01 | 2005-12-07 | 주식회사 코오롱 | 저신장성 및 유연성이 우수한 인공피혁용 복합시트 |
| US7467686B2 (en) * | 2003-02-19 | 2008-12-23 | Victor Company Of Japan, Limited | Speaker diaphragms, manufacturing methods of the same, and dynamic speakers |
| JP2006222756A (ja) * | 2005-02-10 | 2006-08-24 | Pioneer Electronic Corp | 振動板、および、スピーカ装置 |
| JP2006325125A (ja) * | 2005-05-20 | 2006-11-30 | Pioneer Electronic Corp | スピーカ用振動板及びその製造方法 |
| CN101926183B (zh) | 2008-01-22 | 2013-09-11 | 松下电器产业株式会社 | 扬声器用振动板、使用它的扬声器以及扬声器用振动板的制造方法 |
-
2009
- 2009-01-21 CN CN200980103172.9A patent/CN101926183B/zh active Active
- 2009-01-21 EP EP09704280.8A patent/EP2234408A4/en not_active Withdrawn
- 2009-01-21 US US12/863,852 patent/US8824725B2/en active Active
- 2009-01-21 WO PCT/JP2009/000193 patent/WO2009093444A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5395617A (en) * | 1977-02-01 | 1978-08-22 | Matsushita Electric Ind Co Ltd | Acoustic diapharagm |
| JPS59106289U (ja) * | 1983-01-06 | 1984-07-17 | 株式会社ケンウッド | スピ−カの振動板 |
| JPH04367198A (ja) * | 1991-06-13 | 1992-12-18 | Pioneer Electron Corp | スピーカ用振動板 |
| JP2003219493A (ja) | 2002-01-25 | 2003-07-31 | Onkyo Corp | スピーカー用振動板 |
| JP2005080098A (ja) * | 2003-09-02 | 2005-03-24 | Pioneer Electronic Corp | スピーカ用の振動板及びそれを備えたスピーカ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2234408A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8824725B2 (en) | 2008-01-22 | 2014-09-02 | Panasonic Corporation | Speaker diaphragm, speaker using said diaphragm, and speaker diaphragm manufacturing method |
| CN104320733A (zh) * | 2014-09-30 | 2015-01-28 | 陈正盛 | 一种结构体及使用该结构体的耳机和音箱 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100296688A1 (en) | 2010-11-25 |
| US8824725B2 (en) | 2014-09-02 |
| EP2234408A4 (en) | 2013-09-25 |
| EP2234408A1 (en) | 2010-09-29 |
| CN101926183A (zh) | 2010-12-22 |
| CN101926183B (zh) | 2013-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009093444A1 (ja) | スピーカ用振動板及びそれを用いたスピーカとスピーカ用振動板の製造方法 | |
| US7344001B2 (en) | Speaker diaphragm and speaker structure | |
| US5878150A (en) | Damper for a loudspeaker and a method for producing the same | |
| US8002079B2 (en) | Diaphragm for speaker, speaker using the diaphragm for speaker, and process for producing the diaphragm for speaker | |
| JP5125677B2 (ja) | スピーカ用振動板及びそれを用いたスピーカとスピーカ用振動板の製造方法 | |
| JP7029602B2 (ja) | スピーカ用振動板とその製造方法およびこれを用いたスピーカ | |
| JP5254119B2 (ja) | スピーカー | |
| JP4419976B2 (ja) | スピーカー振動板およびスピーカー | |
| US20050232458A1 (en) | Speaker-use diaphragm and speaker | |
| US9633648B2 (en) | Loudspeaker membrane and method for manufacturing such a membrane | |
| JP5125540B2 (ja) | スピーカ用振動板及びそれを用いたスピーカ | |
| CN109391879B (zh) | 缝入导线的喇叭振动片及其制造方法 | |
| JP2009027309A (ja) | スピーカ用振動板及びそれを用いたスピーカとこのスピーカ用振動板の製造方法 | |
| JP3137241B2 (ja) | スピーカー振動板 | |
| JP2015043548A (ja) | スピーカー用振動板及びその製造方法 | |
| JP5158374B2 (ja) | スピーカー | |
| CN109327792B (zh) | 控制特定种类的纤维条数的喇叭振动片及其制造方法 | |
| CN113498008B (zh) | 局部设置有抗噪层的喇叭振动片及其制造方法 | |
| JP3963269B2 (ja) | スピーカー振動板 | |
| TWI723821B (zh) | 局部設置有抗噪層的喇叭振動片及其製造方法 | |
| JP3200762B2 (ja) | 電気音響変換器用振動板 | |
| CN113978048B (zh) | 一种高性能纤维防撕裂无纺布及其制备方法 | |
| JP2009027308A (ja) | スピーカ用振動板及びそれを用いたスピーカとこのスピーカ用振動板の製造方法 | |
| JPH0257096A (ja) | 音響装置用振動板 | |
| JP2961201B2 (ja) | スピーカ用ダストキャップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980103172.9 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09704280 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009704280 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12863852 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |