明 細 書 シート状洗濯用品の製造方法 技術分野
本発明は、 可撓性支持体上にドウ状洗剤組成物の薄層が形成されたシー ト 状洗濯用品の製造方法に関する。 背景技術
洗剤組成物の飛散や漏れの無いシー ト状洗濯用品と して、 本出願人は先に 特開平 1 0 — 2 0 4 4 9 9号公報において、 進入硬度が特定の範囲内にある ドウ状洗剤組成物からなる薄層と、 該薄層の両側に配置されたシー ト状水溶 性基体とを有するシート状洗濯用品を提案した。 前記シー ト状洗濯用品によれば、 粉末洗剤と異なり、 洗濯機への洗剤の投 入時に粉末の飛散が起こらず、 取り扱い性に優れるという利点がある。 しか し、 ドウ状洗剤組成物は流動性が必ずしも高く ないので、 該ドウ状洗剤組成 物からなる薄層を、 均一な厚さ及び幅で且つ使用時に高い、 優れた溶解性が 発現するよ うに形成することが必要である。 また、 該薄層を気泡等の欠陥を 発生させること無く形成することは容易ではない。 洗浄剤組成物の中でも紙石験等の石験の分野では、 特公昭 5 1 — 4 4 5 2 4号公報においてブレー ドコータを用いた製造方法が提案されている。 しか し、 これは塗布後の塗布層を加熱溶融 · 冷却固化することによって均一で柔 軟性に富む紙石鹼を得ることを目的と しており、 本発明とは技術手段及ぴ目 的を異にする。 また、 特開昭 5 3— 9 1 9 1 3号公報においては、 スラ リ一を塗布し、 乾 燥後引き離すことによってシー ト状洗濯用品を得る方法が提案されているが、 塗布を実施する上の条件等が特定されておらず、 本発明で取り扱う ドウ状洗 剤組成物を塗布するにあたっては、 実際上実施は困難である。 ドウ状洗剤組成物は、 液体界面活性剤等の流動性を有する物質中に固体洗
剤粒子等の粉末組成物が高濃度で分散している状態の捏和物であり、 湿潤粉 体とスラ リーの中間的な性質を有する複雑な流動特性を示す。 特に、 調製後 からの経時変化によって、 該ドウ状洗剤組成物の性質は流体的なものから粉 体的なものへ変化する。 更に、 この性質は前記ドウ状洗剤組成物における粉 末組成物の濃度が高くなるとよ り一層顕著となる。 このよ うな性質を有する ドウ状洗剤組成物から薄層を形成する場合、 該ドウ状洗剤組成物はその流動 性が高いことが好ましく、 そのためには固体洗剤粒子の濃度が低いことが好 ましい。 一方、 十分な洗浄性能を発現させるためには、 固体洗剤粒子の濃度 は高いことが好ましい。 このよ うに、 ドウ状洗剤組成物の流動性と洗浄性と は二律背反の関係にある。 ドゥ状洗剤組成物からなる薄層を形成するにあたつて塗布手段を用いるこ とについては、 特開平 1 0— 7 2 5 9 9号公報の第 9欄 1 4〜 1 7行及び特 開平 1 0— 2 0 4 4 9 9号公報の第 1 4欄 1 0〜 1 3行にその記載があるが、 量産等工業的に実施するにあたっての条件等は、 前記出願の発明に直接かか わらないため具体的に記載されていない。 これとは別に、 特開平 5 - 1 8 9 7 4 4号公報には、 チキソ ト口ピー性を 有する流体の粘度に関し、 粘度計で測定される トルク曲線のヒステリ シスル ープ面積値を特定の値以下とすることが記載されている。 しかし、 その目的 は塗布された磁性層の表面粗度を押さえることであり、 高い洗浄性や溶解性 を保持するために固洗剤体粒子を高濃度含有する ドウ状組成物の流動性を高 め、 良好な塗布性を得ることを目的とする本発明とは異なる。 また、 特開平 7— 2 0 9 5 1 2号公報には、 降伏値が 0 . 1 P a以上であ り、 且つ非-ユー トン粘性指数が 0 . 9以下であるカラ一フィルタ用粘着べ 一ス トが記載されている。 しかし、 この公報記載の発明は、 粘度 剪断速度 曲線における切片の値に着目するものであり、 粘度 剪断速度曲線全体の傾 きが表す、 流体的な性質と粉体的な性質との中間的な性質に対する記載はな い。
発明の開示
従って、 本発明は、 ドウ状洗剤組成物からなる薄層を、 均一な厚さ及び幅 で且つ使用時の高い優れた溶解性及び洗浄性を保持しつつ、 形成し得るシー ト状洗濯用品の製造方法を提供することを目的とする。 また、 本発明は、 気泡等の欠陥を発生させること無く ドウ状洗剤組成物か らなる薄層を形成し得るシ一 ト状洗濯用品の製造方法を提供することを目的 とする。 本発明は、 剪断速度 1 0 s―1〜 1 , 0 0 0 s 1における粘度が 1 , O O O m P a · s〜 5 0 , 0 0 0 m P a · sになるよ うに調製されたドウ状洗剤組成 物を、 所定方向に連続走行する長尺帯状の可撓性支持体上に、 剪断速度 1 0 s 一1〜 1, 0 0 0 s— 1の条件下、 所定の塗工手段によって連続または不連続に 塗工して、 前記ドウ状洗剤組成物の薄層を形成するシー ト状洗濯用品の製造 方法を提供することにより前記目的を達成したものである。 また本発明は、 剪断速度 1 0 s—1における粘度が 3, 0 0 0 m P a · s〜 3 0 0, 0 0 0 m P a - sで且つ 1, 0 0 0 s―1における粘度が 6 0 m P a · s〜2 0, 0 0 0 m P a - sになるよ うに調製された ドウ状洗剤組成物を、 所定方向に連続走行する長尺帯状の可撓性支持体上に、 剪断速度 1 0 s―1〜 1, 0 0 0 s— 1の条件下、 所定の塗工手段によって連続または不連続に塗工 して、 前記ドウ状洗剤組成物の薄層を形成するシ一 ト状洗濯用品の製造方法 を提供することにより前記目的を達成したものである。 また本発明は、 界面活性剤、 アルカ リ剤及び金属イオン捕捉剤をそれぞれ 一種以上含有する ドウ状洗剤組成物を、 以下の式 ( 1 ) で表されるそのチキ ソ流動指数 T Rの値が 6 0以下である状態下に、 薄層に形成するシ一 ト状洗 濯用品の製造方法を提供することにより前記目的を達成したものである。
TR = (A77(l) + A^(10)) x lOO (1) 式中、
Αη(1) = η(1)υρ - η(1)ΩΟΙ¥Ν
A^(10) - ^(10)Lrp - (10)DOP!W
を表し、
7/(1)は剪断速度 1 の条件下で測定された粘度を表し、
//(10)は剪断速度1 Os— 1の条件下で測定された粘度を表し、
添字 UPは剪断速度を上昇させる過程で測定された粘度を表し、
添字 DOWNは剪断速度を降下させる過程で測定された粘度を表す。
また本発明は、 界面活性剤、 アルカ リ剤及び金属イオン捕捉剤をそれぞれ 一種以上含有する ドウ状洗剤組成物を、 以下の式 ( 2 ) で表されるその塑性 流動指数 B Fの値が 6以下である状態下に、 薄層に形成するシー ト状洗濯用 品の製造方法を提供することにより前記目的を達成したものである。
Driz - Οη、
D^og ^を表し、
(10)
は剪断速度 1 の条件下で測定された粘度を表し、
(10)は剪断速度 1 05— 1の条件下で測定された粘度を表し、
/7ひ00)は剪断速度 1 005- 1の条件下で測定された粘度を表す。
図面の簡単な説明
図 1は、 本発明のシ一 ト状洗濯用品の製造方法に好ましく用いられる製造 装置の要部を示す模式図である。
発明を実施するための最良の形態
以下本発明を、 その好ましい実施形態に基づき図面を参照しながら説明す る。 図 1 には、 本発明のシート状洗濯用品の製造方法に好ましく用いられる 製造装置 1 0の要部が示されている。 製造装置 1 0は、 同方向に回動する一 対のロール 1 1, 1 1 ' に支持されて周回する無端縁ベルト 1 2を備えてい る。 無端縁ベルト 1 2は、 図中、 矢印 Aで示す方向に走行する。 無端縁ベルト 1 2の外面側には、 該無端縁ベルト 1 2に対向してェクス ト ルージョ ン型のダイコ一タ 1 3が設置されている。 ェクス トルージョ ン型の ダイコ一タ 1 3を用いると、 他のコータに比して広い粘度範囲の ドウ状洗剤 組成物を塗布することができ、 且つ他のコータを用いる場合に比して均一な 塗工膜を形成し得るので好ましい。 またドウの供給から塗布までが密閉系で あることから、 他のコータに比して ドウ状洗剤組成物の物性変化が小さく、 且つドウ状洗剤組成物の損失が殆どないので好ましい。 塗工能力についても 他のコータに比して大きくすることができる。 ダイコータ 1 3は、 その先端 にフロン トエッジ面 (図示せず) 及びバックエッジ面 (図示せず) を有して おり、 これら両者の間に、 無端縁ベルト 1 2の走行方向と直交する方向に亘 つて幅狭のス リ ッ ト (図示せず) が形成されている。 ダイコ一タ 1 3は、 電 熱ヒータによって一定の温度に温調されている。 前記フロン トエツジ面及びバックエツジ面は、 前記ドゥ状洗剤組成物のレ ォロジ一特性に応じて平面でもよく、 或いは所定の曲率を有する曲面でもよ い。 また、 前記スリ ッ トの幅は、 前記ドウ状洗剤組成物のレオロジー特性及 び形成すべき前記薄層の厚み等にもよるが、 0 . 5 m m〜 3 O m mであるこ とが、 塗布時の ドウ状洗剤組成物の流動安定化による塗工膜の均一形成と、 塗布圧力に対する実際上の送液の容易さとの両立の点から好ましい。 原反 (図示せず) から連続的に繰り出された長尺帯状の可撓性支持体 1 4 は、 ガイ ドロール 1 5に案内された後、 無端縁ベルト 1 2上を、 該無端縁べ ルト 1 2 と同方向に走行する。 そして、 可撓性支持体 1 4は、 ダイコータ 1 3におけるフロントエツジ面及びバックエッジ面に沿って連続走行する。
ダイコ一タ 1 3はドウ状洗剤組成物の供給源 (図示せず) に接続されてい る。 該ドウ状洗剤組成物は定量送液ポンプ等の供給手段によって、 該供給源 からダイコータ 1 3の先端に形成された前記スリ ッ トへ向けて押し出され、 該スリ ッ トを通じて、 連続走行する可撓性支持体 1 4上に塗工される。 ダイコータ 1 3は、 可撓性支持体 1 4の走行面と直交する方向 (図 1 中、 矢印 Bで示す方向) に移動可能となっており、 これによ りダイコータ 1 3の 先端が可撓性支持体 1 4 と接離可能になされている。 ダイ コータ 1 3によって可撓性支持体 1 4上に前記ドウ状洗剤組成物が塗 ェされることで、 可撓性支持体 1 4上には該ドウ状洗剤組成物からなる薄層 1 7が形成される。 ダイコ一タ 1 3が常時可撓性支持体 1 4に近接する位置 に配置されている場合には、 薄層 1 7は可撓性支持体 1 4上に連続的に形成 される。 一方、 ダイコータ 1 3が可撓性支持体 1 4に対して接離動作を行つ ている場合には、 薄層 1 7は可撓性支持体 1 4上に不連続に形成される。 薄層 1 7は、 可撓性支持体 1 4の全幅に亘つて形成されていてもよい。 好 ましく は、 可撓性支持体 1 4の両側に所定幅の非塗工部分がそれぞれ存在す るように薄層 1 7を形成する。 また、 可撓性支持体の走行方向に一条以上の 所定幅の非塗工部分が存在して、 複数列の薄層を同時に形成しても良い。 可撓性支持体 1 4は一対のロール 1 1 , 1 1 ' に直接支持されても良く 、 または可撓性支持体 1 4を挟んでダイコータ 1 3の直下に口一ルを配して、 これによ り支持しても良い。 好ましくは、 可撓性支持体 1 4は、 本実施形態 のようにロール 1 1 , 1 1 ' に支持される無端縁ベルト 1 2によって支持さ れる。 可撓性支持体 1 4上に塗工される前記ドウ状洗剤組成物と しては、 特に衣 料用の洗剤と して好適なものが用いられる。 また、 前記ドウ状洗剤組成物と しては、 可撓性支持体 1 4の表面に供給可能な流動性を備えると共に可撓性 支持体 1 4上に塗工された後に薄層状態と しての保形性を備えたものが好適 に用いられる。 本発明において ドウとは、 本出願人の先の出願に係る特開平 1 0— 2 0 4 4 9 9号公報に記載されるよ うに、 粉末組成物と液体、 ペース
ト又はゲル等の流動性を有する物質との捏和物をいう。 該流動性を有する物 質には加熱や加圧、 剪断により流動化するものも含まれる。 前記ドウ状洗剤組成物は粉末組成物と液体界面活性剤等の流動性を有する 物質との捏和物であることから、 該ドウ状洗剤組成物は湿潤粉体とスラリ一 の中間的な性質を有する複雑な流動特性を示す。 従って、 前記ドウ状洗剤組 成物のレオ口ジー特性を通常の流体と同一視することはできない。 このよう な特殊なレオロジー特性を有する前記ドウ状洗剤組成物を塗工して均一な薄 層を形成する手段について本発明者らは種々検討した結果、 前記ドウ状洗剤 組成物の塗工時の剪断速度と粘度とが大きく影響することを見出した。 更に 検討を推し進めたところ、 ドウ状洗剤組成物の剪断速度 1 0 s―1〜 1 0 0 0 s 1における粘度を 1, 0 0 0 m P a ' s〜5 0, 0 0 0 m P a - sに調整 することで、 次段の均一な薄膜形成が容易となることを見出した。 塗工工程 に先立ち、 ドウ状組成物の粘度を 1, 0 0 0 m P a · s以上にすることで、 塗工形成された薄層 1 7の幅方向両側縁部の保形性が良好となり、 5 0, 0
O O m P a · s以下に調整することで塗工膜上に気泡等の欠陥を生じること なく連続的な安定した塗工膜を形成でき、 ポンプ等の輸送手段を用いた送液 が容易となる。 特に、 該粘度を 1, 2 0 0 m P a ' s〜4 5, 0 0 0 m P a - s、 特に 1, 5 0 0 m P a ' s〜4 0, 0 0 0 m P a - sに調整すること力 薄層 1 7中の幅方向両側縁部の立ち上がり、 気泡混入防止、 易送液性の点か ら好ましい (以下、 この塗工方法を塗工方法 Aという) 。 前記塗工方法 Aとは別に、 本発明者らは、 前記ドウ状洗剤組成物を塗工し て均一な薄層を形成する手段について種々検討した結果、 前記ドゥ状洗剤組 成物の塗工時の剪断速度と擬塑性とが大きく影響することも見出した。即ち、 前記ドウ状洗剤組成物は、その塗布膜形成時には流動し易いことが好ましく、 一方、 塗布形成後には、 薄層 1 7のエッジ形状を保っために流動し難いこと が望ましい。 そこで、 その相反する要求を同時に満たすために種々検討を行 つた結果、 擬塑性を利用すると良いことが判明した。 即ち、 高剪断速度下で は易流動性を満たすために粘度は低いことが望ましく、 低剪断速度下では難 流動性を達成するために粘度が高い方が望ましい。 更に検討を推し進めたと ころ、 ドウ状洗剤組成物を、 その剪断速度 1 0 s―1における粘度が 3 , 0 0
0 m P a ' s〜3 0 0 , 0 0 0 m P a ' s、 剪断速度 1 , 0 0 0 s 1におけ る粘度が 6 0 m P a · s〜 2 0 , 0 0 0 m P a · s になるよ うに調製するこ とで、 次段の均一な薄膜形成が容易となることを見出した (以下、 この塗工 方法を塗工方法 Bという) c 詳細には、 塗工工程に先立ち ドウ状組成物の剪断速度 1 0 s—1及び 1 , 0 0 0 s—1における粘度がそれぞれ 3, 0 0 0 m P a · s未満及び 6 0 m P a · s未満となると、 塗工形成された薄層 1 7の幅寸法が拡幅してその形状を保 持できなくなり、 塗布装置内で圧力が十分高められなく なる。 従って、 ドウ 状組成物の剪断速度 1 0 s 1及び 1 , 0 0 0 s 1における粘度をそれぞれ 3, 0 0 0 m P a · s以上及び 6 0 m P a · s以上にすることで、 塗工形成され た薄層 1 7の幅方向両側縁部の保形性が良好となり、 塗布装置内で圧力を高 められることから塗布時に幅方向にドウを均一分配することが可能となる。 更に、 洗剤粒子と洗剤粒子間に保持される液体成分との間の液架橋力を高め られることから、 液体成分の耐浸みだし性を向上させることができる。 一方 剪断速度 1 0 s 1及び 1 , 0 0 0 s における粘度がそれぞれ 3 0 0 , 0 0 0 m P a · s超及び 2 0, O O O m P a · s超となると、 ポンプ等の輸送手段 を用いた送液が困難となり、 且つ塗工膜のチギレゃ泡力ミなどの欠陥を生じ やすくなり、 連続的に安定した塗工膜を形成できなくなる。 従って、 剪断速 度 1 0 s 1及び 1, 0 0 0 s 1における粘度をそれぞれ 3 0 0 , 0 0 0 m P a · s以下及び 2 0, 0 0 0 m P a · s以下にすることで、 ポンプ等の輸送手段 を用いた送液が容易となり、 且つ塗工膜上に気泡等の欠陥を生じることなく 連続的な安定した塗工膜を形成することができる。 更に、 洗剤粒子同士の付 着力を一定以下とすることによ り圧密 · 粒子崩壊が生じないよ うな状態とす ることができることから、 シー ト状洗濯用品の溶解性を高くすることができ る。 特に、 剪断速度 1 0 s 1における粘度を 5, 0 0 0〜 2 0 0, O O O m P a ' s、 と りわけ 6, 0 0 0〜 1 7 0, O O O m P a ' sにし、 剪断速度 1 , 0 0 0 s 1における粘度を 3 0 0〜 1 5, 0 0 0 m P a ' s、 と りわけ 5 0 0〜: 1 2 , 0 0 0 m P a - sにすること力;、 薄層 1 7中の幅方向両側縁部の 良好な立ち上がり、 気泡混入防止、 易送液性の点から好ましい。
また本発明者らは、 前記塗工方法 Bを用いる場合、 前記ドウ状洗剤組成物 を塗工して均一な薄層を形成する手段について、 更に詳細な検討を実施した 結果、 前記ドウ状洗剤組成物の流動曲線が以下の式 ( 3 ) で表される Casson 方程式に従う ことを見出し、 その係数 C。、 が大き く影響することを見出 した。 即ち、 その係数 C。 及び がそれぞれ 5 < C。 く 5 0且つ 0 . 5 < C ! く 3 となるよ うに前記ドウ状洗剤組成物を調製することが、 十分な塗工性 及び保形性を得ることができ、 また得られるシー ト状洗濯用品の溶解性が十 分となり、 その液体成分の浸み出しも防止できる点から好ましい。
r = C0 + C〗V (3) 式中、 r(ま剪断応力を表し、 ょ剪断速度を表す。
更に詳細には、 前記式 ( 3 ) における係数 C。 を 5以下とすると、 塗工形 成された薄層 1 7の幅方向のエッジ形状を保つことができなくなり、 5 0以 上とすると塗工形成時に薄層 1 7が不連続になってしまう。 従って、 前記式 ( 3 ) における係数 C。 を 5 < C。 く 5 0 とすることで、 塗布直後に前記ドゥ 状洗剤組成物に塑性的な性質を付与できることから、 塗工後の前記ドウ状洗 剤組成物の保形性を高めることができ、 塗工形成された薄層 1 7の幅方向の ェッジ形状を保つことができる。 また前記ドウ状洗剤組成物の洗剤粒子と洗 剤粒子間に保持される液体成分の間の液架橋力を高めることができ、 得られ るシー ト状洗濯用品からの液体成分の浸み出しを防止できる。 更に、 薄層形 成時に前記ドゥ状洗剤組成物にある程度の連続性を持たせられることから塗 ェ時の前記ドウ状洗剤組成物の流動性を保つことができ、 塗工形成された薄 層 1 7のちぎれ、 気泡欠陥等の発生が防止される。 その上、 洗剤粒子同士の 付着力を一定以下とすることにより送液、 塗工膜形成時に圧密 ·粒子崩壊が 生じないよ うな状態とすることができることから、 シー ト状洗濯用品の溶解 性を高くすることができる。 一方、 前記式 ( 3 ) における を 0 . 5以下とすると、 ダイバッファ内の
圧力を高めることができなくなり、 3以上とすると、 塗工形成された薄層 1 7の上面に凹凸が生じて薄層 1 7の外観を損ねてしまう。従って、前記式(3 ) における係数 を 0 . 5 < C iく 3 とすることで、 ドウ状洗剤組成物のチキ ソ性による比較的剪断速度が低い領域における増粘効果によって、 ダイコー タ 1 3のバッファ内での液分配時における圧力を高めることができ、 塗工形 成された薄層 1 7の厚みをその幅方向に関して一定にできる。 また、 ドウ状 洗剤組成物のチキソ性による比較的剪断速度が高い領域における減粘効果に よって塗工後の前記ドウ状洗剤組成物のレべリ ング性を高めることができ、 塗工形成された薄層 1 7の上面を平滑に出来る。 以上の効果を一層顕著なものとするために、前記式( 3 ) における係数 C。は、 7 < C。 < 4 0、 特に 8く CQ く 3 5であることが更に好ましく、 係数 C, は、 0. 8 < C J < 2. 7、 特に 1 . 。くじ, く 2. 5であることが更に好まし い。 係数 C:。 及び Ci の測定方法は以下の通りである。 例えば Reometrics社製 RDA IIに内径 2 5 mm、 外径 2 7 mm、 全長 3 2 mmの二重円筒型テス トフ ィ クスチユアを装着し、 テス トフイ クスチユアの温度を 8 0 °Cに調温した状 態で、 ドウ状洗剤組成物をテス トフィ クスチユアに装填し、 剪断速度を 1 0 0 s 1まで上昇下降させる間に数点の異なる剪断速度で剪断応力を測定し、 剪断応力 γに対する τの関係を表すドウ状洗剤組成物の流動曲線を得る。 そ して得られた τ と yの平方根によ り得られる曲線を一次の最小二乗法にて近 似し、 切片 bを係数 C0、 傾き a を係数 C,として得る。 剪断応力 τを測定する 際に与える剪断速度 γは、 測定の再現性を確保する為に最低限必要な安定時 間、 測定時間、 測定点数を考慮して、 且つ実際の塗布装置において供給源か ら塗布されるまでにドウ状洗剤組成物に与える剪断履歴を代表するよ うに与 えるのが望ましく、 例えば γを変化させるのに要する時間 6 s 、 γを維持す る時間 1 0 sの条件下で、 I s— i— S . 2 s— 1 0 s— 3 2 s 丄→ 1 0 0 s — )— 3 2 s i→ 1 0 s '→ 3. 2 s 1 s—1と順次変化させた。 前記塗工方法 A及び塗工方法 Bの何れの場合においても、 前記ドウ状洗剤 組成物をダイコータ 1 3によって可撓性支持体 1 4上に塗工するときは、 そ
の塗工条件と して、 前記ドウ状洗剤組成物の温度が 1 0 o °c以下となるよ う に前記ドウ状洗剤組成物を調温することが好ましい。 前記ドウ状洗剤組成物 をダイコ一タ 1 3によって可撓性支持体 1 4上に塗工する場合の温度が 1 0 0 °C超であると、 経時的に洗剤成分の蒸発による組成の変化や、 高温に起因 する化学的な変質を招くおそれがある。 また前記塗工方法 A及び塗工方法 Bの何れの場合においても塗工手段と し てェクス トルージョ ン型ダイコータを用いたが、 これに代えて ドクターブレ 一ド等の他の塗工手段を用いることもできる。 前記塗工方法 A及び塗工方法 Bとは別に、 本発明者らは、 前記ドウ状洗剤 組成物から均一な薄層を連続的且つ安定的に形成する手段について種々検討 した結果、 前記ドウ状洗剤組成物の粘度のヒステリ シス特性が大きく影響す ることも見出した。 一般に、 前記ドウ状洗剤組成物のうち、 高い比率で固体 洗剤粒子等の粉末組成物を含有するものは、 剪断履歴によつて流動特性が不 安定になりやすい。 また、 前記ドウ状洗剤組成物の流動特性の不安定性は、 該ドウ状洗剤組成物を調製してから塗布するまでの経過時間が長くなること によっても現れる。 この前記ドウ状洗剤組成物の流動安定性の経時変化は、 含有する固体粒子の凝集及び液体成分に対する固体粒子の吸油効果によるも のと類推される。 一方、 塗布方式を用いて連続的且つ安定的に薄層形成を行 うためには、 前記ドウ状洗剤組成物の流動特性が安定していることが不可欠 である。 しかしながら、 塗布方式を用いた薄層形成工程においては、 ポンプ による送液操作、 配管中での流動、 液溜り部での滞留、 薄層形成部分での変 形、 および薄層形成工程自身の開始 終了操作などが、 前記ドウ状洗剤組成 物に対して多くの剪断履歴を与えることによ り、 薄層形成を不安定化させや すい。 加えて、 前記ドウ状洗剤組成物を調製する工程において発生する混合 · 送液 · 貯蔵等の単位操作に要する時間が、 該ドウ状洗剤組成物を調製してか ら塗布するまでの時間にばらつきを与え、 不可避的に薄層形成を不安定化す る方向に作用する。 従って、 塗布方式を用いて連続的且つ安定的に薄層形成を行うためには、 前記ドウ状洗剤組成物の流動特性が剪断履歴を印可されても変化しにく く、
且つ該ドウ状洗剤組成物の経時変化が未だ生じていない安定な状態のもとで 塗布されることが重要となる。 しかしながら、 粘度、 チキソ指数など固液分 散系の流動特性を表す代表的な指標では、 前記ドウ状洗剤組成物の流動特性 の安定性を把握することができなかった。 そこで種々検討を行った結果、 本 発明者らは前記ドウ状洗剤組成物の流動特性の安定性が前記式 ( 1 ) のチキ ソ流動指数 T Rによ り表すことが出来ることを見出し、 これを一定の状態に 保ったまま薄層形成工程を終了すればよいとの知見を得た。 チキソ流動指数 T Rは、 前記ドウ状洗剤組成物の粘度 η と剪断速度 τ との 関係に関するものであり、詳細には前記ドウ状洗剤組成物に剪断速度を上昇 - 下降させて剪断履歴を与えた際の、 剪断速度上昇時の 1 s —1における粘度と 下降時の 1 s 1における粘度の差 Δ 77 ( 1 ) と剪断速度上昇時の 1 0 s 1にお ける粘度と下降時の 1 0 s —1における粘度の差 Δ ?7 ( 1 0 ) の和である。 この 総和が小さい程、 剪断速度上昇 ·下降時の粘度差が小さくなる。 このことは、 剪断履歴によ らずドウ状洗剤組成物の流動性が安定であることを意味する。 更に検討を推し進めたところ、 ドウ状洗剤組成物を、 前記式 ( 1 ) で表され るそのチキソ流動指数 T Rの値が 6 0以下である状態下に薄層に形成するこ とで、 高い比率で固体粒子成分を含有したドウ状洗剤組成物を安定的に薄層 に形成でき、 また薄層形成過程において品質のばらつきを最小限に抑えるこ とができ、 更に十分な洗浄性能が発揮されることを見出した (以下、 この塗 ェ方法を塗工方法 Cという) 。 詳細には、 薄層を形成する際にドウ状洗剤組成物のチキソ流動指数 T が 6 0超の状態となると、 ポンプによる送液流量が安定しなくなり、 薄層の幅 方向寸法が変動してしまう。 更に塗布装置内での幅方向の圧力分布が不均一 となることから薄層の高さ寸法が幅方向で不均一になってしま う。 更に薄層 形成部分では薄層のカスレ、 チギレが発生しやすくなる。 従って、 ドウ状洗 剤組成物のチキソ流動指数 T Rの値が 6 0以下である時間内に塗布すること によって、 形成された薄層の幅方向寸法および高さ方向寸法が均一になり、 薄膜形成部分での薄層のカスレ、 チギレを防止することができる。 更に得ら れるシ一 ト状洗濯用品の洗浄性能を向上させるためには、 前記ドウ状洗剤組 成物中に高い比率で固体洗剤粒子等の粉末組成物を含有させることが必要で
あるが、 チキソ トロピー性が弱い状態で該ドウ状洗剤組成物の塗布を終了す ることによ り、 該ドウ状洗剤組成物の流動特性のばらつきを小さくすること ができることから、 調製段階でよ り多くの粉末組成物を含有させることがで き、 シー ト状洗濯用品の洗浄性能を高めることができる。 特に、 前記チキソ 流動指数 T Rの値が好ましくは 0 4 0、更に好ましくは 0 3 0となると、 これらの効果が一層顕著なものとなる。 前記チキソ流動指数 T Rの値は、 前記ドウ状洗剤組成物が調製されてから 時間を経るにつれて変化するが、 本発明ではチキソ流動指数 T Rの値が 6 0 以下となっている間に、 前記ドウ状洗剤組成物の薄層への形成を完了させる。 前記チキソ流動指数 T Rの値は、 以下のように測定される。 例えば Haake社 製の回転型粘度計口 ト ビスコ R V 2 0に、 内径 1 9 . 3 m m , 外径 2 3 . 1 m m、 全長 3 2 . 0 m mの二重円筒型テス トフィ クスチユアを装着し、 これ にドウ状洗剤組成物を装填し、 ドウ状洗剤組成物の温度を 8 0 °Cの状態に保 つ。 シー ト状洗濯用品の製造においては、 配管の場所によって剪断速度が 1 1 0 0 s 1まで変化するので、 その変化に対応した粘度差に注目 し、 前記 状態に保ったドウ状洗剤組成物を、 剪断速度 γ 1 0 0 s まで上昇下降させる 間に、 上昇過程及び下降過程それぞれにおいて 1 s 1で得られる粘度 r? ( 1 ) UP V ( 1 ) D 及び 1 0 s 1で得られる粘度 η ( 10) UP 77 (10) Νを用い、前記式( 1 ) を用いてチキソ流動指数 T Rの値を得る。 前記塗工方法 Α〜塗工方法 Cとは別に、 本発明者らは、 前記ドウ状洗剤組 成物から均一な薄層を連続的且つ安定的に形成する手段について種々検討し た結果、 前記ドウ状洗剤組成物の流動特性の線形性が大きく影響することも 見出した。 前述の通り、 前記ドウ状洗剤組成物のうち、 高い比率で固体洗剤 粒子等の粉末組成物を含有するものは、 塑性的性質が現れやすく、 流動性が 不安定になりやすい。 特に、 該ドウ状洗剤組成物を取り扱う際の剪断速度の 幅広い変化が、 薄層形成を不安定化させやすい。 従って、 塗布方式を用いて 連続的且つ安定的に薄層形成を行うためには、 前記ドウ状洗剤組成物の流動 特性が広い剪断速度の範囲で線形性を保つことが重要となる。 そして、 本発 明者らは前記ドウ状洗剤組成物の流動特性の安定性を、 前記式 ( 2 ) の塑性
流動指数 B Fにより表すことが出来ることを見出し、 これを一定の状態に保 つたまま薄層形成工程を終了すればよいとの知見を得た。 前記塑性流動指数 B Fは、 前記ドウ状洗剤組成物の粘度 ηと剪断速度 τ と の関係に関するものであり、 詳細には粘度 ηの対数値と剪断速度 τの対数値 との関係において、 剪断速度 τが 1 〜 1 0 s—1の範囲における粘度 ηの傾き D 77! に対する、 剪断速度て力; 1 0 〜 1 0 0 s 1の範囲における粘度 ηの傾き D η 2 の変化率を表すものである。 この変化率が小さい程、 剪断速度 τが 1 〜 1 0 0 s -1の範囲において、 l og てと l og との関係が直線に近づく。 このこと は、 剪断速度の広い範囲においてドウ状洗剤組成物の流動特性が均一になる ことを意味する。 更に検討を推し進めたところ、 ドウ状洗剤組成物を、 前記 式 (2 ) で表されるその塑性流動指数 B Fの値が 6以下である状態下に薄層 に形成することで、 高い比率で固体粒子成分を含有したドウ状洗剤組成物を 安定的に薄層に形成でき、 また薄層形成過程において品質のばらつきを最小 限に抑えることができ、 更に十分な洗浄性能が発揮されることを見出した (以 下、 この塗工方法を塗工方法 Dという) 。 詳細には、 薄層を形成する際にドウ状洗剤組成物の塑性流動指数 B Fが 6 超の状態となると、 ポンプによる送液流量が安定しなくなり、 薄層の幅方向 寸法が変動してしまう。 更に塗布装置内での幅方向の圧力分布が不均一とな ることから薄層の高さ寸法が幅方向で不均一になってしまう。 加えて配管内 での滞留部分で凝集物が発生しやすくなり、 薄層形成部分で薄層のカスレ、 チギレが発生しやすくなる。 従って、 ドウ状洗剤組成物の塑性流動指数 B F の値が 6以下である時間内に塗布することによって、 形成された薄層の幅方 向寸法および高さ方向寸法が均一になり、 配管内での凝集物の発生が防止さ れ、 薄膜形成部分での薄層のカスレ、 チギレを防止することができる。 更に 得られるシート状洗濯用品の洗浄性能を向上させるためには、 前記ドウ状洗 剤組成物中に高い比率で固体洗剤粒子等の粉末組成物を含有させることが必 要であるが、 塑性的性質が弱い状態で該ドウ状洗剤組成物の塗布を終了する ことにより、 該ドウ状洗剤組成物の流動性のばらつきを小さくすることがで きることから、 調製段階でより多くの粉末組成物を含有させることができ、 シート状洗濯用品の洗浄性能を高めることができる。
前記塑性流動指数 B Fは、 その値が好ましくは 0〜 4. 5、 更に好ましく は 0〜 3であると、 前述の効果が一層顕著なものとなる。 前記塑性流動指数 B Fの値は、 前記ドウ状洗剤組成物が調製されてから時 間を経るにつれて変化するが、 本発明では該塑性流動指数 B Fの値が 6以下 となっている間に、 前記ドウ状洗剤組成物の薄層への形成を完了させる。 前記ドウ状洗剤組成物は、 前記式 (2 ) における D の値が 0. 9 5以下、 特に 0. 9以下、 と りわけ 0. 8 5以下である状態下に、 薄層に形成される ことが、 ポンプ等の輸送手段を用いた送液が容易となり、 薄層のチギレや泡 かみが防止される点から好ましい。 D !の値は小さいほど好ましいが、 その 下限値は 0. 5程度である。 更に、 前記ドウ状洗剤組成物は、 前記式 (2 ) における D r?2の値が 0. 9 5以下、 特に 0 . 9以下、 とりわけ 0. 8 8以下である状態下に、 薄層に形 成されることが、 塗布後の前記ドウ状洗剤組成物のレべリ ング性が向上する ことで、 薄層上面の平滑性が向上する点から好ましい。 D T72の値は小さいほ ど好ましいが、 その下限値は 0. 5程度である。 前記塑性流動指数 B Fの値は、 以下のように測定される。 例えば Haake社製 の回転型粘度計口 ト ビスコ R V 2 0に、 内径 1 9. 3 mm, 外径 2 3. 1 m m、 全長 3 2. 0 mmの二重円筒型テス トフィ クスチユアを装着し、 これに にドウ状洗剤組成物を装填し、 ドウ状洗剤組成物の温度を 8 0 °Cに状態に保 つ。 シ一ト状洗濯用品の製造においては、 配管の場所によって剪断速度が 1 〜 1 0 0 s 1まで変化するので、 その変化に注目し、 前記状態に保ったドウ 状洗剤組成物を、 剪断速度 γ 1 0 0 s— 1まで上昇下降させて、 γに対する粘度 7の関係を表すドウ状洗剤組成物の粘度曲線を得る。 そして剪断速度 γの上 昇過程 ' 下降過程において得られる剪断速度 1 s —1、 1 0 s "\ 1 0 0 s— 1の 条件下で、 粘度 η ( 1 ) 、 77 ( 1 0 ) 、 η ( 1 0 0 ) を用いて、 上昇過程 · 下降過程における塑性流動指数 B FUP、 B FD。WNの値をそれぞれ求める。 そし て、 その平均値を算出して、 塑性流動指数 B Fの値を得る。 前記塑性流動指数 B Fの値が前述の値以下である状態下に薄層を形成する
ことに加えて、 ドウ状洗剤組成物を、 前記式 ( 1 ) で表されるそのチキソ流 動指数 T Rの値が 6 0以下、 特に 4 0以下、 と りわけ 3 0以下である状態下 に該薄層を形成することも、 高い比率で固体粒子成分を含有したドウ状洗剤 組成物を一層安定的に薄層に形成でき、 また薄層形成過程において品質のば らっきを一層最小限に抑えることができ、 更に一層十分な洗浄性能が発揮さ れる点から好ましい。 前記塗工方法 C及び塗工方法 Dにおいて、 粘度 ηを測定する際に与える剪 断速度 γは、 測定の再現性を確保する為に最低限必要な安定時間、 測定時間、 測定点数を考慮して、 且つ実際の塗布装置において供給源から塗布されるま でにドウ状洗剤組成物に与える剪断履歴を代表するよ うに与えるのが望まし く、 例えば yを変化させるのに要する時間 6 s、 yを維持する時間 1 0 sの 条件下で、 1 s— 3. 2 s "'→ 1 0 s !→ 3 2 s _1→ 1 0 0 s _1→ 3 2 s ^→ 1 0 s "'→3. 2 s— i→ l s— 1と順次変化させた。 前記塗工方法 C及び塗工方法 Dにおける前記ドウ状洗剤組成物としては、 剪断速度 1 0 s一1における粘度力; 1 0, 0 0 0 m P a ' s〜 1 0 0 , 0 0 0 m P a ' s、 特に 1 5, 0 0 0 m P a ' s〜8 0 , O O O m P a ' s となる よ うに調製されたものを用いること力;、 薄層 1 7の幅方向両側縁部の保形性 が良好となり、 また気泡等の欠陥を生じることなく連続的な安定した薄層 1 7を形成でき、 更にポンプ等の輪送手段を用いた送液が容易となる点から好 ましい。 前記塗工方法 C及び塗工方法 Dにおいては、 前記ドウ状洗剤組成物は、 1 0 0 °C以下、 特に 6 0〜 1 0 0 °Cで薄層に形成されることが、 経時的に洗剤 成分の蒸発による組成の変化や、 高温に起因する化学的な変質の発生を防止 し得る点から好ましい。 例えば、 本実施形態においては、 前記ドウ状洗剤組 成物をダイコータ 1 3によって可撓性支持体 1 4上に塗工するときに、 その 塗工条件と して、 前記ドウ状洗剤組成物の温度が 1 0 0 °C以下となるよ うに 前記ドウ状洗剤組成物を調温することが好ましい。 前記塗工方法 C及び塗工方法 Dにおいては、 ドウ状洗剤組成物を薄層に形
成する手段と して塗工手段を用いたが、 これに代えて摺り切り手段、 ロール 等を用いた一段又は多段の圧延手段を用いてもよい。 前記塗工方法 A〜塗工方法 Dの何れの場合においても、 前記ドウ状洗剤組 成物を、 ダイコ一タ 1 3によって可撓性支持体 1 4上に塗工するときには、 その塗工条件と して、 前記ドウ状洗剤組成物の剪断速度が 1 0 s―1〜 1 0 0 0 s―1となるよ うに前記ドウ状洗剤組成物の供給速度を調整して塗工を行う ことが薄層 1 7を安定的に形成し得る点から好ましい。 前記ドウ状洗剤組成 物をダイコ一タ 1 3によって可撓性支持体 1 4上に塗工する場合の剪断速度 は以下の式 (4 ) で表される。
剪断速度 (4)
h 式中、 Uは基材シートの走行速度を示し、
hはドウ状洗剤組成物の薄層の厚みを示す。
前記ドウ状洗剤組成物をダイコータ 1 3によって可撓性支持体 1 4上に塗 ェする場合、 剪断速度を 1 0 s—1以上とするこ とで、 バックエッジ面でビー ド形状が安定的に保持され、 ビー ド形状の壊れによる塗布スジなどの塗膜欠 陥が防止される。 また、 剪断速度を 1 0 0 0 s―1以下とすることで、 んソ ク エッジ面でのビ一ド形成時におけるエアの巻き込みと、 塗膜ヌケなどの塗膜 欠陥が防止される。 前記剪断速度が 2 0 s―1〜 9 0 0 s― 特に 5 0 s―1〜 7 0 0 s―1の条件で塗工を行う ことが、 塗布スジと塗膜ヌケを防止する点から 好ましい。 前述の通り、 前記ドウ状洗剤組成物をダイコータ 1 3によって可撓性支持 体 1 4上に塗工する場合の剪断速度は、 可撓性支持体 1 4の走行速度及び薄 層 1 7の厚みから決定される。 この場合、 可撓性支持体 1 4の走行速度 Uは、 5 r / m i r!〜 1 0 0 m / m i n、 特に l O m Z m i n ~ 8 0 m m i nで あることが、 塗工スジ、 塗膜ヌケ等の抑制による塗工の安定性及び使用時の
可撓性支持体 1 4の溶解性と生産性との双方の点から好ましい。 一方、 薄層 1 7の厚みは、 0. 5 mm〜: L 0 mm、 特に 1. O mn!〜 5 , 0 mm、 更に 1. 5 mn!〜 3. 5 mmであることが、 シート状洗濯用品の性能として必須 である使用時の可撓性支持体 1 4の溶解性、 洗浄性及び大き さ · 形状に由来 するシー ト状洗濯用品の使いやすさと経済性との双方の点から好ましい。 前記ドウ状洗剤組成物を塗工するときの塗工手段としては、 エアドクタコ
—タ、 ブレー ドコ一タ、 ロ ッ ドコ一タ、 ナイフコ一タ、 カーテンコ一タ、 フ アウンテンコータなどを用いることもできる。 このとき、 塗工する場合の剪 断速度 Yは、 可撓性支持体の走行速度 V (m/m i n ) 及び薄層厚み d (m m) から ( 5 ) 式に従って決定される。
剪断速度 ^ (5)
a
前記塗工方法 A〜塗工方法 Dの何れの場合においても、 可撓性支持体 1 4 上に薄層 1 7が形成されて、 目的物たるシー ト状洗濯用品が得られる。 この 後、 必要に応じて薄層 1 7の上面に可撓性支持体 1 4 と同一又は異なる材質 の第 2の可撓性支持体を重ね合わせて、 二枚の可撓性支持体によって薄層 1 7の両面が被覆されたシー ト状洗濯用品となしてもよい: 可撓性支持体 1 4上に薄層 1 7が形成されてなる長尺状のシー ト状洗濯用 品、 又は薄層 1 7の両面に可撓性支持体が配されてなる長尺状のシー ト状洗 濯用品を、幅方向に亘つて裁断して毎葉のシ一ト状洗濯用品となしてもよい。 薄層 1 7が可撓性支持体 1 4の長手方向に亘つて不連続に形成されている場 合には、 不連続部において裁断することが好ましい。 更に、 シー ト状洗濯用品が薄層 1 7 と、 これを挟持する二枚の可撓性支持 体から構成されており、 且つ可撓性支持体の両側に非塗工部分が存在してい る場合には、 シ一 ト状洗濯用品が裁断前の長尺状又は裁断後の毎葉の状態の ときに、 可撓性支持体を所定の接合手段によって接合して、 薄層 1 7の脱落
を防止してもよい
L 7が毎葉の形態である場合、 薄層 1 7の外周長さと、 薄層 1 7の厚 みとの比 (前者 Z後者) aは、 1 0 < a < 6 0 0 , 特に 5 0 < a < 3 0 0で あることが、 使用時の毎葉ごとの取り扱いの容易さの点から好ましい。
L 7を可撓性支持体 1 7の長手方向に亘り不連続に形成する場合、 前 記塗工方法 A〜塗工方法 Dの何れの場合においても、 ダイコータ 1 3を可撓 性支持体 1 4に対して接離動作させたが、 これに代えて、 ダイコ一タ 1 3は 可撓性支持体 1 4に近接する位置に固定しておき、 且つダイコータ 1 3にシ ャッタを配して、 該シャツタの開閉によ り ドウ状洗剤組成物を間欠的に塗工 してもよレ、。 前記ドウ状洗剤組成物が塗工される長尺帯状の可撓性支持体 1 4と しては、 可撓性を有するシー トゃウェブ、 例えば合成樹脂製のフィルム並びに織布及 び不織布等の繊維シ一 ト等が用いられる。 可撓性支持体 1 4は水溶性または 水分散性であることが好ましい。 可撓性支持体 1 4が水溶性である場合、 可 撓性支持体 1 4を構成する材料と しては、 例えば特開平 1 0— 2 0 4 4 9 9 号公報の第 1 2欄 1 6〜 3 3行に記載の①水溶性フィルム、 ②水溶性高分子 繊維からなる不織布もしく は織布、 又は、 ③水溶性フィルムと水溶性高分子 繊維からなる不織布もしく は織布の積層シー トが好ましい。 これらの可撓性 支持体は、 水溶性高分子によ り構成される。 具体的には、 ポリ ビエルアルコ ール、 ポリ ビュルピロ リ ドン、 プルラン、 ポリ アク リルアミ ド、 ポリ エチレ ンォキシ ド、 ポリ ビニノレメチレンエーテル、 キサンタンガム、 ガ一ガム、 コ ラーゲン、 カノレボキシメチノレセノレロース、 ヒ ドロキシプロ ピノレセノレ口一ス及 びヒ ドロキシェチルセルロース等や、 ポリ アク リル酸またはその塩、 ポリ メ タク リル酸またはその塩、 ポリイタ コン酸またはその塩等のカルボキシル基 及び/又はスルホン酸基を有する有機ポリマー及び Z又はその塩が例示され、 特にポリ ビニルアルコール或いはマレイン酸ゃィタコン酸で変性されたポリ ビニルァノレコールが好ましレ、。 前記ドウ状洗剤組成物のレオロジ一特性は前述の通りであり、 また、 その
配合組成は以下の通りである。 該ドウ状洗剤組成物は、 界面活性剤、 アル力 リ剤及び金属イオン捕捉剤をそれぞれ少なく とも一種含んでいる。 前記界面活性剤と しては非イオン界面活性剤及び陰イオン界面活性剤が好 ましい。 非イオン界面活性剤の例と しては、 特開平 1 0— 2 0 4 4 9 9号公 報の第 5欄 6〜 3 1行に記載のもの等が挙げられ、 特に炭素数 1 0〜 1 8の 直鎖又は分岐鎖の 1級又は 2級のアルコールにエチレンォキシドゃプロピレ ンォキシ ドなどのアルキレンォキシドを付加し、 H L B値 (グリ フィ ン法で 算出) 力 1 0. 5〜 1 5. 0、 特に 1 1 . 0〜 1 4. 5になるよ うにしたポ リオキシアルキレンアルキルエーテルが好ましい。 また、 陰イオン界面活性 剤の例と しては、 特開平 1 0— 2 0 4 4 9 9号公報の第 5欄 3 9〜 4 9行に 記載のもの等が挙げられ、 特に炭素数 1 2〜 1 8のアルキル硫酸塩、 アルキ ル鎖の炭素数が 1 0〜 1 4の直鎖アルキルベンゼンスルホン酸塩が好ましく、 対イオンと してはアルカリ金属類、 特にナトリ ゥムゃカリ ゥムが好ましい。 界面活性剤の含有量は、 洗浄力の点でドウ状洗浄剤組成物中に好ましく は 5 〜 8 0重量%、 より好ましくは 2 0〜 6 0重量%である。 また、 非イオン界 面活性剤と陰イオン界面活性剤の併用も好ましく、 その場合、 両者の合計が 界面活性剤中に 5 0〜 1 0 0重量%、 特に 7 0〜 1 0 0重量%であるのが洗 浄性の点で好ましい。 また、 非イオン界面活性剤と陰イオン界面活性剤の重 量比は、 溶解性の点で、 非イオン界面活性剤/陰イオン界面活性剤 = 1 0 0 /0〜; 1 0/ 9 0、 特に 9 0 Z 1 0〜 5 0 Z 5 0が好ましい。 前記アル力リ剤と しては、 特開平 1 0— 2 0 4 4 9 9号公報の第 5欄末行 〜第 6欄 9行に記載のもの等が挙げられ、 特に炭酸ナ ト リ ウム、 炭酸力 リ ウ ム、 非晶質珪酸塩及び結晶性珪酸塩が好ましい。 前記金属イオン捕捉剤と しては、 特開平 1 0— 2 0 4 4 9 9号公報の第 8 欄 4 1〜 4 7行に記載のもの等が挙げられ、 特に結晶性アルミ ノ珪酸塩 (ゼ オライ ト) 、 非晶質アルミ ノ珪酸塩、 有機キレー ト剤及びポリカルボン酸ポ リマー、 特にポリアク リル酸ナト リ ウム、 アク リル酸マレイン酸コポリマー が好ましい。
前記ドウ状洗剤組成物は、 前記界面活性剤を 5〜 5 0重量。/。、 特に 1 0〜 3 0重量%含有し、 前記アル力リ剤を 5〜 6 0重量%、 特に 1 0〜 5 0重量% 含有し、 前記金属イオン捕捉剤を 5〜 6 0重量。/。、 特に 1 0〜 5 0重量%含 有することが好ましい。 前記ドウ状洗剤組成物の流動性を維持する点、 及び可撓性支持体 1 4を通 じて前記ドウ状洗剤組成物中の洗浄活性物質が遺漏することを防止する点か ら、 前記ドウ状洗剤組成物に含まれる有機化合物と無機化合物との混合比率 を調整することが好ましい。 有機化合物と無機化合物との好ましい混合比率 は、 有機化合物 Z無機化合物 = 8 0 / 2 0〜; 1 0ノ 9 0、 特に 7 0 / 3 0〜 1 5/8 5 (重量比) である。 実 施 例
以下、 実施例によ り本発明を更に詳細に説明する。 尚、 特に断らない限り、 「%」 及び 「部」 はそれぞれ 「重量%」 及び 「重量部」 を意味する。
実施例に先立ち、 ドウ状洗剤組成物の調製方法 (調製例 1〜調製例 1 1 ) を説明する。
〔調製例 1〕 (実施例 1の組成のもの)
ゼォライ ト、 炭酸ソーダ、 芒硝、 亜硫酸ソーダ、 ポリ アク リル酸ソーダ及 び蛍光染料を表 1 中の比率で含有する水分 5 0 %のスラ リ一を、 噴霧乾燥法 によ り乾燥させ、 下記の乾燥粒子 1 (平均粒径約 2 5 0 μ πι) を得た。 尚、 表 1における各成分の詳細は表 8に示す通りである。
〔乾燥粒子 1組成〕
ゼォライ ト 2 8部
炭酸ソーダ 5. 5部
芒硝 5部
亜硫酸ソーダ 0 5部
ポリアクリル酸ソ一ダ 5部
蛍光染料 0 4部
残留水分 4 2 4部
非イオン界面活性剤 ( a ) 7. 5 k g、 P E G O . 1 5 k gを 5 0 リ ッ ト ル容バツチニーダ 〔佐竹化学機械工業 (株) 製、 1 6 0 0— 6 5 C V J A - 3. 7型〕 に入れ、 6 5°C加温下、 P E Gが溶融し均一になるまで混合した。 次いで水 1 . 7 3 k g及び 4 8 % N a O HaqO . 7 2 k g , アルキルべンゼ ンスルホン酸 2. 8 0 k gを、 撹拌を続けながら徐々に加え、 更に 1 0分間 撹拌を続けることで中和反応を充分に行った。 反応終了後、 5—1^ 3粉末 を 3. 0 k g及び乾燥粒子 1 を 3. 3 2 k g加え、 均質になるまで約 5分間 混合し、 更に酵素 0. 3 k g及び香料 0. 1 5 k gを添加して更に 2分間混 合することによ り、 実施例 1 に示すドウ状洗剤組成物を得た。 〔調製例 2〕 (実施例 2の組成のもの)
非ィオン界面活性剤 ( b ) 9. 6 k g、 P E G O . 1 5 k gを 5 0 リ ッ ト ル容バッチニーダ 〔佐竹化学機械工業 (株) 製、 1 6 0 0 — 6 5 C V J A— 3. 7型〕 に入れ、 6 5°C加温下、 P E Gが溶融し均一になるまで混合した。 次いでァノレキルベンゼンスルホン酸 3. 6 2 k g及ぴ4 8 %N a OHaqO . 94 k gを、 撹拌を続けながら徐々に加え、 更に 1 0分間撹拌を続けること で中和反応を充分に行った。 反応終了後、 A S —N a粉末 3. 9 k g、 ゼォ ライ ト 1 5. 5 k g , 炭酸ソーダ粉末 4. 0 9 k g , 無水芒硝粉末 2. 0 8 k g、 亜硫酸ソーダ粉末 0. 1 8 k g、 A A/MA粉末 2. 0 8 k g、 蛍光 染料 0. 1 8 k g、 酵素 0. 4 4 k g、 添加水 1 . 0 6 k g、 及び香料 0. 1 5 k gを加え、 均質になるまで約 1 5分間混合することによ り、 実施例 2 に示すドウ状洗剤組成物を得た。
〔調製例 3〕 (実施例 3及び 4並びに比較例 1〜 4の組成のもの) 前記調製例 1 と同様の手法を用い、 実施例 3及び 4並びに比較例 1〜 4に 示すドウ状洗剤組成物を得た。 〔調製例 4〕 (実施例 5、 6及び 8並びに比較例 5及び 7の組成のもの) ゼォライ ト、 炭酸ソーダ、 芒硝、 亜硫酸ソ一ダ、 ポリアク リル酸ソーダ及 び蛍光染料を表 2中の比率で含有する水分 5 0 %のスラ リーを、 噴霧乾燥法 により乾燥させ、 下記の乾燥粒子 2 (平均粒径約 2 5 0 μ ιη) を得た。 尚、 表 2における各成分の詳細は表 8に示す通りである。
〔乾燥粒子 2組成〕
ゼォライ ト 2 2. 2部
炭酸ソーダ 6 5部
芒硝 3部
亜硫酸ソ一ダ 0 3部
ポリアク リル酸ソ一ダ 3部
蛍光染料 2部
残留水分 1部 非イオン界面活性剤 ( a ) 1 0. 3 4 k g , デンス灰 3. 9 k gを 5 0 リ ッ トル容バッチニーダ 〔佐竹化学機械工業 (株) 製、 1 6 0 0— 6 5 C V J A— 3. 7型〕 に入れ、 6 5°C加温下に混合した。 次いでアルキルベンゼン スルホン酸 1 · 9 4 k g及び 4 8 %N a OHaqO . 5 0 k gを、 撹拌を続け ながら同時に徐々に加え、 更に 1 0分間撹拌を続けることで中和反応を充分 に行った。 反応終了後、 A S— N a粉末を 2. 0 7 k g及び乾燥粒子 1 を 1 . 0 7 k g加え、 均質になるまで約 5分間混合し、 更に酵素 0. 1 8 k g及 び香料 0. 1 5 k gを添加して更に 2分間混合した。 混合終了後脱気操作を 経て、 ドウ状洗剤組成物を得た。
〔調製例 5〕 (実施例 7並びに比較例 6及び 8の組成のもの)
非イオン界面活性剤 ( b ) 8. 4 1 k g、 P E G O . 1 7 k gを 5 0 リ ッ ト ル容バツチ二一ダ 〔佐竹化学機械工業 (株) 製、 1 6 0 0— 6 5 C V J A— 3. 7型〕 に入れ、 6 5°C加温下、 P E Gが溶融し均一になるまで混合した 。 溶融終了後、 デンス灰 3. 3 0 k gを加え混合した。 次いでアルキルベン ゼンスノレホン酸 1. 5 7 k g及び 4 8 %N a O HaqO . 4 1 k gを、 撹袢を 続けながら同時に徐々に加え、 更に 1 0分間撹拌を続けることで中和反応を 充分に行った。 反応終了後、 A S— N a粉末 2. 5 2 k g、 ゼオライ ト 7. 9 2 k g , 炭酸ソーダ粉末 2 · 0 9 k g , 無水芒硝粉末 1. 0 7 k g、 亜硫 酸ソーダ粉末 0. 1 0 k g、 AAZMA粉末 1. 0 7 k g、 蛍光染料 0. 1 0 k g、 酵素 0. 2 6 k g、 及び香料 0. 1 5 k gを加え、 均質になるまで 約 1 5分間混合した。 混合終了後脱気操作を経て、 ドウ状洗剤組成物を得た
〔調製例 6〕 (実施例 9及び比較例 1 1の組成のもの) ゼォライ ト、 炭酸ソ一ダ、 芒硝、 亜硫酸ソーダ、 ポリアク リル酸ソーダ及 ぴ蛍光染料を表 3中の比率で含有する水分 5 0 %のスラ リ一を、 噴霧乾燥法 により乾燥させ、 下記の乾燥粒子 3 (平均粒径約 2 5 0 μ m) を得た。 尚、 表 3における各成分の詳細は表 8に示す通りである。
〔乾燥粒子 3組成〕
ゼォライ ト 3 1. 1部
炭酸ソーダ 8. 4部
芒硝 4. 2部
亜硫酸ソーダ 0. 4部
ポリアク リル酸ソーダ 4. 2部
蛍光染料 0. 3部
残留水分 0. 5部 非イオン界面活性剤 ( a ) 1 2. 7 1 k g、 ラウリ ン酸ナト リ ウム 0. 9 2 k gを 5 0 リ ッ トル容バッチニーダ (佐竹化学機械工業 (株) 製、 1 6 0 0— 6 5 C V J A— 3. 7型) に入れ、 6 5°C加温下、 ラウリ ン酸ナ ト リ ウ ムが溶融し均一になるまで混合した。 次いで 4 8 %N a OHaqO . 3 8 k g を撹拌を続けながら、 同時に徐々に加え、 更に 1 0分間撹拌を続けることで 、 中和反応を充分行った。 反応終了後、 乾燥粒子 1 5. 7 4 k gを加え、 均 質になるまで約 5分間混合し、 酵素 0. 2 5 k gおよび香料 0. 1 5 k gを 添加して更に 2分間混合することにより、 ドウ状洗剤組成物を得た。
〔調製例 7〕 (実施例 1 0並びに比較例 9及び 1 0の組成のもの) 非ィオン界面活性剤 ( a ) 1 0. 1 5 k g、 P E G O . 3 0 k gを 5 0 リ ッ トル容バッチ二一ダ (佐竹化学機械工業 (株) 製、 1 6 0 0— 6 5 C V J A— 3. 7型) に入れ、 6 5°C加温下、 混合した。 次いで A S— N a粉末を 2. 3 0 k g、 乾燥粒子を 1 7. 2 4 k gを加え、 均質になるまで約 5分間 混合し、 酵素 0. 2 7 k gおよび香料 0. 1 5 k gを添加して更に 2分間混 合することによ り、 ドウ状洗剤組成物を得た。
〔調製例 8〕 (実施例 1 1の組成のもの)
非イオン界面活性剤 ( a ) 8. 3 9 k g、 ラウリ ン酸ナト リ ウム 0 · 3 8 k gを 5 0 リ ツ トル容バツチニーダ (佐竹化学機械工業 (株) 製、 1 6 0 0 - 6 5 C V J A- 3. 7型) に入れ、 6 5°C加温下、 ラウリ ン酸ナト リ ウム が溶融し均一になるまで混合した。 次いでアルキルベンゼンスルホン酸 3. 1 4 k g及び 4 8 %N a OHaqO . 3 8 k gを撹拌を続けながら、 同時に徐 々に加え、 更に 1 0分間撹拌を続けることで、 中和反応を充分行った。 反応 終了後、 乾燥粒子 1 6. 8 5 k gを加え、 均質になるまで約 5分間混合し、 酵素 0. 2 8 k gおよび香料 0. 1 5 k gを添加して更に 2分間混合するこ とにより、 ドウ状洗剤組成物を得た。
〔調製例 9〕 (実施例 1 8及び比較例 1 7の組成のもの)
ゼォライ ト、 炭酸ソーダ、 芒硝、 亜硫酸ソーダ、 ポリ アク リル酸ソ一ダ及 び蛍光染料を表 7中の比率で含有する水分 5 0 %のスラ リ ーを、 噴霧乾燥法 により乾燥させ、 下記の乾燥粒子 4 (平均粒径約 2 5 0 / m) を得た。 尚、 表 7における各成分の詳細は表 8に示す通りである。
〔乾燥粒子 4組成〕
ゼォライ ト 3 3 7部
炭酸ソーダ 9 1部
芒硝 4 6部
亜硫酸ソ一ダ 0 5部
ポリアク リル酸ソーダ 4 6部
蛍光染料 0 4部
残留水分 3部 非イオン界面活性剤 ( a ) 1 1. 4 4 k g、 ラウリ ン酸ナト リ ウム 0. 8 2 k gを 5 0 リ ツ トル容バツチ二一ダ (佐竹化学機械工業 (株) 製、 1 6 0 0 - 6 5 C V J A- 3. 7型) に入れ、 6 5°C加温下、 ラウリ ン酸ナト リ ウ ムが溶融し均一になるまで混合した。 次いで 4 8 %N a O HaqO . 3 4 k g を撹拌を続けながら、 同時に徐々に加え、 更に 1 0分間撹拌を続けることで 、 中和反応を充分行った。 反応終了後、 乾燥粒子 1 7. 1 2 k gを加え、 均
質になるまで約 5分間混合し、 酵素 0. 2 7 k gおよび香料 0. 1 5 k gを 添加して更に 2分間混合することにより、 ドウ状洗剤組成物を得た。
〔調製例 1 0〕 (実施例 1 9並びに比較例 1 5及び 1 6の組成のもの) 非ィオン界面活性剤 ( a ) 9. 0 2 k g、 P E G O . 2 7 k gを 5 0 リ ツ トル容バッチニーダ (佐竹化学機械工業 (株) 製、 1 6 0 0— 6 5 C V J A 3. 7型) に入れ、 6 5°C加温下、 混合した。 次いで A S— N a粉末を 1 . 8 0 k g、 乾燥粒子を 1 8. 6 1 k gを加え、 均質になるまで約 5分間混 合し、 酵素 0. 2 9 k gおよび香料 0. 1 5 k gを添加して更に 2分間混合 することによ り、 ドウ状洗剤組成物を得た。 〔調製例 1 1〕 (実施例 2 0の組成のもの)
非イオン界面活性剤 ( a ) 7. 4 5 k g , ラウリ ン酸ナ ト リ ウム◦ . 3 4 k gを 5 0 L容バツチニーダ 〔佐竹化学機械工業 (株) 製、 1 6 0 0— 6 5 C V J A— 3. 7型〕 に入れ、 6 5°C加温下、 ラウリ ン酸ナト リ ウムが溶融 し均一になるまで混合した。 次いでアルキルベンゼンスルホン酸 2. 7 9 k g及び 4 8 % N a O H a q 0. 8 6 k gを撹拌を続けながら、 同時に徐々に 加え、 更に 1 0分間撹拌を続けることで、 中和反応を充分行った。 反応終了 後、 乾燥粒子 1 8. 2 6 k gを加え、 均質になるまで約 5分間混合し、 酵素 0. 3 0 k gおよび香料 0. 1 5 k gを添加して更に 2分間混合することに より、 ドウ状洗剤組成物を得た。 〔ドウ状洗剤組成物の粘度の測定方法〕
調製例 1 〜 5で得られた各ドウ状洗剤組成物について、 以下の方法で粘度 を測定した。 また、 調製例 4及び 5で得られた各ドウ状洗剤組成物について は、 前述の方法で Casson方程式の係数 C。 及び を測定した。 その結果を 表 1及び表 2に示す。
レオメ ト リ ックス社のレオメータ RDA— 1 1 を用レ、、 テス トフイクスチ ユアには内径 2 5 mm、 外径 2 7 mm、 全長 3 2 m mのクエツ トを使用し、 テス トフィクスチユアに挿填して 4 0 °Cに保ったドウ状洗剤組成物に剪断速 1 0 s"1, 1 0 0 0 s 1をそれぞれ与えたときの粘度をそれぞれ測定した。
調製例 6〜 1 1で得られた各ドウ状洗剤組成物については、 以下の方法で 粘度を測定した。 その結果を表 3及び表 7に示す。
H a a k e社製の回転型粘度計ロ トピスコ R V 2 0に、 内径 1 9 . 3 m m 、 外径 2 3 . l m m、 全長 3 2 . 0 m mの二重円筒型テス トフィ クスチユア を装着し、 これにドウ状洗剤組成物を装填し、 ドウ状洗剤組成物の温度を 8 0 °Cに保った状態で、 剪断速度 γを変化させるのに要する時間 6 s、 γを維 持する時間 5 s 、 γを維持したまま粘度 77を測定する時間 5 s の条件下で、 yを I s — 2 s — 1 0 s 1とステップ的に上昇させ、 を測定する時 間中に 0 · 5 s間隔で得られる ηの 1 0回の測定値の平均値を算出して粘度 を測定した。
〔実施例 1 〜 4及び比較例 1 〜 4〕 (塗工方法 A )
特開平 8 — 3 8 4 8号公報の実施例 2に準じて調製された目付 (坪量) 2 0 g Z m 2 の水溶性不織布と 日本合成化学工業 (株) 製 「ハイセロ ン」 (水 溶性フィルム) とを積層した積層シー トにおける水溶性フィルム上に、 各調 製例で得られた各ドウ状洗剤組成物を表 1に示す剪断速度及び温度の条件下 で図 1 に示す製造装置を用いて塗工した。 その上に水溶性不織布が最外層に なるよ うに積層シー トを重ね合わせた。 次いで、 積層シー トの周囲を FUJI IMPULSE AUTO SEALER (FA- 600- 5 )でヒー トシールしてシ一ト状洗濯用品を得た。
〔性能評価〕
実施例 1 〜 4及び比較例 1〜 4で得られたシー ト状洗濯用品について、 以 下の方法で保形性、 塗工性及び溶解性を評価した。 その結果を表 1に示す c
〔保形性の評価方法〕
前記ダイ コ一タを用いて、 剪断速度 2 0 0 s— 1となる塗布条件で形成され たドウ状洗剤組成物の薄層の塗布直後の状態を下記基準で観察する。
〇 ; 幅方向両側縁部の変形及び塗布幅の拡幅が認められない。
△ ; 幅方向両側縁部の変形及び塗布幅の拡幅がやや認められる。
X ; 幅方向両側縁部の変形及び塗布幅の拡幅が認められる。
〔塗工性の評価方法〕
前記ダイコータを用いて、 剪断速度 5 0〜 1 0 0 0 s—1となる種々の塗布 条件で可撓性支持体上にそれぞれドウ状洗剤組成物を塗布し、 得られた薄層 の状態を下記基準で観察した。
〇 ; 長手方向及び幅方向何れも均一な厚みとなる。 気泡等の欠陥が殆ど認 められない c
△ ; 長手方向及び幅方向の厚みが変動する。 小さな気泡等の欠陥が常に認 められ、 大きな気泡等の欠陥が認められる場合がある。
X ; 長手方向及び幅方向で膜切れが生じる。 大きな気泡等の欠陥が常に認 められる。 〔溶解性の評価方法〕
シー ト状洗濯用品 1 0 gを 5 °C、 3 0 リ ツ トルの水道水を入れた洗濯機 〔東 芝 (株) 製、 銀河 3 . 6 ( V H 3 6 0 S 1 ) ] に投入する。 「強回転」 で 5 分間撹拌後、 脱水及び排水を行う。 次いで、 5 0 0 μ mの篩を排水口に装着 して洗濯機中の洗剤残渣を回収し、 目視観察によ り下記基準で溶解性を評価 する。
〇 ; 洗剤組成物の残留物が殆どない。
△ ; 洗剤組成物の残留物が少量認められる。
X ; 洗剤組成物の残留物が多量に認められる。
表 1
表 1 に示す結果から明らかなよ うに、 実施例 1〜 3の条件で塗布したとこ ろ、 長手方向及び幅方向何れも均一な厚みとなり、 また気泡などの欠陥が殆 ど認められない良好な薄層を得ることができた。 また溶解性の評価において も、 洗剤組成物の残留物が殆ど認められず、 良好な溶解性を示した。 実施例 4の条件で塗布したところ、 溶解性の評価において若干の洗剤組成 物の残留物が認められたが、 その他の点は満足のゆく ものであった。 比較例 1及び 2の条件で塗布したところ、 薄層に十分な保形性を得ること ができず、 長手方向及び幅方向とも均一な厚みが得られなかった。 比較例 3及び 4の条件で塗布したところ、 薄層と しての連続性に乏しく、 大きな気泡等の欠陥が常に認められ、良好な薄層を得ることができなかった: また溶解性の評価においても、 洗剤組成物の残留物が多量に認められ、 満足 な溶解性を得ることができなかった。 また、 実施例 1〜 4及び比較例 1〜 4の何れの場合においても、 塗布時の 剪断速度の条件が 1 0〜 1 0 0 0 s 1の範囲を満たしていない場合には、 塗 エスジおよび塗膜ヌケなどの塗布欠陥を生じ、 良好な薄層を得ることができ なかつた。 実施例 1〜 4に示されるよ うに、 本発明においては、 剪断速度の条件 1 0 〜; L, 0 0 0 s 1における ドウ状洗剤組成物の粘度が、 1 , O O O m P a ' s〜 5 0 , 0 0 0 m P a - sの範囲を満たす事が必須であり、 剪断速度の条 件 1 0〜 1 , 0 0 0 s 1における粘度が 1, 0 0 0 m P a ' s〜 5 0, 0 0 0 m P a · s を外れる ドウ状洗剤組成物を用いる場合は、 良好な結果は得ら れず、 本発明の範囲外である事が確認できた。
〔実施例 5〜 8及び比較例 5〜 8〕 (塗工方法 B)
各調製例で得られた各ドウ状洗剤組成物を用い、 実施例 1 と同様にしてシ ート状洗濯用品を得た。
〔性能評価〕
実施例 5〜 8及び比較例 5〜 8で得られたシー ト状洗濯用品について、 前 述の方法で保形性及び塗工性を評価し、 更に以下の方法で溶解性及び液体成 分の耐浸み出し性を評価した。 その結果を表 2に示す。 〔溶解性の評価方法〕
得られたシー ト状洗濯用品を 1辺 1 0 c mの正方形に切り取り、 5°C、 3 0 リ ッ トルの水道水を入れた洗濯機 〔東芝 (株) 製、 銀河 3. 6 ( V H 3 6 0 S 1型) 〕 に投入した。 直ちに 「強回転」 で撹拌をはじめ、 撹拌開始 3分 後及び 1 5分後に、 先端に東洋濾紙 (株) 製デイ スポーザブルメ ンブランフ ィルタ一ユニッ ト 2 5 A S 0 2 0 AN (孔径 0. 2 0 ミ クロン) を装着した 1 0 ミ リ リ ツ トル容シリ ンジを用いて、 洗濯水を速やかに濾別し濾液のサン プリ ングを行った。 評価に使用した水道水、 3分後および 1 5分後の濾液そ れぞれを、 よく室温に戻した後、 東亜電波工業 (株) 製電気伝導度計 (CM 一 6 0 V型) を用いて各液の電気伝導度を測定した。 以下の式 ( 6 ) から溶 解率を算出し、 下記基準に従って溶解性を評価した。
, _ (3分後濾液サンプルの電気伝導度)一 (水道水の電気伝導度)
(15分後濾液サンプルの電気伝導度)一 (水道水の電気伝導度) >
〇 : 溶解率 8 0 %以上
△: 溶解率 7 0 %以上 8 0 %未満
X : 溶解率 7 0 %未満
〔液体成分の耐浸み出し性の評価方法〕
内径が 2 8 mm、 肉厚 3 m mのステンレスパイプを、 長さ 4 0 mmに切断 後、 切断箇所を面取り した円筒形セルを用意した。 セル内部に塗布装置から 吐出された各組成物を充填し、 開口部を上下方向に配し、 次いでセル全体を 硬質平面に強打することによって内容組成物の底部に相当する面を整え、 評 価片とした。 評価片の下に 2 0 0メ ッシュの金網および濾紙 5枚 〔東洋濾紙
(株) 製 N o . 2 ( 7 5 mm X 9 0 mm) 〕 を、 濾紙 5枚を下にして敷き、 5 0 °Cで 4 8時間静置した。 組成物からの浸み出しによる濾紙の重量増加 ( 5枚分トータル) ( g ) を秤量し、 浸み出し量と し、 下記基準に従って耐浸 み出し性を評価した。 〇 : 浸み出し量が 0. 5 g以下
△: 浸み出し量が 0. 5 g〜 1 . 0 g
X : 浸み出し量が 1 · 0 g以上
表 2
表 2に示す結果から明らかなよ うに、 実施例 5〜 7の条件で塗布したとこ ろ、 長手方向及び幅方向何れも均一な厚みとなり、 また気泡などの欠陥が殆 ど認められない良好な薄層を得ることができた。 また溶解性の評価において も、 洗剤組成物の残留物が殆ど認められず、 良好な溶解性を示した。 実施例 8条件で塗布したところ、 溶解性の評価において若干の洗剤組成物 の残留物が認められたが、 その他の点は満足のゆく ものであった c 比較例 5及び 6の条件で塗布したところ、 薄層に十分な保形性を得ること ができず、 長手方向及び幅方向とも均一な厚みが得られなかった: 比較例 7及び 8の条件で塗布したところ、 薄層と しての連続性に乏しく、 大きな気泡等の欠陥が常に認められ、 良好な薄層を得ることができなかった c また溶解性の評価においても、 洗剤組成物の残留物が多量に認められ、 満 足な溶解性を得ることができなかった。 また、 実施例 5〜 8及び比較例 5〜 8の何れの場合においても、 塗布時の 剪断速度の条件が 1 0〜 1 0 0 0 s 1の範囲を満たしていない場合には、 塗 エスジおよび塗膜ヌケなどの塗布欠陥を生じ、 良好な薄層を得ることができ なかつ†:。
〔実施例 9〜1 1及び比較例 9〜1 1〕 (塗工方法 C )
各調製例で得られた各ドウ状洗剤組成物を用い、 実施例 1 と同様にしてシ 一ト状洗濯用品を得た。 塗工時の ドウ状洗剤組成物のチキソ流動指数 T Rは 表 3に示す通りであった。 塗工されたドウ状洗剤組成物は、 厚さ 2 m mで、 7 c m X 6 . 5 c mの矩形状であった。
〔性能評価〕
実施例 9〜1 1及び比較例 9〜 1 1 で得られたシー ト状洗濯用品について 、 前述の方法で塗工性及び溶解性を評価した。 また以下の方法で洗浄性を評 価した。 但し、 溶解性の評価は実施例 5 と同様の手順と し、 評価基準は以下 の通り と した。 その結果を表 3に示す。
〔溶解性の評価基準〕
◎ 溶解率 8 0 %以上
〇 溶解率 7 5 %以上 8 0。/。未満
△ 溶解率 7 0 %以上 7 5 %未満
X 溶解率 7 0 %未満
〔洗浄性の評価方法〕
( 1 ) 人工汚染布の調整
下記組成の人工汚染液を、 ダラビア口一ルコータ一を用いて布に印刷する ことで人工污染布を調製した。 グラビア印刷の条件は、 グラビアロールのセ ル容量 5 8 c mV c m2、 塗布速度 1 . 0 mZm i n、 乾燥温度 1 0 0 :C、 乾 燥時間 1時間と した。 布は木綿金巾 2 0 0 3布 (谷頭商店製) を使用した。 人工汚染液の組成
ラウリ ン酸 0. 4 4 %
ミ リスチン酸 3. 0 9%
ペンタデカン酸 2. 3 1 %
ノ ノレ ミチン酸 6. 1 8 %
ヘプタデカン酸 0. 4 4 %
ステアリ ン酸 1 . 5 7 %
ォレイン酸 Ί . 7 5 %
ト リオレイン酸 1 3. 0 6 %
パルミチン酸 n キサデシル 2. 1 8 %
スクアレン 6. 5 3 %
卵白レシチン液晶物 1 . 9 4%
鹿沼赤土 8. 1 1 %
カーボンブラック 0. 0 1 <½
水道水 バランス
( 2 ) 洗浄条件及び評価方法
評価用洗剤水溶液 1 リ ッ トルに、 上記で作製した l O c m X l O c mの人 ェ汚染布を 5枚入れ、 ターゴトメーターにて 1 0 0 r p mで洗浄した。 洗浄
条件は次の通りである,
洗浄時間 1 0分
洗浄剤濃度 0. 0 0 0 5
水の硬度 4 ° DH
水温 2 0 °C
すすぎ 水道水にて 5分間 洗浄力は汚染前の原布及び洗浄前後の汚染布の 5 5 0 n mにおける反射率 を自記色彩計 (島津製作所製) にて測定し、 次式 ( 7 ) によって洗浄率 (% ) を求め、 5枚の測定平均値を用いて下記基準に従って判定した
洗浄率 ( %) =洗浄後の反射率-洗浄前の反射率 χ 100
(7)
原反の反射率一洗浄前の反射率
◎ : 6 0 %以上
0 : 5 5 %以上 6 0 %未満
△ : 5 0 %以上 5 5 %未満
X : 5 0 %未満
表 3
〔実施例 1 2及び 1 3並びに比較例 1 2〕
実施例 9で用いたドウ状洗剤組成物を、 表 4に示す時間の経過後に、 同表 に示す剪断速度及び温度の条件下で塗工する以外は実施例 9 と同様にしてシ 一ト状洗濯用品を得た。 塗工時の ドウ状洗剤組成物のチキソ流動指数 T Rは 表 4に示す通りであった。 得られたシー ト状洗濯用品について実施例 9 と同 様に塗工性の評価をした。 結果を表 4に示す。 表 4
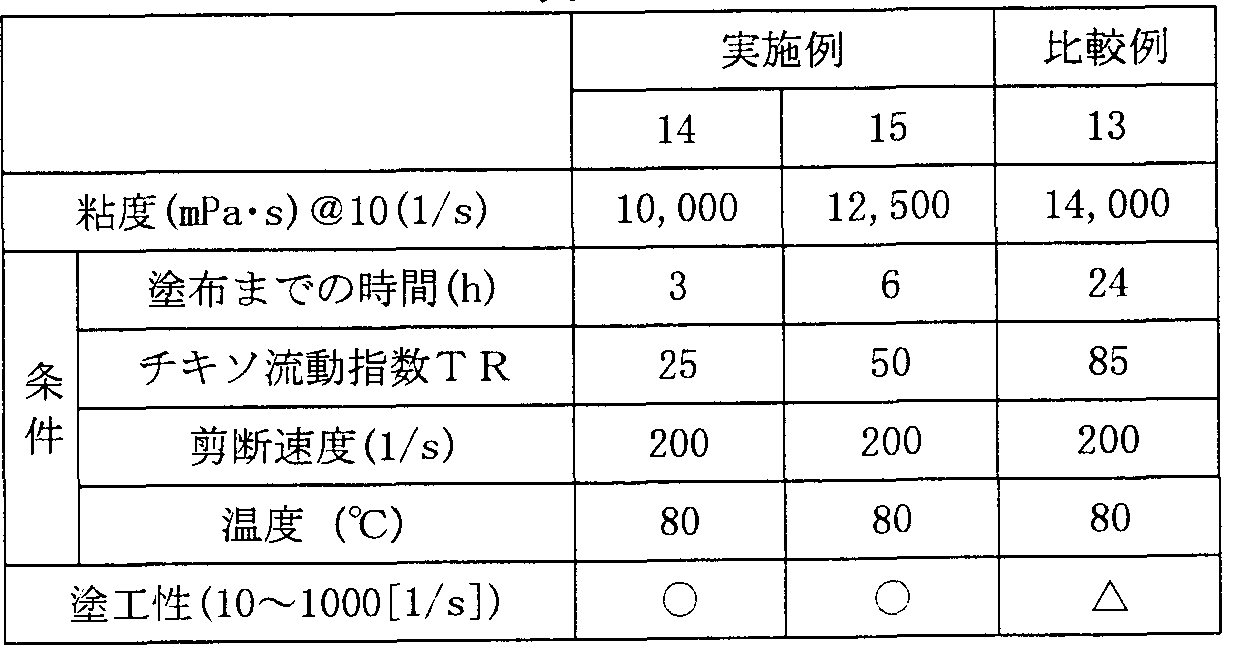
〔実施例 1 4及び 1 5並びに比較例 1 3〕
実施例 1 0で用いた ドウ状洗剤組成物を、 表 5に示す時間の経過後に、 同 表に示す剪断速度及び温度の条件下で塗工する以外は実施例 1 0 と同様にし てシー ト状洗濯用品を得た。 塗工時の ドウ状洗剤組成物のチキソ流動指数 T Rは表 5に示す通りであった。 得られたシ一 ト状洗濯用品について実施例 9 と同様に塗工性の評価をした。 結果を表 5に示す。
表 5
〔実施例 1 6及び 1 7並びに比較例 1 4〕
実施例 1 1で用いた ドウ状洗剤組成物を、 表 6に示す時間の経過後に、 同 表に示す剪断速度及び温度の条件下で塗工する以外は実施例 1 1 と同様にし てシー ト状洗濯用品を得た。 塗工時の ドウ状洗剤組成物のチキソ流動指数 T Rは表 6に示す通りであった。 得られたシート状洗濯用品について実施例 9 と同様に塗工性の評価をした。 結果を表 6に示す。 表 6
表 3〜表 6に示す結果から明らかなよ うに、 各実施例の条件でドウ状洗剤 組成物を塗工すると、 長手方向及び幅方向何れも均一な厚みとなり、 また気 泡などの欠陥が殆ど認められない良好な薄層が得られることが判る。 また溶 解性の評価においても、 洗剤組成物の残留物が殆ど認められず、 良好な溶解 性を示すことが判る。 更に、 十分に高い洗浄性も発揮されることが判る。
〔実施例 1 8〜 2 0及び比較例 1 5〜 1 7〕 (塗工方法 D)
各調製例で得られた各ドウ状洗剤組成物を用い、 実施例 1 と同様にしてシ 一ト状洗濯用品を得た。 塗工時の ドウ状洗剤組成物の塑性流動指数 B F及び チキソ流動指数 T Rは表 7に示す通りであった。 塗工されたドウ状洗剤組成 物は、 厚さ 2 mmで、 7 c mX 6. 5 c mの矩形状であった。
〔性能評価〕
実施例 1 8〜 2 0及ぴ比較例 1 5〜 1 7で得られたシー ト状洗濯用品につ いて、 実施例 9 と同様の方法で塗工性、 溶解性及び洗浄性を評価した。 その 結果を表 7に示す。
表 7
表 7に示す結果から明らかなよ うに、 各実施例の条件でドウ状洗剤組成物 を塗工すると、 長手方向及び幅方向何れも均一な厚みとなり、 また気泡など の欠陥が殆ど認められない良好な薄層が得られることが判る。 また溶解性の 評価においても、 洗剤組成物の残留物が殆ど認められず、 良好な溶解性を示 すことが判る。 更に、 十分に高い洗浄性も発揮されることが判る。 表 8
C12〜14アルコールの E0(3, 3)付加物 「商品名ソ 非イオン界面活性剤(a) フタール 33」 (日本触媒社製)に P0 (2)を付加し、 更に E0 (4)を付加したもの
花王(株)製 C12〜14アルコール 「商品名カルコ 非イオン界面活性剤(b) 一 ノレ 2475」 の E0(8)付カロ物
花王(株)製ラウリ ン酸ナ ト リ ウム塩 「商品名ル ラウリ ン酸 Na
ナック L— 9 8」
日石洗剤(株)製アルキルベンゼンスルホン酸 「
LAS-Na 商品名アルケンし」 (アルキル鎖 C10〜: )を 48%N aOHaqで中和したもの
花王(株)製 C12〜14アルキル硫酸エステルナト リ
AS - Na
ゥム塩粉末 1商品名エマ一ノレ lOPj
花王(株)製ポリエチレンダリ コール(平均分子量
PEG
約 8500) 「商品名! (- PEG6000」
東ソ一(株)製 4A型結晶性アルミ ノ珪酸ナ ト リ ウ ゼォライ ト
ム粉末 「商品名 ト ヨ ビルダー」
デンス灰 セン トラル硝子株式会社製
ポリアク リル酸ソーダ 平均分子量約 20000
BASF社製アク リル酸/マレイ ン酸コボリマー 「商
AA/MA
品名ソカラン CP-5」
住友化学工業(株)製 「商品名ホワイテ ックス SA 蛍光染料 」 とチバガイギ一杜製 「商品名チノパール CBS- X 」 の 1:1(重量比)混合物
ノボノルディスク社製 「商品名サビナーゼ 18.0T Type White」 、 「商品名リボラ一ゼ 100T」 、 「 酵素
商品名セルザィム 0.1Τ」 、 「商品名ターマミル 6 0Τ」 を 1:1:1: 1(重量比)の比率で混合したもの
産業上の利用可能性
本発明のシート状洗濯用品の製造方法によれば、 洗剤組成物からなる薄層 を、 均一な厚さ及び幅で且つ使用時の溶解性及び洗浄性を保持しつつ形成す ることができる。
また、 本発明のシート状洗濯用品の製造方法によれば、 気泡等の欠陥を発 生させること無く洗剤組成物からなる薄層を形成することができる。