WO2001000389A1 - Film polyester oriente bi-axialement, procede de production correspondant, et utilisation dudit film comme substrat pour materiau photosensible - Google Patents
Film polyester oriente bi-axialement, procede de production correspondant, et utilisation dudit film comme substrat pour materiau photosensible Download PDFInfo
- Publication number
- WO2001000389A1 WO2001000389A1 PCT/JP2000/004139 JP0004139W WO0100389A1 WO 2001000389 A1 WO2001000389 A1 WO 2001000389A1 JP 0004139 W JP0004139 W JP 0004139W WO 0100389 A1 WO0100389 A1 WO 0100389A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- biaxially oriented
- oriented polyester
- polyester film
- heat
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03C—PHOTOSENSITIVE MATERIALS FOR PHOTOGRAPHIC PURPOSES; PHOTOGRAPHIC PROCESSES, e.g. CINE, X-RAY, COLOUR, STEREO-PHOTOGRAPHIC PROCESSES; AUXILIARY PROCESSES IN PHOTOGRAPHY
- G03C1/00—Photosensitive materials
- G03C1/76—Photosensitive materials characterised by the base or auxiliary layers
- G03C1/795—Photosensitive materials characterised by the base or auxiliary layers the base being of macromolecular substances
- G03C1/7954—Polyesters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/91—Product with molecular orientation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
Definitions
- the present invention relates to a biaxially oriented polyester film having a small heat shrinkage, a method for producing the same, and its use as a support for a photographic material. More specifically, a biaxially oriented polyester film having high overlay accuracy, excellent transparency, slipperiness, and winding property when used as a support of a photographic light-sensitive material for a heat development method, It relates to the use as the support described above.
- a polyester film represented by a polyethylene terephthalate film has been widely used as a base film of a photographic photosensitive film.
- a thermal development method which has a short development time and is simple to operate, has been increasingly used in place of conventional wet development.
- the photosensitive film is often subjected to thermal development at 80 to 150 ° C, and the photosensitive material receives a higher temperature thermal history than the conventional wet development method. For this reason, the dimensional change of the photosensitive material due to thermal shrinkage and the like is larger than in the case of conventional wet development, which poses a practical problem.
- Japanese Unexamined Patent Publication No. Hei 10-16767 proposes a photographic light-sensitive material in which the thermal dimensional change rate at 120 ° C. for 30 seconds is 0.04% or less in both the longitudinal direction and the width direction. I have.
- the thermal dimensional change rate at 120 ° C. for 30 seconds is 0.04% or less in both the longitudinal direction and the width direction. I have.
- the overlay accuracy sometimes becomes insufficient, and a solution to the problem is desired.
- An object of the present invention is to solve the problems of the prior art, and to always achieve a good overlay accuracy.
- Another object of the present invention is to provide a biaxially oriented polyester film having excellent transparency, slipperiness and winding property.
- Another object of the present invention is to provide a method for producing the biaxially oriented polyester film of the present invention.
- Still another object of the present invention is to provide a use of the biaxially oriented polyester film of the present invention as a support for a photosensitive material.
- S MD is the heat shrinkage (%) of the film in the machine axis direction under the above conditions
- S TD is the heat shrinkage (%) of the film in the direction orthogonal to that under the above conditions
- the above-mentioned object and advantages of the present invention are as follows. Secondly, at least one of the above formulas (1) to (5) with respect to the heat shrinkage when heat-treated at 120 ° C. for 20 seconds. A method for producing a biaxially oriented polyester satisfying all of the above formulas (1) to (5), wherein the biaxially oriented polyester film not satisfying the above is subjected to at least one heat relaxation treatment in a suspended state. Achieved by
- the above object and advantages of the present invention are: This is achieved by a support for a photographic light-sensitive material comprising an axially oriented polyester film.
- a support for a photographic light-sensitive material comprising an axially oriented polyester film.
- the polyester constituting the polyester film is a thermoplastic polyester containing a dicarboxylic acid component and dalicol component as main components.
- aromatic dicarboxylic acid components such as terephthalic acid, isophthalic acid, 2,6-naphthalenedicarboxylic acid, and 4,4'-diphenyldicarboxylic acid, and ethylene glycol, 1,4-butanediol, and 1,4-cyclohexane.
- a homopolyester or polyester composed of a glycol component such as hexanedimethanol and 1,6-hexanediol is preferred, and polyethylene terephthalate and polyethylene-2,6-naphthalenedicarboxylate are particularly preferred.
- the lower limit of the intrinsic viscosity (measured at 35 in an phenol solution in an orthochrome mouth: unit d 1 Zg) is preferably 0.52, particularly preferably 0.57.
- the upper limit of the intrinsic viscosity is preferably 1.50, and particularly preferably 1.00.
- productivity in the raw material production step and the film formation step becomes good.
- the homopolymer in which the repeating structural unit is substantially only ethylene terephthalate may be used, and 10% or less, preferably 5% or less of the number of the repeating structural units is polyethylene terephthalate, which is another component. It may be a copolymer. Also, a mixture of polyethylene terephthalate and another polyester may be used.
- the lower limit of the intrinsic viscosity is preferably 0.40, particularly preferably 0.50.
- the intrinsic viscosity is 0.40 or more, particularly 0.50 or more, it is preferable because cutting of the polyester film in the step of forming the film is reduced.
- the upper limit of the intrinsic viscosity is preferably 0.90, and particularly preferably 0.80. If this intrinsic viscosity is 0.90 or less, especially 0.80 or less, P
- the repeating structural unit may be substantially a homopolymer composed of only ethylene-2,6-naphthalenedicarboxylate, and 10% or less, preferably 5% or less of the number of the repeating structural units.
- the other component polyethylene-2,6-naphthene dicarboxylate copolymer may be used.
- a mixture of polyethylene-1,6-naphthalenedicarboxylate and another polyester may be used.
- the polyester used in the present invention is not limited by its production method.
- a production method for example, terephthalic acid or 2,6-naphthalenedicarboxylic acid is subjected to an esterification reaction with ethylene glycol, and then the obtained reaction product is subjected to a polycondensation reaction until a desired degree of polymerization is reached, thereby obtaining polyethylene terephthalate or polyethylene terephthalate.
- Polyethylene-a method for producing polyesters such as 2,6-naphthalenedicarboxylate (direct polymerization method) or another method such as ester-forming derivatives of terephthalic acid or 2,6-naphthalenedicarboxylic acid (eg dimethyl ester A lower alkyl ester as described above) and ethylene glycol are subjected to a transesterification reaction by a known method, and then the obtained reaction product is subjected to a polycondensation reaction until a desired degree of polymerization is reached, thereby obtaining polyethylene terephthalate or polyethylene glycol.
- Preferable examples include a method of converting polyester such as a rate (a transesterification method).
- Polyesters such as polyethylene terephthalate ⁇ polyethylene-1,2,6-naphthalenedicarboxylate obtained by the above direct polymerization method or transesterification method (hereinafter sometimes abbreviated as “melt polymerization”) are necessary.
- a polymer having a higher degree of polymerization can be obtained by a method of polymerizing in a solid state (hereinafter sometimes abbreviated as “solid state polymerization”).
- the above-mentioned transesterification is usually carried out in the presence of a transesterification catalyst.
- a transesterification catalyst for example, a manganese compound can be preferably used.
- Manganese compounds include, for example, manganese oxides, chlorides, carbonates and carboxylate salts. Of these, manganese acetate is preferably used.
- a phosphorus compound when the reaction is substantially completed to deactivate the transesterification catalyst.
- the phosphorus compound for example, trimethyl phosphate, triethyl phosphate, tri-n-butyl phosphate, orthophosphoric acid, and phosphorous acid can be used. Of these, trimethyl phosphate is preferred.
- Preferred examples of the catalyst used in the polycondensation reaction include an antimony compound (Sb compound), a titanium compound (Ti compound), and a germanium compound (Ge compound).
- Sb compound antimony compound
- Ti compound titanium compound
- Ge compound germanium compound
- As the antimony compound antimony trioxide is particularly preferred.
- germanium compound it is preferable to use germanium dioxide, and among them, so-called amorphous germanium, which does not have a crystalline form, is particularly preferable because the number of particles precipitated in the polymer can be reduced. No.
- additives such as an antioxidant, a heat stabilizer, a viscosity modifier, a plasticizer, a hue improver, a lubricant and a nucleating agent can be added to the polyester.
- lubricant fine particles include inorganic lubricants such as silica, alumina, titanium dioxide, calcium carbonate, and barium sulfate.
- examples of the organic lubricant include silicone resin particles and crosslinked polystyrene particles.
- porous silica particles which are aggregated particles of primary particles, are particularly preferable because voids are hardly generated around the particles when the film is stretched, and the transparency of the film can be improved.
- the average particle size of the primary particles constituting the porous silicic particles is preferably in the range of 0.001 to 0.1.
- the average particle size of the primary particles is less than 0.000 lm, ultrafine particles are generated by disintegration of the particles during the preparation of the particle slurry, which may form aggregates, which may cause a decrease in transparency. .
- the average particle size of the primary particles exceeds 0.1 m, the porosity of the particles is lost, and as a result, the feature of low void generation may be lost.
- the porous silica particles or other lubricant particles are usually added at any time during the production of polyester, for example, during transesterification or polycondensation, into the reaction system, preferably as a slurry in glycol. can do. In particular, it is preferable to add porous silica particles to the reaction system at the beginning of the polycondensation reaction, for example, until the intrinsic viscosity reaches about 0.3.
- the biaxially oriented polyester film of the present invention has the following formulas (1) to (5) regarding the heat shrinkage when heat-treated at 120 ° C. for 20 seconds.
- S MD thermal shrinkage rate under the conditions described above in the mechanical axis direction of the film (%) der Ri, S TD in thermal shrinkage under the conditions described above in a direction perpendicular to that of the film (%) S 45 and S 135 are the heat shrinkage rates (%) of the 45 ° direction under the above conditions, where the machine axis direction of the film is 0 ° and the direction orthogonal to that of the film is 90 °. ) And the thermal shrinkage (%) under the above conditions in the direction perpendicular to the 45 ° direction.
- the above equation (1) indicates that the heat shrinkage ( SMD ) in the machine axis direction when heat-treated at 12 for 20 seconds is 0.001% or more and 0.1% or less. If the heat shrinkage in the machine axis direction exceeds 0.1%, color misregistration and image distortion may occur during plate making. Further, it is difficult to realize a heat shrinkage ratio of less than 0.001% in the machine axis direction, and if it is forcibly realized, the flatness becomes poor such as generation of a shear.
- the formula (2) represents that at 120 in the direction of thermal shrinkage perpendicular to the machine axis when heat-treated for 20 seconds (S TD) gar 0.1% or more 0.1% less. If the heat shrinkage in this orthogonal direction is outside this range, color registration and image distortion will not occur during plate making. Condition occurs.
- the symbol "—” means elongation. _0.1% means elongation of 0.1%.
- Equations (3) and (4) show that the heat shrinkage in the 45 ° direction (S 45 ) and the heat shrinkage in the 135 ° direction (S 135 ) after heat treatment at 120 ° C for 20 seconds are — 0.05% This means that it is less than 0.05%. If the heat shrinkage ( S45 , S135 ) in the 45 ° direction and in the 135 ° direction perpendicular to the 45 ° direction (hereinafter sometimes referred to as the “oblique direction”) is out of this range, color misregistration and image distortion may occur during platemaking. , Is a problem.
- the above equation (5) represents that the absolute value of the difference between the thermal shrinkage S 45 and S 35 is 05% or less 0.1. If this value exceeds 0.05%, color misregistration and image distortion will occur during plate making.
- the biaxially oriented polyester film of the present invention must satisfy these requirements at the same time, and must not be unsatisfactory even for one.
- the portion where the heat shrinkage in the oblique direction is larger than the heat shrinkage in the machine axis direction and the direction orthogonal thereto is a portion near both ends in the above orthogonal direction when producing a biaxially oriented polyester film.
- the orientation axis is in the direction of about 45 ° (the opposite end is in the vicinity of 135 °), and the degree of molecular orientation is significantly deviated in the direction of the orientation axis.
- the heat shrinkage in the direction of the orientation axis is large, and the heat shrinkage in the direction perpendicular to the direction is small, but rather, it is often elongated.
- the heat shrinkage in the machine axis direction and the direction orthogonal thereto is small, but the heat shrinkage in the oblique direction is large.
- a film having a large heat shrinkage in an oblique direction is used as a support for a photographic light-sensitive material, there arises a problem that the overlay accuracy is reduced when developing by a heat developing method.
- the orientation anisotropy of the portion near both ends in the above orthogonal direction is a phenomenon inherent to the longitudinal and transverse sequential stretching and the tension heat fixing method used in manufacturing most biaxially oriented polyester films.
- the biaxially oriented polyester film of the present invention preferably shrinks by 0 to 0.4% in the machine axis direction and elongates by 0 to 0.2% in a direction perpendicular thereto when subjected to heat treatment at 150 ° C for 30 minutes.
- the heat development method generally uses a development temperature of 80 to 150 ° C, and particularly at a high temperature, that is, at a temperature of 150 ° C. It is important that the dimensions of the film be stable.
- heat shrinkage in the machine axis direction exceeds 0.4% during heat treatment at 150 ° C for 30 minutes, color misregistration and image distortion may occur during plate making when used as a base film for photographic photosensitive films. is there. Further, it is difficult to achieve a heat shrinkage ratio of less than 0% in the machine axis direction, and if it is forcibly realized, flatness will be deteriorated, such as generation of a shear.
- the polyester film of the present invention shrinks in the machine axis direction and expands in the direction orthogonal thereto. Due to the elongation behavior, the longitudinal shear that tends to occur in the machine axis direction during the thermal relaxation treatment is relaxed by stretching in the direction perpendicular to the machine axis, and flatness is ensured.
- the biaxially oriented polyester film of the present invention preferably has a heat shrinkage rate of 0 ° C under the above conditions in the machine axis direction when the temperature is increased from 30 ° C to 120 ° C at a rate of 3 ° C.
- the heat shrinkage ratio under the above conditions in the direction 001 to 0.2% and the direction perpendicular thereto is 0.1 to 0.1%.
- the thickness of the polyester film of the present invention is preferably 50 m or more and 200 m or less. If the thickness exceeds 200 iim, the transparency is lowered and it is uneconomical. If the thickness is less than 50, the strength, particularly the stiffness (rigidity), is insufficient, and the stencil workability is reduced when the film is used for a photographic material. In addition, running during suspension heat relaxation treatment tends to be unstable due to the effect of airflow.
- the haze value of the biaxially oriented polyester film of the present invention is preferably 5% or less, more preferably 4% or less, and particularly preferably 2% to 0.3%.
- the haze value exceeds 5%, when the film is used for a photographic light-sensitive material, the sharpness of an image is poor, which is not preferable. Further, it is difficult to make the content less than 0.3%.
- the surface roughness (R a) of at least one surface of the biaxially oriented polyester film of the present invention is preferably 3 nm or more and 15 nm or less. If it is less than 3 nm, the coefficient of friction becomes excessive, workability is poor, and scratches are likely to occur. If the thickness exceeds 15 nm, the haze value increases, and the sharpness of the image decreases when the film is used for a photographic material.
- the dynamic friction coefficient of the biaxially oriented polyester film of the present invention is preferably 0.5 or less, more preferably 0.4 or less. Further, the lower limit of the dynamic friction coefficient is preferably closer to 0, but is more preferably 0.3.
- the coefficient of kinetic friction exceeds 0.5, transportability, workability, and winding property are unfavorably affected. Although it is preferable that the coefficient of kinetic friction is small, it is necessary to increase the surface roughness in order to make it less than 0.3. As a result, the haze value increases.
- the amount of bending of the film is preferably 10 mm or less, and particularly preferably 5 mm or less, per 1 m. If the amount of bending exceeds 5 mm, especially 10 mm, the film may meander when applying a photosensitive agent for photographic film, resulting in defective products.
- the biaxially oriented polyester film of the present invention does not satisfy at least one of the above formulas (1) to (5) with respect to the heat shrinkage when heat-treated at 120 ° C. for 20 seconds.
- the axially oriented polyester film can be produced by performing at least one heat relaxation treatment in a suspended state.
- the biaxially oriented polyester film used for the heat relaxation treatment can be produced by a conventionally known method.
- it can be produced by a method in which polyester containing lubricant fine particles is dried, melt-extruded, biaxially stretched, and heat-fixed.
- molten polyester extruded from a T-die is quenched and solidified on a cooling drum to form an unstretched film, and this unstretched film is machined by 70 to 14 Ot: 2.5 to 4 times. After stretching in the axial direction, it is stretched 3 to 6 times at 80 to 150 in the direction perpendicular to it, and heat-set at 190 to 250 to obtain a biaxially oriented polyester film. .
- a water-dispersible coating agent is applied to one or both surfaces of the film after stretching in the machine axis direction, for example, after stretching in the machine axis direction, so that the film has good adhesiveness or lubricity.
- a film of 0.1 to 0.2 m can be formed.
- the film forming conditions are not specified, it is desirable to select conditions under which the anisotropy at both ends of the film is reduced, the heat shrinkage is as low as possible, and the flatness is good. It is difficult to satisfy all of them, but relatively desirable conditions are as follows.
- the stretching ratio in the machine axis direction is preferably 2.5 to 4.0 times.
- the lower limit of the stretching ratio in the machine axis direction is more preferably 3.0 times, and the upper limit is 3.6 times. It is more preferred that there be. If the stretching ratio in the machine axis direction is less than 2.5 times, thickness unevenness may worsen.
- the ratio exceeds 4.0 times the orientation in the machine axis direction becomes strong, the residual stress in the machine axis direction becomes strong, and when the film is softened by heating in the heat setting process, both ends are gripped by the gripper. The film does not move with each other, but the center moves to the upstream side and the anisotropy at both ends increases. This phenomenon cannot be prevented by sequential biaxial stretching in the machine axis direction and in the direction perpendicular to the machine axis direction, but it can be somewhat alleviated by orientation in the direction perpendicular to the machine axis.
- the stretching ratio in the direction perpendicular to the direction is preferably 3 to 5 times.
- the lower limit of the elongation ratio in the orthogonal direction is more preferably 3.6 times, and the upper limit is more preferably 4.0 times. If the stretching ratio in the orthogonal direction is less than 3.0 times, the thickness unevenness may worsen, and if it exceeds 5.0 times, cutting may occur frequently during stretching.
- the heat-setting temperature is preferably Tg + 100 ° C or higher and Tg + 140 ° C or lower (Tg is the secondary transition temperature of polyester). If the heat-setting temperature is lower than Tg + 10 o :, the dimensional change rate is large, oligomers are likely to precipitate and whiten, and flatness is deteriorated due to blemishes during thermal relaxation treatment. If the heat-setting temperature exceeds T g + 140 ° C., the anisotropy at both ends increases, the film tends to be opaque, and the thickness unevenness increases.
- Narrowing the guide rails of the gripper in the heat setting process and reducing the stress is effective in reducing the heat shrinkage, especially in the orthogonal direction.
- the relaxation rate in the direction perpendicular to the stress relaxation treatment is preferably 0.5 to 5%. If it is less than 0.5%, the effect is small, and if it is more than 5%, the flatness is poor.
- the gripper releases the film after the film temperature reaches 100 ° C or lower.However, when the gripper releases the film at 150 ° C to 120 ° C and lowers the pulling tension, thermal shrinkage in the machine axis direction occurs. It is effective in lowering the rate. If the temperature exceeds 150 ° C., the flatness deteriorates, and if it is lower than 120 ° C., the effect is small. Release from the gripper may be done by inserting a knife, razor, or other blade near the gripper.
- the biaxially oriented polyester film produced as described above and subjected to the relaxation heat treatment by the method of the present invention has, as described above, at least a relationship of the above formulas (1) to (5). Also not satisfied with one.
- a biaxially oriented polyester film that does not satisfy at least one of the formulas (1) to (5) may be, for example, 0.01 to 0. When shrinking by 4% and shrinking by 0.1 to 0.1% in the direction perpendicular to it, or when heating from 30 ° C to 120 ° C at a speed of 3t: Zmin, this It is preferable that the heat shrinkage ratio under the conditions is -0.15 to 0%.
- the biaxially oriented polyester film of the present invention is obtained by subjecting a biaxially oriented polyester film formed as described above to a heat relaxation treatment one or more times to the biaxially oriented polyester film that does not satisfy at least one of the relations of the above formulas (1) to (5). It can be obtained by applying.
- the thermal relaxation treatment is performed in a suspension system.
- the suspension type thermal relaxation treatment method for example, after the tension on the sending side of the film to be processed is cut off by a nip roller, the pre-heated After the film is heated in the middle of the process, it is turned almost horizontally by the lower roller, and the film is cooled and the flatness is maintained. It is done by taking.
- the tension between the upper and lower rollers can be achieved by installing a tension pick-up in the processing section, and adjusting the motors of the respective Nip rollers on the feeding side and the winding side.
- the transport tension of the film during the thermal relaxation treatment is preferably, for example, 1 kPa or more and 500 kPa or less.
- the lower limit of the transport tension of the film during the thermal relaxation treatment is more preferably 10 kPa, and particularly preferably 20 kPa.
- the upper limit of the transport tension of the film during the thermal relaxation treatment is more preferably 450 kPa, particularly preferably 400 kPa. If the transport tension of the film during the thermal relaxation treatment is less than the above lower limit, the flatness is poor, and the film tends to meander during the transport of the film. On the other hand, when the transport tension of the film during the thermal relaxation treatment exceeds the above upper limit, the dimensional change tends to increase, which is not preferable.
- the hanging distance during the thermal relaxation treatment is preferably 1 m or more and 10 m or less. Hanging distance is 1 m If it is less than 1, the heating range is short, so that the processing speed is low and the productivity is poor, which is not preferable. On the other hand, if it exceeds 10 m, the film is likely to meander during transport, and the flatness is poor, which is not preferable.
- the number of times of the thermal relaxation treatment is required to be at least once in order to obtain a desired dimensional stability, and it is more preferable to perform the heat relaxation at least twice. This can be done as many times as necessary to ensure the desired dimensional stability.
- a method of performing the heat relaxation twice or more two or more zones for performing the heat relaxation treatment in a suspended state are continuously provided during the heat relaxation treatment, or the film once subjected to the heat relaxation treatment is used. Again, the same process is performed by heat-relaxing heat treatment so that the film is turned upside down. The reason for turning the film upside down at this time is to prevent nonuniform dimensional stability in the width direction during the heat relaxation treatment.
- the heating method is not limited, but infrared heating is preferable because it can be heated immediately.
- the temperature of the thermal relaxation treatment is preferably not lower than the secondary transition temperature (T g) of the polyester as the material of the film and not higher than T g +140.
- the lower limit of the temperature of the thermal relaxation treatment is more preferably T g +10, and particularly preferably T g +20.
- the upper limit of the temperature of the thermal relaxation treatment is more preferably Tg + 12Ot :, and particularly preferably Tg + 10. If the temperature of the thermal relaxation treatment is lower than Tg, it is difficult to reduce the dimensional change at 120 ° C.
- thermometer for example, a Burns radiation thermometer
- the heat shrinkage can be kept within the range of the present invention even for films near both ends during film formation.
- thermometer for example, a Burns radiation thermometer
- Only the central part of the film forming width is treated by an arbitrary heat relaxation treatment method. Depending on the characteristics of the material to be processed, 50% to 80% can be used.
- the film is formed by lowering the processing temperature and moving the central portion about half the normal amount.
- the amount of movement is determined by drawing a straight line in the horizontal (width) direction using ink or the like on the film before entering the horizontal stretching machine, and calculating the amount by which the straight line after exiting the horizontal stretching machine bends in an arc shape.
- This film is heat-treated at 200 to 245 ° C through a device capable of making the width of the entrance almost equal to the width of the exit with a horizontal stretching machine having a gripper.
- the biaxially oriented polyester film of the present invention can be produced by subjecting this film to a thermal relaxation treatment by any method.
- productivity is reduced and yield is inevitably reduced due to discarding of gripping parts.
- This is a method that can be adopted only when equipment is available.
- a stream of air is blown onto the film alternately from below and above, and the film is moved horizontally while levitating in a sinusoidal shape, during which it is heated and relaxed.
- Coating and drying a coating film has the advantage that the mouth does not come into contact with the film, but it is surprisingly difficult to maintain low tension for thermal relaxation, and the low heat shrinkage of the present invention may not be realized.
- the film is reduced in tension between two rollers with a nip roller and heated at that part to relax the heat.
- the film tends to meander, making stable running difficult.
- the biaxially oriented polyester film of the present invention is suitably used as a support for a photographic light-sensitive material, in particular, a support for a heat-developable photographic light-sensitive material.
- a polyester film is used as a base film for photographic photosensitive films, if the development is a thermal development method, the developing temperature is generally around 120 ° C, and the film dimensions are stable at this temperature. Is important.
- the biaxially oriented polyester film of the present invention satisfies the above formulas (1) to (5) together, thereby satisfying such requirements for a support for a photographic material.
- the measurement was carried out using a CP-50 type centrifugal particle size analyzer (Centrifuga lPartticlEleAna1yzer) manufactured by Shimadzu Corporation. From the integrated curve of particles of each particle size and its residual amount calculated based on the obtained Liaoshin sedimentation curve, read the particle size corresponding to 50% by mass, and use this value as the average particle size for monodisperse particles. ("Granularity measurement technology" published by Nikkan Kogyo Shimbun, 1975, pp. 242 to 247).
- the particle size obtained by the average particle size measurement by the method described in (1) is smaller than the actual average particle size. In some cases, the following method was adopted.
- the film containing the particles was cut into ultra-thin sections with a thickness of 100 nm in the cross-sectional direction, and the particles were observed at a magnification of about 10,000 times using a transmission electron microscope (for example, JEM-1200EX manufactured by JEOL Ltd.) and aggregated. Particles (secondary particles) were observed. Individual about this photo
- the diameter equivalent to the circular area of the particles was measured for 1000 particles using an image analyzer or the like, and the number averaged value (average secondary particle size) was taken as the average particle size in the case of aggregated particles.
- the particle species can be identified using SEM-XMA, quantitative analysis of metal elements by ICP, and the like.
- the average primary particle size was measured in accordance with the average secondary particle size measurement method except that the transmission electron microscope was used at a magnification of 100,000 to 1,000,000 times.
- the sample should be taken from the part near the edge in the width direction of the film at the time of film formation.
- the shape of the sample is a rectangle of 15 cm x 5 cm, and when measuring the dimensional change in the longitudinal direction of the film, sample the 15 cm side parallel to the machine axis direction (longitudinal direction). In other directions, sample so that the 15 cm side is parallel to the direction to be measured.
- the heat shrinkage at 120 in each direction is indicated by the following abbreviations.
- S TD Heat shrinkage at 120 ° C in the direction of 90 ° (direction perpendicular to the machine axis direction)
- S 135 12 O in the direction of 135 °: Heat shrinkage
- the value of the heat shrinkage is 1 (minus), it means elongation, and the absolute value in this case is the elongation.
- Samples for measurement are taken from each direction, with MD as the machine axis direction (longitudinal direction) of the film and TD as the direction perpendicular to it (width direction).
- MD machine axis direction
- TD direction perpendicular to it
- the sample was taken from a part near the end in the width direction of the film at the time of film formation.
- the 15 heat shrinkage rates (elongation rates) in each direction are indicated by the following abbreviations.
- Thermomechanical property tester (hereinafter referred to as TMA) Analysis is performed under the following conditions. At the three points of the center and both ends of the biaxially oriented polyester film, samples that can measure the heat shrinkage in the longitudinal and width directions of the film are sampled.
- the shape of the sample is a rectangle of 3 Omm x 4 mm.
- When measuring the dimensional change in the longitudinal direction of the film sample the 3 Omm side in parallel with the longitudinal direction.
- the measuring instrument is TMAZS S 120C manufactured by Seiko Denshi Kogyo. After setting the sample to 20 mm, apply a tension less than the tension at the time of thermal relaxation treatment, and measure the dimensional change while increasing the temperature at 25 ° C to 150 ° C at 3 ° C in a nitrogen stream. I do. Measure the dimensions at 30 ° C and 120 at all fixed points, calculate the thermal dimensional change rate (%) according to the following formula, and determine the average value as the heat shrinkage rate (%) at 30 to 120 ° C.
- the heat shrinkage at 30 to 120 ° C in each direction is indicated by the following abbreviations.
- the center line surface roughness Ra of one surface of the film is measured by a surface roughness meter (Tokyo Seimitsu Co., Ltd., SAFCOM 111A), and the average value is defined as the surface roughness Ra.
- the dynamic friction coefficient of one surface of the film was measured using a slipper measuring instrument (manufactured by Toyo Tester Co., Ltd.), and the dynamic friction coefficient (d) was measured using a glass plate as a thread plate and a load of 1 kg. I do.
- a simulation test using a biaxially oriented polyester film was performed without processing the actual photosensitive material. If the properties of the biaxially oriented polyester film of the present invention are maintained without applying excessive tension during processing of the photosensitive material, good results similar to this test can be expected in actual thermal development.
- the maximum deviation of the register mark is 60 or less at both the center and both ends.
- ⁇ Maximum deviation of one register mark is 6 O ⁇ m or less at either the center or both ends.
- An image forming layer was provided on the film, and an image was formed by thermal development.
- the number of n sheets was 10 and the sharpness and contrast of the image were visually judged based on the following criteria.
- Dimethyl terephthalate and ethylene glycol, manganese acetate as transesterification catalyst, antimony trioxide as polymerization catalyst, phosphorous acid as stabilizer, and porous silica particles with an average particle size of 1.7 as aggregated particles as lubricant was added to make up to 0.007% by weight of the polymer, polymerized by a conventional method, and had an intrinsic viscosity (measured in orthochlorophenol at 35 ° C) of 0.65 dlZg of polyethylene terephthalate ( PET, Tg: 78 ° C).
- This polyethylene terephthalate is melted by an extruder at a melting temperature of 295 ° C., filtered through a nonwoven fabric filter having an average aperture of 24 made of fine stainless steel wire having a diameter of 13 m, melt-extruded from a T-die into a sheet, and surface finished.
- An unstretched film was obtained by cooling on a rotating cooling drum having a surface temperature of 20 ° C and a temperature of about 3 S. Next, this unstretched film is preheated to 75 ° C and heated by a single infrared heater with a surface temperature of 800 ° C from 15 mm above between the low-speed roller and high-speed nozzle to 3.1 times the longitudinal direction (machine).
- the film was quenched and then supplied to a stenter and stretched 3.9 times in the transverse direction (width direction) at 120 ° C.
- the obtained biaxially stretched film is heated at a temperature of 2.35 ° C. For 5 seconds.
- the film was relaxed by 1.5% in width, and when the film temperature dropped to around 100 ° C, it was separated from the gripper to obtain a biaxially stretched polyester film having a thickness of 100 m.
- This film was subjected to a thermal relaxation treatment using a suspension-type thermal relaxation device at a temperature of 130, a hanging distance of 3 m, and a processing speed of 2 Om / min to obtain a biaxially oriented polyester film (final product).
- Table 1 shows the results of evaluating the characteristics of this film.
- Manganese acetate tetrahydrate was added to a mixture of 2,6-naphthalenediphenyl dimethyl ruponate and ethylene glycol, and the ester exchange reaction was performed while gradually raising the temperature from 150 ° C to 240 ° C. During the reaction, when the reaction temperature reached 170 ° C, antimony trioxide was added, and 0.07 parts by weight of porous silica particles having an average particle diameter of 1.7 am were added. After completion of the transesterification reaction, trimethyl phosphate was added.
- the reaction product was transferred to a polymerization reactor, the temperature was raised to 290, and a polycondensation reaction was performed under a high vacuum of 27 Pa (0.2 mmHg) or less to obtain an intrinsic viscosity of 0.62 d 1 / g (35 Polyethylene-2,6-naphtholate (measured in orthochlorophenol)) (PEN, Tg: 12 It :)) was obtained.
- This PEN polymer is melted at a melting temperature of 300 with an extruder, filtered through a nonwoven fabric filter with an average opening of 24 m made of fine stainless steel wire with a diameter of 13 m, melt-extruded from a T-die into a sheet, and melted. : Closely contacted with a water-cooled casting drum and solidified by cooling to obtain an unstretched film. This unstretched film was stretched 3.0 times in the machine direction (machine axis direction) by roll stretching combined with infrared heating.
- the film was biaxially stretched in the transverse direction (width direction) at 4.0 times successively at 140 times, and heat-treated at 240 ° C for 5 seconds, and then 1.2% relaxation treatment was performed in the width direction.
- the film temperature dropped to around 130 It was separated from the gripper.
- a biaxially stretched polyester film having a thickness of 75 m was obtained.
- This film was subjected to a thermal relaxation treatment using a suspension type thermal relaxation device under the same conditions as in Example 1 except that the temperature was set to 135 ° C., to obtain a biaxially oriented polyester film (final product).
- Table 1 shows the results of evaluating the characteristics of this film.
- Example 1 a biaxially oriented polyester film having a thickness of 100 m was produced in the same manner as in Example 1 except that the floating relaxation type thermal relaxation was performed at a temperature of 140 ° C. instead of the suspension type thermal relaxation. Obtained. Table 1 shows the results of evaluating the characteristics of this film.
- Example 2 a biaxially oriented polyester film having a thickness of 75 m was obtained in the same manner as in Example 2 except that the suspension type thermal relaxation treatment was omitted. Table 1 shows the results of evaluating the properties of this film.
- Example 1 kaolin crepe having an average particle size of 0.9 m was added in place of the porous silica so as to be 0.25% by weight with respect to the polymer. Otherwise in the same manner as in Example 1, a biaxially oriented polyester film having a thickness of 100 m was obtained. Table 1 shows the results of evaluating the characteristics of this film.
- the biaxially oriented polyester film of the present invention is excellent in transparency, slipperiness and winding property, and is excellent as a support for photographic light-sensitive materials.
- Table 2 shows the heat shrinkage at 150 ° C. of the biaxially stretched polyester film obtained in Example 1 before the heat relaxation treatment.
- the film was subjected to relaxation heat treatment under the conditions shown in Table 2 using a suspension type thermal relaxation device to obtain a final product.
- Table 2 shows the results of evaluating the properties of the obtained biaxially oriented polyester film.
- Table 2 shows the heat shrinkage at 150 ° C. of the biaxially stretched polyester film obtained in Example 2 before the heat relaxation treatment.
- the film was subjected to relaxation heat treatment under the conditions shown in Table 2 using a suspension type thermal relaxation device to obtain a final product.
- Table 2 shows the results of evaluating the properties of the obtained biaxially oriented polyester film.
- a biaxially oriented polyester film was obtained in the same manner as in Example 4, except that the floating thermal relaxation was carried out under the conditions shown in Table 2 instead of the suspension thermal relaxation. Table 2 shows the results of evaluating the characteristics of this film.
- Example 4 instead of the porous silica, kaolin clay having an average particle diameter of 0.9 m was added so as to be 0.25% by weight with respect to the polymer. Except for this, the film was subjected to a thermal relaxation treatment in the same manner as in Example 4 to obtain a biaxially oriented polyester film. Table 2 shows the results of evaluating the characteristics of this film.
- the polyethylene terephthalate obtained in Example 1 was melted in an extruder at a melting temperature of 295 ° C., and was filtered through a nonwoven cloth filter having an average opening of 24 stainless fine wires having a diameter of 24. Extruded from a T-die and extruded on a rotating cooling drum having a surface finish of about 0.3 S and a surface temperature of 20 to obtain an unstretched film. The unstretched film obtained in this manner is preheated to 75, and the unstretched film is heated between a low-speed roller and a high-speed roller.
- the biaxially oriented polyester film of the present invention is excellent in flatness, transparency, slipperiness and winding property, and is excellent as a support for photographic light-sensitive materials.
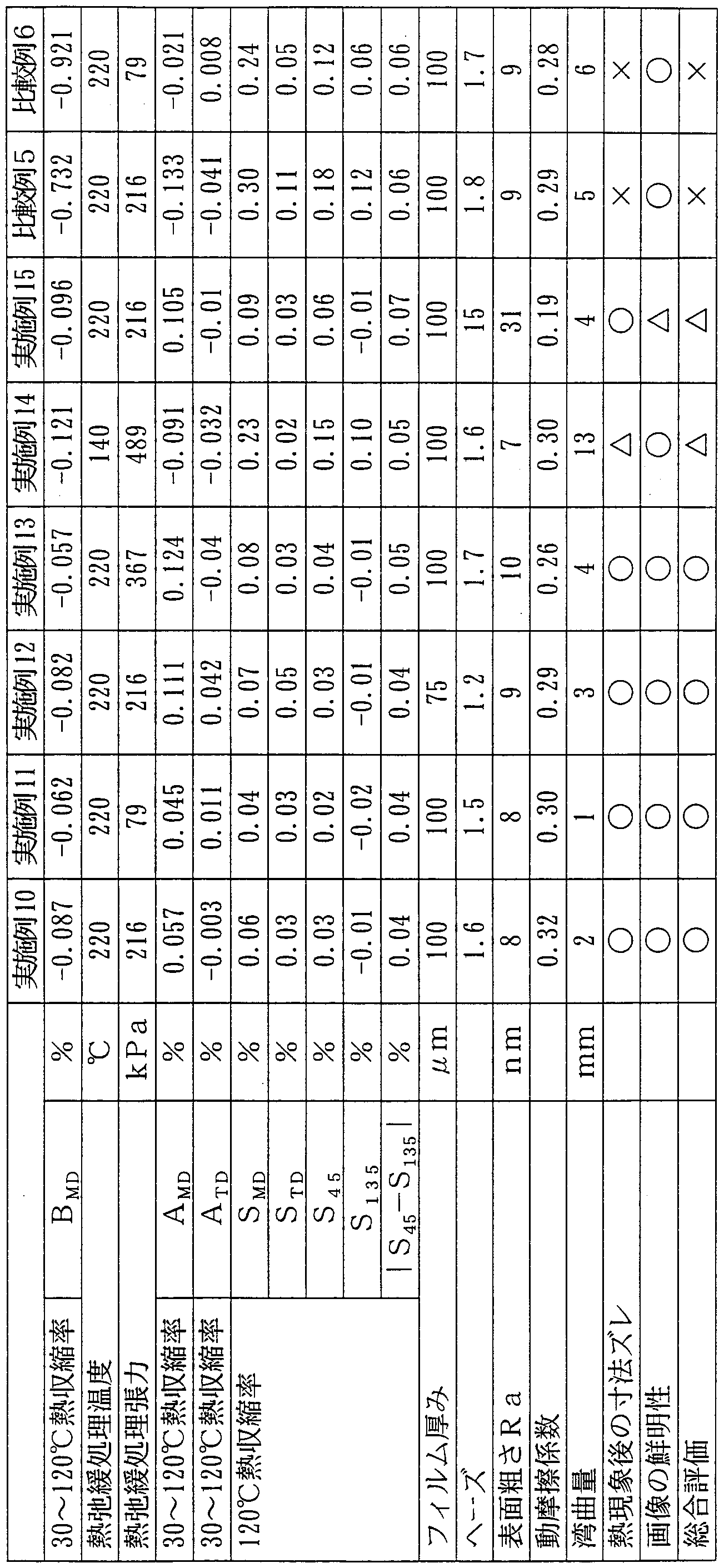
- Table 3 shows the heat shrinkage ( BMD ) of the biaxially stretched polyester film obtained in Example 1 before the heat relaxation treatment at 30 to 120 ° C.
- the film was subjected to relaxation heat treatment using a suspension type thermal relaxation device under the conditions shown in Table 3 to obtain a final product.
- Table 3 shows the results of evaluating the properties of this biaxially oriented polyester film.
- Table 3 shows the 30 to 120 heat shrinkage ( BMD ) of the biaxially stretched polyester film obtained in Example 2 before the heat relaxation treatment.
- the film was subjected to relaxation heat treatment using a suspension type thermal relaxation device under the conditions shown in Table 3 to obtain a final product.
- Table 3 shows the results of evaluating the properties of this biaxially oriented polyester film.
- a biaxially oriented polyester film was obtained in the same manner as in Example 10, except that the floating thermal relaxation was performed under the conditions shown in Table 3 in place of the suspension-type thermal relaxation. Table 3 shows the results of evaluating the characteristics of this film.
- Example 10 in place of the porous silica, a kaolin link having an average particle size of 0.9 m was added so as to be 0.25% by weight with respect to the polymer. Except for this point, a biaxially oriented polyester film was obtained in the same manner as in Example 10. Table 3 shows the results of evaluating the characteristics of this film.
- Table 3 shows the heat shrinkage of the biaxially oriented polyester films obtained in Comparative Examples 3 and 4 before the heat relaxation treatment at 30 to 120 ° C. In addition, these films were subjected to relaxation heat treatment under the conditions shown in Table 3 using a suspension-type thermal relaxation device to obtain final products. Table 3 shows the results of evaluating the characteristics of this film. Table 3
- the biaxially oriented polyester film of the present invention is excellent in transparency, slipperiness and winding property, and is excellent as a support for photographic light-sensitive materials.
- Table 4 shows the heat shrinkage at 150 ° C. of the biaxially stretched polyester film obtained in Example 1 before the heat relaxation treatment.
- the film was subjected to relaxation heat treatment under the conditions shown in Table 4 using a suspension type thermal relaxation device to obtain a final product.
- Table 4 shows the results of evaluating the properties of the biaxially oriented polyester film.
- Table 4 shows the heat shrinkage at 150 ° C. of the biaxially stretched polyester film obtained in Example 2 before the heat relaxation treatment.
- the film was subjected to relaxation heat treatment under the conditions shown in Table 4 using a suspension type thermal relaxation device to obtain a final product.
- Table 4 shows the results of evaluating the properties of the biaxially oriented polyester film.
- a biaxially oriented polyester film was obtained in the same manner as in Example 16 except that the floating relaxation was performed under the conditions shown in Table 4 instead of the suspension-type thermal relaxation. Table 4 shows the results of evaluating the characteristics of this film.
- Example 16 in place of the porous silica, a kaolin link having an average particle diameter of 0.9; am was added so as to be 0.25% by weight with respect to the polymer. Except for this point, a biaxially oriented polyester film was obtained in the same manner as in Example 16. Table 4 shows the results of evaluating the characteristics of this film.
- Table 4 shows the heat shrinkage at 150 of the biaxially stretched polyester films obtained in Comparative Examples 3 and 4 before the heat relaxation treatment. In addition, these films were subjected to relaxation heat treatment under the conditions shown in Table 4 using a suspension type thermal relaxation device to obtain final products. Table 4 shows the results of evaluating the properties of this film. Table 4 Dislike!
- the biaxially oriented polyester film of the present invention is excellent in transparency, slipperiness and winding property, and is excellent as a support for photographic light-sensitive materials.
- Example 5 The biaxially stretched polyester film obtained in Example 1 before the thermal relaxation treatment was subjected to a thermal relaxation treatment under the conditions shown in Table 5 using a suspension type thermal relaxation device to obtain a final product.
- Table 5 shows the results of evaluating the properties of the biaxially oriented polyester film.
- Example 5 The biaxially stretched polyester film obtained in Example 2 before the thermal relaxation treatment was subjected to a thermal relaxation treatment under the conditions shown in Table 5 using a suspension type thermal relaxation device to obtain a final product.
- Table 5 shows the results of evaluating the properties of the biaxially oriented polyester film.
- Example 23 instead of the porous silica, a kaolin link having an average particle size of 0.9 was added so as to be 0.25% by weight based on the polymer. Except for this point, a biaxially oriented polyester film was obtained in the same manner as in Example 23. Table 5 shows the results of evaluating the characteristics of this film.
- Example 23 the biaxially oriented polyester was produced in the same manner as in Example 23, except that the width relaxation was not performed, and instead of the suspension-type thermal relaxation, the floating traveling thermal relaxation was performed under the conditions shown in Table 5. A film was obtained. Table 5 shows the results of evaluating the characteristics of this film.
- Example 23 a biaxially oriented polyester film was obtained in the same manner as in Example 23 except that the suspension type thermal relaxation treatment was omitted. Table 5 shows the results of evaluating the characteristics of this film. Table 5
- the biaxially oriented polyester film of the present invention is excellent in transparency, slipperiness, and winding property, and is excellent as a support for photographic light-sensitive materials.
- the present invention excellent flatness, low heat shrinkage in all directions, high transparency, workability of winding and transporting are satisfied at the same time. It is possible to provide a biaxially oriented polyester film capable of performing plate making without any problems. In addition, it can be widely used in applications requiring high dimensional stability, such as tracing films, microfilms, and OHP sheets, and its industrial value is high.
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Description


Claims
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020017002591A KR20010074862A (ko) | 1999-06-28 | 2000-06-23 | 이축배향 폴리에스테르 필름, 그 제조법 및사진감광재료용 지지체로서의 그 용도 |
| US09/763,755 US6440532B1 (en) | 1999-06-28 | 2000-06-23 | Biaxially oriented polyester film, process for producing the same, and use thereof as substrate for photographic sensitive material |
| EP00939145A EP1116573A4 (en) | 1999-06-28 | 2000-06-23 | BIAXIAL-ORIENTED POLYESTER FILM, METHOD FOR THE PRODUCTION THEREOF AND THEIR USE AS A SUBSTRATE FOR PHOTOSENSIBLE MATERIAL |
Applications Claiming Priority (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP18186799 | 1999-06-28 | ||
| JP11/181867 | 1999-06-28 | ||
| JP2000000274A JP2001187420A (ja) | 2000-01-05 | 2000-01-05 | 二軸配向ポリエステルフィルムおよびその製造方法 |
| JP2000/274 | 2000-01-05 | ||
| JP2000000273A JP4495815B2 (ja) | 2000-01-05 | 2000-01-05 | 二軸配向ポリエステルフィルム |
| JP2000/273 | 2000-01-05 | ||
| JP2000/773 | 2000-01-06 | ||
| JP2000000772A JP2001191406A (ja) | 2000-01-06 | 2000-01-06 | 二軸配向ポリエステルフィルムおよびその製造方法 |
| JP2000/772 | 2000-01-06 | ||
| JP2000000773A JP2001192471A (ja) | 2000-01-06 | 2000-01-06 | 二軸配向ポリエステルフィルムの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2001000389A1 true WO2001000389A1 (fr) | 2001-01-04 |
Family
ID=27528817
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2000/004139 WO2001000389A1 (fr) | 1999-06-28 | 2000-06-23 | Film polyester oriente bi-axialement, procede de production correspondant, et utilisation dudit film comme substrat pour materiau photosensible |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6440532B1 (ja) |
| EP (1) | EP1116573A4 (ja) |
| KR (1) | KR20010074862A (ja) |
| TW (1) | TW555639B (ja) |
| WO (1) | WO2001000389A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210179843A1 (en) * | 2018-09-06 | 2021-06-17 | Unitika Ltd. | Polyester film and method for producing same |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100681214B1 (ko) * | 1999-06-01 | 2007-02-09 | 데이진 가부시키가이샤 | 잉크 수상 기재용 폴리에스테르 필름 및 잉크 수상 기재 |
| CN1269154C (zh) * | 2000-11-29 | 2006-08-09 | 帝人株式会社 | 电容器用聚酯薄膜 |
| US7399507B2 (en) * | 2003-02-03 | 2008-07-15 | Jivan Gulabrai Bhatt | Method for preparation of a lithographic printing plate and to a lithographic printing plate produced by the method |
| US20080299363A1 (en) * | 2003-02-03 | 2008-12-04 | Jivan Gulabrai Bhatt | Method for Preparation of a Lithographic Printing Plate and to a Lithographic Printing Plate Produced by the Method |
| JP4471611B2 (ja) * | 2003-09-11 | 2010-06-02 | 三菱樹脂株式会社 | 高解像度用ドライフィルムレジスト用ポリエステルフィルム |
| DE102008047683A1 (de) * | 2008-09-18 | 2010-03-25 | Mitsubishi Polyester Film Gmbh | Trübe Polyesterfolie mit verbesserter Lichtdurchlässigkeit |
| KR102397408B1 (ko) * | 2016-06-24 | 2022-05-11 | 코오롱인더스트리 주식회사 | 폴리에스테르 다층필름 및 이의 제조방법 |
| CN112936833A (zh) * | 2019-12-11 | 2021-06-11 | 北京化工大学 | 低热收缩率聚合物薄膜及其制备方法与应用 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03161319A (ja) * | 1989-11-21 | 1991-07-11 | Teijin Ltd | 二軸配向ポリエステルフイルムの製造方法 |
| JPH08201980A (ja) * | 1995-01-20 | 1996-08-09 | Toray Ind Inc | 写真用ポリエステルフイルム |
| JPH1010677A (ja) * | 1996-06-19 | 1998-01-16 | Fuji Photo Film Co Ltd | 写真感光材料及び画像形成方法 |
| US5914220A (en) * | 1996-05-20 | 1999-06-22 | Fuji Photo Film Co., Ltd. | Polyester support, process for manufacturing the same, and photographic film using the same |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE538815A (ja) * | 1954-06-08 | 1900-01-01 | ||
| US5674672A (en) * | 1994-11-28 | 1997-10-07 | Fuji Photo Film Co., Ltd. | Continuous silver halide photographic sheet and process for preparation of the same |
| JP3161319B2 (ja) | 1996-02-14 | 2001-04-25 | 日本電気株式会社 | マルチプロセッサシステム |
| US6203972B1 (en) * | 1996-04-26 | 2001-03-20 | Fuji Photo Film Co., Ltd. | Photothermographic material |
| JP3948500B2 (ja) * | 1997-08-01 | 2007-07-25 | 富士フイルム株式会社 | 写真用フィルムの熱処理方法 |
-
2000
- 2000-06-23 EP EP00939145A patent/EP1116573A4/en not_active Withdrawn
- 2000-06-23 WO PCT/JP2000/004139 patent/WO2001000389A1/ja not_active Application Discontinuation
- 2000-06-23 US US09/763,755 patent/US6440532B1/en not_active Expired - Fee Related
- 2000-06-23 KR KR1020017002591A patent/KR20010074862A/ko not_active Application Discontinuation
- 2000-06-27 TW TW89112648A patent/TW555639B/zh active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03161319A (ja) * | 1989-11-21 | 1991-07-11 | Teijin Ltd | 二軸配向ポリエステルフイルムの製造方法 |
| JPH08201980A (ja) * | 1995-01-20 | 1996-08-09 | Toray Ind Inc | 写真用ポリエステルフイルム |
| US5914220A (en) * | 1996-05-20 | 1999-06-22 | Fuji Photo Film Co., Ltd. | Polyester support, process for manufacturing the same, and photographic film using the same |
| JPH1010677A (ja) * | 1996-06-19 | 1998-01-16 | Fuji Photo Film Co Ltd | 写真感光材料及び画像形成方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP1116573A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210179843A1 (en) * | 2018-09-06 | 2021-06-17 | Unitika Ltd. | Polyester film and method for producing same |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1116573A4 (en) | 2002-09-11 |
| TW555639B (en) | 2003-10-01 |
| US6440532B1 (en) | 2002-08-27 |
| EP1116573A1 (en) | 2001-07-18 |
| KR20010074862A (ko) | 2001-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4228087B2 (ja) | 加工用二軸延伸ポリエステルフィルム | |
| JP3765681B2 (ja) | ポリエステルフィルムの製造方法 | |
| WO2001000389A1 (fr) | Film polyester oriente bi-axialement, procede de production correspondant, et utilisation dudit film comme substrat pour materiau photosensible | |
| TWI577550B (zh) | Demoulding film | |
| JPH0743904A (ja) | 画像形成転写材料用ポリエステルフィルム | |
| JP4311008B2 (ja) | セラミックシート製造用離型フィルムロール、セラミックシート製造用離型フィルム積層体ロール、及びセラミックシートの製造方法 | |
| JP4239112B1 (ja) | 二軸配向ポリエチレンテレフタレートフィルム、およびその製造方法 | |
| JP4495815B2 (ja) | 二軸配向ポリエステルフィルム | |
| JP2002018947A (ja) | 二軸配向ポリエステルフィルムおよびその製造方法 | |
| JP2001191406A (ja) | 二軸配向ポリエステルフィルムおよびその製造方法 | |
| JP3275971B2 (ja) | 積層ポリエステルフィルムおよびその製造方法 | |
| JP2001072780A (ja) | 二軸配向ポリエステルフィルム | |
| JP2002018945A (ja) | 二軸配向ポリエステルフィルムの製造方法 | |
| JP2008290365A (ja) | 複合フィルム | |
| JP3640282B2 (ja) | 二軸延伸ポリエステルフィルムの製造方法 | |
| JPH08164558A (ja) | ポリエステルフィルム | |
| JP4604483B2 (ja) | 離型用二軸延伸ポリエステルフィルム | |
| JP2001192471A (ja) | 二軸配向ポリエステルフィルムの製造方法 | |
| JP2001150561A (ja) | 二軸配向ポリエステルフィルム | |
| JP2001187420A (ja) | 二軸配向ポリエステルフィルムおよびその製造方法 | |
| JP2002018946A (ja) | 易接着性二軸配向ポリエステルフィルム及びその製造方法 | |
| JP2001150538A (ja) | 二軸配向ポリエステルフィルム | |
| JPH08174661A (ja) | 二軸延伸ポリエステルフィルムの製造方法 | |
| JP2005144839A (ja) | 拡散板用ポリエステルフィルム | |
| JP4391859B2 (ja) | 薄膜グリーンシート成形用離型フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): KR US |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LU MC NL PT SE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 09763755 Country of ref document: US |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 1020017002591 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2000939145 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 2000939145 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020017002591 Country of ref document: KR |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 2000939145 Country of ref document: EP |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 1020017002591 Country of ref document: KR |