RU2408956C2 - Пластинчатый сверхпроводящий провод, способ его изготовления и сверхпроводниковый узел провода - Google Patents
Пластинчатый сверхпроводящий провод, способ его изготовления и сверхпроводниковый узел провода Download PDFInfo
- Publication number
- RU2408956C2 RU2408956C2 RU2008107760/28A RU2008107760A RU2408956C2 RU 2408956 C2 RU2408956 C2 RU 2408956C2 RU 2008107760/28 A RU2008107760/28 A RU 2008107760/28A RU 2008107760 A RU2008107760 A RU 2008107760A RU 2408956 C2 RU2408956 C2 RU 2408956C2
- Authority
- RU
- Russia
- Prior art keywords
- layer
- wire
- conductive
- electrically conductive
- superconducting
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 239000000758 substrate Substances 0.000 claims abstract description 169
- 239000002887 superconductor Substances 0.000 claims abstract description 83
- 229910052751 metal Inorganic materials 0.000 claims description 96
- 239000002184 metal Substances 0.000 claims description 96
- 239000000463 material Substances 0.000 claims description 70
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 56
- 239000000945 filler Substances 0.000 claims description 55
- 239000010949 copper Substances 0.000 claims description 53
- 238000000034 method Methods 0.000 claims description 52
- 229910052802 copper Inorganic materials 0.000 claims description 37
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 34
- 229910000679 solder Inorganic materials 0.000 claims description 34
- 239000004020 conductor Substances 0.000 claims description 33
- 229910052759 nickel Inorganic materials 0.000 claims description 26
- 238000009736 wetting Methods 0.000 claims description 25
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 22
- 229910052709 silver Inorganic materials 0.000 claims description 17
- 239000011888 foil Substances 0.000 claims description 16
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 15
- 239000011231 conductive filler Substances 0.000 claims description 14
- 239000000843 powder Substances 0.000 claims description 14
- 239000004332 silver Substances 0.000 claims description 14
- 229910052782 aluminium Inorganic materials 0.000 claims description 13
- 229910052784 alkaline earth metal Inorganic materials 0.000 claims description 12
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 12
- 229910052742 iron Inorganic materials 0.000 claims description 11
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 11
- 229920001940 conductive polymer Polymers 0.000 claims description 10
- 229920000642 polymer Polymers 0.000 claims description 10
- 229910000990 Ni alloy Inorganic materials 0.000 claims description 9
- 150000001342 alkaline earth metals Chemical class 0.000 claims description 9
- 239000011230 binding agent Substances 0.000 claims description 9
- 150000002910 rare earth metals Chemical class 0.000 claims description 8
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 7
- 229910001220 stainless steel Inorganic materials 0.000 claims description 7
- 229910001316 Ag alloy Inorganic materials 0.000 claims description 6
- 239000003292 glue Substances 0.000 claims description 6
- 239000012811 non-conductive material Substances 0.000 claims description 6
- 239000010935 stainless steel Substances 0.000 claims description 6
- 229910000838 Al alloy Inorganic materials 0.000 claims description 5
- 229910000640 Fe alloy Inorganic materials 0.000 claims description 4
- 239000011148 porous material Substances 0.000 claims description 4
- 229910000497 Amalgam Inorganic materials 0.000 claims description 3
- 229910001092 metal group alloy Inorganic materials 0.000 claims description 3
- 229910001030 Iron–nickel alloy Inorganic materials 0.000 claims 2
- 230000006641 stabilisation Effects 0.000 abstract description 9
- 239000000126 substance Substances 0.000 abstract description 4
- 230000000694 effects Effects 0.000 abstract description 2
- 239000010410 layer Substances 0.000 description 240
- 239000010408 film Substances 0.000 description 35
- 239000000243 solution Substances 0.000 description 31
- 239000003381 stabilizer Substances 0.000 description 30
- 238000000151 deposition Methods 0.000 description 28
- 235000002639 sodium chloride Nutrition 0.000 description 28
- 230000008021 deposition Effects 0.000 description 26
- -1 tantalate Chemical class 0.000 description 24
- 229910045601 alloy Inorganic materials 0.000 description 23
- 239000000956 alloy Substances 0.000 description 23
- 239000002243 precursor Substances 0.000 description 23
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 23
- 239000012266 salt solution Substances 0.000 description 21
- 239000007789 gas Substances 0.000 description 18
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 17
- 238000000576 coating method Methods 0.000 description 17
- 238000010438 heat treatment Methods 0.000 description 17
- 239000001301 oxygen Substances 0.000 description 17
- 229910052760 oxygen Inorganic materials 0.000 description 17
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 15
- 150000003839 salts Chemical class 0.000 description 15
- 239000011248 coating agent Substances 0.000 description 14
- 150000002739 metals Chemical class 0.000 description 14
- 229910052804 chromium Inorganic materials 0.000 description 13
- 239000011651 chromium Substances 0.000 description 13
- 239000000203 mixture Substances 0.000 description 13
- 229910052721 tungsten Inorganic materials 0.000 description 13
- 230000015572 biosynthetic process Effects 0.000 description 12
- 229910052799 carbon Inorganic materials 0.000 description 12
- 239000007800 oxidant agent Substances 0.000 description 12
- 230000008569 process Effects 0.000 description 12
- 239000000047 product Substances 0.000 description 12
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 12
- 239000010937 tungsten Substances 0.000 description 12
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 11
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 11
- 238000007737 ion beam deposition Methods 0.000 description 10
- 239000002904 solvent Substances 0.000 description 10
- 229910052723 transition metal Inorganic materials 0.000 description 10
- 229910052739 hydrogen Inorganic materials 0.000 description 9
- 229910021521 yttrium barium copper oxide Inorganic materials 0.000 description 9
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 8
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 8
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 8
- 239000012790 adhesive layer Substances 0.000 description 8
- 238000006243 chemical reaction Methods 0.000 description 8
- 238000011105 stabilization Methods 0.000 description 8
- 229910052717 sulfur Inorganic materials 0.000 description 8
- 239000011593 sulfur Substances 0.000 description 8
- 238000013459 approach Methods 0.000 description 7
- 230000007547 defect Effects 0.000 description 7
- 150000002500 ions Chemical class 0.000 description 7
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 6
- 150000001242 acetic acid derivatives Chemical class 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- OYLGJCQECKOTOL-UHFFFAOYSA-L barium fluoride Chemical compound [F-].[F-].[Ba+2] OYLGJCQECKOTOL-UHFFFAOYSA-L 0.000 description 6
- 229910001632 barium fluoride Inorganic materials 0.000 description 6
- 150000001875 compounds Chemical class 0.000 description 6
- 239000013078 crystal Substances 0.000 description 6
- 239000001257 hydrogen Substances 0.000 description 6
- 239000013067 intermediate product Substances 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 229910052750 molybdenum Inorganic materials 0.000 description 6
- 229910052763 palladium Inorganic materials 0.000 description 6
- 229910052720 vanadium Inorganic materials 0.000 description 6
- 229910052692 Dysprosium Inorganic materials 0.000 description 5
- 238000000137 annealing Methods 0.000 description 5
- 229910002056 binary alloy Inorganic materials 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- 239000011550 stock solution Substances 0.000 description 5
- 239000011135 tin Substances 0.000 description 5
- 229910052688 Gadolinium Inorganic materials 0.000 description 4
- 239000002879 Lewis base Substances 0.000 description 4
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 4
- DTQVDTLACAAQTR-UHFFFAOYSA-M Trifluoroacetate Chemical compound [O-]C(=O)C(F)(F)F DTQVDTLACAAQTR-UHFFFAOYSA-M 0.000 description 4
- DTQVDTLACAAQTR-UHFFFAOYSA-N Trifluoroacetic acid Chemical compound OC(=O)C(F)(F)F DTQVDTLACAAQTR-UHFFFAOYSA-N 0.000 description 4
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 4
- 229910052786 argon Inorganic materials 0.000 description 4
- 238000005452 bending Methods 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 229910052731 fluorine Inorganic materials 0.000 description 4
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 4
- 229910052737 gold Inorganic materials 0.000 description 4
- 239000010931 gold Substances 0.000 description 4
- 239000012535 impurity Substances 0.000 description 4
- 239000011261 inert gas Substances 0.000 description 4
- 238000009413 insulation Methods 0.000 description 4
- 238000003475 lamination Methods 0.000 description 4
- 150000007527 lewis bases Chemical class 0.000 description 4
- 239000011733 molybdenum Substances 0.000 description 4
- 229910052757 nitrogen Inorganic materials 0.000 description 4
- 150000002902 organometallic compounds Chemical group 0.000 description 4
- 230000003647 oxidation Effects 0.000 description 4
- 238000007254 oxidation reaction Methods 0.000 description 4
- 239000010936 titanium Substances 0.000 description 4
- GPPXJZIENCGNKB-UHFFFAOYSA-N vanadium Chemical compound [V]#[V] GPPXJZIENCGNKB-UHFFFAOYSA-N 0.000 description 4
- 229910052725 zinc Inorganic materials 0.000 description 4
- 239000011701 zinc Substances 0.000 description 4
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 229910052684 Cerium Inorganic materials 0.000 description 3
- 229910052691 Erbium Inorganic materials 0.000 description 3
- 229910052693 Europium Inorganic materials 0.000 description 3
- 229910052689 Holmium Inorganic materials 0.000 description 3
- 229910052765 Lutetium Inorganic materials 0.000 description 3
- 229910052779 Neodymium Inorganic materials 0.000 description 3
- 229910052772 Samarium Inorganic materials 0.000 description 3
- 229910052771 Terbium Inorganic materials 0.000 description 3
- 229910052775 Thulium Inorganic materials 0.000 description 3
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 3
- 229910052769 Ytterbium Inorganic materials 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 125000000217 alkyl group Chemical group 0.000 description 3
- 239000012298 atmosphere Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 229910052801 chlorine Inorganic materials 0.000 description 3
- 238000009792 diffusion process Methods 0.000 description 3
- KBQHZAAAGSGFKK-UHFFFAOYSA-N dysprosium atom Chemical compound [Dy] KBQHZAAAGSGFKK-UHFFFAOYSA-N 0.000 description 3
- 238000009713 electroplating Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 230000007613 environmental effect Effects 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- UIWYJDYFSGRHKR-UHFFFAOYSA-N gadolinium atom Chemical compound [Gd] UIWYJDYFSGRHKR-UHFFFAOYSA-N 0.000 description 3
- 229910052740 iodine Inorganic materials 0.000 description 3
- 229910044991 metal oxide Inorganic materials 0.000 description 3
- 150000004706 metal oxides Chemical class 0.000 description 3
- 150000004767 nitrides Chemical class 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 238000004549 pulsed laser deposition Methods 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 238000004544 sputter deposition Methods 0.000 description 3
- 229910052718 tin Inorganic materials 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- 150000003624 transition metals Chemical class 0.000 description 3
- 229910052727 yttrium Inorganic materials 0.000 description 3
- 229910052726 zirconium Inorganic materials 0.000 description 3
- QIONYIKHPASLHO-UHFFFAOYSA-M 2,2,2-tribromoacetate Chemical compound [O-]C(=O)C(Br)(Br)Br QIONYIKHPASLHO-UHFFFAOYSA-M 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 229910001080 W alloy Inorganic materials 0.000 description 2
- 206010052428 Wound Diseases 0.000 description 2
- 208000027418 Wounds and injury Diseases 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 150000001412 amines Chemical class 0.000 description 2
- 229910052788 barium Inorganic materials 0.000 description 2
- ITHZDDVSAWDQPZ-UHFFFAOYSA-L barium acetate Chemical compound [Ba+2].CC([O-])=O.CC([O-])=O ITHZDDVSAWDQPZ-UHFFFAOYSA-L 0.000 description 2
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 229910052794 bromium Inorganic materials 0.000 description 2
- 229910052791 calcium Inorganic materials 0.000 description 2
- 239000011575 calcium Substances 0.000 description 2
- 150000007942 carboxylates Chemical class 0.000 description 2
- ZMIGMASIKSOYAM-UHFFFAOYSA-N cerium Chemical compound [Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce] ZMIGMASIKSOYAM-UHFFFAOYSA-N 0.000 description 2
- 239000007795 chemical reaction product Substances 0.000 description 2
- 239000003638 chemical reducing agent Substances 0.000 description 2
- 150000001879 copper Chemical class 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- XBDQKXXYIPTUBI-UHFFFAOYSA-N dimethylselenoniopropionate Natural products CCC(O)=O XBDQKXXYIPTUBI-UHFFFAOYSA-N 0.000 description 2
- 238000001017 electron-beam sputter deposition Methods 0.000 description 2
- UYAHIZSMUZPPFV-UHFFFAOYSA-N erbium Chemical compound [Er] UYAHIZSMUZPPFV-UHFFFAOYSA-N 0.000 description 2
- OGPBJKLSAFTDLK-UHFFFAOYSA-N europium atom Chemical compound [Eu] OGPBJKLSAFTDLK-UHFFFAOYSA-N 0.000 description 2
- KJZYNXUDTRRSPN-UHFFFAOYSA-N holmium atom Chemical compound [Ho] KJZYNXUDTRRSPN-UHFFFAOYSA-N 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 238000009776 industrial production Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 150000004694 iodide salts Chemical class 0.000 description 2
- 238000010884 ion-beam technique Methods 0.000 description 2
- 238000002955 isolation Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- OHSVLFRHMCKCQY-UHFFFAOYSA-N lutetium atom Chemical compound [Lu] OHSVLFRHMCKCQY-UHFFFAOYSA-N 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 150000002736 metal compounds Chemical class 0.000 description 2
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 2
- MOWMLACGTDMJRV-UHFFFAOYSA-N nickel tungsten Chemical compound [Ni].[W] MOWMLACGTDMJRV-UHFFFAOYSA-N 0.000 description 2
- SIWVEOZUMHYXCS-UHFFFAOYSA-N oxo(oxoyttriooxy)yttrium Chemical compound O=[Y]O[Y]=O SIWVEOZUMHYXCS-UHFFFAOYSA-N 0.000 description 2
- 238000000059 patterning Methods 0.000 description 2
- 231100000572 poisoning Toxicity 0.000 description 2
- 230000000607 poisoning effect Effects 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 229910001404 rare earth metal oxide Inorganic materials 0.000 description 2
- 239000000376 reactant Substances 0.000 description 2
- 238000006722 reduction reaction Methods 0.000 description 2
- KZUNJOHGWZRPMI-UHFFFAOYSA-N samarium atom Chemical compound [Sm] KZUNJOHGWZRPMI-UHFFFAOYSA-N 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 239000011780 sodium chloride Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 2
- 229910052715 tantalum Inorganic materials 0.000 description 2
- GZCRRIHWUXGPOV-UHFFFAOYSA-N terbium atom Chemical compound [Tb] GZCRRIHWUXGPOV-UHFFFAOYSA-N 0.000 description 2
- 229940066528 trichloroacetate Drugs 0.000 description 2
- YNJBWRMUSHSURL-UHFFFAOYSA-N trichloroacetic acid Chemical compound OC(=O)C(Cl)(Cl)Cl YNJBWRMUSHSURL-UHFFFAOYSA-N 0.000 description 2
- NAWDYIZEMPQZHO-UHFFFAOYSA-N ytterbium Chemical compound [Yb] NAWDYIZEMPQZHO-UHFFFAOYSA-N 0.000 description 2
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910016036 BaF 2 Inorganic materials 0.000 description 1
- 241001289141 Babr Species 0.000 description 1
- 241000954177 Bangana ariza Species 0.000 description 1
- 229910000906 Bronze Inorganic materials 0.000 description 1
- JPVYNHNXODAKFH-UHFFFAOYSA-N Cu2+ Chemical compound [Cu+2] JPVYNHNXODAKFH-UHFFFAOYSA-N 0.000 description 1
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical group O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 1
- 229910001111 Fine metal Inorganic materials 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910000943 NiAl Inorganic materials 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- 229910052773 Promethium Inorganic materials 0.000 description 1
- NPXOKRUENSOPAO-UHFFFAOYSA-N Raney nickel Chemical compound [Al].[Ni] NPXOKRUENSOPAO-UHFFFAOYSA-N 0.000 description 1
- BUGBHKTXTAQXES-UHFFFAOYSA-N Selenium Chemical compound [Se] BUGBHKTXTAQXES-UHFFFAOYSA-N 0.000 description 1
- 229910020816 Sn Pb Inorganic materials 0.000 description 1
- 229910020836 Sn-Ag Inorganic materials 0.000 description 1
- 229910020922 Sn-Pb Inorganic materials 0.000 description 1
- 229910020988 Sn—Ag Inorganic materials 0.000 description 1
- 229910008783 Sn—Pb Inorganic materials 0.000 description 1
- 229910052776 Thorium Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- BTGZYWWSOPEHMM-UHFFFAOYSA-N [O].[Cu].[Y].[Ba] Chemical compound [O].[Cu].[Y].[Ba] BTGZYWWSOPEHMM-UHFFFAOYSA-N 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 229910001615 alkaline earth metal halide Inorganic materials 0.000 description 1
- 229910000287 alkaline earth metal oxide Inorganic materials 0.000 description 1
- 150000004703 alkoxides Chemical class 0.000 description 1
- 150000004645 aluminates Chemical class 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 229910001422 barium ion Inorganic materials 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 229910052790 beryllium Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 150000001649 bromium compounds Chemical class 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 229910052792 caesium Inorganic materials 0.000 description 1
- TVFDJXOCXUVLDH-UHFFFAOYSA-N caesium atom Chemical compound [Cs] TVFDJXOCXUVLDH-UHFFFAOYSA-N 0.000 description 1
- 150000001721 carbon Chemical class 0.000 description 1
- 238000005119 centrifugation Methods 0.000 description 1
- 150000004770 chalcogenides Chemical class 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 229910001431 copper ion Inorganic materials 0.000 description 1
- 229910000365 copper sulfate Inorganic materials 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- XTVVROIMIGLXTD-UHFFFAOYSA-N copper(II) nitrate Chemical compound [Cu+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O XTVVROIMIGLXTD-UHFFFAOYSA-N 0.000 description 1
- ARUVKPQLZAKDPS-UHFFFAOYSA-L copper(II) sulfate Chemical compound [Cu+2].[O-][S+2]([O-])([O-])[O-] ARUVKPQLZAKDPS-UHFFFAOYSA-L 0.000 description 1
- OPQARKPSCNTWTJ-UHFFFAOYSA-L copper(ii) acetate Chemical compound [Cu+2].CC([O-])=O.CC([O-])=O OPQARKPSCNTWTJ-UHFFFAOYSA-L 0.000 description 1
- DFQGRJIEWRPZLZ-UHFFFAOYSA-L copper;2,2,2-tribromoacetate Chemical compound [Cu+2].[O-]C(=O)C(Br)(Br)Br.[O-]C(=O)C(Br)(Br)Br DFQGRJIEWRPZLZ-UHFFFAOYSA-L 0.000 description 1
- DNRBMFBLOYODNO-UHFFFAOYSA-L copper;2,2,2-trichloroacetate Chemical compound [Cu+2].[O-]C(=O)C(Cl)(Cl)Cl.[O-]C(=O)C(Cl)(Cl)Cl DNRBMFBLOYODNO-UHFFFAOYSA-L 0.000 description 1
- UGDLQQCZYUKCMG-UHFFFAOYSA-L copper;2,2,2-triiodoacetate Chemical compound [Cu+2].[O-]C(=O)C(I)(I)I.[O-]C(=O)C(I)(I)I UGDLQQCZYUKCMG-UHFFFAOYSA-L 0.000 description 1
- GBRBMTNGQBKBQE-UHFFFAOYSA-L copper;diiodide Chemical compound I[Cu]I GBRBMTNGQBKBQE-UHFFFAOYSA-L 0.000 description 1
- QYCVHILLJSYYBD-UHFFFAOYSA-L copper;oxalate Chemical compound [Cu+2].[O-]C(=O)C([O-])=O QYCVHILLJSYYBD-UHFFFAOYSA-L 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 229910001882 dioxygen Inorganic materials 0.000 description 1
- 238000003618 dip coating Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009429 electrical wiring Methods 0.000 description 1
- 239000012777 electrically insulating material Substances 0.000 description 1
- 238000002848 electrochemical method Methods 0.000 description 1
- 238000005566 electron beam evaporation Methods 0.000 description 1
- 238000003912 environmental pollution Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 150000004673 fluoride salts Chemical class 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 229910000743 fusible alloy Inorganic materials 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- 150000004820 halides Chemical class 0.000 description 1
- 229910000856 hastalloy Inorganic materials 0.000 description 1
- 150000004679 hydroxides Chemical class 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 238000007735 ion beam assisted deposition Methods 0.000 description 1
- 238000010849 ion bombardment Methods 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 description 1
- 238000000608 laser ablation Methods 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 238000001755 magnetron sputter deposition Methods 0.000 description 1
- LBSANEJBGMCTBH-UHFFFAOYSA-N manganate Chemical compound [O-][Mn]([O-])(=O)=O LBSANEJBGMCTBH-UHFFFAOYSA-N 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 229910001512 metal fluoride Inorganic materials 0.000 description 1
- 238000002488 metal-organic chemical vapour deposition Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- NFSAPTWLWWYADB-UHFFFAOYSA-N n,n-dimethyl-1-phenylethane-1,2-diamine Chemical compound CN(C)C(CN)C1=CC=CC=C1 NFSAPTWLWWYADB-UHFFFAOYSA-N 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 150000002823 nitrates Chemical class 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 1
- 239000000615 nonconductor Substances 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 125000002524 organometallic group Chemical group 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- PUDIUYLPXJFUGB-UHFFFAOYSA-N praseodymium atom Chemical compound [Pr] PUDIUYLPXJFUGB-UHFFFAOYSA-N 0.000 description 1
- 239000010970 precious metal Substances 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- VQMWBBYLQSCNPO-UHFFFAOYSA-N promethium atom Chemical compound [Pm] VQMWBBYLQSCNPO-UHFFFAOYSA-N 0.000 description 1
- 235000019260 propionic acid Nutrition 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- IUVKMZGDUIUOCP-BTNSXGMBSA-N quinbolone Chemical compound O([C@H]1CC[C@H]2[C@H]3[C@@H]([C@]4(C=CC(=O)C=C4CC3)C)CC[C@@]21C)C1=CCCC1 IUVKMZGDUIUOCP-BTNSXGMBSA-N 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229910052711 selenium Inorganic materials 0.000 description 1
- 239000011669 selenium Substances 0.000 description 1
- 238000005480 shot peening Methods 0.000 description 1
- 239000010944 silver (metal) Substances 0.000 description 1
- 239000012703 sol-gel precursor Substances 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229910002076 stabilized zirconia Inorganic materials 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 238000010561 standard procedure Methods 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- CIOAGBVUUVVLOB-UHFFFAOYSA-N strontium atom Chemical compound [Sr] CIOAGBVUUVVLOB-UHFFFAOYSA-N 0.000 description 1
- VEALVRVVWBQVSL-UHFFFAOYSA-N strontium titanate Chemical compound [Sr+2].[O-][Ti]([O-])=O VEALVRVVWBQVSL-UHFFFAOYSA-N 0.000 description 1
- 125000000547 substituted alkyl group Chemical group 0.000 description 1
- 229910000601 superalloy Inorganic materials 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
- 239000011364 vaporized material Substances 0.000 description 1
- 150000003746 yttrium Chemical class 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N60/00—Superconducting devices
- H10N60/20—Permanent superconducting devices
- H10N60/203—Permanent superconducting devices comprising high-Tc ceramic materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N60/00—Superconducting devices
- H10N60/80—Constructional details
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N60/00—Superconducting devices
- H10N60/01—Manufacture or treatment
- H10N60/0268—Manufacture or treatment of devices comprising copper oxide
- H10N60/0801—Manufacture or treatment of filaments or composite wires
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/922—Static electricity metal bleed-off metallic stock
- Y10S428/9265—Special properties
- Y10S428/93—Electric superconducting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S505/00—Superconductor technology: apparatus, material, process
- Y10S505/70—High TC, above 30 k, superconducting device, article, or structured stock
- Y10S505/701—Coated or thin film device, i.e. active or passive
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S505/00—Superconductor technology: apparatus, material, process
- Y10S505/70—High TC, above 30 k, superconducting device, article, or structured stock
- Y10S505/701—Coated or thin film device, i.e. active or passive
- Y10S505/702—Josephson junction present
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
Abstract
Изобретение относится к области высокотемпературных сверхпроводников. Сущность изобретения: пластинчатый сверхпроводящий провод содержит сверхпроводниковый узел провода, причем указанный узел содержит первую сверхпроводниковую вставку, содержащую первый слой высокотемпературного сверхпроводника, покрывающий первую биаксиально текстурированную подложку, и первый электропроводящий верхний слой, покрывающий упомянутый первый слой сверхпроводника и находящийся в электрическом контакте с ним, и вторую сверхпроводниковую вставку, содержащую второй слой высокотемпературного сверхпроводника, покрывающий вторую биаксиально текстурированную подложку, и второй электропроводящий верхний слой, покрывающий упомянутый второй слой сверхпроводника и находящийся в электрическом контакте с ним, причем эти первая и вторая сверхпроводниковые вставки соединены друг с другом своими соответствующими биаксиально текстурированными подложками. Также сверхпроводящий провод содержит электропроводящую структуру, окружающую сверхпроводниковый узел и находящуюся в электрическом контакте с каждым из упомянутых электропроводящих верхних слоев. Изобретение обеспечивает получение высокотемпературных сверхпроводниковых проводов с улучшенным перераспределением тока, хорошими механическими свойствами и изоляцией узла от окружающей среды, более эффективный электрический контакт с внешними электрическими соединениями и/или улучшенную электрическую стабилизацию. 3 н. и 34 з.п. ф-лы, 13 ил.
Description
Родственные заявки
Настоящая заявка является родственной следующим заявкам, полное содержание которых включено сюда по ссылке:
заявка на патент США №60/703815, поданная 29 июля 2005 г. и озаглавленная "Высокотемпературные сверхпроводящие провода и катушки";
предварительная заявка США №60/703836, поданная 29 июля 2005 г. и озаглавленная "Толстые пленки сверхпроводников с улучшенными характеристиками"; и
предварительная заявка США №60/615289, поданная 1 октября 2004 г. и озаглавленная "Толстые пленки сверхпроводников с улучшенными характеристиками".
Область техники
Изобретение относится к области высокотемпературных сверхпроводников. В частности, изобретение относится к пленочным проводникам, называемым также проводниками второго поколения, высокотемпературным сверхпроводящим проводам и лентам.
Уровень техники
Высокотемпературные сверхпроводящие (ВТСП) материалы обеспечивают средство для переноса огромных токов при сверхнизких потерях. При охлаждении ниже критической температуры ВТСП-материалы полностью теряют сопротивление протеканию постоянного электрического тока и почти полностью - сопротивление протеканию переменного тока. Создание ВТСП-проводов (выражение «провода» используется здесь для различных проводников, включая ленточные проводники), в которых используются эти материалы, дает надежды получить новое поколение высокоэффективного, компактного и экологически чистого электрического оборудования, которое способно произвести переворот в электроэнергетических сетях, при транспортировке, обработке материалов и в других отраслях промышленности. Однако коммерчески выгодный (рентабельный) продукт должен удовлетворять строгим техническим требованиям, что затрудняет внедрение этой технологии в промышленное производство.
В технологии ВТСП-проводов второго поколения, находящейся в стадии разработки, ВТСП-материал обычно является поликристаллическим смешанным оксидом редкоземельного металла, щелочноземельного металла и меди, например оксидом иттрия-бария-меди (YBCO). Токонесущая способность ВТСП-материала сильно связана с его кристаллической упорядоченностью или текстурой. Известно, что межзеренные границы, образованные из-за смещения соседних кристаллических зерен ВТСП, создают препятствие протеканию тока сверхпроводимости, но эти препятствия уменьшаются при увеличении степени упорядоченности или текстурированности. Следовательно, чтобы превратить материал в коммерчески выгодный продукт, например, ВТСП-провод, ВТСП-материал должен сохранять высокую степень упорядочения кристаллов или текстуру на относительно больших расстояниях. Иначе способность нести ток сверхпроводимости (плотность критического тока) будет ограничена.
ВТСП-материалы можно изготавливать с высокой степенью кристаллографической упорядоченности или текстуры на больших площадях, выращивая тонкий слой материала эпитаксиально поверх гибкой лентовидной подложки, выполненной так, чтобы она имела высокую степень кристаллографической текстурированности на своей поверхности. Когда кристаллический ВТСП-материал растет эпитаксиально на этой поверхности, упорядоченность кристаллов ВТСП-материала также растет, чтобы соответствовать текстуре подложки. Другими словами, текстура подложки обеспечивает образец-шаблон для эпитаксиального роста кристаллического ВТСП-материала. Кроме того, подложка обеспечивает структурную целостность слоя ВТСП.
Подложка может быть текстурирована с обеспечением такого шаблона, который дает эпитаксиальный слой ВТСП с отличными сверхпроводящими свойствами, такими как высокая плотность критического тока. Наряду с другими могут использоваться такие материалы, как никель, медь, серебро, железо, серебряные сплавы, никелевые сплавы, железные сплавы, нержавеющие стали и медные сплавы. Подложка может быть текстурирована с применением деформационных процессов, таких как деформация с использованием прокатки и перекристаллизационного отжига подложки. Примером такого процесса является процесс биаксиального текстурирования подложки с помощью прокатки (RABiTS-процесс, от англ. «rolling-assisted biaxially textured substrate»). В этом случае большие количества металла могут быть экономично обработаны путем деформационной обработки и отжига и могут получить высокую степень текстурированности. Этим способом до сих пор производили металлические полосы шириной, например, вплоть до 4 см, каждую из которых потом можно было продольно нарезать на множество меньших проводов (например, 10 полос с проводами шириной 0,4 см).
На поверхности подложки с подходящим кристаллографическим шаблоном, на которой будет выращиваться ВТСП-материал, можно осадить или вырастить один или более буферных слоев. Буферные слои могут также обеспечить дополнительную выгоду, предотвращая диффузию со временем атомов из материала подложки в кристаллическую решетку ВТСП-материала или кислорода в материал подложки. Эта диффузия, или «отравление», может нарушить кристаллическую упорядоченность и тем самым ухудшить электрические свойства ВТСП-материала. Буферные слои могут также обеспечить улучшенную адгезию между подложкой и слоем ВТСП. Кроме того, буферный(е) слой(и) может/могут иметь коэффициент теплового расширения, который хорошо согласуется с коэффициентом теплового расширения материала-сверхпроводника. Такое свойство желательно для внедрения этой технологии в промышленное производство, где провод может подвергаться механическим напряжениям, так как оно может помочь предотвратить отслаивание слоя ВТСП от подложки.
Альтернативно, могут использоваться нетекстурированные подложки, такие как подложки из хастеллоя, и текстурированные буферные слои, осажденные такими способами, как осаждение с помощью ионных пучков (IBAD, от англ. ion-beam-assisted deposition) или осаждение на наклонную подложку (ISD, от англ. inclined substrate deposition). При необходимости на IBAD- или ISD-слой могут эпитаксиально осаждаться дополнительные буферные слои, чтобы обеспечить окончательный шаблон для эпитаксиального осаждения слоя ВТСП.
Используя в качестве шаблона подходящую комбинацию подложки и одного или более буферных слоев, можно эпитаксиально вырастить слой ВТСП с отличной упорядоченностью кристаллов или текстурой, имеющий также хорошую адгезию с поверхностью шаблона и обладающий достаточным барьером против отравления атомами из подложки. Слой ВТСП может быть осажден любым из множества различных способов, в том числе способом осаждения металлорганических соединений (MOD), химическим осаждением металлорганических соединений из паровой фазы (MOCVD), импульсным лазерным осаждением (PLD), термовакуумным или электронно-лучевым напылением, или другими подходящими способами. Наконец, на этот многослойный узел может быть добавлен верхний слой, который помогает предотвратить загрязнение слоя ВТСП сверху. Верхний слой может быть, например, из серебра, и может быть нанесен, например, ионным распылением на слой ВТСП. Примерный многослойный ВТСП-узел включает в себя: биаксиально текстурированную подложку из сплава никеля с 5% вольфрама; последовательно осажденные эпитаксиальные слои Y2O3, YSZ и CeO2; эпитаксиальный слой YBCO; и верхний слой Ag. Примерные толщины этих слоев следующие: подложка - примерно 25-75 микрон, буферные слои - примерно 75 нм каждый, YBCO-слой - примерно 1 микрон, и верхний слой - примерно 1-3 микрона. Применяя такие методы, как описанные выше, до настоящего времени изготавливались ВТСП-провода длиной до 100 м. В таком узле низ подложки может рассматриваться как «задняя сторона» узла, а верх верхнего слоя может рассматриваться как «передняя сторона».
При применении желательно, чтобы ВТСП-провод был способен выдерживать изгибающие напряжения. Изгиб вызывает деформацию растяжения на выпуклой наружной поверхности изгиба и деформацию сжатия на вогнутой внутренней поверхности изгиба, тем самым подвергая слой ВТСП деформации растяжения или сжатия в зависимости от направления, в котором гнется провод. Хотя, как это ни удивительно, умеренная величина сжимающего напряжения может повысить токонесущую способность слоя ВТСП, обычно воздействие на весь узел механических напряжений (особенно повторяющихся напряжений) создает опасность механического повреждения провода. Например, могут возникнуть трещины и распространиться в слой ВТСП, что ухудшает его механические и электрические свойства, или же разные слои могут отслоиться друг от друга или от подложки.
Способы уменьшения напряжений в слое ВТСП описаны, например, в патенте США 6745059 и патенте США 6828507. Например, медная полоса, выбранная имеющей близкую с подложкой толщину и механические свойства, может быть прикреплена к верхней поверхности вставки. В таком случае слой ВТСП оказывается примерно в середине всей структуры, так что если этот узел сгибается, то слой ВТСП не находится ни на внешней, ни на внутренней поверхности изгиба. Два таких узла могут также быть соединены вместе своими соответствующими медными полосами с образованием одного ВТСП-узла провода. В этом случае две подложки обращены наружу, а медные ленты находятся в середине узла. В этом случае включение в состав второго узла дает дополнительную токонесущую способность; однако электрический контакт со слоями ВТСП требует сращивания провода в открытом состоянии или при частичном удалении одной из вставок в контактном сечении.
Следующей проблемой для ВТСП-проводов с пленочными проводниками является загрязнение из окружающей среды в то время, когда провод находится в эксплуатации. Воздействие окружающей среды может медленно ухудшать электрические характеристики слоев ВТСП. Также, в присутствии криогенных жидкостей, таких как жидкий азот, в контакте с проводом жидкость может диффундировать в поры внутри провода и при нагревании может образовать «пузыри», которые могут повредить провод. Желательна изоляция провода, с тем чтобы предотвратить либо воздействие окружающей среды на слои ВТСП, либо проникновение криогенных жидкостей в провод. Изоляции для узлов ВТСП описаны, например, в патенте США 6444917.
Сущность изобретения
Описаны многослойные высокотемпературные сверхпроводниковые (ВТСП) провода, имеющие улучшенное перераспределение тока, хорошие механические свойства, отличную изоляцию ВТСП-узла от окружающей среды, более эффективный электрический контакт с внешними электрическими соединениями или сростками (муфтами) и/или улучшенную электрическую стабилизацию. Описаны также ВТСП-провода, имеющие электрическую стабилизацию, которая защищает слои ВТСП в случае перегрузки по току, т.е. когда ток превышает критический ток слоев ВТСП. Перегрузка по току может быть причиной того, что слои ВТСП станут резистивными и будут выделять тепло. Электрическая стабилизация обеспечивает альтернативный путь тока, если ток в какой-либо локальной области слоя ВТСП заблокирован трещиной или другим дефектом.
Согласно одному аспекту изобретения, пластинчатый сверхпроводящий провод включает в себя сверхпроводниковый узел провода, имеющий некоторые длину и ширину. Этот узел включает в себя первую сверхпроводниковую вставку, имеющую первый слой высокотемпературного сверхпроводника, покрывающий первую подложку, и вторую сверхпроводниковую вставку, имеющую второй слой высокотемпературного сверхпроводника, покрывающий вторую подложку. Первая и вторая сверхпроводниковые вставки соединены своими соответствующими подложками. Имеется также электропроводящая структура, по существу окружающая сверхпроводниковый узел провода.
В одном аспекте изобретения электропроводящая структура включает в себя первую проводящую полосу и вторую проводящую полосу, и сверхпроводниковый узел провода проложен между первой и второй проводящими полосами и находится в электрическом контакте с ними. Эта структура также включает в себя по существу непористый электропроводящий наполнитель. Наполнитель простирается между первой и второй проводящими полосами по длине сверхпроводникового узла провода. В одном или более вариантах реализации первая и вторая проводящие полосы имеют ширину, которая больше, чем ширина сверхпроводникового узла провода.
В другом аспекте изобретения электропроводящая структура включает в себя электропроводящий слой, который частично окружает сверхпроводниковый узел провода вдоль по меньшей мере трех сторон и находится в электрическом контакте с ним. Эта структура также включает в себя по существу непористый электропроводящий наполнитель, причем наполнитель по существу окружает сверхпроводниковый узел провода и соединяет (связывает) его с проводящим слоем. В одном или более вариантах реализации по существу непористый электропроводящий наполнитель по существу наполняет пустоты в сверхпроводниковом узле провода и между сверхпроводниковым узлом провода и проводящим слоем.
В другом аспекте изобретения электропроводящая структура включает в себя электропроводящий материал, по существу окружающий сверхпроводниковый узел провода и находящийся в электрическом контакте с ним. В одном или более вариантах реализации электропроводящий материал включает в себя материал, выбранный из группы электропроводящих полимеров, полимеров, наполненных тонким металлическим порошком, и проводящего клея.
В одном или более вариантах реализации электропроводящий материал включает в себя проводящую фольгу, обернутую вокруг сверхпроводникового узла провода. В одном или более вариантах реализации по меньшей мере один слой по существу непористого материала по существу окружает проводящую фольгу.
В одном или более вариантах реализации первую подложку и вторую подложку соединяет вместе связующий материал. Связующий материал может быть материалом, выбранным из группы электропроводящих материалов и неэлектропроводящих материалов. Связующий материал может содержать тот же материал, что и по существу непористый электропроводящий наполнитель. Связующий материал может содержать по меньшей мере один слой проводящего материала и по меньшей мере один слой непроводящего материала. В одном или более вариантах реализации первая подложка и вторая подложка имеют поверхности, которые обработаны для обеспечения электрического контакта между подложками.
В одном или более вариантах реализации первая и вторая подложки имеют соответствующий первый и второй смачивающий слой, нанесенный на ту поверхность подложки, которая противоположна поверхности, которую покрывает слоем ВТСП.
В одном или более вариантах реализации слой проводящего материала по существу окружает сверхпроводниковый узел провода.
В другом аспекте изобретения пластинчатый сверхпроводящий провод включает в себя сверхпроводниковую вставку провода, имеющую некоторые длину и ширину. Вставка включает в себя слой высокотемпературного сверхпроводника, покрывающий поверхность подложки, и смачивающий слой, нанесенный на поверхность подложки, противоположную слою высокотемпературного сверхпроводника. Провод включает в себя также электропроводящую структуру, которая по существу окружает сверхпроводниковую вставку провода. Электропроводящая структура включает в себя первую проводящую полосу и вторую проводящую полосу, причем сверхпроводниковая вставка провода проложена между первой и второй проводящими полосами и находится в электрическом контакте с ними. Электропроводящая структура также включает в себя по существу непористый электропроводящий наполнитель, который простирается между первой и второй проводящими полосами по длине сверхпроводниковой вставки провода.
В одном или более вариантах реализации первая и вторая проводящие полосы имеют ширину, которая больше, чем ширина сверхпроводникового узла провода.
В одном или более вариантах реализации эту сверхпроводниковую вставку провода по существу окружает слой проводящего материала.
Согласно одному аспекту изобретения, способ изготовления пластинчатого сверхпроводящего провода включает в себя обеспечение сверхпроводникового узла провода, имеющего некоторые длину и ширину. Этот узел содержит первую сверхпроводниковую вставку, имеющую первый слой высокотемпературного сверхпроводника, покрывающий первую подложку, и вторую сверхпроводниковую вставку, имеющую второй слой высокотемпературного сверхпроводника, покрывающий вторую подложку. Первая и вторая сверхпроводниковые вставки соединены своими соответствующими подложками. Способ включает в себя наслаивание (ламинирование) первого и второго слоев высокотемпературного сверхпроводника на соответствующие первую и вторую проводящие полосы с по существу непористым электропроводящим наполнителем. Способ включает в себя нанесение дополнительного наполнителя между первой и второй проводящими полосами вдоль длины сверхпроводникового узла провода, так что первая и вторая проводящие полосы и наполнитель вместе по существу окружают сверхпроводниковый узел провода.
В одном или более вариантах реализации способ включает в себя обеспечение связующего материала между первой и второй подложками. В одном или более вариантах реализации способ включает в себя обеспечение первого и второго смачивающих слоев на поверхности соответствующих первой и второй подложек, противоположной слою высокотемпературного сверхпроводника.
В одном или более вариантах реализации изобретения первый и/или второй слои сверхпроводника могут быть выполнены из оксида редкоземельного металла, щелочноземельного металла и меди. Также, между первым и/или вторым слоями сверхпроводника и одной или более соответствующими подложками может быть проложен буферный слой. Также, между электропроводящей структурой и соответствующим слоем сверхпроводника и в электрическом контакте с ними может быть проложен электропроводящий верхний слой.
В другом аспекте изобретения сверхпроводниковый узел провода включает в себя: первую сверхпроводниковую вставку, которая содержит первую подложку, первый буферный слой, покрывающий первую подложку, первый слой высокотемпературного сверхпроводника, покрывающий первый буферный слой, и верхний слой, покрывающий первый слой высокотемпературного сверхпроводника; и вторую сверхпроводниковую вставку, которая содержит вторую подложку, второй буферный слой, покрывающий вторую подложку, второй слой высокотемпературного сверхпроводника, покрывающий второй буферный слой, и верхний слой, покрывающий второй слой высокотемпературного сверхпроводника. Первая и вторая сверхпроводниковые вставки соединены своими соответствующими подложками.
Пластинчатые сверхпроводящие провода согласно одному или более вариантам реализации изобретения имеют высокую токонесущую способность и одновременно могут иметь улучшенное перераспределение тока, отличную изоляцию ВТСП-узла от окружающей среды и легкость применения по сравнению с известными до сих пор архитектурами проводов.
Выражение «ВТСП-вставка» предназначено обозначать многослойную структуру, включающую в себя подложку, один или более буферных слоев, слой ВТСП и верхний слой. Обычно в этой ВТСП-вставке слой ВТСП электрически изолирован от металлической подложки буферным(и) слоем(ями). Однако, если используются электропроводящие буферные слои, слой ВТСП может быть электрически связан с металлической подложкой. Альтернативно, электропроводящий верхний слой может находиться в контакте и со слоем ВТСП, и с подложкой, и обеспечивать электрический контакт между ними обоими.
Выражение «ВТСП-узел» предназначено обозначать структуру, которая включает в себя по меньшей мере одну ВТСП-вставку, но которая может необязательно включать в себя одну или более ВТСП-вставок и/или другие дополнительные слои.
Выражение «ВТСП-провод» или «ВТСП-лента» предназначено обозначать ВТСП-вставку или ВТСП-узел, которая(ый) включает в себя наружные структуру или покрытие, которые в общем придают структурную, термическую и/или электрическую стабилизацию ВТСП-вставке или ВТСП-узлу.
Выражение «герметизированный» предназначено означать по существу окруженный и по существу физически изолированный от окружающей среды. Выражение «герметизированный» может охватывать, но необязательно включать в себя, по существу полную непроницаемость для проникновения газа или жидкости при обычных условиях.
Краткое описание чертежей
Изобретение описывается со ссылкой на следующие чертежи, которые представлены исключительно в целях иллюстрации и которые не предназначены ограничивать изобретение.
Фиг.1 является видом в разрезе узла с двумя ВТСП-вставками, соединенными своими подложками.
Фиг.2A показывает провод с ВТСП-вставками, которые связаны друг с другом и наслоены и герметизированы между двумя проводящими полосами стабилизатора.
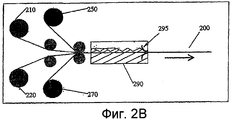
Фиг.2B показывает способ изготовления провода с ВТСП-вставками, которые связывают друг с другом и наслаивают и герметизируют между двумя проводящими полосами стабилизатора.
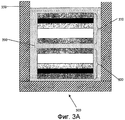
Фиг.3A показывает провод с двумя связанными ВТСП-вставками, которые герметизированы внутри трехстороннего проводящего желоба.
Фиг.3B показывает провод с альтернативным расположением двух связанных ВТСП-вставок, которые герметизированы внутри трехстороннего проводящего желоба.
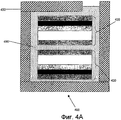
Фиг.4A показывает провод с двумя связанными ВТСП-вставками, которые герметизированы внутри четырехсторонней проводящей структуры.
Фиг.4B показывает провод с альтернативным расположением двух связанных ВТСП-вставок, которые герметизированы внутри четырехсторонней проводящей структуры.
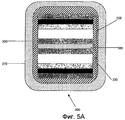
Фиг.5A показывает вид в разрезе провода с двумя связанными ВТСП-вставками, которые обернуты проводящей фольгой и затем покрыты припоем.
Фиг.5B показывает продольный вид провода с двумя связанными ВТСП-вставками, которые обернуты проводящей фольгой и затем покрыты припоем.
Фиг.6 показывает провод с двумя связанными ВТСП-вставками, на которые нанесено гальванопокрытие металлом и которые затем наслоены и герметизированы между двумя проводящими полосами стабилизатора.
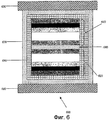
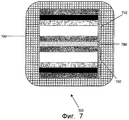
Фиг.7 является видом в разрезе другого варианта реализации настоящего изобретения, показывающим провод с двумя ВТСП-вставками, которые связаны своими подложками и герметизированы внутри электропроводящей структуры.
Фиг.8 является видом в разрезе другого варианта реализации настоящего изобретения, показывающим провод с одной ВТСП-вставкой и смачивающим слоем, герметизированными внутри электропроводящей структуры.
Фиг.9 иллюстрирует схему последовательности технологических операций в примерном процессе, применяющемся для изготовления ВТСП-вставки.
Подробное описание
Описаны высокотемпературные сверхпроводящие провода с электропроводящей наружной структурой. Эта проводящая наружная структура обладает признаками, помимо прочего, по существу герметизации провода и обеспечения электрического контакта от внешней части провода к ВТСП-вставке. Проводящая наружная структура может, кроме того, обладать признаком обеспечения электрического контакта между двумя ВТСП-вставками.
Многослойный ВТСП-узел по одному или более вариантам реализации изобретения показан в разрезе на Фиг.1. Следует отметить, что на этой и всех дальнейших чертежах размеры показаны не в масштабе. Узел 100 выполнен из двух ВТСП-вставок 110 и 120. Каждая из этих вставок изготовлена с использованием методов, известных в данной области техники, которые подробнее описываются ниже. Вставка 110 включает в себя металлическую подложку 160. По меньшей мере одна поверхность подложки 160 является биаксиально текстурированной, обеспечивая кристаллический шаблон для буферного слоя 150 и слоя 140 ВТСП. Один или более буферный слой(и) 150 находится над подложкой 160 и может содержать один или более слоев. В одном или более вариантах реализации буферный слой выполнен из электроизолирующего материала, хотя могут использоваться и электропроводящие материалы. Буферный слой выполнен, например, из инертного металла, оксида, цирконата, титаната, ниобата, нитрида, танталата, алюмината, купрата, манганата или рутената металла или редкоземельного элемента (например, Al2O3, CeO2, Y2O3, MgO, Gd2O3, титанат стронция, цирконат гадолиния, стабилизированный оксидом иттрия диоксид циркония, AlN, Si3N4, LaMnO4, La2Zr2O7 или La2-xCexZr2O7). Может использоваться любой материал или комбинация материалов, который(ая) обеспечивает подходящую текстуру для выращивания на ней кристалла ВТСП. Слой 140 ВТСП, находящийся над буферным слоем 150, может быть любым ВТСП-материалом. В одном или более вариантах реализации слой ВТСП включает в себя оксид редкоземельного металла, щелочноземельного металла и меди, такой как YBCO. Верхний слой 130 расположен над слоем 140 ВТСП и обеспечивает защиту слоя ВТСП от химического и механического повреждения. Верхний слой может быть напыленным Ag или другим инертным металлом. Вставка 120 может иметь идентичную или сходную структуру, включая подложку 160', один или более буферных слоев 150', слой 140' ВТСП и верхний слой 130'. Дальнейшие детали можно найти в принадлежащей тому же заявителю заявке на патент США № (будет добавлен), озаглавленной "Высокотемпературные сверхпроводящие провода и катушки", поданной в тот же день, что и данная заявка, и включенной сюда по ссылке во всей своей полноте.
Чтобы облегчить связывание ВТСП-вставок 110 и 120, предусматривается несколько разных подходов. Эти подходы могут быть легко осуществлены при изготовлении пластинчатых сверхпроводящих проводов и могут быть выгодными при изготовлении ВТСП-проводов большой длины. При одном подходе соответствующие подложки 160 и 160' могут быть необязательно покрыты соответствующими смачивающими слоями 170 и 170'. Эти смачивающие слои облегчают связывание каждой вставки с адгезивным слоем 180 и, следовательно, облегчают связывание одной вставки с другой. В одном или более вариантах реализации адгезивный слой 180 выполнен из припоя. Примерным припоем является Pb-Sn-Ag. При обработке на задних поверхностях металлических подложек (т.е. поверхностях, которые не обращены к буферному слою) может вырасти естественный оксидный слой, который является электрическим изолятором. Этот оксидный слой обычно не смачивает припой, т.е. не связывается с припоем. Неожиданно было обнаружено, что введение смачивающих слоев 170 и 170' серебра (Ag) на подложки 160 и 160' соответственно делает задние поверхности смачиваемыми, т.е. связывающимися с адгезивным слоем 180 припоя. Таким образом, связывание может быть выполнено припаиванием смачивающих слоев, которые связаны с поверхностями естественных оксидных слоев на подложках.
Стандартной операцией осаждения Ag является ионное распыление на постоянном токе. Поступательное перемещение ленты с пленочными проводниками через плазму в непрерывном режиме без ухудшения свойств сверхпроводников требует охлаждения ленты по мере того, как она проходит через плазму. Лента протягивается через охлаждающий блок, который размещен напротив мишени, чтобы как можно сильнее снизить максимальную температуру ленты при осаждении до уровня ниже ~200°C. Для адгезии слоя Ag на поверхности оксида может потребоваться приближение к мишени. Энергия, переданная от плазмы, вероятно, очищает поверхность осаждения in situ и осаждает ионы Ag с достаточной энергией удара для того, чтобы получить хороший физический контакт.
При другом подходе, подходящем для тех применений, где желателен особенно хороший электрический контакт между подложками, сначала могут быть удалены электроизолирующие естественные оксидные слои на подложках 160 и 160'. Это удаление может быть выполнено, например, травлением, электрополированием, ионным распылением или дробеструйной очисткой. Затем на соответствующие задние поверхности подложек 160 и 160' наносятся металлические смачивающие слои 170 и 170', например, Ag, Cu, Ni, Ti или TiN, чтобы предотвратить повторный рост естественного оксида на поверхностях подложек. Кроме того, эти смачивающие слои 170, 170' способствуют адгезии связующего слоя с поверхностью подложки. Затем адгезивный слой 180 припоя связывает вместе два эти узла. Однако для того чтобы получить электрический контакт между вставками, тщательного удаления естественного оксидного слоя не требуется. Как более подробно описывается ниже, электропроводящий материал, который необязательно окружает многослойный ВТСП-узел, может обеспечивать дополнительное перераспределение тока.
Хотя вариант реализации на Фиг.1 показывает использование припоя и смачивающих слоев Ag для связывания двух подложек, могут применяться и другие адгезивные схемы и материалы, в зависимости от желаемых рабочих характеристик провода. При другом подходе, подходящем для тех применений, где желательна электрическая изоляция подложек друг от друга, адгезивный слой 180 является, например, смолой, эпоксидной смолой или другим непроводящим материалом, а смачивающие слои 170 и 170' выбраны так, чтобы облегчать связывание между подложками 160, 160' и непроводящим адгезивным слоем. В этом случае может случиться, что некоторые из слоев являются проводящими, а другие слои - непроводящими. В тех применениях, где желательный адгезив смачивает задние поверхности подложек, смачивающие слои 170 и 170' могут быть полностью исключены. В этом случае адгезивный слой 180 напрямую контактирует с подложками 160 и 160'. При другом подходе, подходящем для тех применений, где не требуется ни электрического соединения, ни адгезии между подложками 160 и 160', например, в тех применениях, где по существу герметизация электропроводящим материалом обеспечивает достаточную структурную целостность проводу, смачивающие слои 170 и 170', а также адгезивный слой 180 могут быть исключены; в этом случае задние поверхности подложек 160 и 160' приводятся непосредственно в контакт друг с другом.
В варианте реализации, показанном на Фиг.1, адгезив 180 связывает вставку 110 со вставкой 120 по их соответствующим подложкам, образуя ВТСП-узел 100. В узле 100 верхние слои 130 и 130' обращены наружу, а подложки 160 и 160' являются центральными в узле 100. Эта конфигурация обеспечивает, например, эффективный электрический контакт с внешним источником тока и эффективное соединение длинных отрезков сверхпроводящего провода. Наружными поверхностями этого узла являются электропроводящие верхние слои 130 и 130'. Эти слои обеспечивают удобные электропроводящие пути тока к соответствующим слоям 140 и 140' ВТСП. Чтобы ввести ток в слои ВТСП, в любом месте на наружной поверхности узла может быть выполнено соединение между источником тока и узлом.
Фиг.2A показывает вариант реализации настоящего изобретения с проводом 200, который включает в себя две связанные ВТСП-вставки 210, 220, которые могут быть теми же самыми, как и описанные ранее, и проводящую наружную структуру. Проводящая наружная структура по существу окружает и герметизирует провод от окружающей среды и обеспечивает электрический контакт между двумя ВТСП-вставками, а также с наружным электрическим контактом. Проводящая наружная структура обеспечивает, кроме того, механическую, термическую и электрическую стабилизацию провода 200. Проводящая наружная структура включает в себя верхнюю и нижнюю проводящие полосы 250, 270 стабилизатора и электропроводящий непористый материал-наполнитель 290, например припой или другой легкоплавкий сплав или амальгаму, проводящий полимер или чистый металл, такой как In. Наполнитель 290 по существу окружает ВТСП-вставки 210, 220 и может также служить связующим слоем 180, показанным в ВТСП-узле 100 на Фиг.1. Как обсуждалось ранее, подложки 260, 260' могут быть покрыты соответствующими смачивающими слоями 230, 230', чтобы улучшить их связывание с наполнителем 290 (и друг с другом). Наполнитель 290 также связывает вставки 210, 220 с проводящими полосами 250, 270 стабилизатора у наружных поверхностей ВТСП-вставок. Наполнитель 290 соединяет мостиком толстых слоев полосы 250, 270 по бокам провода, чтобы тем самым завершить изоляцию ВТСП-узла от окружающей среды и по существу полностью заключить ВТСП-узел в проводящую структуру.
Иногда в слое ВТСП могут присутствовать дефекты, которые вызывают соответствующее повышение сопротивления (и нагревание) этого слоя во время применения провода. В этом случае может быть полезным направить в обход, или шунтировать, часть тока или весь ток в другой слой ВТСП. Это приведет к более однородному проводнику с проводимостью, которая не сильно меняется по длине провода. Это особенно полезно, когда рабочий ток значительно ниже критического тока, что является обычной практикой при работе сверхпроводящих устройств. В качестве способа реализации нескольких слоев ВТСП в одном проводе для обеспечения резервных сверхпроводящих путей тока рассматривалась двухслойная структура ВТСП, использующая одну подложку с двумя слоями ВТСП, которые нанесены на противоположные стороны этой подложки. Однако недостатком структуры такого рода является слишком сложный процесс изготовления с ограниченной гибкостью, в том что касается состава двух слоев ВТСП и электрических взаимосвязей между ними. Напротив, варианты реализации настоящего изобретения, в которых имеются две ВТСП-вставки, наслоенные друг на друга своими подложками, предполагают преимущества легкости изготовления, а также легкости подстройки структур к конкретному желаемому применению.
В проводе 200 наполнитель 290 обеспечивает электрическое соединение между ВТСП-вставками 210, 220. В сущности, наполнитель 290 ведет себя как электропроводка или мост. Хотя наполнитель 290 является проводящим, когда через провод 200 течет ток, этот ток обычно будет течь по пути наименьшего сопротивления, который проходит через одну или обе ВТСП-вставки 210, 220. Однако, если одна из ВТСП-вставок 210, 220 имеет дефект, который повышает ее сопротивление в некоторой области, ток сможет потечь через наполнитель 290 в другую ВТСП-вставку. Наполнитель 290 имеет более высокое сопротивление, чем ВТСП-вставки 210, 220, так что ток передается между вставками на протяжении некоторой вычисляемой длины (например, в несколько сантиметров) провода. Конечным результатом передачи является то, что ток может продолжать течь по пути низкого сопротивления, т.е. через другую ВТСП-вставку. Если возникает дефект в другой области этой вставки, то ток снова может перейти обратно в другую вставку, для которой наличие дефекта в том же самом месте уже маловероятно. Наличие резервных путей электрического тока улучшает электрическую стабильность провода. Токонесущая способность провода 200 намного менее чувствительна к локальным дефектам в любой из ВТСП-вставок 210, 220, чем было бы в случае единственной вставки, когда ток вынужден был бы течь через участок высокого сопротивления провода.
Обеспечение электрического соединения между ВТСП-вставками 210, 220 с помощью наполнителя 290 также повышает токонесущую способность провода 200 по сравнению со случаем единственной вставки или двух изолированных вставок. Повышаются и критический ток, Ic, и техническая (полная) плотность критического тока, Je. Наполнитель 290 обеспечивает средство введения электрического тока в одну или обе ВТСП-вставки 210, 220. Благодаря простому контакту источника тока с наполнителем 290 ток течет через наполнитель в ВТСП-вставки. Так как наполнитель 290 находится в контакте с проводящими полосами 250, 270 стабилизатора, установление контакта источника тока с одной или обеими полосами 250, 270 также вводит ток в одну или обе ВТСП-вставки 210, 220.
Материал 290 выбирается так, чтобы он был непористым; в одном или более вариантах реализации он обладает достаточной прочностью и нанесен с достаточной толщиной для того, чтобы по существу окружить и герметизировать провод 200. Это делает ВТСП-вставки 210 и 220 по существу непроницаемыми для загрязнений факторами окружающей среды, которые могут ухудшить электрические характеристики вставок. Наполнитель 290 может также в существенной степени предотвращать проникновение в узлы окружающих криогенных жидкостей, которые могут образовать пузыри, потенциально способные механически повредить ВТСП-вставки. Толстое покрытие из наполнителя 290 по бокам провода 200 также повышает механическую прочность провода и может помочь предотвратить расслоение провода 200 из-за изгиба или других источников потенциального повреждения. Материал 290 повышает термическую стабильность провода за счет обеспечения дополнительной теплоемкости.
Полосы 250 и 270 стабилизатора еще больше повышают механическую, электрическую и термическую стабильность провода 200. Полосы 250, 270 могут быть одинаковыми или разными, в зависимости от желаемых характеристик результирующего провода. Толщина полос может варьироваться в широком интервале примерно 0,01-2 мм, в зависимости от желаемого применения. Для сверхпроводящих кабелей толщина обычно составляет 0,05-0,075 мм. В случае применения с ограничителем тока повреждения толщина стабилизатора может составлять до 1 мм или больше. Материал, использующийся для полос 250 и 270, выбирают для придания проводу 200 надлежащей электрической, термической и механической стабильности для желаемого применения. Полосы 250 и 270 обычно являются гибким проводящим материалом, например металлом, таким как, например, алюминий, медь, серебро, никель, железо, нержавеющая сталь, алюминиевый сплав, медный сплав, серебряный сплав, никелевый сплав, никель-вольфрамовый сплав или железный сплав. Для большинства применений предпочтителен металл с высокой проводимостью, такой как медь. Для применения с ограничителем тока повреждения предпочтителен механически прочный сплав с высоким удельным сопротивлением, такой как нержавеющая сталь.
В некоторых вариантах реализации полосы 250 и 270 стабилизатора имеют ширину, которая больше, чем ширина ВТСП-вставок 210 и 220. Эта избыточная ширина, или свес, позволяет формировать слои или кромки наполнителя 290 по бокам провода за счет капиллярного действия. В предпочтительном варианте реализации кромки имеют вогнутый профиль относительно края провода. Поскольку такие кромки образованы за счет капиллярного действия, толщина кромки определяется избыточной шириной полос 250, 270 по сравнению с шириной ВТСП-узлов 210, 220. Обычно ширина полос 250, 270 находится в пределах диапазона на 0,01-2 мм больше, чем ширина ВТСП-узлов 210, 200. Например, при ширине сверхпроводящих вставок 4,0 или 4,1 мм могут использоваться полосы стабилизатора шириной примерно 4,3 мм. Кромки могут улучшать механическую прочность и долговечность провода 200. Более широкая кромка повышает прочность, но снижает техническую плотность критического тока. Оптимально выполненный провод будет иметь достаточную ширину наполнителя, чтобы отвечать механическим требованиям, но не намного больше. Типичная ширина отдельной кромки варьируется в диапазоне 0,025-0,2 мм, но может быть больше или меньше (например, 0,005-1 мм), чтобы удовлетворять особым требованиям к прочности или техническому критическому току.
Наряду с другими причинами, толстые кромки наполнителя 290 повышают механическую прочность провода 200, так как подложки 260, 260' могут плохо связываться с припоем из-за их окисления при обработке вставок, как описано ранее. Хотя на поверхностях подложек для улучшения их связываемости с припоем могут быть осаждены смачивающие слои (например, 230, 230'), осаждение такого покрытия по бокам провода, например, на открытые края многослойных ВТСП-вставок 210, 220 может быть непрактичным из-за повышенных производственных затрат. Однако толстые кромки наполнителя 290 могут быть нанесены по бокам провода 200 так, чтобы наполнитель в достаточной степени прилипал к другим (не к подложке) слоям многослойного узла и имел достаточную прочность, чтобы не отслаиваться с боков подложки. Некоторые материалы, используемые в качестве наполнителя 290, например припои Sn-Pb-Ag, существенно упрочняются (до трех раз) при охлаждении от комнатной температуры до 77 K, и их вклад в общую прочность может быть значительным.
Подбирая свес полос 250, 270 стабилизатора над ВТСП-вставками 210, 220, можно получить кромку подходящей толщины. Как типичный пример иллюстрацией может служить следующий провод: проводник шириной 40 мм, после завершения всех этапов осаждения и реакций буфера и сверхпроводника, покрывают по обеим сторонам слоем Ag толщиной 0,003 мм, используя осаждение ионным распылением. Проводник шириной 40 мм продольно нарезают при перемотке с бобины на бобину на восемь вставок шириной 4,1 мм. Каждую вставку в процессе ламинирования с перематыванием с бобины на бобину наслаивают на полосу медного стабилизатора 155 размером 0,05×4,3 мм с обеих сторон, используя припой Sn-Pb, к которому может быть добавлено немного Ag. Полученный в результате провод варьируется по ширине в диапазоне 4,3-4,4 мм. Ширина кромки припоя составляет в среднем примерно 0,15-0,2 мм.
Провод 200 может быть изготовлен так, как показано на Фиг.2B. ВТСП-вставки провода изготавливают в виде широких (например, шириной примерно от 4 до 10 см) многослойных полос и затем нарезают продольно на несколько узких (например, примерно 10 полос шириной примерно 0,4 см из полосы шириной 4 см) полос, которые образуют ВТСП-вставки 210, 220. Проводящие полосы 250, 270 стабилизатора могут быть шире, чем ширина узкой ВТСП-полосы, чтобы полосы стабилизатора выступали с обеих сторон ВТСП-полосы. После продольного нарезания формируют провод, соединяя узкие полосы 210, 220 ВТСП-вставок с полосами 250, 270 стабилизатора в ванне наполнителя 290. Например, многослойные ВТСП-вставки 210, 220 могут подаваться в ванну наполнителя с бобин. Полосы 250, 270 стабилизатора могут сматываться с бобин, находящихся выше и ниже подающих бобин с ВТСП-вставками 210, 220, так что отрезки материала образуют послойную конфигурацию. Наполнитель одновременно окружает ВТСП-вставки 210, 220, а также наслаивает их на проводящие полосы 250, 270 стабилизатора. Головка 295 группирует и объединяет вставки 210, 220 и полосы 250, 270 стабилизатора в один сверхпроводящий провод 200. При наслаивании полос стабилизатора на провод после изготовления и продольного нарезания ВТСП-вставок полосы стабилизатора можно легко сделать более широкими, чем вставки. Признак свисания (выступания) облегчает капиллярное затекание припоя между верхней и нижней полосами 250, 270 стабилизатора, обеспечивая толстые, механически прочные кромки наполнителя 290 по бокам провода.
Фиг.3A показывает другой вариант реализации настоящего изобретения с проводом 300, который включает в себя ВТСП-узел, содержащий две связанные ВТСП-вставки 310, 320, которые могут быть теми же самыми, как и описанные ранее, и проводящую наружную структуру. Проводящая наружная структура включает в себя первый компонент 350, покрывающий 3 стороны ВТСП-узла, например, трехстенный желоб, который может быть сборным, отдельной деталью или состоять из нескольких деталей, и электропроводящий непористый наполнитель 390. Наполнитель 390, например, припой, окружает вставки 310, 320 и связывает их вместе по их подложкам, как описано ранее. Наполнитель 390 обеспечивает путь электрического тока между трехсторонним компонентом 350 и ВТСП-вставками 310, 320, а также между вставками. Наполнитель 390 герметизирует вставки 310, 320 в трехстороннем компоненте 350.
Трехсторонний компонент 350 выполнен из гибкого проводящего материала, например, металла, например, алюминия, меди, серебра, никеля, железа, нержавеющей стали, алюминиевого сплава, медного сплава, серебряного сплава, никелевого сплава, никель-вольфрамового сплава или железного сплава. Как описано выше для полос 250 и 270 стабилизатора на Фиг.2A, материал для трехстороннего компонента 350 выбирают так, чтобы придать проводу электрическую, термическую и механическую стабильность для желаемого применения. Стенки трехстороннего компонента могут иметь толщину, например, 0,0001-0,5 мм, и могут быть толще в зависимости от желаемого применения (например, 0,0001-1 мм). Трехсторонний компонент 350 имеет ширину, которая больше, чем ширина вставок 310 и 320, и глубину, которая больше, чем толщина ВТСП-узла. Это позволяет достаточно толстому слою наполнителя 390 по существу окружать узел со всех сторон и по существу герметизировать провод 300. Провод 300 изготавливают, сначала обеспечивая ВТСП-вставки 310, 320, которые могут быть продольно нарезаны из широких полос, как описано выше. Затем в ванне наполнителя 390, например, припоя вставки 310, 320 одновременно связывают друг с другом, окружают наполнителем 390, вставляют в трехсторонний компонент 350 и герметизируют в этом трехстороннем компоненте.
Фиг.3B показывает провод с альтернативным расположением двух связанных ВТСП-вставок 310', 320', которые могут быть теми же самыми, как и описанные ранее, и которые герметизированы внутри трехстороннего компонента 350'. Электропроводящий непористый наполнитель 390', например, припой по существу окружает вставки 310' и 320' и связывает их вместе по их подложкам. Наполнитель 390' обеспечивает путь электрического тока к ВТСП-вставкам и между ВТСП-вставками 310', 320'. Наполнитель 390' герметизирует вставки 310', 320' в трехстороннем компоненте 350, который может быть тем же, какой описан ранее. В этом проводе трехсторонний компонент 350' имеет ширину, которая больше, чем толщина узла, и глубину, которая больше, чем ширина узла. Это позволяет достаточно толстому слою наполнителя 390' по существу окружать узел со всех сторон и по существу герметизировать провод 300'. Провод 300' может быть изготовлен так, как описано в связи с Фиг.3A.
Фиг.4A показывает провод 400 с ВТСП-вставками 410, 420, которые могут быть теми же самыми, как и описанные ранее, и которые герметизированы внутри четырехстенной структуры 450, которая может обеспечить дополнительную механическую стабильность по сравнению с трехстенным желобом Фиг.3A и 3B. Электропроводящий непористый наполнитель 490, например, припой окружает вставки 410, 420 и связывает их вместе по их подложкам, как описано ранее. Наполнитель 490 обеспечивает путь электрического тока к ВТСП-вставкам и между ВТСП-вставками 410, 420. Наполнитель 490 герметизирует вставки 410, 420 в четырехстенной структуре 450. Внутренние размеры структуры 450 больше, чем соответствующие размеры связанных ВТСП-вставок 410 и 420. Это позволяет достаточно толстому слою припоя по существу окружать вставки со всех сторон и по существу герметизировать провод 400. Провод 400 может быть изготовлен путем обеспечения сначала ВТСП-вставок, которые могут быть продольно нарезаны из широких полос, как описано ранее. Одну из стенок структуры 450 оставляют открытой, чтобы оставить достаточное место для приема ВТСП-вставок 410 и 420. Затем в ванне с припоем вставки одновременно вставляют в структуру 450, связывают вместе и окружают припоем. Открытую стенку структуры 450 затем механически подгибают, охватывая вставки и припой. Как можно видеть на этом чертеже, зазор, оставшийся от сгибания, заполняет припой.
Фиг.4B показывает провод 400' с альтернативным расположением двух связанных ВТСП-вставок 410', 420', которые могут быть теми же самыми, как и описанные выше, и которые герметизированы внутри четырехстенной структуры 450'. Электропроводящий непористый наполнитель 490', например, припой окружает вставки 410', 420' и связывает их по их подложкам, как описано ранее. Наполнитель 490' обеспечивает путь электрического тока к ВТСП-вставкам и между ВТСП-вставками 410', 420'. Наполнитель 490' герметизирует вставки 410', 420' в четырехстенной структуре 450'. Внутренние размеры структуры 450' больше, чем соответствующие размеры связанных ВТСП-вставок 410', 420'. Это позволяет достаточно толстому слою припоя окружить вставки со всех сторон и герметизировать структуру. Провод 400' может быть изготовлен так, как описано в связи с Фиг.4A.
В другом варианте реализации, показанном в разных проекциях на Фиг.5A и 5B, вокруг ВТСП-узла обернута тонкая проводящая фольга. В поперечном разрезе Фиг.5A адгезив 580 связывает ВТСП-вставки 510, 520, которые могут быть теми же самыми, как и описанные ранее. Проводящая фольга 590 плотно и непрерывно (сплошным образом) обернута вокруг связанных вставок. Это приводит фольгу 590 в хороший электрический контакт со вставками 510, 520 и обеспечивает тракт для электрического соединения между вставками. Как можно видеть на Фиг.5B, каждый последовательный виток фольги 590' вокруг вставок 510', 520' перекрывается с предыдущим витком, обеспечивая герметизацию вокруг провода. Толщина фольги может варьироваться в широком диапазоне, в зависимости от применения, например, лежать в интервале 0,0001-0,5 мм. Сверху фольги 590 накладывается по существу непористый уплотнитель 570. Уплотнитель 570 может быть электропроводящим материалом, и в этом случае уплотнитель 570 и фольга 590 вместе обеспечивают путь электрического тока с внешней стороны провода к ВТСП-вставкам 510, 520. В другом варианте реализации уплотнитель 570 может быть по существу непористым непроводящим материалом, и в этом случае наружная часть провода 500 электрически изолирована. В этом случае, чтобы выполнить проводящее соединение от внешней стороны провода 500 к ВТСП-вставкам 510, 520, уплотнитель 570 должен быть снят. Это дает доступ к проводящей фольге 590, которая находится в электрическом контакте с ВТСП-вставками 510, 520. Провод 500 может быть изготовлен путем обеспечения и связывания ВТСП-вставок 510, 520, как описано ранее, а затем механического обертывания проводящей фольги 590 вокруг получившегося узла. Затем провод 500 можно провести через ванну уплотнителя 570, например, припоя, который по существу окружает и герметизирует провод 500.
В другом варианте реализации, показанном на Фиг.6, провод 600 включает в себя две ВТСП-вставки 610, 620, которые связаны клеем 680 и которые могут быть теми же самыми, как и описанные ранее, слой 690 и двухленточную структуру, подобную той, которая показана на Фиг.2A. Слой 690 по существу окружает и обеспечивает электрический контакт между 610, 620, 680. Слой 690 является, например, металлическим покрытием, которое осаждено на узел 610, 620, 680. Примерами металлов, которые могут быть осаждены на этот узел, являются Cu, Ag, Ti, TiN и Sn. Альтернативно, слой 690 является, например, покрытием из проводящего полимера, содержащего металлический порошок полимера или проводящего клея, что дает в результате проводящую среду. Какое бы покрытие не было выбрано, проводящие полосы 650, 660 стабилизатора наслаивают на этот узел с помощью наполнителя 670, как описано для провода, показанного на Фиг.2. Наполнитель 670 может быть тем же, что описанный в связи с Фиг.2. Полосы 650, 660 стабилизатора вместе с наполнителем 670 обеспечивают проводу 600 структурную, термическую и электрическую целостность выше той, которая обеспечивается слоем 690. Так как провод 600 имеет много особенностей, которые усиливают его прочность и долговечность, он подходит для применения в суровых условиях окружающей среды или при чрезмерном механическом напряжении. Покрытый узел 610, 620, 680, 690 может также быть введен в любой из вышеописанных вариантов реализации для применений, требующих дополнительной стабильности.
В одном или более вариантах реализации настоящего изобретения, как показано на Фиг.7, провод включает в себя две ВТСП-вставки 710, 720, которые связаны клеем 780 и могут быть теми же самыми, как и описанные ранее, и электропроводящий слой 790. Слой 790 может по существу окружать и герметизировать ВТСП-узел 710, 720, 780. Слой 790 обеспечивает электрический контакт между ВТСП-вставками 710, 720. Слой 790 может быть осажденным металлическим покрытием. Металл может быть осажден способом гальванопокрытия, способом спекания металлического порошка или способом нанесения покрытия методом химического восстановления. Способы гальванопокрытия, спекания металлического порошка или нанесения покрытия методом химического восстановления хорошо известны. Примерами металлов, которые могут быть осаждены на узел 710, 720, 780, являются Cu, Ag, Ti, TiN и Sn. В других вариантах реализации слой 790 является проводящим полимером или полимером, содержащим металлический порошок. Полимерные покрытия могут наноситься посредством процесса покрытия погружением при перемотке с бобины на бобину и отверждения, с расположенными на линии фильерами или скребками для регулирования толщины полимерного слоя. Для слоя 790 могут использоваться и другие типы проводящих материалов. Эти материалы обладают свойством обеспечения хорошего электрического контакта между ВТСП-вставками 710, 720 и/или между ВТСП-вставками 710, 720 и внешним проводящим контактом. Эти материалы также могут быть по существу непористыми и могут быть нанесены с толщиной, достаточной для того, чтобы по существу окружать и герметизировать получаемый в результате провод 700.
Хотя описанные выше варианты реализации являются проводами, включающими в себя ВТСП-вставки, которые связаны друг с другом своими подложками и вставлены внутрь разного рода наружных структур, для использования в любом из описанных проводов могут быть предусмотрены и другие ВТСП-узлы. Например, в одном или более вариантах реализации покрытый провод 700 на Фиг.7 сам может быть вставлен в одну или более из описанных наружных проводящих структур.
Описываемые здесь новые смачивающие слои, которые применяются в сочетании с несколькими ВТСП-вставками, могут также использоваться для получения отдельных ВТСП-вставок, имеющих электропроводящую наружную структуру. В одном или более вариантах реализации один единственный ВТСП-узел может быть вставлен в одну или более из вышеописанных наружных структур. Обращаясь к Фиг.8, провод 800 включает в себя ВТСП-вставку 810, которая может быть такой же самой, как и описанная ранее. Провод 800 включает в себя также наружную структуру 890, причем наружная структура 890 представляет собой наружную проводящую структуру из любого варианта реализации, показанного на Фиг.2-7. ВТСП-вставка 810 включает в себя подложку 860, буферный слой 850, слой 840 ВТСП и верхний слой 830, которые могут иметь те же компоненты и характеристики, что и вставка 110 в конфигурации, показанной на Фиг.1. Вставка 810 имеет также смачивающий слой 870, который осажден на подложку 860. В этом случае смачивающий слой 870 выбирают так, что он делает возможной хорошую адгезию между подложкой 860 и наружной структурой 890. Наружная структура 890 находится в электрическом контакте со слоем 840 ВТСП. Таким образом, при простом установлении контакта источника тока с наружной структурой 890 ток потечет в слой ВТСП. Наружная структура 890 по существу окружает и герметизирует ВТСП-вставку 810.
Хотя описанные провода содержат ВТСП-вставки и узлы, имеющие подложку, один или более буферных слоев, оксидный сверхпроводник на основе редкоземельного металла и верхний слой, провода не ограничены использованием определенных видов сверхпроводниковых вставок или узлов. Может использоваться ВТСП-узел любого типа при условии, что он содержит слой ВТСП. Например, вместо проводящих полос стабилизатора может применяться стабилизатор сетчатого типа, имеющий низкую проводимость в направлении утка (перпендикулярно оси провода) и высокую проводимость в направлении основы (вдоль оси провода). Этот тип стабилизатора обладает преимуществом уменьшения потерь на вихревые токи при применениях на переменном токе. Дальнейшие детали подходящих стабилизаторов сетчатого типа можно найти в принадлежащей тому же заявителю заявке на патент США с регистрационным номером 60/667001, озаглавленной "Стабилизатор сетчатого типа для нитевидных пленочных сверхпроводников", которая включена сюда по ссылке во всей своей полноте.
Фиг.9 показывает схему последовательности технологических операций примерного процесса, применяющегося для изготовления ВТСП-провода в соответствии с различными вариантами реализации настоящего изобретения. На первой установке 910 подложку провода обрабатывают для получения биаксиальной текстуры. Предпочтительно, поверхность подложки имеет относительно хорошо определенную кристаллографическую ориентацию. Например, поверхность может быть биаксиально текстурированной поверхностью (например, поверхностью (113)[211]) или поверхностью с кубической текстурой (например, поверхность (100)[011] или поверхность (100)[001]). Предпочтительно, пики на полюсном чертеже рентгеновской дифракции поверхности имеют полную ширину на полувысоте менее примерно 20° (например, менее примерно 15°, менее примерно 10° или от примерно 5° до примерно 10°).
Такая поверхность может быть получена, например, прокаткой и отжигом. Поверхности могут также быть получены с использованием вакуумных процессов, таких как осаждение с помощью ионных пучков, осаждение на наклонную подложку и другие вакуумные методы, известные в данной области для образования биаксиально текстурированной поверхности, например, на стохастически ориентированной поликристаллической или аморфной поверхности. В некоторых вариантах реализации (например, когда используется осаждение с помощью ионных пучков) поверхность подложки не нужно текстурировать (например, поверхность может быть стохастически ориентированной поликристаллической поверхностью, или же поверхность может быть аморфной).
Подложка может быть образована из любого материала, способного нести пакет буферных слоев и/или слой сверхпроводникового материала и способного обеспечивать механические свойства, требуемые для конечного провода. Примеры материалов, которые могут применяться в качестве подложек, включают, например, металлы и/или сплавы, такие как никель, серебро, медь, цинк, алюминий, железо, хром, ванадий, палладий, молибден и/или их сплавы. В некоторых вариантах реализации подложка может быть образована из суперсплава. В некоторых вариантах реализации подложка может быть в форме объекта, имеющего относительно большую площадь поверхности (например, проволока или пластина). В этих вариантах реализации подложка предпочтительно образована из относительно гибкого материала.
В некоторых из этих вариантов реализации подложка является бинарным сплавом, который содержит два из следующих металлов: медь, никель, хром, ванадий, алюминий, серебро, железо, палладий, молибден, вольфрам, золото и цинк. Например, бинарный сплав может быть образован из никеля и хрома (например, никель и самое большее 20 атомных процентов хрома, никель и от примерно пяти до примерно 18 атомных процентов хрома, или никель и от примерно 10 до примерно 15 атомных процентов хрома). В качестве другого примера, бинарный сплав может быть образован из никеля и меди (например, медь и от примерно пяти до примерно 45 атомных процентов никеля, медь и от примерно 10 до примерно 40 атомных процентов никеля, или медь и от примерно 25 до примерно 35 атомных процентов никеля). В качестве следующего примера, бинарный сплав может содержать никель и вольфрам (например, от примерно одного атомного процента вольфрама до примерно 20 атомных процентов вольфрама, от примерно двух атомных процентов вольфрама до примерно 10 атомных процентов вольфрама, от примерно трех атомных процентов вольфрама до примерно семи атомных процентов вольфрама, примерно пять атомных процентов вольфрама). Кроме того, бинарный сплав может содержать относительно небольшие количества примесей (например, менее примерно 0,1 атомного процента примесей, менее примерно 0,01 атомного процента примесей или менее примерно 0,005 атомного процента примесей). Предпочтительным материалом для подложки является Ni с 5 мас.% W.
В некоторых из этих вариантов реализации подложка содержит более двух металлов (например, трех- или четырехкомпонентный сплав). В некоторых из этих вариантов реализации сплав может содержать один или более оксидообразователей (например, Mg, Al, Mo, V, Ta, Ti, Cr, Ga, Ge, Zr, Hf, Y, Si, Pr, Eu, Gd, Tb, Dy, Ho, Lu, Th, Er, Tm, Be, Ce, Nd, Sm, Yb и/или La, причем предпочтительным оксидообразователем является Al), а также два из следующих металлов: медь, никель, хром, вольфрам, ванадий, алюминий, серебро, железо, палладий, молибден, золото и цинк. В некоторых из этих вариантов реализации сплав может содержать два из следующих металлов: медь, никель, хром, вольфрам, ванадий, алюминий, серебро, железо, палладий, молибден, золото и цинк, и может по существу не содержать никаких из вышеупомянутых оксидообразователей.
В вариантах реализации, в которых сплавы содержат оксидообразователь, эти сплавы могут содержать по меньшей мере примерно 0,5 атомного процента оксидообразователя (например, по меньшей мере примерно один атомный процент оксидообразователя, или по меньшей мере примерно два атомных процента оксидообразователя) и самое большее примерно 25 атомных процентов оксидообразователя (например, самое большее примерно 10 атомных процентов оксидообразователя или самое большее примерно четыре атомных процента оксидообразователя). Например, сплав может включать в себя оксидообразователь (например, по меньшей мере примерно 0,5 атомного процента алюминия), от примерно 25 атомных процентов до примерно 55 атомных процентов никеля (например, от примерно 35 атомных процентов до примерно 55 атомных процентов никеля, или от примерно 40 атомных процентов до примерно 55 атомных процентов никеля), а остальное составляет медь. В качестве другого примера, сплав может включать в себя оксидообразователь (например, по меньшей мере примерно 0,5 атомного процента алюминия), от примерно пяти атомных процентов до примерно 20 атомных процентов хрома (например, от примерно 10 атомных процентов до примерно 18 атомных процентов хрома или от примерно 10 атомных процентов до примерно 15 атомных процентов хрома), а остальное составляет никель. Сплавы могут включать в себя относительно малые количества дополнительных металлов (например, менее примерно 0,1 атомного процента дополнительных металлов, менее примерно 0,01 атомного процента дополнительных металлов или менее примерно 0,005 атомного процента дополнительных металлов).
Подложка, образованная из сплава, может быть получена, например, путем соединения компонентов в порошковой форме, плавления и охлаждения или, например, путем диффузии порошковых компонентов в твердом состоянии. Затем сплав может быть отформован путем деформационного текстурирования (например, отжиг и прокатка, обжим, экструзия и/или волочение) с получением текстурированной поверхности (например, биаксиально текстурированной или кубически текстурированной). Альтернативно, компоненты сплава могут быть собраны стопкой в конфигурацию типа рулета, а затем подвергнуты деформационному текстурированию. В некоторых вариантах реализации материал с относительно низким коэффициентом теплового расширения (например, Nb, Mo, Ta, V, Cr, Zr, Pd, Sb, NbTi, интерметаллид, такой как NiAl или Ni3Al, или их смеси) может быть отформован в стержень и вставлен в сплав перед деформационным текстурированием.
В некоторых вариантах реализации образование стабильного оксида на поверхности может сдерживаться до тех пор, пока на биаксиально текстурированной поверхности сплава не будет образован первый эпитаксиальный (например, буферный) слой, используя промежуточный слой, осажденный на поверхности подложки. Промежуточные слои включают такие эпитаксиальные слои металла или сплава, которые не образуют поверхностных оксидов при воздействии на них условий, устанавливаемых PO2 и температурой, требуемыми для начального роста эпитаксиальных буферных пленочных слоев. Кроме того, буферный слой действует как барьер для предотвращения миграции элемента(ов) подложки к поверхности промежуточного слоя и образования оксидов во время начального роста эпитаксиального слоя. Ожидается, что если бы такой промежуточный слой отсутствовал, то один или более элементов подложки образовывал(и) бы термодинамически стабильный(е) оксид(ы) у поверхности подложки, который(е) мог(ли) бы заметно помешать осаждению эпитаксиальных слоев, например, из-за отсутствия текстуры в этом оксидном слое.
Типичные промежуточные металлические слои включают никель, золото, серебро, палладий и их сплавы. Дополнительные металлы или сплавы могут включать сплавы никеля и/или меди. Эпитаксиальные пленки или слои, осажденные на промежуточный слой, могут включать оксиды, халькогениды, галогениды и нитриды металлов. В некоторых вариантах реализации промежуточный металлический слой не окисляется в условиях осаждения эпитаксиальной пленки.
Нужно принимать меры для того, чтобы осаждаемый промежуточный слой полностью не вошел или полностью не продиффундировал в подложку до того, как зародышеобразование и рост начальной структуры буферного слоя вызовет образование эпитаксиального слоя. Это означает, что после выбора металла (или сплава) по надлежащим характеристикам, таким как коэффициент диффузии в сплаве подложки, термодинамическую стабильность по отношению к окислению в реальных условиях роста эпитаксиального буферного слоя и соответствие параметров решетки с эпитаксиальным слоем, толщину осажденного металлического слоя с учетом следует приспособить к условиям осаждения эпитаксиального слоя, в частности к температуре.
Осаждение промежуточного металлического слоя может быть проведено в вакуумном процессе, таком как испарение или распыление, или электрохимическими способами, такими как гальванопокрытие (с электродами или без электродов). Эти осажденные промежуточные металлические слои могут быть или не быть эпитаксиальными после осаждения (в зависимости от температуры подложки при осаждении), но эпитаксиальная ориентация может быть получена позднее при термообработке после осаждения.
В некоторых вариантах реализации на поверхности подложки или промежуточного слоя может образовываться сера. Сера может образовываться, например, при воздействии на промежуточный слой газовой среды, содержащей источник серы (например, H2S, танталовую фольгу или серебряную фольгу) и водорода (например, водород или смесь водорода и инертного газа, такую как газовая смесь 5% водорода/аргона) в течение некоторого периода времени (например, от примерно 10 секунд до примерно одного часа, от примерно одной минуты до примерно 30 минут, от примерно пяти минут до примерно 15 минут). Это может проводиться при повышенной температуре (например, при температуре от примерно 450°C до примерно 1100°C, от примерно 600°C до примерно 900°C, 850°C). Давление водорода (или смеси водород/инертный газ) может быть относительно низким (например, менее примерно одного Торра, менее примерно 1·10-3 Торр, менее примерно 1·10-6 Торр) или относительно высоким (например, выше примерно 1 Торр, выше примерно 100 Торр, выше примерно 760 Торр).
Не желая быть связанным теорией, полагают, что воздействие источника серы на текстурированную поверхность подложки в таких условиях может привести к образованию сверхструктуры (например, сверхструктуры c (2×2)) серы на текстурированной поверхности подложки. Полагают также, что эта сверхструктура может быть эффективной в отношении стабилизации (например, химической и/или физической стабилизации) поверхности промежуточного слоя.
Хотя был описан один подход к образованию сверхструктуры серы, могут также применяться и другие способы образования таких сверхструктур. Например, сверхструктура серы (например, S c (2×2)) может быть образована путем нанесения подходящего органического раствора на поверхность промежуточного слоя при нагреве до соответствующей температуры в соответствующей газовой среде. Далее, хотя было описано образование сверхструктуры серы на поверхности промежуточного слоя, полагают, что в отношении стабилизации (например, химической и/или физической стабилизации) поверхности могут быть эффективны также и другие сверхструктуры. Например, полагают, что сверхструктура кислорода, сверхструктура азота, сверхструктура углерода, сверхструктура калия, сверхструктура цезия, сверхструктура лития или сверхструктура селена, осажденные на этой поверхности, могут быть эффективными в отношении улучшения стабильности поверхности.
На второй технологической установке 920 на текстурированной подложке формируют буферный слой путем эпитаксиального роста на текстурированной металлической поверхности. Альтернативно, буферный слой может быть образован на поликристаллической, стохастически текстурированной металлической поверхности, используя осаждение с помощью ионных пучков (IBAD). В этом методе материал буферного слоя испаряют, используя, например, электронно-лучевое испарение, осаждение распылением или импульсное лазерное осаждение, при этом пучок ионов (например, пучок ионов аргона) направляют на гладкую аморфную поверхность подложки, на которой осаждается испаренный материал буферного слоя.
Например, буферный слой может быть образован осаждением с помощью ионных пучков путем испарения материала буферного слоя, имеющего структуру типа каменной соли (например, такой материал со структурой каменной соли, как оксид, в том числе MgO, или нитрид) на гладкую аморфную поверхность подложки (например, поверхность, имеющую среднеквадратичную шероховатость меньше примерно 100 Ангстрем), так что материал буферного слоя имеет поверхность с существенной упорядоченностью (например, примерно 13° или меньше) как в плоскости, так и вне плоскости.
Условия, используемые при осаждении материала буферного слоя, могут включать, например, температуру подложки от примерно 0°C до примерно 750°C (например, от примерно 0°C до примерно 400°C, от примерно комнатной температуры до примерно 750°C, от примерно комнатной температуры до примерно 400°C), скорость осаждения от примерно 1,0 Ангстрема в секунду до примерно 4,4 Ангстрема в секунду, энергию ионов от примерно 200 эВ до примерно 1200 эВ, и/или ионный поток от примерно 110 микроампер на квадратный сантиметр до примерно 120 микроампер на квадратный сантиметр.
В некоторых вариантах реализации, когда используется IBAD, подложку формируют из материала, имеющего поликристаллическую, неаморфную базовую структуру (например, металлический сплав, такой как никелевый сплав), с гладкой аморфной поверхностью, образованной из другого материала (например, Si3N4).
В некоторых вариантах реализации на исходную, полученную методом IBAD поверхность может быть осаждено множество буферных слоев путем эпитаксиального роста. Каждый буферный слой может иметь существенную упорядоченность (например, примерно 13° или меньше) как в плоскости, так и вне плоскости.
Буферный материал может быть получен с использованием методов осаждения из жидкой фазы, включая осаждение металлорганических соединений, как описано, например, в S.S.Shoup et al. J. Am. Cer. Soc, vol. 81, 3019; D.Beach et al., Mat. Res. Soc. Symp.Proc, vol. 495, 263 (1988); M.Paranthaman et al., Superconductor Sci. Tech., vol. 12, 319 (1999); D.J.Lee et al., Japanese J. Appl. Phys., vol. 38, L178 (1999) и M.W.Rupich et al., I.E.E.E. Trans, on Appl. Supercon. vol. 9, 1527. В некоторых вариантах реализации для эпитаксиального осаждения одного или комбинации любых оксидных слоев на текстурированные подложки могут применяться способы нанесения покрытий из раствора; однако они могут быть особенно применимы для осаждения начального (затравочного) слоя на текстурированную металлическую подложку. Роль затравочного слоя состоит в том, чтобы обеспечить 1) защиту подложки от окисления при осаждении следующего оксидного слоя, если оно проводится в окислительной относительно подложки атмосфере (например, магнетронное напыление стабилизированного оксидом иттрия оксида циркония с оксидной мишени), и 2) эпитаксиальный шаблон для роста последующих оксидных слоев. Чтобы удовлетворить этим требованиям, затравочный слой должен расти эпитаксиально по всей поверхности металлической подложки и не содержать никаких загрязняющих примесей, которые могут повлиять на осаждение последующих эпитаксиальных оксидных слоев.
Образование оксидных буферных слоев может осуществляться так, чтобы способствовать смачиванию нижележащего слоя подложки. Кроме того, в частных вариантах реализации образование металлооксидных слоев может проводиться с использованием прекурсоров - алкоголятов металлов (например, "золь-гель" прекурсоры).
Когда текстурированная подложка, содержащая буферные слои, получена, на установке 930 осаждения осаждают раствор прекурсора, как описано выше. Необязательно прекурсор может быть нанесен в виде рисунка. Для совершения операции формирования рисунка может потребоваться дополнительное оборудование, например, когда для формирования рисунка используется лазерная абляция или ионная бомбардировка. Если используется капельное осаждение по рисунку, то одна единственная установка, оборудованная устройством осаждения со струйным принтером, может выполнить и осаждение, и формирование рисунка раствора прекурсора оксида.
Обычно для получения фторида бария и/или других прекурсоров сверхпроводников применяется химия растворов, и на поверхность (например, на поверхность подложки, такой как подложка, содержащая слой сплава с осажденным(и) на нем одним или более буферными слоями) наносят раствор (например, раствор, содержащий соли металлов, такие как ацетат иттрия, ацетат меди, ацетат бария и/или фторированная ацетатная соль бария). Раствор можно наносить на поверхность, используя стандартные методы (например, нанесение покрытия методом центрифугирования, покрытие погружением, экструзией через щелевую головку). Раствор сушат, чтобы удалить по меньшей мере некоторые из органических соединений, присутствующих в растворе (например, сушат при примерно комнатной температуре или при мягком нагреве), и проводят реакцию полученного в результате материала (например, разлагают) в печи в газовой среде, содержащей кислород и воду, с образованием фторида бария и/или других подходящих материалов (например, CuO и/или Y2O3). В некоторых вариантах реализации на одном или всех этих этапах могут использоваться реакторы, отмеченные выше.
Растворы солей металлов получают, используя источники металлов в подходящих пропорциях, желаемых в конечном слое сверхпроводника. Так, например, в раствор прекурсора, использующегося для получения слоя сверхпроводника с высоким Ic(ab), имеющего избыток меди, включают дополнительное количество соли меди, в избытке по отношению к стехиометрическим пропорциям, использующимся в YBCO. Аналогичным образом, раствор прекурсора может содержать дополнительные компоненты, в том числе растворимые и нерастворимые соединения металлов, которые используются для модификации состава конечного сверхпроводника. Такие добавки могут включать, например, растворимые соединения металлов, таких как иттрий, неодим, самарий, европий, гадолиний, тербий, диспрозий, гольмий, эрбий, тулий, иттербий и лютеций, щелочноземельных металлов, таких как кальций, марганец, железо, кобальт, никель, цирконий, церий, серебро, алюминий и магний, которые способны растворяться в растворителях, содержащихся в растворе прекурсора. Дополнительные компоненты могут также включать стехиометрические избытки растворимых соединений, входящих в состав раствора прекурсора. Например, растворимые соли иттрия или растворимые соли меди могут быть включены в состав раствора прекурсора в избытке по сравнению с тем, что требуется для образования YBCO. В раствор прекурсора также могут добавляться нерастворимые дополнительные компоненты.
Примерами растворов солей металлов, которые могут быть использованы, являются следующие.
В некоторых вариантах реализации раствор соли металла может содержать относительно малое количество свободной кислоты. В водных растворах это может соответствовать раствору соли металла с относительно нейтральным pH (например, ни сильно кислотным, ни сильно основным). Раствор соли металла может применяться для получения многослойных сверхпроводников при использовании самых разных материалов, которые могут применяться в качестве нижележащего слоя, на котором формируется слой сверхпроводника.
Общая концентрация свободной кислоты в растворе соли металла может иметь молярность ниже примерно 1·10-3 М (например, менее примерно 1·10-5 М или примерно 1·10-7 М). Примеры свободных кислот, которые могут содержаться в растворе соли металла, включают трифторуксусную кислоту, уксусную кислоту, азотную кислоту, серную кислоту, кислоты иодидов, кислоты бромидов и кислоты сульфатов.
Когда раствор соли металла содержит воду, состав-прекурсор может иметь pH по меньшей мере примерно 3 (например, по меньшей мере примерно 5 или примерно 7).
В некоторых вариантах реализации раствор соли металла может иметь относительно низкое содержание воды (например, менее примерно 50 объемных процентов воды, менее примерно 35 объемных процентов воды, менее примерно 25 объемных процентов воды).
В тех вариантах реализации, в которых раствор соли металла содержит трифторацетат-ион и катион щелочноземельного металла (например, бария), общее количество трифторацетат-ионов может быть выбрано так, что мольное отношение фтора, содержащегося в растворе соли металла (например, в форме трифторацетата), к щелочноземельному металлу (например, ионам бария), содержащемуся в растворе соли металла, составляет по меньшей мере примерно 2:1 (например, от примерно 2:1 до примерно 18,5:1 или от примерно 2:1 до примерно 10:1).
Вообще, раствор соли металла может быть получен объединением растворимых соединений первого металла (например, меди), второго металла (например, щелочноземельного металла) и редкоземельного металла с одним или более желаемых растворителей и, необязательно, водой. Как используется здесь, "растворимыми соединениями" первого, второго и редкоземельного металлов называются соединения этих металлов, способные растворяться в растворителе(ях), содержащем(их)ся в растворе соли металла. Такие соединения включают, например, соли (например, нитраты, ацетаты, алкоголяты, иодиды, сульфаты и трифторацетаты), оксиды и гидроксиды этих металлов.
В некоторых вариантах реализации раствор соли металла может быть образован из органического раствора, содержащего трифторацетаты металла, полученные из порошков Ba(O2CCH3)2, Y(O2CCH3)3 и Cu(O2CCH3)2, которые объединяют и проводят их реакцию, используя способы, известные специалистам в данной области. Например, порошки трифторацетатов металлов могут быть объединены в отношении 2:1:3 в метиловом спирте для получения раствора по существу 0,94 М в расчете на содержание меди.
В некоторых вариантах реализации раствор соли металла может содержать основание Льюиса. Редкоземельный металл может быть иттрием, лантаном, европием, гадолинием, тербием, диспрозием, гольмием, эрбием, тулием, иттербием, церием, празеодимом, неодимом, прометием, самарием или лютецием. Вообще говоря, соль редкоземельного металла может быть любой солью редкоземельного металла, которая растворима в растворителе(ях), содержащем(их)ся в растворе соли металла, и которая при обработке для получения промежуточного продукта (например, промежуточный продукт оксигалогенид металла) образует оксид(ы) редкоземельного металла (например, Y2O3). Такие соли могут иметь, например, формулу M(O2C-(CH2)n-CXX'X'')(O2C-(CH2)m-CX'''X''''X''''')(O2C-(CH2)p-CX''''''X'''''''X'''''''') или M(OR)3. M означает редкоземельный металл, n, m и p - каждый составляет по меньшей мере единицу, но меньше числа, которое делает соль нерастворимой в растворителе(ях) (например, от одного до десяти). Каждый из X, X', X'', X''', X'''', X''''', X'''''', X''''''' и X'''''''' означает H, F, Cl, Br или I. R означает углеродсодержащую группу, которая может быть галогенированной (например, CH2CF3) или негалогенированной. Примеры таких солей включают негалогенированные карбоксилаты, галогенированные ацетаты (например, трифторацетат, трихлорацетат, трибромацетат, трийодацетат), галогенированные алкоголяты и негалогенированные алкоголяты. Примеры таких негалогенированных карбоксилатов включают негалогенированные ацетаты (например, M(O2C-CH3)3). Щелочноземельный металл может быть барием, стронцием или кальцием. Обычно соль щелочноземельного металла может быть любой солью щелочноземельного металла, которая растворима в растворителе(ях), содержащем(их)ся в растворе соли металла, и которая при обработке для получения промежуточного продукта (например, промежуточного продукта оксигалогенида металла) образует галогенидное соединение щелочноземельного металла (например, BaF2, BaCl2, BaBr2, BaI2) до образования оксида(ов) щелочноземельного металла (например, BaO). Такие соли могут иметь, например, формулу M'(O2C-(CH2)n-CXX'X'')(O2C- (CH2)m-CX'''X''''X''''') или M'(OR)2. M' означает щелочноземельный металл, n и m - каждый равен по меньшей мере единице, но меньше числа, которое делает соль нерастворимой в растворителе(ях) (например, от одного до десяти). Каждый из X, X', X'', X''', X'''' и X''''' означает H, F, Cl, B или I. R может быть галогенированной или негалогенированной углеродсодержащей группой. Примеры таких солей включают галогенированные ацетаты (например, трифторацетат, трихлорацетат, трибромацетат, трийодацетат). Обычно переходным металлом является медь. Соль переходного металла должна быть растворима в растворителе(ях), содержащем(их)ся в растворе соли металла. Предпочтительно, при превращении прекурсора в промежуточный продукт (например, оксигалогенид металла) происходит незначительная сшивка между отдельными молекулами переходного металла (например, молекулами меди). Такие соли переходного металла могут иметь, например, формулы M''(CXX'X''-CO(CH)aCO-CX'''X''''X''''')(CX''''''X'''''''X''''''''-CO(CH)bCOCX'''''''''X''''''''''X'''''''''''), M''(O2C-(CH2)n-CXX'X'')(O2C-(CH2)m-CX'"X""X'"") или M"(OR)2. M" означает переходный металл, a и b - каждый равен по меньшей мере единице, но меньше числа, которое делает соль нерастворимой в растворителе(ях) (например, от одного до десяти). Обычно каждый из n и m равен по меньшей мере единице, но меньше числа, которое делает соль нерастворимой в растворителе(ях) (например, от одного до десяти). Каждый из X, X', X'', X''', X''''', X''''', X'''''', X''''''', X'''''''', X'''''''''', X'''''''''', X''''''''''''' означает H, F, Cl, Br или I. R означает углеродсодержащую группу, которая может быть галогенированной (например, CH2CF3) или негалогенированной. Эти соли включают, например, негалогенированные ацетаты (например, M"(O2C-CH3)2), галогенированные ацетаты, галогенированные алкоголяты и негалогенированные алкоголяты. Примеры таких солей включают трихлорацетат меди, трибромацетат меди, трийодацетат меди, Cu(CH3COCHCOCF3)2, Cu(OOCC7H15)2, Cu(CF3COCHCOF3)2, Cu(CH3COCHCOCH3)2, Cu(CH3CH2CO2CHCOCH3)2, CuO(C5H6N)2 и Cu3O3Ba2(O-CH2CF3)4. В некоторых вариантах реализации соль переходного металла является карбоксилатной солью (например, негалогенированная карбоксилатная соль), такой как пропионатная соль переходного металла (например, негалогенированная пропионатная соль переходного металла). Примером негалогенированной пропионатной соли переходного металла является Cu(O2CC2H5)2. В некоторых вариантах реализации соль переходного металла является простой солью, такой как сульфат меди, нитрат меди, иодид меди и/или оксалат меди. В некоторых вариантах реализации n и/или m могут иметь нулевое значение. В некоторых вариантах реализации a и/или b могут иметь нулевое значение. Иллюстративный и неограничивающий список оснований Льюиса включает азотсодержащие соединения, такие как аммиак и амины. Примеры аминов включают CH3CN, C5H5N и R1R2R3N. Каждый из R1, R2, R3 независимо означает H, алкильную группу (например, неразветвленную алкильную группу, разветвленную алкильную группу, алифатическую алкильную группу, неалифатическую алкильную группу и/или замещенную алкильную группу) и т.п. Не желая быть связанным теорией, считают, что присутствие основания Льюиса в растворе соли металла может уменьшить сшивку меди во время образования промежуточного продукта. Считается, что это достигается потому, что основание Льюиса может координироваться (например, селективно координироваться) с ионами меди, снижая тем самым способность меди к сшивке.
Типично, раствор соли металла наносят на поверхность (например, поверхность буферного слоя), например, способом нанесения покрытия центрифугированием, покрытия погружением, покрытием с рулона, экструзией через щелевую головку, гравированием или другими методами, известными специалистам в данной области, и позднее нагревают.
На следующей установке 940 компоненты прекурсора разлагают. В случае, когда компоненты прекурсора включают по меньшей мере одну фторидсодержащую соль, первый шаг на этапе нагревания проводят для разложения металлоорганических молекул до одного или более промежуточных продуктов-оксифторидов желаемого сверхпроводникового материала.
Типично, начальная температура на этом этапе близка к комнатной температуре, а конечная температура составляет от примерно 190°C до примерно 210°C, предпочтительно до примерно 200°C. Предпочтительно, этот этап проводят при скорости повышения температуры по меньшей мере примерно 5°C в минуту, более предпочтительно - при скорости повышения температуры по меньшей мере примерно 10°C в минуту, а наиболее предпочтительно - при скорости повышения температуры по меньшей мере примерно 15°C в минуту. На этом этапе парциальное давление паров воды в номинальной газовой среде предпочтительно поддерживают на уровне от примерно 5 Торр до примерно 50 торр, более предпочтительно - от примерно 5 Торр до примерно 30 Торр, а наиболее предпочтительно - от примерно 20 Торр до примерно 30 Торр. Парциальное давление кислорода в номинальной газовой среде поддерживают на уровне от примерно 0,1 Торр до примерно 760 Торр, а предпочтительно - при примерно 730-740 Торр.
Затем нагрев продолжают до температуры от примерно 200°C до примерно 290°C, используя скорость повышения температуры от примерно 0,05°C в минуту до примерно 5°C в минуту (например, от примерно 0,5°C в минуту до примерно 1°C в минуту). Предпочтительно, газовая среда на этом этапе нагревания является по существу той же, что и номинальная газовая среда, применявшаяся, когда образец нагревали от начальной температуры до температуры от примерно 190°C до примерно 215°C.
Затем нагрев продолжают до температуры примерно 650°C или, более предпочтительно, до температуры примерно 400°C, чтобы образовался промежуточный продукт-оксифторид. Этот этап предпочтительно проводят с использованием скорости повышения температуры по меньшей мере примерно 2°C в минуту, более предпочтительно - по меньшей мере примерно 3°C в минуту, а наиболее предпочтительно - по меньшей мере примерно 5°C в минуту. Предпочтительно, газовая среда на этом этапе нагревания является по существу той же, что и номинальная газовая среда, применявшаяся, когда образец нагревали от начальной температуры до температуры от примерно 190°C до примерно 215°C.
В альтернативных вариантах реализации фторид бария получают при нагревании высушенного раствора от начальной температуры (например, комнатной температуры) до температуры от примерно 190°C до примерно 215°C (например, примерно 210°C) при давлении водяного пара от примерно 5 Торр до примерно 50 Торр (например, от примерно 5 Торр до примерно 30 Торр водяного пара, или от примерно 10 Торр до примерно 25 Торр водяного пара). Номинальное парциальное давление кислорода может составлять, например, от примерно 0,1 Торр до примерно 760 Торр. В этих вариантах реализации нагревание затем продолжают до температуры от примерно 220°C до примерно 290°C (например, примерно 220°C) при давлении водяного пара от примерно 5 Торр до примерно 50 Торр (например, от примерно 5 Торр до примерно 30 Торр водяного пара, или от примерно 10 Торр до примерно 25 Торр водяного пара). Номинальное парциальное давление кислорода может составлять, например, от примерно 0,1 Торр до примерно 760 Торр. За этим следует нагрев до примерно 400°C со скоростью по меньшей мере примерно 2°C в минуту (например, по меньшей мере примерно 3°C в минуту или по меньшей мере примерно 5°C в минуту) при давлении водяного пара от примерно 5 Торр до примерно 50 Торр (например, от примерно 5 Торр до примерно 30 Торр водяного пара или от примерно 10 Торр до примерно 25 Торр водяного пара), чтобы получить фторид бария. Номинальное парциальное давление кислорода может составлять, например, от примерно 0,1 Торр до примерно 760 Торр.
В некоторых вариантах реализации нагревание высушенного раствора для образования фторида бария может включать помещение образца с покрытием в предварительно разогретую печь (например, при температуре по меньшей мере примерно 100°C, по меньшей мере примерно 150°C, по меньшей мере примерно 200°C, самое большее примерно 300°C, самое большее примерно 250°C, примерно 200°C). Газовая среда в печи может иметь, например, общее давление газа примерно 760 Торр, заданное парциальное давление паров воды (например, по меньшей мере примерно 10 Торр, по меньшей мере примерно 15 Торр, самое большее примерно 25 Торр, самое большее примерно 20 Торр, примерно 17 Торр), а остальное составляет молекулярный кислород. После того как температура образца с покрытием достигнет температуры печи, температуру печи можно повысить (например, по меньшей мере до примерно 225°C, по меньшей мере до примерно 240°C, самое большее до примерно 275°C, самое большее до примерно 260°C, примерно 250°C) при заданной скорости повышения температуры (например, по меньшей мере примерно 0,5°C в минуту, по меньшей мере примерно 0,75°C в минуту, самое большее примерно 2°C в минуту, самое большее примерно 1,5°C в минуту, примерно 1°C в минуту). Этот этап может проводиться с той же номинальной газовой средой, которая использовалась на первом этапе нагревания. Затем температуру печи можно повышать дальше (например, до по меньшей мере примерно 350°C, до по меньшей мере примерно 375°C, самое большее до примерно 450°C, самое большее до примерно 425°C, примерно 450°C) при заданной скорости повышения температуры (например, по меньшей мере примерно 5°C в минуту, по меньшей мере примерно 8°C в минуту, самое большее примерно 20°C в минуту, самое большее примерно 12°C в минуту, примерно 10°C в минуту). Этот этап может проводиться в той же номинальной газовой среде, которая использовалась на первом этапе нагревания.
Вышеупомянутые обработки раствора соли металла могут дать, в результате, пленку промежуточного продукта-оксифторида, в которой составляющие ее оксиды металлов и фториды металлов однородно распределены по пленке. Предпочтительно, прекурсор имеет относительно низкую плотность дефектов и по существу не содержит трещин по толщине промежуточного продукта. Хотя для образования фторида бария была описана химия растворов, для растворов других прекурсоров могут применяться также и другие способы.
Пленка промежуточного сверхпроводникового продукта может затем быть нагрета для образования желаемого слоя ВТСП на следующей технологической установке 950. Как правило, этот этап проводят путем нагревания от примерно комнатной температуры до температуры от примерно 700°C до примерно 825°C, предпочтительно до температуры от примерно 740°C до 800°C, а более предпочтительно - до температуры от примерно 750°C до примерно 790°C, при скорости повышения температуры больше примерно 25°C в минуту, предпочтительно - при скорости повышения температуры больше примерно 100°C в минуту, а более предпочтительно - при скорости повышения температуры больше примерно 200°C в минуту. Этот этап может также начинаться от конечной температуры примерно 400-650°C, использовавшейся для образования промежуточной оксифторидной пленки. На этом этапе обеспечивают протекание технологического газа над поверхностью пленки, чтобы доставить газообразные реагенты к пленке и удалить с пленки газообразные продукты реакции. Номинальная газовая среда на этом этапе имеет общее давление от примерно 0,1 Торр до примерно 760 Торр и состоит из от примерно 0,09 Торр до примерно 50 Торр кислорода, от примерно 0,01 Торр до примерно 150 Торр водяного пара и от примерно 0 Торр до примерно 750 Торр инертного газа (азота или аргона). Более предпочтительно, номинальная газовая среда имеет общее давление от примерно 0,15 Торр до примерно 5 Торр и состоит из от примерно 0,1 Торр до примерно 1 Торр кислорода и от примерно 0,05 Торр до примерно 4 Торр водяного пара.
Затем пленку выдерживают при температуре примерно 700°C-825°C, предпочтительно - при температуре от примерно 740°C до 800°C, а более предпочтительно - при температуре от примерно 750°C до примерно 790°C, в течение времени от примерно по меньшей мере 5 минут до примерно 120 минут, предпочтительно - в течение времени от по меньшей мере примерно 15 минут до примерно 60 минут, а более предпочтительно - в течение времени от по меньшей мере примерно 15 минут до примерно 30 минут. На этом этапе обеспечивают протекание технологического газа над поверхностью пленки, чтобы доставить газообразные реагенты к пленке и удалить с пленки газообразные продукты реакции. Номинальная газовая среда на этом этапе имеет общее давление от примерно 0,1 Торр до примерно 760 Торр и состоит из от примерно 0,09 Торр до примерно 50 Торр кислорода, от примерно 0,01 Торр до примерно 150 Торр водяного пара и от примерно 0 Торр до примерно 750 Торр инертного газа (азота или аргона). Более предпочтительно, номинальная газовая среда имеет общее давление от примерно 0,15 Торр до примерно 5 Торр и состоит из от примерно 0,1 Торр до примерно 1 Торр кислорода и от примерно 0,05 Торр до примерно 4 Торр водяного пара.
Затем пленку охлаждают до комнатной температуры в номинальной газовой среде с давлением кислорода от примерно 0,05 Торр до примерно 150 Торр, предпочтительно - от примерно 0,1 Торр до примерно 0,5 Торр, а более предпочтительно - от примерно 0,1 Торр до примерно 0,2 Торр.
Необязательно на установке 960 может проводиться филаментация известными способами или способами, описанными в заявке на патент США 10/955801, поданной 29 сентября 2004. Дальнейшая обработка путем осаждения благородных металлов на установке 970, отжига в кислороде на установке 980 и продольной резки на установке 990 завершают процесс.
Пример 1
Получение многослойного проводника из сверхпроводящих слоев различных составов с двойным покрытием
Базовый раствор прекурсора YBCO, имеющий стехиометрию Y:Ba:Cu, равную 1:2:3,23, готовили путем растворения примерно 0,85 граммов Y(CF3CO2)3, примерно 1,45 граммов Ba(CF3CO2)2 и примерно 1,35 граммов Cu(C2H5CO2)2 в примерно 4,85 мл метанола (CH3OH) и примерно 0,15 мл пропионовой кислоты (C2H6CO2). Конечный объем раствора доводили до примерно 5 мл метанолом.
Базовый раствор прекурсора YBCO с добавкой 50% диспрозия, имеющий стехиометрию Y:Dy:Ba:Cu, равную 1:0,5:2:3,23, готовили растворением примерно 1,70 граммов Dy(CH3CO2)3 и примерно 1,90 мл метанола (CH3OH) в примерно 20 мл базового раствора. Конечный объем раствора доводили до примерно 25 мл базовым раствором.
1,2 М раствор Cu(C2H5CO2)2 получали растворением 1,24 г порошка Cu(C2H5CO2)2 в 4,85 мл метанола и 0,15 мл C2H5CO2H.
Раствор прекурсора с добавкой 50% Dy осаждали на биаксиально текстурированную, защищенную оксидным буфером металлическую подложку со структурой Ni(5ат.%)W/Y2O3/YSZ/CeO2 методом нанесения покрытия экструзией через щелевую головку. Раствор наносили на защищенную буфером подложку в количестве, предназначенном для образования пленки REBa2Cu3O7-x толщиной 0,8 мкм.
Образец с покрытием разлагали до промежуточной пленки оксифторида металла нагреванием в трубчатой печи диаметром 2,25 дюйма от комнатной температуры до примерно 200°C со скоростью примерно 15°C в минуту, затем от примерно 200°C до примерно 250°C со скоростью примерно 0,9°C в минуту, а затем от примерно 250°C до примерно 400°C со скоростью примерно 5°C в минуту в движущейся газовой среде, имеющей общее давление газа примерно 760 Торр (давление водяного пара примерно 24 Торр, а остальное - кислород).
Затем пленку оксифторида металла покрывали раствором Cu(C2H5CO2)2 до намеченной толщины 0,1 мкм. Покрытую пленку сушили при 95°C, проводя через нагретый туннель. После этого высушенную пленку снова покрывали базовым раствором, полученным, как описано выше, с намеченной окончательной толщиной 0,6 мкм YBa2Cu3Ox.
Покрытую ленту снова разлагали с образованием промежуточного оксифторида металла тем же способом, какой указан ранее, за исключением того, что на этот раз давление паров H2O контролировалось на уровне примерно 6,5 Торр.
Разложившуюся ленту подвергали термообработке для образования оксидного сверхпроводника. Ленту как спереди, так и сзади соединяли с 4 м покрытым сходным образом начальным участком NiW-ленты, чтобы установить однородную и контролируемую среду во время реакции. Затем ленту подвергали реакции при 785°C при следующих параметрах. Ленту нагревали до 785°C со средней скоростью повышения температуры примерно 520°C/мин. Во время реакции общее давление при реакции контролировалось на уровне примерно 1 Торр. Парциальное давление H2O составляло примерно 800 мТорр, а парциальное давление кислорода составляло примерно 200 мТорр. Продолжительность реакции составляла примерно 11 мин. При охлаждении использовалось общее давление примерно 1 Торр при парциальном давлении кислорода примерно 200 мТорр и парциальном давлении N2 примерно 800 мТорр.
Прореагировавшую пленку покрывали с обеих сторон защитным слоем Ag толщиной 3 мкм и затем отжигали в среде с давлением кислорода 760 Торр. Полученная в результате пленка проводила критический ток примерно 350 А/см ширины или плотность критического тока примерно 2,5 МА/см2 при 77K, собственное поле.
Покрытую Ag ленту шириной 4 см, которая имела номинальную длину 4 м, продольно разрезали на восемь полос шириной 4,1 мм, используя вальцовое устройство продольной резки. Эти провода называют "проводами-вставками". Затем два соседних провода-вставки с одной стороны четырехсантиметровой полосы, каналы 1 и 2, были припаяны друг на друга тонкой медной пластинкой.
Два провода-вставки были ориентированы так, чтобы лицевые стороны из Ag, покрывающие сверхпроводящий слой, были обращены в противоположные стороны друг от друга. При такой ориентации рядом оказываются поверхности с лицевой стороной из Ag около NiW-подложки. Для получения четырехслойного изделия использовали непрерывное ламинирование припоем с бобины на бобину. В процессе ламинирования соединяли 2 медные пластинки с 2 проводами-вставками, используя ванну припоя 36Pb-62Sn-2Ag с температурой плавления 179°C, работающую при 225°C, и скорости протягивания 4 м/мин. Тонкая медная пластинка типа C15500 по UNS имела ширину 4,3 мм и номинальную толщину 0,050 мм. Провода-вставки были шириной 4,1 мм и номинальной толщиной 0,083 мм. Обе поверхности каждой из 4 пластинок поточно (на линии) флюсировали и погружали в припой перед тем, как выровнять и протащить через головку в процессе ламинирования. Готовое 4-слойное изделие имело номинально ширину 4,3 и толщину 0,27 мм. Критический ток при 77K, измеренный в собственном поле в сегментах 0,5 м на 2 м, составлял 237, 240, 239 и 235 ампер соответственно.
Введение ссылкой
Настоящим вводятся ссылками следующие документы:
Патент США №5231074, выданный 27 июля 1993 и озаглавленный "Получение высокотекстурированных оксидных сверхпроводящих пленок методом осаждения металлоорганических соединений из растворов прекурсоров", патент США №6022832, выданный 8 февраля 2000 и озаглавленный "Низковакуумный способ получения сверхпроводящих изделий с эпитаксиальными слоями", патент США №6027564, выданный 22 февраля 2000 и озаглавленный "Низковакуумный способ получения эпитаксиальных слоев", патент США №6190752, выданный 20 февраля 2001 и озаглавленный "Тонкие пленки со структурой типа каменной соли, осажденные на аморфные поверхности", PCT-публикация № WO 00/58530, опубликованная 5 октября 2000 и озаглавленная "Легированные материалы", PCT-публикация № WO/58044, опубликованная 5 октября 2000 и озаглавленная "Легированные материалы", PCT-публикация № WO 99/17307, опубликованная 8 апреля 1999 и озаглавленная "Подложки с улучшенным сопротивлением окислению", PCT-публикация № WO 99/16941, опубликованная 8 апреля 1999 и озаглавленная "Подложки для сверхпроводников", PCT-публикация № WO 98/58415, опубликованная 23 декабря 1998 и озаглавленная "Контролируемое превращение оксифторидов металлов в сверхпроводящие оксиды", PCT-публикация № WO 01/11428, опубликованная 15 февраля 2001 и озаглавленная "Многослойные изделия и способы их получения", PCT-публикация № WO 01/08232, опубликованная 1 февраля 2001 и озаглавленная "Многослойные изделия и способы их получения", PCT-публикация № WO 01/08235, опубликованная 1 февраля 2001 и озаглавленная "Способы и составы для получения многослойного изделия", PCT-публикация № WO 01/08236, опубликованная 1 февраля 2001 и озаглавленная "Толстые пленки прекурсора пленочного проводника", PCT-публикация № WO 01/08169, опубликованная 1 февраля 2001 и озаглавленная "Пленочные проводники со сниженными потерями на переменном токе", PCT-публикация № WO 01/15245, опубликованная 1 марта 2001 и озаглавленная "Подложки из сплавов с контролируемой поверхностью и способы их получения", PCT-публикация № WO 01/08170, опубликованная 1 февраля 2001 и озаглавленная "Получение оксидного слоя с повышенной чистотой", PCT-публикация № WO 01/26164, опубликованная 12 апреля 2001 и озаглавленная "Контроль скорости реакции оксидного слоя", PCT-публикация № WO 01/26165, опубликованная 12 апреля 2001 и озаглавленная "Метод оксидных слоев", PCT-публикация № WO 01/08233, опубликованная 1 февраля 2001 и озаглавленная "Усовершенствованные высокотемпературные пленочные сверхпроводники", PCT-публикация № WO 01/08231, опубликованная 1 февраля 2001 и озаглавленная "Способы получения сверхпроводника", PCT-публикация № WO 02/35615, опубликованная 20 апреля 2002 и озаглавленная "Растворы прекурсоров и способы их применения", заявка на патент США с регистрационным №09/579193, поданная 26 мая 2000 и озаглавленная "Композиции оксидной бронзы и текстурированные изделия, полученные в соответствии с ними", предварительная заявка на патент США с регистрационным №60/309116, поданная 31 июля 2001 и озаглавленная "Многослойные сверхпроводники и способы их получения", заявка на патент США с регистрационным №10/208134, поданная 30 июля 2002 и озаглавленная "Способы и реактор для сверхпроводников", предварительная заявка на патент США с регистрационным №60/308957, поданная 31 июля 2001 и озаглавленная "Способы и реакторы для сверхпроводников", предварительная заявка на патент США с регистрационным №60/166297, поданная 18 ноября 1999 и озаглавленная "Сверхпроводящие изделия, композиции и способы их получения", принадлежащая тому же заявителю заявка на патент США с регистрационным №09/615999, поданная 14 июля 2000 и озаглавленная "Сверхпроводящие изделия, композиции и способы их получения", предварительная заявка на патент США №60/477613, поданная 10 июня 2003 и озаглавленная "Способы и реакторы для сверхпроводников", обычная заявка на патент США №10/858309, поданная 4 июня 2004 и озаглавленная "Способы и реакторы для сверхпроводников", заявка на патент США с регистрационным №10/955875, поданная 29 сентября 2004 и озаглавленная "Филаментарные пленочные сверхпроводники с низкими потерями на переменном токе", заявка на патент США 10/955801, поданная 29 сентября 2004 и озаглавленная "Пакетные филаментарные сверхпроводники", предварительная заявка на патент США с регистрационным №60/667001, поданная 31 марта 2005 и озаглавленная "Стабилизатор сетчатого типа для филаментарных пленочных сверхпроводников", и заявка на патент США №(будет добавлен), поданная в тот же день, что и настоящая заявка, и озаглавленная "Высокотемпературные сверхпроводящие провода и катушки", причем все они включены сюда посредством ссылки.
Claims (37)
1. Пластинчатый сверхпроводящий провод, содержащий
сверхпроводниковый узел провода, имеющий длину и ширину, причем указанный узел содержит первую сверхпроводниковую вставку, содержащую первый слой высокотемпературного сверхпроводника, покрывающий первую биаксиально текстурированную подложку, и первый электропроводящий верхний слой, покрывающий упомянутый первый слой сверхпроводника и находящийся в электрическом контакте с ним, и
вторую сверхпроводниковую вставку, содержащую второй слой высокотемпературного сверхпроводника, покрывающий вторую биаксиально текстурированную подложку, и второй электропроводящий верхний слой, покрывающий упомянутый второй слой сверхпроводника и находящийся в электрическом контакте с ним, причем эти первая и вторая сверхпроводниковые вставки соединены друг с другом своими соответствующими биаксиально текстурированными подложками; и
электропроводящую структуру, по существу окружающую сверхпроводниковый узел провода, причем эта электропроводящая структура находится в электрическом контакте с каждым из упомянутых электропроводящих верхних слоев.
сверхпроводниковый узел провода, имеющий длину и ширину, причем указанный узел содержит первую сверхпроводниковую вставку, содержащую первый слой высокотемпературного сверхпроводника, покрывающий первую биаксиально текстурированную подложку, и первый электропроводящий верхний слой, покрывающий упомянутый первый слой сверхпроводника и находящийся в электрическом контакте с ним, и
вторую сверхпроводниковую вставку, содержащую второй слой высокотемпературного сверхпроводника, покрывающий вторую биаксиально текстурированную подложку, и второй электропроводящий верхний слой, покрывающий упомянутый второй слой сверхпроводника и находящийся в электрическом контакте с ним, причем эти первая и вторая сверхпроводниковые вставки соединены друг с другом своими соответствующими биаксиально текстурированными подложками; и
электропроводящую структуру, по существу окружающую сверхпроводниковый узел провода, причем эта электропроводящая структура находится в электрическом контакте с каждым из упомянутых электропроводящих верхних слоев.
2. Провод по п.1, в котором первый и второй слои сверхпроводника содержат оксид редкоземельного металла, щелочноземельного металла и меди.
3. Провод по п.2, дополнительно содержащий первый буферный слой, проложенный между первым слоем сверхпроводника и первой подложкой, и второй буферный слой, проложенный между вторым слоем сверхпроводника и второй подложкой.
4. Провод по п.1, в котором первую подложку и вторую подложку связывает друг с другом связующий материал.
5. Провод по п.4, в котором связующий материал содержит материал, выбранный из группы электропроводящих материалов и неэлектропроводящих материалов.
6. Провод по п.4, в котором первая биаксиально текстурированная подложка и вторая биаксиально текстурированная подложка имеют поверхности, которые обработаны для обеспечения электрического контакта между биаксиально текстурированными подложками.
7. Провод по п.4, в котором связующий материал содержит по меньшей мере один слой проводящего материала и по меньшей мере один слой непроводящего материала.
8. Провод по п.4, в котором первая биаксиально текстурированная подложка имеет первый смачивающий слой, размещенный на противоположной поверхности этой биаксиально текстурированной подложки, которую покрывает первый слой ВТСП, а вторая биаксиально текстурированная подложка имеет второй смачивающий слой, размещенный на противоположной поверхности этой биаксиально текстурированной подложки, которую покрывает второй слой ВТСП, и при этом первый смачивающий слой и второй смачивающий слой связывают первую и вторую биаксиально текстурированные подложки друг с другом.
9. Провод по пункту 4, в котором электропроводящая структура содержит
первую проводящую полосу и вторую проводящую полосу, причем сверхпроводниковый узел провода проложен между этими первой и второй проводящими полосами и находится в электрическом контакте с ними; и
по существу непористый электропроводящий наполнитель, причем этот наполнитель простирается между первой и второй проводящими полосами по длине сверхпроводникового узла провода.
первую проводящую полосу и вторую проводящую полосу, причем сверхпроводниковый узел провода проложен между этими первой и второй проводящими полосами и находится в электрическом контакте с ними; и
по существу непористый электропроводящий наполнитель, причем этот наполнитель простирается между первой и второй проводящими полосами по длине сверхпроводникового узла провода.
10. Провод по п.9, в котором первая и вторая проводящие полосы содержат металл, независимо выбранный из группы алюминия, меди, серебра, никеля, железа, нержавеющей стали, алюминиевого сплава, медного сплава, серебряного сплава, никелевого сплава и железного сплава.
11. Провод по п.9, в котором первая и вторая проводящие полосы имеют ширину, которая больше чем ширина сверхпроводникового узла провода.
12. Провод по п.11, в котором ширина первой и второй проводящих полос составляет на от 0,01 до 2 мм больше чем ширина сверхпроводникового узла провода.
13. Провод по п.9, в котором первая и вторая проводящие полосы имеют толщину от 0,01 до 2 мм.
14. Провод по п.9, в котором по существу непористый электропроводящий наполнитель имеет толщину от 0,005 до 1 мм по бокам сверхпроводникового узла провода.
15. Провод по п.9, в котором по существу непористый электропроводящий наполнитель содержит материал, выбранный из группы припоя, металла, металлического сплава, амальгамы металлов и проводящего полимера.
16. Провод по п.9, в котором связующий материал содержит по существу непористый электропроводящий наполнитель.
17. Провод по п.9, дополнительно содержащий слой проводящего материала, по существу окружающий сверхпроводниковый узел провода.
18. Провод по п.17, в котором слой проводящего материала выбран из группы металла, электропроводящего полимера, полимера, наполненного тонким металлическим порошком, и проводящего клея.
19. Провод по п.9, в котором электропроводящая структура содержит
электропроводящий слой, который частично окружает сверхпроводниковый узел провода вдоль по меньшей мере трех сторон и находится в электрическом контакте с ним, и по существу непористый электропроводящий наполнитель, причем наполнитель по существу окружает сверхпроводниковый узел провода и связывает его с проводящим слоем.
электропроводящий слой, который частично окружает сверхпроводниковый узел провода вдоль по меньшей мере трех сторон и находится в электрическом контакте с ним, и по существу непористый электропроводящий наполнитель, причем наполнитель по существу окружает сверхпроводниковый узел провода и связывает его с проводящим слоем.
20. Провод по п.19, в котором электропроводящий слой содержит металл, выбранный из группы алюминия, меди, серебра, никеля, железа, нержавеющей стали, алюминиевого сплава, медного сплава, серебряного сплава, никелевого сплава и железного сплава.
21. Провод по п.19, в котором электропроводящий слой имеет толщину от 0,0001 до 1 мм.
22. Провод по п.19, в котором по существу непористый электропроводящий наполнитель по существу заполняет пустоты в сверхпроводниковом узле провода и между сверхпроводниковым узлом провода и проводящим слоем.
23. Провод по п.19, в котором по существу непористый электропроводящий наполнитель содержит материал, выбранный из группы припоя, металла, металлического сплава, амальгамы металла и проводящего полимера.
24. Провод по п.19, в котором слой проводящего материала выбран из группы металла, электропроводящего полимера, полимера, наполненного тонким металлическим порошком, и проводящего клея.
25. Провод по п.9, в котором электропроводящая структура содержит электропроводящий материал, по существу окружающий сверхпроводниковый узел провода и находящийся в электрическом контакте с ним.
26. Провод по п.25, в котором электропроводящий материал содержит материал, выбранный из группы электропроводящего полимера, полимера, наполненного тонким металлическим порошком, и проводящего клея.
27. Провод по п.25, в котором электропроводящий материал содержит проводящую фольгу, обернутую вокруг указанного сверхпроводникового узла провода.
28. Провод по п.27, в котором проводящая фольга содержит металл, выбранный из группы алюминия, меди, серебра, никеля, железа, нержавеющей стали, алюминиевого сплава, медного сплава, серебряного сплава, никелевого сплава и железного сплава.
29. Провод по п.28, дополнительно содержащий по меньшей мере один слой по существу непористого материала, по существу окружающий проводящую фольгу.
30. Провод по п.29, в котором по существу непористый материал выбран из группы припоя, электропроводящего полимера, полимера, наполненного тонким металлическим порошком, проводящего клея и неэлектропроводящего полимера.
31. Способ изготовления пластинчатого сверхпроводящего провода, включающий в себя
обеспечение сверхпроводникового узла провода, имеющего длину и ширину, причем указанный узел содержит первую сверхпроводниковую вставку, имеющую первый слой высокотемпературного сверхпроводника, покрывающий первую биаксиально текстурированную подложку, и первый электропроводящий верхний слой, покрывающий упомянутый первый слой сверхпроводника и находящийся в электрическом контакте с ним, и
вторую сверхпроводниковую вставку, имеющую второй слой высокотемпературного сверхпроводника, покрывающий вторую биаксиально текстурированную подложку, и второй электропроводящий верхний слой, покрывающий упомянутый второй слой сверхпроводника и находящийся в электрическом контакте с ним,
причем эти первая и вторая сверхпроводниковые вставки соединены друг с другом своими соответствующими биаксиально текстурированными подложками; и
одновременное наслоение первой и второй сверхпроводниковых вставок на соответствующие первую и вторую проводящие полосы с по существу непористым электропроводящим наполнителем, и нанесение дополнительного наполнителя между первой и второй проводящими полосами по длине сверхпроводникового узла провода, так что первая и вторая проводящие полосы и наполнитель вместе образуют электропроводящую структуру, которая по существу окружает сверхпроводниковый узел провода, причем эта электропроводящая структура находится в электрическом контакте с каждым из упомянутых электропроводящих верхних слоев.
обеспечение сверхпроводникового узла провода, имеющего длину и ширину, причем указанный узел содержит первую сверхпроводниковую вставку, имеющую первый слой высокотемпературного сверхпроводника, покрывающий первую биаксиально текстурированную подложку, и первый электропроводящий верхний слой, покрывающий упомянутый первый слой сверхпроводника и находящийся в электрическом контакте с ним, и
вторую сверхпроводниковую вставку, имеющую второй слой высокотемпературного сверхпроводника, покрывающий вторую биаксиально текстурированную подложку, и второй электропроводящий верхний слой, покрывающий упомянутый второй слой сверхпроводника и находящийся в электрическом контакте с ним,
причем эти первая и вторая сверхпроводниковые вставки соединены друг с другом своими соответствующими биаксиально текстурированными подложками; и
одновременное наслоение первой и второй сверхпроводниковых вставок на соответствующие первую и вторую проводящие полосы с по существу непористым электропроводящим наполнителем, и нанесение дополнительного наполнителя между первой и второй проводящими полосами по длине сверхпроводникового узла провода, так что первая и вторая проводящие полосы и наполнитель вместе образуют электропроводящую структуру, которая по существу окружает сверхпроводниковый узел провода, причем эта электропроводящая структура находится в электрическом контакте с каждым из упомянутых электропроводящих верхних слоев.
32. Способ по п.31, дополнительно включающий в себя обеспечение связующего материала между первой и второй подложкой.
33. Способ по п.32, дополнительно включающий в себя обеспечение первого и второго смачивающих слоев на поверхности соответствующих первой и второй подложек, противоположной слою высокотемпературного сверхпроводника.
34. Способ по п.31, дополнительно включающий в себя обеспечение первого буферного слоя, проложенного между первым слоем сверхпроводника и первой подложкой, и второго буферного слоя, проложенного между вторым слоем сверхпроводника и второй подложкой.
35. Способ по п.34, дополнительно включающий в себя обеспечение первого электропроводящего верхнего слоя, проложенного между первым слоем сверхпроводника и первой проводящей полосой, и второго электропроводящего верхнего слоя, проложенного между вторым слоем сверхпроводника и второй проводящей полосой.
36. Сверхпроводниковый узел провода, содержащий
первую сверхпроводниковую вставку, содержащую
первую биаксиально текстурированную подложку;
первый слой высокотемпературного сверхпроводника, покрывающий первую биаксиально текстурированную подложку; и
верхний слой, покрывающий первый слой высокотемпературного сверхпроводника;
вторую сверхпроводниковую вставку, содержащую
вторую биаксиально текстурированную подложку;
второй слой высокотемпературного сверхпроводника, покрывающий вторую биаксиально текстурированную подложку; и
верхний слой, покрывающий второй слой высокотемпературного сверхпроводника;
причем первая и вторая сверхпроводниковые вставки соединены друг с другом своими соответствующими подложками.
первую сверхпроводниковую вставку, содержащую
первую биаксиально текстурированную подложку;
первый слой высокотемпературного сверхпроводника, покрывающий первую биаксиально текстурированную подложку; и
верхний слой, покрывающий первый слой высокотемпературного сверхпроводника;
вторую сверхпроводниковую вставку, содержащую
вторую биаксиально текстурированную подложку;
второй слой высокотемпературного сверхпроводника, покрывающий вторую биаксиально текстурированную подложку; и
верхний слой, покрывающий второй слой высокотемпературного сверхпроводника;
причем первая и вторая сверхпроводниковые вставки соединены друг с другом своими соответствующими подложками.
37. Узел провода по п.36, дополнительно содержащий первый буферный слой, проложенный между первым слоем сверхпроводника и первой подложкой, и второй буферный слой, проложенный между вторым слоем сверхпроводника и второй подложкой.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/193,262 | 2005-07-29 | ||
| US11/193,262 US7816303B2 (en) | 2004-10-01 | 2005-07-29 | Architecture for high temperature superconductor wire |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2008107760A RU2008107760A (ru) | 2009-09-10 |
| RU2408956C2 true RU2408956C2 (ru) | 2011-01-10 |
Family
ID=37709281
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2008107760/28A RU2408956C2 (ru) | 2005-07-29 | 2006-07-28 | Пластинчатый сверхпроводящий провод, способ его изготовления и сверхпроводниковый узел провода |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US7816303B2 (ru) |
| EP (1) | EP1911106B1 (ru) |
| JP (1) | JP5697845B2 (ru) |
| KR (1) | KR101062808B1 (ru) |
| CN (2) | CN101292369A (ru) |
| AU (1) | AU2006275564B2 (ru) |
| CA (1) | CA2617210C (ru) |
| RU (1) | RU2408956C2 (ru) |
| WO (1) | WO2007016492A2 (ru) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2451766C1 (ru) * | 2011-05-16 | 2012-05-27 | Учреждение Российской академии наук Ордена Трудового Красного Знамени Институт физики металлов Уральского отделения РАН (ИФМ УрО РАН) | Способ изготовления биаксиально текстурированной подложки из бинарного сплава на основе никеля для эпитаксиального нанесения на нее буферного и высокотемпературного сверхпроводящего слоев для ленточных сверхпроводников |
| RU2518505C1 (ru) * | 2012-11-26 | 2014-06-10 | Общество с ограниченной ответственностью "Научно-производственное предприятие "НАНОЭЛЕКТРО" | Ленточный втсп-провод |
| RU2696187C1 (ru) * | 2018-06-21 | 2019-07-31 | Общество С Ограниченной Ответственностью "С-Инновации" (Ооо "С-Инновации") | Установка для лужения высокотемпературных сверхпроводников второго поколения |
| RU226436U1 (ru) * | 2024-03-06 | 2024-06-05 | Федеральное государственное бюджетное учреждение "Национальный исследовательский центр "Курчатовский институт" | Плоский сверхпроводящий силовой кабель |
Families Citing this family (107)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7774035B2 (en) * | 2003-06-27 | 2010-08-10 | Superpower, Inc. | Superconducting articles having dual sided structures |
| EP1805817B1 (en) * | 2004-10-01 | 2016-11-16 | American Superconductor Corporation | Thick superconductor films with improved performance |
| WO2006110382A2 (en) | 2005-03-31 | 2006-10-19 | American Superconductor Corporation | Mesh-type stabilizer for filamentary coated superconductors |
| CN101512829B (zh) * | 2005-07-29 | 2013-10-30 | 美国超导公司 | 高温超导导线和线圈 |
| US7674751B2 (en) * | 2006-01-10 | 2010-03-09 | American Superconductor Corporation | Fabrication of sealed high temperature superconductor wires |
| JP4959213B2 (ja) * | 2006-03-31 | 2012-06-20 | 三菱重工業株式会社 | 遮熱コーティング部材及びその製造方法ならびに遮熱コート材料、ガスタービン及び焼結体 |
| WO2008118127A1 (en) | 2006-07-21 | 2008-10-02 | American Superconductor Corporation | Low resistance splice for high temperature superconductor wires |
| US7902120B2 (en) * | 2006-07-24 | 2011-03-08 | American Superconductor Corporation | High temperature superconductors having planar magnetic flux pinning centers and methods for making the same |
| JP4775231B2 (ja) * | 2006-11-07 | 2011-09-21 | 富士電機株式会社 | 超電導コイルの製造方法 |
| US7879763B2 (en) * | 2006-11-10 | 2011-02-01 | Superpower, Inc. | Superconducting article and method of making |
| US20080194411A1 (en) * | 2007-02-09 | 2008-08-14 | Folts Douglas C | HTS Wire |
| US7724482B2 (en) * | 2007-02-09 | 2010-05-25 | American Superconductor Corporation | Parallel HTS transformer device |
| US20080190646A1 (en) * | 2007-02-09 | 2008-08-14 | Folts Douglas C | Parallel connected hts fcl device |
| US20080191561A1 (en) * | 2007-02-09 | 2008-08-14 | Folts Douglas C | Parallel connected hts utility device and method of using same |
| US7893006B2 (en) * | 2007-03-23 | 2011-02-22 | American Superconductor Corporation | Systems and methods for solution-based deposition of metallic cap layers for high temperature superconductor wires |
| DE102007024166B4 (de) * | 2007-05-24 | 2011-01-05 | Zenergy Power Gmbh | Verfahren zum Bearbeiten eines Metallsubstrats und Verwendung dessen für einen Hochtemperatur-Supraleiter |
| EP2150961A1 (en) * | 2007-06-04 | 2010-02-10 | NKT Cables Ultera A/S | A power cable comprising hts tape(s) |
| JP5250795B2 (ja) * | 2007-08-07 | 2013-07-31 | ジャパンスーパーコンダクタテクノロジー株式会社 | テープ状超電導線材とテープ状安定化材とのハンダ付け方法 |
| US7815289B2 (en) * | 2007-08-31 | 2010-10-19 | Lexmark International, Inc. | Micro-fluid ejection heads and methods for bonding substrates to supports |
| US8195260B2 (en) * | 2008-07-23 | 2012-06-05 | American Superconductor Corporation | Two-sided splice for high temperature superconductor laminated wires |
| JP5405069B2 (ja) * | 2008-08-14 | 2014-02-05 | 公益財団法人国際超電導産業技術研究センター | テープ状酸化物超電導体及びそれに用いる基板 |
| JP2010129465A (ja) * | 2008-11-28 | 2010-06-10 | Sumitomo Electric Ind Ltd | 複合型超電導線 |
| KR100995907B1 (ko) * | 2008-12-03 | 2010-11-22 | 한국전기연구원 | 초전도 박막 선재를 이용한 원형 와이어의 제조방법 및 그 초전도 박막 선재를 이용한 원형 와이어 |
| JP5512175B2 (ja) * | 2009-06-22 | 2014-06-04 | 株式会社東芝 | 補強高温超電導線およびそれを巻線した高温超電導コイル |
| JP2011008949A (ja) * | 2009-06-23 | 2011-01-13 | Fujikura Ltd | 超電導線材及びその製造方法 |
| JP5096422B2 (ja) | 2009-07-10 | 2012-12-12 | 住友電気工業株式会社 | 基板および超電導線材の製造方法 |
| CN102473486B (zh) * | 2009-07-17 | 2013-07-17 | 东洋钢钣株式会社 | 氧化物超导线材用金属叠层基板的制造方法及氧化物超导线材用金属叠层基板 |
| DE102009043580B4 (de) * | 2009-09-30 | 2017-01-12 | Karlsruher Institut für Technologie | Verfahren zur Herstellung einer Verbindungsstruktur zwischen zwei Supraleitern und Struktur zur Verbindung zweier Supraleiter |
| JP5027895B2 (ja) * | 2010-01-26 | 2012-09-19 | 住友電気工業株式会社 | 薄膜超電導線材 |
| US8716188B2 (en) | 2010-09-15 | 2014-05-06 | Superpower, Inc. | Structure to reduce electroplated stabilizer content |
| JP2014002833A (ja) * | 2010-09-24 | 2014-01-09 | Fujikura Ltd | 酸化物超電導線材およびその製造方法 |
| JP2012150914A (ja) * | 2011-01-17 | 2012-08-09 | Fujikura Ltd | 高抵抗材複合酸化物超電導線材 |
| US8938278B2 (en) | 2011-02-18 | 2015-01-20 | The Regents Of The University Of Colorado | Superconducting cables and methods of making the same |
| CN102146559B (zh) * | 2011-03-09 | 2012-05-30 | 西北有色金属研究院 | 一种涂层导体用NiW合金基带表面的硫化方法 |
| DE102011101035B4 (de) * | 2011-05-10 | 2014-07-10 | Infineon Technologies Ag | Ein Verfahren zum Herstelllen eines Anschlussgebiets an einer Seitenwand eines Halbleiterkörpers |
| JP5775785B2 (ja) * | 2011-10-06 | 2015-09-09 | 株式会社フジクラ | 酸化物超電導線材及びその製造方法 |
| JP5753589B2 (ja) * | 2011-11-21 | 2015-07-22 | 株式会社フジクラ | 酸化物超電導線材の製造方法 |
| US8852959B2 (en) * | 2011-12-19 | 2014-10-07 | Northrup Grumman Systems Corporation | Low temperature resistor for superconductor circuits |
| KR101308674B1 (ko) * | 2012-02-14 | 2013-09-13 | 연세대학교 산학협력단 | 다중 도체 동시 접합 방법 및 장치 |
| WO2013125721A1 (ja) | 2012-02-23 | 2013-08-29 | 株式会社フジクラ | 超電導電流リード、超電導電流リード装置、および超電導マグネット装置 |
| US8791052B2 (en) * | 2012-03-30 | 2014-07-29 | American Superconductor Corporation | Wide electrical conductor having high C-axis strength |
| KR101458513B1 (ko) * | 2012-08-29 | 2014-11-07 | 주식회사 서남 | 초전도 선재 제조방법 및 그에 의해 제조된 초전도 선재 |
| WO2014104208A1 (ja) * | 2012-12-28 | 2014-07-03 | 株式会社フジクラ | 酸化物超電導線材 |
| JP5695803B2 (ja) * | 2013-01-09 | 2015-04-08 | 株式会社フジクラ | 酸化物超電導線材、その接続構造、および超電導機器 |
| US10163549B2 (en) * | 2013-02-15 | 2018-12-25 | Fujikura Ltd. | Oxide superconducting wire |
| JP5591966B2 (ja) * | 2013-02-28 | 2014-09-17 | 公益財団法人国際超電導産業技術研究センター | 酸化物超電導体用組成物、及び酸化物超電導線材の製造方法 |
| KR101992043B1 (ko) | 2013-03-15 | 2019-06-21 | 후루카와 덴키 고교 가부시키가이샤 | 초전도 도체의 제조 방법 및 초전도 도체 |
| WO2014203494A1 (en) * | 2013-06-19 | 2014-12-24 | Sumitomo Electric Industries, Ltd. | Reinforced superconducting wire and method for manufacturing the same |
| KR101556562B1 (ko) * | 2013-06-28 | 2015-10-02 | 한국전기연구원 | 라미네이트 구조를 갖는 초전도 선재 그 제조방법 |
| EP2835838B1 (de) | 2013-08-08 | 2017-02-15 | Theva Dünnschichttechnik GmbH | Hochtemperatur-Supraleiter-Bandleitersystem |
| EP2843721B1 (en) | 2013-09-03 | 2015-11-04 | Nexans | Superconductor coil arrangement |
| KR101459583B1 (ko) | 2013-09-11 | 2014-11-10 | 주식회사 서남 | 초전도체 및 이의 제조 방법 |
| EP3107879B1 (en) | 2014-02-18 | 2020-04-22 | The Ohio State University | Superconducting wires and methods of making thereof |
| KR101637468B1 (ko) * | 2014-07-24 | 2016-07-07 | 한국전기연구원 | 하우징과 접합된 구조의 적층 고온초전도 선재 및 그 제조방법 |
| KR101631859B1 (ko) * | 2014-08-12 | 2016-06-20 | 한국전기연구원 | 적층 고온초전도 선재 및 그 제조방법 |
| KR102400643B1 (ko) | 2014-12-12 | 2022-05-19 | 한국전기연구원 | 양극산화 표면을 포함하는 다층 초전도 박막선재 및 그 제조방법 |
| KR102283210B1 (ko) | 2014-12-12 | 2021-07-29 | 한국전기연구원 | 양극산화 표면을 포함하는 초전도 박막선재 및 그 제조방법 |
| JP6419596B2 (ja) | 2015-02-13 | 2018-11-07 | 株式会社東芝 | 薄膜線材の接続構造、その接続構造を用いた高温超電導線材およびその接続構造を用いた高温超電導コイル |
| KR102494710B1 (ko) | 2015-09-04 | 2023-02-02 | 한국전기연구원 | 스마트 인슐레이션을 구비하는 고온 초전도 코일, 그에 사용되는 고온 초전도 선재 및 그 제조방법 |
| GB201515978D0 (en) | 2015-09-09 | 2015-10-21 | Tokamak Energy Ltd | HTS magnet sections |
| JP6505565B2 (ja) | 2015-09-28 | 2019-04-24 | 株式会社東芝 | 高温超電導導体、高温超電導コイル及び高温超電導コイルの接続構造 |
| JP2017117772A (ja) * | 2015-12-18 | 2017-06-29 | 株式会社フジクラ | 酸化物超電導線材の製造方法及び超電導コイルの製造方法 |
| US11289640B2 (en) | 2016-01-21 | 2022-03-29 | Brookhaven Technology Group, Inc. | Second generation superconducting filaments and cable |
| CN105810360A (zh) * | 2016-03-23 | 2016-07-27 | 苏州新材料研究所有限公司 | 一种rebco超导带材稳定层的制备方法 |
| EA031118B1 (ru) * | 2016-05-10 | 2018-11-30 | Общество С Ограниченной Ответственностью "С-Инновации" (Ооо "С-Инновации") | Установка для планаризации подложек сверхпроводящих лент и способ планаризации подложек |
| JP2018026233A (ja) * | 2016-08-09 | 2018-02-15 | 株式会社フジクラ | 酸化物超電導線材 |
| NZ752435A (en) | 2016-09-07 | 2022-10-28 | Brookhaven Tech Group Inc | Reel-to-reel exfoliation and processing of second generation superconductors |
| CN106653627B (zh) * | 2016-10-11 | 2019-02-05 | 天津大学 | 一种纳米银焊膏连接裸铜衬底或敷铜基板的烧结方法 |
| RU2666900C2 (ru) * | 2016-12-30 | 2018-09-13 | Российская Федерация, от имени которой выступает Государственная корпорация по атомной энергии "Росатом" | Устройство для перемотки ленточного сверхпроводника |
| EP3352303B8 (en) * | 2017-01-20 | 2020-01-01 | Karlsruher Institut für Technologie | Design of contacts for superconducting busbars and cables |
| CN110383398B (zh) * | 2017-03-09 | 2021-11-16 | 住友电气工业株式会社 | 氧化物超导薄膜材料、氧化物超导薄膜线材和氧化物超导薄膜的制造方法 |
| US10804010B2 (en) * | 2017-05-12 | 2020-10-13 | American Superconductor Corporation | High temperature superconducting wires having increased engineering current densities |
| WO2019160573A2 (en) | 2017-05-16 | 2019-08-22 | PsiQuantum Corp. | Superconducting signal amplifier |
| WO2019160572A2 (en) | 2017-05-16 | 2019-08-22 | PsiQuantum Corp. | Gated superconducting photon detector |
| EP3635754A4 (en) | 2017-06-09 | 2021-02-24 | Brookhaven Technology Group, Inc. | MULTI-FILAMENT HIGH TEMPERATURE FLEXIBLE SUPPRACONDUCTOR CABLE |
| CN107336636B (zh) * | 2017-06-30 | 2023-06-09 | 西南交通大学 | 高温超导磁悬浮系统 |
| JP7043716B2 (ja) | 2017-07-20 | 2022-03-30 | 国立大学法人山梨大学 | 超伝導線材、及びコイルユニット |
| US10566516B2 (en) | 2017-07-28 | 2020-02-18 | PsiQuantum Corp. | Photodetector with superconductor nanowire transistor based on interlayer heat transfer |
| US10361703B2 (en) | 2017-10-05 | 2019-07-23 | PsiQuantum Corp. | Superconducting logic circuits |
| US10461445B2 (en) | 2017-11-13 | 2019-10-29 | PsiQuantum Corp. | Methods and devices for impedance multiplication |
| WO2019157077A1 (en) | 2018-02-06 | 2019-08-15 | PsiQuantum Corp. | Superconducting photon detector |
| WO2019160871A2 (en) | 2018-02-14 | 2019-08-22 | PsiQuantum Corp. | Superconducting field-programmable gate array |
| US11313719B2 (en) | 2018-05-01 | 2022-04-26 | PsiQuantum Corp. | Photon number resolving superconducting detector |
| KR102518606B1 (ko) * | 2018-06-15 | 2023-04-05 | 스미토모 덴키 고교 가부시키가이샤 | 초전도 선재, 적층 초전도 선재, 초전도 코일 및 초전도 케이블 |
| US10984857B2 (en) | 2018-08-16 | 2021-04-20 | PsiQuantum Corp. | Superconductive memory cells and devices |
| US10573800B1 (en) | 2018-08-21 | 2020-02-25 | PsiQuantum Corp. | Superconductor-to-insulator devices |
| GB201814357D0 (en) * | 2018-09-04 | 2018-10-17 | Tokamak Energy Ltd | Alignment of HTS tapes |
| GB2576933A (en) * | 2018-09-07 | 2020-03-11 | Tokamak Energy Ltd | Flexible HTS current leads |
| US11101215B2 (en) | 2018-09-19 | 2021-08-24 | PsiQuantum Corp. | Tapered connectors for superconductor circuits |
| US11719653B1 (en) | 2018-09-21 | 2023-08-08 | PsiQuantum Corp. | Methods and systems for manufacturing superconductor devices |
| US10944403B2 (en) | 2018-10-27 | 2021-03-09 | PsiQuantum Corp. | Superconducting field-programmable gate array |
| US11289590B1 (en) | 2019-01-30 | 2022-03-29 | PsiQuantum Corp. | Thermal diode switch |
| US11569816B1 (en) | 2019-04-10 | 2023-01-31 | PsiQuantum Corp. | Superconducting switch |
| US11009387B2 (en) * | 2019-04-16 | 2021-05-18 | PsiQuantum Corp. | Superconducting nanowire single photon detector and method of fabrication thereof |
| CN110544555B (zh) * | 2019-09-05 | 2024-05-28 | 上海肃菲电子科技有限公司 | 一种绝缘导线及其制造方法 |
| EP4033552B1 (en) * | 2019-09-20 | 2024-06-12 | Sumitomo Electric Industries, Ltd. | Superconducting wire holding structure |
| US11380731B1 (en) | 2019-09-26 | 2022-07-05 | PsiQuantum Corp. | Superconducting device with asymmetric impedance |
| US11585695B1 (en) | 2019-10-21 | 2023-02-21 | PsiQuantum Corp. | Self-triaging photon detector |
| CN110673283B (zh) * | 2019-10-23 | 2021-01-12 | 杭州富通通信技术股份有限公司 | 一种光缆的制造工艺 |
| US11994426B1 (en) | 2019-11-13 | 2024-05-28 | PsiQuantum Corp. | Scalable photon number resolving photon detector |
| WO2021221238A1 (ko) * | 2020-04-29 | 2021-11-04 | 한국전기연구원 | 고온초전도 선재 제조장치 및 방법 |
| GB202006576D0 (en) * | 2020-05-04 | 2020-06-17 | Tokamak Energy Ltd | High temperature superconductor field coil |
| US12027361B2 (en) * | 2021-05-21 | 2024-07-02 | Microsoft Technology Licensing, Llc | High temperature superconductor-based interconnect systems with a lowered thermal load for interconnecting cryogenic electronics with non-cryogenic electronics |
| CN113436788B (zh) * | 2021-06-24 | 2022-04-29 | 上海交通大学 | 一种变结构的堆叠缆线拓扑的结构 |
| EP4246602A1 (de) * | 2022-03-14 | 2023-09-20 | Theva Dünnschichttechnik GmbH | Hermetisch dichter hochtemperatursupraleitender bandleiter |
| FR3142596A1 (fr) * | 2022-11-25 | 2024-05-31 | Marc Grosman | Fil Supraconducteur composé de métaux de base et d’un non métal tels que par exemple le Dysprosium, le Néodyme, l’Etain, le Sélénium, et des composés additifs éventuels, utilisé à température ambiante et à pression ambiante, et son procédé de fabrication. |
| CN116641037B (zh) * | 2023-07-27 | 2023-10-20 | 上海超导科技股份有限公司 | 双面镀制超导带材保护层的设备 |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3983521A (en) * | 1972-09-11 | 1976-09-28 | The Furukawa Electric Co., Ltd. | Flexible superconducting composite compound wires |
| DE3048418C2 (de) * | 1980-12-22 | 1983-06-09 | Siemens AG, 1000 Berlin und 8000 München | Kabelförmiger, kryogen stabilisierter Supraleiter für hohe Ströme und Wechselfeldbelastungen |
| JPS6329415A (ja) * | 1986-07-21 | 1988-02-08 | 三菱電機株式会社 | 化合物超電導線の製造方法 |
| US5047389A (en) | 1988-10-31 | 1991-09-10 | General Atomics | Substrate for ceramic superconductor |
| JP2889286B2 (ja) * | 1989-09-07 | 1999-05-10 | 古河電気工業株式会社 | 超電導々体及びその超電導々体を用いて形成した超電導コイル |
| US5231074A (en) | 1990-04-17 | 1993-07-27 | Massachusetts Institute Of Technology | Preparation of highly textured oxide superconducting films from mod precursor solutions |
| US5057489A (en) * | 1990-09-21 | 1991-10-15 | General Atomics | Multifilamentary superconducting cable with transposition |
| JPH06196766A (ja) * | 1992-12-24 | 1994-07-15 | Fujitsu Ltd | 超伝導トランジスタ |
| US5379020A (en) * | 1993-06-04 | 1995-01-03 | Abb Research Ltd. | High-temperature superconductor and its use |
| US6553646B1 (en) * | 1995-04-14 | 2003-04-29 | The United States Of America As Represented By The Secretary Of The Air Force | Method for enclosing a ceramic filament |
| US5987342A (en) | 1996-08-30 | 1999-11-16 | American Superconductor Corporation | Laminated superconducting ceramic tape |
| CN1182597C (zh) | 1997-06-18 | 2004-12-29 | 麻省理工学院 | 将金属氟氧化物转化为超导氧化物的受控转化 |
| US6027564A (en) | 1997-09-23 | 2000-02-22 | American Superconductor Corporation | Low vacuum vapor process for producing epitaxial layers |
| US6022832A (en) | 1997-09-23 | 2000-02-08 | American Superconductor Corporation | Low vacuum vapor process for producing superconductor articles with epitaxial layers |
| US6458223B1 (en) | 1997-10-01 | 2002-10-01 | American Superconductor Corporation | Alloy materials |
| EP1019920A4 (en) | 1997-10-01 | 2001-02-28 | American Superconductor Corp | SUBSTRATES HAVING INCREASED OXIDATION RESISTANCE |
| US6428635B1 (en) | 1997-10-01 | 2002-08-06 | American Superconductor Corporation | Substrates for superconductors |
| US6002951A (en) | 1997-11-12 | 1999-12-14 | International Business Machines Corporation | Multi-layer ceramic substrate having high TC superconductor circuitry |
| US6190752B1 (en) | 1997-11-13 | 2001-02-20 | Board Of Trustees Of The Leland Stanford Junior University | Thin films having rock-salt-like structure deposited on amorphous surfaces |
| DK1042820T3 (da) | 1997-12-19 | 2003-07-14 | Siemens Ag | Superlederkonstruktion med høj-Tc-superledermateriale, fremgangsmåde til fremstilling af konstruktionen samt strømbegrænserindretning med en sådan konstruktion |
| US6657533B2 (en) * | 1998-11-25 | 2003-12-02 | American Semiconductor Corporation | Superconducting conductors and their method of manufacture |
| JP2000268649A (ja) * | 1999-03-18 | 2000-09-29 | Mitsubishi Electric Corp | 酸化物超電導線材およびその製造方法 |
| US6475311B1 (en) | 1999-03-31 | 2002-11-05 | American Superconductor Corporation | Alloy materials |
| US6436317B1 (en) | 1999-05-28 | 2002-08-20 | American Superconductor Corporation | Oxide bronze compositions and textured articles manufactured in accordance therewith |
| AU1750901A (en) | 1999-07-23 | 2001-03-05 | American Superconductor Corporation | Dust cover/pellicle for a photomask |
| US6828507B1 (en) * | 1999-07-23 | 2004-12-07 | American Superconductor Corporation | Enhanced high temperature coated superconductors joined at a cap layer |
| US6444917B1 (en) * | 1999-07-23 | 2002-09-03 | American Superconductor Corporation | Encapsulated ceramic superconductors |
| KR20020035837A (ko) | 1999-07-23 | 2002-05-15 | 아메리칸 수퍼컨덕터 코포레이션 | 코팅된 전도체 후막 전구체 |
| AU6219200A (en) | 1999-08-24 | 2001-03-19 | Electric Power Research Institute, Inc. | Surface control alloy substrates and methods of manufacture therefor |
| US6974501B1 (en) | 1999-11-18 | 2005-12-13 | American Superconductor Corporation | Multi-layer articles and methods of making same |
| US6483685B1 (en) * | 1999-12-23 | 2002-11-19 | Mcgraw Edison Company | Compliant joint between electrical components |
| US6624122B1 (en) | 2000-06-21 | 2003-09-23 | The Regents Of The University Of California | High critical current superconducting tapes |
| US20020056401A1 (en) | 2000-10-23 | 2002-05-16 | Rupich Martin W. | Precursor solutions and methods of using same |
| KR100719612B1 (ko) | 2001-07-31 | 2007-05-17 | 아메리칸 수퍼컨덕터 코포레이션 | 초전도체 형성 방법 및 반응기 |
| JP4771632B2 (ja) | 2001-10-12 | 2011-09-14 | 富士通株式会社 | 高温超伝導体膜の形成方法 |
| US6716545B1 (en) | 2001-11-21 | 2004-04-06 | The Regents Of The University Of California | High temperature superconducting composite conductors |
| US6745059B2 (en) | 2001-11-28 | 2004-06-01 | American Superconductor Corporation | Superconductor cables and magnetic devices |
| JP3725085B2 (ja) | 2002-03-05 | 2005-12-07 | 株式会社東芝 | 超電導層及びその製造方法 |
| JP4521693B2 (ja) | 2002-12-04 | 2010-08-11 | 住友電気工業株式会社 | 高温超電導厚膜部材およびその製造方法 |
| US20050065035A1 (en) | 2003-06-10 | 2005-03-24 | Rupich Martin W. | Superconductor methods and reactors |
| US20040266628A1 (en) * | 2003-06-27 | 2004-12-30 | Superpower, Inc. | Novel superconducting articles, and methods for forming and using same |
| US20050016759A1 (en) * | 2003-07-21 | 2005-01-27 | Malozemoff Alexis P. | High temperature superconducting devices and related methods |
| US7730410B2 (en) * | 2003-09-22 | 2010-06-01 | Sap Ag | System and method for customizing form elements in a form building application |
| US7463915B2 (en) | 2004-08-20 | 2008-12-09 | American Superconductor Corporation | Stacked filamentary coated superconductors |
| US7496390B2 (en) | 2004-08-20 | 2009-02-24 | American Superconductor Corporation | Low ac loss filamentary coated superconductors |
| EP1805817B1 (en) | 2004-10-01 | 2016-11-16 | American Superconductor Corporation | Thick superconductor films with improved performance |
| US7071148B1 (en) * | 2005-04-08 | 2006-07-04 | Superpower, Inc. | Joined superconductive articles |
-
2005
- 2005-07-29 US US11/193,262 patent/US7816303B2/en active Active
-
2006
- 2006-07-28 AU AU2006275564A patent/AU2006275564B2/en active Active
- 2006-07-28 KR KR1020087003954A patent/KR101062808B1/ko active IP Right Grant
- 2006-07-28 WO PCT/US2006/029748 patent/WO2007016492A2/en active Application Filing
- 2006-07-28 JP JP2008524263A patent/JP5697845B2/ja active Active
- 2006-07-28 EP EP20060800556 patent/EP1911106B1/en active Active
- 2006-07-28 CA CA2617210A patent/CA2617210C/en active Active
- 2006-07-28 RU RU2008107760/28A patent/RU2408956C2/ru active
- 2006-07-28 CN CNA2006800270343A patent/CN101292369A/zh active Pending
- 2006-07-28 CN CN201510090484.8A patent/CN104795487B/zh active Active
Non-Patent Citations (1)
| Title |
|---|
| LIU et al. Wetting Reaction of Sn-Ag Based Solder Systems on Cu Substrates Plated with Au and/or Pd layer. JOURNAL OF ELECTRONIC MATERIALS. Vol. 30, no.5, 2001, p.521-525. * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2451766C1 (ru) * | 2011-05-16 | 2012-05-27 | Учреждение Российской академии наук Ордена Трудового Красного Знамени Институт физики металлов Уральского отделения РАН (ИФМ УрО РАН) | Способ изготовления биаксиально текстурированной подложки из бинарного сплава на основе никеля для эпитаксиального нанесения на нее буферного и высокотемпературного сверхпроводящего слоев для ленточных сверхпроводников |
| RU2518505C1 (ru) * | 2012-11-26 | 2014-06-10 | Общество с ограниченной ответственностью "Научно-производственное предприятие "НАНОЭЛЕКТРО" | Ленточный втсп-провод |
| RU2696187C1 (ru) * | 2018-06-21 | 2019-07-31 | Общество С Ограниченной Ответственностью "С-Инновации" (Ооо "С-Инновации") | Установка для лужения высокотемпературных сверхпроводников второго поколения |
| RU226436U1 (ru) * | 2024-03-06 | 2024-06-05 | Федеральное государственное бюджетное учреждение "Национальный исследовательский центр "Курчатовский институт" | Плоский сверхпроводящий силовой кабель |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1911106B1 (en) | 2015-04-22 |
| JP2009503794A (ja) | 2009-01-29 |
| CA2617210A1 (en) | 2007-02-08 |
| CN104795487A (zh) | 2015-07-22 |
| WO2007016492A2 (en) | 2007-02-08 |
| WO2007016492A3 (en) | 2008-02-07 |
| JP5697845B2 (ja) | 2015-04-08 |
| EP1911106A2 (en) | 2008-04-16 |
| US7816303B2 (en) | 2010-10-19 |
| CN101292369A (zh) | 2008-10-22 |
| US20060073979A1 (en) | 2006-04-06 |
| EP1911106A4 (en) | 2012-04-11 |
| AU2006275564A1 (en) | 2007-02-08 |
| RU2008107760A (ru) | 2009-09-10 |
| KR20080066655A (ko) | 2008-07-16 |
| CA2617210C (en) | 2014-01-28 |
| AU2006275564B2 (en) | 2011-10-06 |
| CN104795487B (zh) | 2018-06-01 |
| KR101062808B1 (ko) | 2011-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2408956C2 (ru) | Пластинчатый сверхпроводящий провод, способ его изготовления и сверхпроводниковый узел провода | |
| AU2006346993B8 (en) | High temperature superconducting wires and coils | |
| US8263531B2 (en) | Low resistance splice for high temperature superconductor wires | |
| JP5016139B2 (ja) | 高温超伝導体積層ワイヤ用の2面接合部 | |
| US6765151B2 (en) | Enhanced high temperature coated superconductors | |
| EP1198846B1 (en) | Enhanced high temperature superconductor coated elements | |
| US6828507B1 (en) | Enhanced high temperature coated superconductors joined at a cap layer | |
| KR20020025957A (ko) | 개선된 고온 피복 초전도체 | |
| AU2009274080B2 (en) | Two-sided splice for high temperature superconductor laminated wires |