KR102103546B1 - 주출 기구 및 그 제조 방법 - Google Patents
주출 기구 및 그 제조 방법 Download PDFInfo
- Publication number
- KR102103546B1 KR102103546B1 KR1020197015271A KR20197015271A KR102103546B1 KR 102103546 B1 KR102103546 B1 KR 102103546B1 KR 1020197015271 A KR1020197015271 A KR 1020197015271A KR 20197015271 A KR20197015271 A KR 20197015271A KR 102103546 B1 KR102103546 B1 KR 102103546B1
- Authority
- KR
- South Korea
- Prior art keywords
- spout
- treatment
- protrusion
- dispensing mechanism
- pressing
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C57/00—Shaping of tube ends, e.g. flanging, belling or closing; Apparatus therefor, e.g. collapsible mandrels
- B29C57/02—Belling or enlarging, e.g. combined with forming a groove
- B29C57/04—Belling or enlarging, e.g. combined with forming a groove using mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D23/00—Details of bottles or jars not otherwise provided for
- B65D23/06—Integral drip catchers or drip-preventing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D47/00—Closures with filling and discharging, or with discharging, devices
- B65D47/04—Closures with discharging devices other than pumps
- B65D47/06—Closures with discharging devices other than pumps with pouring spouts or tubes; with discharge nozzles or passages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D41/00—Caps, e.g. crown caps or crown seals, i.e. members having parts arranged for engagement with the external periphery of a neck or wall defining a pouring opening or discharge aperture; Protective cap-like covers for closure members, e.g. decorative covers of metal foil or paper
- B65D41/02—Caps or cap-like covers without lines of weakness, tearing strips, tags, or like opening or removal devices
- B65D41/04—Threaded or like caps or cap-like covers secured by rotation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D41/00—Caps, e.g. crown caps or crown seals, i.e. members having parts arranged for engagement with the external periphery of a neck or wall defining a pouring opening or discharge aperture; Protective cap-like covers for closure members, e.g. decorative covers of metal foil or paper
- B65D41/02—Caps or cap-like covers without lines of weakness, tearing strips, tags, or like opening or removal devices
- B65D41/16—Snap-on caps or cap-like covers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D47/00—Closures with filling and discharging, or with discharging, devices
- B65D47/40—Closures with filling and discharging, or with discharging, devices with drip catchers or drip-preventing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C2043/3205—Particular pressure exerting means for making definite articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/361—Moulds for making articles of definite length, i.e. discrete articles with pressing members independently movable of the parts for opening or closing the mould, e.g. movable pistons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/56—Stoppers or lids for bottles, jars, or the like, e.g. closures
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Closures For Containers (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
Abstract
용기 본체에 저장된 내부 용액의 붓는 구멍이 되는 주출구 부 (2)의 상면 (2a)의 적어도 내부 용액이 통과하는 부분에 해당 상면 (2a)의 바깥 둘레에서 지름 방향 외측으로 돌출된 돌출부 (5)를 형성한다. 이렇게 함으로써 내부 용액을 부을 때 액 차단성을 좋게 할 수 있고, 사출 성형에 의해서 소정 형상으로 성형되는 주출 기구에도 적합하게 적용할 수 있다.
Description
본 발명은 액체 차단성이 뛰어난 주출 기구(注出具, pourer) 및 그 제조 방법에 관한 것이다.
종래에는 용기 내에 저장된 내부 용액을 주출구(용기 주둥이, 注出口)에서 필요한 양만큼 부은 후에 주출구 둘레에 남은 내부 용액이 흘러 떨어지는 것을 방지하기 위해 다양한 제안이 이루어지고 있다.
예를 들면, 특허 문헌 1에는 주출구의 개구 끝단부의 바깥 둘레를 따라 볼록줄(凸)을 형성하고, 이 볼록줄의 상면에 개구 끝단부에서 멀어질수록 직경이 넓어지는 곡면을 형성함으로서 액체 차단성을 향상시켜서 액이 떨어지지 않도록 한 주출구 마개가 제안되어 있다.
그러나, 특허 문헌 1의 주출구 마개로는 식용유나 알코올 등의 젖음성이 높은 액체에 대해서는 성능이 불충분했다. 또한, 특허 문헌 1의 주출구 마개를 사출 성형하여 제작하려고 하면 주출구의 바깥둘레 가장자리로 이어진 볼록줄이 언더컷 형상이 되기 때문에 강제 사출 (forced extraction)에 의해서 형틀에서 꺼내야 한다. 따라서, 특허 문헌 1의 [0038] 단락에 기재된 바와 같이, 볼록줄을 간헐적으로 배치하는 등 강제사출에 의한 변형 등이 경감되도록 하기 위한 노력이 필요하고, 설계의 자유도가 좁혀지는 문제가 있다. 또한 슬라이드 코어를 채용하는 등 성형 틀의 사출 구조를 연구하는 것으로도 언더컷 형상에 대처할 수 있지만, 이 경우에는 성형틀의 제작 비용이 높아지는 문제도 있다.
본 발명은 상기의 사정을 감안하여 이루어진 것이며, 사출 성형에 의해서 소정 형상으로 성형되는 주출 기구에도 적합하게 적용할 수 있는 액 차단성이 뛰어난 주출 기구 및 그 제조 방법의 제공을 목적으로 한다 .
본 발명에 관한 주출 기구는 용기 본체에 저장된 내부 용액의 출구가 되는 주출구 부를 구비하고, 상기 용기 본체의 입구부에 장착되어 사용되는 주출 기구이며, 상기 주출구 부의 윗면의 적어도 내부 용액이 통과하는 부분에 해당 윗면의 바깥 둘레에서 직경 방향 외측으로 돌출된 돌출부 (lip part)를 갖는 구성으로 되어 있다.
또한, 본 발명에 관한 주출구의 제조 방법은 용기 본체에 수용된 내부 용액의 주출구가 되는 주출구 부를 구비하고, 상기 용기 본체의 입구부에 장착되어 사용되는 주출 기구의 제조 방법 이며, 열가소성 수지를 사용하여 상기 주출구를 소정 형상으로 성형하고, 상기 주출구 부의 상면에 열판을 대고 가열 프레스함으로써 상기 주출구 부의 상면의 적어도 내부 용액이 통과하는 부분에 해당 윗면의 바깔 둘레에서 지름 방향 외측으로 돌출된 돌출부를 형성하는 방법으로 하고 있다.
본 발명에 관한 주출 기구에 따르면 주출구 부의 윗면의 바깥 둘레에서 지름 방향 외측으로 돌출된 돌출부에 분출된 내부 용액의 잔액을 고이기 쉽게 하여 액 차단성을 향상시킴으로써, 내부 용액을 필요한 양만큼 따른 후의 액 흘러내림을 억제할 수 있다.
또한, 본 발명에 관한 주출 기구의 제조 방법에 의하면, 돌출부는 가열 프레스에 의해서 형성되기 때문에 기존의 성형틀을 변경하지 않고, 또한 틀에서 꺼낼 때 변형 등의 문제를 고려할 필요도 없기 때문에, 금형 비용을 절감할 수 있게 된다.
도 1은 본 발명의 실시예에 관한 주출 기구의 한쪽 단면도이다.
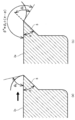
도 2는 돌기부의 일례를 나타내는 요부 단면도이다.
도 3은 돌기부의 다른 예를 나타내는 요부 단면도이다.
도 4는 가열 프레스에 의해 돌기부를 형성하는 일례를 나타내는 설명도이다.
도 5는 실시예 1, 실시예 2, 비교예 1에서의 가장자리 부의 단면 사진을 (a), (b), (c)에 나타낸다.
도 2는 돌기부의 일례를 나타내는 요부 단면도이다.
도 3은 돌기부의 다른 예를 나타내는 요부 단면도이다.
도 4는 가열 프레스에 의해 돌기부를 형성하는 일례를 나타내는 설명도이다.
도 5는 실시예 1, 실시예 2, 비교예 1에서의 가장자리 부의 단면 사진을 (a), (b), (c)에 나타낸다.
이하, 본 발명의 바람직한 실시예를 도면을 참조하면서 설명한다.
도 1 에 나타내는 주출 기구(1)는 도시하지 않은 용기 본체에 저장된 내부 용액의 분출구가 되는 주출구 부 (2)와 함께 동심 (같은 중심)형상으로 늘어뜨리는 내측 통부 (3)과 외측 통부 (4)를 구비하고, 해당 용기 본체의 입구부에 장착하여 사용된다.
또한, 도 1은 본 실시 형태에 관한 주출 기구의 정면도와 종단면도를 조합한 한쪽 단면도이다.
주출 기구는 (1)는 용기 본체의 입구부에 장착했을 때, 내측 통부 (3)가 용기 본체의 입구부 안쪽 둘레면에 밀착한다. 이와 함께 외측 통부 (4)의 하단측 안쪽 둘레면에 둘레 방향을 따라 형성된 원형상의 결합부 (40)가 용기 본체의 입구부 바깥 둘레면 측에 형성된 결합부와 결합하도록 되어 있고, 마개에 의해서 용기 본체의 입구부에 밀착되어 장착되도록 되어 있다. 또한 더욱 밀착하여 용기 본체의 입구부에 주출구 (1)를 장착할 수 있도록 주출 기구 (1)에는 용기 본체의 입구부 상면에 서로 접하는 원형상 돌기 (10)를 형성하였다.
또한 주출구 부 (2)는 통 모양으로 솟아 오르는 동시에, 그 기부(基部)의 안쪽 둘레 측에는 밀봉 격벽 (20)이 형성되어 있고, 둘레 방향을 따라 환상으로 형성된 노치 (스코어) (20a)에서 밀봉 격벽 (20)를 잘라 파열함으로써 개봉할 수 있도록 되어 있다. 개봉 후 용기 본체를 기울임으로써, 용기 본체에 저장된 내부 용액은 주출구 부 (2)를 통해서 용기 외부로 분출된다.
이러한 주출 기구 (1)는 폴리프로필렌, 폴리에틸렌 등의 폴리올레핀 계 수지, 폴리에틸렌 테레프탈레이트 등의 폴리 에스테르 계 수지 등의 열가소성 수지를 사용하여, 사출 성형 등의 성형 방법에 의해서 소정 형상으로 성형할 수 있다. 그리고, 본 실시 형태에 있어서는, 열가소성 수지를 사용하여 주출 기구 (1)를 소정 형상으로 성형한 후, 도 4(a)에 나타낸 바와 같이, 주출구 부 (2)의 상면(2a)에 열판(P)으로 눌러 가열 프레스함으로써, 주출구 부 (2)의 상면 (2a)의 적어도 내부 용액이 통과하는 부분에 해당 상면 (2a)의 바깥 둘레에서 지름 방향 외측으로 돌출하는 돌출부 (5)를 형성한다. 이로써, 본 실시 형태에 관한 주출 기구 (1)가 완성된다.
돌출부 (5)는 주출구 부 (2)의 상면 (2a)에 눌러진 열판 (P)에 의해서 표층의 수지가 용융하고, 용융된 수지의 일부가 해당 상면 (2a)의 바깥 둘레에서 지름 방향 바깥 쪽으로 밀려나서 그대로 고화(固化)함으로써 형성된다. 이렇게 하여 형성되는 돌출부 (5)의 형상은 주출구 부 (2)의 상면 (2a)에 열판 (P)을 누를 때의 열판 (P) 온도, 열판 (P)을 누르는 가압력, 열판 (P)을 누르는 시간 등에 따라 적절히 조정할 수 있다. 또한, 도 4 (b)에 나타낸 바와 같이, 주출구 (2)의 상면 (2a)과 모루 (A) 사이의 간극(a), 상면 (2a)의 바깥 둘레와 모루 (A) 사이의 간극 (b) 등에 따라서도 적절히 조정할 수 있다.
돌출부 (5)의 형상은 예를 들면, 도 2와 같이, 끝이 예각(銳角) 모양으로 돌출된 형상으로 하거나, 도 3과 같이 끝이 액체 방울 모양으로 돌출된 형상으로 할 수 있다.
또한, 도 2 및 도 3은 도 1에서 쇄선으로 둘러싼 부분을 확대하여 도시하고 있다. 또한, 도 4(b)는 도 4(a) 중 쇄선으로 둘러싼 부분의 요부 확대도이다.
본 실시 형태에 의하면, 이러한 돌출부 (5)를 형성함으로써, 주출구 부 (2)에서 내부 용액을 부을 때 액 차단성을 좋게 하여 내부 용액을 주출구 (2)로부터 필요한 양만 부은 후의 액 흘러내림을 억제할 수 있다. 이것은 다음과 같은 메커니즘에 의한 것으로 생각된다.
즉, 도 2에 나타낸 바와 같이, 접촉각 θE 으로 진행해온 액체가 가장자리에 도달하면 (도 2 (a) 참조) 액체의 진행면과 가장자리의 바깥면이 이루는 각을 α로 할 때, 전진 각도 (가장자리의 임계 접촉각) θ* 가 θ* = θE + (π-α)이 될 때까지 액체는 가장자리에 남아있게 된다 (도 2 (b) 참조). 이것은 액체의 표면 장력과 접촉각과의 관계에서 피닝 효과로 알려진 현상이다. 즉 끝이 예각 (α <90 °)으로 돌출되도록 돌출부 (5)를 형성하면 피닝 효과에 의해서 전진 각도가 커지고, 표면 장력에 의해서 내부 용액이 돌출부 (5)에 머무르기 쉬워진다. 그러면 주출구 부(2)에서 내부 용액을 부을 때의 액 차단성을 좋게 하여 내부 용액을 주출구 부 (2)에서 필요한 양만큼 부은 후에 액 흘러내림을 억제할 수 있다.
또한, 도 2에 나타내는 예에서는 돌출부 (5)의 상면은 주출구 부 (2)의 상면 (2a)과 면이 일치되어 있지만, 이에 한정되지 않는다. 끝이 예각 형상으로 돌출된 형상이 되도록 돌출부 (5)를 형성하는 경우, 특히 도시하지 않지만, 돌출부 (5)의 상면이 주출구 (2)의 상면 (2a)에 대해서 직선 모양 또는 곡선 모양으로 경사 (슬란트, slant)하도록 형성될 수 있다.
또한, 도 3에 나타낸 바와 같이, 돌출부 (5)의 끝을 액체 방울 모양으로 하여 돌출된 형상으로 하고, 내부 용액의 진행면이 원호 모양으로 아랫방향으로 만곡 (오버행)하도록 한 경우에는 돌출부 (5)의 최하점을 넘어 근본 측으로 돌아든 내부 용액은 표면 장력에 의해서 임계 접촉각 θ E 으로 돌출부 (5)에 머문다. 이 때, 그 끝점에서의 돌출부 (5)와의 접선 (L)과 주출구 부 (2)의 상면 (2a)이 이루는 각을 α로 하였을 때, 전진 각도 (가장자리부의 임계 접촉각) θ*는 θ* = θE + (2π-α)가 되고, 가장자리에서의 외관상의 큰 표면 장력에 힘입어 내부 용액이 흘러 떨어지지 않는 것으로 생각된다. 이에 따라서도 주출구 부 (2)에서 내부 용액을 부을 때 액 차단성을 좋게 하여 내부 용액을 주출구 부 (2)에서 필요한 양만큼 따른 후의 액 흘러내림을 억제할 수 있다.
이와 같이, 본 실시 형태에 있어서는, 사출 성형 등에 의해서 소정 형상으로 성형된 주출 기구(1)에 가열 프레스에 의해서 돌출부 (5)를 형성함으로써, 피닝 효과에 의해서 설명되는 액체의 표면 장력을 외관상 증대시키고 있다. 이에 따라 분출된 내부 용액의 잔액을 돌출부 (5)에 머물기 쉽게 하여 액 차단성을 향상시킬 수 있게 된다. 그 결과, 내부 용액을 주출구 부 (2)에서 필요한 양만큼 부은 후의 액 흘러내림을 억제할 수 있다.
또한 돌출부 (5)는 가열 프레스에 의해서 형성되기 때문에 주출 기구 (1)를 제조함에 있어서는 기존의 성형틀을 변경하지 않고, 또한 틀에서 꺼낼 때의 변형 등의 문제를 고려할 필요가 없기 때문에, 금형 비용을 절감할 수 있게 된다.
[실시예]
다음으로, 구체적인 실시예를 들어 본 발명을 보다 상세하게 설명한다.
[실시예 1]
저밀도 폴리에틸렌 (일본 폴리에틸렌 주식회사제 : LJ8041)를 사용하여 주출구 부 (2)의 내경(D)이 22 mm, 주출통 부 (2)의 상면 (2a)의 폭 (W)이 3mm가 되도록, 도 1에 도시한 주출구 (1)를 사출 성형으로 성형하였다. 주출구 부 (2)의 상면 (2a)과 모루 (A) 사이의 간극 (a) = 1mm, 상면 (2a)의 바깥 둘레와 모루 (A) 사이의 간극 (b) = 0.5mm의 조건하에서, 성형된 주출구 부 (2)의 상면 (2a)에 280 ℃로 가열한 열판 (P)을 가압력 200N, 가압 시간 5 초로 눌러 가열 프레스하였다. 이로써 주출구 부 (2)의 상면 (2a)의 바깥 둘레를 따라 액체 방울 모양으로 튀어 나온 돌출부 (5)를 형성하였다. 이 때 상면의 (2a)의 가장자리에 형성된 돌출부 (5)의 단면 사진을 도 5 (a)에 나타낸다.
주출구 부 (2)의 상면 (2a)에 순수 5μL를 떨어 뜨리고, 전진 각도 (가장자리의 임계 접촉각) θ* 를 측정한 결과, θ* = 237°(도)였다.
또한 얻은 주출 기구 (1)를 식용유가 저장된 용기 본체의 입구부에 장착하여 로봇 핸드에 유지하고, 소정량의 내부 용액을 붓는 조작을 2초 간격으로 반복하고, 이러한 조작을 100 회 반복해도 액 흘러내림 (누출)은 생기지 않았다.
[실시예 2]
열판 (P)의 온도를 160 ℃로 한 것 이외에는 실시예 1과 동일한 조건으로 돌출부 (5)를 형성했다. 이 때 상면 (2a)의 가장자리에 형성된 돌출부 (5)의 단면 사진을 도 5 (b)에 나타낸다.
주출구 부 (2)의 상면 (2a)에 순수 5μL를 떨어 뜨려 전진 각도 (가장자리의 임계 접촉각) θ* 를측정한 결과, θ* = 249°였다.
또한 얻은 주출구 (1)를 식용유가 저장된 용기 본체의 입구부에 장착하여 로봇 핸드에 유지하고, 소정량의 내부 용액을 붓는 조작을 2초 간격으로 반복하고, 이러한 조작을 100 회 반복해도 액 흘러내림은 생기지 않았다.
[비교예 1]
실시예 1과 마찬가지로 주출 기구를 사출 성형으로 성형하였다. 가열 프레스를 하지 않고 돌출부를 형성하지 않았다. 이 때의 상면 가장자리 부의 단면 사진을 도 5 (c)에 나타낸다.
주출구 부의 상면에 순수 5 μL를 떨어뜨려 전진 각도 (가장자리의 임계 접촉각) θ*를 측정한 결과, θ* = 199°였다.
*또한 얻은 주출 기구를 식용유가 저장되는 용기 본체의 입구부에 장착하여 로봇 핸드에 유지하고, 소정량의 내부 용액을 붓는 조작을 2초 간격으로 반복하였더니 첫 번째 작업에서 액 흘러내림이 발생하였다.
이상 본 발명에 대하여 바람직한 실시 형태를 나타내어 설명하였지만, 본 발명은 상술한 실시 형태에 한정되는 것이 아니고, 본 발명의 범위에서 다양한 변경 실시가 가능함은 물론이다.
예를 들면, 상술한 실시 형태에서는, 주출 기구 (1)를 타전(打, 충격에 의해서 마개로 장착)에 의해서 용기 본체의 입구부에 장착하는 예를 들어 설명하였으나, 장착수단은 나사 장착이라도 좋다. 주출구 부 (2)의 상면 (2a)의 적어도 내부 용액이 통과하는 부분에 해당 상면 (2a)의 바깥 둘레에서 지름 방향 외측으로 돌출된 돌출부 (5)를 가지고 있으면, 그 이외의 구체적인 구성은 이런 종류의 주출 기구에 알려진 다양한 구성을 채용할 수 있다.
또한 주출구 부 (2)의 상면 (2a)의 표면은 요철면이어도 된다. 표면에 미립자 (금속 산화물 입자나 폴리머 미립자)나 다공질체, 결정성 첨가제 등을 코팅하여 요철면을 형성할 수도 있다. 또한 주출 기구 (1)를 형성하는 수지에 이러한 제제를 배합 또는, 전사 패턴처리를 한 스템퍼를 눌러 대고, 혹은 금형을 사용하여 압출 성형, 사출 성형하여 요철면을 형성할 수도 있다. 또한, 브라스트, 플라즈마, 코로나 등의 표면 처리, 발액제, 윤활 액체 등을 코팅, 요철면과 이들을 조합할 수도 있다.
이 명세서에 기재된 문헌 및 본원의 파리 우선권의 기초가 되는 일본 출원 명세서의 내용을 모두 여기에 원용한다.
본 발명은, 예를 들면 물, 간장, 소스, 식용유, 액체세제 등을 내부 용액으로 하는 용기 본체에 장착하여 내부 용액을 부을 때의 액 차단성을 좋게 하여 내부 용액을 필요한 양만 부은 후의 액 흘러내림이 억제된 주출 기구로서 바람직하게 이용할 수 있다.
1 주출 기구
2 주출구 부
2a 상면
5 돌출부
2 주출구 부
2a 상면
5 돌출부
Claims (3)
- 용기 본체에 저장된 내부 용액의 붓는 구멍이 되는 주출구 부를 갖추고, 상기 용기 본체의 입구부에 장착되어 사용되는 주출 기구이며,
상기 주출구 부의 상면의 적어도 내부 용액이 통과하는 부분에 해당 상면의 바깥 둘레에서 지름 방향 외측으로 돌출된 돌출부를 갖고,
상기 주출구 부의 상면에 전사 패턴처리를 한 열판을 대고 눌러 가열 프레스하는 것에 의해, 요철면을 전사하면서 상기 주출구 부의 상면의 표층의 수지를 용융함과 동시에, 용융한 수지의 일부를 상기 주출구 부의 상면의 바깥 둘레로부터 지름 방향으로 밀어 내어 고화시키는 것에 의해 상기 돌출부가 형성되고, 또한, 상기 요철면에 브라스트 처리, 플라즈마 처리 혹은 코로나 처리에 의한 표면 처리, 또는 발액제 혹은 윤활 액체의 코팅 처리가 되는 것을 특징으로 하는 주출 기구.
- 제1항에 있어서 상기 돌출부의 형상을 끝이 예각(銳角) 형상으로 돌출된 형상, 또는 끝이 액체 방울 모양으로 돌출된 형상으로 하는 것을 특징으로 하는 주출 기구.
- 제1항 또는 제2항의 주출 기구의 제조 방법이며,
열가소성 수지를 사용하여 상기 주출 기구를 소정 형상으로 성형하고,
상기 주출구 부의 상면에 전사 패턴처리를 한 열판을 대고 눌러 가열 프레스하는 것에 의해, 요철면을 전사하면서 상기 주출구 부의 상면의 표층의 수지를 용융함과 동시에, 용융한 수지의 일부를 상기 주출구 부의 상면의 바깥 둘레로부터 지름 방향으로 밀어내어 고화시키는 것에 의해 상기 주출구 부의 상면의 적어도 내부 용액이 통과하는 부분에 상기 돌출부를 형성하고
가열 프레스 후에 상기 요철면에 브라스트 처리, 플라즈마 처리 혹은 코로나 처리에 의한 표면 처리, 또는 발액제 혹은 윤활 액체의 코팅 처리를 하는 것을 특징으로 하는 주출 기구의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015084272A JP6337823B2 (ja) | 2015-04-16 | 2015-04-16 | 注出具及びその製造方法 |
| JPJP-P-2015-084272 | 2015-04-16 | ||
| PCT/JP2016/001984 WO2016166967A1 (ja) | 2015-04-16 | 2016-04-12 | 注出具及びその製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177029779A Division KR20170134497A (ko) | 2015-04-16 | 2016-04-12 | 주출 기구 및 그 제조 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190071791A KR20190071791A (ko) | 2019-06-24 |
| KR102103546B1 true KR102103546B1 (ko) | 2020-04-22 |
Family
ID=57126147
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197015271A KR102103546B1 (ko) | 2015-04-16 | 2016-04-12 | 주출 기구 및 그 제조 방법 |
| KR1020177029779A KR20170134497A (ko) | 2015-04-16 | 2016-04-12 | 주출 기구 및 그 제조 방법 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177029779A KR20170134497A (ko) | 2015-04-16 | 2016-04-12 | 주출 기구 및 그 제조 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10759572B2 (ko) |
| EP (1) | EP3284694B1 (ko) |
| JP (1) | JP6337823B2 (ko) |
| KR (2) | KR102103546B1 (ko) |
| CN (1) | CN107614390B (ko) |
| WO (1) | WO2016166967A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2018011576A (es) * | 2016-03-25 | 2019-01-28 | Unilever Nv | Contenedor y tapa con respuesta audible y tactil. |
| JP6995342B2 (ja) * | 2017-09-29 | 2022-01-14 | 哲矢 浦川 | ボトルの液だれ防止器具および該液だれ防止器具を用いたボトルの液だれ防止方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3160981B2 (ja) | 1991-12-13 | 2001-04-25 | ヤマハ株式会社 | 電子楽器用音源の制御装置 |
| JP2011105382A (ja) * | 2009-11-20 | 2011-06-02 | Toppan Printing Co Ltd | 注出口栓及び包装容器 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2854163A (en) * | 1954-04-09 | 1958-09-30 | Owens Illinois Glass Co | Pour-out fitments |
| US3086671A (en) * | 1962-08-17 | 1963-04-23 | Hyspect Container Corp | Plastic bottle |
| US3917788A (en) * | 1971-02-13 | 1975-11-04 | Pietro Padovani | Method for manufacturing a container having a thickened lip |
| JPS56106762A (en) * | 1980-09-10 | 1981-08-25 | Tooyoo Kougei Kogyo Kk | Pouring port in intermediate plug of liquid vessel for edible oil* etc* |
| US4387819A (en) * | 1981-12-23 | 1983-06-14 | Corsette Douglas Frank | Sealing means for a snap-on fitment |
| US4494682A (en) * | 1982-07-07 | 1985-01-22 | Hunt-Wesson Foods, Inc. | Pouring fitment with container and closure therefor |
| US4545953A (en) * | 1982-10-20 | 1985-10-08 | Hunt-Wesson Foods, Inc. | Method for making an extrusion blow molded no drip lip |
| US4591078A (en) * | 1983-12-29 | 1986-05-27 | Colgate-Palmolive Company | Dripless pouring cap |
| JPS61125956U (ko) * | 1985-01-29 | 1986-08-07 | ||
| JPH068043Y2 (ja) * | 1985-11-25 | 1994-03-02 | 花王株式会社 | 液体注出容器 |
| US4856667A (en) * | 1987-06-17 | 1989-08-15 | Tri-Tech Systems International Inc. | Container and cap |
| JP2527988B2 (ja) * | 1988-01-14 | 1996-08-28 | 日本製紙株式会社 | 容器口部の開閉装置の製造方法 |
| US5198176A (en) * | 1989-03-08 | 1993-03-30 | Fortex, Inc. | Method for the manufacture of shaped products of biaxially oriented polymer material |
| US5215694A (en) * | 1990-10-15 | 1993-06-01 | Continental Plastic Containers, Inc. | Method of forming a container with dripless spout |
| JPH04109047U (ja) * | 1991-03-08 | 1992-09-21 | 凸版印刷株式会社 | 注出口栓 |
| JP3303679B2 (ja) * | 1996-07-31 | 2002-07-22 | 凸版印刷株式会社 | 液体包装用容器の口栓 |
| JP2002302146A (ja) * | 2001-04-02 | 2002-10-15 | Okura Ind Co Ltd | 液切れの良好な注出口栓、及び、その用途 |
| US6814920B2 (en) * | 2001-12-13 | 2004-11-09 | Dtl Technology Limited Partnership | Method for forming a non-delaminating multilayer container mouth |
| JP2003267364A (ja) * | 2002-03-15 | 2003-09-25 | Toyo Seikan Kaisha Ltd | 容器の注口部構造 |
| JP4203545B2 (ja) * | 2002-07-30 | 2009-01-07 | 凸版印刷株式会社 | 小容量の液体用紙容器の口栓 |
| JP3971329B2 (ja) * | 2002-10-23 | 2007-09-05 | ロート製薬株式会社 | 液体用容器のノズル構造 |
| US7435073B2 (en) * | 2004-08-10 | 2008-10-14 | Graham Packaging Plastic Products, Inc. | Apparatus and method for reforming the neck finish end surface of a blow molded plastic container |
| US7637733B2 (en) * | 2004-12-02 | 2009-12-29 | Graham Packaging Company, L.P. | Method and apparatus for reforming a portion of a plastic container to include a three-dimensional feature or transferable element |
| JP4596142B2 (ja) * | 2005-04-15 | 2010-12-08 | カゴメ株式会社 | 易開封性容器 |
| JP3145715U (ja) * | 2008-08-06 | 2008-10-16 | 常盤薬品工業株式会社 | 液垂れおよび臭気漏れを防止する容器用口構造 |
| KR20110105382A (ko) | 2008-12-10 | 2011-09-26 | 어플라이드 머티어리얼스, 인코포레이티드 | 스크린 프린팅 패턴 정렬을 위한 향상된 비젼 시스템 |
| JP2011079544A (ja) * | 2009-10-07 | 2011-04-21 | Mikasa Sangyo Kk | 合成樹脂製のキャップ |
| JP3160981U (ja) * | 2010-04-30 | 2010-07-15 | シロウマサイエンス株式会社 | 液体容器用キャップ |
-
2015
- 2015-04-16 JP JP2015084272A patent/JP6337823B2/ja active Active
-
2016
- 2016-04-12 EP EP16779763.8A patent/EP3284694B1/en active Active
- 2016-04-12 KR KR1020197015271A patent/KR102103546B1/ko active IP Right Grant
- 2016-04-12 CN CN201680022292.6A patent/CN107614390B/zh active Active
- 2016-04-12 KR KR1020177029779A patent/KR20170134497A/ko active Search and Examination
- 2016-04-12 WO PCT/JP2016/001984 patent/WO2016166967A1/ja unknown
-
2017
- 2017-10-16 US US15/784,760 patent/US10759572B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3160981B2 (ja) | 1991-12-13 | 2001-04-25 | ヤマハ株式会社 | 電子楽器用音源の制御装置 |
| JP2011105382A (ja) * | 2009-11-20 | 2011-06-02 | Toppan Printing Co Ltd | 注出口栓及び包装容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3284694B1 (en) | 2022-07-06 |
| WO2016166967A1 (ja) | 2016-10-20 |
| CN107614390A (zh) | 2018-01-19 |
| KR20170134497A (ko) | 2017-12-06 |
| JP6337823B2 (ja) | 2018-06-06 |
| CN107614390B (zh) | 2020-04-24 |
| JP2016203995A (ja) | 2016-12-08 |
| EP3284694A1 (en) | 2018-02-21 |
| US20180037376A1 (en) | 2018-02-08 |
| EP3284694A4 (en) | 2018-12-26 |
| KR20190071791A (ko) | 2019-06-24 |
| US10759572B2 (en) | 2020-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101766748B1 (ko) | 액 주출용 플라스틱 성형체 | |
| KR102103546B1 (ko) | 주출 기구 및 그 제조 방법 | |
| US9409324B2 (en) | Method and device for applying a sealing compound to a surface | |
| WO2016067875A1 (ja) | プラスチック成形体 | |
| CN107406176B (zh) | 喷嘴 | |
| JP2018062351A (ja) | 詰め替え容器用スパウト及びスパウト付き詰め替え容器 | |
| KR20160070791A (ko) | 요철 표면을 갖는 플라스틱 성형체 | |
| CN103101126B (zh) | 用于配给塑料熔体的设备 | |
| JP3994415B2 (ja) | 薄肉部を有するチューブ容器及びその製造方法 | |
| JP2016166045A (ja) | ノズル | |
| JP5897169B2 (ja) | ヒンジキャップ | |
| JPH1081356A (ja) | 液体注出具 | |
| HUE027596T2 (en) | Capping Signal Lock System for Bottles | |
| CN111032524B (zh) | 排出口栓以及具备排出口栓的包装容器 | |
| EP0083657A1 (en) | Mold and structure of vent part thereof | |
| US20160129613A1 (en) | Method and device for pressing a sealing compound on the inside of a lid for containers | |
| JP2004352284A (ja) | 注出筒付プラスチックキャップ | |
| JP5189153B2 (ja) | 容器のキャップ | |
| JP4253728B2 (ja) | ヒンジキャップ及びその製造方法 | |
| JP4025778B2 (ja) | チューブ容器及びその製造方法 | |
| JP4266492B2 (ja) | アルミ・ラミネートチューブ容器 | |
| JP5827462B2 (ja) | ヒンジキャップ | |
| JP7330633B2 (ja) | 液体噴出器、及びシリンダ部材 | |
| JP4197937B2 (ja) | 吐出容器のノズル開閉構造 | |
| JP2024103825A (ja) | キャップおよびこのキャップに対する加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |