JPWO2012144237A1 - 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法、磁気ディスク用ガラスブランク、磁気ディスク用ガラス基板及び磁気ディスク - Google Patents
磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法、磁気ディスク用ガラスブランク、磁気ディスク用ガラス基板及び磁気ディスク Download PDFInfo
- Publication number
- JPWO2012144237A1 JPWO2012144237A1 JP2013510900A JP2013510900A JPWO2012144237A1 JP WO2012144237 A1 JPWO2012144237 A1 JP WO2012144237A1 JP 2013510900 A JP2013510900 A JP 2013510900A JP 2013510900 A JP2013510900 A JP 2013510900A JP WO2012144237 A1 JPWO2012144237 A1 JP WO2012144237A1
- Authority
- JP
- Japan
- Prior art keywords
- glass
- magnetic disk
- blank
- press
- glass blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011521 glass Substances 0.000 title claims abstract description 452
- 230000005291 magnetic effect Effects 0.000 title claims abstract description 227
- 239000000758 substrate Substances 0.000 title claims abstract description 159
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 98
- 238000000034 method Methods 0.000 title claims description 114
- 239000006060 molten glass Substances 0.000 claims abstract description 188
- 238000000465 moulding Methods 0.000 claims abstract description 187
- 238000002791 soaking Methods 0.000 claims abstract description 51
- 238000003825 pressing Methods 0.000 claims abstract description 34
- 230000002093 peripheral effect Effects 0.000 claims description 149
- 238000001816 cooling Methods 0.000 claims description 61
- 230000008569 process Effects 0.000 claims description 48
- 238000005498 polishing Methods 0.000 claims description 45
- 239000000463 material Substances 0.000 claims description 44
- 230000003746 surface roughness Effects 0.000 claims description 42
- 230000009477 glass transition Effects 0.000 claims description 35
- 238000010438 heat treatment Methods 0.000 claims description 20
- 238000000137 annealing Methods 0.000 claims description 18
- 238000003754 machining Methods 0.000 claims description 9
- 229910052751 metal Inorganic materials 0.000 claims description 8
- 239000002184 metal Substances 0.000 claims description 8
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 230000005389 magnetism Effects 0.000 claims 2
- 238000007493 shaping process Methods 0.000 claims 1
- 239000002918 waste heat Substances 0.000 claims 1
- 238000000227 grinding Methods 0.000 description 30
- 239000010410 layer Substances 0.000 description 29
- 238000005520 cutting process Methods 0.000 description 28
- 239000000203 mixture Substances 0.000 description 28
- 230000007246 mechanism Effects 0.000 description 18
- 238000010586 diagram Methods 0.000 description 15
- 230000008859 change Effects 0.000 description 14
- 238000003426 chemical strengthening reaction Methods 0.000 description 13
- 238000012986 modification Methods 0.000 description 11
- 230000004048 modification Effects 0.000 description 11
- 238000012545 processing Methods 0.000 description 11
- 239000006061 abrasive grain Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 9
- 239000005304 optical glass Substances 0.000 description 9
- 230000001276 controlling effect Effects 0.000 description 8
- 238000011156 evaluation Methods 0.000 description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 6
- 239000005354 aluminosilicate glass Substances 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 6
- 239000010949 copper Substances 0.000 description 6
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 239000002245 particle Substances 0.000 description 5
- 238000007517 polishing process Methods 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- 239000011734 sodium Substances 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- OCKGFTQIICXDQW-ZEQRLZLVSA-N 5-[(1r)-1-hydroxy-2-[4-[(2r)-2-hydroxy-2-(4-methyl-1-oxo-3h-2-benzofuran-5-yl)ethyl]piperazin-1-yl]ethyl]-4-methyl-3h-2-benzofuran-1-one Chemical compound C1=C2C(=O)OCC2=C(C)C([C@@H](O)CN2CCN(CC2)C[C@H](O)C2=CC=C3C(=O)OCC3=C2C)=C1 OCKGFTQIICXDQW-ZEQRLZLVSA-N 0.000 description 4
- 229910021193 La 2 O 3 Inorganic materials 0.000 description 4
- 229910018068 Li 2 O Inorganic materials 0.000 description 4
- 229910004298 SiO 2 Inorganic materials 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 229910010413 TiO 2 Inorganic materials 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 230000001050 lubricating effect Effects 0.000 description 4
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 4
- 239000011241 protective layer Substances 0.000 description 4
- 229910052708 sodium Inorganic materials 0.000 description 4
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 3
- 229910000881 Cu alloy Inorganic materials 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 229910000420 cerium oxide Inorganic materials 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 3
- 239000010702 perfluoropolyether Substances 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 239000000523 sample Substances 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910018979 CoPt Inorganic materials 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 239000005345 chemically strengthened glass Substances 0.000 description 2
- 239000008119 colloidal silica Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 238000003618 dip coating Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 238000001755 magnetron sputter deposition Methods 0.000 description 2
- IBIKHMZPHNKTHM-RDTXWAMCSA-N merck compound 25 Chemical compound C1C[C@@H](C(O)=O)[C@H](O)CN1C(C1=C(F)C=CC=C11)=NN1C(=O)C1=C(Cl)C=CC=C1C1CC1 IBIKHMZPHNKTHM-RDTXWAMCSA-N 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- FGIUAXJPYTZDNR-UHFFFAOYSA-N potassium nitrate Chemical compound [K+].[O-][N+]([O-])=O FGIUAXJPYTZDNR-UHFFFAOYSA-N 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- 229910001415 sodium ion Inorganic materials 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 229910000737 Duralumin Inorganic materials 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 229910005335 FePt Inorganic materials 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- PMZURENOXWZQFD-UHFFFAOYSA-L Sodium Sulfate Chemical compound [Na+].[Na+].[O-]S([O-])(=O)=O PMZURENOXWZQFD-UHFFFAOYSA-L 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052681 coesite Inorganic materials 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000112 cooling gas Substances 0.000 description 1
- 239000000110 cooling liquid Substances 0.000 description 1
- 239000013256 coordination polymer Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 229910052906 cristobalite Inorganic materials 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000005294 ferromagnetic effect Effects 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 238000005407 grinding (machining) Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000011259 mixed solution Substances 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000005121 nitriding Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000010363 phase shift Effects 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 229910001414 potassium ion Inorganic materials 0.000 description 1
- 235000010333 potassium nitrate Nutrition 0.000 description 1
- 239000004323 potassium nitrate Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 238000010583 slow cooling Methods 0.000 description 1
- 239000005361 soda-lime glass Substances 0.000 description 1
- 229910052938 sodium sulfate Inorganic materials 0.000 description 1
- 235000011152 sodium sulphate Nutrition 0.000 description 1
- 229910052682 stishovite Inorganic materials 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000036962 time dependent Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 229910052905 tridymite Inorganic materials 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/05—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing in machines with reciprocating moulds
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/06—Construction of plunger or mould
- C03B11/08—Construction of plunger or mould for making solid articles, e.g. lenses
- C03B11/088—Flat discs
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/12—Cooling, heating, or insulating the plunger, the mould, or the glass-pressing machine; cooling or heating of the glass in the mould
- C03B11/122—Heating
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/12—Cooling, heating, or insulating the plunger, the mould, or the glass-pressing machine; cooling or heating of the glass in the mould
- C03B11/125—Cooling
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C19/00—Surface treatment of glass, not in the form of fibres or filaments, by mechanical means
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/62—Record carriers characterised by the selection of the material
- G11B5/73—Base layers, i.e. all non-magnetic layers lying under a lowermost magnetic recording layer, e.g. including any non-magnetic layer in between a first magnetic recording layer and either an underlying substrate or a soft magnetic underlayer
- G11B5/739—Magnetic recording media substrates
- G11B5/73911—Inorganic substrates
- G11B5/73921—Glass or ceramic substrates
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/84—Processes or apparatus specially adapted for manufacturing record carriers
- G11B5/8404—Processes or apparatus specially adapted for manufacturing record carriers manufacturing base layers
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/02—Press-mould materials
- C03B2215/05—Press-mould die materials
- C03B2215/06—Metals or alloys
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/02—Press-mould materials
- C03B2215/05—Press-mould die materials
- C03B2215/07—Ceramic or cermets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/70—Horizontal or inclined press axis
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2204/00—Glasses, glazes or enamels with special properties
- C03C2204/08—Glass having a rough surface
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
Abstract
Description
垂直ダイレクトプレス法では、溶融ガラス塊のプレス成形が開始されると、溶融ガラス塊は、上型及び下型と接触することにより冷却されて固化することになる。このとき、上型及び下型それぞれのプレス成形面の中央部分では、その周りにも溶融ガラスが存在することによって、溶融ガラス塊の熱が篭り易くなる。その一方で、プレス成形中の上型及び下型それぞれのプレス成形面の周縁部分では、中央部分と比べて溶融ガラスと接触するプレス成形面の面積が相対的に広いことや、外形を規制しない場合は溶融ガラスと接触しない金型の外縁部分が存在すること等により、溶融ガラス塊の熱が拡散し易くなることから、プレス成形中にはプレス成形面内の温度差が大きくなる。これにより、プレス成形中には不均一な熱変形(熱膨張)がプレス成形面に生じることから、作製されるガラスブランクは、プレス成形面の熱変形が形状転写されることによって、主表面の表面うねりが大きくなる。従って、ガラスブランクの表面うねりが劣化していた。公知の水平ダイクレトプレス法についても同様の問題が生じていた。
また、プレス成形時に内部歪みが生じたガラスブランクに対してアニール処理が行われた場合には、ガラスブランクの内部歪みが開放される一方で、内部歪みの開放によりガラスブランクが変形するため、ガラスブランクの平面度が劣化する。例えば、平面度が4μm以下になるようにプレス成形されたガラスブランクに対してアニール処理が行われたときに、プレス成形時にガラスブランクに内部歪みが残存していた場合には、アニール処理後のガラスブランクの平面度が4μmより大きくなる場合がある。この場合、研削工程を実施して、ガラスブランクの平面度を4μm以下にする必要がある。
従って、熱アシスト磁気記録方式に用いられる磁気ディスク用ガラス基板としては、内部歪みが小さい、または残存しないガラスブランクを基に製造されたものが好ましい。
また、本発明の第2の目的は、アニール処理が行われることなく、内部歪みを低減することの可能な磁気ディスク用ガラスブランクの製造方法及び磁気ディスク用ガラス基板の製造方法、並びに磁気ディスク用ガラスブランク、磁気ディスク用ガラス基板及び磁気ディスクを提供することである。
なお、「プレス成形面内の温度差」とは、例えば、金型中央部と周縁部との温度差である。
前述したように、一対の金型を用いた水平ダイレクトプレス法を利用することにより、作製されたガラスブランクの平面度は改善される。ここで、水平ダイレクトプレス法を利用した場合であっても、プレス成形時における金型のプレス成形面の中央部では、溶融ガラス塊の熱が篭り易くなるため、前記中央部に存在する溶融ガラスが冷却され難くなる。その一方で、プレス成形時における金型のプレス成形面の周縁部では、溶融ガラス塊の熱が拡散し易くなることから、前記周縁部に存在する溶融ガラスが冷却され易くなる。すなわち、プレス成形時には、プレス成形面の周縁部から中央部への方向に沿って、溶融ガラスが固化していくと考えられる。これにより、プレス成形されたガラスブランクには、プレス成形面の周縁部から中央部への方向に向かう残留応力による内部歪み(面内歪)が生じる。面内歪が生ずると、後工程でガラスのガラス転移点(Tg)または歪点に近くなるまで加熱処理がなされたときに歪が開放されて、平面度が悪化する虞がある。
そこで、発明者らは、プレス成形時における溶融ガラスの面内(例えば溶融ガラスの表面の周縁部と中央部)の温度差が低減するように前記溶融ガラスの冷却速度を制御すれば、溶融ガラスの面内を、内部歪みを生じさせることなくほぼ同時に固化させることができることを見出した。
なお、例えば、1秒間当たりの温度の低下が10℃のときに、「−10℃/秒」と表記する。また、「冷却速度が−10℃/秒以内」とは、1秒間当たりの温度の低下が10℃よりも少ないことを意味する。
以下、本実施形態の磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法について詳細に説明する。
図1に示すように、本実施形態における磁気ディスク用ガラス基板1は、円環状の薄板のガラス基板である。磁気ディスク用ガラス基板のサイズは問わないが、例えば、公称直径2.5インチの磁気ディスク用ガラス基板として好適である。公称直径2.5インチの磁気ディスク用ガラス基板の場合、例えば、外径が65mm、中心穴2の径が20mm、板厚Tが0.6〜1.0mmである。実施形態の磁気ディスク用ガラス基板の主表面の平面度は例えば4μm以下であり、主表面の表面粗さ(算術平均粗さRa)は例えば0.2nm以下である。なお、最終製品である磁気ディスク用基板に求められる平面度は、例えば4μm以下である。
なお、プレス時の面内歪を低減するためには、ガラス転移点(Tg)が600℃以上のガラスが好ましく、650℃以上であるとより好ましい。これは、ガラス転移点(Tg)が高いほど溶融状態から固化するまで(Tg付近)の時間が短く、かつ冷却速度が速い傾向にあるため、「金型面内の温度差」の影響を大きく受けてしまうためであり、このようなガラスを使用する場合に特に、本実施形態の製造方法を適用することが好ましいためである。
また、本実施形態のガラス基板では、熱膨張係数が50×10-7(K-1)以上のガラスであると好ましく、80×10-7(K-1)以上のガラスであるとより好ましい。これは、熱膨張係数が大きいほど温度変化による変形が大きく歪が生じやすいため、熱膨張係数が低い場合よりも、プレス時の面内歪を低減する本実施形態の方法を適用することが好ましいためである。
なお、本実施形態(第1の実施形態についても同様)では水平プレスを用いるため幅広い範囲の粘度のガラスをプレス成形することが可能であるが、特に高い粘度のガラスに好適である。これは、鉛直方向に落下する途中でプレスするため、粘度が比較的高いガラスの方が真円度が良好となるためである。具体的には、500ポアズ以上であることが好ましい。なお、2000ポアズ以上になると薄板化が困難となるため好ましくない。
次に、図2を参照して、磁気ディスク用ガラス基板の製造方法のフローを説明する。図2は、磁気ディスク用ガラス基板の製造方法の一実施形態のフローを示す図である。
図2に示すように、本実施形態の磁気ディスク用ガラス基板の製造方法では先ず、円板上のガラスブランクをプレス成形により作製する(ステップS10)。次に、成形されたガラスブランクをスクライブして、円環状のガラス基板を作製する(ステップS20)。次に、スクライブされたガラス基板に対して形状加工(チャンファリング加工)を行う(ステップS30)。次に、ガラス基板に対して固定砥粒による研削を施す(ステップS40)。次に、ガラス基板の端面研磨を行う(ステップS50)。次に、ガラス基板の主表面に第1研磨を施す(ステップS60)。次に、第1研磨後のガラス基板に対して化学強化を施す(ステップS70)。次に、化学強化されたガラス基板に対して第2研磨を施す(ステップS80)。以上の工程を経て、磁気ディスク用ガラス基板が得られる。
以下、各工程について、詳細に説明する。
先ず図3を参照して、プレス成形工程について説明する。図3は、プレス成形において用いられる装置の平面図である。図3に示されるように、装置101は、4組のプレスユニット120,130,140,150と、切断ユニット160と、切断刃165(図2には不図示)を備える。切断ユニット160は、溶融ガラス流出口111から流出する溶融ガラスの経路上に設けられる。装置101は、切断ユニット160によって切断されてできる溶融ガラスの塊(以降、ゴブともいう)を落下させ、そのとき、塊の落下経路の両側から、互いに対向する一対の型の面で塊を挟み込みプレスすることにより、ガラスブランクを成形する。
具体的には、図4に示されるように、装置101は、溶融ガラス流出口111を中心として、4組のプレスユニット120,130,140及び150が90度おきに設けられている。
第1駆動部123は、第1の型121を第2の型122に対して進退させる。一方、第2駆動部124は、第2の型122を第1の型121に対して進退させる。第1駆動部123及び第2駆動部124は、例えばエアシリンダやソレノイドとコイルばねを組み合わせた機構など、第1駆動部123の面と第2駆動部124の面とを急速に近接させる機構を有する。
均熱部125は、ゴブのプレス成形中における第1及び第2の型121,122それぞれのプレス成形面内において熱の移動を生じさせやすくすることで、プレス成形面内の温度差を低減する。均熱部125は、例えばヒートシンクであって、均熱手段の一例である。この均熱部125は、第1及び第2の型121,122のプレス成形面の裏全面に接するように設けられている。また、均熱部125は、第1及び第2の型121,122より高い熱伝導率を有する部材から構成されていることが好ましい。例えば、第1及び第2の型121,122が超硬合金(例えばVM40)から構成されている場合には、均熱部125は、銅、銅合金、アルミニウム又はアルミニウム合金等から構成されてよい。均熱部125が、第1及び第2の型121,122より高い熱伝導率を有することにより、第1及び第2の型121,122の熱を効率良く外部に排出することが可能になる。なお、超硬合金(VM40)の熱伝導率は71(W/m・K)、銅の熱伝導率は400(W/m・K)である。均熱部125を構成する部材は、第1及び第2の型121,122を構成する金属の熱伝導率、硬度、厚み寸法等に応じて適宜選択されてよい。また、第1及び第2の型121,122は、プレスに耐えうる強度が必要であるため、均熱部125と一体化せずに形成されることが好ましい。
また、冷却作用を有する液体や気体等の流路等から構成される排熱機構及び/又はヒータ等の加熱機構を、金型の内周面(円筒形状の金型の内側の面)内の温度差を低減するための均熱手段として構成してもよい。
なお、プレスユニット130,140及び150の構造は、プレスユニット120と同様であるため、説明は省略する。
このプレス成形工程で一対の金型121,122を用いてプレス成形するが、本実施形態におけるプレス成形では、ガラスブランクの外形は金型の形状によって規制されない。すなわち、図4(c)に示すように、閉型により引き伸ばされたゴブが型の突起121b,122bまで到達することはない。
また、プレス成形工程において、第1の型121及び第2の型122に離型材を付着させる必要はない。
そこで、ガラスブランクのプレス中における内周面121a,122aそれぞれの内部の温度差を、均熱部125を用いて低減することで、磁気ディスク用ガラス基板に要求される表面うねりを実現することができる。例えば、磁気ディスク用ガラス基板に要求される表面うねりを10nmとしたならば、各内周面121a,122aそれぞれの中央部と周縁部との温度差を1℃以内とした状態でプレス成形を行うことが好ましい。中央部と周縁部との温度差が0℃であるときに作製されるガラスブランクの表面うねりが最も良好となるが、上記温度差は、磁気ディスク用ガラス基板に要求される表面うねりに応じて適宜決定してよい。
なお、内周面の内部の温度差は、型の内周面の表面から型の内部に1mm移動した地点であって、内周面の中央部及び複数の周縁部のそれぞれに対応する地点(例えば、直径75mmのガラスブランクの中心位置に対応する地点と、その地点を中心とする半径約30mmの円周上の上下左右4つの地点)で、熱電対を用いて計測するときの中央部と各周縁部との温度の差分のうち最大となる温度の差分である。また、温度を測定するタイミングは、第1の型121と第2の型122をプレス成形後に離型する時点のタイミングである。
本実施形態の磁気ディスク用ガラス基板は、最終製品である磁気ディスクとして、ハードディスク装置内で熱膨張係数の高い金属製のスピンドルに軸支されて組み込まれるため、磁気ディスク用ガラス基板の熱膨張係数もスピンドルと同程度に高いことが好ましい。このため、磁気ディスク用ガラス基板の熱膨張係数が高くなるように磁気ディスク用ガラス基板の組成は定められている。磁気ディスク用ガラス基板の熱膨張係数は、例えば、30〜100×10-7(K-1)の範囲内であり、好ましくは、50〜100×10-7(K-1)の範囲内である。上記熱膨張係数は、磁気ディスク用ガラス基板の温度100度と温度300度における線膨張率を用いて算出される値である。熱膨張係数は、例えば30×10-7(K-1)未満または100×10-7より大きい場合、スピンドルの熱膨張係数との差が大きくなり好ましくない。この点から、熱膨張係数が高い磁気ディスク用ガラス基板を作製する際、上記プレス成型工程においてガラスブランクの主表面周りの温度条件を揃える。一例として、第1の型121の内周面121aと第2の型122の内周面122aの温度が実質的に同一になるように温度管理をすることが好ましい。実質的に温度が同一となるように温度管理される場合、例えば、温度差は5度以下であることが好ましい。上記温度差は、より好ましくは3度以下であり、特に好ましくは1度以下である。
金型間の温度差は、第1の型121の内周面121aおよび第2の型122の内周面122aのそれぞれの表面から型の内部に1mm移動した地点であって、内周面121aおよび内周面122aの互いに対向する地点(例えば、ガラスブランクの中心位置に対応する地点や内周面121aおよび内周面122aの中心点)で、熱電対を用いて計測するときの温度の差分である。
なお、金型の成形面内で表面粗さが異なると、粗さが変化する場所がきっかけとなってプレスによる均一な延伸が阻害されて、例えばスジのような欠陥が生じる原因となる。
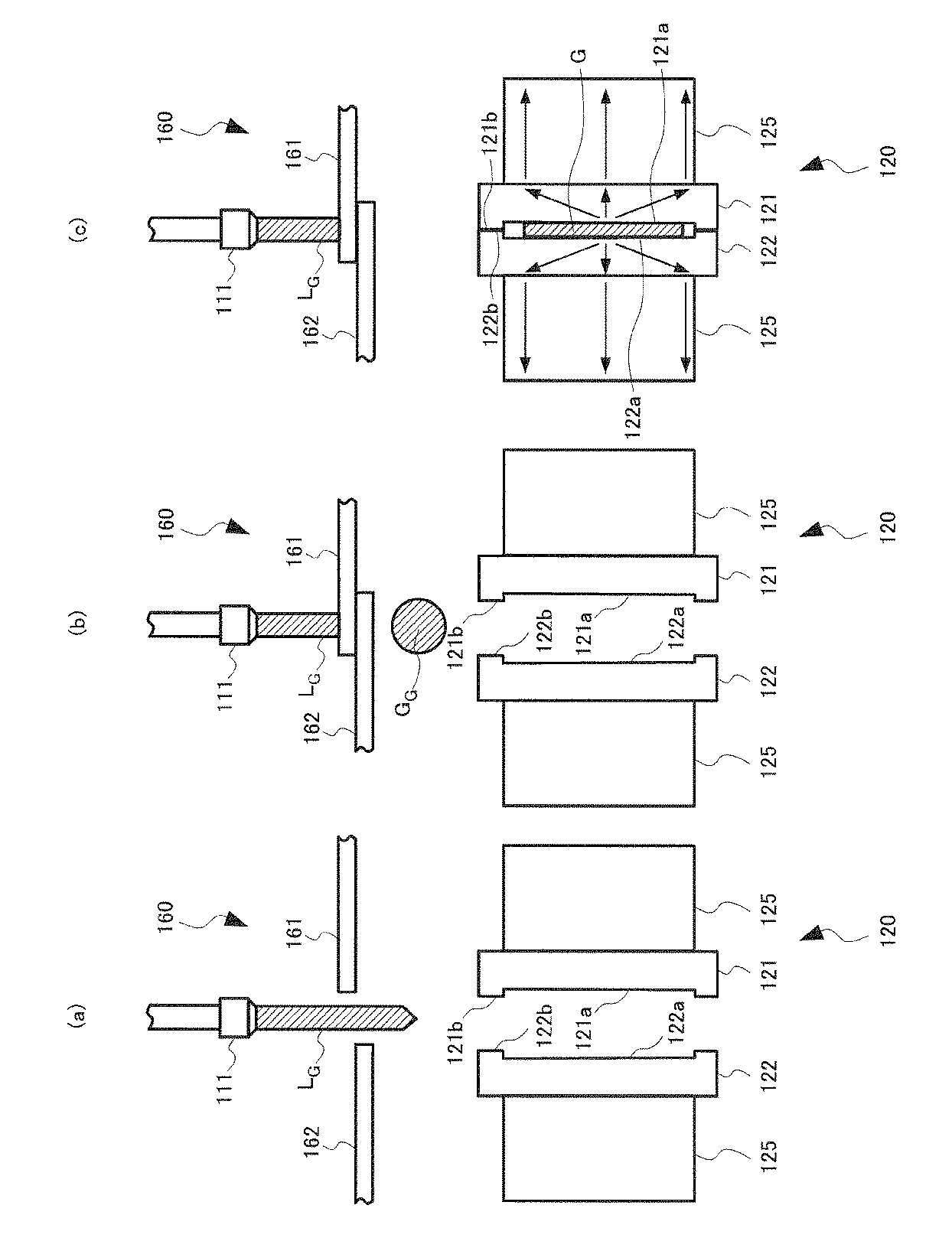
図5(a)に示すように、プレスユニット120は、ブロック181,182を溶融ガラスLGの経路上で閉じることにより溶融ガラスLGの経路が塞がれ、ブロック181,182で作られる凹部180Cで、切断ユニット160で切断された溶融ガラスLGの塊が受け止められる。この後、図5(b)に示すように、ブロック181,182が開かれることにより、凹部180Cにおいて球状となった溶融ガラスLGが一度にプレスユニット120に向けて落下する。この落下時、ゴブGGは、溶融ガラスLGの表面張力により球状になる。球状のゴブGGは、落下途中、図5(c)に示すように、第1の型121と第2の型122とに挟まれてプレス成形されることにより、円形状のガラスブランクGが作製される。
図6(a)に示すように、ブロック181,182によって作られる凹部180Cが溶融ガラス流出口111から流出する溶融ガラスLGを受け止め、図6(b)に示すように、所定のタイミングでブロック181,182を溶融ガラスLGの流れの下流側に素早く移動させる。これにより、溶融ガラスLGが切断される。この後、所定のタイミングで、図6(c)に示すように、ブロック181,182が離間する。これにより、ブロック181,182で保持されている溶融ガラスLGは一度に落下し、ゴブGGは、溶融ガラスLGの表面張力により球状になる。球状のゴブGGは、落下途中、図6(d)に示すように、第1の型121と第2の型122とに挟まれてプレス成形されることにより、円形状のガラスブランクGが作製される。
図7(a)に示すように、装置201は、光学ガラスの塊CPをガラス材把持機構212でプレスユニット220の上部の位置に搬送し、この位置で、図7(b)に示すように、ガラス材把持機構212による光学ガラスの塊CPの把持を開放して、光学ガラスの塊CPを落下させる。光学ガラスの塊CPは、落下途中、図7(c)に示すように、第1の型221と第2の型222とに挟まれて円形状のガラスブランクGが成形される。第1の型221及び第2の型222は、図5に示す第1の型121及び第2の型122と同じ構成及び作用をするので、その説明は省略する。
図8(a)は、第1の型121の内周面121aと第2の型122の内周面122aの裏面の周縁部にそれぞれ設けられた均熱部125の間に、均熱部125より高い熱伝導率を有する第2均熱部126が設けられた状態を示す図である。図8(b)は、第1の型121の内周面121aと第2の型122の内周面122aの裏面の中央部のみに均熱部125が設けられた状態を示す図である。図8(c)は、第1の型121の内周面121aと第2の型122の内周面122aの裏面の中央部に向かう凹部が均熱部125に設けられた状態を示す図である。
なお、図8(a)〜(c)では、概ね各内周面121a,122aの中央において、溶融ガラスをプレスする場合を例示するが、プレス成形中の溶融ガラスの位置が各内周面の中央部からずれている場合には、図8(a)の第2均熱部126、図8(b)の均熱部125、及び図8(c)の凹部の位置は、そのずれに応じて設定位置が調整されてよい。
図8(a)に示すように、第2均熱部126は、第1の型121の内周面121aと第2の型122の内周面122aの裏面それぞれの中央部分に設けられている。ここで、第2均熱部126としては、例えば均熱部125がアルミニウム又はアルミニウム合金であった場合には、銅又は銅合金等が用いられる。第2均熱部126が用いられることにより、プレス成形時において内周面121a,122aの中央部に篭る熱が、均熱部125よりも熱伝導効率の良い第2均熱部126を介して外部に排出される。また、ゴブGGから内周面121a,122aの周縁部に伝わる熱は、均熱部125を介して外部に排出される。このようにして、プレス成形時における内周面の内部の温度差を低減することができる。
また、図8(b)に示すように、各内周面121a,122aの裏面の中央部のみに均熱部125が設けられている場合には、プレス成形時において、内周面121a,122aの中央部に篭る熱が、均熱部125を介して外部に排出される。これにより、プレス成形時における内周面121a,122aそれぞれの内部の温度差を低減することができる。なお、均熱部125の代わりに第2均熱部126を設けてもよい。
さらに、図8(c)に示すように、各内周面121a,122aの裏面の中央部に向かう凹部が均熱部125に設けられている場合には、例えば冷却作用を有する液体及び/または気体等を用いて凹部を冷却してもよい。この場合、内周面121a,122aの中央部が急冷されることにより、プレス成形時における内周面の内部の温度差を低減することができる。なお、例えば冷却作用を有する液体や気体等を用いて各内周面121a,122aの裏面の中央部を直接冷却できるように、均熱部125を形成してもよい。
また、図8(d)に示すように、第1及び第2の金型121,122の裏面に複数の均熱部125が設けられるようにしてもよい。複数の均熱部125はヒートシンクであってもよい。この場合、均熱部125を一つ設けた場合と比較して、外部に対する均熱部の接触面積を大きくすることが可能になるため、ゴブGGから内周面121a,122aに伝わる熱を、効率良く外部に排出することができる。
次に、スクライブ工程について説明する。プレス成形工程の後、スクライブ工程では、成形されたガラスブランクGに対してスクライブが行われる。
ここでスクライブとは、成形されたガラスブランクGを所定のサイズのリング形状とするために、ガラスブランクGの表面に超鋼合金製あるいはダイヤモンド粒子からなるスクライバにより2つの同心円(内側同心円および外側同心円)状の切断線(線状のキズ)を設けることをいう。2つの同心円の形状にスクライブされたガラスブランクGは、部分的に加熱され、ガラスブランクGの熱膨張の差異により、外側同心円の外側部分および内側同心円の内側部分が除去される。これにより、円環状のガラス基板が得られる。
なお、ガラスブランクに対してコアドリル等を用いて円孔を形成することにより円環状のガラス基板を得ることもできる。
次に、形状加工工程について説明する。形状加工工程では、スクライブ工程後のガラス基板の端部に対するチャンファリング加工(外周端部および内周端部の面取り加工)を含む。チャンファリング加工は、スクライブ工程後のガラス基板の外周端部および内周端部において、主表面と、主表面と垂直な側壁部との間で、ダイヤモンド砥石により面取りを施す形状加工である。面取り角度は、主表面に対して例えば40〜50度である。
固定砥粒による研削工程では、遊星歯車機構を備えた両面研削装置を用いて、形状加工工程後のガラス基板の主表面に対して研削加工(機械加工)を行う。研削による取り代は、例えば数μm〜100μm程度である(両面合わせた値。以下同じ)。両面研削装置は、上下一対の定盤(上定盤および下定盤)を有しており、上定盤および下定盤の間にガラス基板が狭持される。そして、上定盤または下定盤のいずれか一方、または、双方を移動操作させることで、ガラス基板と各定盤とを相対的に移動させることにより、このガラス基板の両主表面を研削することができる。
なお、本実施形態のプレス成形工程では、極めて平面度の高いガラスブランクを作製できるため、この研削工程を行わなくてもよい。また、研削工程の前に、研削工程で用いた装置と同様の両面研削装置及びアルミナ系遊離砥粒を用いたラッピング工程を行ってもよい。
次に、研削工程後のガラス基板の端面研磨が行われる。
端面研磨では、ガラス基板の内周端面及び外周端面をブラシ研磨により鏡面仕上げを行う。このとき、酸化セリウム等の微粒子を遊離砥粒として含むスラリーが用いられる。端面研磨を行うことにより、ガラス基板の端面での塵等が付着した汚染、ダメージあるいはキズ等の損傷の除去を行うことにより、サーマルアスペリティの発生の防止や、ナトリウムやカリウム等のコロージョンの原因となるイオン析出の発生を防止することができる。
次に、端面研磨工程後のガラス基板の主表面に第1研磨が施される。第1研磨による取り代は、例えば数μm〜50μm程度である。第1研磨は、固定砥粒による研削により主表面に残留したキズ、歪みの除去、微小な表面凹凸(マイクロウェービネス、粗さ)の調整を目的とする。第1研磨工程では、研削工程で用いたものと同様の構造の両面研磨装置を用いて、研磨液を与えながら研磨する。研磨液に含有させる研磨剤は、例えば、酸化セリウム砥粒、あるいはジルコニア砥粒である。
表面粗さは、JIS B0601:2001により規定される算術平均粗さRaで表され、0.006μm以上200μm以下の場合は、例えば、ミツトヨ社製粗さ測定機SV−3100で測定し、JIS B0633:2001で規定される方法で算出できる。その結果、粗さが0.03μm以下であった場合は、例えば、日本Veeco社製走査型プローブ顕微鏡(原子間力顕微鏡;AFM)ナノスコープで計測しJIS R1683:2007で規定される方法で算出できる。本願においては、1μm×1μm角の測定エリアにおいて、512×512ピクセルの解像度で測定したときの算術平均粗さRaを用いることができる。
次に、第1研磨工程後のガラス基板は化学強化される。
化学強化液として、例えば硝酸カリウム(60重量%)と硫酸ナトリウム(40重量%)の混合液等を用いることができる。化学強化工程では、化学強化液を例えば300℃〜400℃に加熱し、洗浄したガラス基板を例えば200℃〜300℃に予熱した後、ガラス基板を化学強化液中に例えば3時間〜4時間浸漬する。
ガラス基板を化学強化液に浸漬することによって、ガラス基板の表層のリチウムイオン及びナトリウムイオンが、化学強化液中のイオン半径が相対的に大きいナトリウムイオン及びカリウムイオンにそれぞれ置換されることで表層部分に圧縮応力層が形成され、ガラス基板が強化される。なお、化学強化処理されたガラス基板は洗浄される。例えば、硫酸で洗浄された後に、純水等で洗浄される。
次に、化学強化工程後のガラス基板に第2研磨が施される。第2研磨による取り代は、例えば1μm程度、具体的には、0.5〜2μmの範囲内とすることが好ましい。取り代がこの範囲より小さいと、表面粗さを十分に低減できない場合がある。また、この範囲より大きいと、端部形状の悪化(ダレ等)を招く場合がある。第2研磨は、主表面の鏡面研磨を目的とする。第2研磨では例えば、第1研磨で用いた研磨装置を用いる。このとき、第1研磨と異なる点は、遊離砥粒の種類及び粒子サイズが異なることと、樹脂ポリッシャの硬度が異なることである。
第2研磨に用いる遊離砥粒として、例えば、スラリーに混濁させたコロイダルシリカ等の微粒子(粒子サイズ:直径10〜50nm程度)が用いられる。
研磨されたガラス基板を中性洗剤、純水、IPA等を用いて洗浄することで、磁気ディスク用ガラス基板が得られる。
第2研磨工程を実施することは必ずしも必須ではないが、ガラス基板の主表面の表面凹凸のレベルをさらに良好なものとすることができる点で実施することが好ましい。第2研磨工程を実施することで、主表面の粗さ(Ra)を0.2nm以下、より好ましくは0.1nm以下かつ上記主表面のマイクロウェービネス(MW−Rq)を0.3nm以下、より好ましくは0.1nm以下とすることができる。
以上の各工程を経て、磁気ディスク用ガラス基板が作製される。この磁気ディスク用ガラス基板を用いて、磁気ディスクは以下のようにして得られる。
磁気ディスクは、例えばガラス基板の主表面上に、主表面に近いほうから順に、少なくとも付着層、下地層、磁性層(磁気記録層)、保護層、潤滑層が積層された構成になっている。
例えば基板を、真空引きを行った成膜装置内に導入し、DCマグネトロンスパッタリング法にてAr雰囲気中で、基板主表面上に付着層から磁性層まで順次成膜する。付着層としては例えばCrTi、下地層としては例えばCrRuを用いることができる。磁性層としては、例えばCoPt系合金を用いることができる。また、L10規則構造のCoPt系合金やFePt系合金を形成して熱アシスト磁気記録用の磁性層とすることもできる。上記成膜後、例えばCVD法によりC2H4を用いて保護層を成膜し、続いて表面に窒素を導入する窒化処理を行うことにより、磁気記録媒体を形成することができる。その後、例えばPFPE(パーフルオロポリエーテル)をディップコート法により保護層上に塗布することにより、潤滑層を形成することができる。
以下、本実施形態の磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法について詳細に説明する。なお、本実施形態の磁気ディスク用ガラス基板は、第1の実施形態の磁気ディスク用ガラス基板と同一である。また、以下の説明では、第1の実施形態の磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法とは異なる部分についてのみ説明し、それ以外の重複説明については省略する。本実施形態では便宜上、第1の実施形態で「均熱部」と表記していた部材125を「温度制御部」と表記する。
このプレス成形工程で一対の金型121,122を用いてプレス成形するが、本実施形態におけるプレス成形では、ガラスブランクの外形は金型の形状によって規制されない。すなわち、図4(c)に示すように、閉型により引き伸ばされたゴブが突起121b,122bまで到達することはない。
また、図4(c)に示すように、ゴブGGから各内周面121a,122aそれぞれの中央部に伝わる熱は、図中矢印で示す熱の流れに従い、温度制御部125を介して外部に排出される。
さらに、プレス成形工程において、プレス成形は極めて短時間に終了し、広い面ですばやく冷却することができるため、金型が加熱されすぎることがなく、ガラスと金型が融着することがないため、第1の型121及び第2の型122に離型材を付着させる必要はない。
また、内周面の中央部の温度と周縁部の温度がほぼ同一になることから、プレス成形面の周縁部分から中央部分への方向に向かう圧縮応力による内部歪み(面内歪)が、プレス成形されたガラスブランクに生じるのを防ぐことができる。
そこで、ガラスブランクのプレス中における金型の内周面の温度差を、温度制御部125を用いて低減することで、磁気ディスク用ガラス基板に要求される平面度を実現することができるとともに、ゴブGGの中央部分と周縁部分とをほぼ同時に固化させることができるため面内歪の発生を抑制することができる。例えば、磁気ディスク用ガラス基板に要求される平面度を4μmとしたならば、内周面の温度が実質的に均一な状態、例えば、中央部と周縁部との温度差が10℃以内とした状態でプレス成形を行うようにする。中央部と周縁部との温度差が0℃であるときが、ガラスブランクの面内歪の発生を防ぐのに最も良好となるが、上記温度差は、成形されるガラスブランクGの大きさやガラスの組成等に応じて適宜決定してよい。
なお、内周面の温度差は、型の内周面の表面から型の内部に1mm移動した地点であって、内周面の中央部及び複数の周縁部のそれぞれに対応する地点(例えば、直径75mmのガラスブランクの中心位置に対応する地点と、その地点を中心とする半径約30mmの円周上の上下左右4つの地点)で、熱電対を用いて計測するときの中央部と各周縁部との温度の差分のうち最大となる温度の差分である。
また、本実施形態では、ゴブGGの面内の温度差が低減するように前記溶融ガラスの冷却速度を制御しながらプレス成形を行うので、ゴブGGの表面の中央部と周縁部とをほぼ同時に固化させることができる。従って、温度制御部125を設けなくてもよい。
なお、ゴブGGの温度は、第1の型121の内周面121a及び第2の型122の内周面122aの表面から型の内部に1mm移動した地点であって、内周面121a及び内周面122aの互いに対向する地点(例えば、ガラスブランクの中心位置に対応する地点や内周面121a及び内周面122aの中心点)で、熱電対を用いて計測されてよい。
また、図9に示したゴブの温度の経時的変化は、ゴブGGの冷却速度の制御の一例を説明するためのものであり、ゴブGGの冷却速度は、ガラスの組成や、成形されるガラスブランクのサイズによって適宜制御されてよい。
なお、スクライブ工程以降の処理は、第1の実施形態と同様でよい。
また、本実施形態では、溶融ガラスの面内の温度差が低減するように溶融ガラスの冷却速度を制御することにより、面内歪を生じさせることなく溶融ガラスを固化させることができる。従って、本実施形態では、アニール処理が行われることなく、内部歪みが低減された磁気ディスク用ガラスブランク及び磁気ディスク用ガラス基板が得られる。
・溶融ガラスの作製
以下の組成のガラスが得られるように原料を秤量し、混合して調合原料とした。この原料を熔融容器に投入して加熱、熔融し、清澄、攪拌して泡、未熔解物を含まない均質な熔融ガラスを作製した。得られたガラス中には泡や未熔解物、結晶の析出、熔融容器を構成する耐火物や白金の混入物は認められなかった。
[ガラスの組成]
酸化物基準に換算し、モル%表示で、SiO2を50〜75%、Al2O3を1〜15%、Li2O、Na2O及びK2Oから選択される少なくとも1種の成分を合計で5〜35%、MgO、CaO、SrO、BaO及びZnOから選択される少なくとも1種の成分を合計で0〜20%、ならびにZrO2、TiO2、La2O3、Y2O3、Ta2O5、Nb2O5及びHfO2から選択される少なくとも1種の成分を合計で0〜10%、有する組成からなるアモルファスのアルミノシリケートガラス
溶融ガラス流出口111から吐出される溶融ガラス材料LGは、切断ユニット160によって切断され、直径約20mmのゴブGGが形成される。ゴブGGは、プレスユニットによって荷重3000kgfで、その温度が溶融ガラス材料のガラス転移温度(Tg)以下となるまで(約3秒)プレスされ、直径75mmのガラスブランクが形成された。
なお、プレス中の型の内周面内の温度差は、型の内周面の表面から型の内部に1mm移動した地点であって、内周面の中央部及び複数の周縁部のそれぞれに対応する地点(具体的には、直径75mmのガラスブランクの中心位置に対応する地点と、その地点を中心とする半径約30mmの円周上の上下左右4つの地点)において、熱電対を用いて計測された各地点の温度のうち中央部と各周縁部との温度の差分を算出することによりもとめられる。また、実施例では、中央部と各周縁部との温度の差分のうち最大となる温度の差分を、型の内周面内の中央部と周縁部との温度差とした。
この実施例では、磁気ディスク用ガラス基板に要求される平面度を4μm以下とした場合に、この平面度を実現すべく、各プレスユニットにおいて第1の型及び第2の型の温度差は、10℃以内とした。具体的には、第1の型の温度を420℃とし、第2の型の温度を411〜429℃とした。
実施例で作製された直径約75mmの板状のガラスブランクについて、平面度および表面粗さ(算術平均粗さRa)を測定した。
表面うねりは、ここでは形状波長5mm以下の成分でガラスブランクの主表面(全面)を測定した場合のPV値(Peak-Valley値:最大高低差)と定義した。表面うねりは、例えば白色光干渉顕微鏡型表面形状測定器であるフェイズシフト社製OPTIFLATを用いて測定することができる。ただし、端部近傍の部分等、光の反射率が低下して正しく測定できない部分のデータについては除く必要がある。そのような場合は、例えば、測定領域を直径65mmの円としてもよい。なお、他の測定機を用い、カットオフ値を5mmにて、5mmより長い波長のうねりをカットすることにより、表面うねりを算出してもよい。表1に示す表面うねりの評価基準は、以下のとおりである。
以下の基準において、ガラスブランクの表面うねりが30nmより大きければ研削工程を実施して表面うねりを30nm以下まで低減する必要がある。表面うねりが10nmより大きく且つ30nm以下であるガラスブランクの場合には、研削工程を省略することができるので好ましいが、品質を安定させるために研磨工程における取り代を増大させる必要があるので、生産性の観点から表面うねりが10nm以下のガラスブランクよりも劣る。また、表面うねりが10nm以下のガラスブランクの場合は、研削工程を省略することができ、さらに研磨工程における取り代を少なくすることができるので、最も好ましい。
◎:表面うねりが10nm以下
○:表面うねりが10nmより大きく30nm以下
×:表面うねりが30nmより大きい
上記比較例、実施例1、実施例2のガラスブランクを用い、図2に示したステップS20(スクライブ)→S30(形状加工)→S50(端面研磨)→S60(第1研磨)→S70(化学強化)→S80(第2研磨)の工程を順に行って、それぞれ磁気ディスク用ガラス基板を作製した。つまり、平面度を向上させるための主表面の研削工程を行わずに磁気ディスク用ガラス基板を作製した。
なお、上記磁気ディスク用ガラス基板の作製に当たっては、第1研磨、第2研磨の各工程は、以下の条件で行った。
・第1研磨工程:酸化セリウム(平均粒子サイズ;直径1〜2μm)、硬質ウレタンパッドを使用して研磨した。取り代10μm。
・第2研磨工程:コロイダルシリカ(平均粒子サイズ;直径0.1μm)、軟質ポリウレタンパッドを使用して研磨した。取り代1μm。
なお、磁気ディスク用ガラス基板に対する記録層の成膜は以下の通り行った。まず、真空引きを行った成膜装置を用い、DCマグネトロンスパッタリング法にてAr雰囲気中で、基板上に付着層/軟磁性層/前下地層/下地層/主記録層/補助記録層/保護層/潤滑層を順次成膜した。なお、断らない限り成膜時のArガス圧は0.6Paで行った。付着層としては、Cr−50Tiを10nm成膜した。軟磁性層としては、0.7nmのRu層を挟んで、92Co−3Ta−5Zrをそれぞれ20nm成膜した。前下地層としては、Ni−5Wを8nm成膜した。下地層としては、0.6PaでRuを10nm成膜した上に5PaでRuを10nm成膜した。主記録層としては、3Paで90(72Co−10Cr−18Pt)−5(SiO2)−5(TiO2)を15nm成膜した。補助記録層としては、62Co−18Cr−15Pt−5Bを6nm成膜した。保護層としては、CVD法によりC2H4を用いて4nm成膜し、表層を窒化処理した。潤滑層としては、ディップコート法によりPFPEを用いて1nm形成した。
比較例、実施例1、実施例2の磁気ディスクを対象として、クボタコンプス社製HDFテスター(Head/Disk Flyability Tester)を用いて、DFH(Dynamic Fly height)ヘッド素子部のタッチダウン試験(DFHタッチダウン試験)を行った。この試験は、DFH機構によって素子部を徐々に突き出していき、AE(Acoustic Emission)センサによって磁気ディスク表面との接触を検知することによって、ヘッド素子部が磁気ディスク表面と接触するときの突き出し量を評価するものである。ヘッドは320GB/P磁気ディスク(2.5インチサイズ)向けのDFHヘッドを用いた。素子部の突き出しがない時の浮上量は10nmである。すなわち、例えば突き出し量が8nmのとき、ヘッド浮上量は2nmとなる。また、その他の条件は以下の通り設定した。
・評価半径:22mm
・磁気ディスクの回転数:5400rpm
・温度:25℃
・湿度:60%
○:(突き出し量)≧8nm
×:(突き出し量)<8nm
実施例1Aと実施例2Aについてさらに詳細に比較したところ、実施例2Aのみ突き出し量を8.5nm以上とすることができた。これはガラスブランクの時点での表面うねりがより小さかったため、磁気ディスク用ガラス基板においても表面うねりが小さくなったためであると考えられる。
・溶融ガラスの作製
以下の組成のガラスが得られるように原料を秤量し、混合して調合原料とした。この原料を熔融容器に投入して加熱、熔融し、清澄、攪拌して泡、未熔解物を含まない均質な熔融ガラスを作製した。得られたガラス中には泡や未熔解物、結晶の析出、熔融容器を構成する耐火物や白金の混入物は認められなかった。
[ガラスの組成]
・第1のガラス
酸化物基準に換算し、モル%表示で、SiO2を50〜75%、Al2O3を1〜15%、Li2O、Na2O及びK2Oから選択される少なくとも1種の成分を合計で5〜35%、MgO、CaO、SrO、BaO及びZnOから選択される少なくとも1種の成分を合計で0〜20%、ならびにZrO2、TiO2、La2O3、Y2O3、Ta2O5、Nb2O5及びHfO2から選択される少なくとも1種の成分を合計で0〜10%、有する組成(以下、第1のガラス組成という)からなるアモルファスのアルミノシリケートガラス
また、熱アシスト磁気記録方式用のガラスブランク、ガラス基板、磁気ディスクを作製する場合のガラスとして、以下の第2のガラスの組成とした。
・第2のガラス
酸化物基準に換算し、モル%表示で、SiO2を50〜75%、Al2O3を0〜5%、Li2Oを0〜3%、ZnOを0〜5%、Na2O及びK2Oを合計で3〜15%、MgO、CaO、SrO及びBaOを合計で14〜35%、ZrO2、TiO2、La2O3、Y2O3、Yb2O3、Ta2O5、Nb2O5及びHfO2を合計で2〜9%有する組成(以下、第2のガラス組成という)からなるアモルファスのアルミノシリケートガラス
さらに、第1のガラスの組成は、磁気ディスク用ガラス基板の温度が100〜300℃の場合における熱膨張係数が98×10-7(K-1)となるように構成した。また、第2のガラスの組成は、磁気ディスク用ガラス基板の温度が100〜300℃の場合における熱膨張係数が80×10-7(K-1)となるように構成した。熱膨張係数が50×10-7(K-1)以下の場合には、プレス成形後のガラスブランクに生じる内部歪みが小さくなる傾向にあるため、後述の急加熱処理を行った後の平面度の劣化度は小さくなる。なお、熱膨張係数が30×10-7(K-1)未満の場合には、ハードディスク装置内のスピンドルよりも熱膨張係数が小さくなる。この場合、ハードディスク装置の稼動中に、磁気ディスクとスピンドルとが強く嵌合することにより磁気ディスクが割れるおそれがあるため、好ましくない。
また、熱アシスト磁気記録方式用のガラスブランク、ガラス基板、磁気ディスクを作製する場合には、ガラス転移点(Tg)が600℃以上となるようにガラスを組成することが好ましい。これは、ガラス転移点(Tg)が高いほど溶融状態から固化するまで(Tg付近)の時間が短く、かつ冷却速度が速い傾向にあるため、内部歪の制御が一般的に困難であり、このようなガラスを使用する場合に特に、本発明の製造方法を適用することが好ましいためである。そこで、実施例4B〜6Bのガラス転移点(Tg)を670℃とした。
また、各実施例の熱膨張係数は、50〜100×10-7(K-1)の範囲内であった。
また、温度制御部として、厚さ20mmの銅を用いた。この場合、金型の内周面の温度差は10℃以内となる。内周面の温度差は、型の内周面の表面から型の内部に1mm移動した地点であって、内周面の中央部及び複数の周縁部のそれぞれに対応する地点(例えば、直径75mmのガラスブランクの中心位置に対応する地点と、その地点を中心とする半径約30mmの円周上の上下左右4つの地点)で、熱電対を用いて計測するときの中央部と各周縁部との温度の差分のうち最大となる温度の差分である。
溶融ガラス流出口111から吐出される溶融ガラス材料LGは、切断ユニット160によって切断され、直径約20mmのゴブGGが形成される。ゴブGGは、プレスユニットによって荷重3000kgfで、その温度が溶融ガラス材料の歪点以下となるまで(約5秒)プレスされ、直径75mmのガラスブランクが形成された。
この実施例では、第1の型の温度を歪点−20℃とし、第2の型の温度を第1の型の温度±10℃(歪点−10〜−30℃)とした。なお、型の最低温度を歪点−30℃としたのは、あまりにも低い温度でプレスするとプレス時にガラスが割れてしまう可能性があるためである。
また、この実施例では、プレス成形時における溶融ガラス材料の冷却速度が、溶融ガラス材料の温度がガラス転移点(Tg)から歪点に移行するまでの間、−8〜−2℃/秒で任意に制御されることが好ましい。この冷却速度は、金型の内周面の表面から金型の内部に1mm移動した地点で温度をプレス開始前から金型が離れた後も含めて60秒間計測し、この計測時間に対する温度変化の割合のうち、具体的には、検出された温度のうちガラスのガラス転移点(Tg)の温度から歪点の温度までの間の時間における温度変化を算出することによりもとめられる。なお、本発明においては、上記検出された温度とガラスブランクの温度は同じである。
・比較例1B
表3に示す比較例1Bでは、第1のガラスの組成からなる溶融ガラスを用いてガラスブランクを作製した。この溶融ガラスのガラス転移点(Tg)は510℃であり、歪点は490℃である。また、溶融ガラス材料の冷却速度を−12℃/秒に制御した。
・比較例2B
表3に示す比較例2Bでは、第1のガラスの組成からなる溶融ガラスを用いてガラスブランクを作製した。また、溶融ガラス材料の冷却速度を−16℃/秒に制御した。
・実施例1B
表3に示す実施例1Bでは、第1のガラスの組成からなる溶融ガラスを用いてガラスブランクを作製した。また、溶融ガラス材料の冷却速度を−2℃/秒に制御した。
・実施例2B
表3に示す実施例2Bでは、第1のガラスの組成からなる溶融ガラスを用いてガラスブランクを作製した。また、溶融ガラス材料の冷却速度を−4℃/秒に制御した。
・実施例3B
表3に示す実施例3Bでは、第1のガラスの組成からなる溶融ガラスを用いてガラスブランクを作製した。また、溶融ガラス材料の冷却速度を−8℃/秒に制御した。
・実施例4B
表3に示す実施例4Bでは、第2のガラスの組成からなる溶融ガラスを用いてガラスブランクを作製した。また、溶融ガラス材料の冷却速度を−2℃/秒に制御した。
・実施例5B
表3に示す実施例5Bでは、第2のガラスの組成からなる溶融ガラスを用いてガラスブランクを作製した。また、溶融ガラス材料の冷却速度を−4℃/秒に制御した。
・実施例6B
表3に示す実施例6Bでは、第2のガラスの組成からなる溶融ガラスを用いてガラスブランクを作製した。また、溶融ガラス材料の冷却速度を−8℃/秒に制御した。
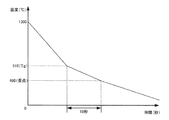
先ず、実施例で作製された直径75mmのガラスブランクの平面度を測定した。次に、ガラスブランクに対して、室温からTgまで20秒で昇温する急加熱処理を行い、10秒間保持した後、ガラスブランクが室温になるまで10分かけて緩やかに冷却した後の平面度および表面粗さ(算術平均粗さRa)を測定するとともに、急加熱処理前後の変面度の変化量をもとめた。この急加熱処理は、熱アシスト磁気記録方式での成膜処理を想定したものである。
平面度は、ガラスブランクを水平面上に置き、水平面からの法線軸上で一定の高さから見たときのガラスブランクの主平面上における最も低い位置(谷)と最も高い位置(山)の法線軸上の高さの差として定義することができ、例えばNidek社製フラットネステスターFT−900を用いて測定した。表3に示す平面度の評価基準は、以下のとおりである。以下の基準において、ガラスブランクの平面度が8.0μm以下であれば研削工程にて平面度を磁気ディスク用ガラス基板の目標平面度である4μm以下のレベルまで改善できる点でよい。また、ガラスブランクの平面度が4.0μm以下であれば、研削工程を省略しても磁気ディスク用ガラス基板の目標平面度を達成できることになるためコスト低減になってさらに良い。
また、実施例2B,3Bと、実施例5B,6Bを比較して明らかなように、同じ冷却速度の場合では、ガラス転移点(Tg)が670℃の場合の方が加熱前後の平面度の変化量は小さくすることができた。理由は必ずしも明確ではないが、これは第2のガラスの方が熱膨張係数が小さかったためと考えられる。
上述したように、このガラスブランクを用いることにより、アニール処理を行うことなく内部歪みが低減された磁気ディスク用ガラス基板及び磁気ディスクを得ることが可能となる。
なお、ガラス組成を調整してガラス転移点(Tg):600℃(歪点:590℃、熱膨張係数:85×10-7(K-1))と、ガラス転移点(Tg):650℃(歪点:640℃、熱膨張係数:81×10-7(K-1))のガラスを用いたほかは、実施例3Bと同じ条件にて同様に評価した結果、加熱前後の平面度の変化量はそれぞれ0.7μm、0.6μmであった。よって、加熱前後の変化量で比較すると、ガラス転移点(Tg)が(1)670℃、650℃、(2)600℃、(3)510℃の順に変化量が少なく良好であった。
上述した第1の実施形態と第2の実施形態とでは同一の部材(均熱部125、温度制御部125)を用いてプレス成形時のプレス成形面内の温度を制御することができるため、第1の実施形態と第2の実施形態とを組み合わせた形で、ガラスブランクを作製することができる。具体的には、実施例1B〜6Bについて、ガラスブランクの離型時のプレス成形面の中央部と周縁部との温度差を測定したところ、4〜6℃の範囲内であり、いずれの場合も10℃以下となった。また、表面うねりも15〜19nmであった。また、加熱前後の平面度の変化量は変わらなかった。つまり、表面うねりも良好で、かつ加熱前後の平面度の変化量も良好なガラスブランクが作製できた。これは、溶融ガラスがプレス成形面に接触した直後には、溶融ガラスの中央部と周縁部で温度差が生ずるものの、接触を開始してから離型時にかけて溶融ガラスの中央部と周縁部において面内の歪みが除去されるように冷却速度が制御され、離型時では両部の温度差が少なくなるように制御されたためである。
125…均熱部、温度制御部
126…第2均熱部、第2温度制御部
Claims (25)
- 溶融ガラスの塊を一対の金型を用いてプレス成形して板状のガラス素材を得る成形工程を含む磁気ディスク用ガラスブランクの製造方法であって、
前記成形工程では、板状のガラス素材の表面うねりが30nm以内となるようにプレス成形面内の温度差を制御することを特徴とする磁気ディスク用ガラスブランクの製造方法。 - 前記均熱手段は、前記プレス成形面から排熱及び/または前記プレス成形面を加熱することにより、プレス成形面内の温度差を低減する、請求項1に記載の磁気ディスク用ガラスブランクの製造方法。
- 前記均熱手段は、ヒートシンクである、請求項1又は2に記載の磁気ディスク用ガラスブランクの製造方法。
- 前記ヒートシンクは、前記プレス成形面の裏面の少なくとも一部に設けられる、請求項3に記載の磁気ディスク用ガラスブランクの製造方法。
- 前記ヒートシンクは、プレス成形中の溶融ガラスの中央部が周縁部よりも排熱量が大きくなるように設けられていることを特徴とする、請求項4に記載の磁気ディスク用ガラスブランクの製造方法。
- 前記成形工程では、落下中の前記溶融ガラスの塊を、その落下方向と直交する方向から前記一対の金型を用いてプレス成形する、請求項1〜5の何れか1項に記載の磁気ディスク用ガラスブランクの製造方法。
- 前記成形工程では、前記金型のプレス成形面の温度が、前記一対の金型間で実質的に同一の温度となるようにプレス成形する、請求項1〜6の何れか1項に記載の磁気ディスク用ガラスブランクの製造方法。
- プレス成型後に得られるガラスブランクの100℃〜300℃の熱膨張係数が30〜100×10-7(K-1)の範囲内である、請求項1〜7の何れか1項に記載の磁気ディスク
用ガラスブランクの製造方法。 - 前記金型のプレス成形面の表面粗さは、面内で実質的に同一であることを特徴とする、請求項1〜8の何れか1項に記載の磁気ディスク用ガラスブランクの製造方法。
- 請求項1〜9の何れか1項に記載の磁気ディスク用ガラスブランクの製造方法により製造されたガラスブランクに対して、取り代50μm以下の研磨加工を施して磁気ディスク用ガラス基板を製造することを特徴とする、磁気ディスク用ガラス基板の製造方法。
- 請求項1〜9の何れか1項に記載の磁気ディスク用ガラスブランクの製造方法によって得られた磁気ディスク用ガラスブランクを用いて磁気ディスク用ガラス基板を製造することを特徴とする、磁気ディスク用ガラス基板の製造方法。
- 溶融ガラスの塊を一対の金型を用いてプレス成形することにより、板状のガラスブランクを得る成形工程を含む磁気ディスク用ガラスブランクの製造方法であって、
上記成形工程では、上記溶融ガラスの温度が当該ガラスのガラス転移点から歪点まで冷却される間における冷却速度が−10℃/秒以内となるように、上記溶融ガラスの冷却温度を制御しながらプレス成形を行うことを特徴とする磁気ディスク用ガラスブランクの製造方法。 - 溶融ガラスの塊を一対の金型を用いてプレス成形することにより、板状のガラスブランクを得る成形工程を含む磁気ディスク用ガラスブランクの製造方法であって、
上記成形工程では、溶融ガラスの塊が、板状のガラスブランクに固化する際に生じる面内の歪を低減すべく、上記溶融ガラスの温度が当該ガラスのガラス転移点から歪点まで冷却される間における冷却速度を制御しながらプレス成形を行うことを特徴とする磁気ディスク用ガラスブランクの製造方法。 - 溶融ガラスの塊を一対の金型を用いてプレス成形することにより、板状のガラスブランクを得る成形工程を含む磁気ディスク用ガラスブランクの製造方法であって、
前記成形工程では、前記溶融ガラスのプレス中における前記溶融ガラスの面内の温度差が低減するように前記溶融ガラスの冷却速度を制御しながら、プレス成形を行うことを特徴とする磁気ディスク用ガラスブランクの製造方法。 - 前記成形工程では、前記一対の金型が閉じてから離間するまでの間、前記溶融ガラスの面内の温度差が低減するように前記溶融ガラスの冷却速度を制御しながら、プレス成形を行う、請求項12〜14のいずれかに記載の磁気ディスク用ガラスブランクの製造方法。
- 前記成形工程では、前記溶融ガラスのプレス中における前記溶融ガラスの温度がガラス転移点(Tg)から歪点になるまでの間、前記溶融ガラスの面内の温度差が低減するように前記溶融ガラスの冷却速度を制御しながら、プレス成形を行う、請求項12〜15のいずれかに記載の磁気ディスク用ガラスブランクの製造方法。
- 前記成形工程では、落下中の前記溶融ガラスの塊を、その落下方向と直交する方向から前記一対の金型を用いてプレス成形する、請求項12〜16のいずれかに記載の磁気ディスク用ガラスブランクの製造方法。
- 前記成形工程では、前記溶融ガラスのプレス中における前記金型のプレス成形面の温度が実質的に均一な状態でプレス成形する、請求項12〜17のいずれかに記載の磁気ディスク用ガラスブランクの製造方法。
- 前記成形工程では、前記金型のプレス成形面の温度が、前記一対の金型間で実質的に同一の温度となるようにプレス成形する、請求項12〜18のいずれかに記載の磁気ディスク用ガラスブランクの製造方法。
- ガラスブランクが金型に接触してから離れるまでの前記一対の金型の温度を、前記溶融ガラスのガラス転移点(Tg)未満の温度とする、請求項12〜19のいずれかに記載の磁気ディスク用ガラスブランクの製造方法。
- ガラス転移点(Tg)が600℃以上の溶融ガラスを用いて前記成形工程を行う、請求項12〜20のいずれかに記載の磁気ディスク用ガラスブランクの製造方法。
- 溶融ガラスの塊を一対の金型を用いてプレス成形して板状のガラス素材を得る成形工程を含む磁気ディスク用ガラスブランクの製造方法であって、
前記成形工程では、板状のガラス素材の表面うねりが30nm以内となり、かつ上記溶融ガラスの温度が当該ガラスのガラス転移点から歪点まで冷却される間における冷却速度が−10℃/秒以内となるように、上記溶融ガラスの冷却温度を制御しながらプレス成形を行うことを特徴とする磁気ディスク用ガラスブランクの製造方法。 - 請求項12〜22のいずれかに記載の磁気ディスク用ガラスブランクの製造方法によって得られた磁気ディスク用ガラスブランクを用いて、アニール処理を行わずに磁気ディスク用ガラス基板を製造することを特徴とする、磁気ディスク用ガラス基板の製造方法。
- 請求項23に記載の磁気ディスク用ガラス基板の製造方法によって得られた磁気ディスク用ガラス基板であって、ガラス転移点(Tg)が600℃以上であることを特徴とする磁気ディスク用ガラス基板。
- 請求項23に記載の磁気ディスク用ガラス基板の製造方法によって得られた磁気ディスク用ガラス基板を用いて製造されたことを特徴とする磁気ディスク。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011095522 | 2011-04-21 | ||
| JP2011095522 | 2011-04-21 | ||
| JP2011100221 | 2011-04-27 | ||
| JP2011100221 | 2011-04-27 | ||
| PCT/JP2012/002766 WO2012144237A1 (ja) | 2011-04-21 | 2012-04-20 | 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法、磁気ディスク用ガラスブランク、磁気ディスク用ガラス基板及び磁気ディスク |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016135608A Division JP6259022B2 (ja) | 2011-04-21 | 2016-07-08 | ガラスブランク |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2012144237A1 true JPWO2012144237A1 (ja) | 2014-07-28 |
| JP5969987B2 JP5969987B2 (ja) | 2016-08-17 |
Family
ID=47041366
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013510900A Expired - Fee Related JP5969987B2 (ja) | 2011-04-21 | 2012-04-20 | 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法、磁気ディスクの製造方法 |
| JP2016135608A Active JP6259022B2 (ja) | 2011-04-21 | 2016-07-08 | ガラスブランク |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016135608A Active JP6259022B2 (ja) | 2011-04-21 | 2016-07-08 | ガラスブランク |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9242888B2 (ja) |
| JP (2) | JP5969987B2 (ja) |
| CN (2) | CN103547539B (ja) |
| MY (1) | MY186189A (ja) |
| SG (1) | SG193896A1 (ja) |
| WO (1) | WO2012144237A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9409809B2 (en) * | 2011-04-27 | 2016-08-09 | Hoya Corporation | Method for manufacturing glass blank for magnetic disk, method for manufacturing glass substrate for magnetic disk, glass blank for magnetic disk |
| CN103562997A (zh) * | 2011-06-30 | 2014-02-05 | Hoya株式会社 | 磁盘用玻璃基板及其制造方法 |
| JP2015182909A (ja) * | 2014-03-24 | 2015-10-22 | Hoya株式会社 | ガラスプリフォームの製造装置、ガラスプリフォームの製造方法、及び、光学素子の製造方法 |
| WO2015151690A1 (ja) * | 2014-04-04 | 2015-10-08 | オリンパス株式会社 | 光学素子成形用型セット、及び、光学素子の製造方法 |
| JP6234316B2 (ja) * | 2014-04-25 | 2017-11-22 | オリンパス株式会社 | 光学素子の製造装置 |
| JP2018076187A (ja) * | 2015-03-10 | 2018-05-17 | 旭硝子株式会社 | ガラス物品、および、その製造方法 |
| JP6409818B2 (ja) | 2016-04-26 | 2018-10-24 | 日亜化学工業株式会社 | 発光装置およびその製造方法 |
| JP6015876B1 (ja) * | 2016-07-05 | 2016-10-26 | 旭硝子株式会社 | 磁気記録媒体用のガラス基板、および磁気記録媒体の製造方法 |
| WO2019066086A1 (ja) * | 2017-09-29 | 2019-04-04 | Hoya株式会社 | ガラススペーサ及びハードディスクドライブ装置 |
| US10685863B2 (en) | 2018-04-27 | 2020-06-16 | Semiconductor Components Industries, Llc | Wafer thinning systems and related methods |
| US11270724B1 (en) * | 2021-03-04 | 2022-03-08 | Western Digital Technologies, Inc. | Glass substrates for heat assisted magnetic recording (HAMR) and methods and apparatus for use with the glass substrates |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0513096B2 (ja) * | 1987-12-07 | 1993-02-19 | Canon Kk | |
| JPH08109030A (ja) * | 1994-10-07 | 1996-04-30 | Olympus Optical Co Ltd | ガラス光学素子成形方法及び装置 |
| JPH09255344A (ja) * | 1996-03-21 | 1997-09-30 | Toshiba Glass Co Ltd | ガラス製トレイの成型金型 |
| JP2001328827A (ja) * | 2000-03-13 | 2001-11-27 | Hoya Corp | ガラス成形品の製造方法及び装置、ガラス基板の製造方法、情報記録媒体 |
| JP2003054965A (ja) * | 2001-08-08 | 2003-02-26 | Minolta Co Ltd | ガラスのプレス成形方法および該方法を用いたハードディスク用ガラス基板の製造方法 |
| JP2005263574A (ja) * | 2004-03-19 | 2005-09-29 | Konica Minolta Opto Inc | 情報記録媒体用ガラス基板の製造方法 |
| JP2008007400A (ja) * | 2006-05-31 | 2008-01-17 | Kao Corp | ガラス製ハードディスク基板用成形型 |
| JP2010105874A (ja) * | 2008-10-31 | 2010-05-13 | Ohara Inc | 薄板状ガラス成形体の製造方法及びディスク状磁気記録媒体の製造方法 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4372774A (en) * | 1978-08-17 | 1983-02-08 | Pilkington Brothers Limited | Thermal treatment of glass |
| JPH01133948A (ja) * | 1987-11-18 | 1989-05-26 | Canon Inc | 光学素子の製造方法 |
| JPH06171959A (ja) * | 1992-12-10 | 1994-06-21 | Olympus Optical Co Ltd | 光学素子製造方法 |
| US6442975B1 (en) * | 1996-12-26 | 2002-09-03 | Hoya Corporation | Method of manufacturing thin-plate glass article, method of manufacturing glass substrate for information recording medium, and method of manufacturing magnetic recording medium |
| US6141991A (en) * | 1997-05-13 | 2000-11-07 | Hoya Corporation | Press molding apparatus for glass optical elements and molding method for glass optical elements |
| JP3933784B2 (ja) | 1998-03-09 | 2007-06-20 | Hoya株式会社 | 板状ガラスの製造方法及び装置 |
| US6539750B1 (en) * | 1999-04-30 | 2003-04-01 | Matsushita Electric Industrial Co., Ltd. | Glass substrate forming mold and production method for glass substrate |
| JP4428788B2 (ja) * | 2000-02-14 | 2010-03-10 | キヤノン株式会社 | 光学素子の成形方法、光学素子の成形装置、及び記憶媒体 |
| US20020009602A1 (en) * | 2000-03-13 | 2002-01-24 | Hoya Corporation | Method and apparatus of fabricating glass molded article, method of fabricating glass substrate, and information recording medium |
| MY128559A (en) * | 2000-07-21 | 2007-02-28 | Matsushita Electric Ind Co Ltd | Molded glass substrate for magnetic disk and method for manufacturing the same |
| JP3576087B2 (ja) * | 2000-09-19 | 2004-10-13 | ユニ・チャーム株式会社 | 複合シート |
| JP3827934B2 (ja) | 2000-10-10 | 2006-09-27 | Hoya株式会社 | 磁気ディスク用ガラス基板の製造方法、及び磁気ディスクの製造方法 |
| JP2002173330A (ja) * | 2000-12-05 | 2002-06-21 | Kobe Steel Ltd | オキシナイトライドガラスのプレス成形方法 |
| US7013676B2 (en) * | 2001-08-10 | 2006-03-21 | Hoya Corporation | Press molding apparatus |
| US20030164004A1 (en) * | 2002-02-07 | 2003-09-04 | Hoya Corporation | Method of manufacturing glass optical elements and method of determining glass composition of glass material |
| JP4227382B2 (ja) * | 2002-09-13 | 2009-02-18 | Hoya株式会社 | ガラスブランク、情報記録媒体用基板、情報記録媒体それぞれの製造方法 |
| JP2004196651A (ja) * | 2002-12-04 | 2004-07-15 | Fuji Electric Device Technology Co Ltd | 記憶媒体用ガラス基板の製造方法および装置、記憶媒体用ガラス基板及び記憶媒体 |
| JP4149876B2 (ja) * | 2003-08-22 | 2008-09-17 | 東洋ガラス株式会社 | 情報記録用ガラス基板の母材、情報記録用ガラス基板、その製造方法、磁気記録媒体及びハードディスク |
| US7395679B2 (en) * | 2004-03-19 | 2008-07-08 | Konica Minolta Opto, Inc. | Method of manufacturing glass substrate for information recording medium |
| EP1604959A1 (en) * | 2004-06-02 | 2005-12-14 | Kabushiki Kaisha Ohara | An optical glass |
| US8245537B2 (en) * | 2007-01-16 | 2012-08-21 | Konica Minolta Opto, Inc. | Mold for glass substrate molding, method for producing glass substrate, method for producing glass substrate for information recording medium, and method for producing information recording medium |
| JP2008287779A (ja) | 2007-05-16 | 2008-11-27 | Konica Minolta Opto Inc | 情報記録媒体用ガラス基板の製造方法、情報記録媒体用ガラス基板及び磁気記録媒体 |
| MY201736A (en) * | 2007-12-28 | 2024-03-15 | Hoya Corp | Glass substrate for a magnetic disk, magnetic disk and method of manufacturing a magentic disk |
| US20110304064A1 (en) * | 2008-01-31 | 2011-12-15 | Hoya Corporation | Method of manufacturing lens casting mold |
| JP5319555B2 (ja) * | 2008-01-31 | 2013-10-16 | Hoya株式会社 | レンズ用鋳型の製造方法 |
| JP2009269762A (ja) | 2008-04-30 | 2009-11-19 | Fuji Electric Device Technology Co Ltd | ガラス素材およびその成形用金型ならびに磁気ディスク用ガラス基板の製造方法 |
| CN101853669A (zh) * | 2009-03-30 | 2010-10-06 | Hoya株式会社 | 磁盘用玻璃基板以及其制造方法 |
| MY183006A (en) * | 2009-12-29 | 2021-02-05 | Hoya Corp | Manufacturing method of glass substrate for magnetic disk |
| SG176974A1 (en) * | 2010-03-31 | 2012-02-28 | Hoya Corp | Manufacturing method of glass substrate for magnetic disk, manufacturing method of glass blank, glass substrate for magnetic disk, and glass blank |
| US8806895B2 (en) * | 2010-12-09 | 2014-08-19 | Hoya Corporation | Manufacturing method for a glass substrate for magnetic disk |
| US8567216B2 (en) * | 2011-01-31 | 2013-10-29 | Hoya Corporation | Manufacturing method of a sheet glass material for magnetic disk, manufacturing method of a glass substrate for magnetic disk |
| US8806893B2 (en) * | 2011-02-18 | 2014-08-19 | Hoya Corporation | Manufacturing method of a glass blank for magnetic disk and manufacturing method of a glass substrate for magnetic disk |
| JP6009194B2 (ja) * | 2011-03-31 | 2016-10-19 | Hoya株式会社 | 磁気ディスク用板状ガラス素材の製造方法、磁気ディスク用ガラス基板の製造方法 |
| US8844320B2 (en) * | 2011-03-31 | 2014-09-30 | Hoya Corporation | Manufacturing method of a sheet glass material for magnetic disk and manufacturing method of a glass substrate for magnetic disk |
| WO2012147371A1 (ja) * | 2011-04-27 | 2012-11-01 | Hoya株式会社 | 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法 |
| US9409809B2 (en) * | 2011-04-27 | 2016-08-09 | Hoya Corporation | Method for manufacturing glass blank for magnetic disk, method for manufacturing glass substrate for magnetic disk, glass blank for magnetic disk |
| WO2012160818A1 (ja) * | 2011-05-23 | 2012-11-29 | Hoya株式会社 | 磁気ディスク用ガラス基板の製造方法 |
| CN103562997A (zh) * | 2011-06-30 | 2014-02-05 | Hoya株式会社 | 磁盘用玻璃基板及其制造方法 |
-
2012
- 2012-04-20 WO PCT/JP2012/002766 patent/WO2012144237A1/ja active Application Filing
- 2012-04-20 CN CN201280019632.1A patent/CN103547539B/zh not_active Expired - Fee Related
- 2012-04-20 MY MYPI2013701531A patent/MY186189A/en unknown
- 2012-04-20 JP JP2013510900A patent/JP5969987B2/ja not_active Expired - Fee Related
- 2012-04-20 SG SG2013065214A patent/SG193896A1/en unknown
- 2012-04-20 CN CN201610822917.9A patent/CN106430918B/zh active Active
-
2013
- 2013-04-17 US US13/864,386 patent/US9242888B2/en not_active Expired - Fee Related
-
2016
- 2016-07-08 JP JP2016135608A patent/JP6259022B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0513096B2 (ja) * | 1987-12-07 | 1993-02-19 | Canon Kk | |
| JPH08109030A (ja) * | 1994-10-07 | 1996-04-30 | Olympus Optical Co Ltd | ガラス光学素子成形方法及び装置 |
| JPH09255344A (ja) * | 1996-03-21 | 1997-09-30 | Toshiba Glass Co Ltd | ガラス製トレイの成型金型 |
| JP2001328827A (ja) * | 2000-03-13 | 2001-11-27 | Hoya Corp | ガラス成形品の製造方法及び装置、ガラス基板の製造方法、情報記録媒体 |
| JP2003054965A (ja) * | 2001-08-08 | 2003-02-26 | Minolta Co Ltd | ガラスのプレス成形方法および該方法を用いたハードディスク用ガラス基板の製造方法 |
| JP2005263574A (ja) * | 2004-03-19 | 2005-09-29 | Konica Minolta Opto Inc | 情報記録媒体用ガラス基板の製造方法 |
| JP2008007400A (ja) * | 2006-05-31 | 2008-01-17 | Kao Corp | ガラス製ハードディスク基板用成形型 |
| JP2010105874A (ja) * | 2008-10-31 | 2010-05-13 | Ohara Inc | 薄板状ガラス成形体の製造方法及びディスク状磁気記録媒体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US9242888B2 (en) | 2016-01-26 |
| CN103547539A (zh) | 2014-01-29 |
| CN103547539B (zh) | 2016-10-12 |
| CN106430918A (zh) | 2017-02-22 |
| JP5969987B2 (ja) | 2016-08-17 |
| MY186189A (en) | 2021-06-30 |
| SG193896A1 (en) | 2013-11-29 |
| CN106430918B (zh) | 2019-05-14 |
| WO2012144237A1 (ja) | 2012-10-26 |
| JP2016216355A (ja) | 2016-12-22 |
| JP6259022B2 (ja) | 2018-01-10 |
| US20130316194A1 (en) | 2013-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6259022B2 (ja) | ガラスブランク | |
| JP5209807B2 (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| JP6148388B2 (ja) | 磁気ディスク用ガラスブランクの製造方法 | |
| WO2013001841A1 (ja) | 磁気ディスク用ガラス基板及びその製造方法 | |
| JP6234522B2 (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| JP6138042B2 (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| JP2012230748A (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| JP2013136513A (ja) | 磁気ディスク用ガラス基板及びガラスブランクの製造方法 | |
| JP6009194B2 (ja) | 磁気ディスク用板状ガラス素材の製造方法、磁気ディスク用ガラス基板の製造方法 | |
| JP5905765B2 (ja) | 磁気ディスク用板状ガラス素材の製造方法、磁気ディスク用ガラス基板の製造方法 | |
| JP5739552B2 (ja) | 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法 | |
| JP5476276B2 (ja) | 磁気記録媒体ガラス基板用ガラスブランクの製造方法、磁気記録媒体ガラス基板製造方法、磁気記録媒体製造方法、磁気記録媒体ガラス基板用ガラスブランクの製造装置 | |
| WO2013147149A1 (ja) | 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法 | |
| JP2013077366A (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| JP2013209262A (ja) | 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法 | |
| JP2012158513A (ja) | 磁気ディスク用ガラス基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150410 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160126 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160324 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160510 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160708 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5969987 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |