JP5739552B2 - 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法 - Google Patents
磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法 Download PDFInfo
- Publication number
- JP5739552B2 JP5739552B2 JP2013551869A JP2013551869A JP5739552B2 JP 5739552 B2 JP5739552 B2 JP 5739552B2 JP 2013551869 A JP2013551869 A JP 2013551869A JP 2013551869 A JP2013551869 A JP 2013551869A JP 5739552 B2 JP5739552 B2 JP 5739552B2
- Authority
- JP
- Japan
- Prior art keywords
- press
- glass
- mold
- plate thickness
- glass blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




















Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/06—Construction of plunger or mould
- C03B11/08—Construction of plunger or mould for making solid articles, e.g. lenses
- C03B11/088—Flat discs
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/84—Processes or apparatus specially adapted for manufacturing record carriers
- G11B5/8404—Processes or apparatus specially adapted for manufacturing record carriers manufacturing base layers
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/02—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing in machines with rotary tables
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/70—Horizontal or inclined press axis
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
Description
すなわち、上記のプレス法では、溶融ガラス塊のプレス成形が開始されると、溶融ガラス塊は、各金型のプレス成形面と接触することにより冷却されて固化する。この場合、溶融ガラス塊の熱は、各金型のプレス成形面から板厚設定部に伝わり、板厚設定部から外部に排出される。ここで、板厚設定部のうちプレス成形面と溶融ガラス塊との接触位置に近い部分には、溶融ガラス塊の熱が他の部分と比較して伝わり易くなるので、プレス成形が長時間連続して行われると、板厚設定部内の温度分布が不均一になる。この場合、板厚設定部の熱膨張量が不均一になることにより、板厚設定部のプレス成形面からの突出高さが不均一になるため、例えば図20に示すように、プレス成形時における各金型のプレス成形面間の間隔が一定でなくなる(図20にD1,D2で示す)。このため、プレス成形によって作製されるガラスブランクの板厚偏差が大きくなる。
また、溶融ガラス塊が各金型によって急冷されることにより、ガラスブランクが割れる等して破損することを防ぐために、各金型は、板厚設定部の外周面が所定の加熱手段(例えばヒータ等)によって加熱されることにより、プレス成形の際に所定の温度になるように予め制御される場合がある。ここで、例えば、加熱手段が板厚設定部の外周面の一部のみを加熱するように構成されている等のように、板厚設定部の外周面全面が均等に加熱されない場合には、加熱手段による加熱量が板厚設定部の位置によって異なるため、板厚設定部内の温度分布が不均一になる。この場合、板厚設定部の熱膨張量が不均一になることにより、板厚設定部のプレス成形面からの突出高さが不均一になるため、プレス成形時における各金型のプレス成形面間の間隔が一定でなくなる。このため、プレス成形によって作製されるガラスブランクの板厚偏差が大きくなる。
ガラスブランクの板厚偏差が大きくなった場合には研削工程が必要となることから、磁気ディスク用ガラス基板の低価格化を図ることが困難であった。
第1の観点の磁気ディスク用ガラスブランクの製造方法は、前記一対の金型は、前記プレス成形するためのプレス成形面と、前記プレス成形面の外周から前記一対の金型の対向方向に突出するように、前記プレス成形面を囲むように設けられ、前記対向方向の突出高さに基づき前記磁気ディスク用ガラスブランクの板厚を設定するための板厚設定部とを有し、前記成形工程では、プレス開始時からプレス終了時までの間で一対の金型のプレス成形面同士の平行状態を維持して、成形されるガラスブランクの一対の主表面が互いに平行となるよう各金型の板厚設定部の突出高さを均一に調節した状態でプレス成形を行う。
前記磁気ディスク用ガラス基板の製造方法は、上記磁気ディスク用ガラスブランクの製造方法によって得られた磁気ディスク用ガラスブランクを用いて、磁気ディスク用ガラス基板を製造する。
[磁気ディスク用ガラス基板]
以下、第1の実施形態の磁気ディスク用ガラス基板について説明するが、後述する他の実施形態で作製される磁気ディスク用ガラス基板についても同様の形態である。
図1に示すように、本実施形態における磁気ディスク用ガラス基板1は、円環状の薄板のガラス基板である。磁気ディスク用ガラス基板のサイズは問わないが、例えば、公称直径2.5インチの磁気ディスク用ガラス基板として好適である。公称直径2.5インチの磁気ディスク用ガラス基板の場合、例えば、外径が65mm、中心穴2の径が20mm、板厚Tが0.6〜1.0mmである。実施形態の磁気ディスク用ガラス基板の主表面の平面度は例えば4μm以下であり、主表面の表面粗さ(算術平均粗さRa)は例えば0.2nm以下である。なお、最終製品である磁気ディスク用基板に求められる平面度は、例えば4μm以下である。
以下、図2を参照して、磁気ディスク用ガラス基板の製造方法のフローを説明する。図2は、磁気ディスク用ガラス基板の製造方法の一実施形態のフローを示す図である。
図2に示すように、本実施形態の磁気ディスク用ガラス基板の製造方法では先ず、円板上のガラスブランクをプレス成形により作製する(ステップS10)。次に、成形されたガラスブランクをスクライブして、円環状のガラス基板を作製する(ステップS20)。次に、スクライブされたガラス基板に対して形状加工(チャンファリング加工)を行う(ステップS30)。次に、ガラス基板の端面研磨を行う(ステップS40)。次に、ガラス基板の主表面に第1研磨を施す(ステップS50)。次に、第1研磨後のガラス基板に対して化学強化を施す(ステップS60)。次に、化学強化されたガラス基板に対して第2研磨を施す(ステップS70)。以上の工程を経て、磁気ディスク用ガラス基板が得られる。
なお、本実施形態のプレス成形工程(ステップS10)では、後述するように、板厚偏差が低減したガラスブランクを作製できるため、例えば、ガラス基板の両主表面に対して、後述する研削加工(機械加工)を施さなくてもよい。
以下、各工程について、詳細に説明する。
先ず、図3を参照して、プレス成形工程について説明する。図3は、プレス成形において用いられる装置の平面図である。図3に示されるように、装置101は、4組のプレスユニット120,130,140,150と、切断ユニット160とを備える。切断ユニット160は、溶融ガラス流出口111から流出する溶融ガラスの経路上に設けられる。装置101は、切断ユニット160によって切断されてできる溶融ガラス塊(以降、ゴブともいう)を落下させ、そのとき、塊の落下経路の両側から、互いに対向する一対の金型の面で塊を挟み込みプレスすることにより、ガラスブランクを成形する。
具体的には、図3に示されるように、装置101は、溶融ガラス流出口111を中心として、4組のプレスユニット120,130,140及び150が90度おきに設けられている。
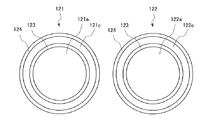
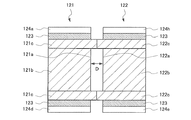
第1の金型121は、図4A,図4Bに示すように、プレート状に形成されており、ゴブをプレス成形するための面(プレス成形面)121aを有する円柱状のプレス部121bと、プレス部121bの側面全面を覆うように形成され、プレス成形面121aの外周から第2の金型122との対向方向に突出するように、プレス成形面121aを囲むように設けられる板厚設定部121cとを有している。板厚設定部121cは、プレス成形面121aから前記対向方向への突出高さに基づいて、ガラスブランクの板厚を設定するようになっている。第1の金型121は、プレス成形時にかかる荷重に耐えうるという観点から、例えばVM30、VM40等の超硬合金や、ダクタイル鋳鉄(FCD:Ferrum Casting Ductile)、SKD(Steel Kogu Dice)等から構成されていることが好ましい。さらに、軟鋼(SS41等)に対して、めっき等の金属コーティングを施したものから構成してもよい。特に、板厚設定部121cは、後述するように、プレス成形時に第2の金型122に当接する部分であるため、プレス成形時にかかる荷重が第1の金型121の他の部分と比べて大きい。このため、板厚設定部121cは、プレスに耐えうる硬度が必要であることから、例えばVM30、VM40等の超硬合金や、FCD、SKD等のように、ビッカース硬さが1000HV以上の材料で形成されている、ことが好ましい。なお、超硬合金(VM40)のビッカース硬さは1450(HV)である。
均熱部材123が第1の金型121より高い熱伝導率を有することにより、プレス成形面121aから均熱部材123に伝わったゴブの熱を、均熱部材123全体に効率良く伝えることができる。このため、ゴブの熱を板厚設定部121c全体に分散させることができるので、例えば、板厚設定部121cのうちプレス成形面121aとゴブとの接触位置に近い部分に、溶融ガラス塊の熱が他の部分と比較して伝わり易くなるのを防ぐことができる。この場合、プレス成形が長時間連続して行われた場合であっても、板厚設定部121c内の温度分布を均一にすることができるので、板厚設定部121cの熱膨張量を均一にすることができる。したがって、板厚設定部121cのプレス成形面121aからの突出高さを均一にすることができるので、プレス成形時における一対の金型間の間隔Dを一定に維持することができ、ひいては、プレス成形によって作製されるガラスブランクの板厚偏差を低減することができる。
なお、均熱部材123を構成する材料は、第1の金型121を構成する金属の熱伝導率、硬度、厚み寸法等に応じて適宜選択されてよい。
ここで、ガラスブランクの板厚偏差とは、例えば、ガラスブランクの主表面上の任意の地点(例えば2つの地点)においてマイクロメータを用いて測定された板厚の最大値と最小値との差分である。
さらに、板厚設定部121c内の温度差とは、例えば、板厚設定部121の表面のうち第2の金型122との対向方向に向く表面(対向面)から板厚設定部121の内部に1mm移動した地点であって、対向面の中心位置を基準として所定の角度(例えば45度)おきに設けられた地点で、熱電対を用いて計測するときのそれぞれの地点の温度の差分のうち最大となる温度の差分である。
温度制御部124は、例えばヒータやヒートシンク等で構成されてもよい。また、温度制御部124は、冷却作用を有する流体(液体や気体等)を用いて第1の金型121を冷却するように構成されてもよい。さらに、温度制御部124による加熱量あるいは冷却量は、例えば、CPU、RAM、ROM及びハードディスク等から構成された所定の制御装置(図示省略)によって制御されてもよい。なお、温度制御部124は、温度制御手段の一例である。
第2の金型122の構成は第1の金型121の構成と同様であるため、説明を省略する。また、第2の金型122に設けられた均熱部材123と温度制御部124の構成は、第1の金型121に設けられた均熱部材123と温度制御部124の構成と同様であるため、説明を省略する。
さらに、板厚設定部122cは、図5に示すように、板厚設定部121cと同様に構成されてもよい。
なお、第1の金型121及び第2の金型122は、それぞれプレス成形面121a,122aを有していればよく、各金型121,122の形状がプレート状に限定されることはない。また、本実施形態では、各金型121,122のプレス成形面121a,122aが円形に形成されているが、プレス成形面121a,122aの形状は、例えば多角形状等に形成されてもよい。
なお、プレスユニット130,140及び150の構成は、プレスユニット120と同様であるため、説明を省略する。
このプレス成形工程では、一対の金型121,122を用いてプレス成形するが、本実施形態におけるプレス成形では、ガラスブランクの外形は金型の形状によって規制されない。すなわち、図6のS3に示すように、プレス成形時に引き伸ばされたゴブが各金型121,122の板厚設定部121c,122cまで到達することはない。
また、プレス成形工程において、第1の金型121及び第2の金型122に離型材を付着させる必要はない。
そこで、板厚設定部121c,122cそれぞれの内部の温度差を、均熱部材123を用いて低減した状態でプレス成形を行うことで、プレス成形によって作成されるガラスブランクの板厚偏差を低減することができる。プレス成形によって作成されるガラスブランクの板厚偏差を低減するための板厚設定部121c,122cそれぞれの内部の温度差は、同じ温度において板厚設定部の高さが一致している場合、例えば、研削工程を省略可能な板厚偏差を2μmとしたならば、板厚設定部121c,122cそれぞれの内部の温度差を6℃以内とした状態でプレス成形を行うことが好ましい。上記温度差が0℃であるときに作製されるガラスブランクの板厚偏差が最も良好となるが、上記温度差は、研削工程を省略可能な板厚偏差に応じて適宜決定してよい。
なお、板厚設定部の内部の温度差は、例えば、板厚設定部の対向面から板厚設定部の内部に1mm移動した地点であって、対向面の中心位置を基準として所定の角度(例えば45度)おきに設けられた地点で、熱電対を用いて計測するときのそれぞれの地点の温度の差分のうち最大となる温度の差分である。
本実施形態の磁気ディスク用ガラス基板は、最終製品である磁気ディスクとして、ハードディスク装置内で熱膨張係数の高い金属製のスピンドルに軸支されて組み込まれるため、磁気ディスク用ガラス基板の熱膨張係数もスピンドルと同程度に高いことが好ましい。このため、磁気ディスク用ガラス基板の熱膨張係数が高くなるように磁気ディスク用ガラス基板の組成は定められている。磁気ディスク用ガラス基板の熱膨張係数は、例えば、30〜100×10-7(K-1)の範囲内であり、好ましくは、50〜100×10-7(K-1)の範囲内である。上記熱膨張係数は、磁気ディスク用ガラス基板の温度100度と温度300度における線膨張率を用いて算出される値である。熱膨張係数は、例えば30×10-7(K-1)未満または100×10-7より大きい場合、スピンドルの熱膨張係数との差が大きくなり好ましくない。この点から、熱膨張係数が高い磁気ディスク用ガラス基板を作製する際、上記プレス成型工程においてガラスブランクの主表面周りの温度条件を揃える。一例として、第1の金型121のプレス成形面121aと第2の金型122のプレス成形面122aの温度が実質的に同一になるように温度管理をすることが好ましい。実質的に温度が同一となるように温度管理される場合、例えば、温度差は5度以下であることが好ましい。上記温度差は、より好ましくは3度以下であり、特に好ましくは1度以下である。
金型間の温度差は、第1の金型121のプレス成形面121aおよび第2の金型122のプレス成形面122aのそれぞれの表面から金型の内部に1mm移動した地点であって、プレス成形面121aおよびプレス成形面122aの互いに対向する地点(例えば、ガラスブランクの中心位置に対応する地点やプレス成形面121aおよびプレス成形面122aの中心点)で、熱電対を用いて計測するときの温度の差分である。
図7のS1に示すように、プレスユニット120は、ブロック181,182を溶融ガラスLGの経路上で閉じることにより溶融ガラスLGの経路が塞がれ、ブロック181,182で作られる凹部180Cで、切断ユニット160で切断された溶融ガラスLGの塊が受け止められる。この後、図7のS2に示すように、ブロック181,182が開かれることにより、凹部180Cにおいて球状となった溶融ガラスLGが一度にプレスユニット120に向けて落下する。この落下時、ゴブGGは、溶融ガラスLGの表面張力により球状になる。球状のゴブGGは、落下途中、図7のS3に示すように、第1の金型121と第2の金型122とに挟まれてプレス成形されることにより、円形状のガラスブランクGが作製される。
図8のS1に示すように、ブロック181,182によって作られる凹部180Cが溶融ガラス流出口111から流出する溶融ガラスLGを受け止め、図8のS2に示すように、所定のタイミングでブロック181,182を溶融ガラスLGの流れの下流側に素早く移動させる。これにより、溶融ガラスLGが切断される。この後、所定のタイミングで、図8のS3に示すように、ブロック181,182が離間する。これにより、ブロック181,182で保持されている溶融ガラスLGは一度に落下し、ゴブGGは、溶融ガラスLGの表面張力により球状になる。球状のゴブGGは、落下途中、図8のS4に示すように、第1の金型121と第2の金型122とに挟まれてプレス成形されることにより、円形状のガラスブランクGが作製される。
図9のS1に示すように、装置201は、光学ガラスの塊CPをガラス材把持機構212でプレスユニット220の上部の位置に搬送し、この位置で、図9のS2に示すように、ガラス材把持機構212による光学ガラスの塊CPの把持を開放して、光学ガラスの塊CPを落下させる。光学ガラスの塊CPは、落下途中、図9のS3に示すように、第1の金型121と第2の金型122とに挟まれて円形状のガラスブランクGが成形される。
次に、スクライブ工程について説明する。プレス成形工程の後、スクライブ工程では、成形されたガラスブランクGに対してスクライブが行われる。
ここでスクライブとは、成形されたガラスブランクGを所定のサイズのリング形状とするために、ガラスブランクGの表面に超鋼合金製あるいはダイヤモンド粒子からなるスクライバにより2つの同心円(内側同心円および外側同心円)状の切断線(線状のキズ)を設けることをいう。2つの同心円の形状にスクライブされたガラスブランクGは、部分的に加熱され、ガラスブランクGの熱膨張の差異により、外側同心円の外側部分および内側同心円の内側部分が除去される。これにより、円環状のガラス基板が得られる。
なお、ガラスブランクに対してコアドリル等を用いて円孔を形成することにより円環状のガラス基板を得ることもできる。
次に、形状加工工程について説明する。形状加工工程では、スクライブ工程後のガラス基板の端部に対するチャンファリング加工(外周端部および内周端部の面取り加工)を含む。チャンファリング加工は、スクライブ工程後のガラス基板の外周端部および内周端部において、主表面と、主表面と垂直な側壁部との間で、ダイヤモンド砥石により面取りを施す形状加工である。面取り角度は、主表面に対して例えば40〜50度である。
次に、形状加工工程後のガラス基板の端面研磨が行われる。
端面研磨では、ガラス基板の内周端面及び外周端面をブラシ研磨により鏡面仕上げを行う。このとき、酸化セリウム等の微粒子を遊離砥粒として含むスラリーが用いられる。端面研磨を行うことにより、ガラス基板の端面での塵等が付着した汚染、ダメージあるいはキズ等の損傷の除去を行うことにより、サーマルアスペリティの発生の防止や、ナトリウムやカリウム等のコロージョンの原因となるイオン析出の発生を防止することができる。
次に、端面研磨工程後のガラス基板の主表面に第1研磨が施される。第1研磨による取り代は、例えば数μm〜50μm程度である。第1研磨は、例えば固定砥粒による研削を行った場合に主表面に残留したキズや歪みの除去、あるいは微小な表面凹凸(マイクロウェービネス、粗さ)の調整を目的とする。
第1研磨工程では、例えば、遊星歯車機構を備えた両面研磨装置を用いて、研磨液を与えながら研磨する。研磨液に含有させる研磨剤は、例えば、酸化セリウム砥粒、あるいはジルコニア砥粒である。両面研磨装置は、上下一対の定盤(上定盤および下定盤)を有しており、上定盤および下定盤の間にガラス基板が狭持される。なお、下定盤の上面及び上定盤の底面には、全体として円環形状の平板の研磨パッドが取り付けられている。そして、上定盤または下定盤のいずれか一方、または、双方を移動操作させることで、ガラス基板と各定盤とを相対的に移動させることにより、このガラス基板の両主表面を研削することができる。
また、第1研磨工程後のガラス基板の板厚は、ガラスブランクの板厚の90%以上であることが好ましい。これは、ガラス基板の主表面に対する研削加工が省略されていることを意味する。これにより、磁気ディスク用ガラス基板の低価格化を実現することができる。
表面粗さは、JIS B0601:2001により規定される算術平均粗さRaで表され、0.006μm以上200μm以下の場合は、例えば、ミツトヨ社製粗さ測定機SV−3100で測定し、JIS B0633:2001で規定される方法で算出できる。その結果、粗さが0.03μm以下であった場合は、例えば、日本Veeco社製走査型プローブ顕微鏡(原子間力顕微鏡;AFM)ナノスコープで計測しJIS R1683:2007で規定される方法で算出できる。本実施形態においては、1μm×1μm角の測定エリアにおいて、512×512ピクセルの解像度で測定したときの算術平均粗さRaを用いることができる。
次に、第1研磨工程後のガラス基板は化学強化される。
化学強化液として、例えば硝酸カリウム(60重量%)と硫酸ナトリウム(40重量%)の混合液等を用いることができる。化学強化工程では、化学強化液を例えば300℃〜400℃に加熱し、洗浄したガラス基板を例えば200℃〜300℃に予熱した後、ガラス基板を化学強化液中に例えば3時間〜4時間浸漬する。
ガラス基板を化学強化液に浸漬することによって、ガラス基板の表層のリチウムイオン及びナトリウムイオンが、化学強化液中のイオン半径が相対的に大きいナトリウムイオン及びカリウムイオンにそれぞれ置換されることで表層部分に圧縮応力層が形成され、ガラス基板が強化される。なお、化学強化処理されたガラス基板は洗浄される。例えば、硫酸で洗浄された後に、純水等で洗浄される。
次に、化学強化工程後のガラス基板に第2研磨が施される。第2研磨による取り代は、例えば1μm程度である。第2研磨工程は、主表面の鏡面研磨を目的とする。第2研磨工程では、例えば、第1研磨工程で用いた両面研磨装置を用いる。このとき、第1研磨工程と異なる点は、遊離砥粒の種類及び粒子サイズが異なることと、樹脂ポリッシャの硬度が異なることである。
第2研磨工程に用いる遊離砥粒として、例えば、スラリーに混濁させたコロイダルシリカ等の微粒子(粒子サイズ:直径10〜50nm程度)が用いられる。
研磨されたガラス基板を中性洗剤、純水、IPA等を用いて洗浄することで、磁気ディスク用ガラス基板が得られる。
第2研磨工程を実施することは必ずしも必須ではないが、ガラス基板の主表面の表面凹凸のレベルをさらに良好なものとすることができる点で実施することが好ましい。第2研磨工程を実施することで、主表面の粗さ(Ra)を0.1nm以下かつ上記主表面のマイクロウェービネス(MW−Rq)を0.1nm以下とすることができる。
なお、第2研磨工程後(第2研磨工程を省略する場合には第1研磨工程後)のガラス基板の板厚は、ガラスブランクの板厚の90%以上となることが好ましい。
固定砥粒による研削工程では、遊星歯車機構を備えた両面研削装置を用いて、形状加工工程後のガラス基板の主表面に対して研削加工(機械加工)を行う。研削による取り代は、例えば数μm〜100μm程度である。両面研削装置は、上下一対の定盤(上定盤および下定盤)を有しており、上定盤および下定盤の間にガラス基板が狭持される。そして、上定盤または下定盤のいずれか一方、または、双方を移動操作させることで、ガラス基板と各定盤とを相対的に移動させることにより、ガラス基板の両主表面を研削することができる。
なお、研削工程の前に、研削工程で用いた装置と同様の両面研削装置及びアルミナ系遊離砥粒を用いたラッピング工程を行ってもよい。
以上の各工程を経て、磁気ディスク用ガラス基板が作製される。この磁気ディスク用ガラス基板を用いて、磁気ディスクは以下のようにして得られる。
磁気ディスクは、例えばガラス基板の主表面上に、主表面に近いほうから順に、少なくとも付着層、下地層、磁性層(磁気記録層)、保護層、潤滑層が積層された構成になっている。
例えば基板を、真空引きを行った成膜装置内に導入し、DCマグネトロンスパッタリング法にてAr雰囲気中で、基板主表面上に付着層から磁性層まで順次成膜する。付着層としては例えばCrTi、下地層としては例えばCrRuを用いることができる。磁性層としては、例えばCoPt系合金を用いることができる。また、L10規則構造のCoPt系合金やFePt系合金を形成して熱アシスト磁気記録用の磁性層とすることもできる。上記成膜後、例えばCVD法によりC2H4を用いて保護層を成膜し、続いて表面に窒素を導入する窒化処理を行うことにより、磁気記録媒体を形成することができる。その後、例えばPFPE(パーフルオロポリエーテル)をディップコート法により保護層上に塗布することにより、潤滑層を形成することができる。
以下に、本発明を実施例によりさらに説明する。但し、本発明は実施例に示す態様に限定されるものではない。
以下の組成のガラスが得られるように原料を秤量し、混合して調合原料とした。この原料を熔融容器に投入して加熱、熔融し、清澄、攪拌して泡、未熔解物を含まない均質な熔融ガラスを作製した。得られたガラス中には泡や未熔解物、結晶の析出、熔融容器を構成する耐火物や白金の混入物は認められなかった。
[ガラスの組成]
酸化物基準に換算し、モル%表示で、SiO2を50〜75%、Al2O3を1〜15%、Li2O、Na2O及びK2Oから選択される少なくとも1種の成分を合計で5〜35%、MgO、CaO、SrO、BaO及びZnOから選択される少なくとも1種の成分を合計で0〜20%、ならびにZrO2、TiO2、La2O3、Y2O3、Ta2O5、Nb2O5及びHfO2から選択される少なくとも1種の成分を合計で0〜10%、有する組成からなるアルミノシリケートガラス
また、プレス成形する際には、プレス開始時の第1の金型121及び第2の金型122それぞれの温度は、430℃〜450℃となるように、温度制御部124によって制御されている。
溶融ガラス流出口111から吐出される溶融ガラス材料LGは、切断ユニット160によって切断され、直径約20mmのゴブGGが形成される。ゴブGGは、プレスユニットによって荷重3000kgfで、その温度が溶融ガラス材料のガラス転移温度(Tg)以下となるまで(約3秒)プレスされ、直径75mmのガラスブランクが形成された。
なお、プレス中の金型の板厚設定部内の温度差は、板厚設定部の対向面から型の内部に1mm移動した地点であって、対向面の中心位置を基準として所定の角度(例えば45度)おきに設けられた地点で、熱電対を用いて計測するときのそれぞれの地点の温度の差分のうち最大となる温度の差分を算出することによりもとめられる。
この実施例では、磁気ディスク用ガラス基板に要求される平面度を4μm以下とした場合に、この平面度を実現すべく、各プレスユニットにおいて第1の型及び第2の型の温度差は、10℃以内とした。具体的には、第1の型の温度を420℃とし、第2の型の温度を411〜429℃とした。
実施例で作製された直径75mmのガラスブランクについて、板厚偏差および表面粗さ(算術平均粗さRa)を測定した。
板厚偏差は、ここでは、ガラスブランクの主表面上の任意の2つの地点においてマイクロメータを用いて測定された板厚の最大値と最小値との差分と定義した。なお、ガラスブランクの目標板厚は、0.88mmである。表1に示す平面度の評価基準は、以下のとおりである。
以下の基準において、ガラスブランクの板厚偏差が2μmより大きければ研削工程を実施して板厚偏差を2μm以下まで低減する必要がある。また、ガラスブランクの板厚偏差が2μm以下のガラスブランクの場合は、研削工程を省略することができ、さらに研磨工程における取り代を少なくすることができるので、好ましい。
○ (Good):板厚偏差が2μm以下
× (Poor):板厚偏差が2μmより大きい

上記比較例及び実施例のガラスブランクを用い、図2に示したステップS20(スクライブ)→S30(形状加工)→S40(端面研磨)→S50(第1研磨)→S60(化学強化)→S70(第2研磨)の工程を順に行って、それぞれ磁気ディスク用ガラス基板を作製した。つまり、板厚偏差を低減させるための主表面の研削工程を行わずに磁気ディスク用ガラス基板を作製した。
なお、上記磁気ディスク用ガラス基板の作製に当たっては、第1研磨、第2研磨の各工程は、以下の条件で行った。
・第1研磨工程:酸化セリウム(平均粒子サイズ;直径1〜2μm)、硬質ウレタンパッドを使用して研磨した。取り代10μm。
・第2研磨工程:コロイダルシリカ(平均粒子サイズ;直径0.1μm)、軟質ポリウレタンパッドを使用して研磨した。取り代1μm。
なお、磁気ディスク用ガラス基板に対する記録層の成膜は以下の通り行った。まず、真空引きを行った成膜装置を用い、DCマグネトロンスパッタリング法にてAr雰囲気中で、基板上に付着層/軟磁性層/前下地層/下地層/主記録層/補助記録層/保護層/潤滑層を順次成膜した。なお、断らない限り成膜時のArガス圧は0.6Paで行った。付着層としては、Cr−50Tiを10nm成膜した。軟磁性層としては、0.7nmのRu層を挟んで、92Co−3Ta−5Zrをそれぞれ20nm成膜した。前下地層としては、Ni−5Wを8nm成膜した。下地層としては、0.6PaでRuを10nm成膜した上に5PaでRuを10nm成膜した。主記録層としては、3Paで90(72Co−10Cr−18Pt)−5(SiO2)−5(TiO2)を15nm成膜した。補助記録層としては、62Co−18Cr−15Pt−5Bを6nm成膜した。保護層としては、CVD法によりC2H4を用いて4nm成膜し、表層を窒化処理した。潤滑層としては、ディップコート法によりPFPEを用いて1nm形成した。
比較例及び実施例の磁気ディスクを対象として、クボタコンプス社製HDFテスター(Head/Disk Flyability Tester)を用いて、DFH(Dynamic Fly height)ヘッド素子部のタッチダウン試験(DFHタッチダウン試験)を行った。この試験は、DFH機構によって素子部を徐々に突き出していき、AE(Acoustic Emission)センサによって磁気ディスク表面との接触を検知することによって、ヘッド素子部が磁気ディスク表面と接触するときの突き出し量を評価するものである。ヘッドは320GB/P磁気ディスク(2.5インチサイズ)向けのDFHヘッドを用いた。素子部の突き出しがない時の浮上量は10nmである。すなわち、例えば突き出し量が8nmのとき、ヘッド浮上量は2nmとなる。また、その他の条件は以下の通り設定した。
・評価半径:22mm
・磁気ディスクの回転数:5400rpm
・温度:25℃
・湿度:60%
○ (Good):突き出し量≧8nm
× (Poor):突き出し量<8nm
次に、第2の実施形態について説明する。
本実施形態は、第1の実施形態と比較して、プレス成形工程が異なる。本実施形態において、第1の実施形態と同一の内容については重複説明を省略する。
第1の金型121は、図10A,図10Bに示すように、プレート状に形成されており、ゴブをプレス成形するための面(プレス成形面)121aを有する円柱状のプレス部121bと、プレス部121bの側面全面に接触してプレス部121bの側面を覆うように形成され、プレス成形面121aの外周から第2の金型122との対向方向に突出するように、プレス成形面121aを囲むように設けられる板厚設定部121cとを有している。板厚設定部121cは、プレス成形面121aから前記対向方向への突出高さに基づいて、ガラスブランクの板厚を設定するようになっている。第1の金型121は、プレス成形時にかかる荷重に耐えうるという観点から、例えばVM30、VM40等の超硬合金や、ダクタイル鋳鉄(FCD:Ferrum Casting Ductile)、SKD(Steel Kogu Dice)等から構成されていることが好ましい。さらに、軟鋼(SS41等)に対して、めっき等の金属コーティングを施したものから構成してもよい。特に、板厚設定部121cは、後述するように、プレス成形時に第2の金型122に当接する部分であるため、プレス成形時にかかる荷重が第1の金型121の他の部分と比べて大きい。このため、板厚設定部121cは、プレスに耐えうる硬度が必要であることから、例えばVM30、VM40等の超硬合金や、FCD、SKD等のように、ビッカース硬さが1000HV以上の材料で形成されている、ことが好ましい。なお、超硬合金(VM40)のビッカース硬さは1450(HV)である。
また、本実施形態では、8つの熱電対125a〜125hを用いているが、熱電対の数は任意に選択することが可能である。
また、均熱部材123を構成する材料は、第1の金型121を構成する金属の熱伝導率、硬度、厚み寸法等に応じて適宜選択されてよい。
ここで、ガラスブランクの板厚偏差とは、例えば、ガラスブランクの主表面上の任意の地点(例えば2つの地点)においてマイクロメータを用いて測定された板厚の最大値と最小値との差分である。
さらに、板厚設定部121c内の温度差とは、熱電対125a〜125hを用いて計測するときのそれぞれの地点の温度の差分のうち最大となる温度の差分である。
各温度制御部124a〜124hは、例えばヒータやヒートシンク等で構成されてもよい。また、各温度制御部124a〜124hは、冷却作用を有する流体(液体や気体等)を用いて第1の金型121を冷却するように構成されてもよい。
各温度制御部124a〜124hによる加熱量あるいは冷却量は、制御装置によって調整される。なお、各温度制御部124a〜124hは、温度制御手段の一例である。
なお、本実施形態では、8つの温度制御部124a〜124hを用いているが、温度制御部の数は任意に選択することが可能である。
第2の金型122の構成は第1の金型121の構成と同様であるため、説明を省略する。また、第2の金型122に設けられた均熱部材123と、各温度制御部124a〜124hと、各熱電対125a〜125hとの構成は、第1の金型121に設けられた均熱部材123と、各温度制御部124a〜124hと、各熱電対125a〜125hとの構成と同様であるため、説明を省略する。
さらに、板厚設定部122cは、図11に示すように、板厚設定部121cと同様に構成されてもよい。
なお、第1の金型121及び第2の金型122は、それぞれプレス成形面121a,122aを有していればよく、各金型121,122の形状がプレート状に限定されることはない。また、本実施形態では、各金型121,122のプレス成形面121a,122aが円形に形成されているが、プレス成形面121a,122aの形状は、例えば多角形状等に形成されてもよい。
なお、プレスユニット130,140及び150の構成は、プレスユニット120と同様であるため、説明を省略する。
なお、プレス成形工程において、第1の金型121及び第2の金型122に離型材を付着させる必要はない。
ここで、制御装置は、板厚設定部121c,122cの突出高さに関する情報を取得する。具体的には、制御装置は、第1の金型121及び第2の金型122のそれぞれに設けられた熱電対125a〜125hから温度情報を取得する。
また、制御装置は、取得した突出高さに関する情報に基づき、板厚設定部121c,122cそれぞれの温度を制御することにより、板厚設定部121c,122cの突出高さがそれぞれの内部で均一になるように調整する。具体的には、制御装置は、各熱電対125a〜125hから取得した温度の情報に基づき板厚設定部121c,122cそれぞれの内部の温度差をもとめ、温度差が低減するように各温度制御部124a〜124hそれぞれの加熱量あるいは冷却量を調整する。例えば、板厚設定部121cに設けられた熱電対125aによって検出された温度が他の熱電対125b〜125hによって検出された温度よりも極めて高い場合、制御装置は、熱電対125aに対応付けられた温度制御部(例えば、124a)の冷却量が、他の温度制御部124b〜124hの冷却量よりも大きくなるように制御してもよい。これにより、板厚設定部121c,122cのそれぞれの温度分布を均一にすることができる。したがって、板厚設定部121c,122cのそれぞれの熱膨張量を、板厚設定部121c,122cのそれぞれの内部で均一にすることができるので、板厚設定部121c,122cの突出高さを、それぞれの内部で均一にすることができる。これにより、プレス成形時における一対の金型間の間隔Dを一定に維持することができ、ひいては、プレス成形によって作製されるガラスブランクの板厚偏差を低減することができる。
そして、板厚設定部121c,122cそれぞれの内部の温度差が低減するように温度制御部124b〜124hの加熱量あるいは冷却量が調整され、板厚設定部121c,122cそれぞれの内部の温度差が低減した状態で、プレス成形が行われる。
なお、プレス成形によって作成されるガラスブランクの板厚偏差を低減するための板厚設定部121c,122cそれぞれの内部の温度差は、同じ温度において板厚設定部の高さが一致している場合、例えば、研削工程を省略可能な板厚偏差を2μmとしたならば、板厚設定部121c,122cそれぞれの内部の温度差を6℃以内とした状態でプレス成形を行うことが好ましい。上記温度差が0℃であるときに作製されるガラスブランクの板厚偏差が最も良好となるが、上記温度差は、研削工程を省略可能な板厚偏差に応じて適宜決定してよい。
以下に、本発明を実施例によりさらに説明する。なお、溶融ガラスの作製については、第1の実施形態と同じであるので重複説明を省略する。
本実施形態のプレス成形方法(図3、図10A,図10Bの装置を用いた方法)を用いて、直径75mm、厚さ0.9mmのガラスブランクを作製した。溶融ガラス流出口111から吐出される溶融ガラス材料LGの温度は1300℃であり、この時の溶融ガラス材料LGの粘度は700ポアズである。また、第1の金型121のプレス成形面121a及び第2の金型122のプレス成形面122aの表面粗さ(算術平均粗さRa)は、0.01μm〜1μmとした。さらに、各金型121,122のプレス成形面121a,122aは超硬合金(VM40)で構成されている。また、各金型121,122の板厚設定部121c,122cはSKD61で構成されている。ここで、SKD61の熱膨張率は、12.8×10-6(K-1)である。また、板厚設定部121c,122cのプレス成形面121a,122aからの突出高さは0.44mmであり、板厚設定部121c,122cの対向方向の長さは55mmである。さらに、温度制御部124a〜124hとしてヒータを用いた。また、均熱部材123として銅を用いた。
また、プレス成形する際には、プレス開始時の第1の金型121及び第2の金型122それぞれの温度が430℃〜450℃となるように、温度制御部124a〜124hそれぞれの加熱量が調整されている。
溶融ガラス流出口111から吐出される溶融ガラス材料LGは、切断ユニット160によって切断され、直径約20mmのゴブGGが形成される。ゴブGGは、プレスユニットによって荷重3000kgfで、その温度が溶融ガラス材料のガラス転移温度(Tg)以下となるまで(約3秒)プレスされ、直径75mmのガラスブランクが形成された。
なお、プレス中の金型の板厚設定部内の温度差は、熱電対125a〜125hを用いて計測するときのそれぞれの地点の温度の差分のうち最大となる温度の差分を算出することによりもとめられる。
この実施例では、磁気ディスク用ガラス基板に要求される平面度を4μm以下とした場合に、この平面度を実現すべく、各プレスユニットにおいて第1の型及び第2の型の温度差は、10℃以内とした。具体的には、第1の型の温度を420℃とし、第2の型の温度を411〜429℃とした。
実施例で作製された直径75mmのガラスブランクについて、板厚偏差および表面粗さ(算術平均粗さRa)を測定した。
板厚偏差は、ここでは、ガラスブランクの主表面上の任意の2つの地点においてマイクロメータを用いて測定された板厚の最大値と最小値との差分と定義した。なお、ガラスブランクの目標板厚は、0.88mmである。表1に示す平面度の評価基準は、以下のとおりである。
以下の基準において、ガラスブランクの板厚偏差が2μmより大きければ研削工程を実施して板厚偏差を2μm以下まで低減する必要がある。板厚偏差が1μmより大きく且つ2μm以下であるガラスブランクの場合には、研削工程を省略することができるので好ましいが、品質を安定させるために研磨工程における取り代を増大させる必要があるので、生産性の観点から板厚偏差が1μm以下のガラスブランクよりも劣る。また、ガラスブランクの板厚偏差が1μm以下のガラスブランクの場合は、研削工程を省略することができ、さらに研磨工程における取り代を少なくすることができるので、最も好ましい。
◎ (Excellent):板厚偏差が1μm以下
○ (Good):板厚偏差が1μmより大きく2μm以下
× (Poor):板厚偏差が2μmより大きい
第1の実施形態と同一の工程、条件にて磁気ディスク用ガラス基板を作製した。このとき、表3の比較例、実施例1、実施例2のガラスブランクを元にして作製された磁気ディスク用ガラス基板に記録層を成膜して磁気ディスクを作製した(それぞれ順に、比較例A、実施例1A、実施例2A)。作製した磁気ディスクは公称2.5インチサイズ(内径20mm、外径65mm、板厚0.8mm)である。
その後、作製されたディスクについて、前述した条件と同様にしてDFHタッチダウン試験を行った結果を表4に示す。
また、プレス成形工程により得られたガラスブランクの板厚を、板厚設定部の突出高さに関する情報として取得してもよい。
これら何れの場合であっても、上記実施形態と同様に、プレス成形工程で得られるガラスブランクの板厚偏差を、研削工程が省略可能なレベルとすることができる。したがって、後工程で主表面に対して研削加工を施す必要がないので、磁気ディスク用ガラス基板の低価格化を実現することができる。
次に、第3の実施形態について説明する。
本実施形態は、第1の実施形態と比較して、プレス成形工程が異なる。本実施形態において、上述した実施形態と同一の内容については重複説明を省略する。
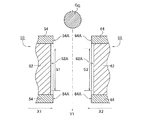
本実施形態のプレス成形工程は、1次プレス工程と2次プレス工程からなる。本実施形態では、プレス成形工程において、図12に示す第1のプレス成形型50および第2のプレス成形型60が用いられる。略球状の溶融ガラスが金型に向かって落下する点は上述した各実施形態と同様である。なお、図12には図示していないが、第1又は第2の実施形態と同様にして、温度制御部を設けることができる。
1次プレス工程を実施する直前における、第1のプレス成形型50および第2のプレス成形型60のプレス成形面52A、62Aの温度は、溶融ガラスの塊(ゴブGG)を構成するガラス材料のガラス転移点以上、屈服点未満の温度で加熱され平衡状態にある。ガラス転移点は、本実施形態では、例えば500℃である。一方、屈服点は、本実施形態では、例えば560℃である。プレス成形面の温度を、上述した範囲内とすることにより、後述するように、ゴブGGにおいて温度分布があったとしても、後述する2次プレス工程において、ガラス転移点以上の温度で、ガラスブランクの温度分布を略均一にすることができる。これにより、温度分布が略均一になったガラスブランクを第1のプレス成形型50および第2のプレス成形型60から取り出して、大気中で放冷することにより、残留応力の少ないガラスブランクを作製することができる。プレス成形面の温度を屈服点未満とするのは、ガラスブランクをプレス成形型から離型した後に平面度が大きく悪化してしまうことを防ぐことができるためである。
図12中の第1のプレス成形型50のプレス成形本体52のプレス成形面52Aと反対側には、第1の押出部材56及び第2の押出部材58が設けられている。
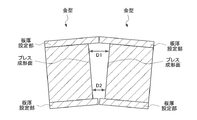
その後、図14に示すように、ゴブGGを、その両側から第1のプレス成形型50および第2のプレス成形型60により押圧し続けると、ゴブGGは、ゴブGGとプレス成形面52A、62Aとが最初に接触した位置を中心に均等な厚みで押し広げられる。図15に示すようにガイド面54Aとガイド面64Aとが接触するところまで、第1のプレス成形型50および第2のプレス成形型60により押圧し続けることで、プレス成形面52A、62A間に、円盤状もしくは略円盤状のガラスブランクGに成形される。このとき、第1のプレス成形型50および第2のプレス成形型60により成形されるガラスブランクは、ガイド面54Aとガイド面64Aの端部まで達しない。すなわち、ガラスブランクの端面は、自由曲面となっている。この状態で、1次プレス工程は終了する。したがって、ガラスブランクの端面における熱は、プレス成形面52A、62Aと接触せず、プレス成形面52A、62A内の気相空間の空気に対して放冷される。したがって、ガラスブランクの端面では、冷却に伴って表面に形成される圧縮応力層はほとんどないか、あるいは極めて小さい。すなわち、ガラスブランクの端面には残留応力がないか、あっても極めて小さい。
2次プレス工程では、ガラスブランクが破損しない程度の時間、1次プレス工程を行った後、1次プレス工程後に1次プレス工程に用いるプレス面(プレス成形面52A、62A)のプレス圧よりも低いプレス圧力でガラスブランクを一対の型で保持する工程である。
プレス圧力は、第1プレス工程時、第2の押出部材58が第1のプレス成形型50に与えた押圧荷重を除去することにより、低下することができる。したがって、2次プレス工程では、図15に示す状態と変化はない。
1次プレス工程における、プレス成形面52A、62Aのプレス圧力は、例えば0.04〜0.40トン/cm2であり、2次プレス工程におけるプレス圧力は、例えば1×10−5〜4×10−3トン/cm2である。
1次プレス工程において高いプレス圧力を用いてプレスをすることにより、ガラスブランクを所定の厚さ(薄さ)にするとともに、板厚差を低下させることができる。2次プレス工程において低いプレス圧力を用いてプレスすることにより、ガラスブランクの温度分布を均一に近づけることができ、平面度を向上することができる。
具体的に説明すると、2次プレス工程前の1次プレス工程では、高いプレス圧力により、ゴブGGの不均一な温度分布に起因して成形直後のガラスブランクの温度分布は不均一である。この不均一な温度分布のガラスブランクから熱が第1のプレス成形型50および第2のプレス成形型60に移動して、第1のプレス成形型50および第2のプレス成形型60に不均一の温度分布を生じさせる。2次プレス工程において低いプレス圧力を用いることにより、2次プレス工程では、ガラスブランクとプレス成形面52A、62Aとの間の実質的な接触面積が低下する。その結果、ガラスブランクから第1のプレス成形型50および第2のプレス成形型60への熱移動が低下する。その間、第1のプレス成形型50および第2のプレス成形型60の不均一な温度分布は、熱伝導による拡散により均一に近づき、温度分布が均一に近づいた第1のプレス成形型50および第2のプレス成形型60が、ガラスブランクと接触することにより、ガラスブランクの温度分布は均一に近づく。
1次プレス工程は、ガラスブランクに一定の厚さを確保するために行われるため、1次プレスの継続時間は、ガラスブランクが一定の厚さの形状を確保する時間であればよい。この継続時間が過度に長いと、ガラスブランクが不均一な温度分布に起因する熱歪み(熱応力)によって、あるいは、プレス成形面52A,62Aの不均一な表面凹凸等によって破損する。このため、1次プレス工程の継続時間は、ガラスブランクが温度分布に起因する熱歪み(熱応力)によって破損しない程度の時間であり、例えば0.1〜2秒である。一方、2次プレス工程の継続時間は、ガラスブランクの温度分布が略均一になる時間であればよい。2次プレス工程の継続時間は長いことが、ガラスブランクの温度分布は均一に近づく点から好ましいが、ガラスブランクの生産効率は低下する。したがって、2次プレス工程の継続時間は、例えば10〜298秒である。このような1次プレス工程及び2次プレス工程の継続時間は、予め定められている。したがって、1次プレス工程及び2次プレス工程の合計の継続時間である、プレス開始からプレス終了までの時間が300秒以下であることが好ましい。
取出工程では、ガラスブランクは、第1のプレス成形型50および第2のプレス成形型60のプレス成形面を離間して取り出される。図17は、取出工程を示す図である。図17に示すように、第1のプレス成形型50と第2のプレス成形型60とを互いに離間させるように、第1のプレス成形型50をX2方向へ移動させ、第2のプレス成形型60をX1方向へ移動させる。これにより、プレス成形面62Aと、ガラスブランクGとを離型させる。次いで、プレス成形面52Aと、ガラスブランクGとを離型させて、ガラスブランクGを鉛直方向下方に落下させて取り出す。なお、プレス成形面52AとガラスブランクGとを離型させる際には、ガラスブランクGの外周方向から力を加えてガラスブランクGを剥がすように離型することができる。この場合、ガラスブランクGに大きな力を加えることなく、取出しを行うことができる。なお、取出しの際、プレス成形面52AとガラスブランクGとを離型した後に、プレス成形面62AとガラスブランクGとを離型してもよい。こうして、ガラスブランクGを得る。ガラスブランクGは、図示されない断熱板上に載せられて、大気中で放冷される。このとき、ガラスブランクGにおけるプレス成形面52A及びプレス成形面62Aとの接触部分の温度は、ガラス転移点以上であり、均一な温度分布を持ってガラス転移点以上の温度を有するので、この状態で冷却しても、均一な温度分布を保ってガラスブランクは冷えるので、冷却に起因する不均一な残留応力は小さくなる。
次に、第4の実施形態について説明する。
本実施形態は、第1の実施形態と比較して、プレス成形工程で使用されるプレスユニットのみが異なる。本実施形態において、第1の実施形態と同一の内容については重複説明を省略する。
本実施形態のプレス成形工程に用いられるプレスユニットに設けられる温度制御部は、それぞれ独立に温度を制御可能に構成される一対の温度制御部124j,124kによって構成されている点で、第1の実施形態の温度制御部124とは異なる。図18A,図18Bに示すように、一対の温度制御部124j,124kはそれぞれ、板厚設定部121c及び122cの側面全面に接触するように設けられている。温度制御部124j,124kは各板厚設定部において隣接して設けられており、各プレス成形面に近い側に温度制御部124kが設けられ、各プレス成形面から遠い側に温度制御部124jが設けられている。温度制御部124j,124kは、温度制御手段の一例である。
一対の温度制御部124j,124kは、例えばヒータやヒートシンク等で構成されてもよい。一対の温度制御部124j,124kによる加熱量あるいは冷却量は、例えば、CPU、RAM、ROM及びハードディスク等から構成された所定の制御装置(図示省略)によって制御されてもよい。
このような相関関係を求めるために、板厚設定部121c,122cの金型対向方向の寸法が50mmで板厚設定部121c,122cにSKDを用いた条件で板厚設定部121c,122cの金型対向方向での1℃あたりの熱膨張量を実際に測定したところ、板厚設定部121c,122cの金型対向方向での熱膨張量の合計が1.3μm/℃(片側で0.65μm/℃)であった。
従って、このような相関関係に基づいて、一対の金型が閉じた際のプレス成形面同士の間の距離が目標の距離となるように板厚設定部の熱膨張量を決定し、その熱膨張量に対応する温度になるように板厚設定部121c,122cの温度を制御することによって、板厚設定部121c,122cの熱膨張量によりガラスブランクの板厚調整が可能となる。また、上記の相関関係の例では、板厚設定部121c,122cの温度を10℃変化させることにより、ガラスブランクの板厚を13μm変化させることができる。なお、板厚設定部121c,122cの温度を互いに異ならせて、板厚設定部121c,122cの熱膨張量を変化させて板厚調整を行ってもよい。
これに対し、本実施形態のプレス成形では、金型の材質による熱膨張率、成形時の金型の温度などの成形条件に応じて、ガラスブランクの板厚が所望の値となるように一対の温度制御部124j,124kの加熱量及び冷却量を調整すればよく、ガラスブランクの板厚調整のための金型自体の追加工は要しない。また、第1の実施形態と同様に、プレス成形によって得られるガラスブランクの板厚偏差も小さくなるという利点がある。
次に、第5の実施形態について説明する。
本実施形態は、第4の実施形態と比較して、プレス成形工程で使用されるプレスユニットのみが異なる。本実施形態において、第1の実施形態と同一の内容については重複説明を省略する。
本実施形態のプレス成形工程に用いられるプレスユニットは、第4の実施形態と同様に、それぞれ独立に温度を制御可能に構成される一対の温度制御部124j,124kが設けられているが、一対の温度制御部124j,124kに対応して板厚設定部が121j,121kが設けられている点で第4の実施形態とは異なる。すなわち、図19A,図19Bに示すように、板厚設定部が121j,121kが均熱部材123の側面前面に接触するように設けられており、板厚設定部が121j,121kの側面前面に接触するように、それぞれ温度制御部124j,124kが設けられている。温度制御部124j,124kは、温度制御手段の一例である。
例えば、第3の実施形態のプレス成形工程では、一対の型のプレス面の温度が溶融ガラス(ゴブGG)のガラス転移点以上屈服点未満の温度で溶融ガラスの塊をプレスすることや、ガラスブランクの残留応力値がガラスブランクの機械加工で破断が生じない許容値以下となるようにプレスすることを説明したが、これらの事項は他の実施形態においても適用することができる。
Claims (21)
- 互いに対向する一対の金型を用いて、溶融ガラスの塊をプレス成形する成形工程を含む磁気ディスク用ガラスブランクの製造方法であって、
前記一対の金型は、前記プレス成形するためのプレス成形面と、前記プレス成形面の外周から前記一対の金型の対向方向に突出するように、前記プレス成形面を囲むように設けられ、前記対向方向の突出高さに基づき前記磁気ディスク用ガラスブランクの板厚を設定するための板厚設定部とを有し、
前記成形工程では、前記板厚設定部の前記突出高さに関する情報を取得し、前記板厚設定部の温度を、前記板厚設定部の温度を制御する温度制御手段を用いて、前記突出高さに関する情報に基づき制御することにより、前記板厚設定部の前記突出高さが均一になるように調整された状態で、プレス成形を行うことを特徴とする磁気ディスク用ガラスブランクの製造方法。 - 前記温度制御手段は、所望の平坦度のガラスブランクを得るために各金型のプレス成形面の前記溶融ガラスと接する温度がプレス成形面同士で揃うように制御するための手段であって、
前記温度制御手段は前記板厚設定部の外周に設けられている、請求項1に記載の磁気ディスク用ガラスブランクの製造方法。 - 前記板厚設定部と前記温度制御手段との間には、前記板厚設定部内の温度差を低減するための均熱部材が設けられている、請求項1又は2に記載の磁気ディスク用ガラスブランクの製造方法。
- 前記成形工程では、前記板厚設定部の温度を、前記板厚設定部の前記突出高さに関する情報として取得する、請求項1〜3の何れか1項に記載の磁気ディスク用ガラスブランクの製造方法。
- 前記成形工程では、前記一対の金型を用いたプレス成形により得られた磁気ディスク用ガラスブランクの板厚を、前記板厚設定部の前記突出高さに関する情報として取得する、請求項1〜3の何れか1項に記載の磁気ディスク用ガラスブランクの製造方法。
- 前記均熱部材は、熱伝導率が50W/(m・K)以上の材料で形成されている、請求項3に記載の磁気ディスク用ガラスブランクの製造方法。
- 前記板厚設定部は、ビッカース硬さが1000HV以上の材料で形成されている、請求項1〜6の何れか1項に記載の磁気ディスク用ガラスブランクの製造方法。
- 前記成形工程では、落下中の溶融ガラスの塊を、水平方向両側から一対の金型でプレス成形する、請求項1〜7のいずれかに記載された磁気ディスク用ガラスブランクの製造方法。
- 前記成形工程において、溶融ガラスの塊と接触する前に予め金型を加熱し、溶融ガラスの塊と接触後に金型を冷却する、請求項1〜8の何れか1項に記載の磁気ディスク用ガラスブランクの製造方法。
- 前記成形工程では、一対の型のプレス面の温度が溶融ガラスのガラス転移点以上屈服点未満の温度で、前記溶融ガラスの塊をプレスする、請求項1〜9の何れか1項に記載の磁気ディスク用ガラスブランクの製造方法。
- 前記成形工程では、ガラスブランクの残留応力値が、ガラスブランクの機械加工で破断が生じない許容値以下となるようにプレスする、請求項1〜10の何れか1項に記載の磁気ディスク用ガラスブランクの製造方法。
- 溶融ガラスのガラス転移点が650℃以上である、請求項1〜11の何れか1項に記載の磁気ディスク用ガラスブランクの製造方法。
- 互いに対向する一対の金型を用いて、溶融ガラスの塊をプレス成形する成形工程を含む磁気ディスク用ガラスブランクの製造方法であって、
前記一対の金型は、前記プレス成形するためのプレス成形面と、前記プレス成形面の外周から前記一対の金型の対向方向に突出するように、前記プレス成形面を囲むように設けられ、前記対向方向の突出高さに基づき前記磁気ディスク用ガラスブランクの板厚を設定するための板厚設定部とを有し、
板厚設定部の温度と板厚設定部の前記対向方向の熱膨張量との相関関係を予め求めておき、前記相関関係に基づいて、一対の金型が閉じた際にプレス成形面同士の間の距離が目標の距離となるように板厚設定部の温度から板厚設定部の熱膨張量を決定し、温度制御手段を用いて板厚設定部の熱膨張による突出高さを変化させることにより、プレス時のガラスブランクの板厚を所望の板厚に調整することを特徴とする磁気ディスク用ガラスブランクの製造方法。 - 前記成形工程では、溶融ガラス供給部から供給され落下中の溶融ガラスの塊を、水平方向の両側からプレス成形する、請求項13に記載された磁気ディスク用ガラスブランクの製造方法。
- 前記温度制御手段は、プレス成形面と板厚設定部との温度が異なるようにそれぞれ独立に温度を制御する、請求項13又は14に記載された磁気ディスク用ガラスブランクの製造方法。
- 板厚調整部においてプレス成形面に近い部分と遠い部分とで、熱膨張率及び/又は熱伝導率が異なる部材で構成されている、請求項13〜15の何れか1項に記載された磁気ディスク用ガラスブランクの製造方法。
- 前記成形工程において、溶融ガラスの塊と接触する前に予め金型を加熱し、溶融ガラスの塊と接触後に金型を冷却する、請求項13〜16の何れか1項に記載された磁気ディスク用ガラスブランクの製造方法。
- 一対の金型を持つプレスユニットを複数用いてプレスする構成であり、ユニット単位で一対の金型が閉じた際のプレス成形面同士の間の距離を調整する、請求項13〜17の何れか1項に記載された磁気ディスク用ガラスブランクの製造方法。
- 全ユニットのブランクの板厚が一致するように、各ユニットの一対の金型が閉じた際のプレス成形面同士の間の距離を調整する、請求項18に記載された磁気ディスク用ガラスブランクの製造方法。
- 請求項1〜19の何れか1項に記載の磁気ディスク用ガラスブランクの製造方法により製造された磁気ディスク用ガラスブランクを用いて、磁気ディスク用ガラス基板を製造することを特徴とする磁気ディスク用ガラス基板の製造方法。
- 前記磁気ディスク用ガラスブランクに対して研磨加工を施すことにより、前記磁気ディスク用ガラスブランクの板厚の90%以上の板厚を有する磁気ディスク用ガラス基板を製造することを特徴とする、請求項20に記載の磁気ディスク用ガラス基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013551869A JP5739552B2 (ja) | 2011-12-29 | 2012-12-28 | 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法 |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011290437 | 2011-12-29 | ||
| JP2011290446 | 2011-12-29 | ||
| JP2011290446 | 2011-12-29 | ||
| JP2011290437 | 2011-12-29 | ||
| JP2013551869A JP5739552B2 (ja) | 2011-12-29 | 2012-12-28 | 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法 |
| PCT/JP2012/084228 WO2013100152A1 (ja) | 2011-12-29 | 2012-12-28 | 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2013100152A1 JPWO2013100152A1 (ja) | 2015-05-11 |
| JP5739552B2 true JP5739552B2 (ja) | 2015-06-24 |
Family
ID=48697629
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013551869A Expired - Fee Related JP5739552B2 (ja) | 2011-12-29 | 2012-12-28 | 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5739552B2 (ja) |
| WO (1) | WO2013100152A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2014051053A1 (ja) * | 2012-09-28 | 2016-08-22 | Hoya株式会社 | 磁気ディスク用ガラスブランクの製造方法、磁気ディスク用ガラス基板の製造方法、及び磁気ディスク用ガラスブランク |
| JP6274802B2 (ja) * | 2013-09-30 | 2018-02-07 | Hoya株式会社 | 磁気ディスク用ガラスブランクの製造方法、磁気ディスク用ガラス基板の製造方法、及びガラスブランク成形型 |
| JP2015182909A (ja) * | 2014-03-24 | 2015-10-22 | Hoya株式会社 | ガラスプリフォームの製造装置、ガラスプリフォームの製造方法、及び、光学素子の製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01164738A (ja) * | 1987-12-22 | 1989-06-28 | Canon Inc | 光学素子の成形装置 |
| JP2001097730A (ja) * | 1999-09-29 | 2001-04-10 | Matsushita Electric Ind Co Ltd | 磁気ディスク用成形ガラス基板、その成形素材、および磁気ディスク用成形ガラス基板の成形装置 |
| JP2002128532A (ja) * | 2000-10-19 | 2002-05-09 | Minolta Co Ltd | 光学素子の成形装置および成形方法 |
| JP2004196651A (ja) * | 2002-12-04 | 2004-07-15 | Fuji Electric Device Technology Co Ltd | 記憶媒体用ガラス基板の製造方法および装置、記憶媒体用ガラス基板及び記憶媒体 |
| JP2011105562A (ja) * | 2009-11-19 | 2011-06-02 | Asahi Glass Co Ltd | 光学素子の成形方法及び成形装置 |
| MY158938A (en) * | 2009-12-29 | 2016-11-30 | Hoya Corp | Manufacturing method of glass substrate for magnetic disk |
-
2012
- 2012-12-28 WO PCT/JP2012/084228 patent/WO2013100152A1/ja not_active Ceased
- 2012-12-28 JP JP2013551869A patent/JP5739552B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2013100152A1 (ja) | 2015-05-11 |
| WO2013100152A1 (ja) | 2013-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6259022B2 (ja) | ガラスブランク | |
| JP5209807B2 (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| JP6234522B2 (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| JP6148388B2 (ja) | 磁気ディスク用ガラスブランクの製造方法 | |
| CN103562997A (zh) | 磁盘用玻璃基板及其制造方法 | |
| JP6138042B2 (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| JP2013136513A (ja) | 磁気ディスク用ガラス基板及びガラスブランクの製造方法 | |
| JP5739552B2 (ja) | 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法 | |
| JP5476276B2 (ja) | 磁気記録媒体ガラス基板用ガラスブランクの製造方法、磁気記録媒体ガラス基板製造方法、磁気記録媒体製造方法、磁気記録媒体ガラス基板用ガラスブランクの製造装置 | |
| JPWO2013147149A1 (ja) | 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法 | |
| JP2013077366A (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| JP2013209262A (ja) | 磁気ディスク用ガラスブランクの製造方法および磁気ディスク用ガラス基板の製造方法 | |
| JP2012158513A (ja) | 磁気ディスク用ガラス基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150331 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150423 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5739552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |