JP6850737B2 - 金属処理炉と組み合わせて使用される高速反応、ヒータ及び関連制御システム - Google Patents
金属処理炉と組み合わせて使用される高速反応、ヒータ及び関連制御システム Download PDFInfo
- Publication number
- JP6850737B2 JP6850737B2 JP2017565807A JP2017565807A JP6850737B2 JP 6850737 B2 JP6850737 B2 JP 6850737B2 JP 2017565807 A JP2017565807 A JP 2017565807A JP 2017565807 A JP2017565807 A JP 2017565807A JP 6850737 B2 JP6850737 B2 JP 6850737B2
- Authority
- JP
- Japan
- Prior art keywords
- metal
- metal processing
- heater
- processing furnace
- reaction heater
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910052751 metal Inorganic materials 0.000 title claims description 349
- 239000002184 metal Substances 0.000 title claims description 349
- 238000012545 processing Methods 0.000 title claims description 203
- 238000000034 method Methods 0.000 claims description 80
- 238000010438 heat treatment Methods 0.000 claims description 26
- 230000007704 transition Effects 0.000 claims description 13
- 230000006698 induction Effects 0.000 claims description 11
- 238000012544 monitoring process Methods 0.000 claims description 9
- 230000008859 change Effects 0.000 claims description 8
- 229910045601 alloy Inorganic materials 0.000 claims description 4
- 239000000956 alloy Substances 0.000 claims description 4
- 230000004044 response Effects 0.000 claims description 4
- 230000008569 process Effects 0.000 description 53
- 239000000463 material Substances 0.000 description 35
- 238000004519 manufacturing process Methods 0.000 description 8
- 239000002245 particle Substances 0.000 description 7
- 150000002739 metals Chemical class 0.000 description 5
- 230000032683 aging Effects 0.000 description 4
- 230000001965 increasing effect Effects 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- 230000001052 transient effect Effects 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 239000012467 final product Substances 0.000 description 3
- 230000001939 inductive effect Effects 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 238000000137 annealing Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000013500 data storage Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000003595 mist Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000035484 reaction time Effects 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 238000011217 control strategy Methods 0.000 description 1
- 239000000112 cooling gas Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/42—Induction heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/52—Methods of heating with flames
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0006—Details, accessories not peculiar to any of the following furnaces
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/562—Details
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/60—Continuous furnaces for strip or wire with induction heating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/30—Details, accessories or equipment specially adapted for furnaces of these types
- F27B9/40—Arrangements of controlling or monitoring devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D11/00—Arrangement of elements for electric heating in or on furnaces
- F27D11/06—Induction heating, i.e. in which the material being heated, or its container or elements embodied therein, form the secondary of a transformer
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D13/00—Apparatus for preheating charges; Arrangements for preheating charges
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D21/00—Arrangement of monitoring devices; Arrangement of safety devices
- F27D21/0014—Devices for monitoring temperature
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0006—Monitoring the characteristics (composition, quantities, temperature, pressure) of at least one of the gases of the kiln atmosphere and using it as a controlling value
- F27D2019/0018—Monitoring the temperature of the atmosphere of the kiln
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0028—Regulation
- F27D2019/0034—Regulation through control of a heating quantity such as fuel, oxidant or intensity of current
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Metallurgy (AREA)
- General Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Control Of Heat Treatment Processes (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
- Furnace Details (AREA)
- Tunnel Furnaces (AREA)
- Control Of Resistance Heating (AREA)
Description
本出願は、2015年6月24日に出願された米国仮特許出願第62/183,810号「FAST RESPONSE HEATERS AND ASSOCIATED CONTROL SYSTEMS USED IN COMBINATION WITH METAL TREATMENT FURNACES」の利益を主張し、参照によりその全体が本明細書に組み込まれる。
Claims (20)
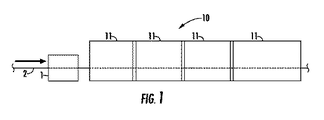
- 動いている金属シートを受け入れるための炉入口を有する金属処理炉であって、前記金属処理炉内の雰囲気温度を測定するためのセンサーを備えた金属処理炉と、
前記金属シートを予熱するために前記炉入口に近接して配置可能な誘導ヒータを備えた高速反応ヒータと、
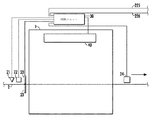
前記金属処理炉内の前記雰囲気温度を用いて前記高速反応ヒータの熱出力を自動的に制御するように、前記センサー及び前記高速反応ヒータに結合されたコントローラと、を備え、
前記金属処理炉は、前記金属処理炉内の前記動いている金属シートの温度を測定するための第2のセンサーをさらに備え、前記コントローラは、前記金属処理炉内の前記動いている金属シートの前記温度をさらに用いて前記高速反応ヒータの前記熱出力を自動的に制御するように、前記第2のセンサーにさらに結合され、
前記コントローラは、前記金属処理炉の前記雰囲気温度を用いて計算される前記金属処理炉のヒートヘッドを用いて前記高速反応ヒータの前記熱出力を自動的に制御するように構成される、金属処理システム。 - 前記高速反応ヒータは連続的に動作される、請求項1に記載の金属処理システム。
- 前記金属処理炉の前記雰囲気温度は、予め選択された温度の10パーセントの範囲内にとどまる、請求項2に記載の金属処理システム。
- 前記金属処理炉の前記雰囲気温度は、予め選択された温度の5パーセントの範囲内にとどまる、請求項2に記載の金属処理システム。
- 前記高速反応ヒータは前記金属処理炉の遷移中に動作される、請求項1に記載の金属処理システム。
- 前記金属処理炉の前記遷移は、金属シートまたはプレートの厚さ、金属シートまたはプレートの処理速度、金属シートまたはプレートの合金、及び金属処理炉の目標温度の変更からなる群から選択される少なくとも1つの遷移を含む、請求項5に記載の金属処理システム。
- 前記高速反応ヒータは直接火炎衝突ヒータを備える、請求項1に記載の金属処理システム。
- 前記高速反応ヒータは誘導ヒータ及び直接火炎衝突ヒータを備える、請求項1に記載の金属処理システム。
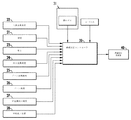
- 前記金属シートの厚さを測定する厚さセンサーを備え、前記コントローラは、前記金属シートの前記厚さをさらに用いて前記高速反応ヒータの前記熱出力を自動的に制御するように、前記厚さセンサーにさらに結合される、請求項1に記載の金属処理システム。
- 前記金属シートのスループットを測定するスループットセンサーをさらに備え、前記コントローラは、前記金属シートの前記スループットをさらに用いて前記高速反応ヒータの前記熱出力を自動的に制御するように、前記スループットセンサーにさらに接続される、請求項1に記載の金属処理システム。
- 前記高速反応ヒータは、前記金属シートの幅にわたって個々の部分に選択的に熱を加えるように、前記高速反応ヒータを横切って間隔を置かれた複数の個別加熱要素を含み、前記コントローラは、前記複数の個別加熱要素が前記金属シートの前記幅にわたって前記金属シートを選択的に予熱するように、前記複数の個別加熱要素の各々の熱出力を個別に制御するよう構成される、請求項1に記載の金属処理システム。
- 請求項1に記載の金属処理システムにおいて金属を処理する方法であって、
前記高速反応ヒータ内で金属シートを予熱することと、
前記金属処理炉内の前記金属シートに熱を加えることと、
前記金属処理炉内の雰囲気温度を監視することと、
前記監視された雰囲気温度を用いて前記高速反応ヒータの熱出力を自動的に調整することと、を含み、
前記金属処理炉内の前記動いている金属シートの温度を監視することをさらに含み、前記高速反応ヒータの前記熱出力を自動的に調整することが、前記監視された雰囲気温度及び前記動いている金属シートの前記監視された温度を用いてヒートヘッドを計算することと、前記計算されたヒートヘッドに基づいて前記高速反応ヒータの前記熱出力を調整することと、を含む、方法。 - 前記高速反応ヒータ内の前記金属シートを予熱することが連続的に生じる、請求項12に記載の方法。
- 前記金属処理炉内の前記金属シートに熱を加えることは、前記金属処理炉を一定温度に維持することを含む、請求項12に記載の方法。
- 前記金属処理炉の前記雰囲気温度を第1の温度設定と第2の温度設定との間で遷移させることをさらに含み、前記高速反応ヒータの前記熱出力を自動的に調整することは、遷移中の前記金属処理炉の前記雰囲気温度への変更を補償するように前記熱出力を選択することを含む、請求項12に記載の方法。
- 前記高速反応ヒータは、直接火炎衝突ヒータを含む、請求項12に記載の方法。
- 前記高速反応ヒータは、誘導ヒータ及び直接火炎衝突ヒータを含む、請求項12に記載の方法。
- 前記金属シートの厚さを監視することをさらに含み、前記高速反応ヒータの前記熱出力を自動的に調整することは、前記監視された厚さを用いることを含む、請求項12に記載の方法。
- 前記金属シートのスループット速度を監視することをさらに含み、前記高速反応ヒータの前記熱出力を自動的に調整することは、前記監視されたスループット速度を用いることを含む、請求項12に記載の方法。
- 前記高速反応ヒータ内の前記金属シートを予熱することは、前記高速反応ヒータを横切って間隔を置いて配置された複数の個別加熱要素を用いて前記金属シートの幅にわたって熱を選択的に加えることを含み、前記高速反応ヒータの前記熱出力を自動的に調整することは、前記金属シートの前記幅にわたって前記選択的な加熱を制御するように、前記複数の個別加熱要素の各々を個別に制御することを含む、請求項12に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562183810P | 2015-06-24 | 2015-06-24 | |
| US62/183,810 | 2015-06-24 | ||
| PCT/US2016/038946 WO2016210084A1 (en) | 2015-06-24 | 2016-06-23 | Fast response heaters and associated control systems used in combination with metal treatment furnaces |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019099395A Division JP2019189945A (ja) | 2015-06-24 | 2019-05-28 | 金属処理炉と組み合わせて使用される高速反応、ヒータ及び関連制御システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018524467A JP2018524467A (ja) | 2018-08-30 |
| JP6850737B2 true JP6850737B2 (ja) | 2021-03-31 |
Family
ID=56404309
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017565807A Active JP6850737B2 (ja) | 2015-06-24 | 2016-06-23 | 金属処理炉と組み合わせて使用される高速反応、ヒータ及び関連制御システム |
| JP2019099395A Withdrawn JP2019189945A (ja) | 2015-06-24 | 2019-05-28 | 金属処理炉と組み合わせて使用される高速反応、ヒータ及び関連制御システム |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019099395A Withdrawn JP2019189945A (ja) | 2015-06-24 | 2019-05-28 | 金属処理炉と組み合わせて使用される高速反応、ヒータ及び関連制御システム |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US10648738B2 (ja) |
| EP (1) | EP3314028B1 (ja) |
| JP (2) | JP6850737B2 (ja) |
| KR (1) | KR102094623B1 (ja) |
| CN (1) | CN107801403B (ja) |
| BR (1) | BR112017027680B1 (ja) |
| CA (1) | CA2989624C (ja) |
| MX (1) | MX2017016165A (ja) |
| WO (1) | WO2016210084A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107801403B (zh) * | 2015-06-24 | 2020-11-24 | 诺维尔里斯公司 | 与金属处理炉结合使用的快速响应加热器和相关控制系统 |
| EP3409797B1 (en) * | 2016-01-28 | 2019-09-04 | JFE Steel Corporation | Steel sheet temperature control device and temperature control method |
| DE102017210230A1 (de) * | 2017-06-20 | 2018-12-20 | Sms Group Gmbh | Verfahren zum Betreiben eines Glühofens |
| JP6977339B2 (ja) * | 2017-07-05 | 2021-12-08 | 日産自動車株式会社 | 鋼材部品の熱処理方法 |
| BE1025807B1 (fr) * | 2017-12-20 | 2019-07-18 | Drever International S.A. | Four comprenant un système de contrôle associé à une information relative à une énergie électrique |
| CN110857842A (zh) * | 2018-08-22 | 2020-03-03 | 中国航发商用航空发动机有限责任公司 | 热处理炉以及氧化试验方法 |
| US12085341B2 (en) * | 2022-03-15 | 2024-09-10 | Afc-Holcroft, L.L.C. | Apparatus and process for predicting metal heat treatment system failures |
| EP4527952A4 (en) * | 2022-07-04 | 2025-11-26 | Jfe Steel Corp | A METHOD FOR ANNEALING HOT-ROLL-ROLL STEEL STRIP, AND A METHOD FOR PRODUCING ELECTROMAGNETIC STEEL SHEET USING SAID ANNEALING PROCESS |
| FR3149701A1 (fr) * | 2023-06-06 | 2024-12-13 | Fives Keods | Procede de pilotage d’une ligne continue |
Family Cites Families (58)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1143384A (en) * | 1965-06-15 | 1969-02-19 | British Iron Steel Research | Improvements in or relating to the control of furnaces |
| GB1546367A (en) | 1975-03-10 | 1979-05-23 | Electricity Council | Induction heating of strip and other elongate metal workpieces |
| JPS5912729B2 (ja) * | 1976-10-27 | 1984-03-26 | 新日本製鐵株式会社 | 竪型直火加熱炉 |
| JPS5924166B2 (ja) | 1977-10-20 | 1984-06-07 | 新日本製鐵株式会社 | ストリツプの連続加熱に於ける板温制御方法 |
| JPS5843452B2 (ja) | 1978-11-29 | 1983-09-27 | 新日本製鐵株式会社 | 板温制御方法 |
| JPS6070127A (ja) | 1983-09-28 | 1985-04-20 | Nippon Kokan Kk <Nkk> | 連続焼鈍炉におけるストリツプの板温制御方法 |
| GB8524077D0 (en) | 1985-09-30 | 1985-11-06 | Alcan Int Ltd | Al-mg-si extrusion alloy |
| JPH035Y2 (ja) * | 1986-02-14 | 1991-01-07 | ||
| JPH032331Y2 (ja) | 1986-02-15 | 1991-01-23 | ||
| US5052661A (en) | 1989-05-08 | 1991-10-01 | Aluminum Company Of America | Controlling heat treating furnaces |
| JPH032331A (ja) | 1989-05-29 | 1991-01-08 | Sumitomo Metal Ind Ltd | 連続焼鈍炉の板温制御装置 |
| DE3928629A1 (de) | 1989-08-30 | 1991-03-14 | Junker Gmbh O | Vorrichtung zum induktiven erwaermen von flachem metallischem gut |
| US5137586A (en) | 1991-01-02 | 1992-08-11 | Klink James H | Method for continuous annealing of metal strips |
| DE4234406C2 (de) | 1992-10-13 | 1994-09-08 | Abb Patent Gmbh | Vorrichtung zur induktiven Querfelderwärmung von Flachgut |
| JPH09227954A (ja) | 1995-12-21 | 1997-09-02 | Nippon Steel Corp | 連続焼鈍炉の板温制御方法及び装置 |
| US5739506A (en) | 1996-08-20 | 1998-04-14 | Ajax Magnethermic Corporation | Coil position adjustment system in induction heating assembly for metal strip |
| US5770838A (en) | 1996-09-11 | 1998-06-23 | Drever Company | Induction heaters to improve transitions in continuous heating system, and method |
| JPH10298668A (ja) | 1997-04-18 | 1998-11-10 | Sumitomo Heavy Ind Ltd | 熱処理装置 |
| EP1155161B1 (en) | 1999-02-12 | 2003-08-13 | Norsk Hydro Asa | Process for producing an aluminium alloy containing magnesium and silicon |
| US20030047558A1 (en) | 2000-03-13 | 2003-03-13 | Steffen Niklaus | Device for heating metallic items |
| FR2808163B1 (fr) | 2000-04-19 | 2002-11-08 | Celes | Dispositif de chauffage par induction a flux transverse a circuit magnetique de largeur variable |
| US6570141B2 (en) | 2001-03-26 | 2003-05-27 | Nicholas V. Ross | Transverse flux induction heating of conductive strip |
| WO2002090608A1 (en) | 2001-05-03 | 2002-11-14 | Alcan International Limited | Process for preparing an aluminum alloy sheet with improved bendability and aluminum alloy sheet produced therefrom |
| JP4398117B2 (ja) | 2001-07-09 | 2010-01-13 | 株式会社神戸製鋼所 | 微細組織を有する構造用アルミニウム合金板およびその製造方法 |
| JP2003089860A (ja) | 2001-09-18 | 2003-03-28 | Kobe Steel Ltd | 成形用アルミニウム合金板の連続溶体化焼き入れ処理方法 |
| SE521170C2 (sv) | 2002-02-22 | 2003-10-07 | Linde Ag | Förfarande för värmebehandling av rostfritt stål |
| JP4223238B2 (ja) | 2002-06-27 | 2009-02-12 | 日新製鋼株式会社 | 鋼帯の加熱温度制御方法 |
| FR2852187A1 (fr) | 2003-03-07 | 2004-09-10 | Celes | Dispositif de chauffage par induction d'une bande metallique |
| DE10312623B4 (de) | 2003-03-19 | 2005-03-24 | Universität Hannover | Querfeld-Erwärmungsanlage |
| KR20040091285A (ko) | 2003-04-21 | 2004-10-28 | 현대자동차주식회사 | 알루미늄-마그네슘-실리콘 합금판재의 성형방법 |
| SE528808C2 (sv) | 2004-09-15 | 2007-02-20 | Aga Ab | Förfarande vid förbränning, jämte brännare |
| SE527771C2 (sv) | 2004-10-29 | 2006-05-30 | Aga Ab | Förfarande vid tillverkning av långsträckta stålprodukter |
| SE528138C2 (sv) | 2004-10-29 | 2006-09-12 | Aga Ab | Förfarande jämte anordning för värmning av långsträckta stålprodukter |
| SE529299C2 (sv) | 2005-12-27 | 2007-06-26 | Aga Ab | Förfarande för att justera hårdheten hos en skivliknande metallprodukt |
| DE102006005063A1 (de) | 2006-02-03 | 2007-08-09 | Linde Ag | Verfahren zur Wärmebehandlung von Stahlbändern |
| US20070267113A1 (en) | 2006-03-13 | 2007-11-22 | Staley James T | Method and process of non-isothermal aging for aluminum alloys |
| BRPI0709236A2 (pt) | 2006-03-29 | 2011-06-28 | Inductotherm Corp | bobina e aparelho de aquecimento por indução, compensador e método de controlar o fluxo magnético gerado em torno da região de cabeça de uma bobina de indução de fluxo magnético |
| SE530353C2 (sv) | 2006-04-25 | 2008-05-13 | Aga Ab | DFI-brännare innefattande ett metallblock och två munstycken som sträcker sig ut från metallblocket |
| SE531788C2 (sv) | 2006-06-22 | 2009-08-04 | Aga Ab | Förfarande vid förbränning med syrgas, jämte brännare |
| SE531990C2 (sv) | 2007-01-29 | 2009-09-22 | Aga Ab | Förfarande för värmebehandling av långa stålprodukter |
| DE102007039279B3 (de) * | 2007-08-20 | 2009-01-02 | Muhr Und Bender Kg | Wärmebehandlung von flexibel gewalztem Band |
| SE532567C2 (sv) | 2007-12-13 | 2010-02-23 | Aga Ab | Förfarande för värmning i en industriugn |
| JP5352664B2 (ja) | 2008-04-14 | 2013-11-27 | インダクトサーム・コーポレイション | 可変幅横方向磁束電気誘導コイル |
| DE112009002557A5 (de) | 2008-10-30 | 2011-10-13 | Aleris Aluminium Duffel Bvba | Struktur-Automobil-Bauteil aus einem Aluminiumlegierungsblechprodukt |
| US9068252B2 (en) | 2009-03-05 | 2015-06-30 | GM Global Technology Operations LLC | Methods for strengthening slowly-quenched/cooled cast aluminum components |
| SE534565C2 (sv) * | 2009-06-23 | 2011-10-04 | Linde Ag | Glödgning av kallvalsade metallband |
| JP2011079035A (ja) * | 2009-10-09 | 2011-04-21 | Mitsubishi-Hitachi Metals Machinery Inc | 帯板巻取胴 |
| JP2011179035A (ja) * | 2010-02-26 | 2011-09-15 | Jfe Steel Corp | 連続焼鈍炉の板温制御方法及び連続焼鈍炉 |
| SE1000329A1 (sv) | 2010-04-01 | 2011-03-22 | Elways Ab | Ett för ett eller flera, elektriskt framdrivbara, fordon anpassat system (Detekteringsarrangemang) |
| DE102011051731B4 (de) * | 2011-07-11 | 2013-01-24 | Thyssenkrupp Steel Europe Ag | Verfahren zur Herstellung eines durch Schmelztauchbeschichten mit einer metallischen Schutzschicht versehenen Stahlflachprodukts |
| JP5573831B2 (ja) | 2011-12-29 | 2014-08-20 | 三菱電機株式会社 | 電動機用絶縁体、電動機、電動送風機 |
| EP2904125A1 (en) * | 2012-10-05 | 2015-08-12 | Linde Aktiengesellschaft | Preheating and annealing of cold rolled metal strip |
| JP6070127B2 (ja) | 2012-12-04 | 2017-02-01 | セイコーエプソン株式会社 | 画像表示装置および画像表示システム |
| EP3191613B1 (en) | 2014-09-12 | 2019-01-23 | Aleris Aluminum Duffel BVBA | Method of annealing aluminium alloy sheet material |
| CN104388667B (zh) * | 2014-11-03 | 2016-06-15 | 浙江大学 | 辊底式热处理炉的高精度高可靠炉温控制系统和方法 |
| EP3006579B2 (en) | 2014-12-11 | 2022-06-01 | Aleris Aluminum Duffel BVBA | Method of continuously heat-treating 7000-series aluminium alloy sheet material |
| CN107801403B (zh) * | 2015-06-24 | 2020-11-24 | 诺维尔里斯公司 | 与金属处理炉结合使用的快速响应加热器和相关控制系统 |
| DE102015112293A1 (de) | 2015-07-28 | 2017-02-02 | Hydro Aluminium Rolled Products Gmbh | Verfahren und Vorrichtung zur planheitsadaptiven Temperaturänderung von Metallbändern |
-
2016
- 2016-06-23 CN CN201680036997.3A patent/CN107801403B/zh active Active
- 2016-06-23 CA CA2989624A patent/CA2989624C/en active Active
- 2016-06-23 JP JP2017565807A patent/JP6850737B2/ja active Active
- 2016-06-23 US US15/190,683 patent/US10648738B2/en active Active
- 2016-06-23 BR BR112017027680-1A patent/BR112017027680B1/pt active IP Right Grant
- 2016-06-23 KR KR1020187002100A patent/KR102094623B1/ko active Active
- 2016-06-23 WO PCT/US2016/038946 patent/WO2016210084A1/en not_active Ceased
- 2016-06-23 EP EP16736970.1A patent/EP3314028B1/en not_active Revoked
- 2016-06-23 MX MX2017016165A patent/MX2017016165A/es unknown
-
2019
- 2019-05-28 JP JP2019099395A patent/JP2019189945A/ja not_active Withdrawn
-
2020
- 2020-04-06 US US16/840,842 patent/US11268765B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| BR112017027680B1 (pt) | 2022-01-25 |
| CA2989624C (en) | 2021-10-26 |
| KR20180020264A (ko) | 2018-02-27 |
| JP2019189945A (ja) | 2019-10-31 |
| CN107801403A (zh) | 2018-03-13 |
| CA2989624A1 (en) | 2016-12-29 |
| US20160377345A1 (en) | 2016-12-29 |
| WO2016210084A1 (en) | 2016-12-29 |
| US20200232706A1 (en) | 2020-07-23 |
| MX2017016165A (es) | 2018-04-24 |
| BR112017027680A2 (pt) | 2018-08-28 |
| US10648738B2 (en) | 2020-05-12 |
| KR102094623B1 (ko) | 2020-03-27 |
| EP3314028A1 (en) | 2018-05-02 |
| US11268765B2 (en) | 2022-03-08 |
| EP3314028B1 (en) | 2020-01-29 |
| CN107801403B (zh) | 2020-11-24 |
| JP2018524467A (ja) | 2018-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6850737B2 (ja) | 金属処理炉と組み合わせて使用される高速反応、ヒータ及び関連制御システム | |
| JP7326594B2 (ja) | 複数の圧延機スタンドを有する圧延機トレインにおける圧延材の冷間圧延 | |
| JP6619086B2 (ja) | 金属圧延プロセスにおける作業ロールの予熱及び熱制御ならびにその制御システム | |
| CN116761682A (zh) | 冷轧设备的应用和用于受调节地冷轧铝箔的方法 | |
| CN111420999B (zh) | 一种精轧中间坯上下表面温差控制方法 | |
| CN104245166B (zh) | 铝板的热机械轧制 | |
| JP5144963B2 (ja) | 鋼帯連続熱処理炉の温度制御方法 | |
| TWI701340B (zh) | 連續退火中的鋼板加熱方法以及連續退火設備 | |
| JP6436309B2 (ja) | 連続焼鈍設備における金属帯の温度制御装置および温度制御方法 | |
| JP4126463B2 (ja) | 連続焼鈍炉の加熱炉における炉温設定方法 | |
| JP7239726B2 (ja) | 金属のストリップ又は板を製造するための方法 | |
| JP2008308731A (ja) | 鋼帯連続熱処理炉の温度制御方法 | |
| JPS634607B2 (ja) | ||
| KR20260045242A (ko) | 연속소둔 공정의 로압력 제어방법 | |
| JPS63162819A (ja) | 連続焼鈍炉におけるラインスピ−ド設定方法 | |
| JPS639566B2 (ja) | ||
| JPS5843453B2 (ja) | ストリップ温度制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190129 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190528 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20190528 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20190604 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20190611 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20190802 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20190806 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20200310 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20200707 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20200825 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201116 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20210112 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20210209 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20210209 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210308 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6850737 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |