JP6559178B2 - 可撓性の印刷プレートを接着するための感圧接着剤 - Google Patents
可撓性の印刷プレートを接着するための感圧接着剤 Download PDFInfo
- Publication number
- JP6559178B2 JP6559178B2 JP2017089659A JP2017089659A JP6559178B2 JP 6559178 B2 JP6559178 B2 JP 6559178B2 JP 2017089659 A JP2017089659 A JP 2017089659A JP 2017089659 A JP2017089659 A JP 2017089659A JP 6559178 B2 JP6559178 B2 JP 6559178B2
- Authority
- JP
- Japan
- Prior art keywords
- polymer
- sensitive adhesive
- polymer component
- pressure sensitive
- printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C1/00—Forme preparation
- B41C1/18—Curved printing formes or printing cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F27/00—Devices for attaching printing elements or formes to supports
- B41F27/12—Devices for attaching printing elements or formes to supports for attaching flexible printing formes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N3/00—Preparing for use and conserving printing surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N6/00—Mounting boards; Sleeves Make-ready devices, e.g. underlays, overlays; Attaching by chemical means, e.g. vulcanising
- B41N6/02—Chemical means for fastening printing formes on mounting boards
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/24—Homopolymers or copolymers of amides or imides
- C09J133/26—Homopolymers or copolymers of acrylamide or methacrylamide
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/10—Esters
- C08F220/12—Esters of monohydric alcohols or phenols
- C08F220/16—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms
- C08F220/18—Esters of monohydric alcohols or phenols of phenols or of alcohols containing two or more carbon atoms with acrylic or methacrylic acids
- C08F220/1804—C4-(meth)acrylate, e.g. butyl (meth)acrylate, isobutyl (meth)acrylate or tert-butyl (meth)acrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2207/00—Properties characterising the ingredient of the composition
- C08L2207/02—Heterophasic composition
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2312/00—Crosslinking
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/04—Homopolymers or copolymers of esters
- C08L33/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, which oxygen atoms are present only as part of the carboxyl radical
- C08L33/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/10—Presence of homo or copolymers of propene
- C09J2423/106—Presence of homo or copolymers of propene in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
Description
その際、該ポリマーブレンドが、第一のポリマー成分A、第二のポリマー成分B及び、場合によっては、一つ又は二つ以上の別のポリマー成分(C、D、…)からなり、
その際、該第一のポリマー成分Aは、前記ポリマーブレンド中に少なくともx重量%(ここで、90≦x≦99)まで存在し、
かつ、その際、該第二のポリマー成分B及び、場合によっては存在している別のポリマー成分C、D、…は、前記ポリマーブレンド中に、合計でy重量%(ここで、y=100−x)まで存在し、
その際、各ポリマー成分(A、B、C、…)は、少なくとも60重量%までが(メタ)アクリルモノマーに由来している、感圧接着剤であって、
室温において、前記ポリマー成分(A、B、C、…)のいずれも、他のポリマー成分(A、B、C、…)と均質に混和性でなく、それによって、多相系が存在していることを特徴とする。
−溶剤の影響下でさえ、フレキソ印刷における全ての材料、例えば、特に、PET(ポリエチレンテレフタレート)上への良好かつ確実な接着を確保すること。
−長時間後でさえ、非常に極性の基材の表面から、例えば、鋼製の印刷シリンダーの表面又は所定の印刷スリーブの極性のプラスチック表面からからさえも剥離可能であること。
−印刷ステロタイプのこの確実な接着のために適していること。その際、感圧接着剤を有する接着テープには、接着テープ複合体の安定性、特に、感圧接着剤を発泡支持体、例えば、ポリオレフィン系発泡体上及び/又はフィルム支持体上に確実に接着できること。
δ2=δ2 d+δ2 P+δ2H
ポリアクリル酸は、繰り返し単位、
−[−CH2−CHCOOH−]n−
を含み、Stefanis/Panayiotouのインクリメントシステムによれば、これは、対応する構成要素のハンセン溶解度パラメータ(CH2−基、CH−基及びCOOH−基)、δD=17.7、δP=8.6及びδH=11.1を示す。
−[−CH2−CHCOO(CH2)3CH3−]n−
を含み、4個のCH2−基、一つのCH−基、一つのCOO−基及び一つのCH3−基により、対応する構成要素のハンセン溶解度パラメータは、δD=17.1、δP=8.6及びδH=6.5を示す。

Z=|δd1−δd2|+|δp1−δp1|+|δH1−δH2|
本発明の感圧接着剤は、それぞれが、少なくとも二つのポリマー成分−すなわち、第一のポリマー成分A及び第二のポリマー成分B−を有するポリマーブレンドを含み、該成分は、それぞれが一種又は二種以上のポリマーから、従来公知の重合−例えば、フリーラジカル重合又は制御ラジカル重合−によって得られる。原則的に、成分A及び成分Bのポリマー−並びに、場合によっては、存在する別のポリマー成分C、D、…−を製造するためのモノマーは、同じモノマーのプールから選択することができるが、ただし、成分が室温で互いに均一に混和しないようにそれらの選択が行われることを条件とする。
CH2=C(R1)(COOR2) (I)
感圧接着剤としての適性のためのさらなる基準は凝集性である。通常、ポリマー材料は、接着時に粘着を促進するのに十分な凝集力を有し、かつ、接着箇所から流出してはならなり。適切な凝集力を高める方策、例えば、架橋反応(マクロ分子間にブリッジ形成リンクを形成すること)によって、そのポリマー材料が粘着特性を有するようになる温度範囲を調節、増大及び/又は移動することができる。それ故、材料の流動性と凝集性との間を調節することにより感圧接着剤の適用範囲を最適化することができる。
本発明の特に好ましい実施形態において、ポリマーブレンドはポリマー成分A及びBだけから形成され、その結果、二成分系が存在する。
好ましい方法で、−他の構成成分が実質的に存在しない−そのようなポリマー成分は、すでに感圧接着性である。本発明によれば、ポリマーブレンドは、少なくとも60重量%の感圧接着剤からなる。
本発明のさらなる態様は、感圧接着剤を製造する第一の方法に関し、その際、第一のポリマー成分Aを、少なくとも一種の第二のポリマー成分B、及び場合によっては、一種又は二種以上のさらなるポリマー成分(C、D、…)を密に混合し、その結果、ポリマーブレンドが得られ、これは、感圧接着剤の少なくとも60重量%を構成し、その際、該第一のポリマー成分Aは、該ポリマーブレンド中、少なくともx重量%存在しており、その際、90≦x≦99であり、その際、該第二のポリマー成分B及び場合によっては存在しているさらなるポリマー成分C、D、…は、該ポリマーブレンド中に、合計でy重量%存在しており、その際、y=100−xであり、その際、各ポリマー成分(A、B、C、…)は、少なくとも60重量%が、(メタ)アクリルモノマーに由来しており、そして、その際、ポリマー成分(A、B、C、…)のいずれも、他のポリマー成分(A、B、C、…)のいずれとも室温で均一に混合しないため、多相系が生ずる。
本発明の対象は、さらに、本発明の感圧接着剤の使用−それぞれのそれの実施形態を含む−又は本発明の方法に従って製造された感圧接着剤を、印刷プレートを、特に、曲面上に接着するための使用である。
本発明の特徴は次のとおりである。
1. 少なくとも60重量%のポリマーブレンドを含む感圧接着剤であり、
その際、該ポリマーブレンドが、第一のポリマー成分A、第二のポリマー成分B及び、場合によっては、一つ又は二つ以上の別のポリマー成分(C、D、…)からなり、
その際、該第一のポリマー成分Aは、前記ポリマーブレンド中に少なくともx重量%(ここで、90≦x≦99)まで存在し、
かつ、その際、該第二のポリマー成分B及び、場合によっては存在している別のポリマー成分C、D、…は、前記ポリマーブレンド中に、合計でy重量%(ここで、y=100−x)まで存在し、
その際、各ポリマー成分(A、B、C、…)は、少なくとも60重量%までが(メタ)アクリルモノマーに由来している、感圧接着剤であって、
室温において、前記ポリマー成分(A、B、C、…)のいずれも、他のポリマー成分(A、B、C、…)と均質に混和性でなく、それによって、多相系が存在していることを特徴とする、上記の感圧接着剤。
2. 前記ポリマーブレンドが、前記感圧接着剤の少なくとも99.9重量%、特に、前記感圧接着剤の100%を構成していることを特徴とする、上記の特徴1に記載の感圧接着剤。
3. 前記第一のポリマー成分Aが、単一のポリマーからなることを特徴とする、上記の特徴1又は2に記載の感圧接着剤。
4. 前記ポリマー成分Aが、二種又は三種以上のポリマーからなる均質な混合物であることを特徴とする、上記の特徴1又は2に記載の感圧接着剤。
5. 前記ポリマーブレンドがポリマー成分A及びBだけから形成されていることにより、二相系が存在していることを特徴とする、上記の特徴1〜4のいずれか一つに記載の感圧接着剤。
6. 前記ポリマー成分Bが、単一のポリマーからなることを特徴とする、上記の特徴1〜5のいずれか一つに記載の感圧接着剤。
7. 前記ポリマー成分Bが、二種又は三種以上のポリマーからなる均質な混合物であることを特徴とする、上記の特徴1〜5のいずれか一つに記載の感圧接着剤。
8. 感圧接着剤の製造方法であり、その際、第一のポリマー成分Aと共に、少なくとも第二のポリマー成分B、及び、場合によっては、一つ又は二つ以上のポリマー成分(C、D、…)が密に混合され、それにより、前記感圧接着剤の少なくとも60重量%を構成するポリマーブレンドが生成し、
その際、該第一のポリマー成分Aは、該ポリマーブレンド中少なくともx重量%(ここで、90≦x≦99)まで存在しており、
かつ、その際、該第二のポリマー成分B及び、場合によっては存在しているポリマー成分C、D、…は、前記ポリマーブレンド中に、合計でy重量%(ここで、y=100−x)まで存在し、
その際、各ポリマー成分(A、B、C、…)は、少なくとも60重量%までが(メタ)アクリルモノマーに由来しており、
室温において、前記ポリマー成分(A、B、C、…)のいずれも、他のポリマー成分(A、B、C、…)と均質に混和性でなく、それによって、多相系が存在していることを特徴とする、上記の方法。
9. 各ポリマー成分(A、B、C、…)が、それぞれが、モノマーの重合によって得られるポリマーを含み、その際、各ポリマー成分のポリマーのためのモノマーの組成は、各ポリマー成分A、B、C…の、他の各ポリマー成分A、B、C…とのハンセン溶解度パラメータの差Zが値1超であるように選択されることを特徴とする、上記の特徴8に記載の方法。
10. 前記感圧接着剤が架橋されることを特徴とする、上記の特徴8又は9に記載の方法。
11. 上記の特徴1〜7のいずれか一つに記載の感圧接着剤を製造するための、上記の特徴9又は10に記載の方法。
12. 上記の特徴1〜7のいずれか一つに記載の感圧接着剤、又は上記の特徴8〜11のいずれか一つに記載の方法によって製造された感圧接着剤の、印刷プレートを特に曲面上に接着するための使用。
13. 前記印刷プレートがポリエチレンテレフタレートフィルムからなり、その上には少なくとも一つのフォトポリマーの層が設けられていることを特徴とする、上記の特徴12に記載の使用。
14. 上に前記印刷プレートが接着される前記表面が、鋼、ポリウレタンからなるか、又はガラス繊維−樹脂材料からなることを特徴とする、上記の特徴12又は13に記載の使用。
15. 上に前記印刷板が接着される前記表面が印刷シリンダー又は印刷スリーブの一部であることを特徴とする、上記の特徴12〜14のいずれか一つに記載の使用。
16. 硝酸セルロースを含有する印刷インキの使用下における印刷プロセスにおける、上記の特徴12〜15のいずれか一つに記載の使用。
感圧接着複合材の製造
両面性の、シリコーン処理したザラザラした、構造化した表面を有するカバー材に、例の感圧接着剤を溶液から塗布する。これは、アクリル系接着剤へのライナー構造体の可能な限り最高の転写を実現する。
数平均分子量及び重量平均分子量のMn及びMw並びに多分散性PDの指示は、本明細書においては、ゲル浸透クロマトグラフィーで測定した値に関する。その測定は、100μLの清澄ろ過サンプル(サンプル濃度4g/L)で行う。溶離剤として、0.1体積%のトリフルオロ酢酸を有するテトラヒドロフランが使用される。測定は25℃で行う。プレカラムそして、カラム型PSS−SDV、5μm、103Å、ID8.0mm・50mmが使用される。分離には、それぞれが、ID8.0mm×300mmを有する型PSS−SDV、5μm、103Å並びに105Å及び106Åのカラムを使用する(Polymer Standards Service社のカラム;示差屈折計 Shodex RI71を使って検出)。流量は毎分1.0mLである。キャリブレーションは、PMMA標準(ポリメチルメタクリレート−キャリブレーション)に対して行われる。
接着力PETの測定は、23℃±1℃の温度及び50%±5%の相対空気湿度の試験気候で行う。
接着力PETの測定は、23℃±1℃の温度及び50%±5%の相対空気湿度の試験気候で行う。
図5についての比較
ニトロセルロース(NC)なし
エッジリフトの測定は、23℃±1℃の温度及び50%±5%の相対空気湿度の試験気候で行う。
印刷インキ中のバインダーの影響に対する接着剤の耐性を評価するために、エタノール中0.1%濃度の硝酸セルロースの溶液を調製する。その試験のために、低粘度の“Walsroder(登録商標) Nitrocellulose”A400を使用し、これは、10.7%〜11.3%の窒素含有量及び1.89〜2.05の置換度を有する。
ニトロセルロース(NC)なし
エッジリフトの測定は、23℃±1℃の温度及び50%±5%の相対空気湿度の試験気候で行う。
長さ420mm×幅330mm×厚さ1.14mmの大きさのステロタイプは、PET側をイソプロパノールで清浄化し、溶媒が完全に蒸発できるよう5分間空気に放置する。長さ30mm×幅30mm×厚さ4mmの大きさを有するパルプ片を使用して、該ステロタイプを5mlのNC溶液(0.1%NC及び99%エタノール)で塗工する。これは、細片において最初に水平に行われる。該ステロタイプが、その溶液により完全に架橋したことを確認することが重要である。該ステロタイプは、同じパルプ片を用いて、二回目に垂直方向で塗工される。
この試験は、温度負荷下での接着テープのせん断強度の加速試験に役立つ。
接着テープから切り出したそれぞれの試料サンプル(長さ約50mm、幅10mm)を、アセトンで清浄化した鋼製試験プレート上に、その鋼製プレートが該接着テープの左右からはみ出し、かつ、該接着テープが、その試験プレートの上縁で2mmはみ出すように接着する。試料の接着面積は、高さ・幅=13mm・10mmである。それから、その接着箇所を、2kg−鋼製ロールで、10m/分の速度で6回圧延する。接着テープは、同一面で、安定な接着片で補強され、これは、トラベルセンサーの支持体として利用される。試料は、試験プレートを使って垂直に吊り下げられる。
測定する試料サンプルに、その下方端で300gのおもりで負荷をかける。試験温度は40℃であり、試験期間は30分(15分負荷及び15分脱負荷)である。一定温度での所与の試験期間後のせん断距離は、結果としてμmで示される、すなわち、最大値[“max”;15分間の負荷による最大のせん断距離];最小値[“min”;脱負荷後15分のせん断距離(“残部逸脱(Restauslenkung)”;脱負荷時に緩和によって復元移動する]。同様に、弾性率もパーセントで示される[“elast”;弾性率=(max−min)・100/max]。
架橋剤:
Alキレート:Al−(III)−アセチルアセトネート(Sigma Aldrich社)
ニトロセルロース(NC):Walsroder(登録商標) Nitrocellulose A400
ポリアクリレートI(PA I)の製造
慣用的なラジカル重合のための300L反応器に、2.0kgのアクリル酸、30.0kgのイソボルニルアクリレート(BA)、68.0kgの2−エチルヘキシルアクリレート(EHA)並びに72.4kgのベンジン/アセトン(70:30)を充填した。撹拌下で窒素ガスを45分間導入した後、その反応器を58℃に加熱し、そして、50gのVazo(登録商標) 67を添加した。引き続いて、ジャケット温度を75℃に加熱し、そして、この外部温度で反応を一定に遂行した。1時間の反応時間後、さらに、50gのVazo(登録商標) 67を添加した。3時間後に20kgのベンジン/アセトン(70:30)で、そして6時間後に10.0kgのベンジン/アセトン(70:30)で希釈した。残留開始物質を減少するために、5.5時間後及び7時間後のそれぞれに、0.15kgのPerkadox(登録商標) 16を添加した。24時間の反応時間後に反応を停止し、そして、室温に冷却した。GPC(測定方法A)によるモル質量:Mn=62,800g/mol;Mw=852,600g/mol
ハンセン溶解度パラメータ:δd=17.1、δp=6.5及びδH=4.9
ポリアクリレートII(PA II)の製造
蒸発冷却下でのラジカル重合に適切な、従来の2Lガラス反応器に、219gのエチルヘキシルアクリレート、60gのメチルアクリレート及び21gのアクリル酸を含む、300gのモノマー混合物、及び200gのアセトン:軽質ベンジン(Siedegrenzenbenzin)60/95(1:1)を充填した。撹拌下で窒素ガスを45分間導入した後、その反応器を58℃に加熱し、そして、6gのアセトンに溶解した0.15gの2,2’−アゾジ(2−メチルブチロニトリル(Vazo 67(登録商標)、DuPont社)を添加した。引き続いて、外部の加熱浴を75℃に加熱し、そして、この外部温度で反応を一定に遂行した。1時間の反応時間後、さらに、6gのアセトンに溶解した0.15gのVazo 67(登録商標)を添加した。3時間後に90gの軽質ベンジン 60:95で希釈した。5:30時間の反応時間後、9gのアセトンに溶解した0.45gのビス−(4−tert−ブチルシクロヘキサニル)−ペルオキシ−ジカーボネート(Perkadox 16(登録商標)、Akzo Nobel社)を添加した。7時間の反応時間後、さらに、9gのアセトンに溶解した0.45gのビス−(4−tert−ブチルシクロヘキサニル)−ペルオキシ−ジカーボネート(Perkadox 16(登録商標)、Akzo Nobel社)を添加した。10時間の反応時間後、90gの軽質ベンジン 60/95で希釈した。24時間の反応時間後に反応を停止し、そして室温に冷却した。
GPC(測定方法A)によるモル質量:Mn=52500g/mol;Mw=626000g/mol
ハンセン溶解度パラメータ:δd=17.0、δp=8.0及びδH=6.5
ポリアクリレート III(PA III)の製造
蒸発冷却下でのラジカル重合に適切な、従来の2Lガラス反応器に、130.5gのブチルアクリレート、130.5gのエチルヘキシルアクリレート、30gのメチルアクリレート及び15gのアクリル酸を含む、300gのモノマー混合物、及び200gのアセトン:軽質ベンジン(Siedegrenzenbenzin)60/95(1:1)を充填した。撹拌下で窒素ガスを45分間導入した後、その反応器を58℃に加熱し、そして、6gのアセトンに溶解した0.15gの2,2’−アゾジ(2−メチルブチロニトリル(Vazo 67(登録商標)、DuPont社)を添加した。引き続いて、外部の加熱浴を75℃に加熱し、そして、この外部温度で反応を一定に遂行した。1時間の反応時間後、さらに、6gのアセトンに溶解した0.15gのVazo 67(登録商標)を添加した。3時間後に90gの軽質ベンジン 60:95で希釈した。5:30時間の反応時間後、9gのアセトンに溶解した0.45gのビス−(4−tert−ブチルシクロヘキサニル)−ペルオキシ−ジカーボネート(Perkadox 16(登録商標)、Akzo Nobel社)を添加した。7時間の反応時間後、さらに、9gのアセトンに溶解した0.45gのビス−(4−tert−ブチルシクロヘキサニル)−ペルオキシ−ジカーボネート(Perkadox 16(登録商標)、Akzo Nobel社)を添加した。10時間の反応時間後、90gの軽質ベンジン 60/95で希釈した。24時間の反応時間後に反応を停止し、そして室温に冷却した。GPC(測定方法A)によるモル質量:Mn=98500g/mol;Mw=1515000g/mol
ハンセン溶解度パラメータ:δd=17.0、δp=8.2及びδH=6.4
ポリアクリレート IVの製造
蒸発冷却下でのラジカル重合に適切な、従来の2Lガラス反応器に、291gのエチルヘキシルアクリレート、9gのアクリル酸を含む、300gのモノマー混合物、及び200gのアセトン:軽質ベンジン(Siedegrenzenbenzin)60/95(1:1)を充填した。撹拌下で窒素ガスを45分間導入した後、その反応器を58℃に加熱し、そして、6gのアセトンに溶解した0.15gの2,2’−アゾジ(2−メチルブチロニトリル(Vazo 67(登録商標)、DuPont社)を添加した。引き続いて、外部の加熱浴を75℃に加熱し、そして、この外部温度で反応を一定に遂行した。1時間の反応時間後、さらに、6gのアセトンに溶解した0.15gのVazo 67(登録商標)を添加した。3時間後に90gの軽質ベンジン 60:95で希釈した。5:30時間の反応時間後、9gのアセトンに溶解した0.45gのビス−(4−tert−ブチルシクロヘキサニル)−ペルオキシ−ジカーボネート(Perkadox 16(登録商標)、Akzo Nobel社)を添加した。7時間の反応時間後、さらに、9gのアセトンに溶解した0.45gのビス−(4−tert−ブチルシクロヘキサニル)−ペルオキシ−ジカーボネート(Perkadox 16(登録商標)、Akzo Nobel社)を添加した。10時間の反応時間後、90gの軽質ベンジン 60/95で希釈した。24時間の反応時間後に反応を停止し、そして室温に冷却した。GPC(測定方法A)によるモル質量:Mn=56500g/mol;Mw=1037000g/mol
ハンセン溶解度パラメータ:δd=16.8、δp=7.1及びδH=5.2
ポリアクリレート V(PA V)の製造
蒸発冷却下でのラジカル重合に適切な、従来の2Lガラス反応器に、130.5gのブチルアクリレート、130.5gのエチルヘキシルアクリレート、30gのメチルアクリレート及び15gのアクリル酸を含む、300gのモノマー混合物、及び200gのアセトン:軽質ベンジン(Siedegrenzenbenzin)60/95(30:70)を充填した。撹拌下で窒素ガスを45分間導入した後、その反応器を58℃に加熱し、そして、6gのアセトンに溶解した0.15gの2,2’−アゾジ(2−メチルブチロニトリル(Vazo 67(登録商標)、DuPont社)を添加した。引き続いて、外部の加熱浴を75℃に加熱し、そして、この外部温度で反応を一定に遂行した。1時間の反応時間後、さらに、6gのアセトンに溶解した0.15gのVazo 67(登録商標)を添加した。3時間後に90gの軽質ベンジン 60:95で希釈した。5:30時間の反応時間後、9gのアセトンに溶解した0.45gのビス−(4−tert−ブチルシクロヘキサニル)−ペルオキシ−ジカーボネート(Perkadox 16(登録商標)、Akzo Nobel社)を添加した。7時間の反応時間後、さらに、9gのアセトンに溶解した0.45gのビス−(4−tert−ブチルシクロヘキサニル)−ペルオキシ−ジカーボネート(Perkadox 16(登録商標)、Akzo Nobel社)を添加した。10時間の反応時間後、90gの軽質ベンジン 60/95で希釈した。24時間の反応時間後に反応を停止し、そして室温に冷却した。GPC(測定方法A)によるモル質量:Mn=43500g/mol;Mw=730000g/mol
ハンセン溶解度パラメータ:δd=16.8、δp=7.1及びδH=5.1
ポリアクリレート VI(PA VI)の製造
蒸発冷却下でのラジカル重合に適切な、従来の2Lガラス反応器に、228gのエチルヘキシルアクリレート、60gのステアリルアクリレート及び12gのアクリル酸を含む、300gのモノマー混合物、及び200gのアセトン:軽質ベンジン(Siedegrenzenbenzin)60/95(1:1)を充填した。撹拌下で窒素ガスを45分間導入した後、その反応器を58℃に加熱し、そして、6gのアセトンに溶解した0.15gの2,2’−アゾジ(2−メチルブチロニトリル(Vazo 67(登録商標)、DuPont社)を添加した。引き続いて、外部の加熱浴を75℃に加熱し、そして、この外部温度で反応を一定に遂行した。1時間の反応時間後、さらに、6gのアセトンに溶解した0.15gのVazo 67(登録商標)を添加した。3時間後に90gの軽質ベンジン 60:95で希釈した。5:30時間の反応時間後、9gのアセトンに溶解した0.45gのビス−(4−tert−ブチルシクロヘキサニル)−ペルオキシ−ジカーボネート(Perkadox 16(登録商標)、Akzo Nobel社)を添加した。7時間の反応時間後、さらに、9gのアセトンに溶解した0.45gのビス−(4−tert−ブチルシクロヘキサニル)−ペルオキシ−ジカーボネート(Perkadox 16(登録商標)、Akzo Nobel社)を添加した。10時間の反応時間後、90gの軽質ベンジン 60/95で希釈した。24時間の反応時間後に反応を停止し、そして室温に冷却した。GPC(測定方法A)によるモル質量:Mn=77900g/mol;Mw=1334000g/mol
ハンセン溶解度パラメータ:δd=16.8、δp=6.6及びδH=4.8
上述の“Herstellung eines Haftklebeverbundes”に記載されているようにして、例1と同様にして製造したPA Iを架橋剤溶液(アセトン中3重量%)と混合した。対応する接着テープ試料を、標準気候(23℃、50%の相対湿度)で一週間コンディショニングした。
例1と同様にして製造したPA I(ポリマー成分1)を、撹拌下で第二のポリマー成分と混合した。そのポリマー成分2及びポリマー成分1それぞれの量を表1に示す。引き続いて、上述の“Herstellung eines Haftklebeverbundes”に記載されているようにして、そのポリマー混合物を架橋剤溶液(アセトン中3重量%)と混合した。対応する接着テープ試料を、標準気候(23℃、50%の相対湿度)で一週間コンディショニングした。
本発明の例:8−10、12−14、16−18
反例(本発明により規定された要件を満たしていない):7、11、15、19−27
調査結果を表2に示す。
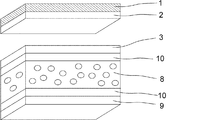
4 事前処理した−特に、エッチング又はコロナ処理した−PETフィルム5の上面
5 ポリエチレンテレフタレート(PET)からなるフィルム
6 事前処理した−特に、エッチング又はコロナ処理した−PETフィルム5の下面
7 支持体−発泡層8をPETフィルム5上に固定するための接着剤−特に、感圧接着剤−
8 支持体−発泡層、例えば、ポリエチレン/エチレン酢酸ビニル発泡体
9 印刷シリンダー上に固定するための感圧接着剤
10 支持体−発泡層8のポリエチレン−フィルム(両面)
Claims (13)
- 感圧接着剤の印刷プレートを特に曲面上に接着するための使用であって、
前記感圧接着剤は、
少なくとも60重量%のポリマーブレンドを含む感圧接着剤であり、
その際、該ポリマーブレンドが、第一のポリマー成分A、第二のポリマー成分B及び、場合によっては、一つ又は二つ以上の別のポリマー成分(C、D、…)からなり、
その際、該第一のポリマー成分Aは、前記ポリマーブレンド中に少なくともx重量%(ここで、90≦x≦99)まで存在し、
かつ、その際、該第二のポリマー成分B及び、場合によっては存在している別のポリマー成分C、D、…は、前記ポリマーブレンド中に、合計でy重量%(ここで、y=100−x)まで存在し、
その際、各ポリマー成分(A、B、C、…)は、少なくとも60重量%までが(メタ)アクリルモノマーに由来している、感圧接着剤であって、
各ポリマー成分A、B、C…の、他の各ポリマー成分A、B、C…とのハンセン溶解度パラメータの差Zが値1超であり、かつ、
室温において、前記ポリマー成分(A、B、C、…)のいずれも、他のポリマー成分(A、B、C、…)と均質に混和性でなく、それによって、多相系が存在していることを特徴とする、上記の感圧接着剤の使用。 - 前記ポリマーブレンドが、前記感圧接着剤の少なくとも99.9重量%を構成していることを特徴とする、請求項1に記載の使用。
- 前記第一のポリマー成分Aが、単一のポリマーからなることを特徴とする、請求項1又は2に記載の使用。
- 前記ポリマー成分Aが、二種又は三種以上のポリマーからなる均質な混合物であることを特徴とする、請求項1又は2に記載の使用。
- 前記ポリマーブレンドがポリマー成分A及びBだけから形成されていることにより、二相系が存在していることを特徴とする、請求項1〜4のいずれか一つに記載の使用。
- 前記ポリマー成分Bが、単一のポリマーからなることを特徴とする、請求項1〜5のいずれか一つに記載の使用。
- 前記ポリマー成分Bが、二種又は三種以上のポリマーからなる均質な混合物であることを特徴とする、請求項1〜5のいずれか一つに記載の使用。
- 以下の製造方法で製造される感圧接着剤の印刷プレートを特に曲面上に接着するための使用であって、感圧接着剤の製造方法において、その際、第一のポリマー成分Aと共に、少なくとも第二のポリマー成分B、及び、場合によっては、一つ又は二つ以上のポリマー成分(C、D、…)が密に混合され、それにより、前記感圧接着剤の少なくとも60重量%を構成するポリマーブレンドが生成し、
その際、該第一のポリマー成分Aは、該ポリマーブレンド中少なくともx重量%(ここで、90≦x≦99)まで存在しており、
かつ、その際、該第二のポリマー成分B及び、場合によっては存在しているポリマー成分C、D、…は、前記ポリマーブレンド中に、合計でy重量%(ここで、y=100−x)まで存在し、
その際、各ポリマー成分(A、B、C、…)は、少なくとも60重量%までが(メタ)アクリルモノマーに由来しており、
各ポリマー成分(A、B、C、…)が、それぞれが、モノマーの重合によって得られるポリマーを含み、その際、各ポリマー成分のポリマーのためのモノマーの組成は、各ポリマー成分A、B、C…の、他の各ポリマー成分A、B、C…とのハンセン溶解度パラメータの差Zが値1超であるように選択され、
室温において、前記ポリマー成分(A、B、C、…)のいずれも、他のポリマー成分(A、B、C、…)と均質に混和性でなく、それによって、多相系が存在していることを特徴とする、上記の使用。 - ポリマー成分Aが架橋されることを特徴とする、請求項8に記載の使用。
- 前記印刷プレートがポリエチレンテレフタレートフィルムからなり、その上には少なくとも一つのフォトポリマーの層が設けられていることを特徴とする、請求項1〜9のいずれか一つに記載の使用。
- 上に前記印刷プレートが接着される前記表面が、鋼、ポリウレタンからなるか、又はガラス繊維−樹脂材料からなることを特徴とする、請求項1〜10のいずれか一つに記載の使用。
- 上に前記印刷板が接着される前記表面が印刷シリンダー又は印刷スリーブの一部であることを特徴とする、請求項1〜11のいずれか一つに記載の使用。
- 硝酸セルロースを含有する印刷インキの使用下における印刷プロセスにおける、請求項1〜12のいずれか一つに記載の使用。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016207374.5 | 2016-04-29 | ||
| DE102016207374.5A DE102016207374A1 (de) | 2016-04-29 | 2016-04-29 | Haftklebemassen für die Verklebung von flexiblen Druckplatten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017222841A JP2017222841A (ja) | 2017-12-21 |
| JP6559178B2 true JP6559178B2 (ja) | 2019-08-14 |
Family
ID=58632764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017089659A Expired - Fee Related JP6559178B2 (ja) | 2016-04-29 | 2017-04-28 | 可撓性の印刷プレートを接着するための感圧接着剤 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10421889B2 (ja) |
| EP (1) | EP3239260B1 (ja) |
| JP (1) | JP6559178B2 (ja) |
| CN (1) | CN107418479B (ja) |
| BR (1) | BR102017008341A2 (ja) |
| CA (1) | CA2964549C (ja) |
| DE (1) | DE102016207374A1 (ja) |
| MX (1) | MX2017005334A (ja) |
| PL (1) | PL3239260T3 (ja) |
| RU (1) | RU2673053C2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3759188A1 (en) * | 2018-02-26 | 2021-01-06 | 3M Innovative Properties Company | Adhesive for flexographic plate mounting tape |
| CN110293744B (zh) * | 2019-08-05 | 2021-12-07 | 昆山龙腾光电股份有限公司 | 一种印刷版固定方法、印刷方法和印刷设备 |
| JP6981519B2 (ja) * | 2019-11-21 | 2021-12-15 | 三菱ケミカル株式会社 | 粘着シート、フレキシブル画像表示装置部材、光学部材及び画像表示装置 |
| CN110978823B (zh) * | 2019-12-09 | 2021-11-19 | 杭州艾普莱标识制造有限公司 | 一种树脂碳带及热转印结构 |
| CN111154429B (zh) * | 2019-12-23 | 2022-06-03 | 崴思新材料泰州有限公司 | 一种聚丙烯酸酯压敏胶黏剂 |
| EP3848430A1 (en) * | 2020-01-09 | 2021-07-14 | tesa SE | Adhesive printing form attachment layer, method for its manufacture, and printing form attachment cylinder comprising the same |
| CN113799512B (zh) * | 2020-06-12 | 2023-03-10 | 乐凯华光印刷科技有限公司 | 柔性感光印刷版的双层结构感光弹性体及其制备方法及包含其的柔性感光印刷版 |
| DE102021133983A1 (de) | 2021-12-21 | 2023-06-22 | Tesa Se | Haftklebemasse für die Verklebung von Druckplatten |
| CN115746471B (zh) * | 2022-09-19 | 2023-08-18 | 永联印刷耗材(深圳)有限公司 | 一种印刷机滚筒压力衬垫片及其制备方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5476712A (en) * | 1994-05-31 | 1995-12-19 | Avery Dennison Corporation | Flexographic plate mounting tape |
| DE19525403A1 (de) | 1995-07-12 | 1997-01-16 | Beiersdorf Ag | Doppelseitiges Klischeeklebeband für die Druckindustrie |
| JP2968237B2 (ja) * | 1997-08-08 | 1999-10-25 | リキダイン株式会社 | 透気性接着テープ及びその製造方法 |
| WO2003057497A1 (de) | 2002-01-08 | 2003-07-17 | Tesa Ag | Haftklebebänder zur verklebung von druckplatten |
| DE10314898A1 (de) | 2003-01-29 | 2004-08-12 | Tesa Ag | Haftklebebänder zur Verklebung von Druckplatten und Verfahren zu deren Herstellung |
| JP2008539097A (ja) * | 2005-02-11 | 2008-11-13 | プリマーク アールダブリュピー ホールディングス,インコーポレイティド | 自己接着性積層物 |
| JP5023470B2 (ja) | 2005-11-04 | 2012-09-12 | 住友化学株式会社 | アクリル樹脂組成物及び粘着剤 |
| BRPI0605532B1 (pt) * | 2006-01-10 | 2018-04-24 | Rohm And Haas Company | Método para formar um selo frio em uma película polimérica |
| US20090020225A1 (en) * | 2006-01-30 | 2009-01-22 | Basf Se | Autoadhesive |
| JP5219359B2 (ja) * | 2006-02-21 | 2013-06-26 | 日東電工株式会社 | 反射性及び/又は遮光性を有する粘着テープ又はシート、および液晶表示装置 |
| JP5074716B2 (ja) * | 2006-07-03 | 2012-11-14 | ニッタ株式会社 | 粘着シート |
| US10100233B2 (en) * | 2007-03-21 | 2018-10-16 | Avery Dennison Corporation | Pressure sensitive adhesives |
| DE102009011482A1 (de) | 2009-03-06 | 2010-09-09 | Tesa Se | Haftklebemassen zur Verklebung von Druckplatten |
| DE102012211075A1 (de) | 2012-06-27 | 2014-05-08 | Tesa Se | Haftklebemasse insbesondere zur Verklebung von Druckklischees auf Druckzylindern für den Flexodruck |
| JP2016508541A (ja) * | 2013-02-18 | 2016-03-22 | スリーエム イノベイティブ プロパティズ カンパニー | 感圧性接着剤テープ及びそれから作製される物品 |
| CN104124756B (zh) | 2013-04-27 | 2016-03-09 | 国家电网公司 | 一种基于全网数据的省级配电网运行监测系统 |
| CN105247003B (zh) | 2013-05-14 | 2017-03-29 | 3M创新有限公司 | 粘合剂组合物 |
| EP2803712A1 (en) | 2013-05-17 | 2014-11-19 | 3M Innovative Properties Company | Multilayer Pressure Sensitive Adhesive Assembly |
-
2016
- 2016-04-29 DE DE102016207374.5A patent/DE102016207374A1/de not_active Withdrawn
-
2017
- 2017-04-12 PL PL17166260T patent/PL3239260T3/pl unknown
- 2017-04-12 EP EP17166260.4A patent/EP3239260B1/de active Active
- 2017-04-13 CA CA2964549A patent/CA2964549C/en not_active Expired - Fee Related
- 2017-04-24 BR BR102017008341-1A patent/BR102017008341A2/pt not_active IP Right Cessation
- 2017-04-24 MX MX2017005334A patent/MX2017005334A/es unknown
- 2017-04-28 RU RU2017114977A patent/RU2673053C2/ru not_active IP Right Cessation
- 2017-04-28 US US15/581,514 patent/US10421889B2/en active Active
- 2017-04-28 JP JP2017089659A patent/JP6559178B2/ja not_active Expired - Fee Related
- 2017-05-02 CN CN201710301033.3A patent/CN107418479B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CA2964549C (en) | 2019-11-12 |
| PL3239260T3 (pl) | 2020-05-18 |
| MX2017005334A (es) | 2018-08-20 |
| US10421889B2 (en) | 2019-09-24 |
| EP3239260A1 (de) | 2017-11-01 |
| BR102017008341A2 (pt) | 2017-11-07 |
| JP2017222841A (ja) | 2017-12-21 |
| DE102016207374A1 (de) | 2017-11-02 |
| RU2017114977A (ru) | 2018-11-02 |
| US20170313915A1 (en) | 2017-11-02 |
| EP3239260B1 (de) | 2019-11-20 |
| RU2017114977A3 (ja) | 2018-11-02 |
| CN107418479B (zh) | 2019-06-14 |
| CA2964549A1 (en) | 2017-10-29 |
| RU2673053C2 (ru) | 2018-11-21 |
| CN107418479A (zh) | 2017-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6559178B2 (ja) | 可撓性の印刷プレートを接着するための感圧接着剤 | |
| JP5653854B2 (ja) | 熱硬化型粘接着テープ又はシート、及びその製造方法 | |
| CA2876664C (en) | Adhesive composition for adhering printing plates to impression cylinders for flexographic printing | |
| TWI443170B (zh) | 雙面黏著片及其製法 | |
| EP1568748B1 (en) | Thermosetting adhesive or pressure-sensitive adhesive composition and thermosetting adhesive or pressure-sensitive adhesive tape or sheet | |
| KR101832480B1 (ko) | 접합을 생성시키는 방법 | |
| JP2016508541A (ja) | 感圧性接着剤テープ及びそれから作製される物品 | |
| JP2008255185A (ja) | 塗膜保護用シート | |
| JP2011102370A (ja) | アクリル系粘着シートの製造方法 | |
| JP6404840B2 (ja) | 多層感圧性接着剤 | |
| US20180022974A1 (en) | Pressure-sensitive adhesives for bonding flexible printing plates | |
| JP2005254228A (ja) | 溶剤含有物除去用粘着シート | |
| JP2016514184A5 (ja) | ||
| US10150320B2 (en) | Pressure-sensitive adhesives for bonding flexible printing plates | |
| JP2017122210A (ja) | 接着テープ及びその使用 | |
| JPH10183092A (ja) | 粘着剤組成物及び粘着加工品 | |
| JP5258466B2 (ja) | 熱硬化型接着剤組成物および熱硬化型接着テープ又はシート、フレキシブル回路基板 | |
| JPH0748551A (ja) | 粘着テープもしくはシート | |
| JP3669609B2 (ja) | 塗膜保護用シート | |
| JP3494943B2 (ja) | スクリーン印刷版清浄用粘着シート | |
| JP2728295B2 (ja) | 自着性粘着剤及びその粘着部材 | |
| JP3669610B2 (ja) | 塗膜保護用シート | |
| JPH04161477A (ja) | 感圧接着剤組成物 | |
| US20230183398A1 (en) | Pressure-sensitive adhesive for bonding printing plates | |
| WO2001053100A1 (fr) | Autocollant pour retirer un materiau contenant un solvant |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180411 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180516 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180806 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20190513 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20190529 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190710 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190716 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6559178 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |