JP6271288B2 - リンク作動装置の制御装置および制御方法 - Google Patents
リンク作動装置の制御装置および制御方法 Download PDFInfo
- Publication number
- JP6271288B2 JP6271288B2 JP2014030425A JP2014030425A JP6271288B2 JP 6271288 B2 JP6271288 B2 JP 6271288B2 JP 2014030425 A JP2014030425 A JP 2014030425A JP 2014030425 A JP2014030425 A JP 2014030425A JP 6271288 B2 JP6271288 B2 JP 6271288B2
- Authority
- JP
- Japan
- Prior art keywords
- link
- end side
- arm
- section
- point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 21
- 230000033001 locomotion Effects 0.000 claims description 77
- 239000012636 effector Substances 0.000 claims description 62
- 230000007246 mechanism Effects 0.000 claims description 59
- 230000008859 change Effects 0.000 claims description 24
- 230000001133 acceleration Effects 0.000 claims description 17
- 206010034719 Personality change Diseases 0.000 claims description 3
- 230000036544 posture Effects 0.000 description 78
- 238000012545 processing Methods 0.000 description 18
- 238000005452 bending Methods 0.000 description 17
- 238000003466 welding Methods 0.000 description 14
- 230000009467 reduction Effects 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000001514 detection method Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000036316 preload Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000008094 contradictory effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1615—Programme controls characterised by special kind of manipulator, e.g. planar, scara, gantry, cantilever, space, closed chain, passive/active joints and tendon driven manipulators
- B25J9/1623—Parallel manipulator, Stewart platform, links are attached to a common base and to a common platform, plate which is moved parallel to the base
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1628—Programme controls characterised by the control loop
- B25J9/1651—Programme controls characterised by the control loop acceleration, rate control
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H21/00—Gearings comprising primarily only links or levers, with or without slides
- F16H21/46—Gearings comprising primarily only links or levers, with or without slides with movements in three dimensions
Description
γは、アーム11a,12a,13aに回転自在に連結された中央リンク部材11c,12c,13cの連結端軸と、先端側の端部リンク部材11b,12b,13bに回転自在に連結された中央リンク部材11c,12c,13cの連結端軸とが成す角度である。δn(δ1,δ2,δ3)(図示せず)は、基準となるアーム11aに対する各基端側の端部リンク部材11a,12a,13aの円周方向の離間角である。リンク機構11,12,13の数が3組で、各リンク機構11,12,13が円周方向に等配である場合、各アーム11a,12a,13aの離間角δ1,δ2,δ3はそれぞれ0°,120°,240°となる。
一方、旋回角φを15°に固定した状態で折れ角θを−60°から60°に一気にポイントツーポイント制御で姿勢変更する場合のアーム回転角βと折れ角θの関係は、図11の点線L1〜L3で表わされる。
前記エンドエフェクタ8が作業する被作業面60上の前記エンドエフェクタ8が移動する始点から終点までの経路を通過点で複数の区間に分割し、前記通過点の位置を設定する分割区間設定手段42と、
指定された目標移動速度Vおよび前記各区間の距離から定まる各区間内の移動の時間と、前記各区間における前記各アーム11a,12a、13aの回転角移動量とから、前記各区間における前記各アーム11a,12a,13aが等速回転する回転速度を計算するアーム回転速度計算手段43と、
前記各区間内での前記各アーム11a〜13aの回転速度を前記回転速度計算手段43で計算された値として、前記各区間を加減速無しで連続して前記各アームを回転させるように前記各アクチュエータ3を位置決め制御する姿勢変更制御手段41と、
を備える。
アーム回転速度計算手段43は、エンドエフェクタ8の被作業面60上を移動する速度が始点から終点まで一定の前記目標移動速度となるように、各区間の移動ごとに各アーム11a,12a,13aの等速回転する回転速度(β1軸、β2軸、β3軸の移動速度)を計算する。この回転速度の計算は、指定された目標移動速度および前記各区間の距離から定まる各区間内の移動の時間と、前記各区間における前記各アーム11a,12a,13aの回転角移動量とから行う。例えば、回転速度=(回転角移動量)÷(移動時間)とする。前記目標移動速度はオペレータが設定する速度である。
姿勢変更制御手段41は、前記各区間内での前記各アーム11a〜13aの回転速度を、前記の計算された回転速度に設定し、この設定された回転速度で、前記各区間内を加減速無しで連続して回転させるように前記各アクチュエータ3を位置決め制御する。
分割区間設定手段42における区間の設定は、指令入力手段40から各通過点を入力することで設定しても、また分割区間設定手段42が各通過点を計算により求めて設定するようにしても良い。
また、アーム11a〜13aに着目すると、ある区間のアーム回転速度と、次の区間のアーム回転速度とでは差が生じ、区間の隣合う箇所でアーム回転の加減速が生じるが、被作業面60でのエンドエフェクタ8の移動は、前記アーム11a〜13aの加減速が無視できる程度の近似的な等速になる。
これにより、被作業面60が平面にある場合に、前記各区間における前記各アームの回転速度を的確に計算できる。
これにより、被作業面60が球面である場合に、前記各アームの回転速度を正確にかつ簡単に計算できる。
リンク作動装置1を用いて同じ作業を繰り返して行う場合がある。そのような場合、各区間における前記各アーム11a,12a,13aの回転速度を予め区間対応設定情報記憶手段46に記憶させておき、前記姿勢変更制御手段41はその記憶内容を読み出して制御を行うようにすれば、区間の設定や回転速度の計算を毎回行う必要がなく、制御が簡単な装置で迅速に行える。一度だけの作業であっても、予め区間およびアーム回転速度を予め計算して設定しておくことが便利な場合がある。
なお、この構成の場合、分割区間設定手段42およびアーム回転速度計算手段43は、姿勢変更制御手段41とは互いに別のコンピュータ等に設けられていても良い。また、上記の「実使用時」とは、実際にエンドエフェクタ8で加工や処理を行うときを言う。
すなわち、このリンク作動装置の制御方法は、
前記エンドエフェクタ8が作業する被作業面60上の前記エンドエフェクタ8が移動する始点から終点までの経路を通過点で複数の区間に分割し、
指定された目標移動速度および前記各区間の距離から定まる各区間内の移動の時間と、前記各区間における前記各アーム11a,12a,13aの回転角移動量とから、前記各区間における前記各アーム11a,11b12a,11c13aの回転速度を計算し、
前記各区間内での前記各アームの回転速度を前記の計算された値として、前記各区間を加減速無しで連続して前記各アーム11a,12a,13aを回転させるように前記各アクチュエータ8を位置決め制御することで、
前記作業面60上の分割された複数点間を始点から終点まで実質的に一定速度に動作させる方法である。
この制御方法によると、この発明の制御装置につき前述したと同様に、エンドエフェクタ8が被作業面60上を実質的に等速で移動しながら作業を行うことができる。
前記リンク作動装置の前記各リンク機構は、前記リンク作動装置が如何なる姿勢をとっていても、前記リンク機構を直線で表現した幾何学モデルが、前記中央リンク部材の中央部に対する基端側部分と先端側部分とが対称を成す形状であり、
前記制御装置は、前記エンドエフェクタが作業する被作業面上の前記エンドエフェクタが移動する始点から終点までの経路を通過点で複数の区間に分割し、前記通過点の位置を設定する分割区間設定手段と、指定された一定速度の目標移動速度および前記各区間の距離から定まる各区間内の移動の時間と、前記各区間における前記各アームの回転角移動量とから、前記各区間における前記各アームが等速回転する回転速度を計算するアーム回転速度計算手段と、前記各区間内での前記各アームの回転速度を前記回転速度計算手段で計算された値として、前記各区間を加減速無しで連続して前記各アームを回転させるように前記各アクチュエータを位置決め制御する姿勢変更制御手段とを備えるため、エンドエフェクタが作業する被作業平面上を実質的に等速で動作することが可能となり、エンドエフェクタとして、例えばレーザ加工ヘッド、ディスペンサ、インクジェットノズル、溶接器具等をリンクに付加した際、レーザの加工ムラやディスペンサ、インクジェットによる塗布ムラ、溶接による溶接ムラをなくすことができる。
前記各リンク機構は、前記リンク作動装置が如何なる姿勢をとっていても、前記リンク機構を直線で表現した幾何学モデルが、前記中央リンク部材の中央部に対する基端側部分と先端側部分とが対称を成す形状であり、
前記制御方法は、前記エンドエフェクタが作業する被作業面上の前記エンドエフェクタが移動する始点から終点までの経路を通過点で複数の区間に分割し、指定された目標移動速度および前記各区間の距離から定まる各区間内の移動の時間と、前記各区間における前記各アームの回転角移動量とから、前記各区間における前記各アームの回転速度を計算し、前記各区間内での前記各アームの回転速度を前記の計算された値として、前記各区間を加減速無しで連続して前記各アームを回転させるように前記各アクチュエータを位置決め制御することで、前記作業面上の分割された複数点間を始点から終点まで実質的に一定速度に動作させるため、エンドエフェクタが作業する被作業平面上を実質的に等速で動作することが可能となり、エンドエフェクタとして、例えばレーザ加工ヘッド、ディスペンサ、インクジェットノズル、溶接器具等をリンクに付加した際、レーザの加工ムラやディスペンサ、インクジェットによる塗布ムラ、溶接による溶接ムラをなくすことができる。
この発明の第1の実施形態に係るリンク作動装置の制御装置および制御方法を図面と共に説明する。まず、制御対象となるリンク作動装置を、図1ないし図5と共に説明する。図1および図2に示すように、このリンク作動装置1は、リンク作動装置本体2と、このリンク作動装置本体2を作動させる複数の姿勢制御用のアクチュエータ3とを備え、これら姿勢制御用のアクチュエータ3が制御装置4により制御される。図の例では、リンク作動装置本体2が、その基端側で、支持部材5にスペーサ6を介して吊り下げ状態に設置されている。リンク作動装置本体2の先端側には、先端取付部材7を介してエンドエフェクタ8が搭載されている。アクチュエータ3は例えばサーボモータであり、位置検出器35を有している。エンドエフェクタ8は、例えばレーザ加工ヘッド、ディスペンサ、インクジェットノズル、溶接トーチ等であり、テーブル装置50(図2)上のワークWの表面である作業面60上で作業を行う。
前記支点姿勢は、現在の姿勢であり、個々のアーム11a〜13aの始点は、現在の各アーム11a〜13aの位置である。この始点は、前回移動時の終点とされ、または各回転角検出手段35により検出された値と減速機構33の減速比との値から見積られる現在位置、または定められた基準位置等とされる。支点姿勢は、この制御装置4に対する外部の指令入力手段40から与えるようにしても良い。
指令入力手段40は、キーボードやマウス等のオペレータの操作により入力を行う機器であっても、またこの制御装置4に対する上位の制御装置や、その他の情報機器類から情報を得る通信手段や記憶媒体のドライブ手段であっても良い。
同期制御部52は、各アーム11a〜13aが、同時に始点から回転を始め、同時に終点で止まるように、各個別制御部53に対して同期制御を行わせる手段である。
図6にエンドエフェクタ8が作業する平面の被作業面60上の任意の3つのポイント(A、B、C)を示す。前記各ポイント(A、B、C)は直交座標で示された点である。ポイントAとBの間の距離をLab、ポイントBとCの間の距離をLbcとすると、LabとLbcは次の式となる。

Tab=Lab/V
Tbc=Lbc/V
アーム回転速度計算手段43は、エンドエフェクタ8の作業面上を移動する速度が始点から終点まで一定の前記目標移動速度Vとなるように、各区間の移動ごとに各アーム11a,12a,13aの等速回転する回転速度(β1軸、β2軸、β3軸の移動速度)を計算する。この回転速度の計算は、指定された目標移動速度Vおよび前記各区間の距離から定まる各区間内の移動の時間と、前記各区間における前記各アーム11a,12a,13aの回転角移動量とから行う。
姿勢変更制御手段41は、前記各区間内での前記各アーム11a〜13aの回転速度を、前記の計算された回転速度に設定し、この設定された回転速度で、前記各区間内を加減速無しで連続して回転させるように前記各アクチュエータ3を位置決め制御する。
この発明の第2の実施形態を、図8を参照して説明する。この実施形態において、特に説明した事項の他は、第1の実施形態と同様である。この実施形態は、図1における分割区間設定手段42、アーム回転速度計算速度計算手段43、および区間対応設定情報記憶手段46の機能につき、第1の実施形態とは一部を異ならせたものである。区間対応設定情報記憶手段46は、記憶する値が第1の実施形態とは異なる。
T=γ/V
あるポイント(n−1)からポイントnへ移動するときの各軸の回転角の移動速度である回転速度V1n′、V2n′、V3n′は、次の式となる。
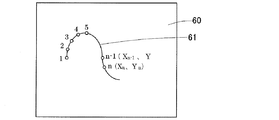
この発明の第3の実施形態を説明する。この実施形態は、図2に想像線で示すように、テーブル装置50の移動によって対象ワークWがリンク作動装置1のエンドエフェクタ8に対して相対移動する場合に、その相対移動の速度を等速とする例である。テーブル装置50は、テーブル面が直交2軸方向に移動するXYテーブルであり、同図の例では表面が平面の被作業面60となる対象ワークWを移動させるが、リンク作動装置1をテーブル装置50に搭載し、ワークWを位置固定としても良い。この実施形態において、特に説明する事項の他は、第1の実施形態と同様である。この実施形態は、図1における分割区間設定手段42、アーム回転速度計算速度計算手段43、および区間対応設定情報記憶手段46の機能につき、第1の実施形態とは一部が異なっている。区間対応設定情報記憶手段46は、記憶する値が第1の実施形態とは異なる。
ここでは、前記リンク作動装置1の3軸(β1 軸、β2 軸、β3 軸)と、XYテーブルからなるテーブル装置50(図2)の2軸(X軸、Y軸)とが可動であるテーブル併用リンク作動装置のシステム構成において、エンドエフェクタ8が平面状の被作業平面60上の各ポイントを指定された速度Vで等速移動する際の合成速度Vn″について示す。
なお、上記の「実使用時」とは、試し運転を除く実際にエンドエフェクタ8で加工や処理を行うときを言う。
3…アクチュエータ
4…制御装置
8…エンドエフェクタ
14…基端側のリンクハブ
15…先端側のリンクハブ
11〜13…リンク機構
11a,12a,13a…基端側の端部リンク部材(アーム)
11b,12b,13b…先端側の端部リンク部材
11c,12c,13c…中央リンク部材
40…指令入力手段
41…姿勢変更制御手段
42…分割区間設定手段
43…アーム回転速度計算手段
44…指令変換部
46…区間対応設定情報記憶手段
50…テーブル装置
60…被作業面
61…経路
Claims (7)
- 基端側のリンクハブに対し先端側のリンクハブを、3組以上のリンク機構を介して姿勢を変更可能に連結し、前記各リンク機構は、それぞれ前記基端側のリンクハブおよび先端側のリンクハブに一端が回転可能に連結された基端側および先端側の端部リンク部材と、これら基端側および先端側の端部リンク部材の他端に両端がそれぞれ回転可能に連結された中央リンク部材とでなり、前記3組以上のリンク機構のうち2組以上のリンク機構に、前記基端側の端部リンク部材であるアームを回転させることにより、前記基端側のリンクハブに対する前記先端側のリンクハブの姿勢を任意に変更させるアクチュエータを設け、前記先端側のリンクハブにエンドエフェクタを設置したリンク作動装置、を制御する制御装置であって、
前記リンク作動装置の前記各リンク機構は、前記リンク作動装置が如何なる姿勢をとっていても、前記リンク機構を直線で表現した幾何学モデルが、前記中央リンク部材の中央部に対する基端側部分と先端側部分とが対称を成す形状であり、
前記制御装置は、
前記エンドエフェクタが作業する被作業面上の前記エンドエフェクタが移動する始点から終点までの経路を通過点で複数の区間に分割し、前記通過点の位置を設定する分割区間設定手段と、
指定された一定速度の目標移動速度および前記各区間の距離から定まる各区間内の移動の時間と、前記各区間における前記各アームの回転角移動量とから、前記各区間における前記各アームが等速回転する回転速度を計算するアーム回転速度計算手段と、
前記各区間内での前記各アームの回転速度を前記回転速度計算手段で計算された値として、前記各区間を加減速無しで連続して前記各アームを回転させるように前記各アクチュエータを位置決め制御する姿勢変更制御手段と、
を備えることを特徴とするリンク作動装置の制御装置。 - 請求項1に記載のリンク作動装置の制御装置において、前記エンドエフェクタが作業する前記被作業面は平面であるリンク作動装置の制御装置。
- 請求項1に記載のリンク作動装置の制御装置において、前記エンドエフェクタが作業する前記被作業面は球面であるリンク作動装置の制御装置。
- 請求項2に記載のリンク作動装置の制御装置において、前記アーム回転速度計算手段は、前記始点、終点、および各通過点のいずれかの点である各ポイントへの前記各アームの回転速度を計算するものであって、この回転速度を、前記被作業面を示す直交座標系の任意の2ポイント間の距離と前記目標移動速度から求められる時間と、前記2ポイント間の前記各アームの回転角移動量とから計算するリンク作動装置の制御装置。
- 請求項3に記載のリンク作動装置の制御装置において、前記アーム回転速度計算手段は、前記始点、終点、および各通過点のいずれかの点である各ポイントへの前記各アームの回転速度を、球面三角法より得られる任意の2ポイント間の移動量と前記目標移動速度から求められる時間と、前記2ポイント間の前記各アームの回転角移動量とから、前記各区間における前記各アームの回転速度を計算するリンク作動装置の制御装置。
- 請求項1ないし請求項5のいずれか1項に記載のリンク作動装置の制御装置において、前記各区間における、前記各通過点の位置と、前記各区間における前記各アームの回転速度につき、リンク作動装置の実使用の前に計算した値を記憶する区間対応設定情報記憶手段を有し、前記姿勢変更制御手段は、実使用時は、前記区間対応設定情報記憶手段に記憶された前記各通過点の位置と、前記各アームの回転速度を読み出して制御するリンク作動装置の制御装置。
- 基端側のリンクハブに対し先端側のリンクハブを、3組以上のリンク機構を介して姿勢を変更可能に連結し、前記各リンク機構は、それぞれ前記基端側のリンクハブおよび先端側のリンクハブに一端が回転可能に連結された基端側および先端側の端部リンク部材と、これら基端側および先端側の端部リンク部材の他端に両端がそれぞれ回転可能に連結された中央リンク部材とでなり、前記3組以上のリンク機構のうち2組以上のリンク機構に、前記基端側の端部リンク部材であるアームを回転させることにより、前記基端側のリンクハブに対する前記先端側のリンクハブの姿勢を任意に変更させるアクチュエータを設け、前記先端側のリンクハブにエンドエフェクタを設置したリンク作動装置、を制御する制御方法であって、
前記リンク作動装置の前記各リンク機構は、前記リンク作動装置が如何なる姿勢をとっていても、前記リンク機構を直線で表現した幾何学モデルが、前記中央リンク部材の中央部に対する基端側部分と先端側部分とが対称を成す形状であり、
前記制御方法は、
前記エンドエフェクタが作業する被作業面上の前記エンドエフェクタが移動する始点から終点までの経路を通過点で複数の区間に分割し、
指定された目標移動速度および前記各区間の距離から定まる各区間内の移動の時間と、前記各区間における前記各アームの回転角移動量とから、前記各区間における前記各アームの回転速度を計算し、
前記各区間内での前記各アームの回転速度を前記の計算された値として、前記各区間を加減速無しで連続して前記各アームを回転させるように前記各アクチュエータを位置決め制御することで、
前記被作業面上の分割された複数点間を始点から終点まで実質的に一定速度に動作させることを特徴とするリンク作動装置の制御方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014030425A JP6271288B2 (ja) | 2014-02-20 | 2014-02-20 | リンク作動装置の制御装置および制御方法 |
| PCT/JP2015/053739 WO2015125678A1 (ja) | 2014-02-20 | 2015-02-12 | リンク作動装置の制御装置および制御方法 |
| EP15751572.7A EP3109010B1 (en) | 2014-02-20 | 2015-02-12 | Device and method for controlling link actuation device |
| US15/233,409 US10065310B2 (en) | 2014-02-20 | 2016-08-10 | Device and method for controlling link actuation device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014030425A JP6271288B2 (ja) | 2014-02-20 | 2014-02-20 | リンク作動装置の制御装置および制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015155124A JP2015155124A (ja) | 2015-08-27 |
| JP6271288B2 true JP6271288B2 (ja) | 2018-01-31 |
Family
ID=53878183
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014030425A Active JP6271288B2 (ja) | 2014-02-20 | 2014-02-20 | リンク作動装置の制御装置および制御方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10065310B2 (ja) |
| EP (1) | EP3109010B1 (ja) |
| JP (1) | JP6271288B2 (ja) |
| WO (1) | WO2015125678A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11059181B2 (en) * | 2018-04-26 | 2021-07-13 | Seiko Epson Corporation | Control apparatus, robot, and robot system |
| JP7464514B2 (ja) | 2020-12-22 | 2024-04-09 | Ykk Ap株式会社 | 移動制限装置及び建具 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6453066B2 (ja) * | 2014-12-05 | 2019-01-16 | Ntn株式会社 | リンク作動装置の制御方法 |
| JP2017121687A (ja) * | 2016-01-08 | 2017-07-13 | トヨタ自動車株式会社 | ロボットシステムの制御方法 |
| JP6275196B2 (ja) | 2016-06-05 | 2018-02-07 | Ntn株式会社 | リンク作動装置の操作装置およびリンク作動システム |
| JP6800044B2 (ja) | 2017-02-24 | 2020-12-16 | Ntn株式会社 | リンク作動装置の制御装置および制御方法 |
| CN111093912B (zh) | 2017-09-08 | 2023-02-17 | Ntn株式会社 | 采用平行连杆机构的作业装置 |
| JP6472854B1 (ja) * | 2017-09-11 | 2019-02-20 | Ntn株式会社 | 作業装置 |
| JP6498738B1 (ja) * | 2017-09-26 | 2019-04-10 | Ntn株式会社 | リンク作動装置 |
| JP7140508B2 (ja) | 2018-02-26 | 2022-09-21 | Ntn株式会社 | パラレルリンク機構を用いた作業装置およびその制御方法 |
| JP2020091014A (ja) * | 2018-12-07 | 2020-06-11 | Ntn株式会社 | リンク作動装置及びリンク作動装置の原点位置決め方法 |
| CN109822566B (zh) * | 2019-01-15 | 2021-10-22 | 深圳镁伽科技有限公司 | 机器人控制方法、系统及存储介质 |
| JP7340196B2 (ja) * | 2019-06-05 | 2023-09-11 | 国立大学法人九州工業大学 | リンク作動装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61168019A (ja) * | 1985-01-21 | 1986-07-29 | Nissan Motor Co Ltd | 補間方法 |
| JP2004261886A (ja) * | 2003-02-18 | 2004-09-24 | Ntn Corp | リンク作動装置 |
| JP3830475B2 (ja) * | 2003-08-05 | 2006-10-04 | ファナック株式会社 | 制御装置 |
| JP2005144627A (ja) * | 2003-11-18 | 2005-06-09 | Ntn Corp | リンク作動装置 |
| JP2010260139A (ja) * | 2009-05-08 | 2010-11-18 | Ntn Corp | 遠隔操作型加工ロボット |
| JP5528207B2 (ja) * | 2010-05-19 | 2014-06-25 | Ntn株式会社 | リンク作動装置 |
| JP5675258B2 (ja) * | 2010-10-14 | 2015-02-25 | Ntn株式会社 | リンク作動装置 |
| JP2014504397A (ja) * | 2010-11-24 | 2014-02-20 | サムスン ヘビー インダストリーズ カンパニー リミテッド | ワイヤを用いた自律移動装置の制御システム及びその方法 |
| JP5479541B2 (ja) * | 2011-08-23 | 2014-04-23 | パナソニック株式会社 | パラレルリンクロボットおよびその動作教示方法 |
| JP2013068280A (ja) * | 2011-09-22 | 2013-04-18 | Ntn Corp | リンク作動装置 |
| JP5864322B2 (ja) * | 2012-03-23 | 2016-02-17 | Ntn株式会社 | リンク作動装置の制御方法およびその制御装置 |
| JP5973201B2 (ja) * | 2012-03-28 | 2016-08-23 | Ntn株式会社 | リンク作動装置の操作装置 |
| WO2013141138A1 (ja) | 2012-03-23 | 2013-09-26 | Ntn株式会社 | リンク作動装置 |
| JP2013215864A (ja) * | 2012-04-12 | 2013-10-24 | Panasonic Corp | 塗布教示方法 |
-
2014
- 2014-02-20 JP JP2014030425A patent/JP6271288B2/ja active Active
-
2015
- 2015-02-12 EP EP15751572.7A patent/EP3109010B1/en active Active
- 2015-02-12 WO PCT/JP2015/053739 patent/WO2015125678A1/ja active Application Filing
-
2016
- 2016-08-10 US US15/233,409 patent/US10065310B2/en active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11059181B2 (en) * | 2018-04-26 | 2021-07-13 | Seiko Epson Corporation | Control apparatus, robot, and robot system |
| JP7464514B2 (ja) | 2020-12-22 | 2024-04-09 | Ykk Ap株式会社 | 移動制限装置及び建具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015155124A (ja) | 2015-08-27 |
| EP3109010B1 (en) | 2019-03-27 |
| US10065310B2 (en) | 2018-09-04 |
| WO2015125678A1 (ja) | 2015-08-27 |
| US20160361816A1 (en) | 2016-12-15 |
| EP3109010A1 (en) | 2016-12-28 |
| EP3109010A4 (en) | 2018-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6271288B2 (ja) | リンク作動装置の制御装置および制御方法 | |
| JP5701055B2 (ja) | 7軸多関節ロボットの制御方法、制御プログラム及びロボット制御装置 | |
| JP6453066B2 (ja) | リンク作動装置の制御方法 | |
| JP5973201B2 (ja) | リンク作動装置の操作装置 | |
| JP6602620B2 (ja) | 組合せ型リンク作動装置 | |
| WO2017043420A1 (ja) | リンク作動装置を用いた複合作業装置 | |
| JP2014217913A (ja) | パラレルリンクロボットの動作教示方法およびパラレルリンクロボット | |
| JP7140508B2 (ja) | パラレルリンク機構を用いた作業装置およびその制御方法 | |
| WO2016084685A1 (ja) | パラレルリンク機構を用いた作業装置 | |
| US11130229B2 (en) | Link operating device control device and control method | |
| JP6215623B2 (ja) | リンク作動装置の制御装置 | |
| JP2010110878A (ja) | 多関節型ロボット装置およびその制御方法 | |
| JP2017228318A (ja) | リンク作動装置の制御装置 | |
| JP5976580B2 (ja) | リンク作動装置の制御装置 | |
| JP2016003754A (ja) | 減速機、ロボットおよびロボットシステム | |
| JP7414426B2 (ja) | ロボットシステム | |
| JP6648246B1 (ja) | リンク作動装置の制御装置 | |
| JP2005230952A (ja) | 制御方法および制御装置 | |
| JP2017154234A (ja) | マニピュレータ装置の制御装置、マニピュレータ装置の制御方法及びマニピュレータ装置の制御プログラム | |
| JP2023137177A (ja) | ロボットシステムおよび加工方法 | |
| JP2017074668A (ja) | マニピュレータ装置の制御装置、マニピュレータ装置の制御方法及びマニピュレータ装置の制御プログラム | |
| JP2002239804A (ja) | 楕円創成装置 | |
| JPS63207577A (ja) | 手首機構の制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170919 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171227 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6271288 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |