JP6271228B2 - 端子への電線の圧着方法 - Google Patents
端子への電線の圧着方法 Download PDFInfo
- Publication number
- JP6271228B2 JP6271228B2 JP2013242919A JP2013242919A JP6271228B2 JP 6271228 B2 JP6271228 B2 JP 6271228B2 JP 2013242919 A JP2013242919 A JP 2013242919A JP 2013242919 A JP2013242919 A JP 2013242919A JP 6271228 B2 JP6271228 B2 JP 6271228B2
- Authority
- JP
- Japan
- Prior art keywords
- electric wire
- crimping
- terminal
- barrel
- wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000002788 crimping Methods 0.000 title claims description 66
- 238000000034 method Methods 0.000 title claims description 18
- 239000011248 coating agent Substances 0.000 claims description 23
- 238000000576 coating method Methods 0.000 claims description 23
- 238000012545 processing Methods 0.000 claims description 5
- 238000004519 manufacturing process Methods 0.000 claims description 3
- 239000002184 metal Substances 0.000 description 7
- 230000006835 compression Effects 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 230000009191 jumping Effects 0.000 description 4
- 238000003825 pressing Methods 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/183—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section
- H01R4/184—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section comprising a U-shaped wire-receiving portion
- H01R4/185—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section comprising a U-shaped wire-receiving portion combined with a U-shaped insulation-receiving portion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/05—Crimping apparatus or processes with wire-insulation stripping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/28—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for wire processing before connecting to contact members, not provided for in groups H01R43/02 - H01R43/26
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Processing Of Terminals (AREA)
Description
また、本発明は、前記被覆の先端を全周に亘って段付き形状に加工することによって前記先細り部分を形成することを特徴とする。
また、本発明は、前記被覆の先端を全周に亘って円錐形状に加工することによって前記先細り部分を形成することを特徴とする。
本発明の端子へ電線を圧着して電線付き端子を製造する方法は、被覆の一部が剥ぎ取られて芯線を露出された電線において、残っている被覆の先端を全周に亘って先細りに加工し、前記先細り部分の一方の端部であって、前記芯線が露出された側の端部をバレルから露出するように配置し、前記先細り部分の前記芯線側と反対側の端部である前記先細り部分の境界が、前記端子のバレル内に収まるように、前記電線を前記バレル内に配置し、前記電線を前記端子に圧着することを特徴とする。
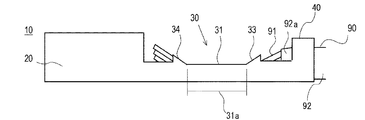
なお、図1は、本実施形態の端子への電線の圧着構造を示す図であり、(a)は平面図,(b)は側面図である。
20 電気接触部
30 芯線バレル
31 圧着片
31a 完全圧縮部
33 後ベルマウス部
34 前ベルマウス部
40 電線バレル
41 圧着片
81 上圧着型
82 下圧着型
83,84 テーパ部
85 圧着面
86 圧着面
87 上圧着型
88 下圧着型
90 電線
91 芯線
92 被覆
92a 円錐形状
Claims (4)
- 端子への電線の圧着方法であって、
被覆の一部が剥ぎ取られて芯線を露出された電線において、残っている被覆の先端を全周に亘って先細りに加工し、
前記先細り部分の一方の端部であって、前記芯線が露出された側の端部をバレルから露出するように配置し、
前記先細り部分の前記芯線側と反対側の端部である前記先細り部分の境界が、前記端子のバレル内に収まるように、前記電線を前記バレル内に配置し、
前記電線を前記端子に圧着することを特徴とする端子への電線の圧着方法。 - 前記被覆の先端を全周に亘って段付き形状に加工することによって前記先細り部分を形成することを特徴とする請求項1に記載の端子への電線の圧着方法。
- 前記被覆の先端を全周に亘って円錐形状に加工することによって前記先細り部分を形成することを特徴とする請求項1に記載の端子への電線の圧着方法。
- 端子へ電線を圧着して電線付き端子を製造する方法であって、
被覆の一部が剥ぎ取られて芯線を露出された電線において、残っている被覆の先端を全周に亘って先細りに加工し、
前記先細り部分の一方の端部であって、前記芯線が露出された側の端部をバレルから露出するように配置し、
前記先細り部分の前記芯線側と反対側の端部である前記先細り部分の境界が、前記端子のバレル内に収まるように、前記電線を前記バレル内に配置し、
前記電線を前記端子に圧着することを特徴とする電線付き端子を製造する方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013242919A JP6271228B2 (ja) | 2013-11-25 | 2013-11-25 | 端子への電線の圧着方法 |
| DE112014005350.3T DE112014005350T5 (de) | 2013-11-25 | 2014-11-13 | Elektrische Leitung mit einem Anschluss und Herstellungsverfahren für elektrische Leitung mit Anschluss |
| CN201480063980.8A CN105765789B (zh) | 2013-11-25 | 2014-11-13 | 具有端子的电线和具有端子的电线的制造方法 |
| PCT/JP2014/080065 WO2015076177A1 (ja) | 2013-11-25 | 2014-11-13 | 端子付き電線及び端子付き電線の製造方法 |
| US15/154,080 US20160254603A1 (en) | 2013-11-25 | 2016-05-13 | Electric wire with terminal and manufacturing method for electric wire with terminal |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013242919A JP6271228B2 (ja) | 2013-11-25 | 2013-11-25 | 端子への電線の圧着方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015103393A JP2015103393A (ja) | 2015-06-04 |
| JP6271228B2 true JP6271228B2 (ja) | 2018-01-31 |
Family
ID=53179443
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013242919A Active JP6271228B2 (ja) | 2013-11-25 | 2013-11-25 | 端子への電線の圧着方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20160254603A1 (ja) |
| JP (1) | JP6271228B2 (ja) |
| CN (1) | CN105765789B (ja) |
| DE (1) | DE112014005350T5 (ja) |
| WO (1) | WO2015076177A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6674433B2 (ja) * | 2017-11-28 | 2020-04-01 | 矢崎総業株式会社 | 端子付き電線および端子付き電線の製造方法 |
| JP6709818B2 (ja) | 2018-03-29 | 2020-06-17 | 矢崎総業株式会社 | 端子付き電線 |
| JP2019212458A (ja) * | 2018-06-04 | 2019-12-12 | 矢崎総業株式会社 | 端子付き電線および端子付き電線の製造方法 |
| JP7111784B2 (ja) * | 2020-09-11 | 2022-08-02 | 矢崎総業株式会社 | 雌端子の製造方法 |
| DE102021127516A1 (de) * | 2020-11-19 | 2022-05-19 | Yazaki Corporation | Elektroleitung mit Anschluss und Anschluss-Crimpvorrichtung |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56115889U (ja) * | 1980-02-06 | 1981-09-05 | ||
| DE19902034A1 (de) * | 1999-01-20 | 2000-07-27 | Continental Teves Ag & Co Ohg | Hydraulikaggregat mit Steckverbindung |
| JP2005124379A (ja) * | 2003-10-17 | 2005-05-12 | Tomoya Sekiguchi | 同軸ケーブル接続部形状及びその加工方法 |
| EP2151891A1 (en) * | 2008-08-06 | 2010-02-10 | Sumitomo Wiring Systems, Ltd. | A terminal fitting and a method of forming it |
| JP2010049896A (ja) * | 2008-08-20 | 2010-03-04 | Sumitomo Wiring Syst Ltd | コネクタ |
| JP5195230B2 (ja) * | 2008-09-26 | 2013-05-08 | 住友電装株式会社 | 端子金具付き電線 |
| JP5375687B2 (ja) * | 2010-03-15 | 2013-12-25 | 株式会社オートネットワーク技術研究所 | 端子金具、及び端子金具付き電線 |
| TWI403880B (zh) * | 2010-11-30 | 2013-08-01 | Inventec Corp | 伺服器 |
| JP2012134096A (ja) * | 2010-12-24 | 2012-07-12 | Sumitomo Wiring Syst Ltd | 端子金具 |
| JP5601233B2 (ja) * | 2011-02-07 | 2014-10-08 | 住友電装株式会社 | 端子金具 |
| JP2013149598A (ja) * | 2011-12-21 | 2013-08-01 | Auto Network Gijutsu Kenkyusho:Kk | 端子、及び端子付き電線の製造方法 |
| JP5914942B2 (ja) * | 2012-07-30 | 2016-05-11 | 矢崎総業株式会社 | 端子付きアルミ電線 |
-
2013
- 2013-11-25 JP JP2013242919A patent/JP6271228B2/ja active Active
-
2014
- 2014-11-13 CN CN201480063980.8A patent/CN105765789B/zh active Active
- 2014-11-13 DE DE112014005350.3T patent/DE112014005350T5/de not_active Withdrawn
- 2014-11-13 WO PCT/JP2014/080065 patent/WO2015076177A1/ja not_active Ceased
-
2016
- 2016-05-13 US US15/154,080 patent/US20160254603A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| DE112014005350T5 (de) | 2016-08-18 |
| CN105765789B (zh) | 2018-05-29 |
| WO2015076177A1 (ja) | 2015-05-28 |
| US20160254603A1 (en) | 2016-09-01 |
| CN105765789A (zh) | 2016-07-13 |
| JP2015103393A (ja) | 2015-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5374208B2 (ja) | 圧着端子金具 | |
| JP5884986B2 (ja) | 圧着端子付きアルミ電線 | |
| JP6422240B2 (ja) | 接続構造体、ワイヤハーネス、及びコネクタ | |
| JP5606127B2 (ja) | 圧着端子の電線に対する接続構造 | |
| JP5920284B2 (ja) | 端子付電線 | |
| JP6271228B2 (ja) | 端子への電線の圧着方法 | |
| US20150364835A1 (en) | Method of manufacturing connection structural body, connection structural body, wire harness, crimping member and crimping device | |
| JP2014187039A5 (ja) | ||
| JP2013105583A (ja) | コネクタ端子の接続構造及び接続方法 | |
| JP6421737B2 (ja) | 端子付き電線の製造方法、圧着冶具、および端子付き電線 | |
| CN110323581A (zh) | 带端子的电线 | |
| US20180138600A1 (en) | Terminal and terminal-equipped electric wire | |
| CN100394514C (zh) | 扁形电缆 | |
| JP2015106548A (ja) | 端子への電線の圧着方法 | |
| WO2014142155A1 (ja) | 防食端子、防食端子付き電線、および防食端子付き電線の製造方法 | |
| JP2009054549A (ja) | 端子付電線及びその製造方法 | |
| JP6519440B2 (ja) | 端子付き電線の製造方法、および圧着治具 | |
| JP2009272240A (ja) | 端子付き電線 | |
| EP2658035B1 (en) | Terminal manufacturing method and board connector | |
| CN114865339A (zh) | 压接端子与电线的连接结构 | |
| JP2014164869A (ja) | ワイヤハーネス | |
| JP7074399B2 (ja) | 端子圧着方法 | |
| JP6302390B2 (ja) | 端子付電線 | |
| JP2018073768A (ja) | 接続端子 | |
| WO2016167120A1 (ja) | 端子および端子付き電線 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161020 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170620 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170727 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171227 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6271228 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |