JP6246226B2 - ジルコン基板を結合させる方法 - Google Patents
ジルコン基板を結合させる方法 Download PDFInfo
- Publication number
- JP6246226B2 JP6246226B2 JP2015544122A JP2015544122A JP6246226B2 JP 6246226 B2 JP6246226 B2 JP 6246226B2 JP 2015544122 A JP2015544122 A JP 2015544122A JP 2015544122 A JP2015544122 A JP 2015544122A JP 6246226 B2 JP6246226 B2 JP 6246226B2
- Authority
- JP
- Japan
- Prior art keywords
- bonded
- zircon
- refractory
- component
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000758 substrate Substances 0.000 title claims description 116
- 229910052845 zircon Inorganic materials 0.000 title claims description 99
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 title claims description 99
- 238000000034 method Methods 0.000 title claims description 60
- 238000010304 firing Methods 0.000 claims description 33
- 238000005498 polishing Methods 0.000 claims description 17
- 230000003746 surface roughness Effects 0.000 claims description 15
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims description 14
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 7
- 230000013011 mating Effects 0.000 claims description 3
- 230000000295 complement effect Effects 0.000 claims description 2
- 239000000155 melt Substances 0.000 claims 1
- 239000011230 binding agent Substances 0.000 description 31
- 239000011521 glass Substances 0.000 description 29
- 239000011819 refractory material Substances 0.000 description 24
- 238000004519 manufacturing process Methods 0.000 description 17
- 230000007797 corrosion Effects 0.000 description 7
- 238000005260 corrosion Methods 0.000 description 7
- 229910003460 diamond Inorganic materials 0.000 description 7
- 239000010432 diamond Substances 0.000 description 7
- 238000001878 scanning electron micrograph Methods 0.000 description 6
- 230000009970 fire resistant effect Effects 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000002706 hydrostatic effect Effects 0.000 description 4
- 238000005304 joining Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 230000006399 behavior Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000003280 down draw process Methods 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 239000006060 molten glass Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 239000000376 reactant Substances 0.000 description 3
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 2
- 239000006061 abrasive grain Substances 0.000 description 2
- 238000004630 atomic force microscopy Methods 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 238000009694 cold isostatic pressing Methods 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 2
- 238000000462 isostatic pressing Methods 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- 229910021193 La 2 O 3 Inorganic materials 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 238000005324 grain boundary diffusion Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000005549 size reduction Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images



















Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/001—Joining burned ceramic articles with other burned ceramic articles or other articles by heating directly with other burned ceramic articles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/963—Surface properties, e.g. surface roughness
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/343—Alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/345—Refractory metal oxides
- C04B2237/348—Zirconia, hafnia, zirconates or hafnates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/52—Pre-treatment of the joining surfaces, e.g. cleaning, machining
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/78—Side-way connecting, e.g. connecting two plates through their sides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/80—Joining the largest surface of one substrate with a smaller surface of the other substrate, e.g. butt joining or forming a T-joint
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Products (AREA)
Description
以下の非限定的実施例により、種々の態様がさらに明らかとなる。

120:ジルコニア富含チタニア
130:チタン酸ジルコニウム
140:チタニウム富含ジルコニア
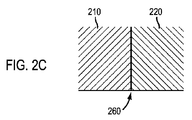
210:耐火性成分
220:耐火性成分
230:結合剤
240:窪み
250:突起
310:端部成分
320:近位端
330:遠位端
340:中間成分
350:近位端
400:成形体
405:耐火性成分
410:上側トラフ
415:垂直結合
420:上側トラフ壁
430:トラフ底
440:底部分
450:主要側面
460:基底
470:ガラス
500:成形体
505:耐火性成分
515:水平結合
530:トラフ底
540:底部分
600:成形体
605:耐火性成分
615:傾斜接合
700:前床トラフ
710:トラフ壁
720:トラフ底
730:接合
Claims (10)
- 各々が少なくとも一つの結合すべき表面を有する複数のジルコン成分を結合させる方法であって、
(a)結合すべき各表面を200nm以下の表面粗さR a に研磨すること、
(b)結合すべき表面を直接接触させて非結合ジルコン基板を形成すること、
(c)前記非結合ジルコン基板を焼成すること、
(d)結合すべき表面を焼成中に圧縮力に付すること
を含んでなり、前記非結合ジルコン基板を、前記ジルコン成分を焼結させ表面において結合させて、ASTM C1674−11に準拠するMOR強度として、前記非結合ジルコン基板のMOR強度以上のMOR強度を有する結合耐火性基板を形成するのに、充分な温度および時間焼成することを特徴とする方法。 - 結合すべき表面が100nm以下の表面粗さRaに研磨される、請求項1に記載の方法。
- 結合すべき表面が、実質的に相互補完的となるように圧砕、粉砕および/または研磨される、請求項1または2に記載の方法。
- 前記ジルコン成分が結合すべきかみ合い表面を有する、請求項1〜3のいずれかに記載の方法。
- 結合すべき表面に垂直な方向に前記圧縮力が加えられる、請求項1〜4のいずれかに記載の方法。
- 少なくとも第1のジルコン成分と第2のジルコン成分とが結合され、前記第1のジルコン成分および前記第2のジルコン成分の各々が、結合すべき表面を含む近位端と、該近位端に対向する遠位端とを有しており、
前記第1のジルコン成分の前記近位端が、結合すべき表面が直接接触するように、前記第2のジルコン成分の近位端の上に垂直に配され、
任意選択的に、結合すべき表面を含む2つの近位端を各々が有する1または2以上の第3のジルコン成分が、結合すべき表面が直接接触するように、前記第1のジルコン成分と前記第2のジルコン成分との間に配され、
前記圧縮力が、少なくとも、前記第1のジルコン成分の前記遠位端に加えられる、請求項1〜5のいずれかに記載の方法。 - 少なくとも前記第1のジルコン成分と前記第2のジルコン成分とが結合され、前記第1のジルコン成分および前記第2のジルコン成分の各々が、結合すべき表面を含む近位端と、該近位端に対向する遠位端とを有しており、
前記第1のジルコン成分の前記近位端と前記第2のジルコン成分の前記近位端とが、結合すべき表面が直接接触するように、端を突き合わせて水平に配され、
任意選択的に、結合すべき表面を含む2つの近位端を各々が有する1または2以上の第3のジルコン成分が、結合すべき表面が直接接触するように、前記第1のジルコン成分と前記第2のジルコン成分との間に配され、および、
前記圧縮力が、少なくとも、前記第1のジルコン成分および前記第2のジルコン成分の前記遠位端に加えられる、請求項1〜5のいずれかに記載の方法。 - 各々が少なくとも一つの結合すべき表面を有する複数の耐火性成分を結合させる方法であって、
(a)結合すべき各表面を200nm以下の表面粗さR a に研磨すること、
(b)結合すべき表面を直接接触させて非結合耐火性基板を形成すること、
(c)前記非結合耐火性基板を焼成すること、
(d)結合すべき表面を焼成中に圧縮力に付すること
を含んでなり、
前記耐火性成分が、ジルコン成分と、アルミナ成分と、溶融鋳造ジルコニア成分とからなる群より選択されたものであり、
前記非結合耐火性基板を、前記耐火性成分を焼結させ表面において結合させるのに充分な少なくとも1200℃の温度で少なくとも12時間焼成することを特徴とする方法。 - 前記耐火性成分が、ジルコン成分、または溶融鋳造ジルコニア成分を含むことを特徴とする請求項8記載の方法。
- 前記非結合耐火性基板を前記焼成することにより、ASTM C1674−11に準拠するMOR強度として、前記非結合耐火性基板のMOR強度以上のMOR強度を有する結合耐火性基板が形成されることを特徴とする請求項8または9記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/685,149 US8956484B2 (en) | 2012-11-26 | 2012-11-26 | Method for bonding zircon substrates |
| US13/685,149 | 2012-11-26 | ||
| PCT/US2013/071119 WO2014081904A1 (en) | 2012-11-26 | 2013-11-21 | Method for bonding zircon substrates |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016503387A JP2016503387A (ja) | 2016-02-04 |
| JP2016503387A5 JP2016503387A5 (ja) | 2017-09-14 |
| JP6246226B2 true JP6246226B2 (ja) | 2017-12-13 |
Family
ID=50772222
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015544122A Expired - Fee Related JP6246226B2 (ja) | 2012-11-26 | 2013-11-21 | ジルコン基板を結合させる方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8956484B2 (ja) |
| EP (1) | EP2923351B1 (ja) |
| JP (1) | JP6246226B2 (ja) |
| KR (1) | KR20150089068A (ja) |
| CN (1) | CN105122333A (ja) |
| TW (1) | TWI588103B (ja) |
| WO (1) | WO2014081904A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018075923A1 (en) * | 2016-10-21 | 2018-04-26 | Cummins Emission Solutions Inc. | Catalyst substrate and filter structure including plates and method of forming same |
| KR102069422B1 (ko) * | 2017-12-19 | 2020-01-22 | 주식회사 티씨케이 | 유체 흐름이 가능한 유로가 형성된 접합 세라믹 및 이의 제조방법 |
| KR102069423B1 (ko) * | 2017-12-19 | 2020-01-22 | 주식회사 티씨케이 | 접합 세라믹 및 이의 제조방법 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3338696A (en) | 1964-05-06 | 1967-08-29 | Corning Glass Works | Sheet forming apparatus |
| BE757057A (fr) | 1969-10-06 | 1971-04-05 | Corning Glass Works | Procede et appareil de controle d'epaisseur d'une feuille de verre nouvellement etiree |
| US4925608A (en) * | 1988-09-27 | 1990-05-15 | Norton Company | Joining of SiC parts by polishing and hipping |
| JPH08118467A (ja) * | 1994-10-21 | 1996-05-14 | Matsushita Electric Ind Co Ltd | スクリーン印刷用グリーンシート |
| JP4370624B2 (ja) * | 1997-09-22 | 2009-11-25 | 嘉信 本橋 | アルミナ部材の接合方法 |
| TW508600B (en) * | 2000-03-30 | 2002-11-01 | Taiyo Yuden Kk | Laminated ceramic capacitor and its manufacturing method |
| WO2002044102A1 (en) * | 2000-12-01 | 2002-06-06 | Corning Incorporated | Sag control of isopipes used in making sheet glass by the fusion process |
| US7722731B2 (en) * | 2001-08-07 | 2010-05-25 | Uchicago Argonne, Llc | Joining of advanced materials by plastic deformation |
| WO2006057408A1 (ja) * | 2004-11-29 | 2006-06-01 | Kyocera Corporation | 複合セラミック体とその製造方法およびマイクロ化学チップ並びに改質器 |
| JP2007119262A (ja) * | 2005-10-25 | 2007-05-17 | Hideaki Inoue | アルミナセラミックス物品の製造方法 |
| CN2874389Y (zh) * | 2006-01-07 | 2007-02-28 | 段红 | 一种氮窑用承烧板 |
| CN101108775B (zh) | 2007-08-27 | 2010-10-13 | 中钢集团洛阳耐火材料研究院有限公司 | 一种氧化锆制品的制造方法 |
| US20100251774A1 (en) | 2007-11-29 | 2010-10-07 | Corning Incorporated | Creep resistant multiple layer refractory used in a glass manufacturing system |
| US7988804B2 (en) | 2008-05-02 | 2011-08-02 | Corning Incorporated | Material and method for bonding zircon blocks |
| KR101572707B1 (ko) | 2008-05-20 | 2015-11-27 | 코닝 인코포레이티드 | 저-변형-율 변성 지르콘 재료 및 물품 |
| JP5841329B2 (ja) * | 2009-12-25 | 2016-01-13 | 株式会社日本セラテック | セラミックス接合体の製造方法 |
| JP5795339B2 (ja) * | 2010-02-24 | 2015-10-14 | コーニング インコーポレイテッド | 深海における等圧圧縮による緻密体作製方法 |
| TWI535672B (zh) * | 2010-05-28 | 2016-06-01 | 康寧公司 | 複合隔離管 |
| US8652281B2 (en) * | 2011-01-31 | 2014-02-18 | The United States Of America, As Represented By The Secretary Of The Navy | Spinel ceramics via edge bonding |
| TWI541208B (zh) | 2011-04-29 | 2016-07-11 | 康寧公司 | 用於製造玻璃物件的設備與方法 |
-
2012
- 2012-11-26 US US13/685,149 patent/US8956484B2/en not_active Expired - Fee Related
-
2013
- 2013-11-21 KR KR1020157016997A patent/KR20150089068A/ko not_active Application Discontinuation
- 2013-11-21 WO PCT/US2013/071119 patent/WO2014081904A1/en active Application Filing
- 2013-11-21 JP JP2015544122A patent/JP6246226B2/ja not_active Expired - Fee Related
- 2013-11-21 CN CN201380067900.1A patent/CN105122333A/zh active Pending
- 2013-11-21 TW TW102142486A patent/TWI588103B/zh not_active IP Right Cessation
- 2013-11-21 EP EP13856812.6A patent/EP2923351B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| EP2923351A1 (en) | 2015-09-30 |
| EP2923351A4 (en) | 2016-08-17 |
| WO2014081904A1 (en) | 2014-05-30 |
| KR20150089068A (ko) | 2015-08-04 |
| EP2923351B1 (en) | 2018-01-31 |
| CN105122333A (zh) | 2015-12-02 |
| TWI588103B (zh) | 2017-06-21 |
| US8956484B2 (en) | 2015-02-17 |
| US20140144571A1 (en) | 2014-05-29 |
| TW201431800A (zh) | 2014-08-16 |
| JP2016503387A (ja) | 2016-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4939232B2 (ja) | 複合セラミック体とその製造方法およびマイクロ化学チップ並びに改質器 | |
| JP2011505319A (ja) | ガラス製造システムにおいて用いられる耐火性の耐クリープ性多重層 | |
| JP6246226B2 (ja) | ジルコン基板を結合させる方法 | |
| TW200535114A (en) | Creep resistant zircon refractory material used in a glass manufacture system | |
| Miyazaki et al. | Joining of alumina with a porous alumina interlayer | |
| KR20120025396A (ko) | 소성용 세터 | |
| JP5852663B2 (ja) | 大寸ゼノタイムセラミックブロック及びその作製のための乾式プロセス | |
| JP2018516834A (ja) | 結合済みジルコニア耐火物及びその作製方法 | |
| JPS63224937A (ja) | 二層構造耐熱板 | |
| JP5479460B2 (ja) | ジルコン・ブロックを接合するための材料および方法 | |
| JP6681461B2 (ja) | 複合基板,その製法及び電子デバイス | |
| TWI314546B (ja) | ||
| JPH0629664A (ja) | 多層セラミックス配線基板 | |
| JP2012501851A5 (ja) | ||
| JP2001106579A (ja) | セラミックスグリーンシートの製造方法 | |
| JP2010111559A (ja) | セラミックス接合体及びその製造方法 | |
| US20140331718A1 (en) | Bonded refractory ceramic and metal article | |
| KR101477921B1 (ko) | 알루미나 세라믹 접합제 제조방법 및 그 접합제를 이용한 알루미나 세라믹 접합방법 | |
| KR20100019533A (ko) | 내화성 세라믹과 금속의 결합방법 및 그 응용 | |
| CN115650759B (zh) | 一种应用于气体传感器封装的多孔氧化铝陶瓷薄片及其制备方法 | |
| JPH10167842A (ja) | 拘束層用セラミックグリーンシート及びこれを用いたセラミック基板の製造方法 | |
| JP2006347653A (ja) | ディスプレー用ガラス基板吸着装置 | |
| JP2008056498A (ja) | マイクロ化学チップの製造方法 | |
| JPH08258016A (ja) | セラミック基板の製造方法 | |
| JP3520320B2 (ja) | セラミックスの接合体の製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161118 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161118 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20161118 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20161213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170323 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170509 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20170802 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171017 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6246226 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |