JP6236855B2 - タイヤの製造方法 - Google Patents
タイヤの製造方法 Download PDFInfo
- Publication number
- JP6236855B2 JP6236855B2 JP2013093740A JP2013093740A JP6236855B2 JP 6236855 B2 JP6236855 B2 JP 6236855B2 JP 2013093740 A JP2013093740 A JP 2013093740A JP 2013093740 A JP2013093740 A JP 2013093740A JP 6236855 B2 JP6236855 B2 JP 6236855B2
- Authority
- JP
- Japan
- Prior art keywords
- thermoplastic resin
- sheet
- tire
- blade
- resin composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0681—Parts of pneumatic tyres; accessories, auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/003—Cutting work characterised by the nature of the cut made; Apparatus therefor specially adapted for cutting rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/70—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C69/00—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore
- B29C69/001—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore a shaping technique combined with cutting, e.g. in parts or slices combined with rearranging and joining the cut parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/14—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/14—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter
- B26D1/143—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter rotating about a stationary axis
- B26D1/15—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter rotating about a stationary axis with vertical cutting member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0681—Parts of pneumatic tyres; accessories, auxiliary operations
- B29D2030/0682—Inner liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2009/00—Use of rubber derived from conjugated dienes, as moulding material
- B29K2009/06—SB polymers, i.e. butadiene-styrene polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/08—Copolymers of ethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2025/00—Use of polymers of vinyl-aromatic compounds or derivatives thereof as moulding material
- B29K2025/04—Polymers of styrene
- B29K2025/08—Copolymers of styrene, e.g. AS or SAN, i.e. acrylonitrile styrene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0085—Copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0088—Blends of polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/253—Preform
- B29K2105/256—Sheets, plates, blanks or films
Description
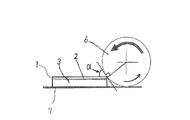
(1)熱可塑性樹脂または熱可塑性樹脂とエラストマーをブレンドした熱可塑性樹脂組成物からなるシートとエラストマー層を積層してなるシート積層体の端部どうしを重ね合わせて成形する工程を有するタイヤの製造方法において、前記シート積層体のエラストマー層側に刃先受け台を配し、該刃先受け台に載置した前記シート積層体に対し、該シート積層体の前記熱可塑性樹脂または前記熱可塑性樹脂組成物からなるシート側から従属回転する円形の刃を押し当てて該シート積層体を切断し、前記シート積層体の端部どうしを重ね合わせるための端部を形成することを特徴とするタイヤの製造方法。
(2)前記シート積層体の前記熱可塑性樹脂または前記熱可塑性樹脂組成物からなるシート側に前記円形の刃を押し当てて切断するに際して、該刃の前記熱可塑性樹脂または前記熱可塑性樹脂組成物への入射角度αを5〜40°として行うことを特徴とする上記(1)記載のタイヤの製造方法。
(3)前記円形の刃の直径が、10mm〜200mmであることを特徴とする上記(1)または(2)記載のタイヤの製造方法。
(4)前記円形の刃の直径が、30mm〜100mmであることを特徴とする上記(1)または(2)記載のタイヤの製造方法。
(5)前記従属回転することが可能な円形刃の回転軸方向に沿った断面形状において、該円形刃の上下が共に回転軸から遠ざかるにつれて細くなっていることを特徴とする上記(1)〜(4)のいずれかに記載のタイヤの製造方法。
(6)前記従属回転することが可能な円形刃の刃先角度が5°以上60°以下であることを特徴とする上記(1)〜(5)のいずれかに記載のタイヤの製造方法。
(7)前記刃先受け台が、刃の当たる部分に刃受け溝が設けられているものであることを特徴とする上記(1)〜(6)のいずれかに記載のタイヤの製造方法。
(8)前記刃先受け台が、刃の当たる部分が金属製でかつ刃受け溝が設けられているものであることを特徴とする上記(1)〜(6)のいずれかに記載のタイヤの製造方法。
(9)前記切断後のシート積層体の熱可塑性樹脂または前記熱可塑性樹脂組成物の切断端部が、切断力による先端先鋭化形状を呈していることを特徴とする上記(1)〜(8)のいずれかに記載のタイヤの製造方法。
(10)前記従属回転することが可能な円形の刃を押し当ててする切断が、前記熱可塑性樹脂または前記熱可塑性樹脂中にエラストマーをブレンドした熱可塑性樹脂組成物からなるシートの先端から、(t×1/3)長さ分内側に入った位置で、厚さT(μm)が、0.1t≦T≦0.8tを満足する関係を有するようにされるものであることを特徴とする前記(1)〜(9)のいずれかに記載のタイヤの製造方法。
ここで、t:熱可塑性樹脂または熱可塑性樹脂中にエラストマーをブレンドした熱可塑性樹脂組成物からなるシート(切断による変形部を含まない)のタイヤ周方向の平均厚さ(μm)
T:熱可塑性樹脂または熱可塑性樹脂中にエラストマーをブレンドした熱可塑性樹脂組成物からなるシートの先端から、(t×1/3)長さ分内側に入った位置での該シートの厚さ(μm)
請求項2〜請求項10のいずれかの本発明のタイヤの製造方法によれば、上記請求項1にかかる本発明の効果を有するとともに、その効果をより確実にかつより効果的に得ることができる。
ここで、tは、熱可塑性樹脂または熱可塑性樹脂中にエラストマーをブレンドした熱可塑性樹脂組成物からなるシート2(切断による変形部を含まない)のタイヤ周方向の平均厚さ(μm)であり、Tは、熱可塑性樹脂または熱可塑性樹脂中にエラストマーをブレンドした熱可塑性樹脂組成物からなるシートの先端から、(t×1/3)長さ分内側に入った位置での該シートの厚さ(μm)である。
試験タイヤとして、215/70R15 98Hを用い、各実施例、比較例ごとに各2本を作製し、これをJATMA標準リム15×6.5JJに取り付け、タイヤ内圧を240kPaとし、荷重8.82kN(JATMA最大負荷荷重の120%)を負荷して速度80km/時間で50,000km走行させた後、上記の方法によりクラックのトータル長さを求めて評価を行った。
実施例1−6、比較例1−2のいずれも、インナーライナーを構成する熱可塑性樹脂組成物は表1に示した組成のもの(厚さ130μm)を用い、エラストマー層(タイゴム層)としては、該熱可塑性樹脂組成物と接着する表2に示した組成のもの(厚さ0.7mm)を用いた。
発生したクラックのトータル長さは、表3に記載したとおりである。本発明方法により製造した空気入りタイヤは、クラックの発生がほぼないのであり、耐久性に非常に優れているものであった。

2:熱可塑性樹脂または熱可塑性樹脂とエラストマーをブレンドした熱可塑性樹脂組成物のシート
3:エラストマー層
4:熱可塑性樹脂または熱可塑性樹脂組成物のシート2の先端部付近
5:シート2の切断された先端部分
6:円形刃
7:刃先受け台
8:刃受け溝
9:切断されたシートの先端部
10:インナーライナー層
11:トレッド部
12:サイドウォール部
13:ビード
14:カーカス層
15:ベルト層
S:ラップスプライス部
X:タイヤ周方向
α:刃のシート積層体2への入射角
θ:刃先角度
Claims (10)
- 熱可塑性樹脂または熱可塑性樹脂とエラストマーをブレンドした熱可塑性樹脂組成物からなるシートとエラストマー層を積層してなるシート積層体の端部どうしを重ね合わせて成形する工程を有するタイヤの製造方法において、前記シート積層体のエラストマー層側に刃先受け台を配し、該刃先受け台に載置した前記シート積層体に対し、該シート積層体の前記熱可塑性樹脂または前記熱可塑性樹脂組成物からなるシート側から従属回転する円形の刃を押し当てて該シート積層体を切断し、前記シート積層体の端部どうしを重ね合わせるための端部を形成することを特徴とするタイヤの製造方法。
- 前記シート積層体の前記熱可塑性樹脂または前記熱可塑性樹脂組成物からなるシート側に前記円形の刃を押し当てて切断するに際して、該刃の前記熱可塑性樹脂または前記熱可塑性樹脂組成物への入射角度αを5〜40°として行うことを特徴とする請求項1記載のタイヤの製造方法。
- 前記円形の刃の直径が、10mm〜200mmであることを特徴とする請求項1または2記載のタイヤの製造方法。
- 前記円形の刃の直径が、30mm〜100mmであることを特徴とする請求項1または2記載のタイヤの製造方法。
- 前記従属回転することが可能な円形刃の回転軸方向に沿った断面形状において、該円形刃の上下が共に回転軸から遠ざかるにつれて細くなっていることを特徴とする請求項1〜4のいずれかに記載のタイヤの製造方法。
- 前記従属回転することが可能な円形刃の刃先角度が5°以上60°以下であることを特徴とする請求項1〜5のいずれかに記載のタイヤの製造方法。
- 前記刃先受け台が、刃の当たる部分に刃受け溝が設けられているものであることを特徴とする請求項1〜6のいずれかに記載のタイヤの製造方法。
- 前記刃先受け台が、刃の当たる部分が金属製でかつ刃受け溝が設けられているものであることを特徴とする請求項1〜6のいずれかに記載のタイヤの製造方法。
- 前記切断後のシート積層体の熱可塑性樹脂または前記熱可塑性樹脂組成物の切断端部が、切断力による先端先鋭化形状を呈していることを特徴とする請求項1〜8のいずれかに記載のタイヤの製造方法。
- 前記従属回転することが可能な円形の刃を押し当ててする切断が、前記熱可塑性樹脂または前記熱可塑性樹脂中にエラストマーをブレンドした熱可塑性樹脂組成物からなるシートの先端から、(t×1/3)長さ分内側に入った位置で、厚さT(μm)が、0.1t≦T≦0.8tを満足する関係を有するようにされるものであることを特徴とする請求項1〜9のいずれかに記載のタイヤの製造方法。
ここで、t:熱可塑性樹脂または熱可塑性樹脂中にエラストマーをブレンドした熱可塑性樹脂組成物からなるシート(切断による変形部を含まない)のタイヤ周方向の平均厚さ(μm)
T:熱可塑性樹脂または熱可塑性樹脂中にエラストマーをブレンドした熱可塑性樹脂組成物からなるシートの先端から、(t×1/3)長さ分内側に入った位置での該シートの厚さ(μm)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013093740A JP6236855B2 (ja) | 2013-04-26 | 2013-04-26 | タイヤの製造方法 |
| PCT/JP2014/061016 WO2014175174A1 (ja) | 2013-04-26 | 2014-04-18 | タイヤの製造方法 |
| CN201480022450.9A CN105142887B (zh) | 2013-04-26 | 2014-04-18 | 轮胎的制造方法 |
| DE112014002153.9T DE112014002153B4 (de) | 2013-04-26 | 2014-04-18 | Reifenherstellungsverfahren |
| US14/787,247 US10562252B2 (en) | 2013-04-26 | 2014-04-18 | Tire manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013093740A JP6236855B2 (ja) | 2013-04-26 | 2013-04-26 | タイヤの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014213559A JP2014213559A (ja) | 2014-11-17 |
| JP6236855B2 true JP6236855B2 (ja) | 2017-11-29 |
Family
ID=51791752
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013093740A Active JP6236855B2 (ja) | 2013-04-26 | 2013-04-26 | タイヤの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10562252B2 (ja) |
| JP (1) | JP6236855B2 (ja) |
| CN (1) | CN105142887B (ja) |
| DE (1) | DE112014002153B4 (ja) |
| WO (1) | WO2014175174A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3228442B1 (en) * | 2014-12-01 | 2018-09-12 | Bridgestone Corporation | Pneumatic tire and method for manufacturing same |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5146591A (en) | 1974-10-18 | 1976-04-21 | Sharp Kk | Kogaigasuno sankanenshoshokubaierementono seizoho |
| US4426901A (en) * | 1981-11-16 | 1984-01-24 | The Firestone Tire & Rubber Company | Crush cutter |
| JP2719918B2 (ja) * | 1988-01-18 | 1998-02-25 | 株式会社ブリヂストン | シート状材料の切断装置 |
| US5325754A (en) * | 1991-05-24 | 1994-07-05 | Paul Troester Maschinenfabrik | Apparatus for cutting profile strips formed of rubber mixtures |
| BR9503770A (pt) * | 1994-08-31 | 1996-04-16 | Goodyear Tire & Rubber | Conjunto de corte rotativo de alta velovidade para cortar folhas de materiais elastoméricos método de corte rotativo de alta velocidade de uma folha de material elastomérico e método para substituir uma sapata e um inserto de sapata em uma aplicação envolvendo o corte rotativo de alta velocidade de uma folha de material elastomérico |
| US5992486A (en) * | 1994-09-13 | 1999-11-30 | Gunze Limited | Laminate gas barrier layer for pneumatic tires |
| JP3745415B2 (ja) * | 1995-07-17 | 2006-02-15 | 株式会社ブリヂストン | タイヤの製造方法 |
| JPH0966491A (ja) * | 1995-08-31 | 1997-03-11 | Yokohama Rubber Co Ltd:The | シート材料切断装置 |
| JP2001232696A (ja) * | 2000-02-22 | 2001-08-28 | Toyo Tire & Rubber Co Ltd | 未加硫タイヤのインナーライナの成型方法 |
| AU2001248374A1 (en) * | 2000-05-19 | 2001-12-03 | Pirelli Pneumatici S.P.A. | Apparatus for the automatic cutting of elements made of elastomeric material |
| JP2005238759A (ja) * | 2004-02-27 | 2005-09-08 | Sumitomo Rubber Ind Ltd | 空気入りタイヤ及びその製造方法 |
| WO2007013161A1 (ja) * | 2005-07-28 | 2007-02-01 | Toyo Tire & Rubber Co., Ltd. | タイヤ用インナーライナー部材の製造方法及び装置、並びにインナーライナーを有するタイヤ |
| JP4004518B2 (ja) * | 2005-10-04 | 2007-11-07 | 横浜ゴム株式会社 | ゴム積層体を用いた空気入りタイヤ |
| JP2007112015A (ja) * | 2005-10-20 | 2007-05-10 | Bridgestone Corp | 帯状補強部材の製造ライン、及び帯状補強部材の製造方法 |
| SE530194C2 (sv) * | 2006-07-10 | 2008-03-25 | Sandvik Intellectual Property | En egg hos ett knivorgan för en knivvals |
| US20100193098A1 (en) * | 2007-07-23 | 2010-08-05 | The Yokohama Rubber Co., Ltd. | Pneumatic tire |
| JP5071204B2 (ja) | 2008-03-31 | 2012-11-14 | 横浜ゴム株式会社 | 空気入りタイヤ |
| JP2010167829A (ja) * | 2009-01-20 | 2010-08-05 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ及びその製造方法 |
| CN103260865B (zh) | 2010-12-22 | 2015-12-09 | 横滨橡胶株式会社 | 充气轮胎的制造方法 |
| JP5146591B1 (ja) | 2011-12-22 | 2013-02-20 | 横浜ゴム株式会社 | 空気入りタイヤの製造方法 |
-
2013
- 2013-04-26 JP JP2013093740A patent/JP6236855B2/ja active Active
-
2014
- 2014-04-18 CN CN201480022450.9A patent/CN105142887B/zh active Active
- 2014-04-18 WO PCT/JP2014/061016 patent/WO2014175174A1/ja active Application Filing
- 2014-04-18 DE DE112014002153.9T patent/DE112014002153B4/de active Active
- 2014-04-18 US US14/787,247 patent/US10562252B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014175174A1 (ja) | 2014-10-30 |
| US10562252B2 (en) | 2020-02-18 |
| CN105142887A (zh) | 2015-12-09 |
| DE112014002153T5 (de) | 2016-01-07 |
| JP2014213559A (ja) | 2014-11-17 |
| DE112014002153B4 (de) | 2021-05-20 |
| CN105142887B (zh) | 2017-11-17 |
| US20160114545A1 (en) | 2016-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5423732B2 (ja) | 空気入りタイヤ | |
| JP2009214632A (ja) | 空気入りタイヤ及びその製造方法 | |
| JP5218711B2 (ja) | 空気入りタイヤの製造方法 | |
| JP5146591B1 (ja) | 空気入りタイヤの製造方法 | |
| JP5870975B2 (ja) | 空気入りタイヤおよび空気入りタイヤの製造方法 | |
| JP5807409B2 (ja) | 空気入りタイヤ | |
| JP6010883B2 (ja) | 空気入りタイヤの製造方法 | |
| JP6236855B2 (ja) | タイヤの製造方法 | |
| JP5810646B2 (ja) | 空気入りタイヤ | |
| JP5760722B2 (ja) | 空気入りタイヤおよびその製造方法 | |
| EP2727743B1 (en) | Pneumatic tire | |
| JP5834616B2 (ja) | 空気入りタイヤの製造方法 | |
| JP6233449B2 (ja) | 空気入りタイヤ | |
| JP5310879B2 (ja) | 空気入りタイヤ | |
| JP5252096B2 (ja) | 空気入りタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170418 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171003 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171016 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6236855 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |