JP5993580B2 - モーターのステーター・コア及び製造方法 - Google Patents
モーターのステーター・コア及び製造方法 Download PDFInfo
- Publication number
- JP5993580B2 JP5993580B2 JP2012029968A JP2012029968A JP5993580B2 JP 5993580 B2 JP5993580 B2 JP 5993580B2 JP 2012029968 A JP2012029968 A JP 2012029968A JP 2012029968 A JP2012029968 A JP 2012029968A JP 5993580 B2 JP5993580 B2 JP 5993580B2
- Authority
- JP
- Japan
- Prior art keywords
- stator core
- yoke
- annular member
- radially
- circumferential direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 31
- 230000002093 peripheral effect Effects 0.000 claims description 69
- 238000003825 pressing Methods 0.000 claims description 48
- 238000000034 method Methods 0.000 claims description 12
- 230000008569 process Effects 0.000 claims description 9
- 238000003754 machining Methods 0.000 claims description 8
- 230000006835 compression Effects 0.000 claims 1
- 238000007906 compression Methods 0.000 claims 1
- 238000006073 displacement reaction Methods 0.000 description 62
- 230000004907 flux Effects 0.000 description 21
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 10
- 230000000694 effects Effects 0.000 description 9
- 229910052742 iron Inorganic materials 0.000 description 5
- 230000011218 segmentation Effects 0.000 description 4
- 239000011265 semifinished product Substances 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images



















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/18—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures
- H02K1/185—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures to outer stators
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
- H02K1/146—Stator cores with salient poles consisting of a generally annular yoke with salient poles
- H02K1/148—Sectional cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/18—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/16—Stator cores with slots for windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K2213/00—Specific aspects, not otherwise provided for and not covered by codes H02K2201/00 - H02K2211/00
- H02K2213/03—Machines characterised by numerical values, ranges, mathematical expressions or similar information
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
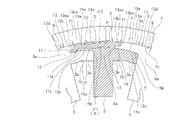
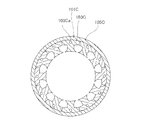
1Cのステーター・コア分割体103A,103B,103Cが、環状に接合され、焼きバメにより環状部材であるコア・ケース105A,105B,105Cに収納固定されている。
図2は、ステーター・コアの周側面図、図3は、ステーター・コアの積層を示す一部省略断面図である。
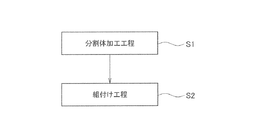
[ステーター・コア製造方法]
図4は、ステーター・コア製造方法を示す工程図、図5は、分割体加工工程で加工されるステーター・コア分割体を示す要部正面図、図6は、焼きバメ前におけるステーター・コア分割体の合わせ状態を焼きバメ収縮前のモーター・ケースと共に示す要部正面図である。
本発明の実施例1では、環状のヨーク部3及びこのヨーク部3の内周に径方向内側へ突出するティース部5からなりヨーク部3の外周縁3aがモーター・ケース7の内周面7aに取り付けられるモーターのステーター・コア1であって、ヨーク部3は、モーター・ケース7から径方向内側へ押圧力を受けて変位した変位部Dと、この変位部Dの変位に応じ変形して引張応力σ1を発生させティース部5との間で磁束を通す引張応力域Aを形成した、又はモーター・ケース7からの押圧力で発生する圧縮応力σ2を相殺した変形部Tとを有し、変位部Dは、ヨーク部3のモーター・ケース7への取り付け前に、取り付けられた後のモーター・ケース7の内周面7aの内径寸法よりも径方向外側へ突出し、ヨーク部3のモーター・ケース7への締め代を持った取り付けにより変位を行った。
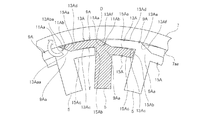
ター・コア分割体9Aを形成し、組付け工程S2では、図8のように、各ステーター・コア分割体9Aが、各分割縁11Aa、11Abを周方向に対向させて環状に配置される。
1Da コア半製品
3、3A、3B、3C、3D ヨーク部
5 ティース部
7 モーター・ケース(環状部材)
7a 内周面
9、9A、9B、9C ステーター・コア分割体
11a、11b 分割縁
13、13A、13D アウター部
13Aaa、13Aba 傾斜面(係合部)
15、15A、15D インナー部
17、17B、17C 凹部(係合部)
19、19B、19C 突部(係合部)
21a、21b、21C スリット
23a、23b 回転部
D 変位部
T 変形部
S1 分割体加工工程
S2、S11 組付け工程
S10 コア半製品加工工程
Claims (12)
- 環状のヨーク部及びこのヨーク部の内周に径方向内側へ突出するティース部からなりヨーク部の外周縁が環状部材の内周面に取り付けられたモーターのステーター・コアであって、
前記ヨーク部の内外周に渡るように分割されたヨーク部構成部を前記ティース部外径側に有する周方向複数のステーター・コア分割体を有し、
前記各ステーター・コア分割体は、前記ヨーク部構成部が環状に配置され前記ヨーク部として前記環状部材の内周面に取り付けられ、
前記各ステーター・コア分割体は、径方向外内のアウター部及びインナー部を有し、
前記アウター部を、前記ヨーク部構成部の周方向一方に突出するように配置し、
前記インナー部を、前記アウター部よりも内径側で前記ヨーク部構成部の周方向他方に突出するように配置し、
前記各アウター部の径方向外縁側は、周方向に相互に当接し、且つ前記環状部材から径方向内側へ押圧力を受け、
前記各アウター部の径方向内縁側は、前記押圧力に応じた引張応力の引張応力域を有する、又は前記押圧力に応じた圧縮応力が低減された部分を有する、又は前記押圧力に応じた圧縮応力が零となった部分を有する、
ことを特徴とするモーターのステーター・コア。 - 請求項1記載のモーターのステーター・コアであって、
前記環状に配置した各ステーター・コア分割体間に、一方のステーター・コア分割体のアウター部の径方向内縁側を他方のステーター・コア分割体に係合させる係合部を設けた、
ことを特徴とするモーターのステーター・コア。 - 請求項2記載のモーターのステーター・コアであって、
前記係合部は、前記各アウター部間に設けられた凹凸部又は前記各アウター部間に設けられた傾斜面である、
ことを特徴とするモーターのステーター・コア。 - 請求項1〜3の何れか1項記載のモーターのステーター・コアであって、
前記環状に配置したヨーク部構成部の各インナー部は、前記各ティース部との間に周方向で隙間なく対向した、
ことを特徴とするモーターのステーター・コア。 - 環状のヨーク部及びこのヨーク部の内周に径方向内側へ突出するティース部からなりヨーク部の外周縁が環状部材の内周面に取り付けられたモーターのステーター・コアであって、
前記ヨーク部の内外周に渡るように分割されたヨーク部構成部を前記ティース部外径側に有する周方向複数のステーター・コア分割体を有し、
前記各ステーター・コア分割体は、前記ヨーク部構成部が環状に配置され前記ヨーク部として前記環状部材の内周面に取り付けられ、
前記各ヨーク部構成部は、径方向外縁から径方向の中間部まで形成されたスリットとこのスリットを構成するように前記スリットに隣接した回転部とを備え、
前記各ヨーク部構成部の径方向外縁の一部は、前記環状部材から径方向内側へ押圧力を受け、
前記各ヨーク部構成部は、前記回転部が周方向に当接し、且つ、前記スリットの内径側及び回転部と前記ティース部との間に前記押圧力に応じた引張応力の引張応力域を有する、又は前記スリットの内径側及び回転部と前記ティース部との間に前記押圧力に応じた圧縮応力が低減された部分を有する、又は前記スリットの内径側及び回転部と前記ティース部との間に前記押圧力に応じた圧縮応力が零となった部分を有する、
ことを特徴とするモーターのステーター・コア。 - 請求項5記載のモーターのステーター・コアであって、
前記環状に配置した各ステーター・コア分割体間に、前記一方の回転部を他方の回転部に係合させる係合部を設けた、
ことを特徴とするモーターのステーター・コア。 - 環状のヨーク部及びこのヨーク部の内周に径方向内側へ突出するティース部からなりヨーク部の外周縁が環状部材の内周面に取り付けられたモーターのステーター・コアであって、
前記ヨーク部は、周方向に連続したリング状であり、
前記ヨーク部は、径方向外内のアウター部及びインナー部を有し、
前記アウター部は、前記ヨーク部構成部の周方向一方に突出するように配置し、
前記インナー部は、周方向に連続したリング状であり、
前記アウター部の径方向外縁側は、前記アウター部が周方向に当接し、且つ前記環状部材から径方向内側へ押圧力を受け、
前記アウター部の径方向内縁側は、前記押圧力に応じた引張応力の引張応力域を有する、又は前記押圧力に応じた圧縮応力が低減された部分を有する、又は前記押圧力に応じた圧縮応力が零となった部分を有する、
ことを特徴とするモーターのステーター・コア。 - 請求項7記載のモーターのステーター・コアであって、
前記インナー部に、引張応力を有する、
ことを特徴とするモーターのステーター・コア。 - 環状のヨーク部及びこのヨーク部の内周に径方向内側へ突出するティース部からなりヨーク部の外周縁が環状部材の内周面に取り付けられたモーターのステーター・コア製造方法であって、
前記環状部材への取り付け前に複数のステーター・コア分割体を加工する分割体加工工程と、前記複数のステーター・コア分割体を周方向での対向により環状に配置し前記環状部材に取り付ける組付け工程とを備え、
前記分割体加工工程では、前記ヨーク部の内外周に渡るように分割したヨーク部構成部を前記ティース部外径側に有する周方向複数のステーター・コア分割体を形成し、前記各ステーター・コア分割体に、径方向外内のアウター部及びインナー部を形成し、前記アウター部を、前記ヨーク部構成部の周方向一方に突出するように形成し、前記インナー部を、前記アウター部よりも内径側で前記ヨーク部構成部の周方向他方に突出するように形成し、
前記組付け工程では、前記各ステーター・コア分割体を前記環状部材へ取り付ける前に、前記各ステーター・コア分割体を周方向に対向させて環状に配置した状態で前記各アウター部の径方向外縁側が前記環状部材の内周面の内径寸法よりも径方向外側へ突出し、前記アウター部の径方向内縁が前記インナー部の径方向外縁との間に隙間を有し、前記環状に配置した状態の各ステーター・コア分割体を前記環状部材の内周面に締め代を持って取り付けることにより前記各アウター部の径方向外縁側が前記環状部材から径方向内側へ押圧力を受けて変位すると共に周方向に当接し、前記各アウター部の径方向内縁側に、前記押圧力に応じた引張応力の引張応力域を形成し、又は前記押圧力に応じた圧縮応力が低減された部分を形成し、又は前記押圧力に応じた圧縮応力が零となった部分を形成した、
ことを特徴とするモーターのステーター・コア製造方法。 - 環状のヨーク部及びこのヨーク部の内周に径方向内側へ突出するティース部からなりヨーク部の外周縁が環状部材の内周面に取り付けられたモーターのステーター・コア製造方法であって、
前記環状部材への取り付け前に複数のステーター・コア分割体を加工する分割体加工工程と、前記複数のステーター・コア分割体を周方向での対向により環状に配置し前記環状部材に取り付ける組付け工程とを備え、
前記分割体加工工程では、前記ヨーク部の内外周に渡るように分割したヨーク部構成部を前記ティース部外径側に有する周方向複数のステーター・コア分割体を形成し、前記各ヨーク部構成部に、径方向外縁から径方向の中間部まで形成されたスリットとこのスリットを構成するように前記スリットに隣接した回転部とを形成し、
前記組付け工程では、前記各ステーター・コア分割体を前記環状部材へ取り付ける前に、前記各ステーター・コア分割体を周方向に対向させて環状に配置した状態で前記スリットの周方向への開き状態により前記各ヨーク部構成部の径方向外縁の一部が前記環状部材の内周面の内径寸法よりも径方向外側へ突出し、前記回転部が周方向に隣接する間で径方向内側に開く回転前の状態となり、前記環状に配置した状態の各ステーター・コア分割体を前記環状部材の内周面に締め代を持って取り付けることにより前記スリットにより前記各ヨーク部構成部の径方向外縁の一部の変位を行わせ、前記スリットを閉じるように前記回転部を回転させて前記回転部を周方向に当接させ、前記スリットの内径側及び回転部と前記ティース部との間に前記押圧力に応じた引張応力の引張応力域を形成し、又は前記スリットの内径側及び回転部と前記ティース部との間に前記押圧力に応じた圧縮応力が低減された部分を形成し、又は前記スリットの内径側及び回転部と前記ティース部との間に前記押圧力に応じた圧縮応力が零となった部分を形成する、
ことを特徴とするモーターのステーター・コア製造方法。 - 環状のヨーク部及びこのヨーク部の内周に径方向内側へ突出するティース部からなりヨーク部の外周縁が環状部材の内周面に取り付けられたモーターのステーター・コア製造方法であって、
前記環状部材への取り付け前にリング状のステーター・コアを形成するコア加工工程と、前記ステーター・コアを前記環状部材の内周面に取り付ける組付け工程とを備え、
前記コア加工工程では、前記ヨーク部に、径方向外内のアウター部及びインナー部を形成し、前記アウター部を、前記ヨーク部構成部の周方向一方に突出するように形成し、前記インナー部を、周方向に連続したリング状に形成し、
前記組付け工程では、前記各ステーター・コアを前記環状部材へ取り付ける前に、前記各アウター部の径方向外縁側が前記環状部材の内周面の内径寸法よりも径方向外側へ突出し、前記アウター部の径方向内縁が前記インナー部の径方向外縁との間に隙間を有し、前記ステーター・コアを前記環状部材の内周面に締め代を持って取り付けることにより前記各アウター部の径方向外縁側が前記環状部材から径方向内側へ押圧力を受けて変位すると共に周方向に当接し、前記アウター部の径方向内縁側に、前記押圧力に応じた引張応力の引張応力域を形成し、又は前記押圧力に応じた圧縮応力が低減された部分を形成し、又は前記押圧力に応じた圧縮応力が零となった部分を形成した、
ことを特徴とするステーター・コア製造方法。 - 請求項9〜11の何れか1項に記載のステーター・コア製造方法であって、
前記環状部材への取り付けは、焼きバメである、
ことを特徴とするステーター・コア製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012029968A JP5993580B2 (ja) | 2012-02-14 | 2012-02-14 | モーターのステーター・コア及び製造方法 |
| EP13748841.7A EP2816708B1 (en) | 2012-02-14 | 2013-02-07 | Stator core for motor and manufacturing method therefor |
| CN201380009144.7A CN104137390A (zh) | 2012-02-14 | 2013-02-07 | 马达的定子铁芯及制造方法 |
| PCT/JP2013/000677 WO2013121753A1 (ja) | 2012-02-14 | 2013-02-07 | モーターのステーター・コア及び製造方法 |
| US14/378,397 US20150042199A1 (en) | 2012-02-14 | 2013-02-07 | Stator core for motor and manufacturing method therefor |
| KR1020147024019A KR20140128369A (ko) | 2012-02-14 | 2013-02-07 | 모터의 스테이터 코어 및 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012029968A JP5993580B2 (ja) | 2012-02-14 | 2012-02-14 | モーターのステーター・コア及び製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013169042A JP2013169042A (ja) | 2013-08-29 |
| JP2013169042A5 JP2013169042A5 (ja) | 2014-07-31 |
| JP5993580B2 true JP5993580B2 (ja) | 2016-09-14 |
Family
ID=48983889
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012029968A Expired - Fee Related JP5993580B2 (ja) | 2012-02-14 | 2012-02-14 | モーターのステーター・コア及び製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20150042199A1 (ja) |
| EP (1) | EP2816708B1 (ja) |
| JP (1) | JP5993580B2 (ja) |
| KR (1) | KR20140128369A (ja) |
| CN (1) | CN104137390A (ja) |
| WO (1) | WO2013121753A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102077346B1 (ko) * | 2013-10-11 | 2020-02-13 | 현대모비스 주식회사 | 영구자석모터의 프릭션을 저감시키는 스테이터 코어 |
| KR101655161B1 (ko) * | 2014-11-24 | 2016-09-07 | 현대자동차 주식회사 | 계자권선형 구동모터의 회전자 |
| EP3454455A1 (en) * | 2017-09-11 | 2019-03-13 | KONE Corporation | Method for manufacturing a magnetic core of an electric machine, an electric machine utilizing the magnetic core thereof, and a magnetic core |
| CN111224473A (zh) | 2018-11-23 | 2020-06-02 | 福特全球技术公司 | 一种电机的定子铁芯 |
| JP7167849B2 (ja) * | 2019-05-21 | 2022-11-09 | 株式会社デンソー | ステータアセンブリ、及び、モータ |
| ES2914811T3 (es) * | 2019-05-27 | 2022-06-16 | Magnax Bv | Estator para una máquina de flujo axial |
| KR102030455B1 (ko) * | 2019-06-17 | 2019-11-08 | 엘지이노텍 주식회사 | 모터 |
| EP3920374A4 (en) | 2019-07-02 | 2022-03-16 | Samsung Electronics Co., Ltd. | ENGINE AND COMPRESSOR WITH SUCH ENGINE |
| EP4304051A1 (de) * | 2022-07-06 | 2024-01-10 | Hilti Aktiengesellschaft | Stator mit steckbaren zähnen |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3463490B2 (ja) * | 1996-12-17 | 2003-11-05 | 神鋼電機株式会社 | 回転電機の固定子 |
| JPH11355984A (ja) * | 1998-06-10 | 1999-12-24 | Japan Servo Co Ltd | 小型電動機 |
| JP2002136013A (ja) | 2000-10-27 | 2002-05-10 | Nissan Motor Co Ltd | 磁石モータ |
| JP3786854B2 (ja) * | 2001-08-30 | 2006-06-14 | 株式会社三井ハイテック | 積層鉄心の製造方法 |
| JP2005051941A (ja) * | 2003-07-30 | 2005-02-24 | Toyota Motor Corp | 分割ステータコア |
| CN1316715C (zh) * | 2003-08-07 | 2007-05-16 | 日本电产芝浦株式会社 | 电动机铁心、电动机以及电动机铁心的制造方法 |
| US6919665B2 (en) * | 2003-09-30 | 2005-07-19 | Nidec Shibaura Corporation | Stator core, an electric motor in which it is utilized, and method of manufacturing a stator core |
| JP2006333657A (ja) * | 2005-05-27 | 2006-12-07 | Mitsuba Corp | モータ |
| ES2398669T3 (es) * | 2006-06-02 | 2013-03-20 | Brose Fahrzeugteile Gmbh & Co. Kg, Wurzburg | Electromotor y procedimiento para la fabricación de un electromotor para un mecanismo de control de automóvil |
| JP2009261162A (ja) | 2008-04-18 | 2009-11-05 | Toyota Motor Corp | 分割ステータコア |
| JP5181994B2 (ja) * | 2008-10-08 | 2013-04-10 | 新日鐵住金株式会社 | 分割型固定子及び電動機 |
| JP2010148329A (ja) * | 2008-12-22 | 2010-07-01 | Mazda Motor Corp | 回転電機のステータコア構造 |
| JP2011015592A (ja) * | 2009-07-06 | 2011-01-20 | Toyota Motor Corp | 分割ステータとその製造方法 |
| JP2011125180A (ja) | 2009-12-14 | 2011-06-23 | Toyota Motor Corp | ステータ |
| JP2011254623A (ja) * | 2010-06-02 | 2011-12-15 | Aisin Seiki Co Ltd | 回転電機および回転電機のステータ |
-
2012
- 2012-02-14 JP JP2012029968A patent/JP5993580B2/ja not_active Expired - Fee Related
-
2013
- 2013-02-07 WO PCT/JP2013/000677 patent/WO2013121753A1/ja active Application Filing
- 2013-02-07 EP EP13748841.7A patent/EP2816708B1/en not_active Not-in-force
- 2013-02-07 US US14/378,397 patent/US20150042199A1/en not_active Abandoned
- 2013-02-07 CN CN201380009144.7A patent/CN104137390A/zh active Pending
- 2013-02-07 KR KR1020147024019A patent/KR20140128369A/ko active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| CN104137390A (zh) | 2014-11-05 |
| KR20140128369A (ko) | 2014-11-05 |
| EP2816708A1 (en) | 2014-12-24 |
| JP2013169042A (ja) | 2013-08-29 |
| EP2816708A4 (en) | 2015-11-11 |
| US20150042199A1 (en) | 2015-02-12 |
| WO2013121753A1 (ja) | 2013-08-22 |
| EP2816708B1 (en) | 2016-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5993580B2 (ja) | モーターのステーター・コア及び製造方法 | |
| JP5740436B2 (ja) | 回転電機のステータコア | |
| JP5641902B2 (ja) | モーターのステーター・コア及び製造方法 | |
| JP5326642B2 (ja) | 回転電機及び回転電機の製造方法 | |
| JP2017079570A (ja) | 同期電動機の永久磁石回転子 | |
| WO2019111777A1 (ja) | 固定子鉄心、固定子鉄心の製造方法 | |
| WO2013121754A1 (ja) | モーターのステーター・コア及び製造方法 | |
| JP2013099047A (ja) | 永久磁石式回転電機の回転子、及び永久磁石式回転電機 | |
| JP3406812B2 (ja) | 回転機器のステータ | |
| JP2007228720A (ja) | コア | |
| JPH08223835A (ja) | 永久磁石式回転子 | |
| US11804763B2 (en) | Axial gap motor | |
| JPH1169670A (ja) | ステータコア | |
| JP2005278238A (ja) | 電動機のステータコア | |
| WO2014136145A1 (ja) | 回転電機のステータ鉄心及び回転電機並びにその製造方法 | |
| JP2011254625A (ja) | 回転電機 | |
| JP2007259676A (ja) | 固定子 | |
| JPWO2017090189A1 (ja) | 回転電機 | |
| JP2010063205A (ja) | ロータ及びロータの製造方法 | |
| JP5293313B2 (ja) | ステータ用鉄心 | |
| JP2008048592A (ja) | ステータ | |
| JPWO2019146009A1 (ja) | 固定子、及び、電動機 | |
| WO2024105797A1 (ja) | 回転電機 | |
| JPH06178472A (ja) | 電動機の固定子 | |
| WO2023228563A1 (ja) | ステータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140122 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150707 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150831 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160308 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160316 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160802 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160822 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5993580 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |